![Wykonywanie elementów monolitycznych 712[01].Z2 · 3. Cele kształcenia 6 4. Materiał nauczania 7 4.1. Betonowanie fundamentów 7 4.1.1. Materiał nauczania 7 ... czy dobrze wykonujesz](https://static.fdocuments.net/doc/165x107/5fe1d7d7a74c65669a7f3615/wykonywanie-elementw-monolitycznych-71201z2-3-cele-ksztacenia-6-4-materia.jpg)
KATALOG 2016 - toolswro.com.pl · KATALOG 2016 PRODUCENT OBROTOWYCH NARZĘDZI MONOLITYCZNYCH...
21
KATALOG 2016 PRODUCENT OBROTOWYCH NARZĘDZI MONOLITYCZNYCH MANUFACTURER OF SOLID CARBIDE ROTARY TOOLS Since 1993 KATALOG 2016
-
Upload
truongkhue -
Category
Documents
-
view
232 -
download
2
Transcript of KATALOG 2016 - toolswro.com.pl · KATALOG 2016 PRODUCENT OBROTOWYCH NARZĘDZI MONOLITYCZNYCH...

KATALOG 2016
PRODUCENT OBROTOWYCH NARZĘDZI
MONOLITYCZNYCH
MANUFACTURER OF SOLID CARBIDE
ROTARY TOOLS
Since 1993
KATALOG 2016
NARZĘDZIA SKRAWAJĄCE TOOLS - NOWOCZESNA POLSKA FABRYKA NARZĘDZI
Narzędzia Skrawające Tools Sp. z o. o. działa na rynku narzędziowym od 1993 r.W roku 2004 uruchomiliśmy profesjonalną ostrzalnię narzędzi skrawających. Od roku 2010, dzięki pozyskaniu środków z Unii Europejskiej nastąpił dynamiczny rozwój firmy jako producenta narzędzi skrawających. Główne inwestycje realizowane w latach 2010 - 2015:n Budowa nowoczesnego zakładu produkcyjnegon Zakup najnowocześniejszych szlifierek narzędziowychn Zakup stanowiska CAD - CAM do projektowania narzędzi n Zakup nowoczesnego centralnego systemu filtracji olejun Zakup najwyższej klasy urządzeń pomiarowych 3D i do pomiaru wielkości mikropromienin Zakup urządzenia do polerowania i zaokrąglania krawędzi skrawających
Dział Projektowy. Na podstawie otrzymanych rysunków technicznych elementów obrabianych oraz wymagań klienta, zespół doświadczo-nych konstruktorów i technologów przy wykorzystaniu systemu CAD - CAM ( 2D i 3D) projektuje optymalne narzędzie.Park maszynowy. Dział Produkcji dysponuje obecnie precyzyjnymi szlifierkami narzędziowymi Walter Power i Anca. Dzięki odpowiedniej klasie i konfiguracji szlifierek możemy produkować narzędzia o średnicy już od 1 mm do 32 mm. Kontrola jakości. Obecnie spółka dysponuje trzema maszynami pomiarowymi, w tym najnowocześniejszą maszyną pomiarową firmy Zoller Genius 3, o dokładności pomiarowej 0,001 mm!Usługi powlekania narzędzi. W zakresie nakładania powłok PVD współpracujemy ze światowym liderem w tej dziedzinie - firmą Oerlikon Balzers.
Nasza misja to:Oferowanie klientom zaawansowanych technologicznie narzędzi, poprawiających wydajność oraz jakość produkcji. Dzięki naszemu doświadczeniu, pasji i odpowiedzialności przyczyniamy się do sukcesów naszych klientów i wraz z nimi się rozwijamy.
Narzędzia Skrawające TOOLS posiada certyfikat Zarządzania Jakością ISO 9001:2008 Zapraszamy do współpracy!Prezes Zarządu Jacek Golda
NARZĘDZIA SKRAWAJĄCE TOOLS - MODERN POLISH TOOL FACTORY
Narzędzia Skrawające TOOLS Sp. z o. o. has been active in the market since 1993.In 2004 we opened a professional cutting tool grinding shop. Since 2010, thanks to funds obtained from the EU, our company has been developing dynamically as a cutting tools manufacturer. Main investments implemented between 2010 - 2015:n Construction of a modern plantn Purchase of high-tech CNC grindersn Purchase of a CAD - CAM workstation for tool design n Purchase of new coolant oil filtration system in closed circuitn Purchase of high-tech 3D measurement devices and machine for micro-radius measurementn Purchase of a machine for polishing and rounding of the cutting edges
Design Service. A team of experienced designers and technologists designs optimal tools on the basis of technical drawings of the ma-chined elements and the customer’s requirements, using the CAD - CAM system (2D and 3D).Machinery stock. Our Production Department uses precise Walter Power and Anca tool grinders. Thanks to the appropriate class and configuration of tool grinders we are able to manufacture tools within a diameter range from 1.00 mm to 32 mm. Quality control. Currently the company uses three measuring machines, including high-tech Zoller Genius 3 measuring machine with measuring accuracy down to 0.001 mm!Tool coating services. Our PVD coating services involve cooperation with the world leader in this field - Oerlikon Balzers.
Our mission:Providing our customers with high-tech tools that improve efficiency and quality of production. Thanks to our experience, passion and responsibility we contribute to the success of our customers and further develop with them.
Narzędzia Skrawające TOOLS is a holder of the Quality Management ISO 9001:2008 Certificate
We are looking forward to doing business with youPresident of the Board Jacek Golda
Nagrody i wyróżnienia za dynamiczny rozwój firmyAwards and distinctions for dynamic development of the company

THM901 D.6-20 mm
THM902 D.6-16 mm
THM701 D.4-20 mm
THM702 D.6-16 mm
THM501 D.6-16 mm
THM502 D.6-16 mm
Frezy z monolitu węglika do obróbki materiałów utwardzonych 45 - 60 HRCSolid carbide end mills for hardened materials 45 - 60 HRC
Wstęp / IntroductionSpis treści / IndexLegenda/ KeyZestawy frezów PROCUTTER / PROCUTTER end mills KITs
Frezy z monolitu węglika ogólnego stosowaniaSolid carbide end mills for general use
SPIS TREŚCI / INDEX strona / page1
2 - 344
5 -14
5
6
7
8
9
10
11
12
13
14
15 - 20
15
16
17
18
19
20
THM910 D.1-20 mm
THM911 D.3-20 mm
THM912 D.2-20 mm
THM913 D.3-20 mm
THM914 D.2-20 mm
THM710 D.1-20 mm
THM711 D.6-20 mm
THM712 D.4-20 mm
THM713 D.4-20 mm
THM512 D.4-12 mm
2 3
Frezy z monolitu węglika do obróbki formSolid carbide end mills for moulds machining
THM730 D.3-10 mm
THM731 D.3-10 mm
THM530 D.6-10 mm
THM531 D.6-10 mm
SPIS TREŚCI / INDEX strona / page
21 - 24
21
22
23
24
25 - 28
25
26
27
28
29
30 - 33
30
31
32
33
34
35
NOWOŚĆ 2015 / 2016 - NEW 2015 / 2016Frezy z monolitu węglika do obróbki aluminium, miedzi i tworzyw sztucznychSolid carbide end mills for aluminium, copper and thermoplastics
THM941 D.3-10 mm
THM942 D.3-12 mm
THM943 D.4-16 mm
THM742 D.3-16 mm
THM543 D.4-10 mm
Technologia produkcji narzędzi / Tools manufacturing technology
Regeneracja narzędzi obrotowych / Rotary tools regeneration
PRODUKCJA NARZĘDZI SPECJALNYCH Z MONOLITU WĘGLIKASOLID CARBIDE SPECIAL TOOLS PRODUCTION
Informacje techniczne / Technical informationFormularz zapytania ofertowego: frezy pełnowęglikoweApplication form: solid carbide end millsFormularz zapytania ofertowego: wiertła pełnowęglikowe - prosty kanał wiórowy, 2 ostrzoweApplication form: solid carbide drills - straight flutes, Z=2Formularz zapytania ofertowego: wiertła pełnowęglikowe - skrętny kanał wiórowy, 2 ostrzoweApplication form: solid carbide drills - with helix, Z=2

