J434 VEHICLE STANDARD -...
12
SURFACE VEHICLE STANDARD (R) Automotive Ductile (Nodular) Iron Castings SAE Technical Standards Board Rules provide that: “This report is published by SAE to advance the state of technical and engineering sciences. The use of this report is entirely voluntary, and its applicability and suitability for any particular use, including any patent infringement arising therefrom, is the sole responsibility of the user.” SAE reviews each technical report at least every five years at which time it may be reaffirmed, revised, or cancelled. SAE invites your written comments and suggestions. Copyright © 2004 SAE International All rights reserved. No part of this publication may be reproduced, stored in a retrieval system or transmitted, in any form or by any means, electronic, mechanical, photocopying, recording, or otherwise, without the prior written permission of SAE. TO PLACE A DOCUMENT ORDER: Tel: 877-606-7323 (inside USA and Canada) Tel: 724-776-4970 (outside USA) Fax: 724-776-0790 Email: [email protected] SAE WEB ADDRESS: http://www.sae.org ® Issued 1956-09 Revised 2004-02 Superseding J434 JUN1986 REV. FEB2004 J434 1. Scope This SAE standard covers the minimum mechanical properties measured on separately cast test pieces of varying thickness and microstructural requirements for ductile iron castings used in automotive and allied industries. Castings may be specified in the as-cast or heat-treated condition. If castings are heat- treated, prior approval from the customer is required. The appendix provides general information on chemical composition, microstructure and casting mechanical properties, as well as other information for particular service conditions. In this standard SI units are primary and in-lb units are derived. 2. References 2.1 Applicable Publications The following publications form a part of the specification to the extent specified herein. Unless otherwise indicated, the latest revision of SAE publications shall apply 2.1.1 ASTM INTERNATIONAL PUBLICATIONS Available from ASTM INTERNATIONAL, 100 Barr Harbor Drive, West Conshohocken, PA 19428-2959 ASTM E10 –-Standard Test Method for Brinell Hardness of Metallic Materials ASTM E23—Standard Test Methods for Notched Bar Impact Testing of Metallic Materials ASTM E111—Standard Test Method for Young's Modulus, Tangent Modulus and Chord Modulus ASTM A247—Standard Test Method for Evaluation the Microstructure of Graphite in Iron Castings ASTM A536—Standard Specification for Ductile Iron Castings STP-455—Gray, Ductile, and Malleable Iron Castings Current Capabilities (out-of-print)
-
Upload
dinhnguyet -
Category
Documents
-
view
256 -
download
4
Transcript of J434 VEHICLE STANDARD -...

SURFACE VEHICLE STANDARD
(R) Automotive Ductile (Nodular) Iron Castings
SAE Technical Standards Board Rules provide that: “This report is published by SAE to advance the state of technical and engineering sciences. The use of this report is entirely voluntary, and its applicability and suitability for any particular use, including any patent infringement arising therefrom, is the sole responsibility of the user.” SAE reviews each technical report at least every five years at which time it may be reaffirmed, revised, or cancelled. SAE invites your written comments and suggestions. Copyright © 2004 SAE International All rights reserved. No part of this publication may be reproduced, stored in a retrieval system or transmitted, in any form or by any means, electronic, mechanical, photocopying, recording, or otherwise, without the prior written permission of SAE. TO PLACE A DOCUMENT ORDER: Tel: 877-606-7323 (inside USA and Canada) Tel: 724-776-4970 (outside USA) Fax: 724-776-0790 Email: [email protected] SAE WEB ADDRESS: http://www.sae.org
®
Issued 1956-09 Revised 2004-02 Superseding J434 JUN1986
REV. FEB2004
J434
1. Scope
This SAE standard covers the minimum mechanical properties measured on separately cast test pieces of varying thickness and microstructural requirements for ductile iron castings used in automotive and allied industries. Castings may be specified in the as-cast or heat-treated condition. If castings are heat-treated, prior approval from the customer is required.
The appendix provides general information on chemical composition, microstructure and casting mechanical properties, as well as other information for particular service conditions.
In this standard SI units are primary and in-lb units are derived.
2. References
2.1 Applicable Publications
The following publications form a part of the specification to the extent specified herein. Unless otherwise indicated, the latest revision of SAE publications shall apply
2.1.1 ASTM INTERNATIONAL PUBLICATIONS
Available from ASTM INTERNATIONAL, 100 Barr Harbor Drive, West Conshohocken, PA 19428-2959 ASTM E10 –-Standard Test Method for Brinell Hardness of Metallic Materials ASTM E23—Standard Test Methods for Notched Bar Impact Testing of Metallic Materials ASTM E111—Standard Test Method for Young's Modulus, Tangent Modulus and Chord Modulus ASTM A247—Standard Test Method for Evaluation the Microstructure of Graphite in Iron Castings ASTM A536—Standard Specification for Ductile Iron Castings STP-455—Gray, Ductile, and Malleable Iron Castings Current Capabilities (out-of-print)

