
Komunikasi HMI Dengan PLC Mitsubishi
17
Mekatronika 2011/20 12 Komunikasi HMI dengan PLC Mitsubishi A. Pengenalan Device Politeknik Manufaktur ASTRA | Modul Komunikasi HMI dengan PLC 1 Modul Touch Screen GT Power Supply Omron 24 V l Kabel Data
-
Upload
riska-afrilianti -
Category
Documents
-
view
590 -
download
109
Transcript of Komunikasi HMI Dengan PLC Mitsubishi
Mekatronika 2011/2012
Komunikasi HMI dengan PLC Mitsubishi
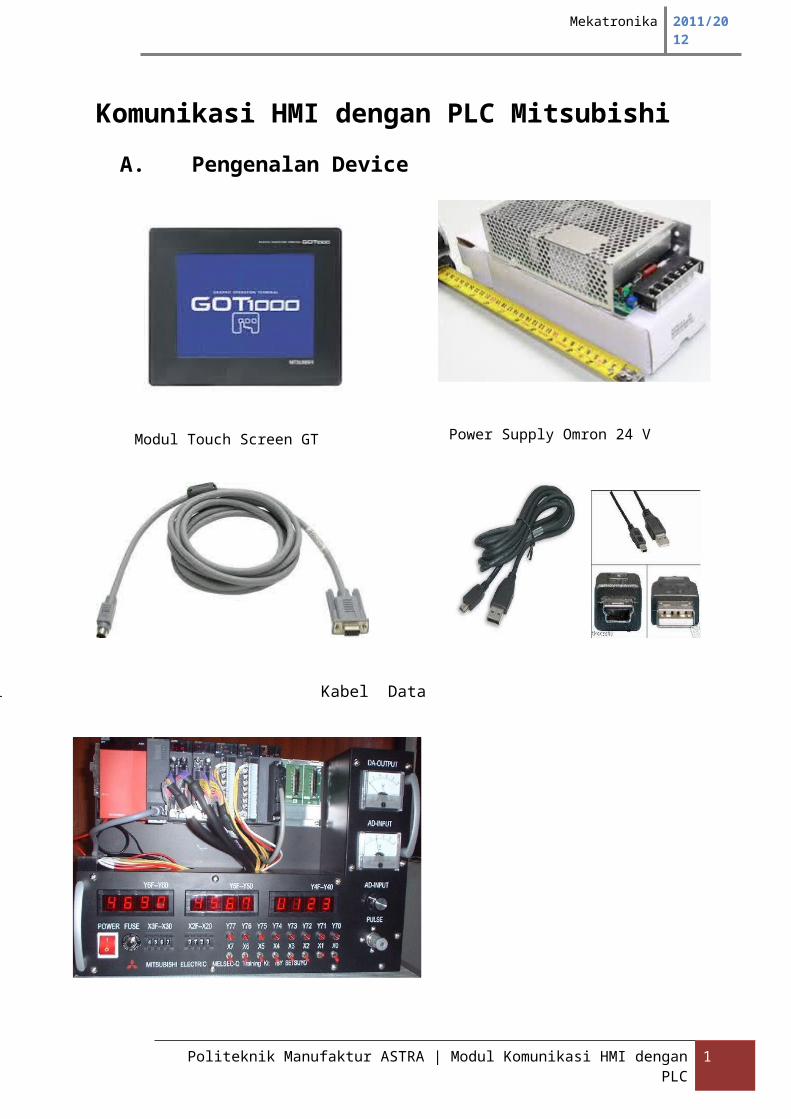
A. Pengenalan Device
| Modul Komunikasi HMI dengan PLC 1