LEG
END
A /
KEY
Norma zakładowa TOOLSTOOLS norm
Ilość ostrzyNumber of flutes
Kształt narzędziaTools shape
PowłokaCoating
Kierunek skrawaniaCutting direction
Zalecane chłodzenieRecommended coolant
Zalecane zastosowanieRecommended use
Możliwe zastosowaniePossible use
4
KIT średnicadiameters [mm]
typtype
ilość ostrzyno. of flutes
uwagiremarks
KIT THM501-LM 6,8,10,12,16 toroidalne / end mills with corner radius Z=6
powlekane
with coating
KIT THM701-LM 6,8,10,12,16 promieniowe / ball nose end mills Z=2
KIT THM710-AP 6,8,10,12,16 promieniowe / ball nose end mills Z=2
KIT THM711-AP 6,8,10,12,16 promieniowe wydłużone / ball nose end mills, long version Z=2
KIT THM712-AP 6,8,10,12,16 promieniowe / ball nose end mills Z=4
KIT THM713-AP 6,8,10,12,16 promieniowe wydłużone / ball nose end mills, long version Z=4
KIT THM901-LM 6,8,10,12,16 walcowo-czołowe / face end mills Z=6
KIT THM910-AP 6,8,10,12,16 walcowo-czołowe / face end mills Z=2
KIT THM911-AP 6,8,10,12,16 walcowo-czołowe wydłużone / face end mills, long version Z=2
KIT THM912-AP 6,8,10,12,16 walcowo-czołowe / face end mills Z=4
KIT THM913-AP 6,8,10,12,16 walcowo-czołowe wydłużone / face end mills, long version Z=4
KIT THM914-AP 6,8,10,12,16 walcowo-czołowe / face end mills Z=3
KIT THM742 6,8,10,12,16 promieniowe / ball end mills NOWOŚĆ / NEW 2015 Z=2
KIT THM941 3,4,5,6,8 walcowo-czołowe / face end mills NOWOŚĆ / NEW 2015 Z=1
KIT THM942 4,6,8,10,12 walcowo-czołowe / face end mills NOWOŚĆ / NEW 2016 Z=2
KIT THM943 6,8,10,12,16 walcowo-czołowe / face end mills NOWOŚĆ / NEW 2015 Z=3
Zest
aw
y fr
ezó
w P
RO
CU
TTER
/ P
RO
CU
TTER
en
d m
ills
KIT
s
Zalecane parametry skrawania / Cutting data
THM910 - FREZY WALCOWO-CZOŁOWE, Z = 2FACE END MILLS, Z = 2
Wykonywanie rowkówSlotting
Stale / Steels <800 N/mm2 (Vc = 119 m/min)
Stale / Steels <1000 N/m2
Żeliwa szare / Grey cast iron <180 HB, (Vc = 97 m/min)
Stale / Steels <1450 N/mm2 (Vc = 75 m/min)
Kod D [mm]
d [mm]
l [mm]
L [mm]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
THM910-0100-AP 1 3 4 50 37 879 125 0,002 30 876 71 0,001 23 873 43 0,001
THM910-0200-AP 2 3 6 50 18 939 125 0,003 15 438 71 0,002 11 937 43 0,002
THM910-0300-AP 3 3 8 50 12 626 139 0,006 10 292 93 0,005 7 958 64 0,004
THM910-0400-AP 4 4 8 50 9 470 125 0,007 7 719 71 0,005 5 968 43 0,004
THM910-0500-AP 5 5 10 50 7 576 133 0,009 6 175 84 0,007 4 775 55 0,006
THM910-0600-AP 6 6 13 57 6 313 139 0,011 5 146 93 0,009 3 979 64 0,008
THM910-0800-AP 8 8 19 63 4 735 156 0,017 3 860 112 0,015 2 984 81 0,014
THM910-1000-AP 10 10 22 72 3 788 167 0,022 3 088 124 0,020 2 387 91 0,019
THM910-1200-AP 12 12 26 83 3 157 160 0,025 2 573 120 0,023 1 989 89 0,022
THM910-1400-AP 14 14 26 83 2 706 155 0,029 2 205 117 0,027 1 705 87 0,026
THM910-1600-AP 16 16 32 92 2 367 151 0,032 1 930 115 0,030 1 492 86 0,029
THM910-2000-AP 20 20 32 104 1 894 142 0,037 1 544 109 0,035 1 194 82 0,034
Istnieje możliwość zamówienia frezów bez powłoki. Kod THM 910 - średnica.It’s possible to order milling cutters without coating. Code THM 910 - diameter.
Obróbka bocznaSide milling
Stale / Steels <800 N/mm2 (Vc = 131 m/min)
Stale / Steels <1000 N/m2 Żeliwa szare / Grey cast iron <180 HB, (Vc =107 m/min)
Stale / Steels <1450 N/mm2
(Vc = 81 m/min)
Kod D [mm]
d [mm]
l [mm]
L [mm]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
THM910-0100-AP 1 3 4 50 41 699 252 0,003 34 059 172 0,003 25 783 117 0,002
THM910-0200-AP 2 3 6 50 20 849 252 0,006 17 030 172 0,005 12 892 117 0,005
THM910-0300-AP 3 3 8 50 13 900 245 0,009 11 353 177 0,008 8 594 125 0,007
THM910-0400-AP 4 4 8 50 10 425 252 0,012 8 515 172 0,010 6 446 117 0,009
THM910-0500-AP 5 5 10 50 8 340 239 0,014 6 812 168 0,012 5 157 117 0,011
THM910-0600-AP 6 6 13 57 6 950 245 0,018 5 677 177 0,016 4 297 125 0,015
THM910-0800-AP 8 8 19 63 5 212 264 0,025 4 257 198 0,023 3 223 144 0,022
THM910-1000-AP 10 10 22 72 4 170 257 0,031 3 406 196 0,029 2 578 143 0,028
THM910-1200-AP 12 12 26 83 3 475 252 0,036 2 838 195 0,034 2 149 143 0,033
THM910-1400-AP 14 14 26 83 2 978 236 0,040 2 433 183 0,038 1 842 135 0,037
THM910-1600-AP 16 16 32 92 2 606 229 0,044 2 129 179 0,042 1 611 132 0,041
THM910-2000-AP 20 20 32 104 2 085 206 0,050 1 703 162 0,048 1 289 120 0,0471,5D
0,20D
5
FREZ
Y Z
MO
NO
LITU
WĘG
LIK
A O
GÓ
LNEG
O S
TOSO
WA
NIA
/ S
OLI
D C
ARB
IDE
END
MIL
LS F
OR G
ENER
AL
USE
1,0D
0,5D
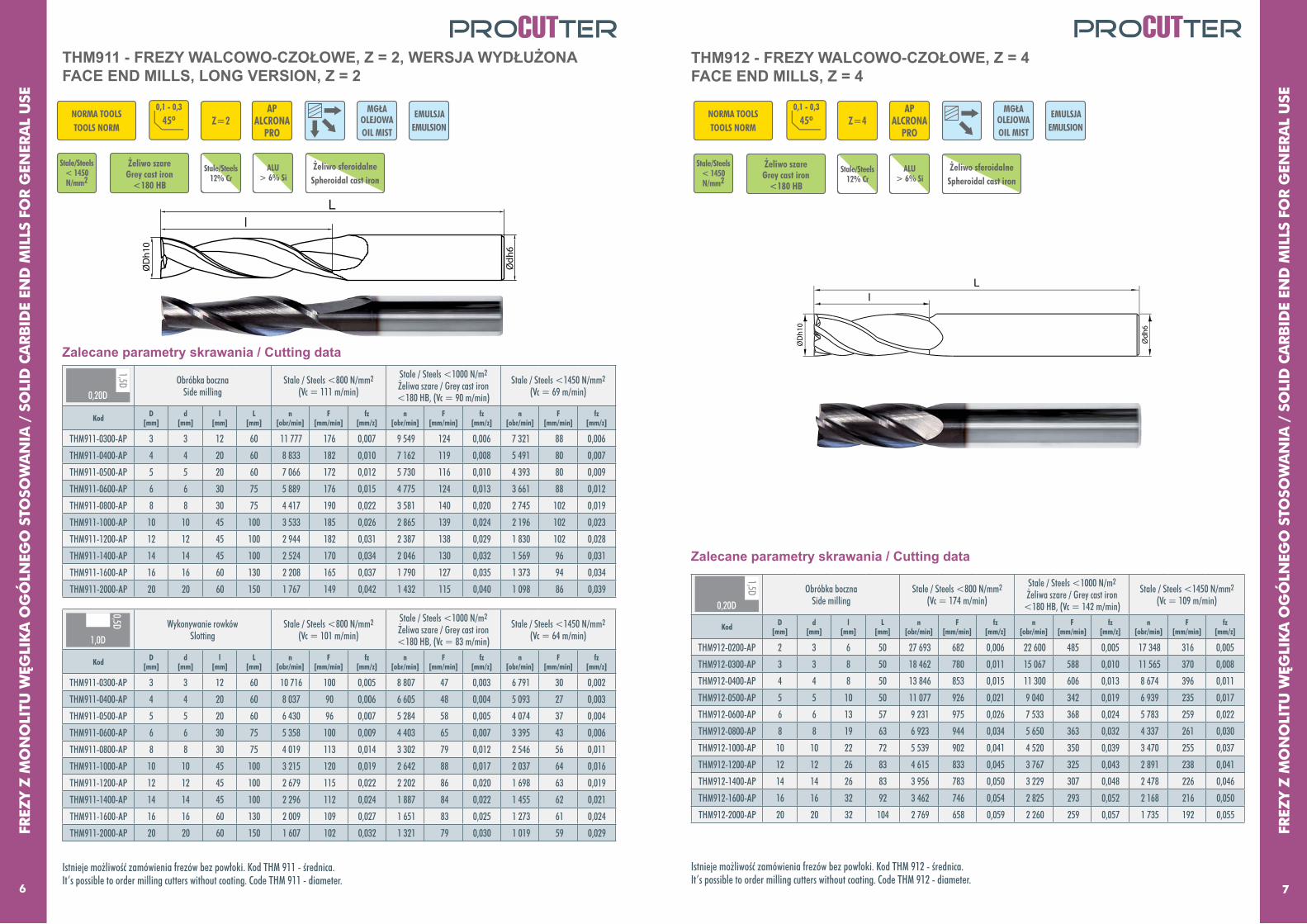
THM911 - FREZY WALCOWO-CZOŁOWE, Z = 2, WERSJA WYDŁUŻONAFACE END MILLS, LONG VERSION, Z = 2
Obróbka bocznaSide milling
Stale / Steels <800 N/mm2 (Vc = 111 m/min)
Stale / Steels <1000 N/m2 Żeliwa szare / Grey cast iron<180 HB, (Vc = 90 m/min)
Stale / Steels <1450 N/mm2 (Vc = 69 m/min)
Kod D [mm]
d [mm]
l [mm]
L [mm]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
THM911-0300-AP 3 3 12 60 11 777 176 0,007 9 549 124 0,006 7 321 88 0,006
THM911-0400-AP 4 4 20 60 8 833 182 0,010 7 162 119 0,008 5 491 80 0,007
THM911-0500-AP 5 5 20 60 7 066 172 0,012 5 730 116 0,010 4 393 80 0,009
THM911-0600-AP 6 6 30 75 5 889 176 0,015 4 775 124 0,013 3 661 88 0,012
THM911-0800-AP 8 8 30 75 4 417 190 0,022 3 581 140 0,020 2 745 102 0,019
THM911-1000-AP 10 10 45 100 3 533 185 0,026 2 865 139 0,024 2 196 102 0,023
THM911-1200-AP 12 12 45 100 2 944 182 0,031 2 387 138 0,029 1 830 102 0,028
THM911-1400-AP 14 14 45 100 2 524 170 0,034 2 046 130 0,032 1 569 96 0,031
THM911-1600-AP 16 16 60 130 2 208 165 0,037 1 790 127 0,035 1 373 94 0,034
THM911-2000-AP 20 20 60 150 1 767 149 0,042 1 432 115 0,040 1 098 86 0,039
0,20D
1,5D
Wykonywanie rowkówSlotting
Stale / Steels <800 N/mm2 (Vc = 101 m/min)
Stale / Steels <1000 N/m2 Żeliwa szare / Grey cast iron<180 HB, (Vc = 83 m/min)
Stale / Steels <1450 N/mm2 (Vc = 64 m/min)
Kod D [mm]
d [mm]
l [mm]
L [mm]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
THM911-0300-AP 3 3 12 60 10 716 100 0,005 8 807 47 0,003 6 791 30 0,002
THM911-0400-AP 4 4 20 60 8 037 90 0,006 6 605 48 0,004 5 093 27 0,003
THM911-0500-AP 5 5 20 60 6 430 96 0,007 5 284 58 0,005 4 074 37 0,004
THM911-0600-AP 6 6 30 75 5 358 100 0,009 4 403 65 0,007 3 395 43 0,006
THM911-0800-AP 8 8 30 75 4 019 113 0,014 3 302 79 0,012 2 546 56 0,011
THM911-1000-AP 10 10 45 100 3 215 120 0,019 2 642 88 0,017 2 037 64 0,016
THM911-1200-AP 12 12 45 100 2 679 115 0,022 2 202 86 0,020 1 698 63 0,019
THM911-1400-AP 14 14 45 100 2 296 112 0,024 1 887 84 0,022 1 455 62 0,021
THM911-1600-AP 16 16 60 130 2 009 109 0,027 1 651 83 0,025 1 273 61 0,024
THM911-2000-AP 20 20 60 150 1 607 102 0,032 1 321 79 0,030 1 019 59 0,029
1,0D
0,5D
Istnieje możliwość zamówienia frezów bez powłoki. Kod THM 911 - średnica.It’s possible to order milling cutters without coating. Code THM 911 - diameter.
Zalecane parametry skrawania / Cutting data
6
FREZ
Y Z
MO
NO
LITU
WĘG
LIK
A O
GÓ
LNEG
O S
TOSO
WA
NIA
/ S
OLI
D C
ARB
IDE
END
MIL
LS F
OR G
ENER
AL
USE
7
THM912 - FREZY WALCOWO-CZOŁOWE, Z = 4FACE END MILLS, Z = 4
Obróbka bocznaSide milling
Stale / Steels <800 N/mm2 (Vc = 174 m/min)
Stale / Steels <1000 N/m2 Żeliwa szare / Grey cast iron
<180 HB, (Vc = 142 m/min)
Stale / Steels <1450 N/mm2 (Vc = 109 m/min)
Kod D [mm]
d [mm]
l [mm]
L [mm]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
THM912-0200-AP 2 3 6 50 27 693 682 0,006 22 600 485 0,005 17 348 316 0,005
THM912-0300-AP 3 3 8 50 18 462 780 0,011 15 067 588 0,010 11 565 370 0,008
THM912-0400-AP 4 4 8 50 13 846 853 0,015 11 300 606 0,013 8 674 396 0,011
THM912-0500-AP 5 5 10 50 11 077 926 0,021 9 040 342 0,019 6 939 235 0,017
THM912-0600-AP 6 6 13 57 9 231 975 0,026 7 533 368 0,024 5 783 259 0,022
THM912-0800-AP 8 8 19 63 6 923 944 0,034 5 650 363 0,032 4 337 261 0,030
THM912-1000-AP 10 10 22 72 5 539 902 0,041 4 520 350 0,039 3 470 255 0,037
THM912-1200-AP 12 12 26 83 4 615 833 0,045 3 767 325 0,043 2 891 238 0,041
THM912-1400-AP 14 14 26 83 3 956 783 0,050 3 229 307 0,048 2 478 226 0,046
THM912-1600-AP 16 16 32 92 3 462 746 0,054 2 825 293 0,052 2 168 216 0,050
THM912-2000-AP 20 20 32 104 2 769 658 0,059 2 260 259 0,057 1 735 192 0,055
0,20D
1,5D
Istnieje możliwość zamówienia frezów bez powłoki. Kod THM 912 - średnica.It’s possible to order milling cutters without coating. Code THM 912 - diameter.
Zalecane parametry skrawania / Cutting data
FREZ
Y Z
MO
NO
LITU
WĘG
LIK
A O
GÓ
LNEG
O S
TOSO
WA
NIA
/ S
OLI
D C
ARB
IDE
END
MIL
LS F
OR G
ENER
AL
USE

