
KINH NGHIỆM - itgvietnam.com · KINH NGHIỆM CHUYỂN ĐỔI QUẢN TRỊ TINH GỌN CÔNG TY...
17
4/20/2016 1 4/20/2016 KINH NGHIỆM CHUYỂN ĐỔI QUẢN TRỊ TINH GỌN CÔNG TY TNHH CÔNG NGHỆ COSMOS Diễn giả: Ông Nguyễn Ngọc Phượng Phó tổng giám đốc Cosmos Industrial Co., Ltd. LEAN MARATHON SUMMIT 2016 “CHIẾN LƯỢC CHUYỂN ĐỔI DOANH NGHIỆP LEAN NÂNG CAO NĂNG LỰC HỘI NHẬP QUỐC TẾ” Hà Nội, ngày 19 tháng 04 năm 2016 CHUYỂN ĐỔI LEAN TẠI COSMOS 1- GIỚI THIỆU VỀ COSMOS 2- PHONG TRÀO KAIZEN 3- MỘT SỐ HOẠT ĐỘNG LEAN ĐÃ TRIỂN KHAI 4- KINH NGHIỆM KINH NGHIỆM
Transcript of KINH NGHIỆM - itgvietnam.com · KINH NGHIỆM CHUYỂN ĐỔI QUẢN TRỊ TINH GỌN CÔNG TY...

4/20/2016
1
4/20/2016
KINH NGHIỆM CHUYỂN ĐỔI QUẢN TRỊ TINH GỌN CÔNG TY TNHH CÔNG NGHỆ COSMOS
Diễn giả: Ông Nguyễn Ngọc Phượng
Phó tổng giám đốc
Cosmos Industrial Co., Ltd.
LEAN MARATHON SUMMIT 2016“CHIẾN LƯỢC CHUYỂN ĐỔI DOANH NGHIỆP LEAN
NÂNG CAO NĂNG LỰC HỘI NHẬP QUỐC TẾ”
Hà Nội, ngày 19 tháng 04 năm 2016
CHUYỂN ĐỔI LEAN TẠI COSMOS
1- GIỚI THIỆU VỀ COSMOS
2- PHONG TRÀO KAIZEN
3- MỘT SỐ HOẠT ĐỘNG LEAN ĐÃ TRIỂN KHAI
4- KINH NGHIỆM
KINH NGHIỆM

4/20/2016
2
1- GIỚI THIỆU VỀ COSMOS
1.1 VIDEO:
1.2 GIỚI THIỆU BỔ SUNG:
- 100% vốn của Việt Nam;
- Gần 2,000 công nhân ;
- Khách hàng chính: Honda Việt Nam;
- Sản phẩmchính là linhkiện khung
sườn xe máy: chiếm ~60 % thị phần tại
HVN
- Chất lượng:
2015

4/20/2016
3
- Giao hàng:
Honda Vietnam 2010, Best Quality AwardGoshi Thang Long 2011, Best Supplier AwardHonda Vietnam 2012, Best Quality AwardGoshi Thang Long 2012, Best Supplier AwardHonda Vietnam 2013, Outstanding Quality Supplier AwardHonda Vietnam 2014, Best Delivery Award
Trao thưởng cho những nhân viên có thành tích tốt

4/20/2016
4
Tổ chức cho nhân viên đi du lịch
Tổ chức phong trào thể thao

4/20/2016
5
Tổ chức phong trào văn nghệ
Thi nấu ăn

4/20/2016
6
11
Thi cắm hoa
Những hoạt động
thiện nguyện

4/20/2016
7
2- PHONG TRÀO KAIZEN
TỔNG CHI PHÍ CẮT GIẢM
TỪ HOẠT ĐỘNGKAIZEN/QCC NĂM 2015:
1.818.000.000 VNĐ(Một tỷ, tám trăm mười tám triệu đồng)
2.1 Thành tích Kaizen/QCC:
(Chưa bao gồm thành tích chuyển đổi Lean)
Q- Chất lượngC- Chi phíD- Giảm thời gian gia công, sản xuấtM- Nâng cao hiệu suất sử dụng nguồn lựcS- An toànE- Môi trường