Modul Touch Screen GT 1155-QSBD Power Supply Omron 24 V
Kabel Serial Kabel Data
MELSEQ – Q Training Kit
Mekatronika 2011/2012
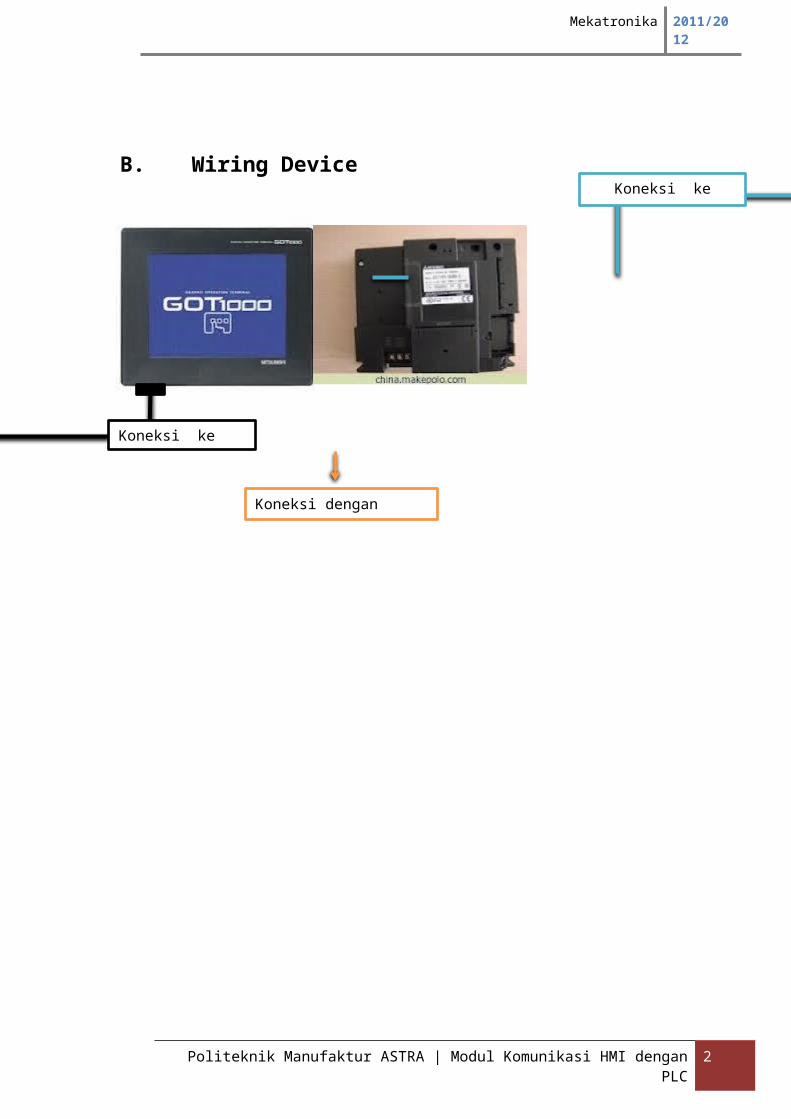
B. Wiring Device
| Modul Komunikasi HMI dengan PLC 2
Koneksi ke Serial PLC
Koneksi ke USB PC
Koneksi dengan Kabel Data
Mekatronika 2011/2012
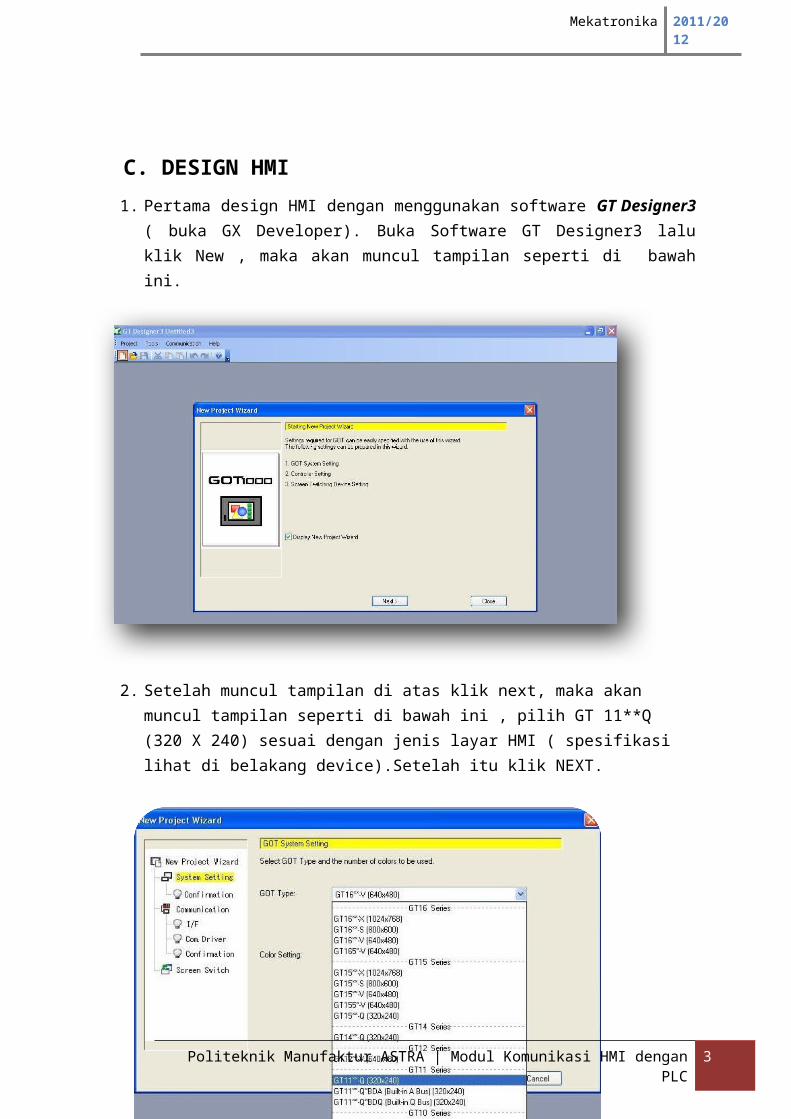
1. Pertama design HMI dengan menggunakan software GT Designer3 ( buka GX Developer). Buka Software GT Designer3 lalu klik New , maka akan muncul tampilan seperti di bawah ini.