8
THM913 - FREZY WALCOWO-CZOŁOWE, Z = 4, WERSJA WYDŁUŻONAFACE END MILLS, Z = 4, LONG VERSION
Obróbka bocznaSide milling
Stale / Steels <800 N/mm2 (Vc = 149 m/min)
Stale / Steels <1000 N/m2 Żeliwa szare / Grey cast iron
<180 HB, (Vc = 121 m/min)
Stale / Steels <1450 N/mm2 (Vc = 92 m/min)
Kod D [mm]
d [mm]
l [mm]
L [mm]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
THM913-0300-AP 3 3 12 60 15 809 568 0,009 12 838 426 0,008 9 762 266 0,007
THM913-0400-AP 4 4 20 60 11 857 621 0,013 9 629 439 0,011 7 321 284 0,010
THM913-0500-AP 5 5 20 60 9 486 674 0,018 7 703 495 0,016 5 857 337 0,014
THM913-0600-AP 6 6 30 75 7 905 710 0,022 6 419 533 0,021 4 881 372 0,019
THM913-0800-AP 8 8 30 75 5 929 687 0,029 4 814 525 0,027 3 661 375 0,026
THM913-1000-AP 10 10 45 100 4 743 656 0,035 3 852 507 0,033 2 928 365 0,031
THM913-1200-AP 12 12 45 100 3 952 606 0,038 3 210 470 0,037 2 440 341 0,035
THM913-1400-AP 14 14 45 100 3 388 570 0,042 2 751 444 0,040 2 092 324 0,039
THM913-1600-AP 16 16 60 130 2 964 543 0,046 2 407 425 0,044 1 830 311 0,042
THM913-2000-AP 20 20 60 150 2 371 479 0,050 1 926 376 0,049 1 464 276 0,047
Istnieje możliwość zamówienia frezów bez powłoki. Kod THM 913 - średnica.It’s possible to order milling cutters without coating. Code THM 913 - diameter.
Zalecane parametry skrawania / Cutting data
0,20D
1,5D
FREZ
Y Z
MO
NO
LITU
WĘG
LIK
A O
GÓ
LNEG
O S
TOSO
WA
NIA
/ S
OLI
D C
ARB
IDE
END
MIL
LS F
OR G
ENER
AL
USE
THM914 - FREZY WALCOWO-CZOŁOWE, Z = 3FACE END MILLS, Z = 3
Wykonywanie rowkówSlotting
Stale / Steels <800 N/mm2 (Vc = 130 m/min)
Stale / Steels <1000 N/m7
Żeliwa szare / Grey cast iron <180 HB, (Vc = 106 m/min)
Stale / Steels <1450 N/mm2 (Vc = 81 m/min)
Kod D [mm]
d [mm]
l [mm]
L [mm]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
THM914-0200-AP 2 3 6 50 20 690 196 0,002 16 870 114 0,002 12 892 64 0,001
THM914-0300-AP 3 3 8 50 13 793 233 0,004 11 247 137 0,003 8 594 85 0,002
THM914-0400-AP 4 4 8 50 10 345 236 0,008 8 435 141 0,006 6 446 89 0,005
THM914-0500-AP 5 5 10 50 8 276 251 0,010 6 748 164 0,008 5 157 110 0,007
THM914-0600-AP 6 6 13 57 6 897 262 0,013 5 623 180 0,011 4 297 124 0,010
THM914-0800-AP 8 8 19 63 5 173 294 0,019 4 218 215 0,017 3 223 154 0,016
THM914-1000-AP 10 10 22 72 4 138 314 0,025 3 374 236 0,023 2 578 172 0,022
THM914-1200-AP 12 12 26 83 3 448 301 0,029 2 812 229 0,027 2 149 168 0,026
THM914-1400-AP 14 14 26 83 2 956 292 0,033 2 410 223 0,031 1 842 165 0,030
THM914-1600-AP 16 16 32 92 2 586 285 0,037 2 109 219 0,035 1 611 163 0,034
THM914-2000-AP 20 20 32 104 2 069 267 0,043 1 687 208 0,041 1 289 155 0,040
1,0 D
0,5 D
Obróbka bocznaSide milling
Stale / Steels <800 N/mm2
(Vc = 152 m/min)
Stale / Steels <1000 N/m2 Żeliwa szare / Grey cast iron
<180 HB, (Vc = 124 m/min)
Stale / Steels <1450 N/mm2 (Vc = 96 m/min)
Kod D [mm]
d [mm]
l [mm]
L [mm]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
THM914-0200-AP 2 3 6 50 24 192 418 0,004 19 735 257 0,003 15 279 179 0,003
THM914-0300-AP 3 3 8 50 16 128 421 0,007 13 157 283 0,005 10 186 205 0,005
THM914-0400-AP 4 4 8 50 12 096 439 0,012 9 868 299 0,010 7 639 209 0,009
THM914-0500-AP 5 5 10 50 9 677 415 0,014 7 894 291 0,012 6 112 207 0,011
THM914-0600-AP 6 6 13 57 8 064 426 0,018 6 578 308 0,016 5 093 223 0,015
THM914-0800-AP 8 8 19 63 6 048 459 0,025 4 934 345 0,023 3 820 256 0,022
THM914-1000-AP 10 10 22 72 4 838 447 0,031 3 947 341 0,029 3 056 255 0,028
THM914-1200-AP 12 12 26 83 4 032 439 0,036 3 289 338 0,034 2 546 254 0,033
THM914-1400-AP 14 14 26 83 3 456 411 0,040 2 819 318 0,038 2 183 240 0,037
THM914-1600-AP 16 16 32 92 3 024 399 0,044 2 467 311 0,042 1 910 235 0,041
THM914-2000-AP 20 20 32 104 2 419 359 0,050 1 974 281 0,048 1 528 213 0,047
Zalecane parametry skrawania / Cutting data
Istnieje możliwość zamówienia frezów bez powłoki. Kod THM 914 - średnica.It’s possible to order milling cutters without coating. Code THM 914 - diameter.
9
0,20D
1,5D
FREZ
Y Z
MO
NO
LITU
WĘG
LIK
A O
GÓ
LNEG
O S
TOSO
WA
NIA
/ S
OLI
D C
ARB
IDE
END
MIL
LS F
OR G
ENER
AL
USE

10
THM710 - FREZY PROMIENIOWE, Z = 2BALL NOSE END MILLS, Z = 2
Obróbka kształtowaContouring
Stale / Steels <800 N/mm2 (Vc = 352 m/min)
Stale / Steels <1000 N/m2 Żeliwa szare / Grey cast iron<180 HB (Vc = 286 m/min)
Stale / Steels <1450 N/mm2 (Vc = 220 m/min)
Kod D [mm]
d [mm]
l [mm]
L [mm]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
THM710-0100-AP 1 3 4 50 112 045 13 602 0,061 91 037 10 043 0,055 70 028 6 949 0,050
THM710-0200-AP 2 3 6 50 56 023 12 922 0,115 45 518 9 541 0,105 35 014 6 602 0,094
THM710-0300-AP 3 3 8 50 37 348 12 325 0,165 30 346 9 255 0,153 23 343 6 536 0,140
THM710-0400-AP 4 4 8 50 28 011 12 276 0,219 22 759 9 064 0,199 17 507 6 272 0,179
THM710-0500-AP 5 5 10 50 22 409 10 801 0,241 18 207 8 048 0,221 14 006 5 630 0,201
THM710-0600-AP 6 6 13 57 18 674 9 860 0,264 15 173 7 404 0,244 11 671 5 229 0,224
THM710-0800-AP 8 8 19 63 14 006 8 936 0,319 11 380 6 805 0,299 8 754 4 884 0,279
THM710-1000-AP 10 10 22 72 11 205 8 381 0,374 9 104 6 445 0,354 7 003 4 678 0,334
THM710-1200-AP 12 12 26 83 9 337 7 806 0,418 7 586 6 039 0,398 5 836 4 412 0,378
THM710-1400-AP 14 14 26 83 8 003 7 219 0,451 6 503 5 605 0,431 5 002 4 112 0,411
THM710-1600-AP 16 16 32 92 7 003 6 779 0,484 5 690 5 280 0,464 4 377 3 887 0,444
THM710-2000-AP 20 20 32 104 5 602 5 916 0,528 4 552 4 625 0,508 3 501 3 417 0,488
0,020D
0,060D
Istnieje możliwość zamówienia frezów bez powłoki. Kod THM 710 - średnica.It’s possible to order milling cutters without coating. Code THM 710 - diameter.
Zalecane parametry skrawania / Cutting data
FREZ
Y Z
MO
NO
LITU
WĘG
LIK
A O
GÓ
LNEG
O S
TOSO
WA
NIA
/ S
OLI
D C
ARB
IDE
END
MIL
LS F
OR G
ENER
AL
USE
THM711 - FREZY PROMIENIOWE, Z = 2, WERSJA WYDŁUŻONABALL NOSE END MILLS, Z = 2, LONG VERSION
Obróbka kształtowaContouring
Stale / Steels <800 N/mm2 (Vc =297 m/min)
Stale / Steels <1000 N/m2 Żeliwa szare / Grey cast iron<180 HB (Vc = 242 m/min)
Stale / Steels <1450 N/mm2 (Vc = 187 m/min)
Kod D [mm]
d [mm]
l [mm]
L [mm]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
THM711-0600-AP 6 6 30 75 15 756 7 071 0,224 12 838 5 325 0,207 9 921 3 778 0,190
THM711-0800-AP 8 8 30 75 11 817 6 408 0,271 9 629 4 894 0,254 7 440 3 529 0,237
THM711-1000-AP 10 10 45 100 9 454 6 011 0,318 7 703 4 636 0,301 5 952 3 380 0,284
THM711-1200-AP 12 12 45 100 7 878 5 598 0,355 6 419 4 343 0,338 4 960 3 188 0,321
THM711-1400-AP 14 14 45 100 6 753 5 177 0,383 5 502 4 031 0,366 4 252 2 971 0,349
THM711-1600-AP 16 16 60 130 5 909 4 862 0,411 4 814 3 798 0,394 3 720 2 808 0,377
THM711-2000-AP* 20 20 60 150 4 727 4 243 0,449 3 852 3 326 0,432 2 976 2 469 0,415
0,020D
0,060D
Istnieje możliwość zamówienia frezów bez powłoki. Kod THM 711 - średnica.It’s possible to order milling cutters without coating. Code THM 711 - diameter.
*Termin realizacji: do 14 dni / *Delivery term: up to 14 days.
Zalecane parametry skrawania / Cutting data
11
FREZ
Y Z
MO
NO
LITU
WĘG
LIK
A O
GÓ
LNEG
O S
TOSO
WA
NIA
/ S
OLI
D C
ARB
IDE
END
MIL
LS F
OR G
ENER
AL
USE
12
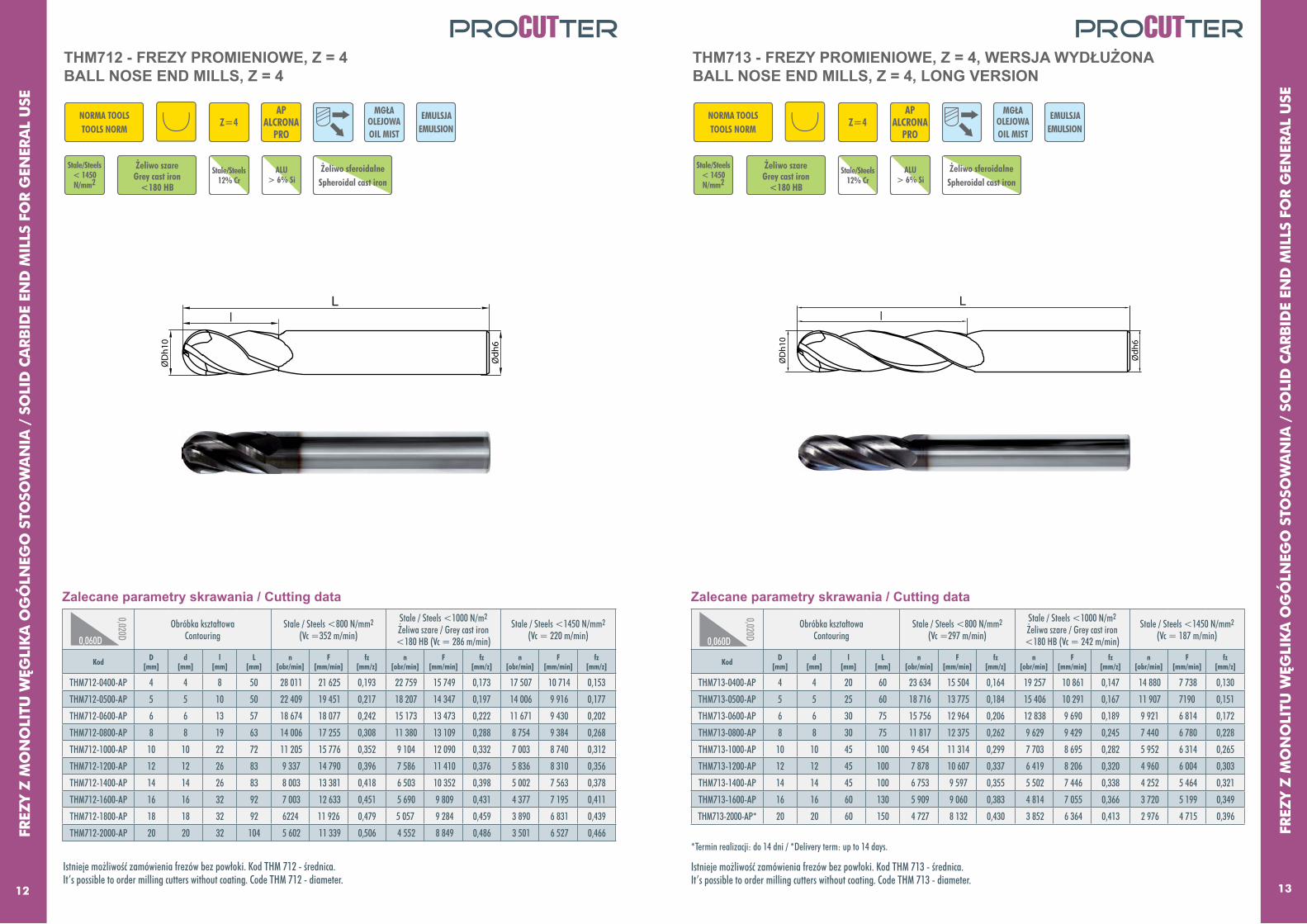
THM712 - FREZY PROMIENIOWE, Z = 4BALL NOSE END MILLS, Z = 4
Obróbka kształtowaContouring
Stale / Steels <800 N/mm2 (Vc =352 m/min)
Stale / Steels <1000 N/m2 Żeliwa szare / Grey cast iron<180 HB (Vc = 286 m/min)
Stale / Steels <1450 N/mm2 (Vc = 220 m/min)
Kod D [mm]
d [mm]
l [mm]
L [mm]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
THM712-0400-AP 4 4 8 50 28 011 21 625 0,193 22 759 15 749 0,173 17 507 10 714 0,153
THM712-0500-AP 5 5 10 50 22 409 19 451 0,217 18 207 14 347 0,197 14 006 9 916 0,177
THM712-0600-AP 6 6 13 57 18 674 18 077 0,242 15 173 13 473 0,222 11 671 9 430 0,202
THM712-0800-AP 8 8 19 63 14 006 17 255 0,308 11 380 13 109 0,288 8 754 9 384 0,268
THM712-1000-AP 10 10 22 72 11 205 15 776 0,352 9 104 12 090 0,332 7 003 8 740 0,312
THM712-1200-AP 12 12 26 83 9 337 14 790 0,396 7 586 11 410 0,376 5 836 8 310 0,356
THM712-1400-AP 14 14 26 83 8 003 13 381 0,418 6 503 10 352 0,398 5 002 7 563 0,378
THM712-1600-AP 16 16 32 92 7 003 12 633 0,451 5 690 9 809 0,431 4 377 7 195 0,411
THM712-1800-AP 18 18 32 92 6224 11 926 0,479 5 057 9 284 0,459 3 890 6 831 0,439
THM712-2000-AP 20 20 32 104 5 602 11 339 0,506 4 552 8 849 0,486 3 501 6 527 0,466
0,020D
0,060D
Istnieje możliwość zamówienia frezów bez powłoki. Kod THM 712 - średnica.It’s possible to order milling cutters without coating. Code THM 712 - diameter.
Zalecane parametry skrawania / Cutting data
FREZ
Y Z
MO
NO
LITU
WĘG
LIK
A O
GÓ
LNEG
O S
TOSO
WA
NIA
/ S
OLI
D C
ARB
IDE
END
MIL
LS F
OR G
ENER
AL
USE
THM713 - FREZY PROMIENIOWE, Z = 4, WERSJA WYDŁUŻONABALL NOSE END MILLS, Z = 4, LONG VERSION
Obróbka kształtowaContouring
Stale / Steels <800 N/mm2 (Vc =297 m/min)
Stale / Steels <1000 N/m2 Żeliwa szare / Grey cast iron<180 HB (Vc = 242 m/min)
Stale / Steels <1450 N/mm2 (Vc = 187 m/min)
Kod D [mm]
d [mm]
l [mm]
L [mm]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
THM713-0400-AP 4 4 20 60 23 634 15 504 0,164 19 257 10 861 0,147 14 880 7 738 0,130
THM713-0500-AP 5 5 25 60 18 716 13 775 0,184 15 406 10 291 0,167 11 907 7190 0,151
THM713-0600-AP 6 6 30 75 15 756 12 964 0,206 12 838 9 690 0,189 9 921 6 814 0,172
THM713-0800-AP 8 8 30 75 11 817 12 375 0,262 9 629 9 429 0,245 7 440 6 780 0,228
THM713-1000-AP 10 10 45 100 9 454 11 314 0,299 7 703 8 695 0,282 5 952 6 314 0,265
THM713-1200-AP 12 12 45 100 7 878 10 607 0,337 6 419 8 206 0,320 4 960 6 004 0,303
THM713-1400-AP 14 14 45 100 6 753 9 597 0,355 5 502 7 446 0,338 4 252 5 464 0,321
THM713-1600-AP 16 16 60 130 5 909 9 060 0,383 4 814 7 055 0,366 3 720 5 199 0,349
THM713-2000-AP* 20 20 60 150 4 727 8 132 0,430 3 852 6 364 0,413 2 976 4 715 0,396
0,020D
0,060D
Istnieje możliwość zamówienia frezów bez powłoki. Kod THM 713 - średnica.It’s possible to order milling cutters without coating. Code THM 713 - diameter.
13
Zalecane parametry skrawania / Cutting data
FREZ
Y Z
MO
NO
LITU
WĘG
LIK
A O
GÓ
LNEG
O S
TOSO
WA
NIA
/ S
OLI
D C
ARB
IDE
END
MIL
LS F
OR G
ENER
AL
USE
*Termin realizacji: do 14 dni / *Delivery term: up to 14 days.

