
Just in time de introducao ate conclusao - folgueral.com.br · O tema central deste trabalho é o...
48
7 INTRODUÇÃO O tema central deste trabalho é o sistema de produção just in time ou JIT. Ao falarmos de just in time surge de imediato a idéia de produção sem estoque, inventários ao nível de zero, produção “magra” e sistema de produção japonês. É que esta técnica, se assim a podemos chamar, é uma das características mais visíveis de muitas das empresas do Japão, cada vez mais disseminada pelo tecido empresarial mundial. O presente trabalho tem como principal objetivo encontrar o ponto de equilíbrio da empresa atendendo a demanda com o mínimo de matéria-prima e mão-de-obra agregada e respeitando os prazos estabelecidos. Porem como ser competitivo no mercado, se uma das principais limitações do Just in Time está ligada a própria flexibilidade de faixa do sistema produtivo, no que tange a variedade de produtos oferecidos e as variações de demanda de curto prazo. Isso de certa forma provoca limitações no mix. No seio de um ambiente competitivo de algo modo turbulento, as empresas mais do que nunca precisam definir uma estratégia que especifique o tipo de vantagem competitiva que devem seguir no seu setor, e como a pretendem alcançar. O sistema just in time foi um tema bastante abordado nos anos setenta/oitenta, altura em que todo o mundo se voltava com curiosidade para a forma produtiva das empresas japonesas. Muitos se interrogavam se tal adviria da cultura própria deste país, mas a aplicação desta técnica em outros países, provou que a base se encontra na organização em si. Muitos artigos e livros foram escritos acerca do JIT e dos seus vários elementos. Atualmente é dada mais atenção não ao sistema em si, mas às suas condições de aplicabilidade e às suas reais vantagens/proveitos. Existem vários motivos que levam a que a aprendizagem e compreensão deste tema seja de grande importância. Com vista ao desenvolvimento de alguns processos e
Transcript of Just in time de introducao ate conclusao - folgueral.com.br · O tema central deste trabalho é o...

7
INTRODUÇÃO
O tema central deste trabalho é o sistema de produção just in time ou JIT. Ao
falarmos de just in time surge de imediato a idéia de produção sem estoque, inventários
ao nível de zero, produção “magra” e sistema de produção japonês. É que esta técnica,
se assim a podemos chamar, é uma das características mais visíveis de muitas das
empresas do Japão, cada vez mais disseminada pelo tecido empresarial mundial.
O presente trabalho tem como principal objetivo encontrar o ponto de equilíbrio
da empresa atendendo a demanda com o mínimo de matéria-prima e mão-de-obra
agregada e respeitando os prazos estabelecidos.
Porem como ser competitivo no mercado, se uma das principais limitações do
Just in Time está ligada a própria flexibilidade de faixa do sistema produtivo, no que
tange a variedade de produtos oferecidos e as variações de demanda de curto prazo.
Isso de certa forma provoca limitações no mix.
No seio de um ambiente competitivo de algo modo turbulento, as empresas mais
do que nunca precisam definir uma estratégia que especifique o tipo de vantagem
competitiva que devem seguir no seu setor, e como a pretendem alcançar.
O sistema just in time foi um tema bastante abordado nos anos setenta/oitenta,
altura em que todo o mundo se voltava com curiosidade para a forma produtiva das
empresas japonesas. Muitos se interrogavam se tal adviria da cultura própria deste
país, mas a aplicação desta técnica em outros países, provou que a base se encontra
na organização em si. Muitos artigos e livros foram escritos acerca do JIT e dos seus
vários elementos. Atualmente é dada mais atenção não ao sistema em si, mas às suas
condições de aplicabilidade e às suas reais vantagens/proveitos.
Existem vários motivos que levam a que a aprendizagem e compreensão deste
tema seja de grande importância. Com vista ao desenvolvimento de alguns processos e

8
conceitos inerentes a este sistema, subdividiu-se o trabalho em três partes, uma
primeira parte teórica e uma segunda parte de índole prática.
Na primeira parte apresenta-se uma breve resenha histórica do just in time, após
o que são desenvolvidos alguns princípios gerais sobre os quais o sistema assenta:
conceitos gerais, seus elementos críticos.
Na segunda parte apresenta-se os objetivos e vantagens que o just in time traz
para as empresas, como: Eliminação de estoques, redução de tempos envolvidos nos
processos, redução de custos e das bases de fornecedores e melhoria continua.
Na terceira parte apresenta-se como implantar o just in time na empresa,
mostrando a importância da mudança de cultura tanto da própria empresa como dos
funcionários, de modo que o sistema funcione.

9
CAPITULO I
1. JUST IN TIME
A utilização de Just in Time visa atender a real demanda instantaneamente, com
qualidade e sem desperdícios. Ela possibilita a produção eficaz em termo de custo,
assim como o fornecimento da quantidade necessária do produto, no momento e em
locais corretos, utilizando o mínimo de recursos.
Just in Time é uma derivação do sistema japonês “Kanban”. Os cartões Kanban
de processo de produção especificam quanto será feito (a quantidade de
reabastecimento) e quando será necessário (o momento da necessidade do
reabastecimento). Os cartões Kanban de requisição especificam quanto será
retirado do estoque do fornecedor
1.1 CONCEITO JUST IN TIME
O sistema Just in Time (JIT) foca na coordenação de produção com demanda
especifica, produzindo em cada estagio somente os itens necessários, nas quantidades
necessárias e no momento necessário.
Contudo, o JIT é muito mais do que uma técnica ou um conjunto de técnicas de
administração da produção, sendo considerado com uma completa filosofia, a qual
inclui aspectos de administração de materiais, gestão da qualidade, arranjo físico,
projeto do produto, organização do trabalho e gestão de recursos humanos.
O sistema JIT apresenta diversas diferenças de abordagem em relação aos
sistemas tradicionais de produção. Talvez a principal seja, sua característica de "puxar"
a produção ao longo do processo, de acordo com a demanda. Neste sistema, o material

10
somente é processado em uma operação se ele é requerido pela operação
subseqüente do processo. Os sistemas tradicionais são sistemas que "empurram" a
produção, desde a compra de matérias primas e componentes até os estoques de
produtos acabados. Neste caso, as operações são disparadas pela disponibilidade de
material a processar. Uma vez completada a primeira operação, o lote é "empurrado"
para a operação seguinte, esperando sua vez de encabeçar a fila de lotes a serem
processadas, de acordo com seu nível de prioridade.
Outra característica importante do sistema JIT é a de ser um sistema ativo,
enquanto os sistemas tradicionais são sistemas passivos. Na abordagem tradicional, os
sistemas de administração da produção assumem como dada uma serie de
características do processo produtivo como, por exemplo, níveis de refugo, tempos de
preparação de equipamentos, freqüência de quebra de maquinas, entre outros. Dadas
estas características, os Sistemas da Administração de Produção tradicionais procuram
minimizar os custos envolvidos no processo. Consequentemente surgem ordem de
produção maiores, em função do índice esperado de peças defeituosas, sugerem a
produção de lotes capazes de "ratear" os custos de preparação por uma quantidade
maior de itens processados e sugerem excesso de capacidade para dar conta das
paradas de maquinas por problema de manutenção. O sistema JIT, por outro lado,
incentiva o questionamento e a melhoria daquela característica do processo que os
sistemas tradicionais assumiam como dadas. Desse modo, os problemas do processo
não são aceitas passivamente. Ao contrario, a eliminação destes problemas, que são
encobertos pelos estoques gerados, constitui um beneficio e um pressuposto para a
utilização do sistema JIT. O objetivo da redução dos estoques presentes na filosofia JIT,
é atingido pela eliminação das causas geradoras das necessidades de se manterem os
estoques.
11
1.1.2 Controle de estoques
Pode-se dizer que os estoques são mantidos por duas causas principais. A
primeira refere-se á eventual dificuldade de coordenação entre a demanda de um item
e o seu processo de obtenção, ou seja, ainda que se possa determinar o momento em
que a certa quantidade deste item será necessária, pode-se difícil determinar com
precisão o momento e quantidade de sua produção. Esta dificuldade pode ser causada
pelo grande numero de produtos diferentes as serem produzidos ou mesmo da
quantidade de componentes e submontagens destes produtos. A segunda razão para a
manutenção de estoques é a presença de incertezas. Estas incertezas podem ser
associadas a demanda dos itens a serem fabricados, em termos de quantidade e datas,
ao processo de obtenção, compra ou produção, destes itens. As incertezas em relação
a obtenção podem referir-se a qualidade dos itens produzidos ou comprados,
resultando numa quantidade incerta de itens aproveitáveis, e também, a momento em
que os itens estarão disponíveis, em função das incertezas com a disponibilidade dos
equipamentos, com os tempos de espera em filas e com as datas de entrega dos
suprimentos.
A visão tradicional é de que os produtos devem ser mantidos em estoque por
diversas razões. Seja para acomodar variação nas demandas, seja para produzir lotes
econômicos em valores substancialmente superiores aos necessários, seja pára não
perder vendas. No entanto, essa visão acarreta para as empresas:
• Custos mais altos de manutenção de estoques
• Falta de tempo na resposta ao mercado
• Risco do inventario tornar-se obsoleto
O controle de estoque exerce influencia muito grande na rentabilidade. Os
estoques absorvem capital que poderia estar sendo investido de outras maneiras,
desviam fundos de outros usos potenciais e tem o mesmo custo de capital de qualquer
outro projeto de investimento da empresa. Aumentar a rotatividade do estoque libera o
12
ativo e economiza o custo de manutenção do inventario.
Os custos associados aos estoques podem ser divididos em três categorias:
• Custo de pedir. Incluem os custos fixos administrativos associados aos
processos de aquisição de quantidades requeridas para reposição do estoque
– custo de preencher pedido de compra, processar os serviços burocrático,
na contabilidade e no almoxarifado, e de receber o pedido e verificação
contra a nota e a quantidade física. Os custos de pedir são definidos em
termos monetários por pedido.
• Custo de manter estoque. Estão associados a todos os custos necessário
para manter certa quantidade de mercadorias por um período. São
geralmente definidos em termos monetários por unidade, por período. Os
custos de manter incluem componentes como custo de armazenagem, custo
de seguro, custo deterioração e obsolescência e custo de oportunidade de
empregar dinheiro em estoque (que poderia ser empregado em outros
investimentos de igual risco fora da empresa).
• Custo total. É definido como a soma dos custos de pedir e de manter
estoques. Os custos totais são importantes no modelo do lote econômico,
pois o objetivo deste é determinar a quantidade do pedido que os minimiza.
O objetivo de custo é estabelecer os níveis de estoque e sua localização, é
apenas uma parte do problema de controle de estoque. Considerando este objetivo
mais amplo, uma questão critica é balancear os custos de manter e de pedir, por que
estes custos têm comportamentos conflitantes. Quanto maiores as quantidades
estocadas, maiores serão os custos de manutenção. Quanto maior for a quantidade do
pedido, maior será o estoque médio e mais alto será o custo de mantê-lo. No entanto,
se maiores quantidades forem solicitadas, menos pedidos serão feitos e, por
conseqüência, menores custos de pedir serão incorridos. A função do custo total mostra
o formato da letra U, o que significa que existe um valor mínimo para esta curva, que ao
ponto em que os somatórios dos custos de manter de pedir é mais baixos. O objetivo é