4/20/2016
8
Vị trí Kaizen Hình ảnh trước Kaizen Hình ảnhSau Kaizen
Kaizen giảm chi phí báo huỷ sản phẩm 50325-K12-9000.
Diễn giải:
Sản phẩm 50325-K12-9300 trong quátrình SX phải thử ngấu 10 PCS LK/ ca
Gây lãng phí do phải báo hủy sản phẩmcụm
Diễn giải:
Gia công cơ cấu gá hàn định vị được tôn cùngchủng loại để tiến hành thử ngấu trên tôn thừa tạiBP Dập
Hiệu quả:
Cắt giảm chi phí báo hủy 87.000.000 VNĐ/ năm
Sản phẩm sau khi giật ngấu phải báo hủy
Thử ngấu trên tôn thay thế cho sản phẩm
Vị trí Kaizen Hình ảnh trước Kaizen Hình ảnhSau Kaizen
Làm máng thu hồi dầu ta rô tạichuyềnhỗn hợp50530
Diễn giải:
Tại vị trí máy ta rô ren M10 của LK 50530 dầu ta rô loang ra bàn máy,
Lãng phí nhiều dầu lybo
NVSX khi hết ca làm việc phải dùng giẻ lau vệ sinh mất nhiều thời gian
Diễn giải:
Làm hệ thống máng đón và thành chắn dưới vị trí ta rô ngăn dầu chảy ra bàn máy và thu hồi lại dầu ta rô để tái sử dụng tiết kiệm chi phí sản xuất
Hiệu quả:
Tiết kiệm được 4 thùng dầy lybo/ tháng
Giảm 2 Kg giẻ lau để vệ sinh máy hàng ngày
Tổng chi phí tiết kiệm được 82.000.000 VNĐ/ năm
Dầu được lọc và thu hồi đổ vào thùng để tái sử dụng

4/20/2016
9
Vị trí Kaizen Hình ảnh trước Kaizen Hình ảnhSau Kaizen
Chế tạodưỡngkiểm thaythế choviệc sửdụngthước kẹpmỗi khichỉnh cữđể cắt xảcác linhkiện chânchống
Diễn giải:
Hiện tại trên khuôn cắt xả, khi các LK khácnhau phải dùng thước kẹp để chỉnh cữ theo KT từng LK
Mỗi lần chỉnh cữ NV phải sử dụng thước kẹp, xiết lại bu lông sau đó tiến hành SX thử, kiểmtra OK mới tiến hành SX hàng loạt
Diễn giải:
Làm dưỡng chỉnh cữ đối với các LK chân chốngtại CĐ cắt xả
Hiệu quả:
1.Giảm 8 phút mỗi lần chỉnh cữ (do chỉ 1 lần điềuchỉnh)
Vị trí Kaizen Hình ảnh trước Kaizen Hình ảnhSau Kaizen
X3- dâychuyền50190 -KWW/K57
Diễn giải:
1. Không theo luồng 1 sản phẩm ( one - piece flow)
2. Nhiều xe chuyên dùng
3. 5S không tốt
4. Hàng tồn công đoạn
5. Biến dạng nhiệt không đều qua các công đoạn
6. Nhiều xe chuyên dùng trong công đoạn
Diễn giải:
1. Sản xuất theo luồng 1 sản phẩm
- Linh hoạt hơn
- Tiết kiệm diện tích
- Nâng cao an toàn lao động & tinh thần làm việc;
- Không có hàng tồn công đoạn
- Kiểm soát thời gian dừng chuyền
- Nâng cao chất lượng hơn

4/20/2016
10
2.2 Kaizen 5S:
Đường giao thông nội bộ Đường giới hạn vận chuyển cẩu trục
Lưu trữ công cụ, dụng cụ Phân loại rác thải
Phân chia khu vực và
kiểm soát FIFOKaizen bếp nấu, nhà ăn
Kaizen
khu nghỉ giải lao giữa ca