THM512 - FREZY TOROIDALNE, Z = 4END MILLS WITH CORNER RADIUS, Z = 4
Obróbka bocznaSide milling
Stale / Steels <800 N/mm2
(Vc = 174 m/min)
Stale / Steels <1000 N/m2
Żeliwa szare / Grey cast iron<180 HB (Vc = 142 m/min)
Stale / Steels <1450 N/mm2
(Vc = 109 m/min)
Kod D [mm]
d [mm]
l [mm]
L [mm]
CR [mm]
n [obr/min]
F[mm/min]
fz [mm/z]
n [obr/min]
F[mm/min]
fz [mm/z]
n [obr/min]
F[mm/min]
fz [mm/z]
THM512-0400CR05-AP 4 4 8 50 0,5 13 846 853 0,015 11 300 606 0,013 8 674 396 0,011
THM512-0500CR05-AP 5 5 10 50 0,5 11 077 926 0,021 9 040 683 0,019 6 939 469 0,017
THM512-0600CR05-AP 6 6 13 57 0,5 9 231 975 0,026 7 533 735 0,024 5 783 518 0,022
THM512-0600CR10-AP 6 6 13 57 1,0 9 231 975 0,026 7 533 735 0,024 5 783 518 0,022
THM512-0800CR10-AP 8 8 19 63 1,0 6 923 944 0,034 5 650 725 0,032 4 337 522 0,030
THM512-1000CR10-AP 10 10 22 72 1,0 5 539 902 0,041 4 520 700 0,039 3 470 509 0,037
THM512-1200CR10-AP 12 12 26 83 1,0 4 615 833 0,045 3 767 649 0,043 2 891 475 0,041
0,20D
1,5D
Istnieje możliwość zamówienia frezów bez powłoki. Kod THM 512 - średnica.It’s possible to order milling cutters without coating. Code THM 512 - diameter.
14
Zalecane parametry skrawania / Cutting data
FREZ
Y Z
MO
NO
LITU
WĘG
LIK
A O
GÓ
LNEG
O S
TOSO
WA
NIA
/ S
OLI
D E
ND
MIL
LS F
OR G
ENER
AL
USE
THM901 - FREZY WALCOWO - CZOŁOWE Z = 6FACE END MILLS, Z = 6
Zalecane parametry skrawania / Cutting data
Obróbka bocznaSide milling
Stale / Steels 45 - 50 HRC
(Vc = 243 m/min)
Stale / Steels 50 - 55 HRC
(Vc=180 m/min)
Stale / Steels 55 - 60 HRC
(Vc=65 m/min)
Kod D [mm]
d [mm]
l [mm]
L [mm]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
THM901-0600-LM 6 6 13 57 12 892 2 320 0,030 9 549 1 146 0,020 3 448 310 0,015
THM901-0800-LM 8 8 19 63 9 669 2 437 0,042 7 162 1 375 0,032 2 586 419 0,027
THM901-1000-LM 10 10 22 72 7 735 2 320 0,050 5 730 1 375 0,040 2 069 434 0,035
THM901-1200-LM 12 12 26 83 6 446 2 243 0,058 4 775 1 375 0,048 1 724 445 0,043
THM901-1400-LM 14 14 26 83 5 525 2 122 0,064 4 093 1 326 0,054 1 478 434 0,049
THM901-1600-LM 16 16 32 92 4 834 2 001 0,069 3 581 1 268 0,059 1 293 419 0,054
THM901-2000-LM* 20 20 38 104 3 867 2 518 0,081 2 865 1 636 0,071 1 035 550 0,066
0,020D
1,5D
1115
FREZ
Y D
O O
BR
ÓB
KI
MA
TER
IAŁÓ
W 4
5 –
60 H
RC
/ E
ND
MIL
LS F
OR
MA
TER
IALS
45 –
60 H
RC
* Z = 8

FREZ
Y D
O O
BR
ÓB
KI
MA
TER
IAŁÓ
W 4
5 –
60 H
RC
/ E
ND
MIL
LS F
OR
MA
TER
IALS
45 –
60 H
RC
16
THM902 - FREZY WALCOWO - CZOŁOWE, WYDŁUŻONE, Z=6FACE END MILLS, LONG VERSION, Z = 6
Zalecane parametry skrawania / Cutting data
Obróbka bocznaSide milling
Stale / Steels 45 - 50 HRC
(Vc = 207 m/min)
Stale / Steels 50 - 55 HRC
(Vc=153 m/min)
Stale / Steels 55 - 60 HRC
(Vc=56 m/min)
Kod D [mm]
d [mm]
l [mm]
l1 [mm]
L [mm]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
THM902-0600-LM 6 6 13 23 80 10 958 1 677 0,026 8 117 755 0,016 2 931 185 0,011
THM902-0800-LM 8 8 19 29 80 8 218 1 760 0,036 6 088 939 0,026 2 198 273 0,021
THM902-1000-LM 10 10 22 42 100 6 575 1 677 0,043 4 870 950 0,033 1 759 290 0,028
THM902-1200-LM 12 12 26 46 100 5 479 1 621 0,049 4 058 957 0,039 1 466 302 0,034
THM902-1600-LM 16 16 32 57 120 4 109 1 446 0,059 3 044 888 0,049 1 099 288 0,044
0,020D
1,5D
THM701 - FREZY PROMIENIOWE, Z = 2BALL NOSE END MILLS, Z = 2
Zalecane parametry skrawania / Cutting data
Obróbka kształtowaContouring
Stale / Steels 45 - 50 HRC
(Vc = 225 m/min)
Stale / Steels 50 - 55 HRC
(Vc=180 m/min)
Stale / Steels 55 - 60 HRC
(Vc=90 m/min)
Kod D [mm]
d [mm]
l [mm]
L [mm]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
THM701-0400-LM 4 4 5 50 17 905 1 934 0,054 14 324 2 578 0,030 14 324 1 633 0,019
THM701-0500-LM 5 5 6 50 14 324 1 776 0,062 11 459 2 613 0,038 11 459 1 856 0,027
THM701-0600-LM 6 6 8 57 11 937 1 671 0,070 9 549 2 636 0,046 9 549 2 005 0,035
THM701-0800-LM 8 8 10 63 8 952 1 468 0,082 7 162 2 492 0,058 7 162 2 020 0,047
THM701-1000-LM 10 10 12 72 7 162 1 289 0,090 5 730 2 269 0,066 5 730 1 891 0,055
THM701-1200-LM 12 12 14 83 5 968 1 170 0,098 4 775 2 120 0,074 4 775 1 805 0,063
THM701-1600-LM 16 16 18 92 4 476 976 0,109 3 581 1 826 0,085 3 581 1 590 0,074
THM701-2000-LM 20 20 22 104 3 581 867 0,121 2 865 1 667 0,097 2 865 1 478 0,086
0,020D
0,060D
17
FREZ
Y D
O O
BR
ÓB
KI
MA
TER
IAŁÓ
W 4
5 –
60 H
RC
/ E
ND
MIL
LS F
OR
MA
TER
IALS
45 –
60 H
R

