IS 14598 (1998): Heat treatment of maraging steel -...
8
Disclosure to Promote the Right To Information Whereas the Parliament of India has set out to provide a practical regime of right to information for citizens to secure access to information under the control of public authorities, in order to promote transparency and accountability in the working of every public authority, and whereas the attached publication of the Bureau of Indian Standards is of particular interest to the public, particularly disadvantaged communities and those engaged in the pursuit of education and knowledge, the attached public safety standard is made available to promote the timely dissemination of this information in an accurate manner to the public. इंटरनेट मानक “!ान $ एक न’ भारत का +नम-ण” Satyanarayan Gangaram Pitroda “Invent a New India Using Knowledge” “प0रा1 को छोड न’ 5 तरफ” Jawaharlal Nehru “Step Out From the Old to the New” “जान1 का अ+धकार, जी1 का अ+धकार” Mazdoor Kisan Shakti Sangathan “The Right to Information, The Right to Live” “!ान एक ऐसा खजाना > जो कभी च0राया नहB जा सकता ह ै” Bhartṛhari—Nītiśatakam “Knowledge is such a treasure which cannot be stolen” IS 14598 (1998): Heat treatment of maraging steel - Code of practice [MTD 22: Metallography and Heat Treatment]
Transcript of IS 14598 (1998): Heat treatment of maraging steel -...

Disclosure to Promote the Right To Information
Whereas the Parliament of India has set out to provide a practical regime of right to information for citizens to secure access to information under the control of public authorities, in order to promote transparency and accountability in the working of every public authority, and whereas the attached publication of the Bureau of Indian Standards is of particular interest to the public, particularly disadvantaged communities and those engaged in the pursuit of education and knowledge, the attached public safety standard is made available to promote the timely dissemination of this information in an accurate manner to the public.
इंटरनेट मानक
“!ान $ एक न' भारत का +नम-ण”Satyanarayan Gangaram Pitroda
“Invent a New India Using Knowledge”
“प0रा1 को छोड न' 5 तरफ”Jawaharlal Nehru
“Step Out From the Old to the New”
“जान1 का अ+धकार, जी1 का अ+धकार”Mazdoor Kisan Shakti Sangathan
“The Right to Information, The Right to Live”
“!ान एक ऐसा खजाना > जो कभी च0राया नहB जा सकता है”Bhartṛhari—Nītiśatakam
“Knowledge is such a treasure which cannot be stolen”
“Invent a New India Using Knowledge”
है”ह”ह
IS 14598 (1998): Heat treatment of maraging steel - Code ofpractice [MTD 22: Metallography and Heat Treatment]

IS 14598: 1998
*m etf3T$mwamm-mm
Indian Standard
HEATTREATMENTOFMARAGINGSTEEL- CODEOFPRACTICE
ICS 77.140.10
0 BIS 1998
BUREAU OF INDIAN STANDARDS MANAK BHAVAN, 9 BAHADUR SHAH ZAFAR MARG
NEW DELHI 110002
September 1998
t
Price Group 1

Metallography and Heat Treatment Sectional Committee, MTD 22
FOREWORD
This Indian Standard was adopt& by the Bureau of Indian Standards, after the draft finalized by the Metallography and Heat Treatment Sectional Committee had been approved by the Metallurgical Engineering Division Council.
Maraging steels are ultra high strength steels that differ from conventional steels in that they are not hardened by carbon. Instead, these steels are strengthened by precipitation of intermetallic compounds produced by age hardening a matrix of very low carbon. Fe-Ni martensite containing carbon, in fact, is an impurity in maraging steels and is kept at the lowest possible concentration.
Nominal composition of some of the common grades of maraging steel are given in Annex A for information.
The absence of carbon and use of intermetallic precipitation to achieve hardening produce several unique characteristics of maraging steels that set them apart from conventional steels. Hardenability is no concern. The low carbon Fe-Ni martensite formed after solution annealing is relatively soft, having hardness level of 30 to 35 HRC. During age-hardening there is only a very slight dimensional change. Therefore, fairly intricate shapes can be machined in soft condition and then hardened with minimum distortion.
In maraging steels, which are highly alloyed, martensitic transformation occurs even on slow cooling of the austenite. Most grades of maraging steels have MS temperature of the order of 200 to 300°C and are fully martensitic at room temperature. The martensite is normally a low carbon body centered cubic (bee) lath martensite containing a relatively high density of dislocations, but no internal twinning. This martensite is relatively soft, ductile and machinable.