4/20/2016
11
3- MỘT SỐ HOẠT ĐỘNG LEAN ĐÃ TRIỂN KHAI
3.1 Giai đoạn 2005~2010:
Công nghệ tiện
Công nghệ đánh đầu

4/20/2016
12
Công nghệ đánh cán ren- taro
Công nghệ dập

4/20/2016
13
Công nghệ hàn (hàn tay)
Gia công khuôn mẫu

4/20/2016
14
- Triển khai, duy trì 5S và HTQLCL;
NHỮNG VIỆC LÀM ĐƯỢC:
- Nâng cao kỹ năng và đúc kết kinh nghiệm;
- Nâng cao kỹ thuật và công nghệ;
- Tìm kiếm khách hàng;
- Bước đầu hình thành Văn hóa Cosmos:
+ Chất lượng là No1: tại các CĐSX và đầu ra;
+ Sạch sẽ, gọn gàng và kỷ luật;
+ Cải tiến liên tục (Kaizen);
HẠN CHẾ:
- Tổ chức sản xuất theo nguyên tắc “đẩy” và bố trí các công đoạn sản xuất đơn lẻ;
- Tổ chức các đơn vị riêng biệt theo công nghệ sản xuất: Tiện/ Dập/ Dập Ngang/ Hàn…;
- Sản phẩm dở dang công đoạn, hàng tồn kho, hàng hỏng nhiều (tồn kho thành phẩm an toàn ~4 ngày giao hàng);
- Vận chuyển xa, tốn nhiều diện tích nhà xưởng…;
- Nhân viên không đa năng, sử dụng quá nhiều người…;
GIẢI PHÁP:
- Bố trí sản xuất theo dây chuyền liên tục;
- Tách biệt hệ thống kho với các khu vực sản xuất.
4/20/2016
15
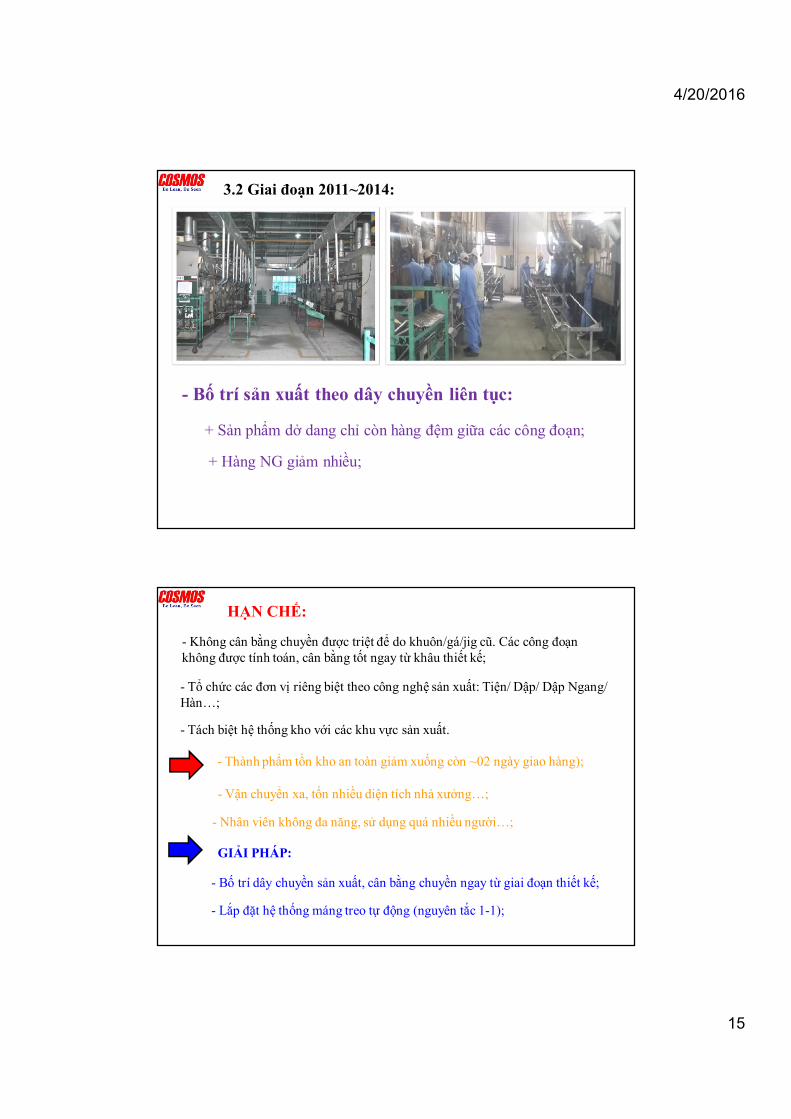
3.2 Giai đoạn 2011~2014:
- Bố trí sản xuất theo dây chuyền liên tục:
+ Sản phẩm dở dang chỉ còn hàng đệm giữa các công đoạn;
+ Hàng NG giảm nhiều;
HẠN CHẾ:
- Không cân bằng chuyền được triệt để do khuôn/gá/jig cũ. Các công đoạn không được tính toán, cân bằng tốt ngay từ khâu thiết kế;