13
encontrar um plano de suprimento que minimize o custo total.
Já os objetivos de nível de serviço, encontram a dificuldade em estimar custo de
faltas levam aos estabelecimentos de um objetivo ligeiramente diferente para o controle
de estoque. Ao fixar a disponibilidade conforme a política de que, por exemplo, “98%
dos pedidos de um item qualquer devem ser atendidos em 48 horas”, devem ajustar-se
os custos de manter e de pedir de modo que sua soma seja minimizada. Repare que,
ao fixar-se a disponibilidade-alvo, os custos de falta de estoque são considerados
indiretamente. Deve-se ter grande cutela para fixar o nível de serviço de estoque desta
forma. Aumentar a disponibilidade em apenas alguns pontos percentuais, por causa de
pressões da aérea de vendas, tem o efeito dramático do capital investido em estoque.
Uma vez que o nível de estoque cresce explosivamente com disponibilidades elevadas,
o nível de serviços utilizado, na maioria das vezes é menor que 100%. Deve-se obter o
maior equilíbrio possível entre a produção e o custo total de estoque, de um lado, e o
nível de serviços prestados aos clientes, de outro lado.
Um dos sistemas de “empurrar” estoques mais simples e comum é o método de
estoque por demanda. A idéia básica é manter os níveis de estoques proporcionais a
sua demanda e baseia-se nos seguintes pontos:
• Verificação da duração do tempo de ressuprimento para o item considerado
• Previsão da demanda do item em determinado período
• Determinação do período de segurança a considerar pela incerteza na
previsão da demanda e o tempo de ressuprimento, necessário para compor o
estoque de segurança.
Imaginemos que a duração do tempo de ressuprimento para um item seja de
duas semanas. A seguir, deve-se fazer uma previsão da demanda desse item para
cada quatro semanas. Como as previsões de demanda e do tempo de ressuprimento
tem incerteza, uma semana extra de demanda é adicionada para servir como estoque
de segurança.

14
Como se pode perceber os estoques estarão em proporção direta a um nível de
demanda. Isto pode não ser conveniente com demandas sazonais. Além disso, a forma
com que o tempo de ressuprimento e a incerteza de previsão foram estimados não é
precisa.
1.1.3 Controle de qualidade
O controle de qualidade total é um novo modelo gerencial centrado no controle do
processo, tendo como meta a satisfação das necessidades das pessoas. O controle da
qualidade, no contexto do Controle da Qualidade Total (TQC) é exercer o “controle”
sobre as dimensões da qualidade. O objetivo mais importante deste “controle” é garantir
a qualidade do “seu produto” (seja ela qual for) para seu cliente externo ou interno. É
deste objetivo que provem o famoso conceito “O próximo processo é o seu cliente”
A pratica consciente do “controle de qualidade” por todas as pessoas da
empresa, assumindo a responsabilidade (fins) sobre os resultados do “seu processo” e
a autoridade (meios) sobre seu processo (conhecido quando da definição de sua
função), é a base do gerenciamento participativo e o pilar de sustentação do Controle
de Qualidade Total. Não se pode conceber e nem se pode imaginar Garantia da
Qualidade (GQ) no estilo japonês sem que haja a participação dedicada e metódica de
todos os setores e pessoas da empresa praticando o controle da qualidade. A
participação das pessoas não é conseguida por exortação, mas por educação e
treinamento na prática do controle da qualidade.
O controle da qualidade é abordado com três objetivos:

15
a. Planejar a qualidade desejada pelos clientes; isto implica num esforço de
localizar o cliente, saber de suas necessidades (muitas vezes eles não as
conhece e você deve colocar-se em seu lugar), traduzir estas necessidades
em características mensuráveis, de tal forma que seja possível gerenciar o
processo de atingi-las;
b. Manter a qualidade desejada pelo cliente, cumprindo padrões e atuando na
causa dos desvios. O processo para manter a qualidade desejada pelo
cliente. Neste caso o “controle” (PDCA) é exercido para manter os resultados.
c. Melhorar a qualidade desejado pelo cliente, neste caso é preciso localizar os
“resultados indesejáveis” (problemas) e utilizar o “método de solução de
problemas”
A forma ideal do Controle de Qualidade Total será atingida quando a Rotina for
gerenciada a nível individual por todas as pessoas da empresa. Do presidente ao
operador, todos devem gerenciar a Rotina de seu próprio processo. O “processo” de
cada um é definido pela “ definição da função”. Esta “definição a função” deve delimitar
a área de autoridade (meios, causas, processo) e a área de responsabilidade (fins,
resultados).

16
1.2 CONTEXTO HISTÓRICO DO JUST IN TIME
O JIT nasceu no Japão no inicio da década de 50 e muitos fatores que
contribuíram para a criação deste método. estão as adversidades enfeitadas por este
país na época. O país recentemente, havia saído de uma guerra, além de possuir
poucos recursos por sua geografia acidentada e montanhosa. Ainda possuía o
agravante de ser um arquipélago, dificultando muito a logística e o transporte dos
recursos a serem transportados.
JIT (livre tradução: "em cima da hora") é o principio, re-introduzido na gestão
empresarial pelos japoneses (já havia sido utilizado no principio do século XX por Henry
Ford), que se caracteriza pela a administração eficiente dos recursos, com a
manutenção apenas de quantidades suficientes, sem nenhum excesso, tanto das
matérias primas ou insumos, quanto dos produtos acabados.
Este é o tipo e gestão da produção diminui os gastos com armazenagem, espaço
e pessoal. Exige, toda via, dinamismo na relação com fornecedores e clientes, além de
sistemas confiáveis de controle.
Mas foi na década de 70 que a Toyota Motor Company criou a idéia básica do
JIT e seu desenvolvimento, a qual buscava um sistema de administração que pudesse
coordenar a produção de veículos com o mínimo de atraso.
1.2.1 O desenvolvimento do Sistema Toyota de Produção
A Toyota Motor Corporation lutou na década de 1930, primeiramente produzindo
caminhões simples. Nos primeiros anos, a empresa produziu veículos de baixa
qualidade com tecnologia primitiva (por exemplo, moldar placas de carroceria sobre
toras de madeira) e não teve muito sucesso. Nos anos 30, os líderes da Toyota
visitaram a Ford e a GM para estudar suas linhas de montagem e leram atentamente o

17
livro de Henry Ford, Today and Tomorrow(1926). Testaram o sistema te transporte, os
ferramentais de máquinas de precisão e a idéia da economia de escala na fabricação
de teares. Mesmo antes da segunda guerra mundial, a Toyota percebera que o
mercado japonês era muito reduzido e que a demanda era muito fragmentada para
suportar os grandes volumes de produção nos Estados Unidos (uma linha de
montagem de automóveis neste país poderia produzir 9 mil unidades por mês,
enquanto a Toyota produziria somente cerca de 900 unidades mensais; a Ford era
aproximadamente dez vezes mais produtiva). Os administradores da Toyota sabiam
que, para sobreviver a longo prazo, teriam que adaptar a abordagem em produção em
massa ao mercado japonês. Mas como?
Agora vejamos a situação da Toyota após a segunda guerra mundial, 1950. Era
uma industria automotiva que começava a florescer. O país havia sido dizimado por
duas bombas atômicas, a maioria das fabricas havia sido destruídas a plataforma de
abastecimento era nula e os consumidores tinham pouco dinheiro. A tarefa consistia em
aperfeiçoar o professo de produção da Toyota de modo que se igualasse a produção
da Ford. Com base no paradigma da produção em massa da época, as economias de
escala devem ter imaginado que isso seria impossível para a pequena Toyota.
O sistema de produção em massa da Ford fora criado para produzir grandes
quantidades de um numero limitado de modelo. Essa é a razão pela qual todos os
modelos T originalmente eram pretos. Por outro lado, a Toyota precisava fabricar
pequenos volumes de modelos diferentes usando a mesma linha de montagem, pois a
demanda do consumidores de seu mercado de automóveis era muito baixo, para
sustentar linhas de montagem dedicadas a um so veículos. A Ford possuía tonelada de
dinheiro e um grande mercado domestico e internacional. A Toyota não tinha dinheiro e
operava em um país pequeno. Com poucos recursos e pouco capital, a Toyota
precisava girar rapidamente o dinheiro (desde o recebimento do pedido até o
pagamento do produto). A Ford tinha um sistema completo de fornecimento. A Toyota
não podia se dar ao luxo de proteger-se sobre o grande volume e as economias de