2. Setelah muncul tampilan di atas klik next, maka akan muncul tampilan seperti di bawah ini , pilih GT 11**Q (320 X 240) sesuai dengan jenis layar HMI ( spesifikasi lihat di belakang device).Setelah itu klik NEXT.
| Modul Komunikasi HMI dengan PLC 3
C. DESIGN HMI

Mekatronika 2011/2012
3. Setelah itu akan muncul tampilan seperti di bawah ini, Setelah itu klik NEXT
4. Maka akan muncul tampilan seperti di bawah ini, Pada kolom manufacturer pilih
MITSUBISHI dan pada kolom Controller Type pilih :
MELSEC-QnU/DC,Q17nD/M/NC/DR, CRnD-700 ( pemilihan ini sesuai dengan tipe
Mitsubishi, yaitu yang digunakan di POLMAN ASTRA Q series ). Lalu klik NEXT.
| Modul Komunikasi HMI dengan PLC 4
Mekatronika 2011/2012
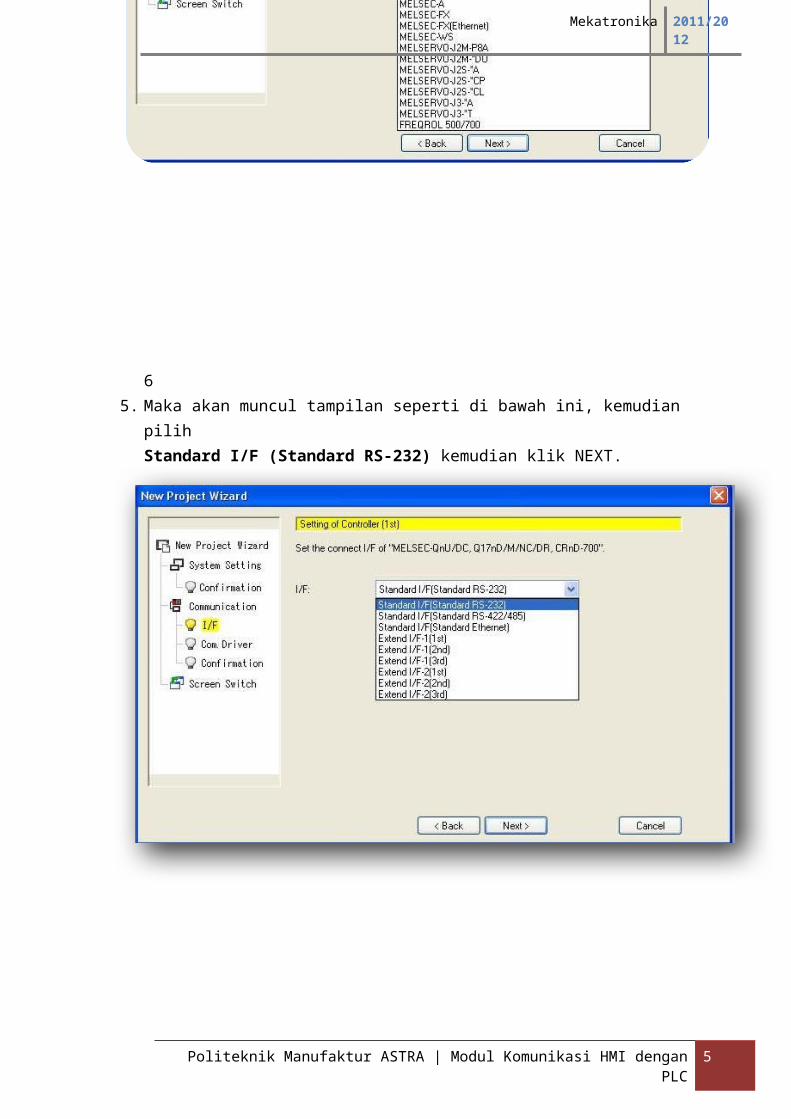
65. Maka akan muncul tampilan seperti di bawah ini, kemudian pilih
Standard I/F (Standard RS-232) kemudian klik NEXT.
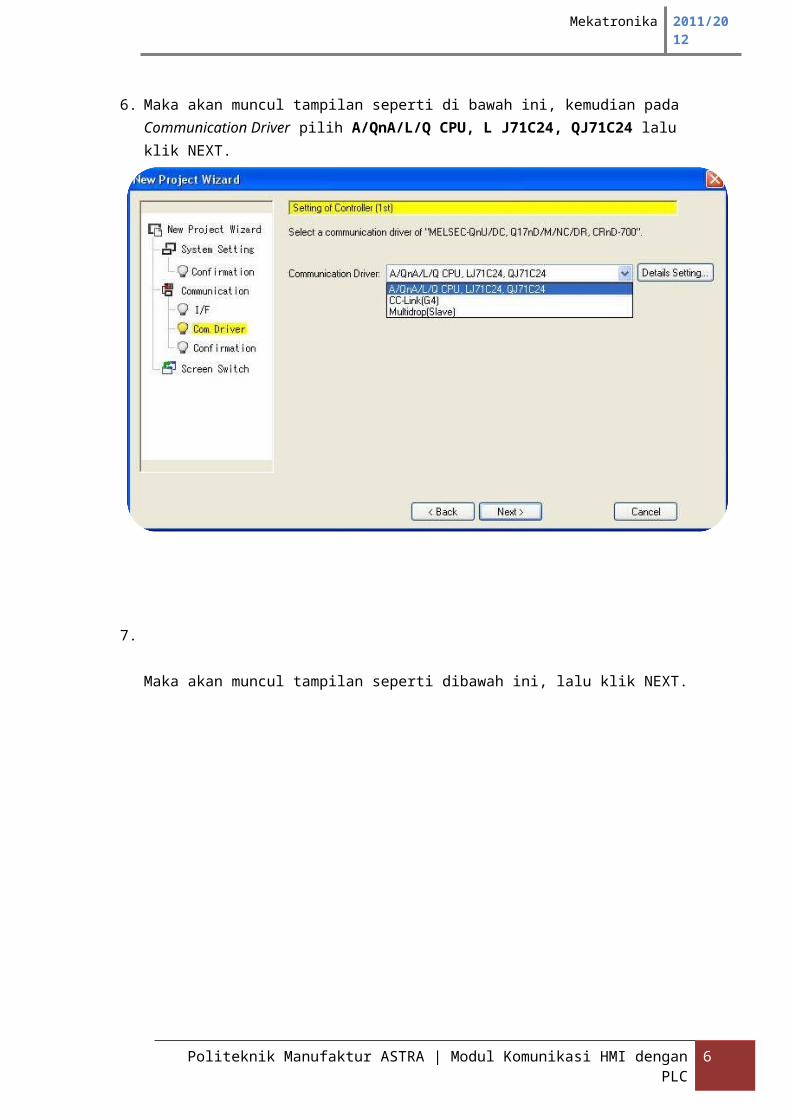
6. Maka akan muncul tampilan seperti di bawah ini, kemudian pada Communication Driver pilih A/QnA/L/Q CPU, L J71C24, QJ71C24 lalu klik NEXT.