- Tổ chức các đơn vị riêng biệt theo công nghệ sản xuất: Tiện/ Dập/ Dập Ngang/ Hàn…;
- Tách biệt hệ thống kho với các khu vực sản xuất.
- Thành phẩm tồn kho an toàn giảm xuống còn ~02 ngày giao hàng);
- Vận chuyển xa, tốn nhiều diện tích nhà xưởng…;
- Nhân viên không đa năng, sử dụng quá nhiều người…;
GIẢI PHÁP:
- Bố trí dây chuyền sản xuất, cân bằng chuyền ngay từ giai đoạn thiết kế;
- Lắp đặt hệ thống máng treo tự động (nguyên tắc 1-1);
4/20/2016
16
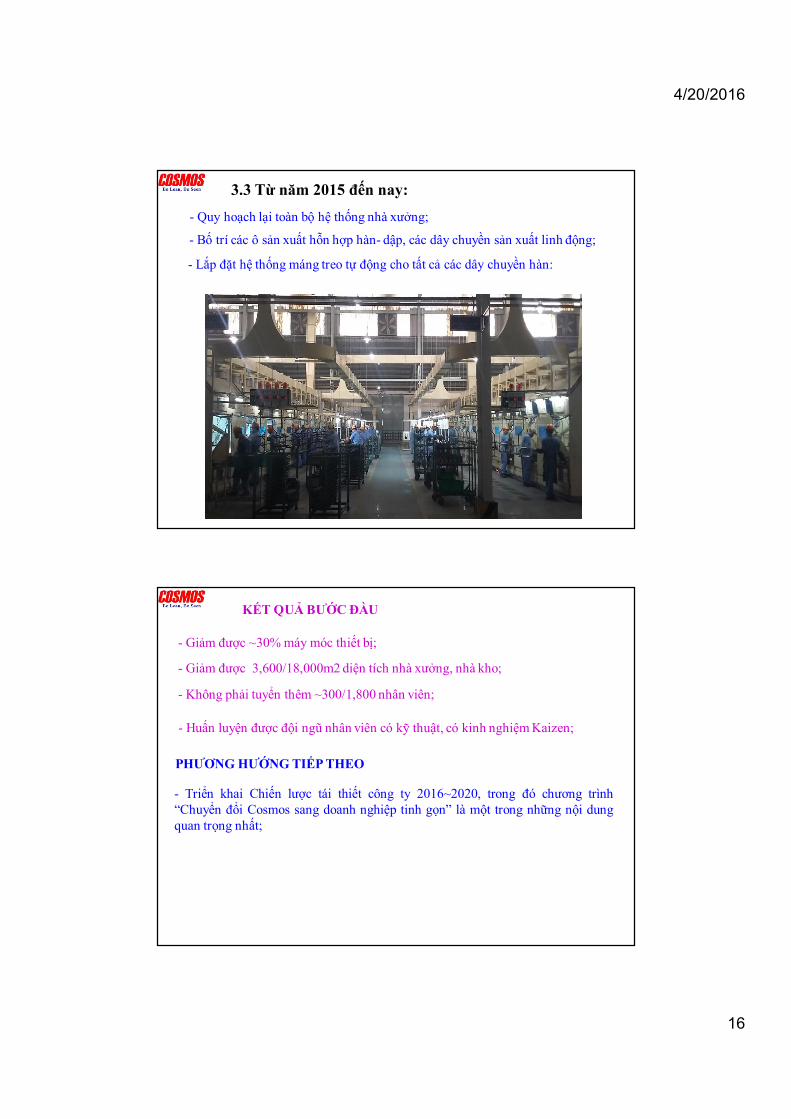
3.3 Từ năm 2015 đến nay:
- Quy hoạch lại toàn bộ hệ thống nhà xưởng;
- Lắp đặt hệ thống máng treo tự động cho tất cả các dây chuyền hàn:
- Bố trí các ô sản xuất hỗn hợp hàn- dập, các dây chuyền sản xuất linh động;
KẾT QUẢ BƯỚC ĐẦU
- Giảm được ~30% máy móc thiết bị;
- Giảm được 3,600/18,000m2 diện tích nhà xưởng, nhà kho;
- Không phải tuyển thêm ~300/1,800 nhân viên;
PHƯƠNG HƯỚNG TIẾP THEO
- Triển khai Chiến lược tái thiết công ty 2016~2020, trong đó chương trình“Chuyển đổi Cosmos sang doanh nghiệp tinh gọn” là một trong những nội dungquan trọng nhất;
- Huấn luyện được đội ngũ nhân viên có kỹ thuật, có kinh nghiệm Kaizen;
4/20/2016
17
4- KINH NGHIỆM
4.1 Những hạn chế trong quá trình Kaizen:
- Tự nghiên cứu, mày mò → Mất nhiều thời gian, công sức và chi phí;
