
Kcil Hazop Study Report
82
Prepared By M/s. Kutch Chemical Industries Limited Page : 1 HSE Department Rev. : 00 Kutch Chemical Industries Limited Survey No 166/1,2,3, 171/1, 172,167,168, Village : Padana Gandhidham, Dist. Kutch Hazard & Operability Study (FOR DESUR DEPOT EXISTING FACILITIES AND PROPOSED FACILITIES) PREPARED BY VAIBHU SAFETY CONSULTANTS FF-11, Akshat Complex, Nr. Reliance Petrol Pump, High Tension Road, Subhanpura, Vadodara-390 023 Phone: 9825756467/9427838021 (M) Ph : 0265-2395798
-
Upload
lawan-tetap-lawan -
Category
Documents
-
view
443 -
download
46
description
HAZOP is important for Occupational Safety & Health Management System.
Transcript of Kcil Hazop Study Report

Prepared By M/s. Kutch Chemical Industries Limited Page : 1 HSE Department Rev. : 00
Kutch Chemical Industries Limited
Survey No 166/1,2,3, 171/1, 172,167,168, Village : Padana
Gandhidham, Dist. Kutch
Hazard & Operability Study
(FOR DESUR DEPOT EXISTING FACILITIES AND PROPOSED FACILITIES)
PREPARED BY
VAIBHU SAFETY CONSULTANTS FF-11, Akshat Complex,
Nr. Reliance Petrol Pump, High Tension Road, Subhanpura,
Vadodara-390 023 Phone: 9825756467/9427838021 (M)
Ph : 0265-2395798

Prepared By M/s. Kutch Chemical Industries Limited Page : 2 HSE Department Rev. : 00
ACKNOWLEDGEMENT
We express our sincere thanks to management of Kutch Chemical Industries Ltd
for providing unstinted support during the HAZOP Study without which the
HAZOP study could not have been possible. The courtesy extended to our team is
highly appreciated.

Prepared By M/s. Kutch Chemical Industries Limited Page : 3 HSE Department Rev. : 00
CERTIFICATE We are pleased to certify that this HAZOP Study Report of Company has been conducted by us. HAZOP STUDY is a legal requirement as per the rules 10 to 13 under Manufacture, storage and import of Hazardous chemicals rules, 2000 and environment (protection) Act, 1986. It is obligatory of the occupier to carry out a "HAZOP Study", as required under item no. (II) (2) of the format for application of the Site Appraisal Committee and as per the Schedule 1 of the Factories Act under Section 2(CB) - Item No. 11 of the Schedule. The Executive Summary is given in the beginning to highlight the important summary of our report and methodology of the HAZOP Study carried out. FOR VAIBHU SAFETY CONSULTANT
Authorized Signatory

Prepared By M/s. Kutch Chemical Industries Limited Page : 4 HSE Department Rev. : 00
CONTENTS
SECTION NO.
CONTENTS
NO. OF PAGES
1 Objective and Methodology of HAZOP Study
8
1.1 Objectives 8 1.2 Scope of The Work 8 1.3 Methodology 8 2 Introduction to HAZOP
10
2.0 Hazard and Operability Study 10 3 Introduction Of the Unit
13
3.1 Introduction of the unit 13 3.2 Details of Unit 13 3.3 Google map 20 3.4 Site Plan 21 3.5 Organisation chart 22 3.6 Details of storage of Hazardous Materials in Bulk 22 3.7 Facilities / System 28 3.8 Process Flow chart 29 4 HAZOP Sheets 49
Prepared By M/s. Kutch Chemical Industries Limited Page : 5 HSE Department Rev. : 00
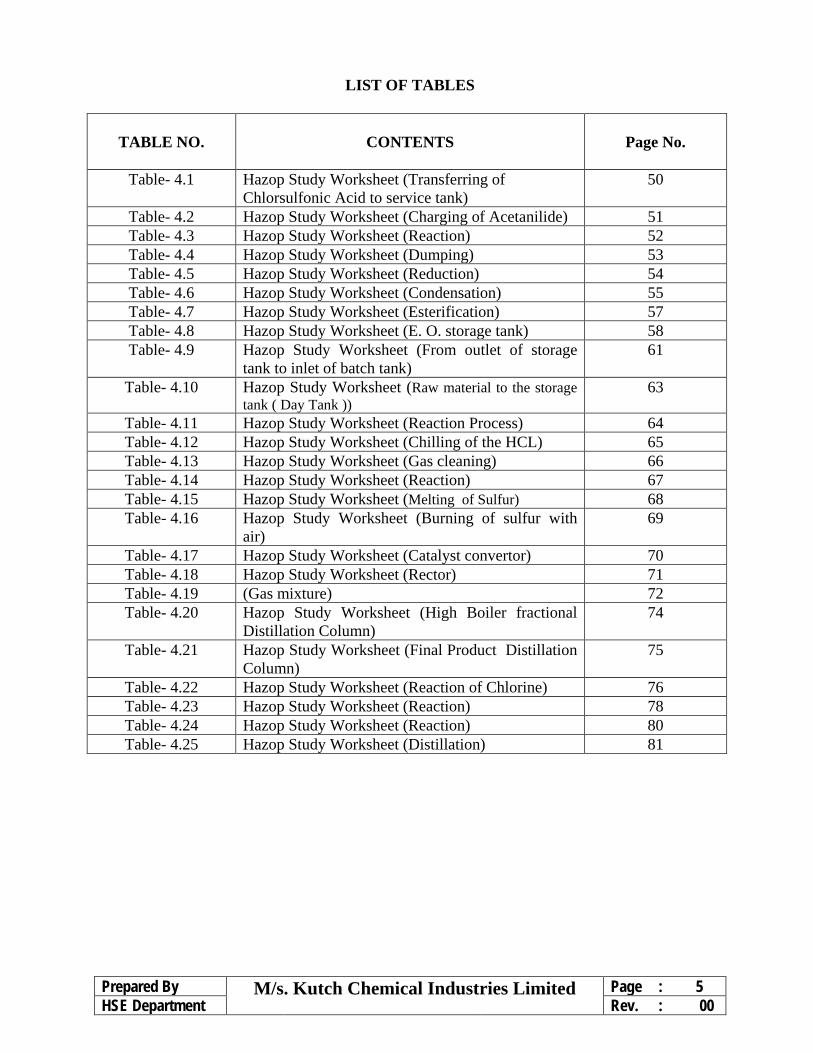
LIST OF TABLES
TABLE NO.
CONTENTS
Page No.
Table- 4.1 Hazop Study Worksheet (Transferring of Chlorsulfonic Acid to service tank)
50
Table- 4.2 Hazop Study Worksheet (Charging of Acetanilide) 51 Table- 4.3 Hazop Study Worksheet (Reaction) 52 Table- 4.4 Hazop Study Worksheet (Dumping) 53 Table- 4.5 Hazop Study Worksheet (Reduction) 54 Table- 4.6 Hazop Study Worksheet (Condensation) 55 Table- 4.7 Hazop Study Worksheet (Esterification) 57 Table- 4.8 Hazop Study Worksheet (E. O. storage tank) 58 Table- 4.9 Hazop Study Worksheet (From outlet of storage
tank to inlet of batch tank) 61
Table- 4.10 Hazop Study Worksheet (Raw material to the storage tank ( Day Tank ))
63
Table- 4.11 Hazop Study Worksheet (Reaction Process) 64 Table- 4.12 Hazop Study Worksheet (Chilling of the HCL) 65 Table- 4.13 Hazop Study Worksheet (Gas cleaning) 66 Table- 4.14 Hazop Study Worksheet (Reaction) 67 Table- 4.15 Hazop Study Worksheet (Melting of Sulfur) 68 Table- 4.16 Hazop Study Worksheet (Burning of sulfur with
air) 69
Table- 4.17 Hazop Study Worksheet (Catalyst convertor) 70 Table- 4.18 Hazop Study Worksheet (Rector) 71 Table- 4.19 (Gas mixture) 72 Table- 4.20 Hazop Study Worksheet (High Boiler fractional
Distillation Column) 74
Table- 4.21 Hazop Study Worksheet (Final Product Distillation Column)
75
Table- 4.22 Hazop Study Worksheet (Reaction of Chlorine) 76 Table- 4.23 Hazop Study Worksheet (Reaction) 78 Table- 4.24 Hazop Study Worksheet (Reaction) 80 Table- 4.25 Hazop Study Worksheet (Distillation) 81

Prepared By M/s. Kutch Chemical Industries Limited Page : 6 HSE Department Rev. : 00
HAZOP SUMMARY
HAZOP SUMMARY
SR. NO. OBSERVATION AREA SUMMARY 1 UTILITY SERVICES Utility is the heart of the chemical process industries. All the
critical equipment shall be connected with the D. G. Set. Company has their own captive power plant. Overhead water tank for cooling operation shall be provided. Under worst case of GEB & DG failure cooling operation shall not be suffered. Stand by pump for cooling shall be provided . All the utilities line shall be provided with arrow indicators & content . this not only help of for better production but also help during the emergency it avoid the human error. A system shall be devised to maintain the sufficient quantity of water in the seal pot & scrubber to prevent escape of EO gas in the atmosphere. Common Dump tank shall be provided in the plant. The capacity of the same shall be the 1.10 times the biggest reactor in the plant. Written check procedures are not available for the checking the leak point in Vessel & piping system. Human errors may occurs during the verbal check. Written procedures shall be developed. Periodic inspection of the Sulfur burner to be ensured. To handle the chlorine emergency chorine kit to be ensured and maintained in tip top condition at all time. Flange guards needs to be provided on Acid lines. Non return Valve to be provided on pump discharge line. Arrow indicator to be provided on pipeline. Pump, storage tank & pipe line identification to be done. Color code for pipelines to be provided as per IS 2379. Periodic checking of the condenser to be followed
2 STORAGE OF CHEMICALS All the storage has been provided with the separate area. All statutory norms are followed. It should be made restricted entry. A register shall be maintained. Double Static earthing to be provided to flammable material storage tanks as well as pipelines and powder handling machines. Electrical earthing to be checked and record to be maintained and resistance to be maintained below 1 OHMs .

Prepared By M/s. Kutch Chemical Industries Limited Page : 7 HSE Department Rev. : 00
Safety valve Pressure gauges and other safety devises to be maintained in working condition and testing and calibration to be done once in a year. Thickness measurement to be done for all storage tanks and comparison records to be maintained. Tank ID, content and capacity to be displayed on each tanks and reactors.
3 INSTRUMENTATION Instrumentation has to play key role in the maintenance of process parameters. All the interlocks shall be tested every month. And the records shall be maintained. All the instruments shall be calibrated before the date expires. Calibration date for safety valve, shall be displays at site only. Functioning of Instrumentation depend on the well supply of air. Under no circumstances the air pressure shall be reduced. The DMS & H2SO4 plant are DCS operated. E. O. flow cutoff to be provided in connection with the temperature rise in VS plant.
4 ENVIRONMENTAL The organization has taken care of environment by converting all the by product into useful product. The concept of reduce, recycle & reuse has been vigorously followed. The generation of effluents is also well controlled.
5 ADMINISTRTION Standard Operating procedures to be prepared. Work permit procedures to be followed for the handling of hazardous chemicals.
6 GENERAL Use of Personal Protective Equipment (PPE ) are not found during the various plant operation. PPE matrix shall be defined for all the process activity. Alarms for vacuum failure in the dehydration shall be considered. Stand by pump for reflux system shall be provided in distillation section. Hot oil circulation line shall be inspected at least once in a month.

Prepared By M/s. Kutch Chemical Industries Limited Page : 8 HSE Department Rev. : 00
CHAPTER I
OBJECTIVE AND METHODOLOGY OF HAZOP STUDY 1.1 Objective :
The specific objectives of the study are- • Identification and assessment of major hazards potential in the storage and handling of
petroleum products inside the depot.
• Study of built- in- safety measures and operational safety precautions in practice.
• Identification and assessment of major hazards potential in the process equipment.
• Suggesting measures to reduce risk by reducing hazard and reducing probability.
1.2 SCOPE OF THE WORK
The principal objective of this study is to evaluate the potential hazards to the plant.
• To evaluate the process safety system of plant from the safety point of view
considering the structural / electrical / instrumentation aspects.
• To evaluate the system provided to protect fire & explosion in product pipe line and
system full proof.
• Evaluate the maintenance & operation system of the Terminal.
• Evaluate provided control parameters and instrumentation.
• Suggest better system for safe operation & maintaining plant in a safe manner.
1.3 METHODOLOGY
Design data, built in safety systems are studied. Discussions are held with Officials.
Safety related individual system is discussed with HAZOP team member.
HAZOP exercise is conducted taking into consideration of each and every equipments,
storage tanks, Tank truck filling gantry, pump house, pipe lines, operating procedures,

Prepared By M/s. Kutch Chemical Industries Limited Page : 9 HSE Department Rev. : 00
built in safety system, operating parameters and existing safety measures. Thus, this study
is mainly oriented towards actual risks rather than chromic risks.
Possible causes of the possible events will be derived and consequences effect of such
events will be discussed and required recommendation and follow-up sheet will be
generated for implementation purpose.

Prepared By M/s. Kutch Chemical Industries Limited Page : 10 HSE Department Rev. : 00
SECTION II
INTRODUCTION TO HAZOP 2.0 Hazard and Operability Studies(HAZOP)
2.1 The basic concept of HAZOP is to have an exhaustive review of the plant layout and P& ID
of KCIL. HAZOP study highlights the hidden operability problems and identifies hazards,
which are likely to result from the expected intention of seemingly safe components or
methods of operation.
2.2 This work utilizes imagination of team members to visualize ways in which a terminal can
malfunction or mal-operated. Each part of the plant is subjected to a number of questions
formulated around a number of guide words which are derived from method of study
technique. In effect, the guide words are used to ensure that the questions which are posed to
test integrity of each part of the design to explore every conceivable way in which that
design could deviate from the design intention. This usually produces a number of
theoretical deviations and each deviation is then considered how it could be caused and what
would be consequences.
2.3 HAZOP is a brainstorming approach, which stimulates creativity and procedure for
generating ideas. Possible results of this study are :-
(a) Identify and examining many types of risks.
(b) Identifying non-optimum system reliability.
(c) Suggestive qualitative recommendations regarding control, strategy, material properties,
material releases alternative design option, operation and maintenance.
2.4 The important terms pertaining to HAZOP study are:-
Intention : - The intention defines how the part is expected to operate. This can
take a number of forms and can be either descriptive or
diagrammatic. In many cases, it will be a flow sheet (P & ID)

Prepared By M/s. Kutch Chemical Industries Limited Page : 11 HSE Department Rev. : 00
Deviation : - These are departures from the intention which are discovered by
systematically applying the guide words.
Causes : - These are reasons why deviation might occur. Once a deviation has
been shown to have a conceivable or realistic cause, it can be treated
as meaningful.
Hazards : - These are the results of the deviations
Consequences : - These are the consequences, which can cause damage, injury or loss.
2.5 A list of guide words
Table- 3.1 list of guide words
Guide Words Meanings Comments None Complete negation of
the intention No part of the intention is achieved e.g. no flow or reverse flow.
More of Quantitative increase More of any relevant physical properties than there should be e.g. higher flow (rate or total quantity) higher temperature, higher pressure higher viscosity, more heat, more reaction etc.
Less of Quantitative decrease Less of any relevant physical property than there should be, e.g. Lower flow (rate or total quantity), lower temperature, lower pressure, less heat, less reaction etc.
Part of Quantitative decrease Composition of system different from what it should be e.g. Change in ration of components, component missing etc.
More than Qualitative increase More components present in the system that there should be e.g. extra phase present (Vapor, solid), impurities (air, water, acids, corrosion products etc.)
Other than Substitution What else can happen apart from normal operation e.g. Start up, shutdown, high/low rate running, alternative operation mode, failure of plant services, maintenance, catalyst change etc.
2.6 Guidewords are applied to the design intention. The design intention informs us what the
equipment is expected to do.