18
escala proporcionado pelo sistema de produção de massa da Ford. Precisava adaptar-
se ao processo de produção da Ford para atingir simultaneamente alta qualidade, baixo
custo, menor lead time e flexibilidade.
1.2.2 A criação do sistema de produção que mudou o mundo
Na década de 1950, deu inicio a suas varias jornadas pelas poucas fabricas da
Toyota aplicando os princípios de autonomação e de fluxo unitário de peças. A pos
anos de década de pratica, propôs o sistema Toyota de produção.
Juntamente com as lições de Henry Ford, Sistema Total de Produção buscou
varias idéias nos Estados Unidos. Uma idéia muito importante foi o conceito do
“sistema de puxar”, inspirado nos supermercados americanos. Em qualquer
supermercado bem administrado, itens individuais são recolocados assim que cada um
deles começa a descascar na prateleira. Isto é, a recolocação do material é provocado
pelo consumo, aplicando a uma fabrica, o conceito significa que o passo um e um
processo não deve produzir (reabastecer) peças antes que o próximo processo (passo
2) utilize todo o suprimento de peças do passo 1 (até chegar a um pequeno “estoque de
segurança”). No Sistema Total de Produção quando o passo 2 chega a esse estoque
de segurança, aciona-se um sinal para requisição de mais peças no passo.
Na produção em massa. Na Toyota, cada passo do processo de produção tem o
equivalente a um “medidor “(chamado Kanban) para indicar a volta ao processo anterior
quando o reabastecimento de peças é necessário. Isto cria o “puxar”, que continua a
acontecer para trás, no sentido do inicio do ciclo de produção. Por outro lado, a maioria
das empresas utilizam processos com muitas perdas, pois o trabalho no passo 1 é
desempenhado em grandes lotes antes de se tornar necessário no passo 2. O
resultado desse “estoque em processo” deve então ser armazenado, registrado e
mantido até que seja requisitado pelo passo 2 – uma perda de muitos recursos. Sem
esse sistema de puxar, o just in time (JIT), uns dos pilares do Sistema Total de
Produção (o outro é autonomação, a qualidade intrínseca) jamais teria evoluído.

19
O JIT é um conjunto de princípios, ferramentas e técnicas que permitem que a
empresa produza e entregue produtos em pequenas quantidades, com lead time
curtos, para atender as necessidades especificas do cliente. Dito na forma mais simples
o JIT entrega os itens corretos na hora certa e na quantia exata. O poder do JIT é
permitir que você responda as mudanças diárias da mudanças, o que era precisamente
o que a Toyota precisava.
A Toyota também levou a serio os ensinamentos do pioneiro americano em
qualidade, W. Edwards Deming. Ele ensinou sobre a qualidade e a produtividade
americana em seminário no Japão e apontou que, em um sistema empresarial típico,
atender e exercer as exigências do cliente é a tarefa de cada individuo em uma
organização. Ele ampliou drasticamente a definição de “cliente”, incluindo os clientes
internos e externos.
Deming também incentivou os japoneses a adotarem uma abordagem
sistemática para solução de problemas, o que mais tarde ficou conhecido como ciclo
Deming ou ciclo PDCA, uma base para a melhoria contínua e tendo como objetivo
exercer o controle dos processos, podendo ser usados de forma continua para seu
gerenciamento em uma organização, por meio do estabelecimento de uma diretriz de
controle (planejamento de qualidade), do monitoramento do nível de controle a partir de
padrões da manutenção da diretriz atualizada, resguardando as necessidades do
público alvo.

20
Figura 1.1 Ciclos PDCA e circuito de controles
“A produtividade é aumentada pela melhoria da qualidade. Este fato é bem
conhecido por uma seleta minoria” W. E. DEMING”
O caminho do sucesso para obter melhorias continuas nos processos é o de
conjugar os dois tipos de gerenciamento: manutenção e melhorias.
Melhorar continuamente um processo significa melhorar continuamente seus
padrões (padrões de equipamento, padrões de materiais, padrões técnicos, padrões de
procedimento, padrões de produtos, etc). Cada melhoria corresponde ao
estabelecimento de um novo “nível de controle” (novo valor-meta para um item de
controle). Em outras palavras cada melhoria corresponde ao estabelecimento de uma
nova “diretriz de controle”.
A utilização do ciclo PDCA para melhorar as “diretrizes de controle” é a grande
responsabilidade de todas as chefias, desde o presidente até o nível de supervisor. Os
operadores utilizam o PDCA para melhorias quando das atividades dos Círculos de
Contorle da Qualidade (CCQ).
21
O termo japonês para melhoria continua é Kaizen, o processo de realizar
melhorias, mesmo pequenas, e atingir a meta enxuta de eliminar todo o desperdício
que adiciona custo sem agregar valor. Kaizen ensina aos indivíduos as habilidades
para trabalhar de modo eficiente em pequenos grupos, resolver problemas, documentar
e melhorar processos, coletar e analisar dados e auto administrar-se num grupo de
colegas. Leva a tomada de decisões (o propostas) até os trabalhadores exigem uma
discussão aberta e o consenso do grupo antes implementação de qualquer decisão.
Kaizen é uma filosofia total que luta pela perfeição e sustenta o STP no dia a dia.
No segundo capitulo o Just in Time tem como objetivo a redução do desperdício
e com isso a vantagem do tempo, custo, qualidade e flexibilidade do processo assim
tendo a confiabilidade do cliente no processo como um todo.

22
CAPITULO II
2. OBJETIVOS E VANTAGENS DO JUST IN TIME
2.1 OBJETIVOS DO JUST IN TIME
A filosofia Just in Time é fundamentada em um objetivo principal, a eliminação de
desperdícios e com isso redução dos estoques, de modo que os problemas fiquem
visíveis e possam ser eliminados
O objetivo do Just in Time também consiste em entrega de produtos e serviços, na
hora certa para o uso imediato, tendo como objetivo principal a busca contínua pela
melhoria do processo produtivo, que é obtida e desenvolvida através da redução dos
estoques. Este sistema permite a continuidade do processo, mesmo quando há
problemas nos estágios anteriores a sua produção final. Mas ao reduzir o estoque, os
problemas que antes não afetavam a produção, torna-se agora visíveis, podendo,
assim serem eliminados, permitindo um fluxo mais suave da produção.
Segundo Heizer e Render (2001, p. 349) “Quando falamos de desperdícios na
produção de bens e serviços, estamos descrevendo algo que não agrega valor” .
Porem é exigido do administrador o abastecimento ou desabastecimento da
produção no tempo certo, no lugar certo e na quantidade certa, visando capacitar à
empresa a produzir somente o necessário ao atendimento da demanda, com qualidade
assegurada.
O objetivo do JIT é promover a otimização de todo o sistema de manufatura,
desenvolvendo políticas, procedimentos e atitudes requeridos para ser um fabricante

23
responsável e competitivo. Para que isso ocorra da melhor forma possível, é necessário
atingir algumas metas, tais como: projetar a otimização dos processos, interagirem bem
com o cliente, obter relações de confiabilidade com fornecedores e clientes, adotar
compromisso de melhoria contínua. Estas metas que juntas resultarão no objetivo final.
2.2 ELIMINAÇÃO DE PERDAS
Para que o Just in Time funcione deve-se diminuir o nível de estoque, embora
ele seja utilizado para evitar a descontinuidade do processo produtivo. O problema do
processo é causado pela tolerância de desperdícios e mau gerenciamento e tendo
como causa raiz atrasos de produção, padrão de qualidade impróprio, demanda
desconhecida e entre outras.
“Reduzir estoques de modo que os problemas fiquem visíveis e possam ser eliminados através de esforços concentrados e priorizados”. E também, segundo Heizer e Render (2001, p. 350) “O just in time reduz o material em toda a rede de fornecimento e nos permite focalizar naquilo que agrega valor em cada etapa...” (CORRÊA E GIANESI, 2009, p. 57).
Com isso o JIT também passou a significar a eliminação do desperdício pela
redução do investimento em estoques. Com o principio de produzir bons produtos em
pequenos lotes. A redução do tamanho dos lotes pode ser uma grande ajuda na
redução dos estoques e dos custos dos estoques.
Como os layouts JIT reduzem a distancias a serem percorridas, também
reduzem o estoque, eliminado o espaço reservado para essa finalidade. Quando existe
pouco espaço, o estoque deve ser movimentado em lotes pequenos, ou mesmo em
unidades isoladas. As unidades estão sempre se movimentando porque não existe
armazenamento.
Com os estoques em sistema de produção e distribuição muitas vezes existem
somente em caso (“just in case”) de alguma coisa saia errada. Istoé são usadas
24
somente no caso de ocorrer alguma variação proveniente do plano de produção. O
estoque “extra” é então para cobrir variações ou problemas. As táticas eficazes de
estoque exigem “just in time”, e não “just in case”.
O just in time é o estoque mínimo necessário para manter em funcionamento um
sistema perfeito. Com o estoque just in time, a quantidade exata de produtos chega no
momento em que é necessária, e nem um minuto antes nem depois.
Segundo Correa e Gianesi (2009, p. 57) “estoque tende a camuflar problemas”.
Inadmissível no ambiente do JIT aceitar determinado nível de produção
defeituosa e muito menos a idéia de amostragem ou controle estatístico por um
departamento de controle de qualidade, pois isso pressupõe a existência de um
percentual mínimo de produtos defeituosos. Toda perda com tempo de set-up e de
espera, produção em excesso, refugos, retrabalhos etc e com atividades que não
agregam valor, como inspeção, controle de qualidade, movimentação de material
precisam ser eliminados.
Segundo Heizer e Render (2001, p. 358) “ Enquanto o estoque oculta a ma
qualidade, o just in time a expõem imediatamente”.
O estoque e o custo de sua armazenagem diminuem à proporção que a
quantidade de reposição do que o estoque e o nível Maximo do estoque caem.
Entretanto, como o estoque exige que se incorram em custos de emissão ou de setup
que devem ser aplicados às unidades reduzidas, os responsáveis tendem a comprar
(ou produzir) pedidos grandes. Com pedidos grandes cada unidade comprada ou
produzida absorve somente uma pequena parte do custo do setup (ou de preparação).
Em conseqüência o meio para diminuir os tamanhos dos lotes e reduzir o estoque
médio é reduzir o custo do setup, que por usa vez diminui o tamanho ótimo do pedido
(lote econômico).