- Thiếu chương trình Kaizen tổng thể → Kỹ năng của nhân viên phát triển khôngđồng đều: tập trung chính vào kỹ thuật và hiện trường;
4.2 Kinh nghiệm:
- Cam kết của lãnh đạo:
+ Tự tôn dân tộc: quyết tâm xây dựng Cosmos phát triển không thua kém các đối thủ nước ngoài;
+ Kiên trì học hỏi và thực hành;
+ Không chấp nhận những gì đã có, luôn phấn đấu làm tốt hơn nữa;
+ Không chỉ Kaizen sản xuất mà cả cải thiện chính sách chế độ, điều kiện làm việc, các khu nghỉ giải lao, nhà ăn…để phục vụ nhân viên;
+ Các thành viên BGĐ không chỉ đi đầu trong phong trào Kaizen mà còn là những tấm gương về ý thức kỷ luật;
- Đặt chất lượng lên hàng đầu:
+ Chúng tôi cảm thấy mất danh dự khi khách hàng phàn nàn về chất lượng;
+ Không ngừng Kaizen tại từng công đoạn sản xuất để đảm bảo chất lượng;
+ Nâng cao năng lực nhân viên, năng lực kỹ thuật, kỷ luật trong triển khai bằng việc kiên trì kiểm soát, kaizen các vấn đề bất thường, triển khai các đối sách chất lượng;
- Kiên định trong duy trì và cải tiến 5S:
+ Không đơn giản chỉ là sạch sẽ, gọn gàng mà cả là rèn luyện ý thức kỷ luật, nuôi dưỡng môi trường sáng tạo;
- Huấn luyện nhân viên bằng thực tế hiện trường:
TRÂN TRỌNG CẢM ƠN!
- Không chỉ phát triển phong trào kaizen mà cả phát triển các phong trào khác như thể thao, văn nghệ, hoạt động từ thiện…
+ Kaizen ngay từ công đoạn thiết kế và khai phá sản phẩm.


