SAE J434 Revised FEB2004
- 2 -
2.1.2 OTHER PUBLICATION Metals Handbook, Vol. 1, 2, and 5, 8th Edition, American Society for Metals, Metals Park, OH Gray and Ductile Iron Castings Handbook, Gray and Ductile Iron Founder Society, Cleveland, OH H. D. Angus, Physical Engineering Properties of Cast Iron, British Cast Iron Research Association,
Birmingham, England
3. Grades
The grades, mechanical properties and metallurgical description are shown in Table 1.
TABLE 1—GRADES OF DUCTILE IRON
Tensile Strength
Yield Strength
% Elongation Grade
Typical Hardness
Range (MPa) Description
Relative Wall
Thickness MPa ksi MPa ksi
D400 (D4018)
143-170 HBW (1402-1667) or as agreed
Ferrite <=20mm >20mm-<=40mm >40mm-<=60mm
400 58 275 260 250
40 18
D450 (D4512)
156-217 HBW (1530-2128) or as agreed
Ferrite- Pearlite
<=20mm >20mm-<=40mm >40mm-<=60mm
450 65 310 295 285
45 12
D500 (D5006)
187-229 HBW (1834-2246) or as agreed
Ferrite- Pearlite
<=20mm >20mm-<=40mm >40mm-<=60mm
500 73 345 330 320
50 6
D550 (D5504)
217-269 HBW (2128-2638) or as agreed
Pearlite-Ferrite
<=20mm >20mm-<=40mm >40mm-<=60mm
550 80 380 365 350
55 4
D700 (D7003)
241-302 HBW (2363-2961) or as agreed
Pearlite <=20mm >20mm-<=40mm >40mm-<=60mm
700 102 450 435 425
65 3
D800
255- 311 HBW (2501 – 3050) or as agreed
Pearlite or Tempered Martensite
<=20mm >20mm-<=40mm >40mm-<=60mm
800
116
480 465 455
70
2
DQ&T Range Specified By Agreement
Tempered Martensite
A wide variety of properties are possible. Minimum properties are specified by agreement
Between manufacturer and purchaser.
NOTE—Please refer to ISO 6506 /ASTM E 10 for Brinell Hardness of Metallic Materials Casting properties and microstructure may vary due to chemistry, section size/cooling rate and other parameters. It is desired that separately cast test bars reflect properties of the castings they represent. Casting process for separately cast test pieces shall be agreed upon between manufacturer and purchaser. Refer to ASTM A 536.