18
FREZ
Y D
O O
BR
ÓB
KI
MA
TER
IAŁÓ
W 4
5 –
60 H
RC
/ E
ND
MIL
LS F
OR
MA
TER
IALS
45 –
60 H
RC
THM702 - FREZY PROMIENIOWE,WYDŁUŻONE, Z = 2BALL NOSE END MILLS, LONG VERSION, Z = 2
Zalecane parametry skrawania / Cutting data
Obróbka kształtowaContouring
Stale / Steels 45 - 50 HRC
(Vc = 191 m/min)
Stale / Steels 50 - 55 HRC
(Vc=153 m/min)
Stale / Steels 55 - 60 HRC
(Vc=77 m/min)
Kod D [mm]
d [mm]
l [mm]
l1 [mm]
L [mm]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
THM702-0600-LM 6 6 8 28 80 10 146 1 218 0,060 8 117 649 0,040 8 117 487 0,030
THM702-0800-LM 8 8 10 30 80 7 610 1 096 0,072 6 088 633 0,052 6 088 511 0,042
THM702-1000-LM 10 10 12 32 100 6 088 974 0,080 4 870 584 0,060 4 870 487 0,050
THM702-1200-LM 12 12 14 34 100 5 073 893 0,088 4 058 552 0,068 4 058 471 0,058
THM702-1600-LM* 16 16 18 43 120 3 805 753 0,099 3 044 481 0,079 3 044 420 0,069
0,020D
0,060D
*Termin realizacji: do 14 dni / Delivery term: up to 14 days.
FREZ
Y D
O O
BR
ÓB
KI
MA
TER
IAŁÓ
W 4
5 –
60 H
RC
/ E
ND
MIL
LS F
OR
MA
TER
IALS
45 –
60 H
RC
19
THM501 - FREZY TOROIDALNE, Z = 6END MILLS WITH CORNER RADIUS, Z = 6
Obróbka bocznaSide milling
Stale / Steels45-50 HRC
(Vc=243 m/min)
Stale / Steels50-55 HRC
(Vc=180 m/min)
Stale / Steels 55-60 HRC (Vc=65 m/min)
Kod D [mm]
d [mm]
l [mm]
L [mm]
CR[mm]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
THM501-0600CR05-LM 6 6 13 57 0,5 12 892 2 320 0,030 9 549 1 146 0,020 3 448 310 0,015
THM501-0800CR05-LM 8 8 19 63 0,5 9 669 2 437 0,042 7 162 1 375 0,032 2 586 419 0,027
THM501-1000CR10-LM 10 10 22 72 1,0 7 735 2 320 0,050 5 730 1 375 0,040 2 069 434 0,035
THM501-1200CR10-LM 12 12 26 83 1,0 6 446 2 243 0,058 4 775 1 375 0,048 1 724 445 0,043
THM501-1400CR10-LM 14 14 26 83 1,0 5 525 2 122 0,064 4 093 1 326 0,054 1 478 434 0,049
THM501-1600CR15-LM 16 16 32 92 1,5 4 834 2 001 0,069 3 581 1 268 0,059 1 293 419 0,054
0,020D
1,5D
Zalecane parametry skrawania / Cutting data

Zalecane parametry skrawania / Cutting data
THM502 - FREZY TOROIDALNE, WYDŁUŻONE, Z = 6END MILLS WITH CORNER RADIUS, LONG VERSION, Z = 6
Obróbka bocznaSide milling
Stale / Steels 45 - 50 HRC
(Vc = 207 m/min)
Stale / Steels 50 - 55 HRC
(Vc=153 m/min)
Stale / Steels 55 - 60 HRC
(Vc=56 m/min)
Kod D [mm]
d [mm]
l [mm]
l1 [mm]
L [mm]
CR[mm]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
THM502-0600CR05-LM 6 6 13 33 80 0,50 10 958 1 677 0,026 8 117 755 0,016 2 931 185 0,011
THM502-0800CR05-LM 8 8 19 39 80 0,50 8 218 1 760 0,036 6 088 939 0,026 2 198 273 0,021
THM502-1000CR10-LM 10 10 22 42 100 1,00 6 575 1 677 0,043 4 870 950 0,033 1 759 290 0,028
THM502-1200CR10-LM 12 12 26 46 100 1,00 5 479 1 621 0,049 4 058 957 0,039 1 466 302 0,034
THM502-1600CR15-LM 16 16 32 57 120 1,50 4 109 1 446 0,059 3 044 888 0,049 1 099 288 0,044
0,020D
1,5D
20
FREZ
Y D
O O
BR
ÓB
KI
MA
TER
IAŁÓ
W 4
5 –
60 H
RC
/ E
ND
MIL
LS F
OR
MA
TER
IALS
45 –
60 H
RC
21
Zalecane parametry skrawania / Cutting data
FREZ
Y Z
MO
NO
LITU
WĘG
LIK
A D
O O
BR
ÓB
K F
OR
M /
SO
LID
CA
RB
ID E
ND
MIL
LS F
OR
MO
ULD
S M
AC
HIN
ING
Obróbka kształtowa / Contouringwersja długa / long
Stale / Steels <800 N/mm2 (Vc = 280 m/min)
Stale / Steels <1000 N/m2
Żeliwa szare / Grey cast iron<180 HB (Vc = 230 m/min)
Stale / Steels <1450 N/mm2 (Vc = 175 m/min)
Kod D [mm]
d [mm]
l [mm]
L [mm]
l1 [mm]
l2 [mm]
α [ o ]
β [ o ]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
THM730-0300 L080-AP 3 6 4 80 10 34 3,5 2,6 29 709 5 645 0,095 24 404 3 802 0,078 18 568 2 258 0,061
THM730-0400 L080-AP 4 6 5 80 13 34 2,7 1,7 22 282 5 715 0,128 18 303 4 069 0,111 13 926 2 619 0,094
THM730-0500 L080-AP 5 6 6 80 16 34 1,6 0,9 17 825 6 096 0,171 14 642 4 507 0,154 11 141 3 048 0,137
THM730-0600 L080-AP 6 8 6 80 18 34 3,6 1,8 14 854 6 096 0,205 12 202 4 590 0,188 9 284 3 175 0,171
THM730-0800 L110-AP 8 10 8 110 24 57 1,7 1,1 11 141 5 800 0,260 9 151 4 451 0,243 6 963 3 149 0,226
THM730-1000 L110-AP 10 12 10 110 30 51 2,7 1,2 8 913 5 385 0,302 7 321 4 173 0,285 5 570 2 985 0,268
THM730 - FREZY PROMIENIOWE, Z = 2, WERSJA DŁUGABALL NOSE END MILLS, Z = 2, LONG VERSION
0,020D0,060D

22
Zalecane parametry skrawania / Cutting data
FREZ
Y Z
MO
NO
LITU
WĘG
LIK
A D
O O
BR
ÓB
K F
OR
M /
SO
LID
CA
RB
ID E
ND
MIL
LS F
OR
MO
ULD
S M
AC
HIN
ING
Obróbka kształtowa / Contouringwersja bardzo długa / very long
Stale / Steels <800 N/mm2 (Vc = 238 m/min)
Stale / Steels <1000 N/m2 Żeliwa szare / Grey cast iron<180 HB (Vc =195 m/min)
Stale / Steels <1450 N/mm2 (Vc = 149 m/min)
Kod D [mm]
d [mm]
l [mm]
L [mm]
l1 [mm]
l2 [mm]
α [ o ]
β [ o ]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
THM731-0300 L109-AP 3 6 4 109 10 61 1,6 1,4 25 253 4 078 0,081 20 690 2 740 0,066 15 809 1 634 0,052
THM731-0400 L109-AP 4 6 5 109 13 61 1,2 1 18 939 4 129 0,109 15 518 2 932 0,094 11 857 1 896 0,080
THM731-0500 L109-AP 5 6 6 109 16 61 0,6 0,5 15 152 4 405 0,145 12 414 3 248 0,131 9 486 2 206 0,116
THM731-0600 L109-AP 6 8 6 109 18 61 1,3 1 12 626 4 405 0,174 10 345 3 308 0,160 7 905 2 298 0,145
THM731-0800 L165-AP 8 10 8 165 24 112 0,8 0,5 9 470 4 190 0,221 7 759 3 208 0,207 5 929 2 279 0,192
THM731-1000 L165-AP 10 12 10 165 30 106 0,8 0,6 7 576 3 891 0,257 6 207 3 007 0,242 4 743 2 160 0,228
THM731 - FREZY PROMIENIOWE, Z = 2, WERSJA BARDZO DŁUGA BALL NOSE END MILLS, Z = 2, VERY LONG VERSION
0,020D
0,060D
23
Zalecane parametry skrawania / Cutting data
FREZ
Y Z
MO
NO
LITU
WĘG
LIK
A D
O O
BR
ÓB
K F
OR
M /
SO
LID
CA
RB
IDE
END
MIL
LS F
OR
MO
ULD
S M
AC
HIN
ING
Obróbka kształtowa / Contouringwersja długa / long
Stale / Steels <800 N/mm2
(Vc = 256 m/min)
Stale / Steels <1000 N/m2
Żeliwa szare / Grey cast iron<180 HB (Vc = 208 m/min)
Stale / Steels <1450 N/mm2 (Vc = 160 m/min)
Kod D [mm]
d [mm]
l [mm]
L [mm]
l1 [mm]
l2 [mm]
α [ o ]
β [ o ]
CR[mm]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
THM530-0600CR10L080-AP 6 8 6 80 18 34 3,6 1,8 1,00 13 581 978 0,036 11 035 728 0,033 8 488 509 0,030
THM530-0800CR20L110-AP 8 10 8 110 24 57 1,7 1,1 2,00 10 186 876 0,043 8 276 662 0,040 6 366 471 0,037
THM530-1000CR30L110-AP 10 12 10 110 30 51 2,7 1,2 3,00 8 149 799 0,049 6 621 609 0,046 5 093 438 0,043
0,03D
0,030D
THM530 - FREZY TOROIDALNE, Z = 2, WERSJA DŁUGAEND MILLS WITH CORNER RADIUS, Z = 2, LONG VERSION
Obróbka boczna / Side millingwersja długa / long
Stale / Steels <800 N/mm2 (Vc = 113m/min)
Stale / Steels <1000 N/m2
Żeliwa szare / Grey cast iron<180 HB (Vc = 92 m/min)
Stale / Steels <1450 N/mm2 (Vc = 70 m/min)
Kod D [mm]
d [mm]
l [mm]
L [mm]
l1 [mm]
l2 [mm]
α [ o ]
β [ o ]
CR[mm]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
THM530-0600CR10L080-AP 6 8 6 80 18 34 3,6 1,8 1,00 13 581 652 0,024 11 035 463 0,021 8 488 306 0,018
THM530-0800CR20L110-AP 8 10 8 110 24 57 1,7 1,1 2,00 10 186 632 0,031 8 276 463 0,028 6 366 318 0,025
THM530-1000CR30L110-AP 10 12 10 110 30 51 2,7 1,2 3,00 8 149 603 0,037 6 621 450 0,034 5 093 316 0,031
0,25D
1,0D
24
Zalecane parametry skrawania / Cutting data
FREZ
Y Z
MO
NO
LITU
WĘG
LIK
A D
O O
BR
ÓB
K F
OR
M /
SO
LID
CA
RB
IDE
END
MIL
LS F
OR
MO
ULD
S M
AC
HIN
ING
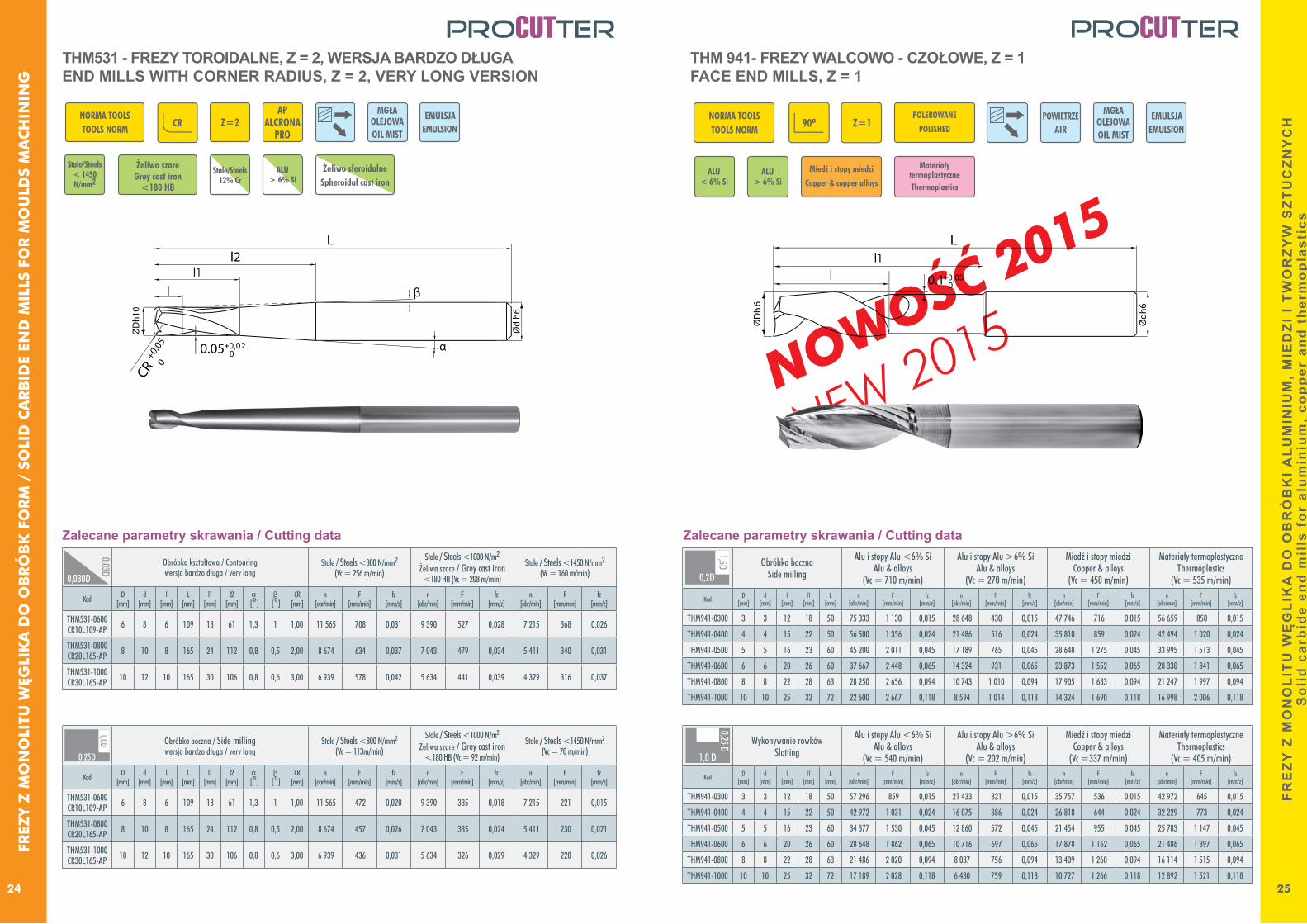
THM531 - FREZY TOROIDALNE, Z = 2, WERSJA BARDZO DŁUGAEND MILLS WITH CORNER RADIUS, Z = 2, VERY LONG VERSION
Obróbka kształtowa / Contouringwersja bardzo długa / very long
Stale / Steels <800 N/mm2
(Vc = 256 m/min)
Stale / Steels <1000 N/m2
Żeliwa szare / Grey cast iron<180 HB (Vc = 208 m/min)
Stale / Steels <1450 N/mm2 (Vc = 160 m/min)
Kod D [mm]
d [mm]
l [mm]
L [mm]
l1 [mm]
l2 [mm]
α [ o ]
β [ o ]
CR[mm]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
THM531-0600CR10L109-AP 6 8 6 109 18 61 1,3 1 1,00 11 565 708 0,031 9 390 527 0,028 7 215 368 0,026
THM531-0800CR20L165-AP 8 10 8 165 24 112 0,8 0,5 2,00 8 674 634 0,037 7 043 479 0,034 5 411 340 0,031
THM531-1000CR30L165-AP 10 12 10 165 30 106 0,8 0,6 3,00 6 939 578 0,042 5 634 441 0,039 4 329 316 0,037
Obróbka boczna / Side millingwersja bardzo długa / very long
Stale / Steels <800 N/mm2 (Vc = 113m/min)
Stale / Steels <1000 N/m2
Żeliwa szare / Grey cast iron<180 HB (Vc = 92 m/min)
Stale / Steels <1450 N/mm2 (Vc = 70 m/min)
Kod D [mm]
d [mm]
l [mm]
L [mm]
l1 [mm]
l2 [mm]
α [ o ]
β [ o ]
CR[mm]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
THM531-0600CR10L109-AP 6 8 6 109 18 61 1,3 1 1,00 11 565 472 0,020 9 390 335 0,018 7 215 221 0,015
THM531-0800CR20L165-AP 8 10 8 165 24 112 0,8 0,5 2,00 8 674 457 0,026 7 043 335 0,024 5 411 230 0,021
THM531-1000CR30L165-AP 10 12 10 165 30 106 0,8 0,6 3,00 6 939 436 0,031 5 634 326 0,029 4 329 228 0,026
0,03D
0,030D
0,25D
1,0D
NOWOŚĆ 2015
NEW 2015
25
THM 941- FREZY WALCOWO - CZOŁOWE, Z = 1FACE END MILLS, Z = 1
Obróbka bocznaSide milling
Alu i stopy Alu <6% Si Alu & alloys
(Vc = 710 m/min)
Alu i stopy Alu >6% Si Alu & alloys
(Vc = 270 m/min)
Miedź i stopy miedzi Copper & alloys
(Vc = 450 m/min)
Materiały termoplastyczne Thermoplastics
(Vc = 535 m/min)
Kod D [mm]
d [mm]
l [mm]
l1 [mm]
L [mm]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
THM941-0300 3 3 12 18 50 75 333 1 130 0,015 28 648 430 0,015 47 746 716 0,015 56 659 850 0,015
THM941-0400 4 4 15 22 50 56 500 1 356 0,024 21 486 516 0,024 35 810 859 0,024 42 494 1 020 0,024
THM941-0500 5 5 16 23 60 45 200 2 011 0,045 17 189 765 0,045 28 648 1 275 0,045 33 995 1 513 0,045
THM941-0600 6 6 20 26 60 37 667 2 448 0,065 14 324 931 0,065 23 873 1 552 0,065 28 330 1 841 0,065
THM941-0800 8 8 22 28 63 28 250 2 656 0,094 10 743 1 010 0,094 17 905 1 683 0,094 21 247 1 997 0,094
THM941-1000 10 10 25 32 72 22 600 2 667 0,118 8 594 1 014 0,118 14 324 1 690 0,118 16 998 2 006 0,118
0,2D1,5D
FR
EZ
Y Z
MO
NO
LIT
U W
ĘG
LIK
A D
O O
BR
ÓB
KI
AL
UM
INIU
M,
MIE
DZ
I I
TW
OR
ZY
W S
ZT
UC
ZN
YC
HS
oli
d c
arb
ide
end
mil
ls f
or
alu
min
ium
, co
pp
er a
nd
th
erm
op
last
ics
Zalecane parametry skrawania / Cutting data
Miedź i stopy miedzi
Copper & copper alloys
Materiały termoplastyczneThermoplastics
POLEROWANE
POLISHED
Wykonywanie rowkówSlotting
Alu i stopy Alu <6% Si Alu & alloys
(Vc = 540 m/min)
Alu i stopy Alu >6% Si Alu & alloys
(Vc = 202 m/min)
Miedź i stopy miedzi Copper & alloys
(Vc =337 m/min)
Materiały termoplastyczne Thermoplastics
(Vc = 405 m/min)
Kod D [mm]
d [mm]
l [mm]
l1 [mm]
L [mm]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
THM941-0300 3 3 12 18 50 57 296 859 0,015 21 433 321 0,015 35 757 536 0,015 42 972 645 0,015
THM941-0400 4 4 15 22 50 42 972 1 031 0,024 16 075 386 0,024 26 818 644 0,024 32 229 773 0,024
THM941-0500 5 5 16 23 60 34 377 1 530 0,045 12 860 572 0,045 21 454 955 0,045 25 783 1 147 0,045
THM941-0600 6 6 20 26 60 28 648 1 862 0,065 10 716 697 0,065 17 878 1 162 0,065 21 486 1 397 0,065
THM941-0800 8 8 22 28 63 21 486 2 020 0,094 8 037 756 0,094 13 409 1 260 0,094 16 114 1 515 0,094
THM941-1000 10 10 25 32 72 17 189 2 028 0,118 6 430 759 0,118 10 727 1 266 0,118 12 892 1 521 0,118
1,0 D
0,25 D