Prepared By M/s. Kutch Chemical Industries Limited Page : 12 HSE Department Rev. : 00
NO
Yes
NO
2.7 A flow chart giving HAZOP procedure is given below:-
NO NO Yes
Select Line
Select deviation Eg. More flow
Is more flow possible ?
Is it hazardous or does it prevent efficient
operation ?
Will the operator know that there is more flow ?
What change in plant or methods will prevent the deviation or make it less
likely or protect against the consequences.
Is the cost of change justified
Agree changes. Agree who is responsible for action.
Follow up to see that action has been taken.
Move onto next deviation
Consider other causes of more flow
Consider other changes or agree to accept
hazard.
What change in the plant will tell him

Prepared By M/s. Kutch Chemical Industries Limited Page : 13 HSE Department Rev. : 00
SECTION III
INTRODUCTION OF THE UNIT 3.1. COMPANY INTRODUCTION
M/s. Kutch Chemical Industries Ltd., is operating a manufacturing unit of various chemicals and dye intermediates at Survey No 166/1,2,3, 171/1, 172,167,168, Village : Padana, Gandhidham, Dist. Kutch Produce unit is classified as Major Accident Hazards unit ( MAH Installation ) based on the storage of the listed hazardous chemicals more than specified threshold quantities.(Schedule 3 under Rule 68-J of the Gujarat Factories Rules-1963 (2004). Kutch Chemical Industries Ltd, with spot light on export market potential was founded in 2004 near the Global all weather ports of Kandla and Mundra. It consists of a well integrated chemical complex consisting of Chlorination, Nitration, Sulphonation and Dyes Intermediates products.
3.2. DETAILS OF UNITS
Sr. No. Particulars
1. Full Name & Address of Unit
: Kutch chemical Industries limited Plot no- 165,166/1&3,168,171/1&172 Village:Padana, Nr.Aquagel Chemicals, Gandhidham, Dist – Kutch Gujarat.
2. Telephone No. : 02836-28551-52, Fax-02836-285233 3. Month & Year of
Establishment
: 10th June 2002
4. Full name & Address of the occupier
: Sh. Shivlal Goyal ( Director) 2, Sri Ram Society, Gotri Road Baroda
5. Full name & Address of the Factory manager
: Sh. D.S.Purohit Plot no – 23, Ward -9B(D) New Bharat Nagar, Gandhidham Pin- 370201
6. Man Power
: 172 including all shift G Shift- 31 A Shift- 47 B Shift- 47 C Shift- 47
7. No. Of shift & Shift timing : Total no of shift :- 04 General shift :- 09AM To 06 PM First Shift “A”:- 07 AM To 03 PM

Prepared By M/s. Kutch Chemical Industries Limited Page : 14 HSE Department Rev. : 00
Second Shift “B”:- 03 PM To 11PM Night Shift “C”:- 11PM To 07AM
8. Environs (Nearest Facilities)
9. Meteorogical Data
Latitude 23º 10’N Longitude 70º 13’ E
Temperature
Maximum 48º C Minimum 7.2 º C
Relative Humadity :
Maximum 100 % Minimum 1 %
Annual Rain Fall :
Minimum 73.6 mm Maximum 1393 mm (1979)
Seasonal wind directions :
Jan- Feb N / NNW / ENE March – Sept SW / WSW Oct to Dec N / NNE
Wind Velocity :
Maximum 132 km/hr NNW (26.10.1975) Minimum 100 km/hr NNW (26.10.1975) Avg. Wind Speed 14 Km/hr
1. Railway Station : Gandhidham, Distance – 20 KM
2. Police Station : Anjar, Distance – 20 KM
3. Fire Station : Anjar , Distance- 20 KM
4. Hospitals : Anjar , Distance- 20KM
10. Total Land at Plant 50 ACRE

Prepared By M/s. Kutch Chemical Industries Limited Page : 15 HSE Department Rev. : 00
11. Total Built-up area at the Factory
30000 M2
12. Power connection Demand : 3000 KVA
13. DG Set KVA: 250 KVA
14. Power plant details : DG Set - 2.5 MW Turbine – 4.2 MW
15. Water Storage and source
Capacity in m3:20000 M3, Source – Gujarat water infrastructure limited (GWIL)
16. Boiler
Type
Model no
Capacity
Licence from Gujarat Govt.
Combi pack
CPB-80 8Ton/Hr GT 4879 IB-1478- 10 Ton/Hr GT 5516
Waste heat Recovery
Maker no-21943 AVU Make
25 Ton/Hr GT-5207
17. Chilled water plant
Particulars
Model No
Capacity
Location
VAM
------
150 TR
DMS Plant
VAM SD30BHX/1 200TR OLD VS
VAM SD30BHX/1 200 TR MCB & PNCB
Ammonia compr 2 nos
KC6-3 150 TR MCB
Ammonia compr 2 nos
KC6-3 150 TR PNCB
Ammonia compr 2 nos
KC6-3 150 TR PDCB
Ammonia compr 5 nos
KC6 300 TR New VS
Ammonia compr 3 nos
KC6 180 TR OLD VS
Total 1480 TR
18. Cooling Tower
Particulars
Flow rate
T R Plants
Process cooling water
4200M3/H 3260 Acid Division
Process cooling water
1300M3/H 1000 DMS Plant
Process cooling water
1200M3/H 1000 OLD VS

Prepared By M/s. Kutch Chemical Industries Limited Page : 16 HSE Department Rev. : 00
Process cooling water
1200M3/H 1000 MCB Plant
Process cooling water
1200M3/H 1000 Acetanilide plant
Process cooling water
600m3/H 500 PNCB Plant
Process cooling water
600M3/H 250 PDCB Plant
Process cooling water
500M3/H 300 New VS plant
Process cooling water
1350M3/H 1100 TC Plant
Total 9410 19. Effluent treatment
Plant Capacity: 50 M3
20. Fire water source Water reservoir (GWIL) 14 Fire Water Reservoir
capacity : M3 200M3
21. Department wise List of fire extinguishers with mapping if available
Departments Total nos of F/Extinguisher
Benzene storage 04 nos Power plant 12 nos PNCB Plant 16 nos MCB Plant 07 nos PDCB Plant 02nos Ice plant 01 no New VS Plant 09 nos ETP 01 no Acetanilide plant 06 nos EO Storage 05 nos Capacity-25 kg FO Storage 02 nos VS OLD 06 Nos CSA Plant 02nos DMS Plant 18 nos Methanol storage 04 nos SAP Plant 15 nos Boiler house 09 nos ECC Room 10 nos as spare Total 129 nos
22. SCBA sets availability and location mapping
Total Nos of SCBA Sets – 08 Nos Acid division C/R- 01No Chlorine Shed- 02 Nos DMS Plant- 01 Nos TC Plant- 02 Nos
Prepared By M/s. Kutch Chemical Industries Limited Page : 17 HSE Department Rev. : 00
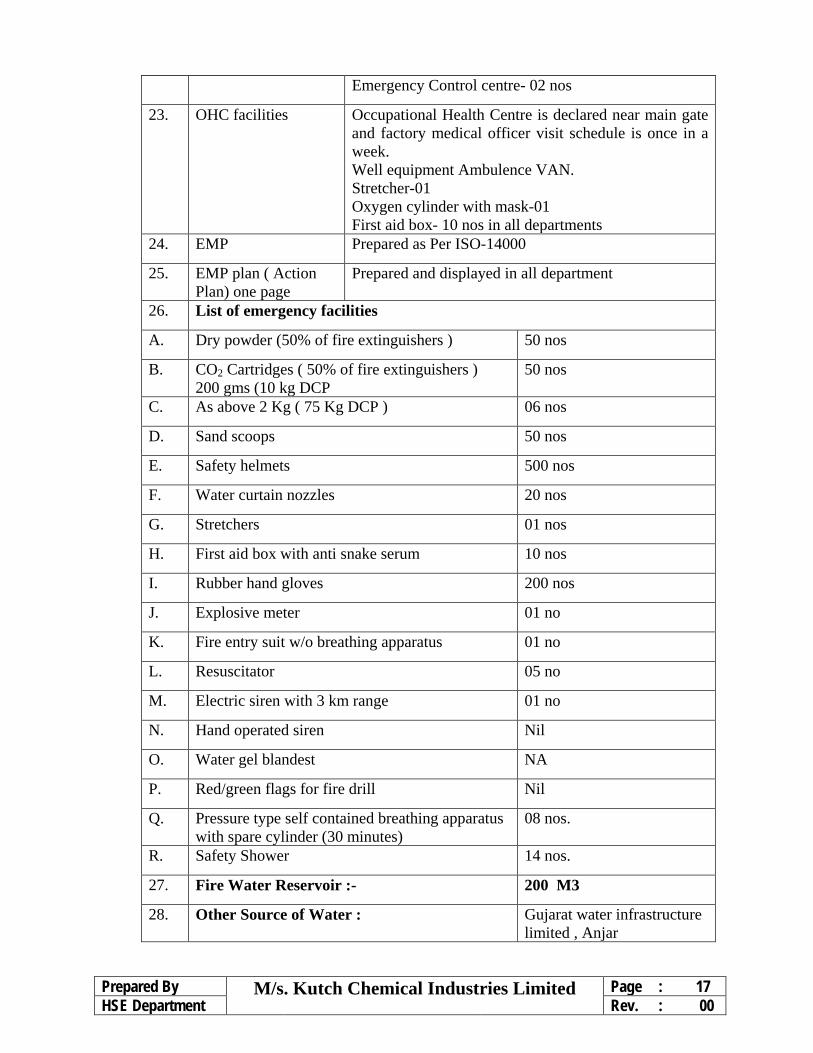
Emergency Control centre- 02 nos
23. OHC facilities Occupational Health Centre is declared near main gate and factory medical officer visit schedule is once in a week. Well equipment Ambulence VAN. Stretcher-01 Oxygen cylinder with mask-01 First aid box- 10 nos in all departments
24. EMP Prepared as Per ISO-14000
25. EMP plan ( Action Plan) one page
Prepared and displayed in all department
26. List of emergency facilities
A. Dry powder (50% of fire extinguishers ) 50 nos
B. CO2 Cartridges ( 50% of fire extinguishers ) 200 gms (10 kg DCP
50 nos
C. As above 2 Kg ( 75 Kg DCP ) 06 nos
D. Sand scoops 50 nos
E. Safety helmets 500 nos
F. Water curtain nozzles 20 nos
G. Stretchers 01 nos
H. First aid box with anti snake serum 10 nos
I. Rubber hand gloves 200 nos
J. Explosive meter 01 no
K. Fire entry suit w/o breathing apparatus 01 no
L. Resuscitator 05 no
M. Electric siren with 3 km range 01 no
N. Hand operated siren Nil
O. Water gel blandest NA
P. Red/green flags for fire drill Nil
Q. Pressure type self contained breathing apparatus with spare cylinder (30 minutes)
08 nos.
R. Safety Shower 14 nos.
27. Fire Water Reservoir :- 200 M3
28. Other Source of Water :
Gujarat water infrastructure limited , Anjar

Prepared By M/s. Kutch Chemical Industries Limited Page : 18 HSE Department Rev. : 00
29. Fire Pump Details
Pump Detail Number of Pump
Head Capacity (Flow)
KW/HP
Jockey Pump 01 70 mtr 10.8 m3/h 10 Electrical Pump 01 70 mtr 270m3/h 120
Diesel Pump Nil Nil Nil Nil Total 02 Nil Nil Nil
30. Hydrant System Details
Area / Plant Nos. Of Hydrant with Hose Box
Nos. Of Monitors
PNCB Plant Hydrant – 07 nos Hose box- 01 nos
01 no
MCB Plant Hydrant – 01 nos Hose box- 01 nos
Acid Division Hydrant – 11 nos Hose box- 03 nos
Nil
Old VS plant Hydrant – 06 nos Hose box- 05 nos
01 no
New VS Plant Hydrant – 011nos Hose box- 05 nos
Acetanilide Plant Hydrant – 01no Hose box- 01 no
PDCB Plant Hydrant – 02 nos Hose box- 01 nos
Power Plant Hydrant – 05 nos Hose box- 02 nos
Canteen Hydrant – 01 no Hose box- 01 no
DMS Plant Hydrant – 02nos Hose box- 02 nos
Total Hydrant – 47 nos Hose box- 30 nos
31. License & Approval:
A. Factory Inspectorate
Licence No : 018712 Validity : 31/12/2010
B. GPCB Consent No: 5991/3/5/2005 Validity : 31/1/2010 Note – Application inward ID- 12531/Dated- 18/12/2009 for renewal of consent
C. Solid waste Disposal
Member ship : TSDF, Nandesari Baroda
D. Explosive licence No :
Particulars Licence no Validity Chlorine G/WC/GJ/06/109(G15607) 30/09/2011

Prepared By M/s. Kutch Chemical Industries Limited Page : 19 HSE Department Rev. : 00
Ethylene oxide old VS Plant
S/HO/GJ/03/718(SS5280) 31/03/2013
Ethylene oxide New VS Plant
S/HG/GJ/03/1066(S32386) 31/03/2011
Furnace oil P/WC/GJ/15/2380(PII9928) 31/12/2010 Methanol P/HQ/GJ/15/4682(P120542) 31/12/2010 Benzene& Toluene
P/HQ/GJ/15/4568(P20641) 31/12.2012

Prepared By M/s. Kutch Chemical Industries Limited Page : 20 HSE Department Rev. : 00
3.3. Google Map:

Prepared By M/s. Kutch Chemical Industries Limited Page : 21 HSE Department Rev. : 00
3.4. Site Plan:

Prepared By M/s. Kutch Chemical Industries Limited Page : 22 HSE Department Rev. : 00
3.5. ORGANIZATIONAL SET UP
Safety setup organisation chart
3.6. DETAILS OF STORAGE OF HAZARDOUS MATERIALS IN BULK
NAME OF
HAZARDOUS
SUBSTANCE
MAX. STORAGE
CAP.[Qty.]
PLACE
OF IT’S
STORAGE
OPERATING
PRESSURE
AND TEMP.
TYPE OF
HAZARD
CONTROL
MEASURE PROVIDED
Vinyl Sulphone Plant Ethylene Oxide
25 KL X 1 bullet 15 KL X 1 bullet
Licenced Premises A/G SS
10 Kg/ cm2 Ambient
Fire /Explosion/ Toxic
Double Safety Valve Nitrogen Blanketing Double Static earthing Dyke wall Scrubber provided Jumper clips on flanges Hydrant system Fire extinguishers Fencing and No Smoking
and prohibited area. Tanker unloading procedure. Shed provided on bullets. Sprinkler provided on bullets. SCBA sets available. Safety shower.
Chloro Sulfonic Acid
45 KL X 6 Nos Tank
Tank farm area A/G MS
ATP Ambient
Corrosive Level gauge provided. Scrubber provided Required PPEs provided to
Advise Company of safety legislation & updates, safety awareness, carry out safety audits, update safety policy, provide training when required, to provide investigations and reports for any accidents.
Directors
Unit Head
VP Operation GM Operation Dy. Mgr ((Fire & Safety) (General Shift only)
Fire & Safety Supervisor (One in every shift)
Fireman Two in each shift