25
Em muitos ambientes, os custos de preparação está altamente correlacionado
com o tempo de preparação.
2.2.3 Redução de tempos envolvidos no processo
A redução dos tempos envolvidos no processo de produção JIT tem um efeito
muito importante: o aumento de flexibilidade de resposta. Esta flexibilidade resulta do
fato de a produção não esta comprometida com determinado programa de produção
por um prazo muito longo, podendo adaptar-se de forma mais ágil às flutuações
moderadas e de curto prazo na demanda.
A importância da meta de reduzir a zero o lead time de produção não pode ser
subestimada , considerando-se a pressão exercida pelo mercado junto ás empresas de
manufatura nos sentido de responder rápido a pedidos
A idéia de reduzir o lead time é reforçada pela constatação de que apenas numa
pequena parcela de lead time total estão sendo realizadas atividades que agregam
valores aos produtos. Para que se analisem estratégias de redução dos lead times é
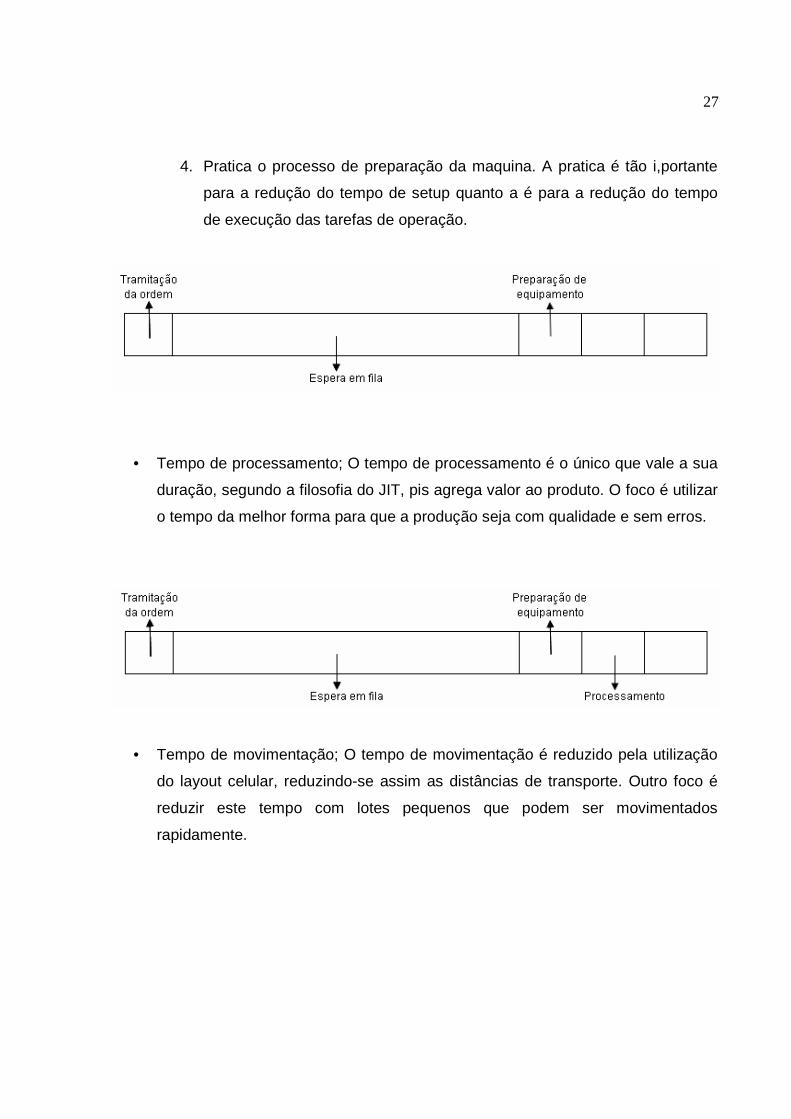
convenientes que se entenda sua composição. Em geral, o lead time de produção,
tempo que decorre desde o momento em que uma ordem de produção é colocada até
que o material esteja disponível para uso, é composto pelos seguintes elementos:
• Tempo de tramitação da ordem de produção; O tempo burocrático da ordem de
produção geralmente não é muito relevante, mas pode chegar a 1 ou 2 dia, depende da
empresa. Já com JIT o sistema de liberação de ordens está no nível da fabrica, sendo
extremamente ágil, podem assim utilizar os cartões (Kaban) ou outro meio de fácil
comunicação. Dessa forma, este tempo e praticamente reduzido a zero.

26
• Tempo de espera em fila; Esta parcela do lead time responde por mais de 80%
Do tempo total, O tempo que uma ordem de produção deve esperar em file é resultante
da soma dos tempos de preparação de maquina e processamento de cada uma das
ordens que serão executadas anteriormente a esta. Uma forma de reduzir o tempo da
file é reduzir os lotes de produção de todas as ordens na fábrica, assim como reduzir os
tempos de preparação das máquinas. Estas duas providencias já fazem parte do
sistema JIT.
• Tempo de preparação da maquina; Pode ser obtida com a ajuda das seguintes
prescrições práticas:
1. Enfocar a redução de tempo de preparação. Isto significa documentar
como o setup é feito atualmente (o uso de videotape é recomendado) e
procurar eliminar passos e reduzir os tempos dos passos remanescentes.
2. Separar criteriosamente o setup interno do externo. Atende para o fato de
que apenas o primeiro se refere a atividades que requeriam que a
maquina esteja totalmente parada para que sejam realizados.
3. Saber para que a maquina será preparada. Não dar a maquina usos mais
cariados do que o necessário. Isto significa que deve ter preparação de de
um produto e outro
27
4. Pratica o processo de preparação da maquina. A pratica é tão i,portante
para a redução do tempo de setup quanto a é para a redução do tempo
de execução das tarefas de operação.
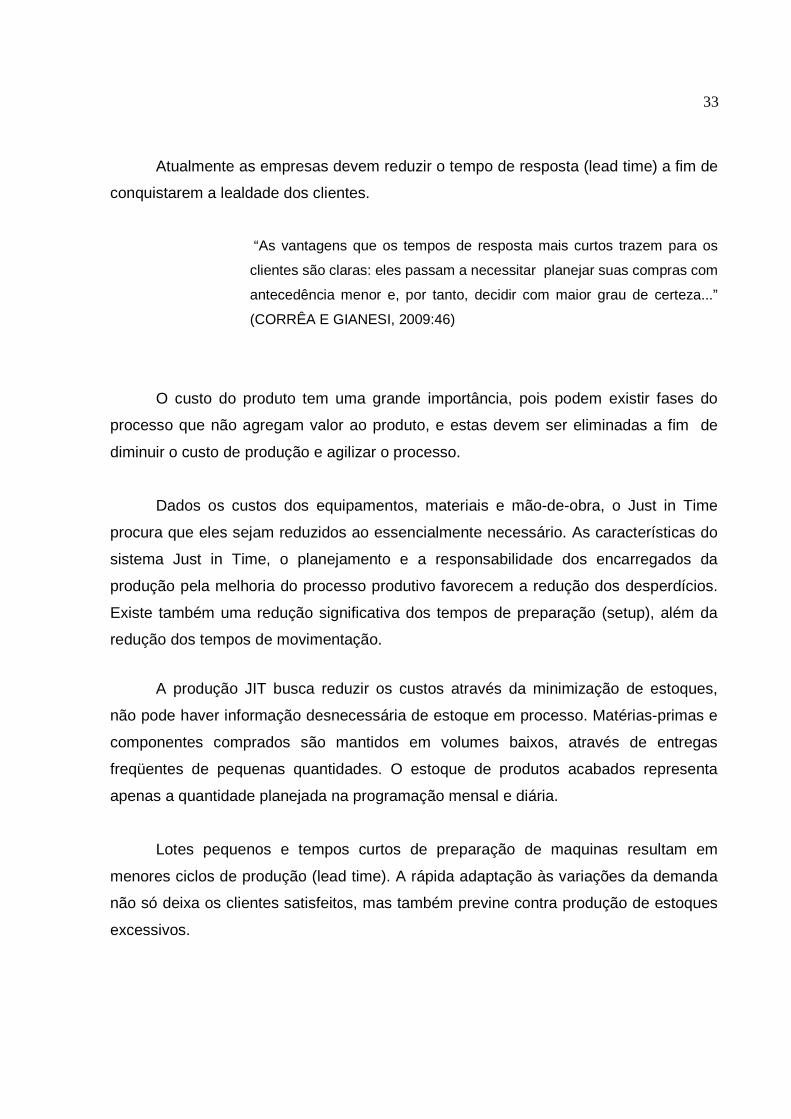
• Tempo de processamento; O tempo de processamento é o único que vale a sua
duração, segundo a filosofia do JIT, pis agrega valor ao produto. O foco é utilizar
o tempo da melhor forma para que a produção seja com qualidade e sem erros.
• Tempo de movimentação; O tempo de movimentação é reduzido pela utilização
do layout celular, reduzindo-se assim as distâncias de transporte. Outro foco é
reduzir este tempo com lotes pequenos que podem ser movimentados
rapidamente.