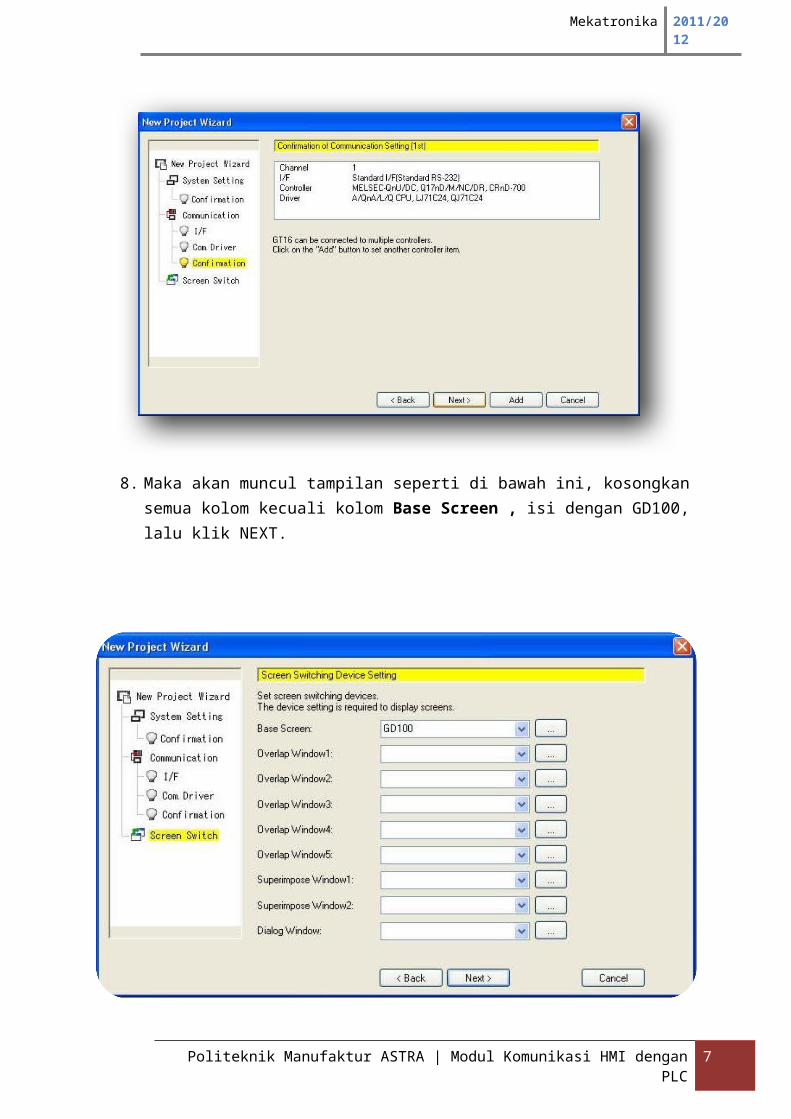
7. Maka akan muncul tampilan seperti dibawah ini, lalu klik NEXT.
| Modul Komunikasi HMI dengan PLC 5
Mekatronika 2011/2012
8. Maka akan muncul tampilan seperti di bawah ini, kosongkan semua kolom kecuali kolom Base Screen , isi dengan GD100, lalu klik NEXT.