Prepared By M/s. Kutch Chemical Industries Limited Page : 23 HSE Department Rev. : 00
Chloro Sulfonic Acid (Proposed)
200 MT X 3 Nos. Do ATP Ambient
Corrosive all employees Double drain valve will be
provided to sulfuric Acid storage tank
Full body protection will be provided to operator.
Caution note and emergency first aid will be displayed and train for the same to all employees.
Safety shower and eye wash will be provided in storage tank area and plant area.
Total close process will be adopted for Sulfuric acid handling.
Dyke wall will be provided to storage tank
Caustic Lye 25 KL X 2Nos Tank
Tank farm area A/G MS
ATP Ambient
Corrosive
Caustic Lye 40 KL X6 Nos Tank
Do ATP Ambient
Corrosive
Sulfuric Acid 20 KL X 1Nos Tank
Do ATP Ambient
Corrosive
Hydrochloric Acid
30 KL X 3Nos Tank
Tank farm area A/G HDPE
ATP Ambient
Corrosive
Acetanilide Plant
Acetanilide 600 MT Godown ATP, Ambient
Combustible Flame proof plant, pumping transfer, close process, etc.
Double Static earthing Dyke wall Tanker unloading procedure. SCBA sets available . Flame proof plant, pumping
transfer, close process, etc. Jumper clips on flanges Fire extinguishers Fencing and No Smoking
and prohibited area. Tanker unloading procedure. Flame arrestor provided on
vent line of the tank
Aniline 100 KL X 1 No Tank
Tank farm area A/G MS
ATP, Ambient
Flammable
Aniline 200 KL X 1 No Tank
Do ATP, Ambient
Flammable
Acetic Acid 100 KL X 2 No Tank
Do ATP, Ambient
Corrosive/ Flammable
Dil. Acetic Acid
25 KL X 2 No Tank
Do ATP, Ambient
Corrosive
Ethyl Acetate 25 KL X 1 No Tank 15 KL X 1No Tank
Do ATP, Ambient
Flammable
MCB, ODCB, PDCB, DCB Plant Chlorine 209 Tonners Storage
Shed 10 Kg/cm2 Ambient
Toxic Chlorine Kit, Caustic Pit, SBA sets, Cl2 Shed, Cl2 Hood, EOT, etc. Provided. Chlorine 200 Tonners Storage
Shed 10 Kg/cm2 Ambient
Toxic
Benzene 40KLX4 Nos Tank Total : 160 KL
U/G Tank MS
ATP Fire Flame proof plant, pumping transfer, close process, etc.
Double Static earthing Dyke wall Tanker unloading procedure. SCBA sets available . Flame proof plant, pumping
transfer, close process, etc. Jumper clips on flanges Fire extinguishers Fencing and No Smoking
and prohibited area. Tanker unloading procedure. Flame arrestor provided on
vent line of the tank Hydrant system
Monochloro Benzene (MCB)
200KLX2Nos Tank
Tank farm area A/G MS
ATP Fire
PNCB 90KLX 2 Nos Tank
DO ATP Fire
ONCB 200KLX 1 No Tank
DO ATP Fire
Dichloro Benzene (DCB)
200KLX 1 No Tank
Tank farm area A/G MS
ATP Fire
Prepared By M/s. Kutch Chemical Industries Limited Page : 24 HSE Department Rev. : 00
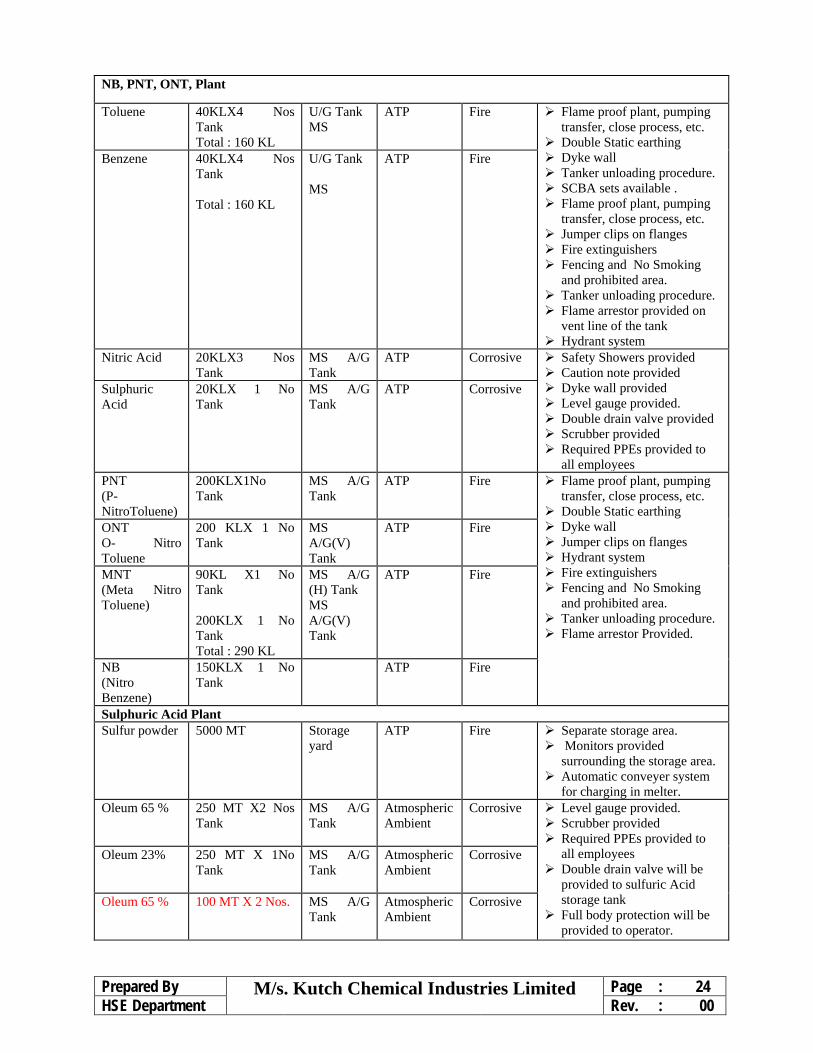
NB, PNT, ONT, Plant
Toluene 40KLX4 Nos Tank Total : 160 KL
U/G Tank MS
ATP Fire Flame proof plant, pumping transfer, close process, etc.
Double Static earthing Dyke wall Tanker unloading procedure. SCBA sets available . Flame proof plant, pumping
transfer, close process, etc. Jumper clips on flanges Fire extinguishers Fencing and No Smoking
and prohibited area. Tanker unloading procedure. Flame arrestor provided on
vent line of the tank Hydrant system
Benzene 40KLX4 Nos Tank Total : 160 KL
U/G Tank MS
ATP Fire
Nitric Acid 20KLX3 Nos Tank
MS A/G Tank
ATP Corrosive Safety Showers provided Caution note provided Dyke wall provided Level gauge provided. Double drain valve provided Scrubber provided Required PPEs provided to
all employees
Sulphuric Acid
20KLX 1 No Tank
MS A/G Tank
ATP Corrosive
PNT (P-NitroToluene)
200KLX1No Tank
MS A/G Tank
ATP Fire Flame proof plant, pumping transfer, close process, etc.
Double Static earthing Dyke wall Jumper clips on flanges Hydrant system Fire extinguishers Fencing and No Smoking
and prohibited area. Tanker unloading procedure. Flame arrestor Provided.
ONT O- Nitro Toluene
200 KLX 1 No Tank
MS A/G(V) Tank
ATP Fire
MNT (Meta Nitro Toluene)
90KL X1 No Tank 200KLX 1 No Tank Total : 290 KL
MS A/G (H) Tank MS A/G(V) Tank
ATP Fire
NB (Nitro Benzene)
150KLX 1 No Tank
ATP Fire
Sulphuric Acid Plant Sulfur powder 5000 MT Storage
yard ATP Fire Separate storage area.
Monitors provided surrounding the storage area.
Automatic conveyer system for charging in melter.
Oleum 65 % 250 MT X2 Nos Tank
MS A/G Tank
Atmospheric Ambient
Corrosive Level gauge provided. Scrubber provided Required PPEs provided to
all employees Double drain valve will be
provided to sulfuric Acid storage tank
Full body protection will be provided to operator.
Oleum 23% 250 MT X 1No Tank
MS A/G Tank
Atmospheric Ambient
Corrosive
Oleum 65 % 100 MT X 2 Nos. MS A/G Tank
Atmospheric Ambient
Corrosive

Prepared By M/s. Kutch Chemical Industries Limited Page : 25 HSE Department Rev. : 00
Liq Sulphur Trioxide
MS A/G Tank
Atmospheric Ambient
Corrosive Caution note and emergency first aid will be displayed and train for the same to all employees.
Safety shower and eye wash will be provided in storage tank area and plant area.
Total close process will be adopted for Sulfuric acid handling.
Dyke wall will be provided to storage tank
Sulphuric Acid 98 %
1000 MT X 2 Nos. tank
MS A/G Tank
Atmospheric Ambient
Corrosive
CSA Plant Chloro sulphonic Acid
50 KLX 3 Nos Tank 140 KL X 01 Tank
MS A/G Tank
Atmospheric Ambient
Corrosive Level gauge provided. Scrubber provided Required PPEs provided to
all employees Double drain valve will be
provided to sulfuric Acid storage tank
Full body protection will be provided to operator.
Caution note and emergency first aid will be displayed and train for the same to all employees.
Safety shower and eye wash will be provided in storage tank area and plant area.
Total close process will be adopted for Sulfuric acid handling.
Dyke wall will be provided to storage tank
Chloro sulphonic Acid
2000 MT X 2 Nos Tanks
MS A/G Tank
Atmospheric Ambient
Corrosive
Dimethyl Sulfate (DMS)
200 MTX 3 Nos.
MS A/G Tank
Atmospheric Ambient
Fire
Dimethyl Aniline (DMA)
100 MTX 2 Nos.
MS A/G Tank
Atmospheric Ambient
Fire
Diethyl Sulfate (DES)
200 MTX 2 Nos.
MS A/G Tank
Atmospheric Ambient
Fire
Benzene Sulphonyl Chloride
100 MTX 2 Nos.
MS A/G Tank
Atmospheric Ambient
Fire
DASDA
100 MTX 2 Nos. MS A/G Tank
Atmospheric Ambient
Fire
Methanol 60KLX 4 Nos Tank
MS A/G Tank
Atmospheric Ambient
Fire Flame proof plant, pumping transfer, close process, etc.
Double Static earthing Jumper clips on flanges Hydrant system Fire extinguishers Fencing and No Smoking
and prohibited area. Tanker unloading procedure. Flame arrestor Provided.
Ethanol 200 KL X 1 No. tank
MS A/G Tank
Atmospheric Ambient
Fire

Prepared By M/s. Kutch Chemical Industries Limited Page : 26 HSE Department Rev. : 00
Ammonia Anhydrous ( Liquefied )
50 MT X 1 No. Bullet
MS bullet 350 C 4 to 10 kg/cm2
Toxic Flame proof equipment, pumping transfer, close process, etc.
Double Static earthing Dyke wall Scrubber provided Jumper clips on flanges Hydrant system Fire extinguishers Fencing and No Smoking
and prohibited area. Tanker unloading procedure. SCBA sets available . Safety Showers provided Caution note provided Dyke wall provided Level gauge provided. Double drain valve provided Scrubber provided Required PPEs provided to
all employees Hydrochloric Acid
25 KL X 03 Nos A/G HDPE Tank
Atmospheric Ambient
Corrosive Safety Showers provided Caution note provided Dyke wall provided Level gauge provided. Double drain valve provided Scrubber provided Required PPEs provided to
all employees TC plant (PROPOSED) Thyonile chloride
150KL X 03 Tank SS A/G Bullet
Atmospheric Ambient
Corrosive Level gauge provided. Scrubber provided Required PPEs provided to
all employees Double drain valve will be
provided to sulfuric Acid storage tank
Full body protection will be provided to operator.
Caution note and emergency first aid will be displayed and train for the same to all employees.
Safety shower and eye wash will be provided in storage tank area and plant area.
Total close process will be adopted for Sulfuric acid handling.
Dyke wall will be provided to storage tank
Chlorine 140 Toner Storage Shed
10 Kg/cm2 Ambient
Toxic Chlorine Kit, Caustic Pit, SBA sets, Cl2 Shed, Cl2 Hood, EOT, etc. Provided.
Scrubber provided .

Prepared By M/s. Kutch Chemical Industries Limited Page : 27 HSE Department Rev. : 00
Sulpher trioxide
100 MT X 02 Tank
MS Tank Atmospheric Ambient
Corrosive Safety Showers provided Caution note provided Dyke wall provided Level gauge provided. Double drain valve provided Scrubber provided Required PPEs provided to
all employees Chlorinated Paraffin Wax CPW (PROPOSED) HNP 65KLX 04 TANK MS Tank Atmospheric
Ambient Flammable Safety Showers provided
Caution note provided Dyke wall provided Level gauge provided. Double drain valve provided Scrubber provided Required PPEs provided to
all employees HCL 75KLX 6 TANK HDPE
TANK Atmospheric Ambient
Corrosive Safety Showers provided Caution note provided Dyke wall provided Level gauge provided. Double drain valve provided Scrubber provided Required PPEs provided to
all employees Chlorinated Paraffin oil
20 KLX 03 FRP Atmospheric Ambient
Corrosive Safety Showers provided Caution note provided Dyke wall provided Level gauge provided. Double drain valve provided Scrubber provided Required PPEs provided to
all employees
Furnace Oil/ LDO
27 KLX 2 Nos U/G tanks
MS Tank Atmospheric Ambient
Fire Flame proof plant, pumping transfer, close process, etc.
Double Static earthing Jumper clips on flanges Hydrant system Fire extinguishers Fencing and No Smoking
and prohibited area. Tanker unloading procedure. Flame arrestor Provided.
HSD 21 KL Tank MS Tank Atmospheric Ambient
Fire
3.7. Facilities / System for process safety, transportation, fire fighting system and emergency capabilities to be adopted
Following facilities and system will be installed / implemented. 1. Total enclosed process system. 2. DCS operation plant. 3. Instrument & Plant Air System for control all parameters.

Prepared By M/s. Kutch Chemical Industries Limited Page : 28 HSE Department Rev. : 00
4. High level, low level, High pressure, low pressure, high temp, high flow, low flow indication and cut off interlocking provided on storage as well as process reactors.
5. Safety valve, rupture disk provided on reactor and pressure storage tanks.
6. Static earthing and electric earthing (Double) will be provided. 7. Jumpers for static earthing on pipeline flanges of flammable chemical
provided. 8. Flame proof light fitting installed where ever it is required. 9. Emergency handling equipments like SCBA sets, Fire extinguishers,
Gas mask, PPEs, Chlorine emergency Kit, chlorine hood, caustic pit , Air l ine respirator, provided.
10. Full fledge ETP plant made and it will take care of liquid effluent of the plant and final discharge parameter will be maintained as per GPCB norms.
11. Scrubbers provided on all process vent and air monitoring carried out and parameters will be maintained as per GPCB norms. Fire Water reservoir for fire hydrant and sprinkler system.
12. Storage tank area are away from the process plant and Separation Distance has been maintained.
13. Dyke wall provided to all above ground storage tanks, collection pit with valve provided.
14. Flame arrestor with breather valve is installed on flammable material storage tank vent.
15. Lightening arrestor on all chimneys and building provided. 16. Fencing and caution notes and hazard identification boards displayed. 17. Only authorized person are permitted in storage tank farm area. 18. Safety permit for hazardous material loading unloading is prepared
and implemented. 19. Static earthing provision is made at all loading unloading points of
flammable chemical storage tank farm area. 20. TREM CARD provided to all transporters and trained for
transportation Emergency of Hazardous chemicals. 21. Fire hydrant system and water sprinkler system installed at tank farm
area. 22. Caution note, safety posters, stickers and emergency preparedness
plan will be displayed. 23. Emergency facilities and medical emergency facilit ies are available at
site. Occupational Health centre facility generated at factory premises and paramedical staff is available round the clock.
24. Wind direction indicators are provided. 25. Safety Shower and eye wash are installed at acid/ alkali handling area. 26. Tele Communication system and mobile phone will be used in case of
emergency situations for communication. 27. Emergency siren installed at main gate as well as in all plant. 28. Training programme are being conducted regularly and induction
training are being provided to all employees on chemical safety and process safety.