NOWOŚĆ 2016
NEW 2016
26
THM 942 - FREZY WALCOWO - CZOŁOWE, Z = 2FACE END MILLS, Z = 2
Obróbka bocznaSide milling
Alu i stopy Alu <6% Si Alu & alloys
(Vc = 713 m/min)
Alu i stopy Alu >6% Si Alu & alloys
(Vc = 267 m/min)
Miedź i stopy miedzi Copper & alloys (Vc 445 m/min)
Materiały termoplastyczne Thermoplastics
(Vc = 534 m/min)
Kod D [mm]
d [mm]
l [mm]
l1 [mm]
L [mm]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
THM942-0300 3 3 6 14 50 75 652 1 816 0,012 28 330 680 0,012 47 216 1 133 0,012 56 659 1 360 0,012
THM942-0400 4 4 8 16 50 56 739 2 723 0,024 21 247 1 020 0,024 35 412 1 700 0,024 42 494 2 040 0,024
THM942-0500 5 5 10 18 50 45 391 3 813 0,042 16 998 1 428 0,042 28 330 2 380 0,042 33 995 2 856 0,042
THM942-0600 6 6 13 21 57 37 826 4 539 0,060 14 165 1 700 0,060 23 608 2 833 0,060 28 330 3 400 0,060
THM942-0800 8 8 19 27 63 28 369 4 880 0,086 10 624 1 827 0,086 17 706 3 045 0,086 21 247 3 655 0,086
THM942-1000 10 10 22 32 72 22 695 4 811 0,106 8 499 1 802 0,106 14 165 3 003 0,106 16 998 3 604 0,106
THM942-1200 12 12 26 36 83 18 913 4 615 0,122 7 082 1 728 0,122 11 804 2 880 0,122 14 165 3 456 0,122
0,5D
1,5D
FR
EZ
Y Z
MO
NO
LIT
U W
ĘG
LIK
A D
O O
BR
ÓB
KI
AL
UM
INIU
M,
MIE
DZ
I I
TW
OR
ZY
W S
ZT
UC
ZN
YC
HS
oli
d c
arb
ide
end
mil
ls f
or
alu
min
ium
, co
pp
er a
nd
th
erm
op
last
ics
Zalecane parametry skrawania / Cutting data
Wykonywanie rowkówSlotting
Alu i stopy Alu <6% Si Alu & alloys
(Vc = 540 m/min)
Alu i stopy Alu >6% Si Alu & alloys
(Vc = 202 m/min)
Miedź i stopy miedzi Copper & alloys
(Vc =337 m/min)
Materiały termoplastyczne Thermoplastics
(Vc = 405 m/min)
Kod D [mm]
d [mm]
l [mm]
l1 [mm]
L [mm]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
THM942-0300 3 3 6 14 50 57 296 1 375 0,012 21 433 514 0,012 35 757 858 0,012 42 972 1 031 0,012
THM942-0400 4 4 8 16 50 42 972 2 063 0,024 16 075 772 0,024 26 818 1 287 0,024 32 229 1 547 0,024
THM942-0500 5 5 10 18 50 34 377 2 888 0,042 12 860 1 080 0,042 21 454 1 802 0,042 25 783 2 166 0,042
THM942-0600 6 6 13 21 57 28 648 3 438 0,060 10 716 1 286 0,060 17 878 2 145 0,060 21 486 2 578 0,060
THM942-0800 8 8 19 27 63 21 486 3 696 0,086 8 037 1 382 0,086 13 409 2 306 0,086 16 114 2 772 0,086
THM942-1000 10 10 22 32 72 17 189 3 644 0,106 6 430 1 363 0,106 10 727 2 274 0,106 12 892 2 733 0,106
THM942-1200 12 12 26 36 83 14 324 3 495 0,122 5 358 1 307 0,122 8 939 2 181 0,122 10 743 2 621 0,122
1,0 D
0,5 D
NOWOŚĆ 2015
NEW 2015
27
Obróbka bocznaSide milling
Alu i stopy alu <6% Si Alu & alloys
(Vc = 713 m/min)
Alu i stopy alu >6% Si Alu & alloys
(Vc = 267 m/min)
Miedź i stopy miedzi Copper & alloys
(Vc = 445 m/min)
Materiały termoplastyczne Thermoplastics
(Vc = 534 m/min)
Kod D [mm]
d [mm]
l [mm]
l1 [mm]
L [mm]
a [mm]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
THM943-0400 4 4 8 16 50 0.1 56 739 3 575 0,021 21 247 892 0,014 35 412 2 231 0,021 42 494 2 677 0,021
THM943-0500 5 5 10 18 50 0.1 45 391 4 834 0,036 16 998 1 224 0,024 28 330 3 017 0,036 33 995 3 621 0,036
THM943-0600 6 6 13 21 57 0.1 37 826 5 674 0,050 14 165 1 445 0,034 23 608 3 541 0,050 28 330 4 249 0,050
THM943-0800 8 8 19 27 63 0.1 28 369 6 213 0,073 10 624 1 466 0,046 17 706 3 878 0,073 21 247 4 653 0,073
THM943-1000 10 10 22 32 72 0.1 22 695 6 196 0,091 8 499 1 479 0,058 14 165 3 867 0,091 16 998 4 640 0,091
THM943-1200 12 12 26 36 83 0.1 18 913 5 958 0,105 7 082 1 487 0,070 11 804 3 718 0,105 14 165 4 462 0,105
THM943-1600 16 16 32 42 92 0.1 14 185 5 447 0,128 5 312 1 355 0,085 8 853 3 400 0,128 10 624 4 079 0,128
0,1D
1,5D
THM943 - FREZY WALCOWO-CZOŁOWE, Z = 3FACE END MILLS, Z = 3
Zalecane parametry skrawania / Cutting data
Materiały termoplastyczneThermoplastics
POLEROWANE
POLISHED
Miedź i stopy miedzi
Copper & copper alloys
FR
EZ
Y Z
MO
NO
LIT
U W
ĘG
LIK
A D
O O
BR
ÓB
KI
AL
UM
INIU
M,
MIE
DZ
I I
TW
OR
ZY
W S
ZT
UC
ZN
YC
HS
oli
d c
arb
ide
end
mil
ls f
or
alu
min
ium
, co
pp
er a
nd
th
erm
op
last
ics
Wykonywanie rowkówSlotting
Alu i stopy alu <6% Si Alu & alloys
(Vc = 540 m/min)
Alu i stopy alu >6% Si Alu & alloys
(Vc = 202 m/min)
Miedź i stopy miedzi Copper & alloys
(Vc = 337 m/min)
Materiały termoplastyczne Thermoplastics
(Vc = 405 m/min)
Kod D [mm]
d [mm]
l [mm]
l1 [mm]
L [mm]
a [mm]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
THM943-0400 4 4 8 16 50 0.1 42 972 2 707 0,021 16 075 675 0,014 26 818 1 690 0,021 32 229 2 030 0,021
THM943-0500 5 5 10 18 50 0.1 34 377 3 661 0,036 12 860 926 0,024 21 454 2 285 0,036 25 783 2 746 0,036
THM943-0600 6 6 13 21 57 0.1 28 648 4 297 0,050 10 716 1 093 0,034 17 878 2 682 0,050 21 486 3 223 0,050
THM943-0800 8 8 19 27 63 0.1 21 486 4 705 0,073 8 037 1 109 0,046 13 409 2 937 0,073 16 114 3 529 0,073
THM943-1000 10 10 22 32 72 0.1 17 189 4 693 0,091 6 430 1 119 0,058 10 727 2 928 0,091 12 892 3 519 0,091
THM943-1200 12 12 26 36 83 0.1 14 324 4 512 0,105 5 358 1 125 0,070 8 939 2 816 0,105 10 743 3 384 0,105
THM943-1600 16 16 32 42 92 0.1 10 743 4 125 0,128 4 019 1 025 0,085 6 704 2 574 0,128 8 057 3 094 0,128
1,0 D
0,5 D