28
Segundo Corrêa e Gianesi (2009, p.82) “Para redução do lead time de produção, os
produtos, o sistema de manufatura e o processo de produção devem ser projetos de
forma a facilitar o rápido fluxo das ordens de produção”
2.2.4 Redução da base de fornecedores
Há duas razões para tentar reduzir o número de fornecedores, uma delas é
estabelecer com o fornecedores compromissos de longo prazo; e a outra razão e limitar
esforços no desenvolvimento de fornecedores.
Segundo Corrêa e Gianesi (2009, p. 85) “ O coração do fornecimento de materiais no
sistema JIT é o estabelecimento de compromissos de longo prazo com os
fornecedores, embora este aspecto não seja exclusivo da filosofia JIT”
Porém é essencial que a empresa seja um cliente valorizado pelo fornecedor e
que o compromisso seja demonstrado pelos dois lados. Os contratos de longo prazo
com um único ou poucos fornecedores oferecem, em retorno, altos níveis de qualidade
e entregas confiáveis.
Alguns fornecedores podem não ser, inicialmente, capazes de atingir os níveis
de qualidade desejada ou, ainda, de garantir entregas confiáveis. Nesses casos, o
auxilio da empresa cliente na forma da cessão temporária de seus especialistas em
qualidade ou administração da produção pode ser de grande valia. Este processo é
conhecido por desenvolvimento de fornecedores. Esta situação costuma ocorrer em

29
relação em relação a uma série de empresas pequenas fornecendo para um grande
cliente (isso acontece nas redes de suprimento de indústria automobilística).
2.2.5 Redução dos custos de aquisição
Como os fornecedores não mudam com freqüência, há uma redução imediata
nos custos de negociação de pedidos. A confiabilidade nas entregas praticamente
elimina a necessidade de acompanhamento dos pedidos dos fornecedores. A garantia
da qualidade pode eliminar, também, os custos de inspeção e contagem do material
recebido. Custos de movimentação de materiais podem ser reduzidos, da mesma forma
se o material for entregue no local de uso.
A redução dos custos de aquisição tem, sobre o dimensionamento dos lotes de
compra, o mesmo efeito que a redução dos custos de setup tem sobre o
dimensionamento dos lotes de produção, ou seja, permite que as compras sejam mais
freqüentes e em lotes menores. Dessa forma, o fluxo continuo e suave de matérias que
se busca conseguir na logística interna da fabrica pode ser estendido, também, aos
fornecedores, que passam a fazer parte da mesma linha de fluxo continuo.
2.3 PROBLEMAS DE QUALIDADE
Quando alguns estágios do processo apresentam problemas de qualidade,
gerando sucata de forma incerta; o estoque colocado entre as fases do processos
permite trabalhar continuamente nos mantendo focando na produção e não na solução
do problema. Desta forma. Segundo Correa e Gianesi (2009, p. 57) “ O estoque gera
independência entre os estágios de processo produtivo”. Por isso o Just in Time é
importante, pois expõem as fraquezas do processo antecipadamente e não nos permite
a continuar a produzir erroneamente.

30
2.3.1 Problemas de quebra de maquina
Quando uma maquina para por problemas de manutenção, as fases anteriores do
processo que são “alimentados” por esta maquina teriam que parar, caso não houvesse
estoque suficiente para que o fluxo de produção continuasse, até maquina fosse
reparada e entrasse em produção normal novamente; nesta situação. Segundo Corrêa
e Gianesi (2009, p. 57) “O estoque gera independência entre o estagio do processo
produtivo”; atrapalhando o funcionamento macro, proporcionando saldo em todas as
áreas do processo.
2.3.2 Problemas de preparação de maquinas
Quando uma maquina processa operações e mais de um componente ou item,
existe a necessidades de prepara-la para cada mudança do processo.
Segundo Corrêa e Gianesi (2009, p. 57) “Esta preparação representa custos ao
período inoperante do equipamento, a mão de obra requerida na operação de
preparação, a perda de matéria no inicio da operação, entre outros”.
Quanto maiores estes custos, maior tendera a ser lote executado, para que os
custos sejam rateados por uma quantidade maior de peças reduzindo por
conseqüência o custo por unidade produzida. Lotes grandes de produção geram
estoques, pois a produção é executada antecipadamente a demanda, sendo consumida
por esta em período subseqüente.
Como se vê o estoque funciona como fôlego para que possamos eliminar os
problemas do processo produtivo, embora diversas empresas o utiliza para outros fins.;
o objetivo da filosofia just in time. S

31
Segundo Corrêa e Gianesi (2009, p. 57) “Reduzir estoques de modo que os
problemas fiquem visíveis e possam ser eliminados através de esforços concentrados
e priorizados”. E também, segundo Heizer e Render (2001, p. 350) “O just in time
reduz o material em toda a rede de fornecimento e nos permite focalizar naquilo que
agrega valor em cada etapa”.
Com esta pratica, o just in time visa o alcance de melhores índices de qualidade,
maior confiabilidade de seus equipamentos e fornecedores e maior flexibilidade de
resposta; principalmente através da redução do tempos de preparação de maquinas,
permitindo a produção de lotes menores e mais adequado a demanda de mercado;
com isso eliminado qualquer tipo de desperdício.
Segundo Corrêa e Geanesi (2009, p. 67) “Eliminar desperdícios significa analisar
todas atividades realizadas na fabrica e eliminar aquelas que não agregam valor a
produção”
2.4 FIM AOS DESPERDÍCIOS E MELHORIA CONTINUA
Alguns autores defendem o JIT como uma ferramenta que nos permite detectar
pontos que agregam valor dentro do processo e outros pontos que alem de não
agregarem valor ainda geram diversos desperdícios, como:
Desperdício de super produção: O JIT considera um desperdício o habito de produzir
antecipadamente a demanda, para o caso que os produtos serem requisitados no
futuro. A produção antecipada, isto é, maior do que o necessário no momento, provém,
em geral, de problemas e restrições do processo produtivo, tais como: altos tempos de
preparação de equipamento, induzindo a produção de grandes lotes; incerteza da
ocorrência de problemas de qualidade e confiabilidade dos equipamentos, levando a
produzir mais do que o necessário; falta de coordenação entre as necessariedades e a
produção.

32
Desperdício de espera: Este desperdício refere-se ao material que esta esperando para
ser processado, formado filas que visam garantir altas taxas de utilização dos
equipamentos. A filosofia JIT coloca a ênfase no fluxo de matérias e não nas taxas de
utilização dos equipamentos, os quais somente devem trabalhar se houver
necessidade.
Desperdício de produtos defeituosos: Produzir produtos defeituosos significa
desperdiçar matérias, disponibilidade de mão-de-obra, disponibilidade de
equipamentos, movimentação de matérias defeituosas, armazenagem de matérias
defeituosos, inspeção de produtos, entre outros. Os defeitos não devem ser aceitos e
não devem ser gerados.
Desperdício de estoques: Os estoques, além de ocultarem outros tipos de desperdícios,
significam desperdícios de investimento espaço. A redução dos desperdícios de
estoques deve-se feita através da eliminação das causas geradoras da necessidade de
manter estoques. Eliminando-se todos outros desperdícios, reduzem-se, por
conseqüência, os desperdícios de estoque. Isto pode ser feito reduzindo-se os tempos
de preparação de maquinas e os lead time de produção sincronizando-se os fluxos de
trabalho, reduzindo-se as flutuações de demanda, tornando as maquinas confiáveis e
garantido a qualidade dos processos.
2.5 AS VANTAGENS DO JUST IN TIME
As vantagens do sistema de gestão Just in Time podem ser mostradas através
da análise da sua contribuição nos principais critérios competitivos. Esta filosofia
também esta fundamentada na administração do tempo, custo, qualidade, flexibilidade
e confiabilidade.
33
Atualmente as empresas devem reduzir o tempo de resposta (lead time) a fim de
conquistarem a lealdade dos clientes.
“As vantagens que os tempos de resposta mais curtos trazem para os
clientes são claras: eles passam a necessitar planejar suas compras com
antecedência menor e, por tanto, decidir com maior grau de certeza...”
(CORRÊA E GIANESI, 2009:46)
O custo do produto tem uma grande importância, pois podem existir fases do
processo que não agregam valor ao produto, e estas devem ser eliminadas a fim de
diminuir o custo de produção e agilizar o processo.
Dados os custos dos equipamentos, materiais e mão-de-obra, o Just in Time
procura que eles sejam reduzidos ao essencialmente necessário. As características do
sistema Just in Time, o planejamento e a responsabilidade dos encarregados da
produção pela melhoria do processo produtivo favorecem a redução dos desperdícios.
Existe também uma redução significativa dos tempos de preparação (setup), além da
redução dos tempos de movimentação.
A produção JIT busca reduzir os custos através da minimização de estoques,
não pode haver informação desnecessária de estoque em processo. Matérias-primas e
componentes comprados são mantidos em volumes baixos, através de entregas
freqüentes de pequenas quantidades. O estoque de produtos acabados representa
apenas a quantidade planejada na programação mensal e diária.
Lotes pequenos e tempos curtos de preparação de maquinas resultam em
menores ciclos de produção (lead time). A rápida adaptação às variações da demanda
não só deixa os clientes satisfeitos, mas também previne contra produção de estoques
excessivos.

34
Lead times curtos também minimizam a ocorrência de produção insuficiente e
faltas, permitindo previsões de demanda com prazos mais curtos. Quanto menor o
horizonte das previsões, mais acuradas estas serão, reduzindo a possibilidade de
excessos ou falta de produtos.
Segundo Corrêa e Gianesi (2009, p. 98) “Não pode haver formação
desnecessária de estoque em processo”.
O sistema promove a qualidade que os defeitos fluam ao longo do processo
produtivo. O único nível aceitável de defeitos é zero, motivando a procura das causas
dos problemas e das soluções que eliminem essas mesmas causas. Os colaboradores
são treinados em todas as tarefas que executem, incluindo a verificação da qualidade
(sabem, portanto, o que é um produto com qualidade e como produzi-lo). Também, se
um lote inteiro for produzido com peças defeituosas, o tamanho reduzido dos lotes
minimizará os produtos afetados.
Segundo Corrêa e Gianesi (2009, p. 99) “O aprimoramento da qualidade faz
parte da responsabilidade dos trabalhadores da produção, estando incluída na
descrição de seus cargos”.
Outra vantagem do just in time é sua flexibilidade, com relação ao tempo de
respostas a demanda. Devido a manutenção de baixos estoques e eliminação de fases
que não agregam valor ao produto; torna o processo mais “leve e dinâmico”.
Segundo Corrêa e Gianesi (2009, p. 99) “ O sistema JIT aumenta a flexibilidade
de resposta do sistema pela redução dos tempos envolvidos em processos.”
A velocidade também é outra vantagem do JIT; e esta trabalha em conjunto com
a flexibilidade, e juntos promovem cada vez mais a diminuição do tempo de resposta
criando um processo curto e veloz.

35
Segundo Corrêa e Gianesi (2009 p. 99) “A partir de componentes padronizados,
de acordo com as técnicas de “projeto adequado a manufatura” e “projeto adequado a
montagem” permite entregar os produtos em prazos mais curtos”.
A confiabilidade das entregas também é aumentada através da ênfase na
manutenção preventiva e da flexibilidade dos trabalhadores, o que torna o processo
mais robusto. As regras do Kanban e o principio da visibilidade permitem identificar
rapidamente os problemas que poderiam comprometer a confiabilidade, permitindo sua
imediata resolução.
No terceiro capitulo apresenta-se como implantar o just in time na empresa,
mostrando a importância da mudança de cultura tanto da própria empresa como dos
funcionários, de modo que o sistema funcione.

