INVESTIGATION OF EFFECT OF CUTTING PARAMETERS AND … Thesis Full...iii DECLARATION I declare that...
114
INVESTIGATION OF EFFECT OF CUTTING PARAMETERS AND TOOL NOSE RADIUS ON CUTTING FORCES AND SURFACE ROUGHNESS IN FINISH HARD TURNING OF AISI D2 STEEL WITH CBN TOOL A Thesis submitted to Gujarat Technological University for the Award of Doctor of Philosophy in Mechanical Engineering By Vallabhbhai Dahyabhai Patel Enrollment No.129990919013 under supervision of Dr. Anishkumar H. Gandhi GUJARAT TECHNOLOGICAL UNIVERSITY AHMEDABAD [June-2018]
Transcript of INVESTIGATION OF EFFECT OF CUTTING PARAMETERS AND … Thesis Full...iii DECLARATION I declare that...

INVESTIGATION OF EFFECT OF CUTTING
PARAMETERS AND TOOL NOSE RADIUS ON
CUTTING FORCES AND SURFACE ROUGHNESS IN
FINISH HARD TURNING OF AISI D2 STEEL WITH
CBN TOOL
A Thesis submitted to Gujarat Technological University
for the Award of
Doctor of Philosophy
in
Mechanical Engineering
By
Vallabhbhai Dahyabhai Patel
Enrollment No.129990919013
under supervision of
Dr. Anishkumar H. Gandhi
GUJARAT TECHNOLOGICAL UNIVERSITY
AHMEDABAD
[June-2018]

i
INVESTIGATION OF EFFECT OF CUTTING
PARAMETERS AND TOOL NOSE RADIUS ON
CUTTING FORCES AND SURFACE ROUGHNESS IN
FINISH HARD TURNING OF AISI D2 STEEL WITH
CBN TOOL
A Thesis submitted to Gujarat Technological University
for the Award of
Doctor of Philosophy
in
Mechanical Engineering
By
Vallabhbhai Dahyabhai Patel
Enrollment No.129990919013
under supervision of
Dr. Anishkumar H. Gandhi
GUJARAT TECHNOLOGICAL UNIVERSITY
AHMEDABAD
[June-2018]

ii
© Vallabhbhai Dahyabhai Patel

iii
DECLARATION
I declare that the thesis entitled “Investigation of effect of cutting parameters and tool
nose radius on cutting forces and surface roughness in finish hard turning of AISI D2
steel with CBN tool” submitted by me for the degree of Doctor of Philosophy is the record
of research work carried out by me during the period from October-2012 to June- 2018
under the supervision of Dr. Anishkumar. H. Gandhi and his has not formed the basis for
the award of any degree, diploma, associateship, fellowship, titles in this or any other
University or other institution of higher learning.
I further declare that the material obtained from other sources has been duly acknowledged
in the thesis. I shall be solely responsible for any plagiarism or other irregularities, if
noticed in the thesis.
Signature of the Research Scholar: Date: ………………..
Name of Research Scholar: Vallabhbhai Dahyabhai Patel
Place: Ahmedabad

iv
CERTIFICATE
I certify that the work incorporated in the thesis title as Investigation of effect of cutting
parameters and tool nose radius on cutting forces and surface roughness in finish
hard turning of AISI D2 steel with CBN tool submitted by Vallabhbhai Dahyabhai
Patel was carried out by the candidate under my supervision/guidance. To the best of my
knowledge: (i) the candidate has not submitted the same research work to any other
institution for any degree/diploma, Associateship, Fellowship or other similar titles (ii)
the thesis submitted is a record of original research work done by the Research Scholar
during the period of study under my supervision, and (iii) the thesis represents
independent research work on the part of the Research Scholar.
Signature of Supervisor: Date: ……………….
Name of Supervisor: Dr. Anishkumar H. Gandhi
Place: Ahmedabad