SAE J434 Revised FEB2004
- 3 -
4. Hardness
The hardness ranges shown in Table 1 are for guidelines only.
4.1 The area or areas on the castings where hardness is to be checked should be established by agreement between manufacturer and purchaser.
4.2 The foundry shall exercise the necessary controls and inspection techniques to insure compliance with the typical hardness range. Brinell hardness shall be determined according to ASTM E 10, Standard Test Method for Brinell Hardness of Metallic Materials, after sufficient material has been removed from the casting surface to insure representative hardness readings. The 10mm tungsten ball and 3000kg load shall be used unless otherwise agreed upon.
5. Heat Treatment
5.1 The heat treatment of castings and test specimens produced to this standard in order to meet hardness or other mechanical property requirements, for thermal stress relief or for other purposes is permissible only with the express approval of the casting purchaser.
5.2 Purchaser approval may be blanket or may be issued on a case-by-case basis, as agreed.
5.3 Unless otherwise agreed, the heat treat cycles employed; times, temperatures, rates, quenchants, etc. shall be at the option of the manufacturer.
5.4 Unless otherwise agreed, any separately cast test specimens or any removed from the castings, must accompany the castings they represent as part of the same heat treatment lot(s) or be subjected to the same thermal cycle as the castings they represent, in all respects.
6. Microstructure
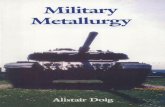
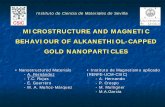
The graphite component of the microstructure shall consist of at least 80% spheroidal graphite conforming to Types I and II (per ASTM A247) in Fig. 1 (nodularity rating chart developed by the Ductile Iron Society may be used as a guide). The matrix microstructure shall consist of ferrite, ferrite and pearlite, pearlite, tempered pearlite, or tempered martensite, or a combination of these. The microstructure shall be substantially free of primary cementite. The microstructure shall be substantially free of undesirable carbides, the details of which are agreed upon between the casting manufacturer and the purchaser. Examples of matrix microstructures for each grade are shown in Fig. 2.

SAE J434 Revised FEB2004
- 4 -
FIGURE 1—CLASSIFICATION OF GRAPHITE SHAPE IN CAST IRONS (FROM ASTM A 247)

SAE J434 Revised FEB2004
- 5 -
D400
D450
FIGURE 2—TYPICAL MATRIX MICROSTRUCTURES (PHOTOS COURTESY OF CLIMAX RESEARCH SERVICES)

SAE J434 Revised FEB2004
- 6 -
D500
D550
FIGURE 2—TYPICAL MATRIX MICROSTRUCTURES (CONTINUED) (PHOTOS COURTESY OF CLIMAX RESEARCH SERVICES)

SAE J434 Revised FEB2004
- 7 -
D700
D800
FIGURE 2—TYPICAL MATRIX MICROSTRUCTURES (CONTINUED) (PHOTOS COURTESY OF CLIMAX RESEARCH SERVICES)

SAE J434 Revised FEB2004
- 8 -
7. Quality Assurance
It is the responsibility of the manufacturer to demonstrate process capability. The specimen(s) used to do so shall be of a configuration and from a location agreed upon between the manufacturer and the purchaser. Sampling plans shall be agreed upon between the manufacturer and purchaser. The manufacturer shall employ adequate controls to ensure that the parts conform to the agreed upon requirements.
8. General
8.1 Castings furnished to this standard shall be representative of good foundry practice and shall conform to dimensions and tolerances specified on the casting drawing.
8.2 Minor imperfections usually not associated with the structural functioning may occur in castings. These imperfections are often repairable; however, repairs should be made only in areas and by methods approved by the purchaser.
8.3 Purchaser and manufacturer may agree to additional casting requirements, such as manufacturer identification, other casting information, and special testing. These should appear as additional product requirements on the casting drawing.
9. Notes
9.1 Marginal Indicia
The change bar (l) located in the left margin is for the convenience of the user in locating areas where technical revisions have been made to the previous issue of the report. An (R) symbol to the left of the document title indicates a complete revision of the report.
PREPARED BY THE SAE AUTOMOTIVE IRON & STEEL CASTINGS COMMITTEE