Age-hardening of maraging steels is produced by heat treating these steels for several hours at about 48O’C. During this treatment, precipitation of intermetallics like NisMo, FezMo and Ni3Ti takes place preferentially on the dislocations and lath boundaries to produce a fine distribution of particles in the martensitic matrix. With prolonged holding, the structure tends to revert to the equilibrium phases, primarily ferrite and austenite. However, since the precipitation reactions that cause hardening are much more rapid than the reversion reactions that produce austenite and ferrite, it becomes possible to achieve the desired increase in strength before reversion takes place. Softening, which is seen in these steels on prolonged ageing at 480°C or when relatively higher ageing temperatures are employed, is due not only to overageing but also through reversion to austenite. Furthermore, this reversion is promoted because of the enrichment of the matrix locally by nickel due to the dissolution of nickel rich precipitate particles themselves.

IS 14598 : 1998
Indian Standard
HEATTREATMENTOFMARAGINGSTEEL- CODEOFPRACTICE
1 SCOPE
This standard describes the heat treating procedures, temperature schedules and other details relating to heat treatment of maraging steels. The procedures described, howGver, are meant only for guidance. The actual procedure of treatment should be agreed upon between manufacturer and purchaser.
2 TERMINOLOGY
2.1 Solution Treatment
Solution annealing is done by heating the material above Ac3 temperature. The temperatures employed are about 5O’C above Ac3. High temperatures (900- 1100°C) produce grain boundary embrittlement due to formation ,of titanium carbide (Tic) films at austenitic grain boundaries. Prolonged annealing in this temperature range should be avoided for all the composition containing high content of titanium.
2.2 Age-Hardening Treatment
A precipitation hardening treatment normally done at 455-S 10°C for 3 to 12 hours depending upon the grade in order to achieve the desired strength of the alloy.
3 HEAT TREATMENT PROCESS
3.1 Solution Treatment
Solution annealing of maraging steels can be done between 820-980°C for minimum of 1 hour per 25 mm sectional thickness, but not less than 30 minutes and cooled in air or water to room temperature. When solution annealing is done at a temperature above 900°C for sectional sizes above 100 mm it is always preferable to cool in water to avoid grain boundary embrittlement. Control of atmosphere is necessary to minimize surface damage. Fuel oil or fuel gas with very low sulphur (sulphur of less than 1 000 ppm in fuel gas and equivalent amount in case of oil) should be used. A neutral atmosphere is preferable. In case of electric heating dissociated ammonia can be used for bright annealing. Maraging steel is less susceptible to hydrogen embrittlement as compared to medium carbon low alloy steel of similar strength. Hence dry hydrogen or dissociated ammonia atmospheres are recommended. The cooling rate after annealing is of little consequence because it has no effect either on microstructure or properties. It is essential, however, that the steel be cooled to room temperature before it
is age-hardened to avoid any untransformed (retained) austenite. Double solution annealing can also be adopted for hot worked materials to enhance its mechanical properties. If double solution treatment is adopted, the job has to be cooled to room temperature after first solution treatment.
For cold rolled products, the heating process should consist of first evacuating the furnace chamber and then heating up to 200°C holding 2-3 hours to drive out moisture etc, and then again heating up to 820-9OO’C at the rate of 100°C per hour, soaking 1 hour per 25 mm of sectional thickness but not less than 30 minutes and finally cooling in an atmosphere of argon to room temperature. Temperature tolerance for solution annealing is _+ 20°C.
3.2 Age-Hardening
The age-hardening can be done either in normal atmosphere or in vacuum. The typical ageing treatment consists of treating at 48O’C for grades 18Ni (200), 18Ni (250) and 18Ni (300) for 3-6 hours, and for grade 18Ni (350) for 6-12 hours. The 350 grade can also be aged for 3-6 hours at 495-510°C. For applications such as die casting tooling, ageing at temperatures of the order of 530°C is employed. In case of vacuum ageing, the vacuum level during ageing should be up to 10-3 torr and cooling is done either in vacuum or in argon atmosphere. Rate of cooling has little effect.