| Modul Komunikasi HMI dengan PLC 6
Mekatronika 2011/2012
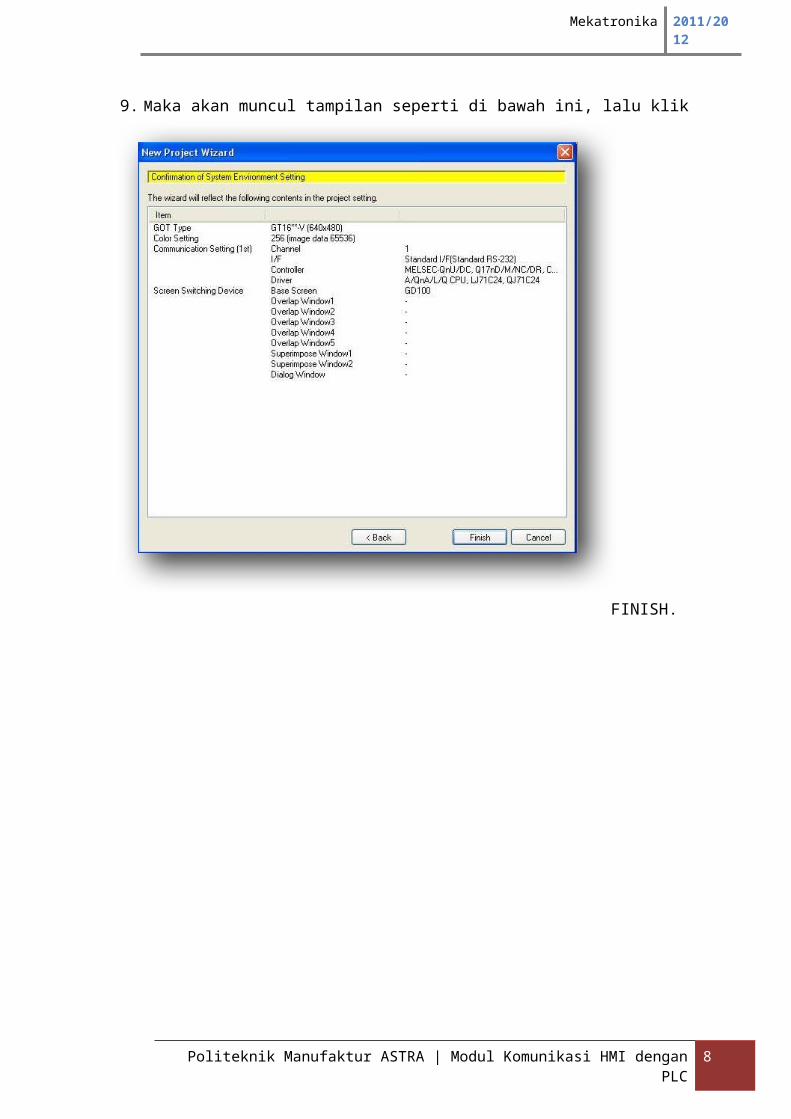
9. Maka akan muncul tampilan seperti di bawah ini, lalu klik FINISH.
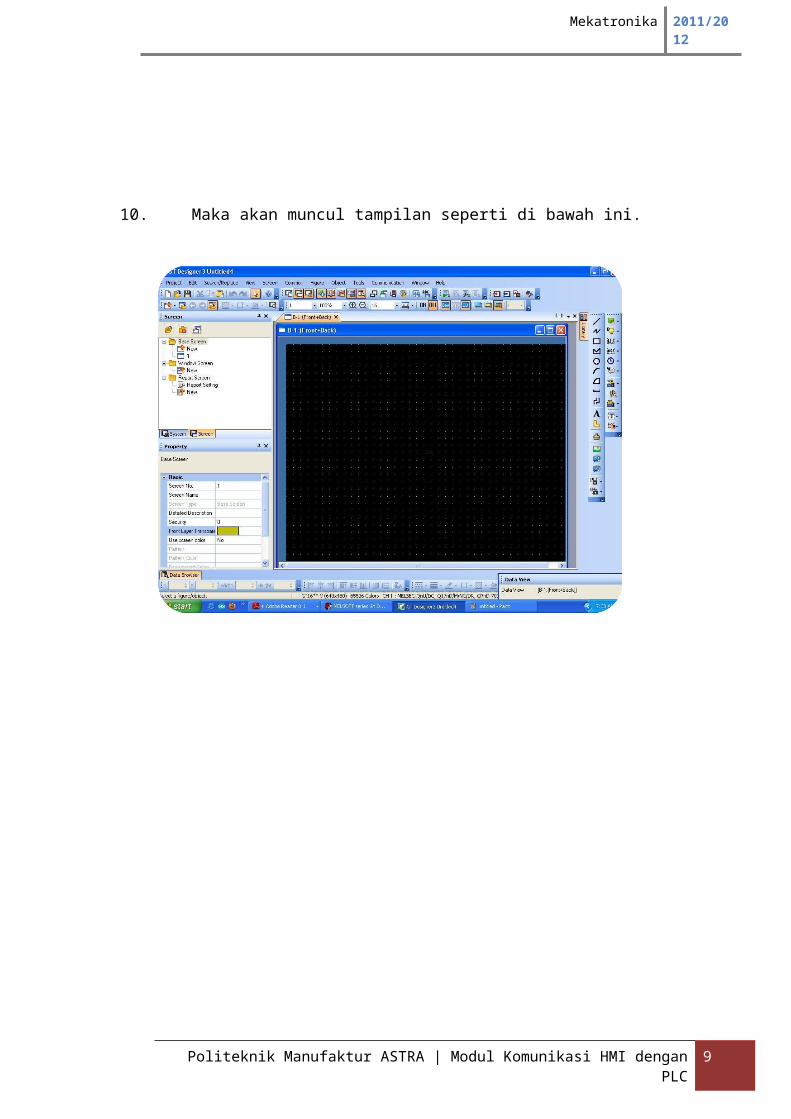
10. Maka akan muncul tampilan seperti di bawah ini.
| Modul Komunikasi HMI dengan PLC 7
Mekatronika 2011/2012
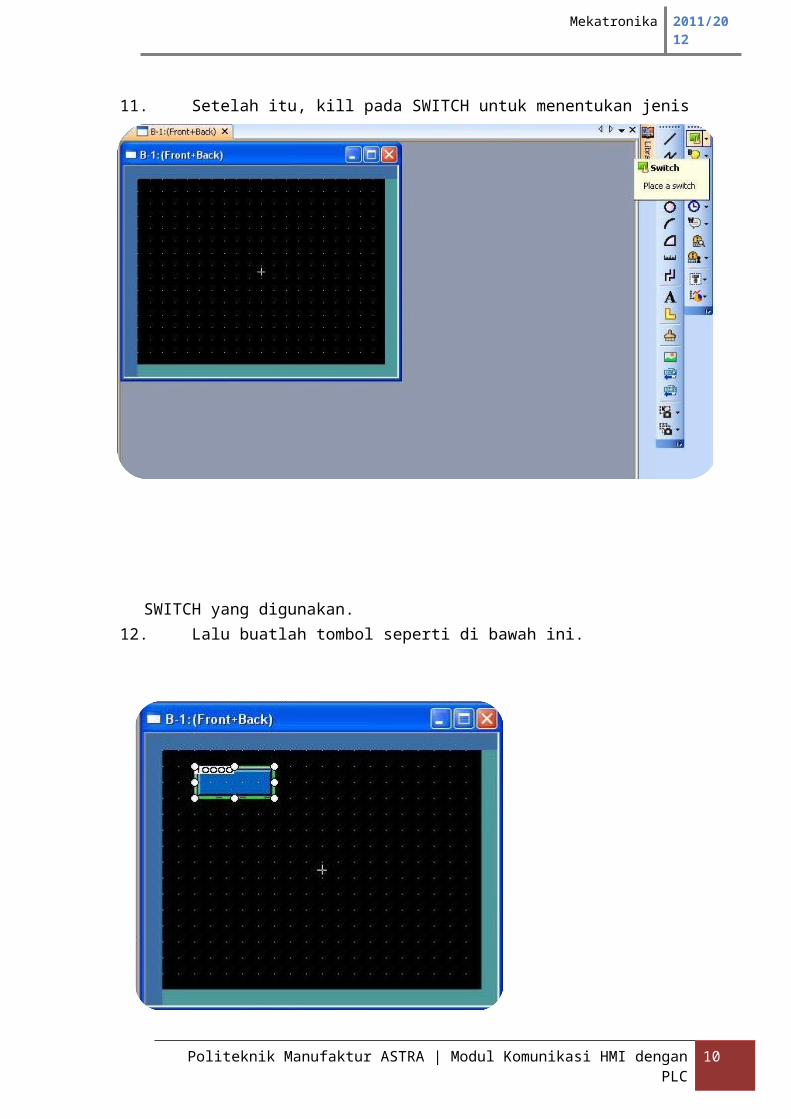