NOWOŚĆ 2015
NEW 2015
Zalecane parametry skrawania / Cutting data
Obróbka kształtowaContouring
Alu i stopy alu <6% Si Alu & alloys
(Vc = 713 m/min)
Alu i stopy alu >6% Si Alu & alloys
(Vc = 267 m/min)
Miedź i stopy miedzi Copper & alloys
(Vc = 445 m/min)
Materiały termoplastyczne Thermoplastics
(Vc = 534 m/min)
Kod D [mm]
d [mm]
l [mm]
l1 [mm]
L [mm]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
THM742-0300 3 3 3 11 50 75 652 2 118 0,014 28 330 793 0,014 47 216 1 322 0,014 56 659 1 586 0,014
THM742-0400 4 4 4 12 50 56 739 2 156 0,019 21 247 807 0,019 35 412 1 346 0,019 42 494 1 615 0,019
THM742-0500 5 5 5 13 50 45 391 3 359 0,037 16 998 1 258 0,037 28 330 2 096 0,037 33 995 2 516 0,037
THM742-0600 6 6 6 14 57 37 826 4 161 0,055 14 165 1 558 0,055 23 608 2 597 0,055 28 330 3 116 0,055
THM742-0800 8 8 8 16 63 28 369 4 596 0,081 10 624 1 721 0,081 17 706 2 868 0,081 21 247 3 442 0,081
THM742-1000 10 10 10 20 72 22 695 4 584 0,101 8 499 1 717 0,101 14 165 2 861 0,101 16 998 3 434 0,101
THM742-1200 12 12 12 22 83 18 913 4 426 0,117 7 082 1 657 0,117 11 804 2 762 0,117 14 165 3 315 0,117
THM742-1600 16 16 16 26 92 14 185 4 057 0,143 5 312 1 519 0,143 8 853 2 532 0,143 10 624 3 038 0,143
THM742 - FREZY PROMIENIOWE, Z = 2BALL NOSE END MILLS, Z = 2
28
FR
EZ
Y Z
MO
NO
LIT
U W
ĘG
LIK
A D
O O
BR
ÓB
KI
AL
UM
INIU
M,
MIE
DZ
I I
TW
OR
ZY
W S
ZT
UC
ZN
YC
HS
oli
d c
arb
ide
end
mil
ls f
or
alu
min
ium
, co
pp
er a
nd
th
erm
op
last
ics
Materiały termoplastyczneThermoplastics
POLEROWANE
POLISHED
Miedź i stopy miedzi
Copper & copper alloys
0,020D
0,060D
29
THM543 - FREZY TOROIDALNE, Z = 3END MILLS WITH CORNER RADIUS, Z = 3
Obróbka bocznaSide milling
Alu i stopy Alu <6% Si Alu & alloys
(Vc = 713 m/min)
Alu i stopy Alu >6% Si Alu & alloys
(Vc = 267 m/min)
Miedź i stopy miedzi Copper & alloys
(Vc = 445 m/min)
Materiały termoplastyczne Thermoplastics
(Vc = 534 m/min)
Kod D [mm]
d [mm]
l [mm]
l1 [mm]
L [mm]
CR [mm]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
THM543-0400CR05 4 4 8 16 50 0.5 56 739 3 575 0,021 21 247 892 0,014 35 412 2 231 0,021 42 494 2 677 0,021
THM543-0500CR05 5 5 10 18 50 0.5 45 391 4 902 0,036 16 998 1 224 0,024 28 330 3 060 0,036 33 995 3 672 0,036
THM543-0600CR05 6 6 13 21 57 0.5 37 826 5 674 0,050 14 165 1 445 0,034 23 608 3 541 0,050 28 330 4 249 0,050
THM543-0600CR10 6 6 13 21 57 1.0 37 826 5 674 0,050 14 165 1 445 0,034 23 608 3 541 0,050 28 330 4 249 0,050
THM543-0800CR05 8 8 19 27 63 0.5 28 369 6 213 0,073 10 624 1 466 0,046 17 706 3 878 0,073 21 247 4 653 0,073
THM543-0800CR10 8 8 19 27 63 1.0 28 369 6 213 0,073 10 624 1 466 0,046 17 706 3 878 0,073 21 247 4 653 0,073
THM543-1000CR05 10 10 22 32 72 0.5 22 695 6 196 0,091 8 499 1 479 0,058 14 165 3 867 0,091 16 998 4 640 0,091
THM543-1000CR10 10 10 22 32 72 1.0 22 695 6 196 0,091 8 499 1 479 0,058 14 165 3 867 0,091 16 998 4 640 0,091
0,5D
1,5D
NOWOŚĆ 2016
NEW 2016
FR
EZ
Y Z
MO
NO
LIT
U W
ĘG
LIK
A D
O O
BR
ÓB
KI
AL
UM
INIU
M,
MIE
DZ
I I
TW
OR
ZY
W S
ZT
UC
ZN
YC
HS
oli
d c
arb
ide
end
mil
ls f
or
alu
min
ium
, co
pp
er a
nd
th
erm
op
last
ics
Materiały termoplastyczneThermoplastics
Miedź i stopy miedzi
Copper & copper alloys
Zalecane parametry skrawania / Cutting data
Wykonywanie rowkówSlotting
Alu i stopy Alu <6% Si Alu & alloys
(Vc = 540 m/min)
Alu i stopy Alu >6% Si Alu & alloys
(Vc = 202 m/min)
Miedź i stopy miedzi Copper & alloys
(Vc = 337 m/min)
Materiały termoplastyczne Thermoplastics
(Vc = 405 m/min)
Kod D [mm]
d [mm]
l [mm]
l1 [mm]
L [mm]
CR [mm]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
n [obr/min]
F [mm/min]
fz [mm/z]
THM543-0400CR05 4 4 8 16 50 0.5 42 972 2 707 0,021 16 075 675 0,014 26 818 1 690 0,021 32 229 2 030 0,021
THM543-0500CR05 5 5 10 18 50 0.5 34 377 3 713 0,036 12 860 926 0,024 21 454 2 317 0,036 25 783 2 785 0,036
THM543-0600CR05 6 6 13 21 57 0.5 28 648 4 297 0,050 10 716 1 093 0,034 17 878 2 682 0,050 21 486 3 223 0,050
THM543-0600CR10 6 6 13 21 57 1.0 28 648 4 297 0,050 10 716 1 093 0,034 17 878 2 682 0,050 21 486 3 223 0,050
THM543-0800CR05 8 8 19 27 63 0.5 21 486 4 705 0,073 8 037 1 109 0,046 13 409 2 937 0,073 16 114 3 529 0,073
THM543-0800CR10 8 8 19 27 63 1.0 21 486 4 705 0,073 8 037 1 109 0,046 13 409 2 937 0,073 16 114 3 529 0,073
THM543-1000CR05 10 10 22 32 72 0.5 17 189 4 693 0,091 6 430 1 119 0,058 10 727 2 928 0,091 12 892 3 519 0,091
THM543-1000CR10 10 10 22 32 72 1.0 17 189 4 693 0,091 6 430 1 119 0,058 10 727 2 928 0,091 12 892 3 519 0,091
1,0 D
0,5 D

NARZĘDZIA SPECJALNE - INFORMACJE TECHNICZNE
Produkcja narzędzi specjalnych - od prostych modyfikacji narzędzi katalogowych po indywidualny projekt, wykonanie i wdrożenie narzędzia u klienta. Zwracamy uwagę, aby proponowane narzędzie specjalne dobrane było w sposób opty-malny - zarówno pod kątem technologii, jak i ekonomii zastosowanej aplikacji. Każde zaprojektowane przez Narzędzia Skrawające TOOLS narzędzie specjalne przynosi wymierne oszczędności!
SPECIAL TOOLS - TECHNICAL INFORMATION
Production of special tools - from simple modifications of standard catalogue tools to individual designs, execution and implementation of the tool at the customer’s workshop. We make every effort to ensure that the offered special tool is optimally suited for the customer - both in terms of technology and economy of the selected application. Each special tool designed by the Narzędzia Skrawające TOOLS company provides measurable savings!
NA
RZ
ĘDZ
IA S
PEC
JALN
E /
SPEC
IAL
TOO
LS
30
Powłoka / Coating
bez powłokiwithout coating
F - Balinit Futura
LM - Balinit Latuma
AP - Balinit Alcrona Pro
Inna / Other:
Typ czołaFace shape
płaskieflat
z faząwith chamfer
z promieniem narożawith radius
Rmax=<0,25 D
kulisteball end
R= R= 0,5 D
Rodzaj i ilość ostrzy / Flutes type and quantity
symetryczne / symmetricalbez ostrzyna czole
with plane face
asymetryczne / asymmetrical
FORMULARZ ZAPYTANIA OFERTOWEGO / APPLICATION FORMFrezy pełnowęglikowe / Solid carbide end mills
Zakres oferowanych średnic / Range of diameters: Ø 1 ÷ Ø 32 mm
Informacje dodatkowe:Additional information
data / date podpis / signature
Przedsiębiorstwo składające zapytanie (nazwa, adres, telefon, e-mail, osoba do kontaktu)Company name, address, phone number, e-mail, contact person
Ilość narzędzi / Tools quantity sztuk / pcs
Twardość
HardnessObrabiany materiałMaterial to be machined
Chwyt / Shank
HA
HB
Narzędzia Skrawające Tools Sp. z o.o. ul. Władysława Grabskiego 25, 55-011 Siechnice, powiat Wrocławtel. 71 343 58 58, fax 71 341 94 70 www.toolswro.com.pl, e-mail: [email protected]
NA
RZ
ĘDZ
IA S
PEC
JALN
E /
SPEC
IAL
TOO
LS
f =
< = )
31