Prepared By M/s. Kutch Chemical Industries Limited Page : 29 HSE Department Rev. : 00
NHCOCH3
+ 2Cl.SO3H
ACETANILIDE
NHCOCH3
+
SO2Cl
HCl + H2SO4
CHLORO SULPHONIC ACID
3.1 BRIEF DESCRIPTION OF PROCESS AND FLOW CHART
3.1.1 Vinyl Sulphone & Vinyl Sulphone Condense:
Chloro Sulphonation: Chloro Sulphonic Acid is charged into the sulphonation reactor. Acetanilide is then slowly added to maintain the temperature below 80° C. The temperature is then maintained between 50-60 °C. The batch thus prepared is transferred to the storage tank. Dumping: Sulphonated mass is charged into the Reactor cooled with brine. Ice water is then added slowly to remove all the HCl formed due to decomposition of excess Chloro Sulphonic Acid. The HCl is scrubbed and absorbed in water to make HCl. Further Ice water is added to dilute the concentrated Sulfuric Acid formed due to the decomposition of Chloro Sulphonic Acid. Here we get of Sulfuric Acid of strength 30-40%. The mass is then filtered out (ASC Cake). Reduction: Sodium Bi Sulphite slurry is added to the reactor. The pH is maintained neutral by adding Caustic Lye. The ASC wet cake is then charged under controlled temperature and pH. After addition is over the temperature is raised up to 50 °C. The mass is then filtered and transferred to condensation vessel. Condensation: The reduction mass in condensation vessel is maintained at 50°C. Ethylene Oxide is slowly added. The pH is maintained to 5-7 by adding dilute sulphuric acid. The material after condensation is transferred to the Nutsch Filter. The Mother liquor is stored in storage tank. The condensed product is then washed and dried. Esterification: The condensed product is charged in esterification reactor. Concentrated Sulphuric Acid is added. The temperature is then raised and maintained at 160°C for 4 hours. Vacumm is applied to take out acetic acid vapors and being condensed. The product is then collected a tank. The dried Vinyl Sulphone is pulverized and packed in PVC bags. Chlorosulphonation:

Prepared By M/s. Kutch Chemical Industries Limited Page : 30 HSE Department Rev. : 00
NHCOCH3
+
SO2Cl
NaOH + NaHSO3
NHCOCH3
+
SO2Na
Na2SO4 + NaCl
NHCOCH3
+
SO2Na
H2SO4 + H2O
O
H2C CH2
+
NHCOCH3
SO2CH2CH2OH
+ Na2SO4
ETHYLENE OXIDE
NHCOCH3
SO2CH2CH2OH
+ H2SO4
NH2
SO2CH2CH2OSO3H
+ CH3COOH
VINYL SULPHONE
Reduction:
Ethoxylation:
Esterification:

Prepared By M/s. Kutch Chemical Industries Limited Page : 31 HSE Department Rev. : 00
Process Flow Chart:
Acetanilide 2182CHLOROSULPHONIC ACID 10182
12364
Ice 14545 DUMPING(ICE)
26909
FILTERATION(Nutch) H2SO4 (35-40%)
12364 14545
SOD. BISULPHITE SLURRY(30%) 6545
CAUSTIC LYE 218221091
PRODUCT FROM FILT
ETHYLENE OXIDE 1018H2SO4 2269.00
24378.00
Salt
FILTER 17753SODIUM SULPHITE
SALT (BYPRODUCT)
8299
6625.00
ETP
CONDENSED PRODUCT 9454
6625.00
2262 MOISTURE LOSS
DRYER
4363.00
PRODUCT FROM Dryer
H2SO4 1455 ESTERIFICATION
5818.00ACETIC ACID
1818
VINYL SULPHONE
4000.0
CHLOROSULPHONATION
REDUCTION
ETHOXYLATION
MASS BALANCE/FLOW CHART OF THE VINYL SULPHONE
Prepared By M/s. Kutch Chemical Industries Limited Page : 32 HSE Department Rev. : 00
3.1.2 Sulphuric Acid
The process for the manufacture of sulphuric acid comprise the following steps:
1. Solid Sulphur after weighment is fed to sulphur melter which is provided with steam coils. The ash content of the molten sulphur settles in the melter cum settler and molten sulphur free of impurities is pumped to the sulphur burner where it is burnt with air. Sulphur is converted in to SO2 in the sulphur burner as per the following reaction S + O2 SO2
2. SO2 is further converted to SO3 in presence of Vanadium Pentoxide catalyst in the converter as per the following reaction:
3. SO2 + ½ O2 SO3 The conversion of SO2 to SO3 is carried out in stages in all the five pass of the convertor. The conversion is optimized by intermediate cooling of gases between the different stages and also by interpass absorption of SO3 after 3rd pass of the convertor.
4. The gas from the 3rd & 5th pass of the convertor containing SO3 is cooled & then fed to the interpass & final absorption tower where SO3 is removed by circulating Sulphuric Acid in the absorption towers. The concentration of sulphuric acid is controlled by addition of water in the pump tank.
5. Air for sulphur burner is routed through Air Filter to drying tower and further to suction
side of Centrifugal Air Blower. 98.5% acid is circulated through drying tower at 70°C, thus heating to 125°C before entering sulfur burner. This system helps to increase generation of steam and hence power generation.
6. SO2 emission during start up of the plant is controlled by a Venturi Scrubber using alkali as scrubbing medium. The plant therefore does not cause any pollution either during start up or during normal operation. The process as described above has been divided into five main sections described as follows: • Sulphur Circuit
The weighed quantity of sulphur of about 99.5% purity is fed to the first compartment of sulphur melter. The heat for melting sulphur is provided through steam coils. The optimum pressure to be maintained for melting sulphur in the first compartment is upto 7 kg/cm2 G. The molten sulphur flows from compartment no. 1 to pumping compartment through underflows/overflows. The sulphur pumps for feeding sulphur are fitted in pumping compartment. The total time of retention in the compartments corresponds to more than 72 hrs at normal rated production capacity of the plant. In order to achieve

Prepared By M/s. Kutch Chemical Industries Limited Page : 33 HSE Department Rev. : 00
optimum results, it is necessary that the feeding of sulphur to the melter should be maintained at specified temperature of 135 °C. All compartments are fitted with steam coil to provide the necessary heat for maintaining the temperature of molten sulphur at the desired level. Molten sulphur from the pumping compartment is pumped to the sulphur burner through one of the submersible type sulphur pumps through specially designed sulphur feeding gun. The rate of feed of sulphur to the sulphur burner is controlled by operation of sulphur feed control valve. Drain lines have been provided in the molten sulphur discharge line at two different points. The optimum steam pressure for coils located in 2nd, 3rd , 4th through pumping compartments of the sulphur melter is around 4 kg/cm2 G. This regulated steam pressure is achieved through pressure reducing valve. Molten sulphur line starting from the discharge flange of the sulphur pump to the inlet of the sulphur burner is suitably steam jacketed to maintain correct temperature of molten sulphur fed to the sulphur burner.
• SO2 Scrubber It is very important that SO2 emission during plant startup is controlled within persmissible limits. This is achieved by use of a alkali scrubber located after the final absorption tower where gas is scrubbed with circulating alkali solution.
• DM and Water Softening Plants For generation of steam of high quality DM water is required for this purpose RO plant and DM plant will be installed.
• The plant is provided with data logging system through DCS control circuits for control of parameters like Acid concentration control, pump tank level control, Boiler feed water level control, boiler feed water from deaerator temperature control. All the output signals are fed to a computer and output data is collected based on reports to be prepared including log sheets.
Chemical Reaction:
S + O2 SO2
SO2 + 1/2O2 SO3
SO3 + H2O H2SO4
Overall S 3/2O2 + H2O H2SO4
M.W 32 48 18 98

Prepared By M/s. Kutch Chemical Industries Limited Page : 34 HSE Department Rev. : 00
3.1.3 Oleum & SO3
Oleum (23%) Oleum 23% is manufactured by absorbing SO3 gas with Sulphuric Acid. H2SO4 + SO3 H2S2O7 Oleum 23% means free SO3 in the product is 23%, which is equivivalent to 105.17% Sulphuric Acid. This way 23% Oleum is equivalent to 1.07 of 98% Sulphuric Acid. The sulphur required for 1 ton of 23% oleum is 0.326 x 1.07 = 0.349 ton. Oleum (65%) Oleum 65% means, the free SO3 in this product is 65% which is equivalent to 114.626% sulphuric acid. This way the oleum 65% is equivalent to 1.17 times of 98% sulphuric acid. The sulphur required for 1 ton of 65% Oleum 0.326 x 1.17 = 0.381 ton Liquid SO3 Liquid SO3 is = 1.25 times of 98% Sulphuric Acid. The Sulfur required for 1 ton of liquid SO3 = 0.326 x 1.25 = 0.41 ton.
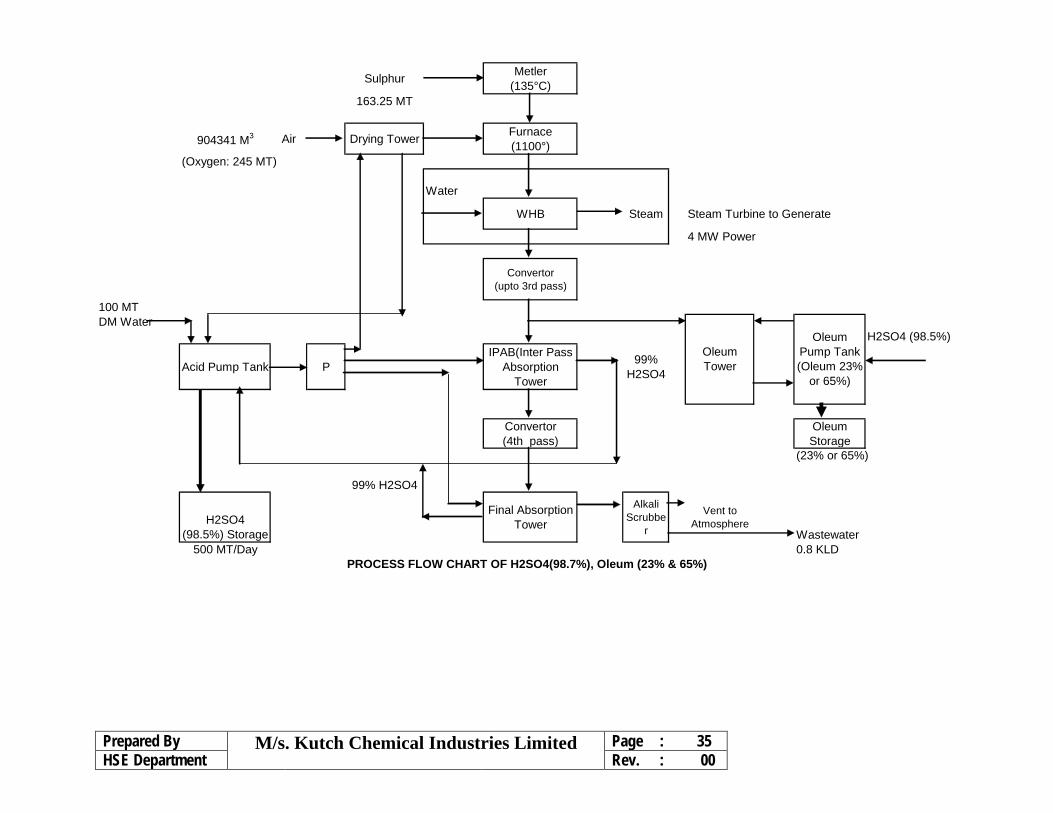
Prepared By M/s. Kutch Chemical Industries Limited Page : 35 HSE Department Rev. : 00
Sulphur Metler (135°C)
163.25 MT
904341 M3 Air Drying Tower Furnace (1100°)
(Oxygen: 245 MT)
Water
WHB Steam Steam Turbine to Generate
4 MW Power
Convertor (upto 3rd pass)
100 MTDM Water
H2SO4 (98.5%)
Acid Pump Tank PIPAB(Inter Pass
Absorption Tower
99% H2SO4
Convertor (4th pass)
Oleum Storage
(23% or 65%)
99% H2SO4
H2SO4 (98.5%) Storage
Final Absorption Tower
Alkali Scrubbe
r
Vent to Atmosphere
Wastewater 500 MT/Day 0.8 KLD
Oleum Tower
Oleum Pump Tank (Oleum 23%
or 65%)
PROCESS FLOW CHART OF H2SO4(98.7%), Oleum (23% & 65%)

Prepared By Kutch Chemical Industries Ltd. Page : 36 HSE Department Rev. : 00
SO3 + HCl ClSO3H(l) (g) (l)80 36.5 116.5
1567 HCl Chilling
1567Chilled HCl
H2SO4 Gas Cleaning Bleed
1567Dry HCl 99.90%
3433 Liq SO3 Reactor
100.00% Gas to StackCaustic
Scrubber0.8 Castic Solution Wastewate To ETP
10% 0.8 KL/Month
5000Chlorosulphonic Acid
MASS BALANCE OF CHLOROSULPHONIC ACID
Condenser SO3 Liquid
7500
Oluem Pump Tank (23%)
8070
Oleum Tower (23%)
SO3 Convertor (132 °C)
PROCESS FLOW CHART OF SO3 LIQUID 3.1.4 Chloro Sulphonic Acid
The HCl gas is refrigerated and cleaned in gas cleaning tower. The dry HCl is reacted with liq SO3 to get Chloro Sulphonic Acid. The unconverted gas is scrubbed in caustic scrubber.
Chemical Reaction:
Mass Balance:

Prepared By Kutch Chemical Industries Ltd. Page : 37 HSE Department Rev. : 00
3.1.5 Sulfonation (of ONT/PNT, Tobias, VS)
Take ONT/PNT in as sulfonator and charge 98% Sulphuric Acid and 65% Oluem in it slowly. After completion of reaction blow sulfomass in another vessel containing water, charge common salt, mix it, cool it and filter in neutsch. Material is then centrifuge. Collect filterate as Spent Sulphuric Acid for sale. Sulphonated ONT/PNT from centrifuge is then packed in HDPE bags and sent for sale. For Tobias, Take Oleum (65%) in sulfonator, charge Tobias Acid slowly and after completion of charging raise temperature and maintain it. Now cool the sulphonated mass and blow it in Brine water. Allow for mixing, filter and give wash of brine water. Centrifuge the mass and collect the wet cake as product and packed in HDPE bags. Chemical Reaction (o-NT/p-NT):
98
178
o-Nitro Toluene Sulphonated Sulfuric Acido-NT
137 217 98
CH3NO2 H2SO4
H2S2O7
CH3NO2
SO3H
+ H2SO4
Chemical Reaction: (Tobias)
+ H2S2O7 + H2SO4
Tobias Acid (TA) STA (Sulfo Tobias Acid)223 178 303 98
NH2
SO3H SO3HNH2
SO3H
MASS BALANCE:
ONT 137H2SO4 98H2S2O7 178
413
Water 18Common Salt 117(NaCl) 548
Spent Acid (25%)Filteration (Water+Salt+Sulfuric Acid)
217 331
Centrifuge 2(Recycle to Drawning Vessel)
Wet Cake215
Sulfonator
Drawning Vessel
MASS BALANCE OF SULPHONATION ONT/PNT

Prepared By Kutch Chemical Industries Ltd. Page : 38 HSE Department Rev. : 00
3.1.6 BENZENE SULPHONYL CHLORIDE
Benzene is reacted with Chloro Sulphonic Acid in a agitated vessel at low temperature at about 20 -25 °C. Chloro Sulphonic Acid is used in excess for the reaction. The reacted mass is then kept under agitation for some time. It is then transferred to another vessel containing chilled water. During the addition, the vessel is cooled up to desire temperature till the addition complete. The contents are kept under agitation for some time. The mass is then separated. The acid layer is transferred to the storage tank for sale. The organic layer is washed, dried & distilled under vacuum to get the product. The HCl gas evolved during the reaction & isolation is send to CAS plant for making Chloro Sulphonic Acid.
Chemical Reaction:
C6H6 + HOSO2Cl C6H5SO2Cl + HCl
Benzene CSA BSC Hydrochloric Acid Gas(l) (l) (l) (g)
M.W 78 116.5 176.5 36.5 Mass Balance/Flow Chart:
663 Benzene HCl gas
1980 CSA 310
2333
Isolation Dilute H2SO4
1500 833
DistillationCrude
Dimethyl Sulphone
1485 15
Benzyl Sulphonyl Chloride
MASS BALANCE OF BENZYL SULPHONYL CHLORIDE
Reactor
3.1.7 Thionyl Chloride
Sulphur is charged in sulfur monochloride reactor along with chlorine in measured quantity and reacted over a period of 12 hours to Sulphur Monochloride (SMC), which is stored for further reaction. Thionyl Chloride reacted is fed with SMC, SO3 and Chlorine. Reactor is fitted with fractionating column. TC gas thus produced is passed through 3 condenser, out of which first condenser used cooling water and other two condenser use chilled water. Crude TC is then sent to Distillation column as reflux. A part of crude TC is reacted with sulfur to get pure Thionyl Chloride.

Prepared By Kutch Chemical Industries Ltd. Page : 39 HSE Department Rev. : 00
818 Sulphur890 Chlorine
17082044 SO3 To Sulfuric Acid & SBS plant (Recycle)890 Chlorine 1627
3015
2400Product
600Product
15Total Product 3000
MASS BALANCE OF THIONYL CHLORIDE
SMC Reactor
TC Reactor
Condenser
Distillation Column
Alkali Scrubber is provided to absorb SO2 when required; similarly chlorine scrubber removes traces of chlorine. Byproduct is recycled back to sulfuric acid plant, where it is converted to Sulphur Trioxide for reuse in TC Plant.
2S + Cl2 S2Cl2
Sulphur Chlorine Sulphur Monochloride (SMC)
64 70 134
S2Cl2 + 2SO3 + Cl2 2SOCl2 + 2SO2
134 160 70 236 128
SMC Sulphur Trioxide Chlorine TC
Overall Chemical Reaction:
2S + 2Cl2 + 2SO3 2SOCl2 + 2SO2
64 140 160 236 128
Chemical Reaction:
Mass Balance:
3.1.8 DASDA
Sulfuric Acid & Oluem (65%) are taken in Sulfonator, Para Nitro Toluene (PNT) is then charged. The mass in then dumped in to the water, cooled and filtered in Neutsch filter. The acid is then separated, The mass (PNTOSA) is then oxidized with sodium hypochloride. After completion of the reaction common salt is charged at the room temperature the mass is then filtered in Neutsch Filter . Then reduction of PNTOSA is carried out with Fe, HCl and NH4Cl. Filter the reduction mass & isolate the filterate using dilute H2SO4 & filter it in Neutsch filter. Material thus prepared is DASDA. Which is then centrifuged and packed in the HDPE bags.