3.3 Distortions During Heat Treatment
Very small dimensional changes during hardening treatment allow maraging steel components to be machine finished in the solution annealed condition. The finished parts then can be hardened without the need for further machining. When greater dimensional accuracy is required an allowance for contraction should be made. For minimizing distortion in case of large components during ageing, the following heat cycle may be followed:
a) Charge the material below 200°C; b) Soak for 3 hours at 200-250°C; c) Heat at the rate of 50-60°C per hour to 480°-
5 10°C; d) Soak for 3 hours, minimum; and e) Air cool or cool in vacuum to room tempera-
ture. *
I
IS 14598 : 1998
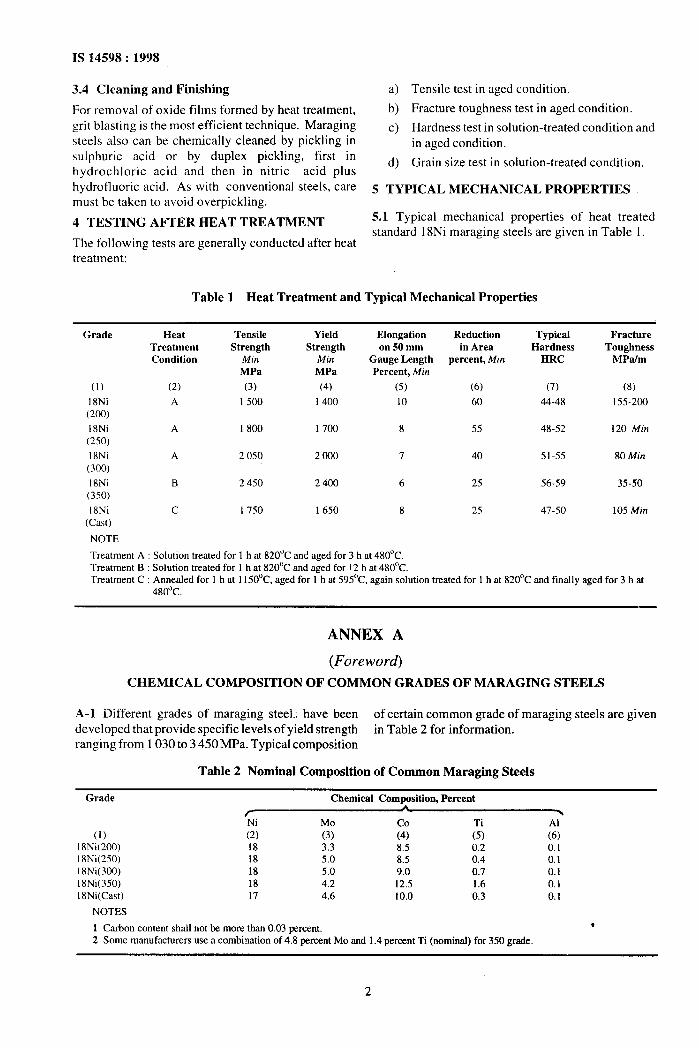
Tensile test in aged condition.
Fracture toughness test in aged condition.
Hardness test in solution-treated condition and in aged condition.
Grain size test in solution-treated condition.
3.4 Cleaning and Finishing
For removal of oxide films formed by heat treatment, grit blasting is the most efficient technique. Maraging steels also can be chemically cleaned by pickling in sulphuric acid or by duplex pickling, first in hydrochloric acid and then in nitric acid plus
a)
b) c)
d)
hydrofluoric acid. As with conventional steels, care 5 TYPICAL MECHANICAL PROPERTIES must be taken to avoid overpickling.
4 TESTING AFTER HEAT TREATMENT 5.1 Typical mechanical properties of heat treated
The following tests are generally conducted after heat standard 18Ni maraging steels are given in Table 1.
treatment:
Table 1 Heat Treatment and Typical Mechanical Properties
Yield Elongation Strength on 50 mm
Min Gauge Length MPa Percent, Min
(4) (9
1400 10
Reduction in Area
percent, Min
Typical Hardness
HRC
Fracture Toughness
MPa/m
Grade Tensile Strength
Min MPa
(3)
1 500
Treatment Condition
(1) 18Ni
(200)
I8Ni
(250)
I8Ni (300)
18Ni (350)
I8Ni (Cast)
NOTE
(2) A
(6) 60
(7)
44-48 (8)
155-200
1 800 I 700 8 55 48-52 120 Min A
A 2 050 2000 7 40 51-55 80 Min
B 2 450 2 400 6 25
25
56-59 35-50
C I 750 1 650 8 47-50 105 Min
Treatment A : Solution treated for I h at 820°C and aged for 3 h at 480°C. Treatment B : Solution treated for I h at 820°C and aged for I2 h at 480°C. Treatment C : Annealed for I h at I 150°C, aged for 1 h at 595”C, again solution treated for I h at 82O’C and finally aged for 3 h at
480°C.