36
CAPITULO III
3 IMPLEMENTAÇÃO DO JUST IN TIME
A implementação e manutenção de um sistema JIT envolve pelo menos quatro
elementos fundamentais para seu sucesso:
a) E empresa deve aprender a trabalhar com poucos fornecedores, de confiança e que
assegure a qualidade e prazos de entrega de matérias;
b) Os fornecedores devem ter condições de entregar os materiais em lotespequenos,
de forma rápida, contínua e integrada com o fluxo de produção de empresa
compradora, em intervalos de tempo pequenos, diários ou até horários;
c) A empresa deve implementar a filosofia da “qualidade total” de forma que a qualidade
durante todo o processo de fabricação seja assegurada e que nenhum defeito seja
permitido durante o processamento fabril;
d) A empresa deverá ter operários multiespecializados, atendendo a produção de forma
flexível, e provavelmente deverá reestruturar a fábrica dentro do conceito de ilhas ou
células de produção. A implantação do JIT também requer mudanças em vários
campos da empresa, onde vários aspectos devem ser estudados e analisados
anteriormente.
A implementação do sistema Just in Time requer um enfoque sistêmico no qual
uma serie de aspectos da empresa tem que ser modificada. Não é apenas uma
questão de aplicação de uma técnica especifica, mas, antes de mais nada, mudanças
em vários campos, alguns dos quais são pré-requisito para a implantação da filosofia.
Entre estas aspectos pode-se citar:

37
• Comprometimento da alta administração: O sucesso da implantação do
just in time não pode ser obtidos sem um implantação clara da crença da alta
administração do sistema JIT. Mudanças de atitudes em toda a empresa são
necessárias para a integração das diversas áreas, desenvolvendo uma
mentalidade global para a resolução de problemas. Programas de
treinamento neste sentido devem ser suportados pela administração. Os
procedimentos para autorização de investimento de capital para
aprimoramento dos processos devem ser claramente estabelecidos e
simplificados.
• Medidas de avaliação de desempenho: A forma de avaliar o desempenho
dos diversos setores deve ser modificada para ser clara, objetiva e voltada a
incentivar o comportamento de todos os funcionários de forma coerente com
os critérios competitivos da empresa e com os princípios da filosofia JIT. Em
particular, medidas de desempenho exclusivamente relacionadas a taxas de
utilização de equipamentos e volume de produção são contra-recomendadas.
• Estrutura organizacional: A estrutura organizacional deve-ser modificada
para reduzir a quantidade de departamentos especialistas de apoio os quais
costumam ser responsáveis por aspectos que, segundo a filosofia JIT
passam a ser de responsabilidade da própria produção. Entre eles, a
qualidade, a manutenção (ao menos parte da manutenção preventiva), o
balanceamento das linhas e o aprimoramento dos processos. Os
especialistas devem atuar no sentido de capacitar os funcionários da
produção para que possam assumir tais responsabilidades, executando
auditorias periódicas.
• Organização do trabalho: A organização do trabalho deve favorecer e
enfatizar a flexibilidade dos trabalhadores, a comunicação fácil entre os
setores produtivos e o trabalho em equipe

38
• Conhecimento dos processos: A compilação de fluxogramas de matérias e
de informação para todas as atividades, seja na área de manufatura, seja de
projeto, seja de escritório, seguida da eliminação metódica das atividades que
geram desperdícios ou apenas não agregam valor, é pré-requisito importante.
Em particular a aplicação desses procedimentos nos processos de
preparação de equipamentos é um pré-requisito fundamental.
• Ênfase nos fluxos: Tanto na administração de escritórios como manufatura,
devem ser criadas estruturas celulares, baseadas nos fluxos naturais de
materiais e/ou informações. Essas estruturas devem facilitar os seguintes
aspectos:
a) estabelecimento de sistema simples de controle da produção, baseados
no relacionamento cliente-fornecedor entre as células; alocação de
responsabilidade pela célula a uma equipe;
b) implementação passo a passo dos sistema Kanban, célula a célula com
estoque de segurança temporários, eliminados os gradativamente, assim
como sistema tradicional do controle.
c) definição clara da responsabilidade pela qualidade de cada célula,
fornecendo técnicas de medida e avaliação da qualidade;
d) criação de uma estrutura organizacional leve, com a passagem de
funções da mão-de-obra indireta para mão-de-obra direta;
e) adequação dos controles financeiros e fiscais a nova realidade;.
f) estabelecimento de medidas de avaliação de desempenho das células
coerentes com a filosofia JIT como: Taxas diárias de rotação de
estoques, lead time representativo da célula, percentual diário do
atingimento do programa de produção, atingimento das metas diárias de
qualidade em peças defeituosas por milhão entre outras.
39
Há duas áreas de operação do sistema JIT, que devem ser desenvolvidas
sequencialmente o paralelo: dentro da fabrica, onde matérias e informação devem fluir
de célula a célula, maquina a maquina, e, entre a fabrica e seu ambiente esterno, seja
no relacionamento com fornecedores ou com os consumidores. O fato de determinada
empresa considerar a aplicação da filosofai JIT junto a seus fornecedores um processo
difícil e de longo prazo não pode ser utilizado como desculpa para a não
implementação do JIT internamente, onde os benefícios são justamente maiores.
3.1 GERÊNCIA DA LINHA PARA JUST IN TIME
A gerência de uma linha de produção geralmente enfatizar o balanceamento da
linha, ou seja, a alocação de diversas tarefas necessárias a execução completa da
montagem ou fabricação, aos postos de trabalho que compõem a linha, de modo a
garantir que todos os postos tenham cargas de trabalho equivalentes. Deste modo, o
tempo de ciclo da linha (intervalo de tempo entre a finalização de dois itens
consecutivos) é dado pelo tempo de ciclo das estações de trabalho, que devem ser
iguais. Quando a linha esta desbalanceada, determinada estação de trabalho tem um
tempo de ciclo maior do que das outras, fazendo com que este seja o tempo de ciclo da
linha. As estações que levam menos tempo para executar suas tarefas permanecem
ociosas, pois somente recebem outro produto para processar a intervalos iguais ao
tempo de ciclo da linha como um todo. Como conseqüência, grande ênfase é dada ao
balanceamento das linhas, visando aumentar a produtividade. É comum que sejam
utilizados sofisticados programas de computador para este balanceamento que, uma
vez executado, é mantido por um longo período, produzindo-se uma grande quantidade
de produto para os quais a linha foi balanceada.
A ênfase prioritária do sistema JIT para linhas de é a flexibilidade, ou seja, espera-
se que as linhas de produção JIT sejam balanceadas muitas vezes, para que a
produção esteja a justada as variações da demanda. Para conseguir esta flexibilidade a
gerencia de linha do sistema JIT apresenta algumas características especiais.

40
Um dos requisitos mais importantes para a flexibilidade na linha de produção é a
utilização de mão-de-obra flexível. Este aspecto se contrapõem a abordagem
tradicional, na qual as atribuições dos trabalhadores de uma linha são fixas visando
reduzir os tempos via especialização e alta repetitividade das tarefas. Utilizando
trabalhadores flexíveis, alinha de produção pode ser rebalanceada com mais facilidade
pois os trabalhadores podem deslocados para postos de maior carga de trabalho, sem
que seja necessário um período de aprendizagem para que a linha esteja trabalhando
de forma produtiva novamente. Para isso, as fabricas que trabalham sobre o regime JIT
incentivam seus trabalhadores, através da remuneração, a que conheçam e dominem
varias funções.
“Os funcionários, sendo flexíveis e participantes, são deslocados
para onde os problemas estão ocorrendo, até estes sejam
sanados, para que a linha acelerar-se quando a qualidade voltar
a ser satisfatória...” (CORRÊA E GIANESI, 2009:77).
Outra característica importante é a autonomia dada aos encarregados pela linha
para modificarem o balanceamento, assim que percebam a ocorrência de gargalos,
devidos a mudanças nas características da demanda. Obviamente isto requer
habilidade dos encarregados para que possam rebalancear a linha rapidamente,
eliminando os gargalos.
O principio da não aceitação de erros e, de forma geral, da situação vigente, assim
como o principio de aprimoramento continuo, estão incorporadas na gerencia das linhas
do sistema JIT. Ao contrario da abordagem tradicional, na qual as linhas são
concebidas para trabalhar em um ritmo constante, no JIT as linhas estão preparadas
para trabalhar mais lentamente, podendo até ser paralisadas, caso problema de
qualidade estejam ocorrendo.
41
3.2 A IMPORTÂNCIA DO ELEMENTO HUMANO NO JIT
Vários aspectos citados na filosofia JIT requerem grandes doses de participação e
envolvimento da mão-de-obra, além de ênfase no trabalho de equipe. O processo de
aprimoramento continuo não pode ser realizado a menos que a mão-de-obra esteja
atuante, tanto no sentido de identificar problemas e torna-los visíveis, como no sentido
de colocar esforços para resolve-los. A própria responsabilidade pela qualidade que
retirada dos especialistas e colocada sobre o pessoal de produção só pode ser
imaginada com o envolvimento dos trabalhadores.
A coordenação exigida entre os diversos estágios da produção, em virtude da
redução de estoques intermediários, requer espírito de trabalho em equipe. Neste
sentido, a forma de células de manufatura contribui para a comunicação entre os
trabalhadores, possibilitando maior envolvimento de todos na solução de eventuais
problemas que possam ocorrer, sejam eles problemas de qualidade ou quebra de
maquinas, que tendem a prejudicar o trabalho de todo o grupo.
O oferece a participação dos trabalhadores na geração de sugestões para os
problemas de programação da produção, principalmente no que se refere ao
balanceamento das linhas que ficam a cargo do próprio pessoal de produção.
3.3 LAYOUT PARA O SISTEMA JIT
Os objetivos de redução de estoques, redução dos lotes de fabricação,
envolvimento de mão-de-obra, fluxos continuo de produção e aprimoramento continuo,
presentes na filosofia JIT, impõem algumas mudanças na forma de arranjar os recursos
produtivos no espaço disponível da fabrica.
O arranjo físico geralmente arranjado nas empresas que adotam o sistema JIT é o
arranjo físico celular. O layout celular é uma tentativa de linearização do layout
funcional o por processo. O layout linear, no qual os equipamentos estão dispostos