Prepared By Kutch Chemical Industries Ltd. Page : 40 HSE Department Rev. : 00
PNT 63H2SO4 45Oleum 82
190Water 20Salt 15
225
Neutsch Filter 58 To ETP
167
Centrifuge 30 ML(Recycle)137 Drawning
Common Salt 15Soda Ash 18NaOCl 69Water 25
264
Neutsch Filter 58 To ETP206
Centrifuge 5 ML(Recycle)201 Drawning
Fe 5HCl 8NH4Cl 15
229
Filter Press 27 To ETP202
Isolation Vessel
202
Neutsch Filter 26 To ETP176
Centrifuge 6 ML(Recycle)170 Isolation Vessel
Product
DASDA
MASS BALANCE OF DASDA
Sulfonator
Drawning Vessel
Oxidation
Reduction Vessel
PNT(137) 98 178 PNTSA (217)
+ 2HCl + 3H2O2NaOCl +H2O
217 149 18 474 73 54
Fe/HCl
NH4Cl
(DNSDA) Di-Sodium Salt (Nitro form) Di-Sodium Salt (Amino form)414
+ H2SO4
414 370DASDA
CH3
+
NO2
H2SO 4 + H2S2O7 2H2SO4
CH3
NO2
+SO3H
O2N
SO3Na
- C = C
H H
SO3N
NO2 H2N
SO3Na
- C = C
H H
SO3N
NH2
H2N
SO3Na
- C = C
H H
SO3N
NH2 H2N
SO3H
- C = C
H H
SO3H
NH
CH3
NO2
+SO3H
2 O2N
SO3Na
- C = C
H H
SO3N
NO2
Chemical Reaction:
Mass Balance:

Prepared By Kutch Chemical Industries Ltd. Page : 41 HSE Department Rev. : 00
3.1.9 Power Generation of 10 MW (Coal)
For power generation steam will be generated from the boiler, which is then sent to steam turbine to generated the power. At the outlet of the turbine steam goes to condenser to recover the water utilized and further sent back to the boiler. The fuel utilized for the boiler will be Coal. To generated 10 MW, a steam of 40 MTD required, which is generated from the coal based boiler. The coal consumption for the required steam would be approximately 10 MTD. For Power plant, separate coal yard will be made in which coal will be stored, from coal yard the coal will be sent to crusher. The crushed coal is then sent to silo for ultimate feed in to the combustion chamber. Process Flow Chart:
High Pressure Steam45 kg/cm2
410°C
Exhaust0.1 kg/cm2
100 °CCondenser Condensate back to
Boiler feed water
Turbine GeneratorSet
3.1.10 Sodium Bi Sulphite
Sodium Carbonate and Water is charged in the reactor. Sulphur Dioxide is then passed slowly to the reactor. The mass is then allowed for continuous mixing. The material thus prepared is Sodium Bi Sulphite.
Na2CO3 + 2SO2 + H2O 2NaHCO3 + CO2106 64 18 208 28
Sodium SBSCarbonate
Chemical Reaction:
CO2Sodium Carbonate 106 28SO2 64Water 18
160
Reactor
MASS BALANCE OF SODIUM BI SULPHITE
Mass Balance:

Prepared By Kutch Chemical Industries Ltd. Page : 42 HSE Department Rev. : 00
1979 Liq SO3DME Gas
1138
1524 Methanol Day Tank Heat Exchanger
Reactor Containing
Al2O3 Catalyst(260°C)
Reactor
386 Water To ETP Condensation Tank
Pure Dimethyl Sulphate 3000 Distillation
11798% Spent Sulfuric Acid
MASS BALANCE OF DIMETHYL SULPHATE
3.1.11 Dimethyl Sulphate Methanol from day tank in the plant is taken through metering pump passed through heat exchanger and condenser in gas cycle. The methanol gas is passed through the aluminum catalyst, further it is reacted with liquid SO3. The ration of consumption of methanol + SO3 for DMS produced is as follows:
SO3 = 0.70 MT Methanol = 0.55 MT.
The moisture shall be collected out of Methanol and sent to ETP. After reaction of SO3 + Methanol gas in a closed reaction , Which will have chilled water circulation in jacket. The crude DMS formed is having a high acidity. The distilled and acid thus produced is 98% Sulphuric Acid. This is a by product and will be sold.
260°C2 CH3OH CH3-O-CH3 + H2O
Catalyst(Al2O3)Methanol Dimethyl Ether
2 x 32 46 18
CH3-O-CH3 + SO3 (CH3)2SO4
Dimethyl Sulphate46 126
SO3 + H2O H2SO4
80 18 98
Chemical Reaction:
Mass Balance :

Prepared By Kutch Chemical Industries Ltd. Page : 43 HSE Department Rev. : 00
260°C2 CH3OH CH3-O-CH3 + H2O
Catalyst(Al2O3)Methanol Dimethyl Ether2 x 32 46 18
CH3-O-CH3 + C6H5NH2 (CH3)2C6H5NH2
Dimethly Aniline46 93 123
DME GasAniline1134
560
780 Methanol Day Tank Heat Exchanger
Reactor Containing Aluminium Catalyst
Reactor
220 Water To ETPCondensation
Tank
1694
1500 Pure Dimethyl Aniline Distillation
194Wastewate to ETP
MASS BALANCE OF DIMETHYL ANILINE
3.1.12 Dimethyl Aniline Methanol from day tank in the plant is taken through metering pump passed through heat exchanger and condenser in gas cycle. The methanol gas is passed through the aluminum catalyst, further it is reacted with Aniline. The product is then distilled to get Dimethyl Aniline The moisture shall be collected out of Methanol and sent to ETP.
Chemical Reaction:
Mass Balance:
3.1.13 Diethyl Sulfate
Ethyl Alcohol and SO3 reacts in presence of catalyst Sodium Sulphate and Urea and formed Ethyl Hydrogen Sulfate (EHS). This EHS mass is ammoniated by ammonia and EHS gets converted into Diethyl Sulfate. Ammonia is passed in Ethyl Hydrogen Sulfate mass. The product thus formed is crude Diethyl Sulphate. Moisture content present in the Ethyl Alcohol reacts with SO3 and forms Sulphuric Acid. Distillation of crude EHS takes place under vacuum. The pure DES is produced and transported to the storage tanks.

Prepared By Kutch Chemical Industries Ltd. Page : 44 HSE Department Rev. : 00
2C2H5OH + 2SO3 2C2H5OSO3HCatalyst
Ethyl Alcohol Ethyl Hydrogen Sulfate92 160 228
2C2H5OSO3H + NH3 (C2H5)2SO4 + NH4SO4
EHS Ammonia Diethyl Sulfate Ammonium Sulfate228 17 154 114
896 Ethyl Alcohol
1558 SO3
3542100
NH3166
2266
Spent ST Tank766
1500Pure Diethyl Sulfate
MASS BALANCE OF DIETHYL SULFATE
Reactor (Catalyst: Urea+Sod. Sulfate)
Cooler
Ammoniation Reactor
Distillation
Chemical Reaction:
Mass Balance:
3.1.14 Calcium Chloride
Calcium Carbonate is reacted with Hydrochloric Acid to get Calcium Chloride.
2CaCO3 +4 HCl 2CaCl2 + 2 HCO3
Chemical Reaction:

Prepared By Kutch Chemical Industries Ltd. Page : 45 HSE Department Rev. : 00
0.2Water
5 Lime Stone Ventury Scrubber (Alkali)ETP
4 HCl 0.29
Sludge to ETP1
8 CaCl2 Clear Liquid
Mosture Loss
5Dry CaCl2
Product
Reactor
Filter Press
MASS BALANCE OF CALCIUM CHLROIDE
Evaporator
Mass Balance:
3.1.15 Di Calcium Phosphate
Rock Phosphate is reacted with Hydrochloric Acid to generated Phosphoric Acid, which is further reacted with Lime stone to get DCP which separated and crystallized.
Ca F2 3 ( Ca3(PO4)2) + 14 HCl 7 CaCl2 + 3Ca H(PO4)2 + 2HF
Chemical Reaction:
3Ca (OH)2 6CaHPO4 DCP
Rock Phosphate 1800
HCl (30%) 36005400
Lime 200
5600
Hydrated Lime 200
Sodium Silicate 105810
Filteration Process Sludge5310 500
Recycle to Reactor to recover DCP 1500 Centriguge
3810
Dryer Mositure Loss3000 810
Finished Product
Reactor
Neutralisation
Separation
MASS BALANCE OF DI CALCIUM PHOSPHATE
Mass Balance:

Prepared By Kutch Chemical Industries Ltd. Page : 46 HSE Department Rev. : 00
3.1.16 Sulphur Mono Chloride Sulphur Monochloride is generated by reacting sulphur & Hydrochloric Acid in a reactor.
2S + Cl2 S2Cl2
Sulphur Chlorine Sulphur Monochloride (SMC)
64 70 134
Chemical Reaction:
95.5 Sulphur104.5 Chlorine
200
MASS BALANCE OF SULPHUR MONOCHLORIDE
SMC Reactor
Mass Balance:
3.1.17 Sulphuryl Chloride
Sulphur, Chlorine & Sulphur Trioxide is reacted to gether to get Sulphuryl Chloride. Chemical Reaction
S
:
+ 3Cl2 + 2SO3
3SO2Cl2
32 210 160 402
Sulphuryl Chloride
16 Sulphur17.5 Chlorine
33.580 SO3
89.5 Chlorine203
190Product
13
Residue Product 103
Reactor
Reactor
Condenser
Distillation Column
MASS BALANCE OF SULPHURYL CHLORIDE
Mass Balance:

Prepared By Kutch Chemical Industries Ltd. Page : 47 HSE Department Rev. : 00
Water
860 Alumina Hydrate/Bauxite
456 Sulphuric Acid1316
1316
456 Sulphuric Acid
Mouldingin to Slab
Reactor
Settling Tank
Reactor
MASS BALANCE OF ALUM
3.1.18 Aluminium Sulphate (Alum) Aluminium Sulphate is manufactured by the reaction of Aluminia Hydrate and Bauxite with Sulphuric Acid. Bauxite is ground in the pulveriser to 90% passing through 200 mesh and elevated to batch hopper through bucket elevator. Measure quantity of water is added in the lead bonded reactor and slowly sulphuric acid is to be added in the reactor.. After getting the required temperature in the reactor, slowly ground bauxite i.e added. After the addition of measure quantity of bauxite/alumina hydrate, the agitator is kept on for about 45 minutes, solution is then dumped in to the settling tank. The decanted solution of Aluminium Sulphate is then taken to the reactor and the required quantity of sulphuric acid is added after getting the required temperature Hydrated Alumina is added slowly. After addition, Aluminum Sulphate is moulded in the trays with the help of tray filling arrangements. The slabs after cooling are to be taken out from the trays and stacked in the store.
2Al(OH)3 + 3H2SO4 Al2(SO4)3 + 6H2O 156 294 342 108
Chemical Reaction:
Mass Balance:

Prepared By Kutch Chemical Industries Ltd. Page : 48 HSE Department Rev. : 00
350 Urea Reactor3300 SO3/Oleum
(23-25%) 3650R/C Mother Liquor
Mixing
5150
Separation Spent Acid2400 2750
100 Water Make -Up
2500
Cyrstallisation1500
1000
Packing/Bagging
Figure are in Ton/Month
MASS BALANCE OF SULFAMIC ACID
3.1.19 Sulfamic Acid
Urea & 23-25% Oleum are fed at controlled rates to reactor, which is cooled by chilled water/brine and cooling water. The reaction products are diluted by mixing with recycled mother liquor (available after separation of crystals of sulfamic acid). Temperature is controlled during mixing by chilled water/brine. Dilute acid streams (70% sulfuric acid) is separated after the mixing operation and is sold to SSP/Alum manufacturer.
NH2CONH2 + SO3 NH2CONHSO3H + CO2
Chemical Reaction:
NH2CONHSO3H + H2SO4 2NH2SO3H + CO2
Overall Reaction
NH2CONH2 + SO3 + H2SO4 2NH2SO3H + CO2
60 80 98 2 x 97 44
Mass Balance:

Prepared By Kutch Chemical Industries Ltd. Page : 49 HSE Department Rev. : 00
SECTION IV
HAZOP SHEET
HAZOP SHEET

Prepared By Kutch Chemical Industries Ltd. Page : 50 HSE Department Rev. : 00
VS PLANT Table: 4.1 HAZOP STUDY WORKSHEET Study Title Transferring of Chlorsulfonic Acid to service tank. Drawing No. Revision No. NIL Date 08.07.2010 Hazop Team Mr. Deepak Chanchad Part Considered Storage tank, Pump Activity Transferring of Chloro Sulfonic Acid to Service Tank. Design intent PRES. TEMP FLOW VACU. Material : Chloro Sulfonic Acid Amb Amb ---- Source : Form the storage Tank
Parameter Guide
Words Possible causes Possible
consequences Measures/Existing facilities safeguard
Action Required
Flow No 1. No material in the storage tank.
2. Pump tripped. 3. Pump valve closed.
No material to service tank.
Pressure gauge provided on the pump discharge valve.
1. Level indicator to be provided on service tank.
2. Arrow indicators to be provided on pipeline
Less 1. Valve partially closed. 2. Leakage in the pipe line. 3. Less material in the
storage tank.
More time taken to fill the service tank.
More 1. Pump Ampere more. 2. Discharge valve fully
open than required set value.
Early filling of Service tank
1. Level indicator provided. 2. Vents are connected to
scrubber.
Prepared By Kutch Chemical Industries Ltd. Page : 51 HSE Department Rev. : 00
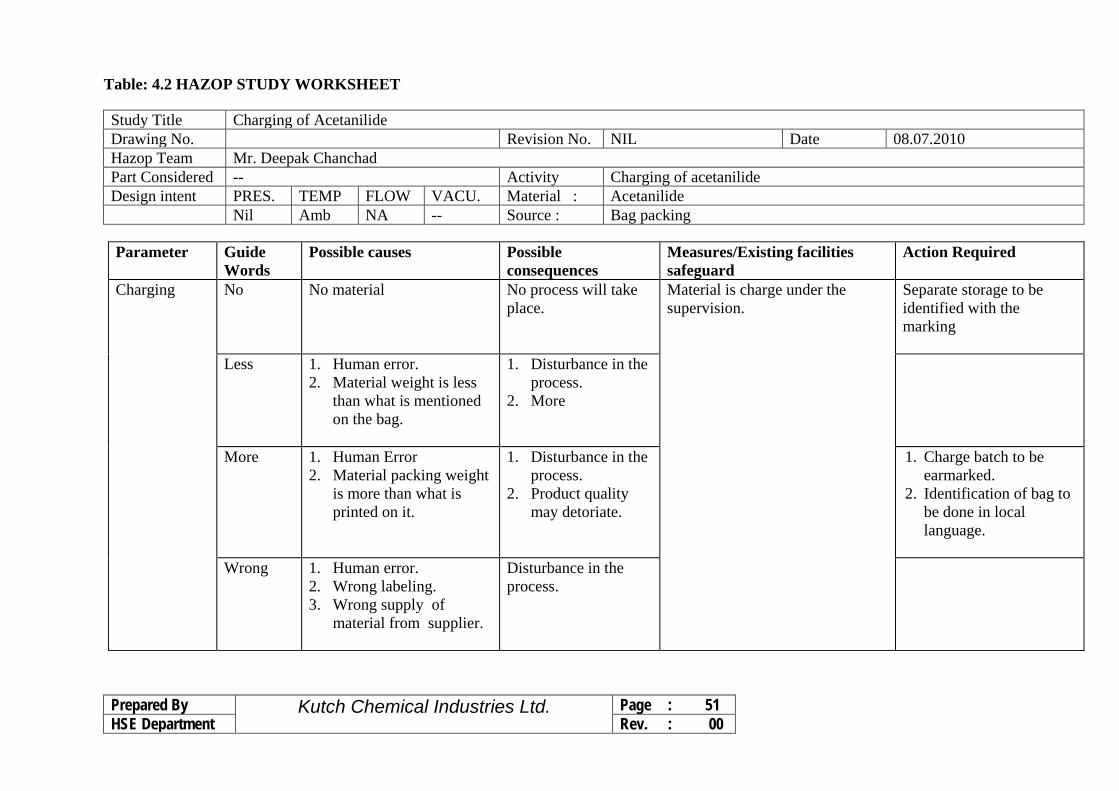
Table: 4.2 HAZOP STUDY WORKSHEET Study Title Charging of Acetanilide Drawing No. Revision No. NIL Date 08.07.2010 Hazop Team Mr. Deepak Chanchad Part Considered -- Activity Charging of acetanilide Design intent PRES. TEMP FLOW VACU. Material : Acetanilide Nil Amb NA -- Source : Bag packing
Parameter Guide
Words Possible causes Possible
consequences Measures/Existing facilities safeguard
Action Required
Charging No No material No process will take place.
Material is charge under the supervision.
Separate storage to be identified with the marking
Less 1. Human error. 2. Material weight is less
than what is mentioned on the bag.
1. Disturbance in the process.
2. More
More 1. Human Error 2. Material packing weight
is more than what is printed on it.
1. Disturbance in the process.
2. Product quality may detoriate.
1. Charge batch to be earmarked.
2. Identification of bag to be done in local language.
Wrong 1. Human error. 2. Wrong labeling. 3. Wrong supply of
material from supplier.
Disturbance in the process.