11. Setelah itu, kill pada SWITCH untuk menentukan jenis SWITCH yang digunakan.
12.Lalu buatlah tombol seperti di bawah ini.
| Modul Komunikasi HMI dengan PLC 8
Mekatronika 2011/2012
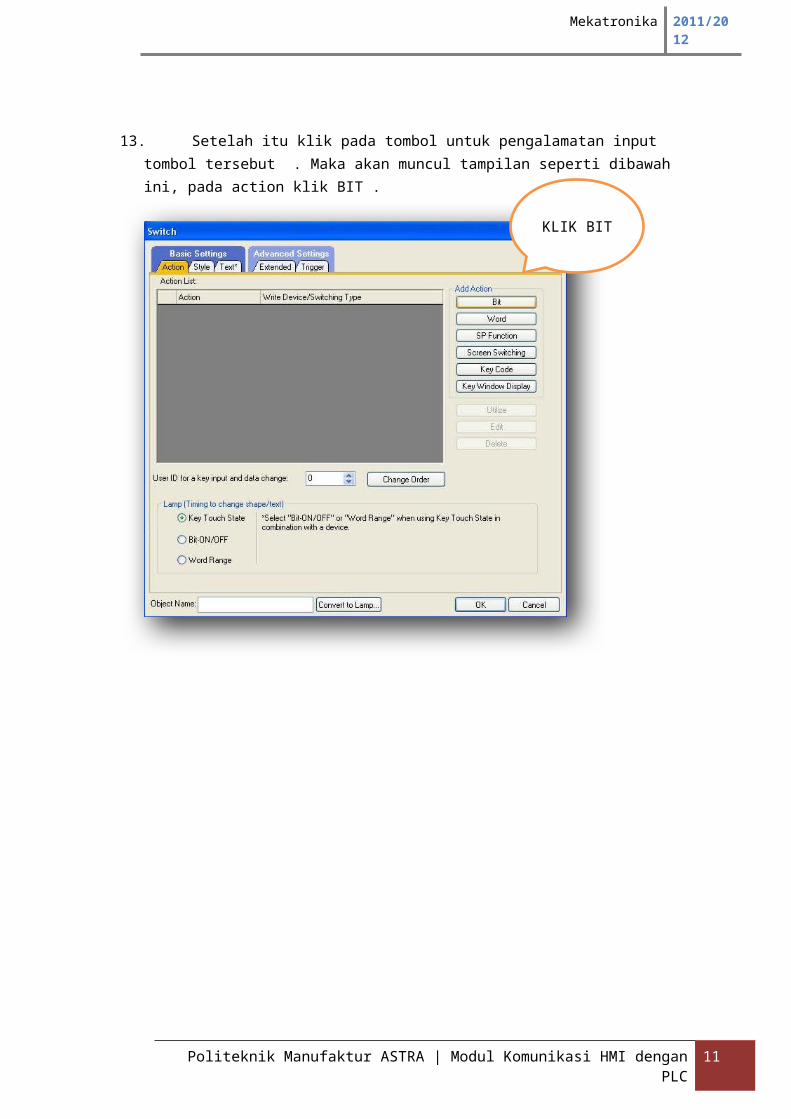
13. Setelah itu klik pada tombol untuk pengalamatan input tombol tersebut . Maka akan muncul tampilan seperti dibawah ini, pada action klik BIT .