SAE J434 Revised FEB2004
- 9 -
APPENDIX A APPENDIX—DUCTILE (NODULAR) IRON
(FOR INFORMATION ONLY)
A.1 Definition and Classification
Ductile (nodular) iron, also known as spheroidal graphite iron, is cast iron in which the graphite is present as spheroids, instead of flakes as in gray iron or temper carbon nodules as in malleable iron.
A.2 Chemical Composition
The typical chemical composition of unalloyed iron generally conforms to the following ranges:
TABLE A1
Carbon Silicon
Manganese Phosphorus
Sulfur Magnesium
3.20 – 4.10% 1.80 – 3.00% 0.10 – 1.00% 0.050% max. 0.035% max.
0.025 – 0.060%
Individual foundries will produce to narrower ranges than those shown above.
The spheroidal graphite structure is produced by alloying the molten iron with small amounts of one or more elements such as magnesium or cerium. The matrix microstructure may be controlled by addition of other alloying elements, such as: copper, tin, nickel, chromium and molybdenum.
A.3 Microstructure
A.3.1 The microstructure of the various grades of ductile iron consists of spheroidal graphite in a matrix of ferrite, pearlite, tempered pearlite, tempered martensite, or certain combinations of these. The relative amounts of each of these constituents is dependent upon the grade of material specified, casting design as it affects cooling rate, and heat treatments, if any.
A.3.2 The matrix microstructure of as-cast ductile iron depends to a great extent on the solidification rate and cooling rate of the casting. If a section solidifies rapidly, especially sections of 0.25 in. (6mm) or less, some amount of carbide may be present in the casting. If a section cools slowly, as in a massive, heavy casting, a largely ferritic matrix may result.
A.3.3 Alloying elements also can alter the microstructure, usually resulting in increased amounts of pearlite. Large variations in structure can be eliminated or minimized by modifying the casting design or the runner system or both, by controlled cooling, or any combination of these. Primary carbides, and/or pearlite can be decomposed by appropriate heat treatments.
A.3.4 A rim may occur on heat-treated castings consisting of a graphite-free layer sometimes containing more or less combined carbon than the underlying material.

SAE J434 Revised FEB2004
- 10 -
A.3.5 Typical microstructures of the grades of ductile iron are as follows:
D400 (D4018) is a ferritic ductile iron most commonly made by annealing. The annealing time and temperature cycle is such that primary carbides, if present in the as-cast structure, are decomposed, and the resulting matrix is ferritic. D450 (D4512) is ferritic ductile iron supplied either as-cast or heat-treated. The matrix, is predominantly ferrite, but this grade can contain pearlite, depending on section size. D500 (D5006) is ferritic-pearlite ductile iron supplied either as-cast or heat-treated. The matrix, is essentially pearlite. This grade may contain substantially more ferrite than Grade D550. D550 (D5504) is pearlitic-ferritic ductile iron supplied either as-cast or heat-treated. The matrix, is essentially pearlite. This grade may contain less ferrite than D500. D700 (D7003) is either as-cast or air quenched to a specified hardness range. The resulting matrix is pearlite. D800 is either as-cast or air or liquid quenched and tempered to a specified hardness range. The resulting matrix is pearlite or tempered martensite. DQ&T is a liquid quenched and tempered grade. The resulting matrix is tempered martensite.
A.4 Casting Mechanical Properties
A.4.1 The mechanical properties are shown in Table 1. Since properties may vary with location in a given casting, the suitability of a particular grade for an intended use is best determined by laboratory or service tests.
A.4.2 The mechanical properties will vary with microstructure that, especially in the as-cast condition, is dependent upon section size as well as chemical composition and some foundry processes.
A.4.3 For optimum mechanical properties in the quenched and tempered grade, section size for unalloyed iron should generally not exceed 19mm (3/4 inch) to insure uniform, thorough hardened structure.
A.4.4 A young's Modulus value of 166GPa (24Mpsi) is typically found for ductile iron when measured per ASTM E111, Standard Test Method for Young's Modulus, Tangent Modulus and Chord Modulus. Ductile Iron components used for high strain rate applications should use a reduced value of the modulus stated above (some designers have used up to 15% less than the modulus stated above).
A.4.5 Typical un-notched Charpy impact energy properties are shown in Table A2. These typical results are from low residual element content iron (especially phosphorus). Impact values are affected by microstructure and section size.