42
segundo o roteiro de produção dos produtos, é o arranjo mais eficiente, pois favorece o
fluxo, redução ao mínimo a movimentação de matérias, assim como as filas e os
tempos gastos com preparação, já que os equipamentos são dedicados a um ou
poucos produtos similares. O espaço é ocupado eficientemente e o estoque em
processo é bastante reduzido, limitando-se, no caso ideal ao material que esta sendo
processado em determinado momento.
Já com o layout celular a redução na movimentação de materiais é evidente.
Consequentemente, a necessidade de espaço devido a movimentação também é
bastante reduzida.
Em geral, a forma das células é a conhecida forma em U. o layout apresenta
algumas vantagens, conforme tabela abaixo:
Segundo Corrêa e Gianesi (2009, p. 74) “ o maior conhecimento do trabalho por parte
dos operadores da célula tem por conseqüência redução dos custos operacionais e
melhoria da qualidade”.
É importante notar, também, que o layout trás algumas desvantagens, impondo
restrições ao processo. Tais desvantagens incluem a redução da flexibilidade do
sistema de manufatura e a maior concorrência de maquinas paradas, dando que o
equipamento são dedicados ás células, não podendo ser compartilhadas por produtos

43
ou componentes fabricados em outras células, caso o mix de produtos varie
substancialmente geralmente presente é a maior necessidade de capacidade
(quantidade de equipamentos) em relação ao layout funcional.
Para que as células sejam viáveis econômica e operacionalmente ao longo do
prazo, é necessário que as maquinas sejam agrupadas de maneira bem próximas, que
as células sejam flexíveis em relação ao mix de capacidade, que sejam suficientemente
grandes para que a ausência de um funcionário não interrompa sua operação e
suficientemente pequenas para que os operadores se identifiquem com a célula na qual
trabalham e conheçam bem seus produtos e equipamentos : além disso, é fundamental
que os funcionários sejam flexíveis e polivalentes, para operar várias maquinas e
substituir operadores ausentes.
3.4 PROJETO DE MANAFATURA JIT
Grande parte das empresas deseja aceitar qualquer pedido dos clientes, ou ao
menos oferecer larga faixa de opções de produtos para que os clientes possam
escolher. Contudo esta pratica oferece confusão na missão da manufatura, aumenta a
probabilidade de ocorrência de erros e aumenta os custos. Nas empresas que adotam
o JIT, o mercado alvo é limitado e as opções de produtos igualmente limitados.
Como o JIT da ênfase ao fluxo de materiais, incentivando a velocidade de
passagens de matérias pela fábrica, o ideal é que os produtos sejam relativamente
padronizados em grande quantidade. Nessas condições, os princípios da filosofia JIT
são mais aplicáveis e geram melhores resultados. Contudo, numa era de constante
mudanças nas demandas do mercado, como as que estamos vivendo, é importante
que as empresas ofereçam ao mercado uma diversidade de produtos, dentro da
determinadas faixas. A competitividade envolve, entre outros aspectos, projetar
produtos que antecipem as necessidades do mercado e incluam uma variedade

44
suficiente para atender as expectativas dos diferentes consumidores, ao mesmo
tempo,a um preço que o mercado esteja disposto a pagar.
Isto pode ser conseguido de diversas formas e uma delas é aumentar a variedade
de produtos oferecidos sem aumentar a variedade do processo, a qual sempre vem
acompanhada de complexidade e elevação de custos. O enfoque dado pela filosofia
JIT, não se restringindo o aprimoramento de caráter tecnológico, tem buscado, através
de técnicas como projeto adequado á manufatura e projeto adequado à montagem,
equipamentos flexíveis, mão de obra flexível, além de uso de dispositivos que
diminuam o tempo de preparação de maquinas, reduzir a variedade e complexidade do
processo, mantendo alta variedade de produtos oferecidos ao mercado.
A abordagem dada pelo JIT consiste no projeto inteligente de produto,
contemplando considerações sobre o processo durante o estagio de projeto do produto.
Desse modo, consegue-se aumentar a variedade de produtos reduzidos em
determinada fábrica, mantendo a variedade e complexidade do processo. Embora estes
conceitos não sejam exclusivos da filosofia JIT, são característicos: o JIT dá ênfase a
esses tópicos e ao projeto do produto do processo tem igual e trabalham efetivamente
juntos no processo de desenvolvimento.
Algumas técnicas associadas ao projeto adequado à manufatura e à montagem,
adotadas pela filosofia JIT, são:
Projeto modular – um dos resultados de um bom projeto é a redução do numero
de componentes necessário a produção de determinado produto e a conseqüente
redução do lead time de produção. Da mesma forma, os produtos podem ser
projetados segundo um enfoque modular, de tal modo que vários componentes e
submontagens sejam comuns dentro da faixa de variedade de determinado produto. É
possível também, ampliar a variedade de produtos oferecidos ao mercado, através da
comunicação múltipla de um numero restrito de componentes e submontagens
alternativos. Uma fábrica de motocicletas, num exmplo simplificado pode, com três

45
modelos de quadro, quatro modelos de motores e três modelos de tanque, oferecer ao
mercado até 36 modelos de motocicletas diferentes, a o mesmo tempo em que cada
etapa do processo de fabricação está trabalhando com uma pequena variedade de
componentes. Isto se traduz por manter as diferenças entre os produtos nos níveis
mais altos da estrutura de produtos.
Projeto visando simplificação – o projeto à simplificação procura projetar
produtos que sejam simples de fabricar e montar. Os projetos de novos produtos
devem, na medida do possível, incluir itens “de prateleira” , padronizados, ou
componentes que possam ser fabricados com um mínimo de testes de ferramentas e
moldes no inicio da produção. As características dos produtos, com o tolerância e
acabamento superficial, entre outras, deve, ser determinadas considerando as
conseqüências da sofisticação desnecessária, no processo produtivo e nos custos de
produtos, esta abordagem pode resultar em grandes simplificações nos processos de
manufatura e montagem
Projeto adequado à automação – o projeto adequado à automação consiste em
conceitos gerais e idéias que irão, no caso de componentes montados, por exemplo,
ajudar a simplificar os processos de alimentação, posicionamento e montagem das
pelas. Neste contexto, sugere-se que a montagem seja feita trabalhando-se em um
numero mínimo de faces ou lados do produto, preferencialmente com movimentos de
cima para baixo, evitando montagens laterais ou de baixo para cima. Desse modo, os
processos de montagem podem mais facilmente ser automatizados, eventualmente
com uso de robôs.
3.5 FORNECIMENTO DE MATÉRIAIS JIT
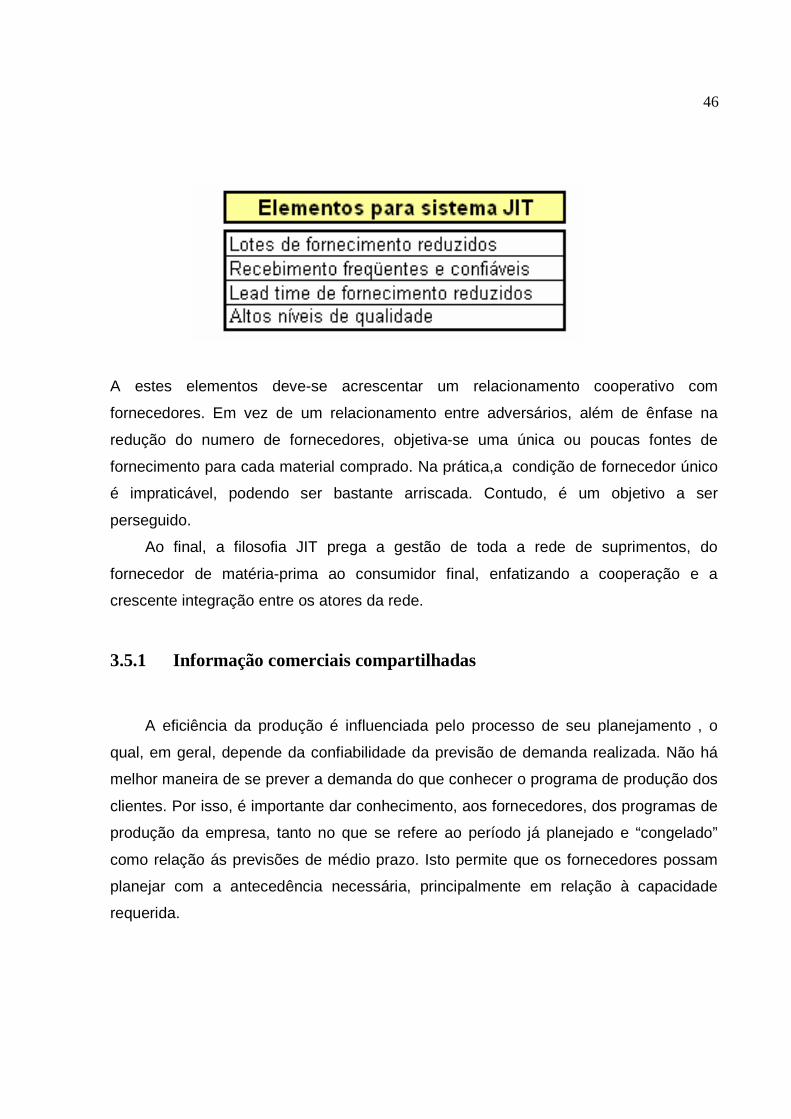
Os elementos mais importantes do fornecimento de materiais no sistema JIT são
extensões lógicas dos princípios da produção JIT e, são também pré-requisitos
necessários para uma implementação de sucesso. Estes elementos são:
46
A estes elementos deve-se acrescentar um relacionamento cooperativo com
fornecedores. Em vez de um relacionamento entre adversários, além de ênfase na
redução do numero de fornecedores, objetiva-se uma única ou poucas fontes de
fornecimento para cada material comprado. Na prática,a condição de fornecedor único
é impraticável, podendo ser bastante arriscada. Contudo, é um objetivo a ser
perseguido.
Ao final, a filosofia JIT prega a gestão de toda a rede de suprimentos, do
fornecedor de matéria-prima ao consumidor final, enfatizando a cooperação e a
crescente integração entre os atores da rede.
3.5.1 Informação comerciais compartilhadas
A eficiência da produção é influenciada pelo processo de seu planejamento , o
qual, em geral, depende da confiabilidade da previsão de demanda realizada. Não há
melhor maneira de se prever a demanda do que conhecer o programa de produção dos
clientes. Por isso, é importante dar conhecimento, aos fornecedores, dos programas de
produção da empresa, tanto no que se refere ao período já planejado e “congelado”
como relação ás previsões de médio prazo. Isto permite que os fornecedores possam
planejar com a antecedência necessária, principalmente em relação à capacidade
requerida.
47
3.5.2 Informações de projetos compartilhadas
O relacionamento cooperativo de longo prazo também permite que os
fornecedores sejam trazidos ao processo de desenvolvimento de produtos ou
componentes, nos primeiros estágios de projeto. Com isso, a utilização da técnica
de engenharia e análise de valor, associada ao conhecimento que os fornecedores
tem de seus processos produtivos, tende a gerar produtos que podem ser
produzidos de forma mais eficaz. As especificações de projeto transmitidas aos
fornecedores devem ser referentes a especificações detalhadas e tolerância
rígidas (ao contrário do que é o hábito tradicional). Dessa forma, o fornecedor
poderá estudar qual a forma mais econômica de produzir um produto que atenda a
estas características de desempenho.
3.5.3 Localização dos fornecedores
Com certeza, a distancia que separa os fornecedores dos clientes pode ser um
obstáculo para o fornecimento de matérias segundo a filosofia JIT. Grandes distancias
exigem lotes de transporte mais volumosos para não tornar elevados os custos de frete.
Assim, da mesma forma que o JIT trata das distancias internas, transformando o layout
em celular, a localização dos fornecedores devem ser um aspecto a ser concentrado
em sua escolha. No Brasil, apesar de suas dimensões continentais, a concentração do
parque industrial no Sudeste, principalmente no Estado São Paulo, faz com que, na
maioria dos casos, as distancias entre fornecedores e clientes não sejam muito maiores
do eu no Japão.
De qualquer forma, o estudo racional da logística de fornecimento pode fazer
grandes economias de transporte, possibilitando entregas freqüentes de pequenos
lotes. Nesse sentido é importante que o controle de transporte fique sobre a
responsabilidade da empresa cliente, a qual deverá coordenar as entregas de
diferentes empresas, possam ser agregados em determinado ponto geográfico, de