Prepared By Kutch Chemical Industries Ltd. Page : 52 HSE Department Rev. : 00
Table: 4.3 HAZOP STUDY WORKSHEET Study Title Reaction Drawing No. Revision No. NIL Date 08.07.2010 Hazop Team Part Considered Rector Activity Reaction Design intent PRES. TEMP FLOW VACU. Material : Acetanilide + Chlorosulfonic. ----- 80 ---- ----- Source : From the storage tank & Manual charging of bag.
Parameter Guide
Words Possible causes Possible
consequences Measures/Existing facilities safeguard
Action Required
Pressure More 1. Chilled water supply low.
2. More quantity of CSA. 3. No stirrer operation. 4. Entry of water in the
reactor 5. No scrubbing of HCL
water, Accumulation of vapor in the reactor.
6. Choking in the scrubber.
Pressure & temperature will go on increasing. Exothermic Reaction will take place.
1. Vent provided to scrubber. 2. Pressure gage provided on
Reactor. 3. Temperature gauge provided
on reactor. 4. Safety valve & pressure gauge
are provided on reactor cooling jacket.
5. Sight glass provided.
1. Standard operating procedure to be prepared.
2. Arrow indicators to be provided on pipe line.
Less 1. Good cooling 2. Control Rate of Raw
material addition.
No process hazards
Temperature More As per pressure Less Good cooling water flow No process hazards. It
is process requirement.
Water Entry in the reactor
Leakage Temperature & Pressure will go on increasing.
1. Thickness monitoring of the reactor is carried out.
2. Hydro testing of the jacket at periodic interval.
Prepared By Kutch Chemical Industries Ltd. Page : 53 HSE Department Rev. : 00
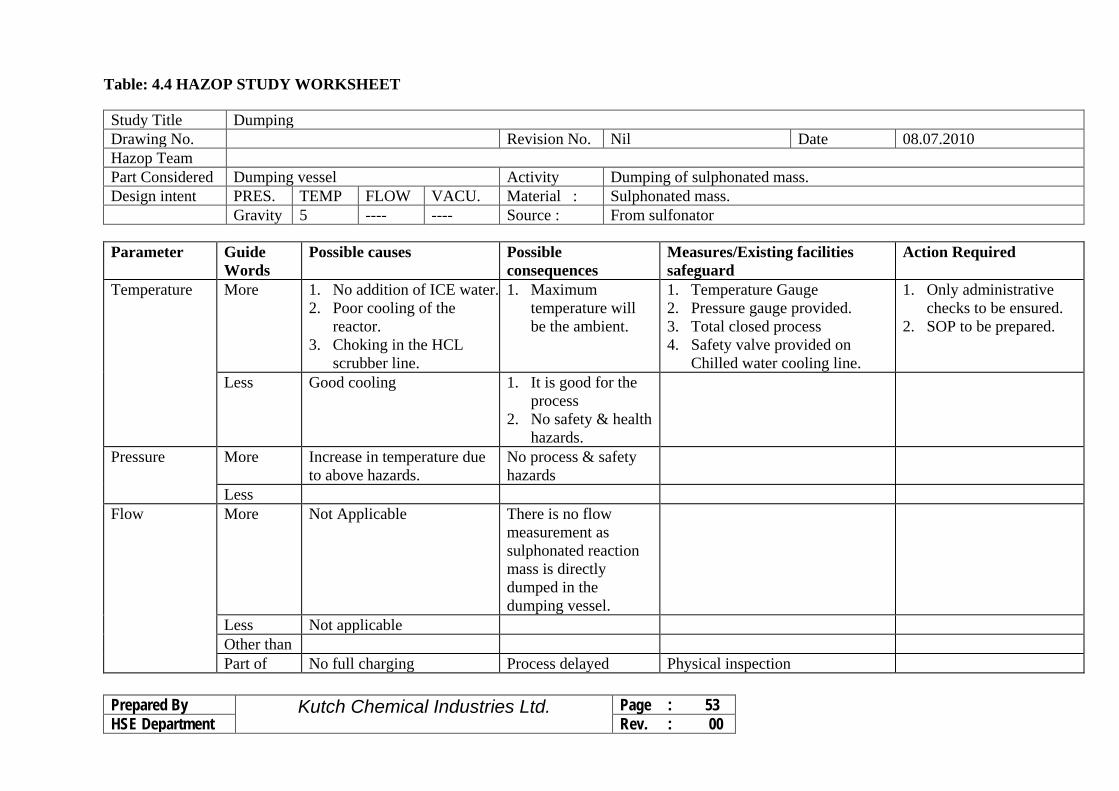
Table: 4.4 HAZOP STUDY WORKSHEET Study Title Dumping Drawing No. Revision No. Nil Date 08.07.2010 Hazop Team Part Considered Dumping vessel Activity Dumping of sulphonated mass. Design intent PRES. TEMP FLOW VACU. Material : Sulphonated mass. Gravity 5 ---- ---- Source : From sulfonator
Parameter Guide
Words Possible causes Possible
consequences Measures/Existing facilities safeguard
Action Required
Temperature More
1. No addition of ICE water. 2. Poor cooling of the
reactor. 3. Choking in the HCL
scrubber line.
1. Maximum temperature will be the ambient.
1. Temperature Gauge 2. Pressure gauge provided. 3. Total closed process 4. Safety valve provided on
Chilled water cooling line.
1. Only administrative checks to be ensured.
2. SOP to be prepared.
Less Good cooling 1. It is good for the process
2. No safety & health hazards.
Pressure More Increase in temperature due to above hazards.
No process & safety hazards
Less Flow More Not Applicable There is no flow
measurement as sulphonated reaction mass is directly dumped in the dumping vessel.
Less Not applicable Other than Part of No full charging Process delayed Physical inspection

Prepared By Kutch Chemical Industries Ltd. Page : 54 HSE Department Rev. : 00
Table: 4.5 HAZOP STUDY WORKSHEET Study Title Reduction Drawing No. Revision No. Nil Date 08.07.2010 Hazop Team Part Considered Reduction Activity Reduction Design intent PRES. TEMP FLOW VACU. Material SBS + Caustic Lye 50 Source From
Parameter Guide
Words Possible causes Possible
consequences Measures/Existing facilities safeguard
Action Required
Temperature More 1. Poor/No cooling. 2. Damaged insulation 3. Stirrer not
moving/stopped 4. More addition of
caustic. 5. Charging of normal
water.
1. Desired process will not achieved.
2. Temperature will rise.
1. Temperature Gauge 2. Pressure gauge provided. 3. Total closed process 4. Safety valve provided on
Chilled water cooling line.
Visual check by the operator
Less 1. Good cooling. 2. Controlled addition of
material in controlled way.
No process & safety hazards as it is requirement of the process.
Pressure More No effect on pressure rise as it is only neutralization & reduction by adding caustic lye.
No process & safety hazards
Less Not possible.
Prepared By Kutch Chemical Industries Ltd. Page : 55 HSE Department Rev. : 00
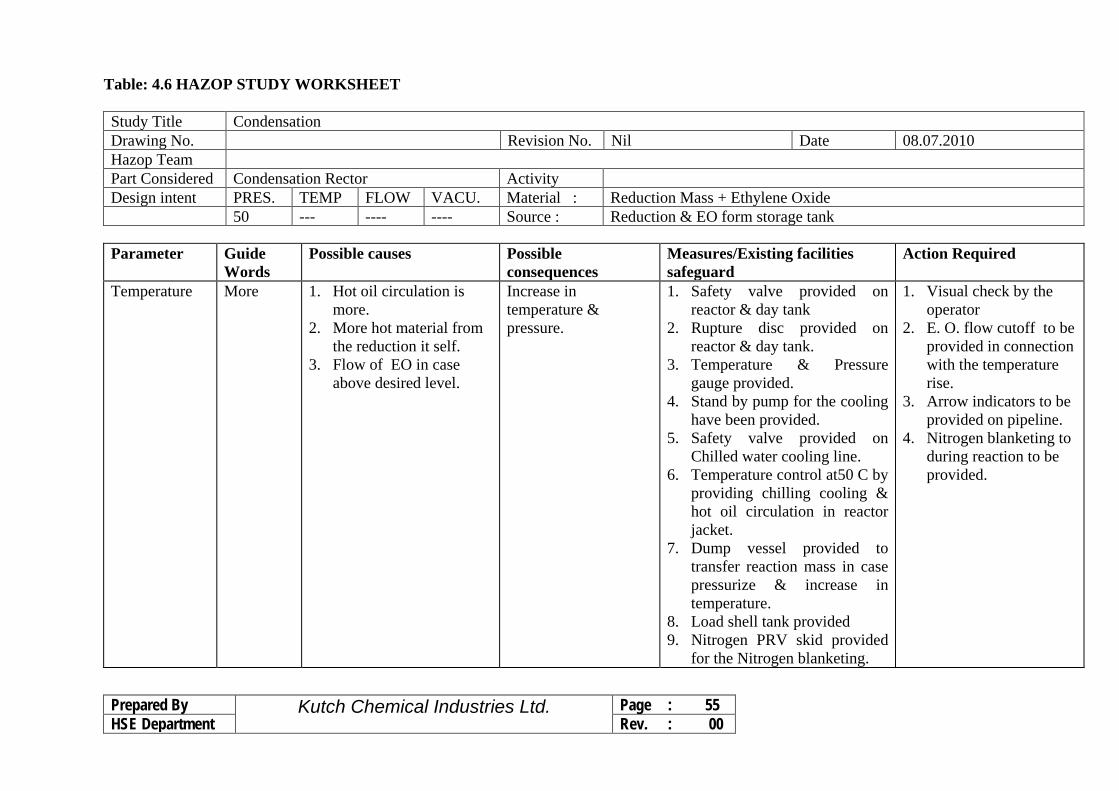
Table: 4.6 HAZOP STUDY WORKSHEET Study Title Condensation Drawing No. Revision No. Nil Date 08.07.2010 Hazop Team Part Considered Condensation Rector Activity Design intent PRES. TEMP FLOW VACU. Material : Reduction Mass + Ethylene Oxide 50 --- ---- ---- Source : Reduction & EO form storage tank
Parameter Guide
Words Possible causes Possible
consequences Measures/Existing facilities safeguard
Action Required
Temperature More 1. Hot oil circulation is more.
2. More hot material from the reduction it self.
3. Flow of EO in case above desired level.
Increase in temperature & pressure.
1. Safety valve provided on reactor & day tank
2. Rupture disc provided on reactor & day tank.
3. Temperature & Pressure gauge provided.
4. Stand by pump for the cooling have been provided.
5. Safety valve provided on Chilled water cooling line.
6. Temperature control at50 C by providing chilling cooling & hot oil circulation in reactor jacket.
7. Dump vessel provided to transfer reaction mass in case pressurize & increase in temperature.
8. Load shell tank provided 9. Nitrogen PRV skid provided
for the Nitrogen blanketing.
1. Visual check by the operator
2. E. O. flow cutoff to be provided in connection with the temperature rise.
3. Arrow indicators to be provided on pipeline.
4. Nitrogen blanketing to during reaction to be provided.

Prepared By Kutch Chemical Industries Ltd. Page : 56 HSE Department Rev. : 00
Parameter Guide Words
Possible causes Possible consequences
Measures/Existing facilities safeguard
Action Required
Temperature Less Human error- Chilled water circulation valve is open.
Desired process will not achieve.
BMR is prepared & followed. Physical checks are required.
Pressure More Increase in temperature due to above mentioned causes
Temperature Increase. Pressure Gauge provided on reactor & operator will take action accordingly.
Less Not possible
Flow ( EO ) More 1. Human Error 2. Valve passed.
Increase in temperature & pressure.
1. Sight glass 2. Line Sight Glass Provided. 3. Flow meter provided on Inlet
of reactor. 4. Double mechanical seal in
stirrer 5. Total closed process 6. Flameproof fitting provision. 7. Double static earthing
provided. 8. Jumpers provided on flange
joint. 9.
No/Less 1. No material 2. Valve jammed 3. Wrong setting of the
valve
Delayed in the process.

Prepared By Kutch Chemical Industries Ltd. Page : 57 HSE Department Rev. : 00
Table: 4.7 HAZOP STUDY WORKSHEET Study Title Esterification Drawing No. Revision No. Date 08.07.2010 Hazop Team Part Considered Esterification Reactor Activity Esterification Design intent PRES. TEMP FLOW VACU. Material : Sulfuric Acid + Condensed product. ---- 160 Yes Source : From Condensation
Parameter Guide
Words Possible causes Possible consequences Measures/Existing facilities
safeguard Action Required
Temperature More 1. Increase in flow of Sulfuric acid.
2. Jacket temperature is more.
3. Less quantity of condensed material.
1. Pressure will increase.
2. PH may affected.
1. Temperature & pressure gauge provided.
2. Safety valve & Pressure gauge provided on Reactor jacket.
3. Sight glass provided. 4. Vent are connected to
scrubber.
Physical & administrative checks to be ensured.
Less 1. No heating in the jacket. 2. No flow of sulfuric acid.
1. No safety & health hazards.
2. Desired process temperature will not achieved.
3. Delayed in the batch cycle.
Pressure More As per the temperature
Less As per the temperature

Prepared By Kutch Chemical Industries Ltd. Page : 58 HSE Department Rev. : 00
Table: 4.8 HAZOP STUDY WORKSHEET Study Title E. O. storage tank Drawing No. NIL Revision No. NIL Date 28-06-2008 Hazop Team Deepak Chanchad Part Considered Storage Tank Activity Storing of E. O. Design intent PRES. TEMP FLOW VACU. Material : E. O. N. A. N.A. Source : E. O. Storage tank
Parameter Guide
Words Possible causes Possible consequences Measures/Existing facilities
safeguard Action Required
Temperature
More
1. No chilled water supply. 2. Ambient temp high. 3. Poor insulation (water
entry inside insulation). 4. E. O. not consumed for
some days.
1. Development of pressure in Ethylene Oxide tank.
2. Blow off from Safety Valve.
3. Toxic & Fire Hazards. Explosion Hazards. Air pollution. Leakage from flange may occur.
4. Metallic impurities.
5. In case temperature is more than 20 C then polymerization may occur.
1. PSV provided. 2. Chilled water cooling
provided. Safety Valve provided.
3. Rupture disc provided. 4. Insulation to tank provided. 5. Magnetic level type flow
indicator provided. 6. Ethylene Oxide gas sensor
monitoring system provided. 7. Pressure Gauge provided. 8. Fix Fire water monitor system
provided. 9. Sprinkle on System on EO
tank provided. 10. Hi temperature alarms
provided. 11. Chilling coil provided. To
storage tank covers 90 % in the bottom 2-3 tons E. O. left without chilling.
1. To dilute the 1 liter of EON, 18 liters water is required. Considering this sufficient quantity of water shall be ensured.
2. All flange joints shall be checked regularly.