SAE J434 Revised FEB2004
- 11 -
TABLE A2—CHARPY UN-NOTCHED IMPACT ENERGY
GRADE
TYPICAL IMPACT VALUE
(JOULES) (FT-LBS) D400 (D4018) 120 90 D450 (D4512) 80 60 D500 (D5006) 54 40 D550 (D5504) 40 30 D700 (D7003) 27 20
Properties are obtained from separately cast test bars tested @ 22C +/- 2C (72F +/- 4F). For details of Charpy Test, please refer to ASTM Impact Test (ASTM E 23).
A.5 Typical Applications
A.5.1 D400 (D4018) is used in moderately stressed parts requiring high ductility and good machinability.
A.5.2 D450 (D4512) is used for moderately stressed parts where machinability is less important.
A.5.3 D500 (D5006) is used for moderately stressed parts where machinability is less important.
A.5.4 D550 (D5504) is used for more highly stressed parts.
A.5.5 D700 (D7003) is used where high strength and/or improved wear resistance are required and where selective hardening is to be employed.
A.5.6 D800 is used where high strength and/or improved wear resistance are required and where selective hardening is to be employed.
A.5.7 DQ&T is used where the uniformity of a heat-treated material is required to control the range of mechanical properties or machinability.
A.6 Additional Information 1. ASM Metals Handbook. Vol. 1. Properties & Specifications. Iron and Steel. Ninth Edition. ASM
International 1996, Materials Park, OH 44073-0002. 2. ASM Specialty Handbook, Cast Irons. ASM International 1996, Materials Park, OH 44073-0002. 3. Gray and Ductile Iron Castings Handbook, Gray and Ductile Iron Foundry Society, Cleveland, OH. 4. H.T. Angus, Cast Iron: Physical Engineering, BCIRA, 1976, Birmingham, U.K. 5. Gray, Ductile and Malleable Iron Castings Current Capabilities. STP-455, American Society For
Testing Materials, 1916 Race Street, Philadelphia, PA 19103. 6. Ductile Iron Data for Design Engineers. Published by Q.I.T., a member of Ductile Iron Group, 1996,
Materials Park, OH 44073-0002.

SAE J434 Revised FEB2004
Rationale
Not Applicable.
Relationship of SAE Standard to ISO Standard
Not Applicable.
Application
This SAE standard covers the minimum mechanical properties measured on separately cast test pieces of varying thickness and microstructural requirements for ductile iron castings used in automotive and allied industries. Castings may be specified in the as-cast or heat-treated condition. If castings are heat-treated, prior approval from the customer is required.
The appendix provides general information on chemical composition, microstructure and casting mechanical properties, as well as other information for particular service conditions.
In this standard SI units are primary and in-lb units are derived.
Reference Section
ASTM E10—Standard Test Method for Brinell Hardness of Metallic Materials
ASTM E23—Standard Test Methods for Notched Bar Impact Testing of Metallic Materials
ASTM E111—Standard Test Method for Young's Modulus, Tangent Modulus and Chord Modulus
ASTM A247—Standard Test Method for Evaluation the Microstructure of Graphite in Iron Castings
ASTM A536—Standard Specification for Ductile Iron Castings
STP-455—Gray, Ductile, and Malleable Iron Castings Current Capabilities (out-of-print)
Metals Handbook, Vol. 1,2 and 5, 8th Edition, ASM International, Materials Park, OH (out-of-print)
Gray and Ductile Iron Castings Handbook, Gray and Ductile Iron Founder's Society, Cleveland, OH
H.D. Angus, Physical Engineering Properties of Cast Iron, British Cast Iron Research Association, Birmingham, England
Developed by the SAE Automotive Iron & Steel Castings Committee