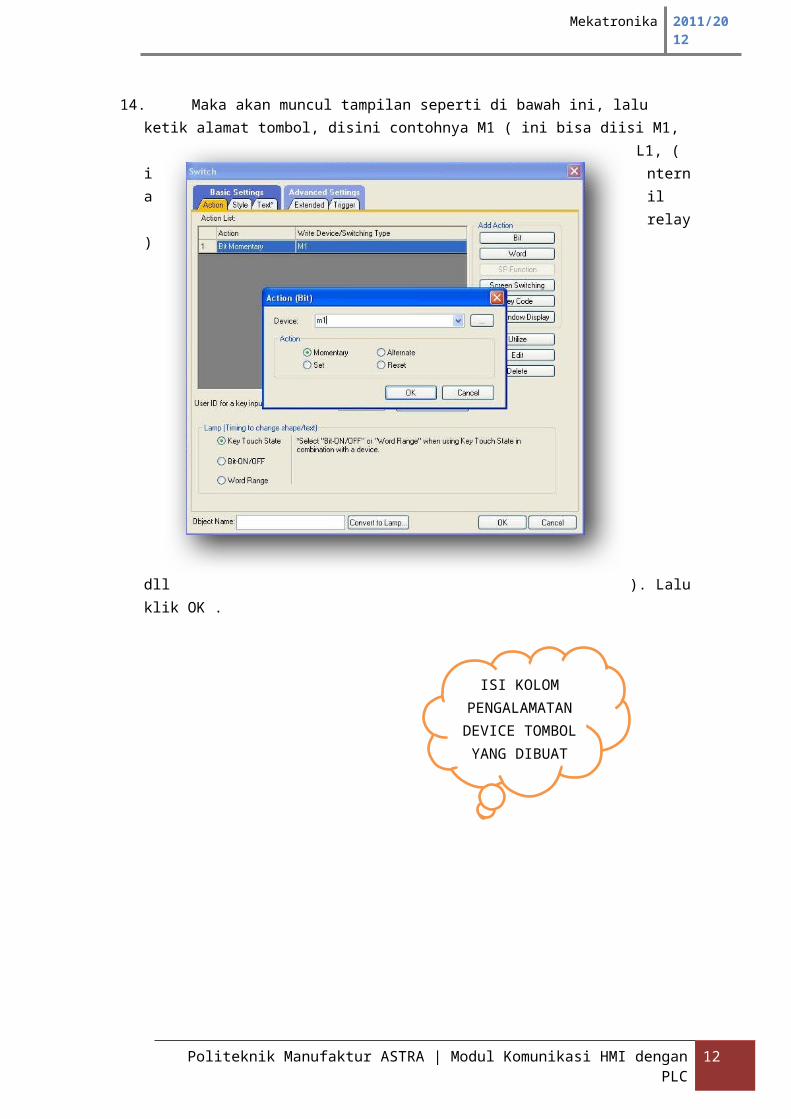
14. Maka akan muncul tampilan seperti di bawah ini, lalu ketik alamat tombol, disini contohnya M1 ( ini bisa diisi M1, L1, ( internail relay ) dll ). Lalu klik OK .