ANNEX A
(FOWVOd)
CHEMICAL COMPOSITION OF COMMON GRADES OF MARAGING STEELS
A-l Different grades of maraging steel.; have been of certain common grade of maraging steels are given developed that provide specific levels of yield strength in Table 2 for information. ranging from 1030 to 3 450 MPa. Typical composition
Table 2 Nominal Composition of Common Maraging Steels
Grade Chemical Composition, Percent A
r I
(1) (N:
MO co Al
(3) (4) (:; (6) IgNi(200) 18 3.3 8.5 0.2 0. I 18Ni(250) 18 5.0 8.5 0.4 0.1 18Ni(300) 18 5.0 9.0 0.7 0.1 18Ni(350) 18 4.2 12.5 1.6 0.1
1 BNi(Cast) 17 4.6 10.0 0.3 0.1
NOTES
1 Carbon content shall not be more than 0.03 percent. *
2 Some manufacturers use a combination of 4.8 percent MO and 1.4 percent Ti (nominal) for 350 grade.
2

Bureau of Indian Standards
BIS is a statutory institution established under the Bureau of hdiatt Standards Act, 1986 lo promote harmonious development of the activities of standardization, marking and quality certification of goods and attending to connected matters in the country.
Copyright
BJ.S has the copyright of all its publications. No part of these publications may be reproduced in any form without the prior permission in writing of BIS. This does not preclude the free use, in the course 01 implementing the standard, of necessary details, such as symbols and sizes, type or grade designations. Enquiries relating to copyright be addressed to the Director (Publication), BIS.
Review of Indian Standards
Amendments are issued to standards as the need arises on Ihc basis of comments. Standards are also reviewed periodically; a standard along with amendments is reaffirmed when such review indicates that no changes arc needed; if the review indicates that changes are needed, it is taken up for revision. Users of Indian Standards should ascertain that they are in possession of the latest amendment. or edition by referring to the latest issue
of ‘BIS Handbook’ and ‘Standards Monthly Additions’.
This Indian Standard has been developed from Dot: No. MTD 22 ( 3844 ).
Amendments Issued Since Publication
Amend No. Date of Issue Text Affected
central : Manak Bhavan, 9 Bahadur Shah Zafar Marg NEW DELHI 110002
Eastern :
Northern :
l/14 C.I.T. Scheme VII M, V.I.P. Road, Maniktola CALCUTTA 700054
SC0 335-336, Sector 34-A, CHANDIGARH 160022
Southern : C.I.T. Campus, IV Cross Road, CYENNAI 600113
Western :
Branches :
Manakalaya, E9 MIDC, Marol, Andheri (East) 1
832 92 95,832 78 58 MUMBAI 400093 832 78 91,832 78 92
AHMADABAD. BANGALORE. BHGPAL. BHUBANESHWAR. COIMBATORE. FARIDABAD. GHAZIABAD. GUWAHATI. HYDERABAD. JAIPUR. KANPUR. LUCKNOW. NAGPUR. PATNA. PUNE. THIRUVANANTHAPURAM. 9
Printed at Simco printing F’ress, D&i, India
BUREAU OF INDIAN STANDARDS Headquarters:
Manak Bhavan, 9 Bahadur Shah Zafar Marg, New Delhi 110002 Telephones: 323 0131,323 33 75,323 94 02
Regional Offices:
Telegrams: Manaksanstha (Common to all offices)
Telephone
323 76 17,323 38 41
337 84 99,337 85 61 337 86 26,337 9120
{ 60 38 43 60 20 25
{ 235 02 16,235 04 42 235 15 19,235 23 15








![Friction Stir Welding and Post-Weld Heat Treating of Maraging Steel [Final Report] (1)](https://static.fdocuments.net/doc/165x107/577cc1291a28aba711926ef3/friction-stir-welding-and-post-weld-heat-treating-of-maraging-steel-final.jpg)