48
modo a utilizar um mesmo meio de transporte até a empresa cliente. Esta estratégia
somente se torna possível para clientes acima de determinado porte.
3.6 O SISTEMA KANBAN
Uma forma de conseguir tamanhos pequenos de lotes é movimentar o estoque pela
instalação somente quando necessário, em vez de empurra-lo para estação de trabalho
seguinte, esteja ou não o pessoal de lá pronto para isso. Como já foi dito, quando o
estoque é movimentado somente quando necessário, diz-se que se trata de um sistema
de puxar, e o tamanho ideal do lote é um. Os japoneses chamam esse sistema de
Kanban.
Kanban é uma palavra japonesa que significa cartão. Nos seus esforços para
reduzir estoques, os japoneses utilizam o sistema que “puxam” o estoque pelo centro
de trabalho. Eles muitas vezes utilizam um “cartão” para sinalizar a necessidade de
outro contêiner de material – daí o nome Kanban. O cartão é a autorização para o
próximo contêiner de material a ser produzido. Normalmente, existe um sinal kanban
para cada contêiner de itens a serem recebidos. Um pedido para contêiner é acionado
por meio de cada kanban e “puxado” do departamento de produção ou fornecedor.
Uma seqüência de kanbans “puxa” o material através da instalação.
O sistema tem sido modificado em muitas instalações, de modo que, embora seja
chamado kanban, o cartão propriamente dito não existe. Em alguns casos, um espaço
vazio no chão é indicação suficiente do que o contêiner seguinte se faz necessário. Em
outros casos, alguns tipos de sinal, como uma bandeira ou um pedaço de pano,
significa que é hora para o próximo contêiner.

49
Figura 1.2 Kanban de produção
Figura 1.3 Kanban de transporte

50
CONCLUSÃO
Ao final deste trabalho, concluímos que o Just in Time é uma filosofia japonesa
que tem por objetivo aplicar métodos que visa o melhoramento de como o trabalho
deve ser feito para não gerar desperdícios com ênfase na qualidade no produto final
sem estocagem.
Com o sistema JIT os processos são produtivos, partindo do principio de que
todo o esforço deve ser associado a real necessidade do produto desejado, a qual
deve-se produzir a quantidade exata no momento certo e com a qualidade assegurada..
Esta técnica de gerenciamento é de grande importância no mundo atual, onde a
demanda é exigente em relação a qualidade nos produtos oferecidos.
Assim o JIT – Just In Time é muito mais do que um programa de redução de
estoque. É uma ampliação estratégica de produção com o objetivo de reduzir os custos
totais e melhorar a qualidade dos produtos nas operações de fabricação. Se aplicado
de forma correta oferece oportunidades de aumento de flexibilidade, diminuição dos
custos de manufatura, redução dos lotes de operação de produção e eliminação de
desperdícios.
O Just in Time não é apenas uma espécie de sistema a ser instalado. É uma
mudança no modo de vida. Apesar de ser a primeira vista, uma metodologia complexa,
ele é, na realidade, uma campanha para induzir a simplicidade.
Produzindo cada vez mais com qualidade focando a excelência e satisfazendo
as necessidades dos clientes. Tornando a empresa mais compactas e a prova de erros.

51
ANEXO A: VISÃO TRADICIONAL VERSUS JUST IN TIME
52
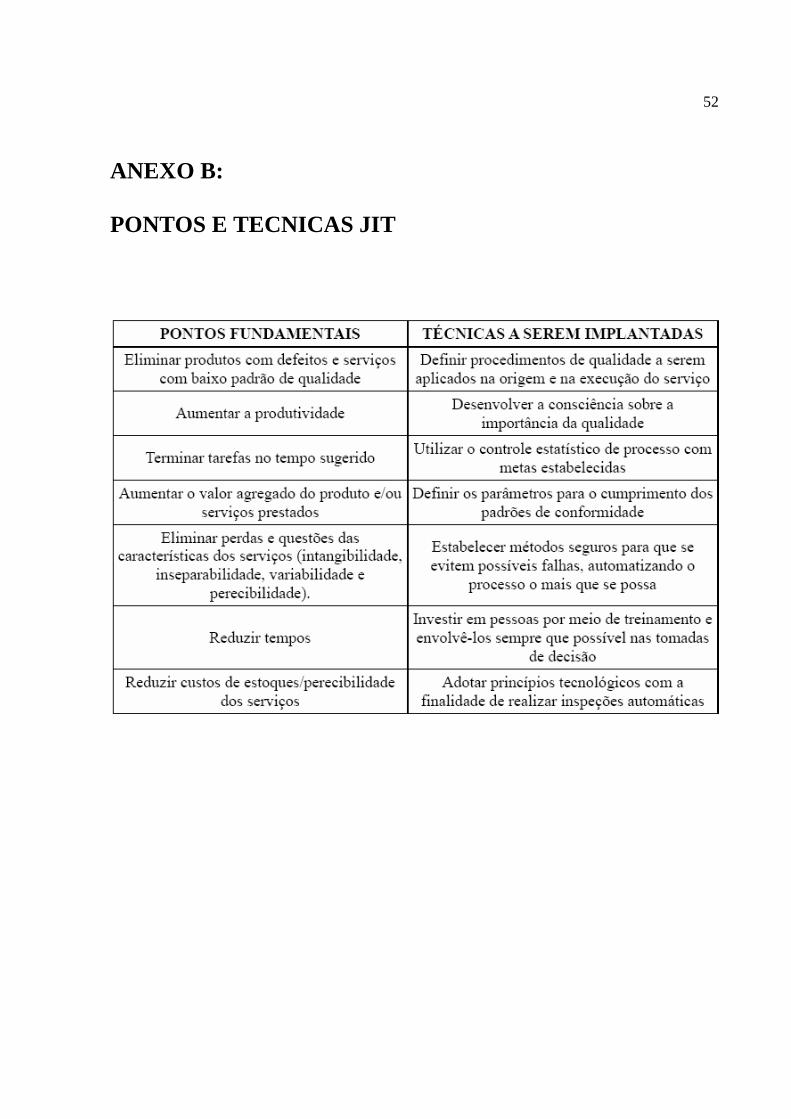
ANEXO B: PONTOS E TECNICAS JIT

53
ANEXO C: FLUXOGRAMA JIT
54
BIBLIOGRAFIA CAMPOS, Vicente Falconi. TQC – Controle da Qualidade Total (no estilo japonês). 7. ed. Minas Gerais: QFCO, 1992 CHING, Hong Yuh . Gestão de Estoque na Cadeia de Logística Integrada. São Paulo: St. James, 2009 IMAI , Massaaki, Kaizen: A Chave para o Sucesso Competitivo do Japão, Mc Graw- Hill/ Irwin, 2006. LIKER , Jeffrey K. Modelo Toyota, Bookman, 2005. MAIA , Paulo Leandro. O ABC da Metodologia: métodos e técnicas para elaborar trabalhos científicos (ABNT). 2. ed. rev. e ampl. São Paulo: Leud, 2008 HEIZER , Jay; RENDER, Barry. Administração de Produção: Bens e Serviços. 5. ed. São Paulo: LTC, 2001 CORRÊA, Henrique L; GIANESI , Irineu G. N. Just in Time, MRP II e OPT. 3. ed. São Paulo: Atlas, 2009 JUNIOR , Antonio Macedo Figueiredo. Logístca de Suprimentos; Just In Time: Centro Universitário Luterano de Manaus. Disponível em: < http://www.administradores.com.br/ /artigos/just_in_time/21936/>