| Modul Komunikasi HMI dengan PLC 9
KLIK BIT
ISI KOLOM PENGALAMATAN DEVICE TOMBOL
YANG DIBUAT
Mekatronika 2011/2012
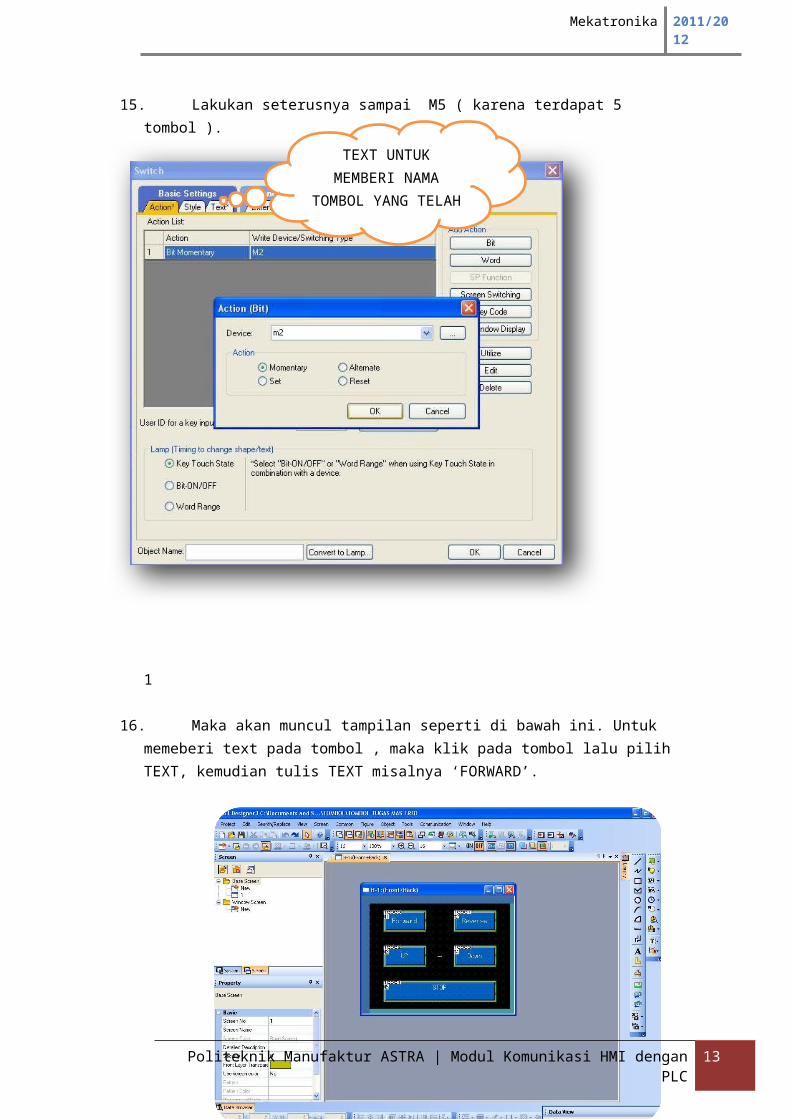
15. Lakukan seterusnya sampai M5 ( karena terdapat 5 tombol ).
1
16. Maka akan muncul tampilan seperti di bawah ini. Untuk memeberi text pada tombol , maka klik pada tombol lalu pilih TEXT, kemudian tulis TEXT misalnya ‘FORWARD’.
| Modul Komunikasi HMI dengan PLC 10
TEXT UNTUK MEMBERI NAMA TOMBOL YANG
TELAH DIBUAT
Mekatronika 2011/2012
17. Kemudian Buka Software GX DEVELOPER – MELSOFT SERIES untuk membuat
program , Membuat program dapat dilakukan dengan menggunakan SFC ( Sequential
Function Chart ) dan juga Ladder Diagram. Yang kita gunakan adalah Ladder Diagram
( karena belum mengenal SFC ) . Setelah software dibuka klik NEXT / YES sampai
terdapat lembar kerja baru. Lalu tulislah Program untuk tombol yang telah kita buat
di HMI Module. Berikut Contoh Program ladder .
Tombol pada HMI Module untuk tombol Forward kita telah memberi alamat
sebelumnya yaitu M1, maka pengalamatan ini yang akan kita gunakan pada
Program Ladder Berikut. Misalnya Tombol FORWARD akan menyalakan
indicator lampu pada output Y70 , sedangkan tombol REVERSE
( pengalamatan M2 ) akan menyalakan indicator lampu pada output Y71.
Dengan ketentuan, saat Tombol FORWARD ditekan, kemudian tombol
REVERSE ditekan maka kondisi yang terjadi NOT CHANGE tau tetap
FORWARD, begitu juga sebaliknya. Jika ingin merubah dari FORWARD ke
REVERSE harus ditekan tombol STOP ( pengalamatan M5 ) terlebih dahulu.
Tabel Pengalamatan Tombol
Nama / Text Pengalamatan pada HMI
Module
FORWARD M1
REVERSE M2
STOP M5
| Modul Komunikasi HMI dengan PLC 11
Mekatronika 2011/2012
Keterangan : 1. KLIK pada PARAMETER lalu pilih PLC PARAMETER, pastikan untuk mengisi
konfigurasinya seperti di bawah ini ( ini diperlukan untuk Konek PLC pertama kali saat baru di wiring dan di koneksikan ),
2. Maka setelah itu di KLIK maka akan muncul tampilan sebagai berikut.
| Modul Komunikasi HMI dengan PLC 12
Mekatronika 2011/2012
3. Setelah muncul tampilan seperti di atas settinglah parameter-parameter yang dibutuhkan sesuai dengan gambar di bawah ini.Parameter – parameter ini diperoleh dari datasheet PLC Mitsubishi Q series. ( Keterangan lebih lanjut baca Datasheet PLC Mitsubishi Q series )
4. Lalu KLIK END.
| Modul Komunikasi HMI dengan PLC 13
Isilah parameter dengan data
seperti di samping


