Prepared By Kutch Chemical Industries Ltd. Page : 59 HSE Department Rev. : 00
Parameter Guide Words
Possible causes Possible consequences Measures/Existing facilities safeguard
Action Required
Temperature Less 1. Good Chilling. 2. Too cold atmosphere
during the winter.
1. Decrease in E. O. Pressure.
1. Temperature Gauge provided. 2. Insulation provided.
Pressure More 1. N2 valve passing. 2. More temperature in the
storage tank.
1. Leakage from flange may occur
2. Blow off from Safety Valve.
3. Toxic & Fire Hazards. Explosion Hazards. Air pollution.
1. Pressure switch provided on E. O. tank.
2. Inbuilt N2 pressure is 5.8 kg/cm2 so by human error N2 valve remains open than also it will not rise up to 5.8 kg/came. Safety valve of Storage tank set at 6.5 Kg/cm2
1. During the pop of Safety valve it shall be ensured the sufficient quantity of water for dilution.
2. In case Safety valve do not set to its back position after venting the extra pressure (this scenarios shall be considered.)
3. Foam type monitor shall be considered.
4. Calibration for all instruments shall be done vigorously.
Less 1. Leakage from flange joints,
2. Pump discharges less. 3. Mal functioning FCV 4. Valve partially closed.
In case activation of any interlock than also the flow will be low.

Prepared By Kutch Chemical Industries Ltd. Page : 60 HSE Department Rev. : 00
Parameter Guide Words
Possible causes Possible consequences Measures/Existing facilities safeguard
Action Required
Flow More Covered under pressure 1. During the pop of Safety valve it shall be ensured the sufficient quantity of water for dilution.
2. In case Safety valve do not set to its back position after venting the extra pressure (this scenarios shall be considered.)
3. Foam type monitor shall be considered. Calibration for all instruments shall be done vigorously.
Less
Covered under pressure Process disturbance. Spillage hazards
Reverse
Not Possible
No Safety hazards
Auto shut off valve provided.
Leakage of water in storage tank.
Other than Leakage from cooling coil
Moisture in E.O. quality problem in EO. Wastage of material
Pressure gauge on the outer side of the cooling coil shall be provided.

Prepared By Kutch Chemical Industries Ltd. Page : 61 HSE Department Rev. : 00
Table: 4.9 HAZOP STUDY WORKSHEET Study Title From outlet of storage tank to inlet of batch tank. Drawing No. 0 Revision No. NIL Date 28-06-2008 Hazop Team Mr Deepak Chanchad Part Considered Storage tank & pump Activity Transferring of Raw material Design intent PRES. TEMP FLOW VACU. Material : E. O. Amb Source : From storage tank
Parameter Guide
Words Possible causes Possible
consequences Measures/Existing facilities safeguard
Action Required
Temperature More
1. Seasonal effect 2. Poor insulation of
pipeline. 3. Falling of hot water on
uninsulated line. 4. Incoming E. O. from
storage tank itself has high temperature.
1. More pressure in the pipeline may give rise to leakage.
2. From poor flange joints, valve. Fire & health hazards.
Insulation on pipeline & batch tank provided.
1. To dilute the 1 liter of EON, 18 liters water is required. Considering this sufficient quantity of water shall be ensured.
2. All flange joints shall be checked regularly.
Less
1. Seasonal effect 2. lekage of chilled water
in E.O. from tank.
No workplace Hazards. It the basic requirement but High moisture in E.O. Wastage of E. O.
Safety valve provided on batch tank.
Pressure More Covered under flow
Less Covered under flow

Prepared By Kutch Chemical Industries Ltd. Page : 62 HSE Department Rev. : 00
Parameter Guide Words
Possible causes Possible consequences
Measures/Existing facilities safeguard
Action Required
Flow More
1. N2 pressures more. 2. Valve failure 3. FIC mal function. 4. Human error.
1. Pressure rise in batch tank.
2. Leakage in flange joint.
3. Safety valve of batch tank may popup.
4. Tank filling operation completed in less time.
Pressure gauge shall be provided on batch tank.
Less
1. Choking in the excess flow valve. (Holes are choked.)
2. Low pressure of N2 itself.
3. Valve choked.
No safety hazards but it will take more time for filling operation.
Reverse No chances 1. NRV provided. 2. Auto shut off valve provided.

Prepared By Kutch Chemical Industries Ltd. Page : 63 HSE Department Rev. : 00
ACETALININDE PLANT Table 4.10 HAZOP STUDY WORKSHEET Study Title Raw material to the storage tank ( Day Tank ) Drawing No. 0 Revision No. NIL Date 08.07.2010 Hazop Team Mr. Deepak Chanchad Part Considered Storage tank & pump Activity Transfer Design intent PRES. TEMP FLOW VACU. Material : Acetic Acid Am Am Source : From storage tank.
Parameter Guide
Words Possible causes Possible
consequences Measures/Existing facilities safeguard
Action Required
Flow Pressure
No
1. No material in the storage tank.
2. Pump tripped. 3. Pump discharge valve
closed. 4. Heavy leakage in pipe line.
No material to service tank.
Pressure gauge provided on the pump discharge valve.
1. Non-returnable Valve to be provided.
2. Arrow indicator to be provided on pipeline.
3. Stand by pump to be provided.
4. Pump, storage tank & pipe line identification to be done.
5. Color code to be provided.
6. Work permit procedure to be followed for handling of hazardous chemicals.
7. PPE compliance to be followed during handling of acid.
More 1. Valve opened more than set value
2. Human Error.
More material to the service tank.
Reverse Not possible Less SOP to be prepared.

Prepared By Kutch Chemical Industries Ltd. Page : 64 HSE Department Rev. : 00
Table 4.11 HAZOP STUDY WORKSHEET Study Title Reaction Process Drawing No. 0 Revision No. NIL Date 08.07.2010 Hazop Team Mr. Deepak Chanchad Part Considered Storage tank & pump Activity Reaction Design intent PRES. TEMP FLOW VACU. Material : Acetic Acid & Aniline + Acetic anhydride. Am 130 Source : From the storage tank.
Parameter Guide
Words Possible causes Possible
consequences Measures/Existing facilities safeguard
Action Required
Temperature More 1. Hot oil circulation temperature is more.
2. Choking of pipeline of inlet & out let of condenser.
3. Poor cooling in condenser.
1. Process Disturbance.
2. (Reaction time will be more.)
3. Product will char.
1. Pressure gauge & temperature gauge to be provided.
2. Safety valve provided on reactor’s jacket.
1. Arrow indicator to be provided.
2. Sand tray to be provided for the collection of storage.
3. SOP to be prepared.
Less 1. Ambient temperature is low.
2. Good cooling. 3. Hot oil circulation
temperature is low.
Efficient process will not take place.
Pressure More Atmospheric pressure reaction
SOP to be prepared.
Less
Not possible
Power failure
No process will take place.
DG set provided.

Prepared By Kutch Chemical Industries Ltd. Page : 65 HSE Department Rev. : 00
CHLORO SULPHONIC ACID PLANT
Table 4.12 HAZOP STUDY WORKSHEET Study Title Chilling of the HCL Drawing No. 0 Revision No. NIL Date 08.07.2010 Hazop Team Mr Deepak Chanchad Part Considered Storage tank & pump Activity Chilling Design intent PRES. TEMP FLOW VACU. Material : HCL ---- ---- ---- Source : Form MCB plant
Parameter Guide
Words Possible causes Possible
consequences Measures/Existing facilities safeguard
Action Required
Chilling No
1. No supply of chilling media.
2. Power failure 3. Insulation damaged. 4. Seasonal effect 5. HCL flow is low. 6. More impurities of
organics from the other plant.
1. Poor chilling of the HCL.
2. Process delayed.
1. Temperature controller is provided.
2. Insulation provided on the chiller.
More Not possible.
Reverse Not possible.

Prepared By Kutch Chemical Industries Ltd. Page : 66 HSE Department Rev. : 00
Table 4.13 HAZOP STUDY WORKSHEET Study Title Gas cleaning Drawing No. Revision No. NIL Date 08.07.2010 Hazop Team Mr Deepak Chanchad Part Considered Activity Cleaning of HCL Design intent PRES. TEMP FLOW VACU. Material : HCL Source : From chilling section
Parameter Guide
Words Possible causes Possible
consequences Measures/Existing facilities safeguard
Action Required
Cleaning No
1. No supply of HCL. 2. Cleaning media
circulation stopped. 3. Poor circulation. 4. H2SO4 exhausted.
1. No Health & Safety hazards.
2. Quality of cleaning of the HCL will be affected. (Moister will not removed and due to moisture wet gas will carry over in the reaction.
1. Physical check for the cleaning media which is to be changed after certain cycle.
2. Pump stop alarm to be provided.
More Good quality of cleaning media.
No process & safety hazards.
Temperature More Choking in scrubber & vapor. Accumulation in gas phase.

Prepared By Kutch Chemical Industries Ltd. Page : 67 HSE Department Rev. : 00
Table 4.14 HAZOP STUDY WORKSHEET Study Title Reaction Drawing No. Revision No. NIL Date 08.07.2010 Hazop Team Mr. Deepak Chanchad Part Considered Activity Reaction Design intent PRES. TEMP FLOW VACU. Material : Dry HCL & SO# 3-5 kg
/cm2 Am As per
blower --- Source : From the storage tank.
Parameter Guide
Words Possible causes Possible
consequences Measures/Existing facilities safeguard
Action Required
Flow More 1. HCL flow as per blower. 2. SO3 flow more than set
value. 3. Human error.
1. No process disturbance.
2. Un reacted sulfur trioxide generation will be more.
1. Temperature indicator provided.
2. Pressure gauge provided.
Arrow indicators & pipeline color code to be provided.
Less/ No 1. Blower amp low. 2. Blower stopped
Process Delayed.
Temperature More Flow of HCL & SO3 are more.
Increase in temperature & pressure.
Less Flow of HCL & SO3 are less.
Decrease in pressure & temperature
Power failure
--- 1. Un-reacted gas will come out from the scrubber.
2. Circulation will be stopped & reaction will take place.
Captive Power plant.

Prepared By Kutch Chemical Industries Ltd. Page : 68 HSE Department Rev. : 00
SULFURIC ACID PLANT Table 4.15 HAZOP STUDY WORKSHEET Study Title Melting of Sulfur Drawing No. 0 Revision No. NIL Date 07.07.2010 Hazop Team Mr Deepak Chanchad Part Considered Storage tank & pump Activity Melting Design intent PRES. TEMP FLOW VACU. Material : Sulfur 135 Source : From the Sulfur storage tank.
Parameter Guide
Words Possible causes Possible
consequences Measures/Existing facilities safeguard
Action Required
Temperature More 1. Low quantity of sulfur (Sulfur fed poorly.
2. Steam temperature high. 3. Ambient temperature high.
Good for the process.
1. DSC operated plant. 2. Pressure indicator provided. 3. Temperature gauge provided. 4. Level indicator provided. 5. Closed process 6. Controls on flow. Temperature &
pressure are provided.
Interlocks between the Burner temperature & steam flow is suggested.
Less 1. Incoming steam temperature low.
2. Ambient temperature low. 3. More quantity of sulfur fed
in the burner.
Pressure More
1. Temperature is very high. 2. Choking in the upward
stream.
Over pressurization may affect on there factory wall over a long run.
Pressure indicator provided. Temperature gauge provided.
1. Physical checks to be ensured.
2. Periodic inspection of the Sulfur burner to be ensured.
Less As per low temperature. Sulfur & Steam Mixing Leakage in the steam coil. Material will spoil. Temperature gauge & pressure gauge
provided.
Power failure
---- Sulfur May jammed Captive Power Plant. Critical equipment should be connected with the DG supply.

Prepared By Kutch Chemical Industries Ltd. Page : 69 HSE Department Rev. : 00
Table 4.16 HAZOP STUDY WORKSHEET Study Title Burning of sulfur with air. Drawing No. 0 Revision No. NIL Date 08.07.2010 Hazop Team Mr. Deepak Chanchad Part Considered Sulfur Burner Activity Pumping Design intent PRES. TEMP Sulfur VACU. Material : Sulfur 1100 - ---- Source : From the Sulfur storage tank.
Parameter Guide
Words Possible causes Possible
consequences Measures/Existing facilities safeguard
Action Required
Temperature More 1. Incoming air temperature is high.
2. Efficient operation of furnace.
No process hazards as it is the process requirement.
1. Temperature controller provided. 2. Glass window provided.
Arrow indicators to be provided on fuel line.
Less 1. Poor incoming air temperature
2. Poor flow of fuel.
Conversion process of the SO2 will not take place.
Pressure More 1. Incoming air flow is more than set value.
2. Discharge of SO2 gas restricted due to choking.
3. Rupture of partition wall. 4. More incoming pressure
from the sulfur melter.
Heavy leakage may started form the panel door & also some time rupture of furnace.
Less 1. No flow of air. 2. No sulfur from the melter.
No Health & safety hazards.
Flow More As per more pressure. Low As low pressure.
Power failure.
Jamming of sulfur In burner.
DG set provided.

Prepared By Kutch Chemical Industries Ltd. Page : 70 HSE Department Rev. : 00
Table 4.17 HAZOP STUDY WORKSHEET Study Title Catalyst convertor Drawing No. 0 Revision No. Nil Date 08.07.2010 Hazop Team Mr. Deepak Chanchad Part Considered Sulfur Burner Activity Design intent PRES. TEMP FLOW VACU. Material : SO3, Vanadiumpentoxide. Source :
Parameter Guide
Words Possible causes Possible
consequences Measures/Existing facilities safeguard
Action Required
Temperature More 1. Incoming air temperature is high.
2. Efficient operation of furnace.
No process hazards as it is the process requirement.
1. Temperature controller provided. 2. Glass window provided.
Less 1. Poor incoming air temperature
2. Poor flow of fuel.
Conversion process of the SO2 will not take place.
Pressure More 1. Incoming air flow is more than set value.
2. Discharge of SO2 gas restricted due to choking.
3. Rupture of partition wall. 4. More incoming pressure
from the sulfur smelter. 5.
Heavy leakage may started form the panel door & also some time rupture of furnace.
Less 1. No flow of air. 2. No sulfur from the melter.
No Health & safety hazards.
Flow More As per more pressure. Low As low pressure.
Power failure.
Jamming of sulfur In burner.
DG set provided.
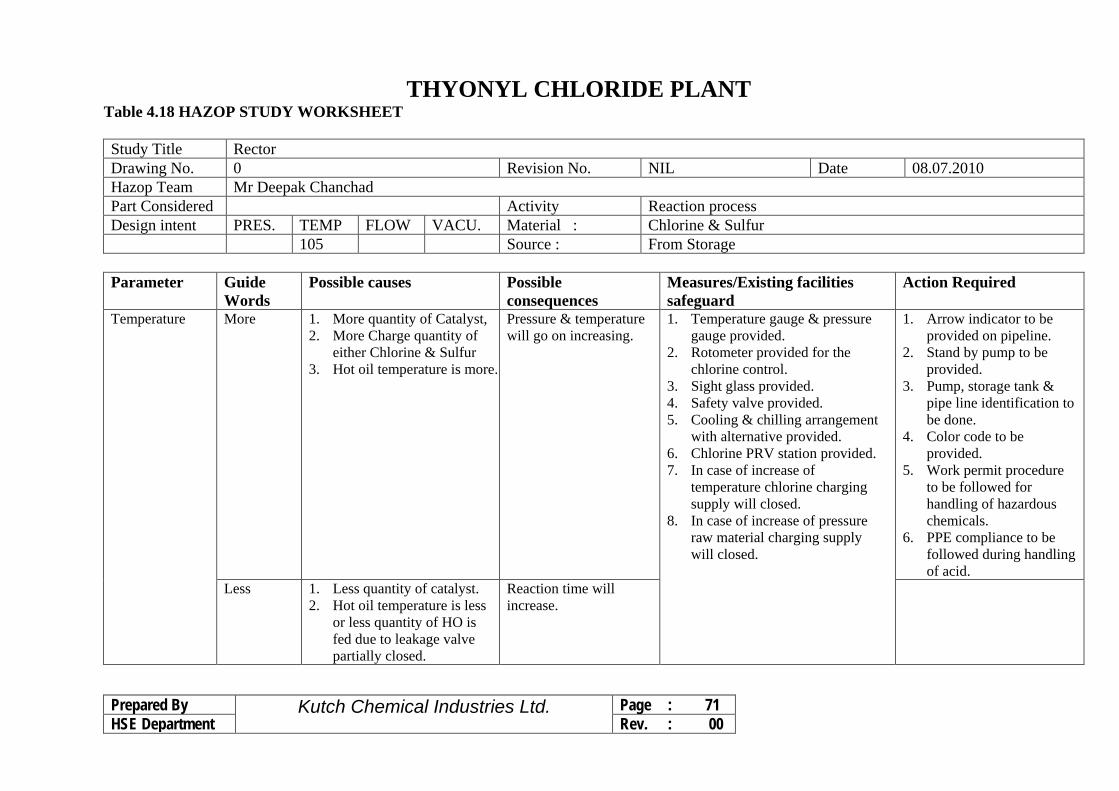
Prepared By Kutch Chemical Industries Ltd. Page : 71 HSE Department Rev. : 00
THYONYL CHLORIDE PLANT Table 4.18 HAZOP STUDY WORKSHEET Study Title Rector Drawing No. 0 Revision No. NIL Date 08.07.2010 Hazop Team Mr Deepak Chanchad Part Considered Activity Reaction process Design intent PRES. TEMP FLOW VACU. Material : Chlorine & Sulfur 105 Source : From Storage
Parameter Guide
Words Possible causes Possible
consequences Measures/Existing facilities safeguard
Action Required
Temperature More 1. More quantity of Catalyst, 2. More Charge quantity of
either Chlorine & Sulfur 3. Hot oil temperature is more.
Pressure & temperature will go on increasing.
1. Temperature gauge & pressure gauge provided.
2. Rotometer provided for the chlorine control.
3. Sight glass provided. 4. Safety valve provided. 5. Cooling & chilling arrangement
with alternative provided. 6. Chlorine PRV station provided. 7. In case of increase of
temperature chlorine charging supply will closed.
8. In case of increase of pressure raw material charging supply will closed.
1. Arrow indicator to be provided on pipeline.
2. Stand by pump to be provided.
3. Pump, storage tank & pipe line identification to be done.
4. Color code to be provided.
5. Work permit procedure to be followed for handling of hazardous chemicals.
6. PPE compliance to be followed during handling of acid.
Less 1. Less quantity of catalyst. 2. Hot oil temperature is less
or less quantity of HO is fed due to leakage valve partially closed.
Reaction time will increase.