NA
RZ
ĘDZ
IA S
PEC
JALN
E /
SPEC
IAL
TOO
LSFORMULARZ ZAPYTANIA OFERTOWEGO / APPLICATION FORM
Wiertła pełnowęglikowe - prosty kanał wiórowy, 2 ostrzowe / solid carbide drills – straight flutes, Z=2
Powłoka / Coating
bez powłokiwithout coating
FT - BalinitFutura Nano Top
LM - Balinit Latuma
inna /other:
Narzędzia Skrawające Tools Sp. z o.o. ul. Władysława Grabskiego 25, 55-011 Siechnice, powiat Wrocławtel. 71 343 58 58, fax 71 341 94 70 www.toolswro.com.pl, e-mail: [email protected]
data / date podpis / signature
HA
HB
HE
Zakres oferowanych średnic / Range of diameters: Ø 1 ÷ Ø 32 mm
Przedsiębiorstwo składające zapytanie (nazwa, adres, telefon, e-mail, osoba do kontaktu)Company name, address, phone number, e-mail, contact person
Ilość narzędzi / Tools quantity sztuk / pcs
Chwyt / Shank
Twardość
HardnessObrabiany materiałMaterial to be machined
Informacje dodatkowe:Additional information
D2 = pracuje / working
D2 = nie pracuje / not working
Chłodzenie wewnętrzneInternal coolant
TAK / YES
NIE / NO
32
FORMULARZ ZAPYTANIA OFERTOWEGO / APPLICATION FORMWiertła pełnowęglikowe - skrętny kanał wiórowy, 2 ostrzowe / solid carbide drills – with helix, Z=2
Zakres oferowanych średnic / Range of diameters: Ø 1 ÷ Ø 32 mm
Chłodzenie wewnętrzneInternal coolant
TAK / YES
NIE / NO
data / date podpis / signature
D2 = pracuje / working
D2 = nie pracuje / not working
HA
HB
HE
Ilość narzędzi / Tools quantity sztuk / pcs
Chwyt / Shank
Twardość
HardnessObrabiany materiałMaterial to be machined
Informacje dodatkowe:Additional information
Przedsiębiorstwo składające zapytanie (nazwa, adres, telefon, e-mail, osoba do kontaktu)Company name, address, phone number, e-mail, contact person
Narzędzia Skrawające Tools Sp. z o.o. ul. Władysława Grabskiego 25, 55-011 Siechnice, powiat Wrocławtel. 71 343 58 58, fax 71 341 94 70 www.toolswro.com.pl, e-mail: [email protected]
NA
RZ
ĘDZ
IA S
PEC
JALN
E /
SPEC
IAL
TOO
LS
33
Powłoka / Coating
bez powłokiwithout coating
FT - BalinitFutura Nano Top
LM - Balinit Latuma
inna /other:

TECHNOLOGIA PRODUKCJI NARZĘDZIW nowoczesnej fabryce Narzędzia Skrawające TOOLS w Siechnicach pod Wrocławiem powstają wysokiej klasy narzędzia z monolitu węglika. Dbamy o najwyższą jakość produktu na każdym etapie: od doboru optymalnej geometrii, gatunku wę-glika, obróbki wykończeniowej i powłoki, po kontrolę jakości. Każde narzędzie - zarówno katalogowe, jaki i specjalne - jest starannie zaprojektowane, z uwzględnieniem specyficznych wymagań użytkowników. W procesie projektowania wykorzysty-wane są systemy CAD-CAM (2D i 3D). Produkcja odbywa się przy pomocy nowoczesnych i precyzyjnych szlifierek CNC.Wprowadzenie nowych technologii obróbki wykończeniowej, dostępnych w urządzeniu do polerowania, dało możliwość uzyskania jeszcze lepszych właściwości narzędzi.Polerowanie kanału wiórowego pozwala na :n lepsze odprowadzanie wióran zwiększa trwałość narzędzian zapobiega przyklejaniu się materiału do narzędzian umożliwia zwiększenie parametrów pracy Ujednolicanie krawędzi skrawającej ma wpływ na :n zwiększenie trwałości narzędzia n zapobiega wibracjom narzędzian umożliwia zwiększenie parametrów pracyKontrola jakości odbywa się przy pomocy optycznych urządzeń pomiarowych, o dokładności pomiarowej do 0,001 mm.
REG
ENER
AC
JA N
AR
ZĘD
ZI
MO
NO
LITY
CZ
NYC
H /
RO
TAR
Y TO
OLS
REG
ENER
ATI
ON
34
TOOL MANUFACTURING TECHNOLOGYThe modern Narzędzia Skrawające TOOLS factory in Siechnice near Wrocław manufactures high quality solid carbide tools. We ensure the quality of the product at every stage - from the selection of the optimal geometry, the carbide grade, finishing machining and coating, to quality control. All tools - both catalogue tools as well as special tools - are carefully designed, taking into account the specific requirements of the users. CAD-CAM systems (2D and 3D) are used in the de-signing process. Production is carried on with the use of modern and high-precision CNC grinding machines. The intro-duction of new finishing technologies available on the polishing machine allows to obtaining even better tool properties.Polishing of flutes allows for :n Better removal of chipsn extended tool life n prevents the material from sticking to the tool n provides better operating parameters Uniform cutting edges allows to:n extended durability of the tooln prevent tool vibrations n provide better operating parameters
Quality control is performed using optical measuring devices, with a measuring accuracy of 0,001 mm.
REGENERACJA NARZĘDZI OBROTOWYCHNA NOWOCZESNYCH SZLIFIERKACH CNC
Fabryka Narzędzia Skrawające TOOLS oferuje wysokiej jakości usługę ostrzenia narzędzi obrotowych, w konkurencyjnych cenach i terminach wykonania. Zastosowanie nowoczesnych szlifierek CNC (Walter, Anca) pozwala przywrócić regene-rowanym narzędziom oryginalną geometrię. Kontrola jakości usług ostrzenia przeprowadzana jest przy wykorzystaniu nowoczesnego sprzętu kontrolno-pomiarowego marki Zoller. Narzędzia pierwotnie powlekane, po ostrzeniu poddawane są procesowi ponownego powlekania, co pozwala uzyskać wydajność nowego narzędzia. Usługi ostrzenia obejmują nastęujące narzędzia:n Frezy walcowo-czołowe, promieniowe, toroidalnen Wiertła kręte oraz z prostym kanałem wiórowymn Nawiertaki, fazownikin Rozwiertakin Frezy nasadzanen Narzędzia specjalneUsługi modyfikacji narzędzi n Wykonanie chwytu Weldonn Opuszczenie części chwytowej za częścią skrawającąn Wykonanie promieni naroża
Podpisanie umowy serwisowej daje możliwość uzyskania preferencyjnych warunków cenowych i terminowych wykonania usługi.Cennik oraz kalkulator ostrzenia są dostępne na stronie: www.toolswro.com.plPowlekanie narzędzi we współpracy z firmą Oerlikon Balzers.
Krawędź skrawająca w powiekszeniu x 20 (zdjęcie z maszyny Zoller)Cutting edge in magnification 20x (photo from Zoller machine)
ROTARY TOOLS REGENERATIONON THE MODERN CNC GRINDING MACHINES
Narzędzia Skrawające TOOLS factory offers a high quality service of rotary tools re-sharpening in competitive prices and delivery terms. Using CNC modern machines (Walter, Anca) allows us to restore re-sharpened tools to their original geo-metry. Quality control is carry out on the high quality devices made by ZOLLER. Tools that have been originally coated, after re-sharpening process are coated again which allows to obtain a new tools productivity. Re-sharpening services include:n All types of end cutting edgen Drills with helix or with straight flutesn Spotting drills, chamfering toolsn Reamersn Interchangeable milling headsn Special toolsModification services:n Weldon shank executionn Shank grinding an a smaller diameter after working partn Radiuses execution
Signing a maintenance contract gives you the possibility to obtain preferential pricing and term of service.Price list and re-sharpening calculator available on our web site: www.toolswro.com.plCoating tools in cooperation with company Oerlikon Balzers.
Przykłady jakości regeneracji narzędzi / Examples of the tools regeneration quality.
Przed / Before Po / After
REG
ENER
AC
JA N
AR
ZĘD
ZI
MO
NO
LITY
CZ
NYC
H /
RO
TAR
Y TO
OLS
REG
ENER
ATI
ON
35
Przed / Before Po / After Przed / Before Po / After

Stal węglowa
Kompozyty z włókna węglowego CFK
Gra�t
Mosiądz, Miedź, Brąz
Ti, Stopy Ti
Stopy Ni
Aluminium
Żeliwo (GG, GGG)
Stal nierdzewna
Stal 52 - 70 HRC
Stal 45 - 52 HRC
Stal > 1000 N/mm 2
Stal < 1000 N/mm 2
(...) = Zamiennik HM = węglik spiekany HSS = stal szybkotnąca
Oerlikon Balzers Coating Poland Sp. z o.o.
Polkowice | Tczew | Kędzierzyn-Koźle
www.oerlikon.com/balzers/plT: +48 76 746 48 00
Narzędzia Skrawające Tools Sp. z o. o. działa na rynku narzędziowym od 1993 r. Od początku istnienia firmy reprezentujemy na prawach wyłączności renomowanych europejskich producentów narzędzi i oprzyrządowania obrabiarek. Natomiast od roku 2004 r. działamy także jako producent narzędzi obrotowych z monolitu węglika - katalogowych i specjalnych, oferujemy także profesjonale usługi regeneracji narzędzi monolitycznych.
Narzędzia Skrawające Tools - wyłączny przedstawiciel fabryk narzędziowychNa rynku polskim reprezentujemy producentów narzędzi z Włoch, Szwajcarii i Irlandii. Naszym głównym parterem jest włoska firma D’Andrea Spa, producent rewelacyjnego moduło-wego systemu narzędziowego Modulhard’Andrea, głowic mechatronicznych (sterowanych numerycznie) i innych systemów mocowania narzędzi.
Narzędzia Skrawające Tools - nowoczesna fabryka narzędzi
Oferta Działu Produkcji :n produkcja narzędzi katalogowych - linia frezów ProCUTter,n produkcja narzędzi specjalnych,n ostrzenie narzędzi monolitycznych,n modyfikacja narzędzi katalogowych.
Narzędzia Skrawające Tools Sp. z o. o. has been active in the market since 1993. Since the beginning of our existence we have held exclusive rights to represent reputed European tool and machine tool equipment manufacturers. Since 2004 we have also been an active manufacturer of solid carbide rotary tools - catalog and special tools. We also offer professional solid carbide tool regeneration services.
Narzędzia Skrawające Tools - the sole representative of tool factoriesWe represent on the Polish market manufacturers from Italy, Switzerland and Ireland. Our main partner is the Italian company D’Andrea Spa, producer of the incredible modular tool system Modulhard’Andrea, (numerically controlled) mechatronic heads and other tool clamping systems.
Narzędzia Skrawające Tools - the state-of-the-art tool factory
Production Department Offer:n catalog tools production - ProCUTter milling cutters line,n special tools production,n monolithic tools grinding,n modification of catalog tools.
Silmax - frezy monolityczne z węglika, stali HSSE i ASP, rozwiertaki, nawiertaki / solid carbide milling cutters, HSSE and ASP milling cutters, reamers, spotting drills.
DC Swiss - gwintowniki, wygniataki, węglikowe frezy do gwintów, narzynki, sprawdziany / taps, thread formers, carbide thread milling cutters, threading dies, gauges
Sphinx - mikrowiertła, nawiertaki, wiertła węglikowe / micro drills, spotting drills, carbide drills
Procut - frezy pilnikowe / carbide burrs
Zespół naszych specjalistów wspiera klientów, oferując doradztwo techniczne w procesie ofertowania, projektowania, sprzedaży, aplikacji oraz serwisu. Tools oraz nasi partnerzy posiadają certyfikat ISO 9001.
Our specialist team supports customers, offering technical consulting services in tendering, design, sales, application and service processes.Tools and our partners are proud holders of the ISO 9001 Certificate.
Oferta handlowa / Sales offer
Narzędzia / Tools
Oprzyrządowanie / Equipment
D’Andrea - systemy mocowania narzędzi, oprawki monolityczne, oprawki składane, głowice / clamping systems, monolithic holders, changeable tool holders, boring heads
OMG - głowice wielowrzecionowe, regulowane i stałe, kątowe, multiplikatory obrotów / multiple-spindle heads, constant and adjustable heads, angle heads, spindle speeders
SAU - narzędzia składane - głowice frezowe, noże tokarskie, wiertła, płytki wieloostrzowe / changeable tools - milling heads, lathe knives, drills, multiple-blade inserts
Chia-mo - oprawki do gwintowania, oprawki tokarskie z chytem VDI / tapping tool holders, turning tool holders with a VDI shank
SCM - oprawki do gwintowania / tapping tool holders

Narzędzia Skrawające TOOLSto sprawdzony i rzetelny partner w obróbce skrawaniem
n ponad 20 lat doświadczenia na polskim rynku narzędziowym n ponad 40-osobowy zespół wysoko kwalifikowanych specjalistów n ogólnopolska sieć sprzedaży oparta na regionalnych doradcach techniczno-handlowych n dynamicznie rozwijający się producent narzędzi katalogowych i specjalnych n profesjonalny serwis obrotowych narzędzi skrawających - ostrzenie i repowlekanie n wyłączny przedstawiciel renomowanych producentów narzędzi n rozbudowany magazyn narzędzi i oprzyrządowania n certyfikat ISO 9001:2008
n over 20 years of experience on tools marketn over 40 well qualified people employedn nationwide sales net based on regional representativesn dynamically developing producer of catalogue and special toolsn professional sharpening service of rotary cutting toolsn exclusive representative of well known European tools producers n very well equipped stockn certified with ISO 9001:2008
Narzędzia Skrawające TOOLSis a proven partner in machining business
Narzędzia Skrawające Tools Ltd.Grabskiego 25
55-011 Siechnice, Polandph. + 48 71 343 58 58, Fax + 48 71 341 94 70
e-mail: [email protected]
FS 576820


