Prepared By Kutch Chemical Industries Ltd. Page : 72 HSE Department Rev. : 00
Parameter Guide Words
Possible causes Possible consequences
Measures/Existing facilities safeguard
Action Required
Pressure More
As per temperature
Less
Flow More Human error. More charging of material.
Pressure & temperature will go on increasing.
Power failure
No GEB supply. Captive power plant provided.

Prepared By Kutch Chemical Industries Ltd. Page : 73 HSE Department Rev. : 00
Table 4.19 HAZOP STUDY WORKSHEET Study Title Gas mixture Drawing No. 0 Revision No. NIL Date 08.07.2010 Hazop Team Mr Deepak Chanchad Part Considered Activity Gas Mixing Design intent PRES. TEMP FLOW VACU. Material : Chlorine, SO2 & SDC Source : From Storage
Parameter Guide
Words Possible causes Possible
consequences Measures/Existing facilities safeguard
Action Required
Temperature More 1. More quantity of Catalyst, 2. More Charge quantity of eithe
Chlorine & Sulfur 3. Hot oil temperature is more. 4. More SO2 from the holder
tank.
Pressure & temperature will go on increasing.
1. Temperature gauge & pressure gauge provided.
2. Rotometer provided for the chlorine control.
3. Sight glass provided. 4. Safety valve provided . 5. Cooling & chilling arrangement
with alternative provided. 6. Chlorine PRV station provided.
1. Non returnable Valve to be provided.
2. Arrow indicator to be provided on pipeline.
3. Stand by pump to be provided.
4. Pump, storage tank & pipe line identification to be done.
5. Color code to be provided. 6. Work permit procedure to
be followed for handling of hazardous chemicals.
7. PPE compliance to be followed during handling of acid.
8. Periodic checking of the condenser to be followed.
Less 1. Less quantity of catalyst. 2. Hot oil temperature is less
or less quantity of HO is fed due to leakage, valve partially closed.
Reaction time will increase.
Pressure More As per temperature Less 1. Human error.
2. More charging of material. Pressure & temperature will go on increasing.
Flow More No GEB supply. Pump circulation will stop.
Power failure Captive power plant provided.

Prepared By Kutch Chemical Industries Ltd. Page : 74 HSE Department Rev. : 00
Table 4.20 HAZOP STUDY WORKSHEET Study Title High Boiler fractional Distillation Column Drawing No. 0 Revision No. NIL Date 08.07.2010 Hazop Team Mr. Deepak Chanchad Part Considered HBFC, Condenser, Heat Exchanger & Carbon bed. Activity Distillation Design intent PRES. TEMP FLOW VACU. Material : Crude TC Source : From the Crude TC Reciever.
Parameter Guide
Words Possible causes Possible consequences Measures/Existing facilities
safeguard Action Required
Temperature More Good Heating
1. No process hazards. It is part of the requirement.
2. It will accelerate the distillation process
1. Temperature gauge & pressure gauge provided.
2. Sight glass provided. 3. Safety valve provided . 4. Cooling & chilling
arrangement with alternative provided.
5. Chlorine PRV station provided.
1. Non return Valve to be provided.
2. Arrow indicator to be provided on pipeline.
3. Stand by pump to be provided.
4. Pump, storage tank & pipe line identification to be done.
5. Color code to be provided.
6. Periodic checking of the condenser to be followed.
Less Poor Heating No distillation will take place. Process delayed.
Pressure More Not possible ----- Less Not Possible -----
Flow More Not possible ----- Power
failure No GEB supply. Distillation will not
achieve. Captive power plant provided.

Prepared By Kutch Chemical Industries Ltd. Page : 75 HSE Department Rev. : 00
Table 4.21 HAZOP STUDY WORKSHEET Study Title Final Product Distillation Column Drawing No. 0 Revision No. NIL Date 08.07.2010 Hazop Team Mr Deepak Chanchad Part Considered HBFC, Condenser, Heat Exchanger &
Carbon bed. Activity TC Distillation
Design intent PRES. TEMP FLOW VACU. Material : Crude TC Yes Yes Source : From HBFC.
Parameter Guide
Words Possible causes Possible
consequences Measures/Existing facilities safeguard
Action Required
Temperature More Good Heating
1. No process hazards. It is part of the requirement.
2. It will accelerate the distillation process
1. Temperature gauge & pressure gauge provided.
2. Sight glass provided. 3. Safety valve provided . 4. Cooling & chilling
arrangement with alternative provided.
1. Non returnable Valve to be provided.
2. Arrow indicator to be provided on pipeline.
3. Stand by pump to be provided.
4. Pump, storage tank & pipe line identification to be done.
5. Periodic checking of the condenser to be followed.
Less Poor Heating No distillation will take place. Process delayed.
Pressure More Not possible ----- Less Not Possible -----
Flow More Not possible ----- Power
failure No GEB supply. Distillation will not
achieved. Captive power plant provided.

Prepared By Kutch Chemical Industries Ltd. Page : 76 HSE Department Rev. : 00
MONOCHLORO BENEZEN PLANT
Table 4.22 HAZOP STUDY WORKSHEET Study Title Reaction of Chlorine Drawing No. 0 Revision No. NIL Date 08.07.2010 Hazop Team Mr. Deepak Chanchad Part Considered Activity Reaction Design intent PRES. TEMP FLOW VACU. Material : Chlorine & Benzene Source : From the storage tank
Parameter Guide
Words Possible causes Possible
consequences Measures/Existing facilities safeguard
Action Required
Temperature More 1. More quantity of chlorine due to wrong setting of Rotometer.
2. Rotometer malfunction 3. Poor cooling of reactor. 4. Ambient temperature is
high. 5. More flow of benzene
due to human error.
1. Flame Proof fitting are provided.
2. Rota Meter is provided. 3. Double static earthing
provided to all equipment. 4. Jumpers are provided on all
the pipe line joint. 5. Benzene flow cut off at high
temperature in reactor have been provided.
6. Temperature controllers are provided in front of Operators cabin.
1. To handle the chlorine emergency chorine kit to be ensured.
2. Chlorine detectors to be provided.
Less 1. Flow of chlorine is less. 2. Rotometer malfunctions. 3. No benzene flow or
choking in spray nozzles.
4. Chlorine sprayer got choked.

Prepared By Kutch Chemical Industries Ltd. Page : 77 HSE Department Rev. : 00
Parameter Guide Words
Possible causes Possible consequences
Measures/Existing facilities safeguard
Action Required
Pressure More As per flow
Less As per flow
Flow More 1. Rotometer failure 2. More flow from the
chlorine header itself.
Temperature will go on increasing
Less 1. Rotometer malfunction. 2. Less flow from the
chlorine itself. 3. Valve closed.
Process delayed.
Power failure
1. No supply due to electrical fault
2. & also the captive power plant not running.
Captive power plant provided. 1. Chlorine supply to be closed immediately as it leads to environmental hazards. Un reacted chlorine will go to the atmosphere.
2. DG set to be provided & all critical equipment shall be connected with the DG supply.

Prepared By Kutch Chemical Industries Ltd. Page : 78 HSE Department Rev. : 00
DMS PLANT
Table 4.23 HAZOP STUDY WORKSHEET Study Title Reaction Drawing No. 0 Revision No. NIL Date 08.07.2010 Hazop Team Mr Deepak Chanchad Part Considered Activity Reaction Design intent PRES. TEMP FLOW VACU. Material : Methanol Yes 260 No Source : From the Heat exchanger & condenser
Parameter Guide
Words Possible causes Possible
consequences Measures/Existing facilities safeguard
Action Required
Temperature More 1. Hot oil circulation is more.
2. More temperature of the methanol gas.
3. More charging of the catalyst.
4. Ambient temperature is more.
1. Pressure will go on increasing.
2. No process hazards.
3. It is the part of requirement.
1. DSC Plant operation 2. Flow control valve provided
on the methanol. 3. Flame Proof fitting are
provided. 4. Double static earthing
provided to all equipment. 5. Jumpers are provided on all
the pipe line joint. 6. Safety Valve & Pressure
gauge are provided on Hot oil circulation circuit.
1. Calibration of all instruments to be carried out.
2. SOP to be prepared. 3. Annual shut down to
be carried out and corroded plant to be replaced.
4. Thickness monitoring of the vessels to be carried out.
Less Low catalyst quantity of catalyst due to human error.
1. Process delayed. 2. DMS gas will not
produced.
Pressure More As per flow
Less As per flow

Prepared By Kutch Chemical Industries Ltd. Page : 79 HSE Department Rev. : 00
Parameter Guide Words
Possible causes Possible consequences
Measures/Existing facilities safeguard
Action Required
Flow More 1. Pump Ampere more. 2. Valve fully open 3. In the system. 4. Human error.
Less 1. Pump amp low 2. Leakage in the pipe line. 3. Valve partially closed in
the HE & condenser system.
4. No material in the storage tank.
Power failure
1. No GEB supply. 2. Sudden failure in the
electrical system.
Process disturbance. Captive power plant provided.

Prepared By Kutch Chemical Industries Ltd. Page : 80 HSE Department Rev. : 00
Table 4.24 HAZOP STUDY WORKSHEET Study Title Reaction Drawing No. 0 Revision No. NIL Date 08.07.2010 Hazop Team Mr. Deepak Chanchad Part Considered Activity Chilling Reaction Design intent PRES. TEMP FLOW VACU. Material : SO3 & Methanol Yes No Source : From the reactor.
Parameter Guide
Words Possible causes Possible
consequences Measures/Existing facilities safeguard
Action Required
Temperature More 1. Not Possible. 2. Chilling process
1. DCS operated plant. 2. Closed process 3. Pressure gauge provided on
the chilled water jacket. 4.
Less 1. Good chilling effect. 2. Winter days. 3. Good insulation
1. Good for the process.
2. No safety hazards
Pressure More Not possible
Less Not possible
Flow More Not possible
Less Not possible.
Power failure
1. No GEB supply. 2. Sudden failure in the
electrical system.
Process Disturbance Captive power plant provided.
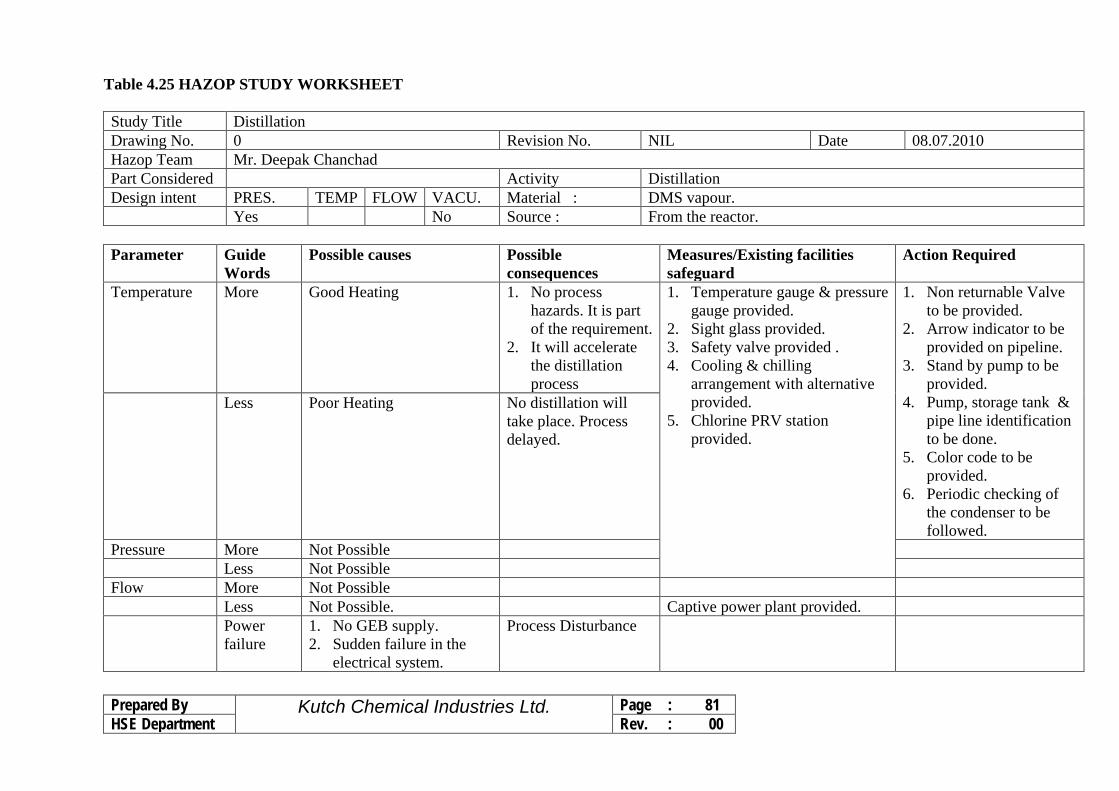
Prepared By Kutch Chemical Industries Ltd. Page : 81 HSE Department Rev. : 00
Table 4.25 HAZOP STUDY WORKSHEET Study Title Distillation Drawing No. 0 Revision No. NIL Date 08.07.2010 Hazop Team Mr. Deepak Chanchad Part Considered Activity Distillation Design intent PRES. TEMP FLOW VACU. Material : DMS vapour. Yes No Source : From the reactor.
Parameter Guide
Words Possible causes Possible
consequences Measures/Existing facilities safeguard
Action Required
Temperature More Good Heating
1. No process hazards. It is part of the requirement.
2. It will accelerate the distillation process
1. Temperature gauge & pressure gauge provided.
2. Sight glass provided. 3. Safety valve provided . 4. Cooling & chilling
arrangement with alternative provided.
5. Chlorine PRV station provided.
1. Non returnable Valve to be provided.
2. Arrow indicator to be provided on pipeline.
3. Stand by pump to be provided.
4. Pump, storage tank & pipe line identification to be done.
5. Color code to be provided.
6. Periodic checking of the condenser to be followed.
Less Poor Heating No distillation will take place. Process delayed.
Pressure More Not Possible Less Not Possible Flow More Not Possible Less Not Possible. Captive power plant provided. Power
failure 1. No GEB supply. 2. Sudden failure in the
electrical system.
Process Disturbance

Prepared By Kutch Chemical Industries Ltd. Page : 82 HSE Department Rev. : 00


