v
Originality Report Certificate
It is certified that PhD Thesis titled “Investigation of effect of cutting parameters and
tool nose radius on cutting forces and surface roughness in finish hard turning of
AISI D2 steel with CBN tool” by Mr. Vallabhbhai Dahyabhai Patel has been examined
by us. We undertake the following:
a. Thesis has significant new work / knowledge as compared already published or
are under consideration to be published elsewhere. No sentence, equation,
diagram, table, paragraph or section has been copied verbatim from previous
work unless it is placed under quotation marks and duly referenced.
b. The work presented is original and own work of the author (i.e. there is no
plagiarism). No ideas, processes, results or words of others have been
presented as Author own work.
c. There is no fabrication of data or results which have been compiled /
analyzed.
d. There is no falsification by manipulating research materials, equipment or
processes, or changing or omitting data or results such that the research is not
accurately represented in the research record.
e. The thesis has been checked using https://turnitin.com (copy of originality
report attached) and found within limits as per GTU Plagiarism Policy and
instructions issued from time to time (i.e. permitted similarity index
<=25%).
Signature of the Research Scholar: Date: ….…………..…
Name of Research Scholar: Vallabhbhai Dahyabhai Patel
Place: Ahmedabad
Signature of Supervisor: Date: ………………...
Name of Supervisor: Dr. Anishkumar H. Gandhi
Place: Ahmedabad

vi

vii
PhD THESIS Non-Exclusive License to
GUJARAT TECHNOLOGICAL UNIVERSITY
In consideration of being a PhD Research Scholar at GTU and in the interests of the
facilitation of research at GTU and elsewhere, I, Vallabhbhai Dahyabhai Patel having
Enrollment No.129990919013 hereby grant a non-exclusive, royalty free and perpetual
license to GTU on the following terms:
a) GTU is permitted to archive, reproduce and distribute my thesis, in whole or in part,
and/or my abstract, in whole or in part (referred to collectively as the “Work”)
anywhere in the world, for non-commercial purposes, in all forms of media;
b) GTU is permitted to authorize, sub-lease, sub-contract or procure any of the acts
mentioned in paragraph (a);
c) GTU is authorized to submit the Work at any National / International Library, under
the authority of their “Thesis Non-Exclusive License”;
d) The Universal Copyright Notice (©) shall appear on all copies made under the
authority of this license;
e) I undertake to submit my thesis, through my University, to any Library and Archives.
Any abstract submitted with the thesis will be considered to form part of the thesis.
f) I represent that my thesis is my original work, does not infringe any rights of others,
including privacy rights, and that I have the right to make the grant conferred by this
non-exclusive license.
g) If third party copyrighted material was included in my thesis for which, under the terms
of the Copyright Act, written permission from the copyright owners is required, I have
obtained such permission from the copyright owners to do the acts mentioned in
paragraph (a) above for the full term of copyright protection.
h) I retain copyright ownership and moral rights in my thesis, and may deal with the
copyright in my thesis, in any way consistent with rights granted by me to my
University in this non-exclusive license.

viii
i) I further promise to inform any person to whom I may hereafter assign or license
my copyright in my thesis of the rights granted by me to my University in this non-
exclusive license.
j) I am aware of and agree to accept the conditions and regulations of PhD including
all policy matters related to authorship and plagiarism.
Signature of the Research Scholar: Date: ….…………..…
Name of Research Scholar: Vallabhbhai Dahyabhai Patel
Place: Ahmedabad
Signature of Supervisor: Date: ….…………..…
Name of Supervisor: Dr. Anishkumar H. Gandhi
Place: Ahmedabad
Seal:

ix
THESIS APPROVAL FORM
The viva-voce of the PhD Thesis submitted by Shri Vallabhbhai Dahyabhai Patel
(Enrollment No.129990919013) entitled Investigation of effect of cutting parameters
and tool nose radius on cutting forces and surface roughness in finish hard turning of
AISI D2 steel with CBN tool was conducted on …………………….………… (day and
date) at Gujarat Technological University.
(Please tick any one of the following option)
The performance of the candidate was satisfactory. We recommend that
he/she be awarded the PhD degree.
Any further modifications in research work recommended by the panel after 3
months from the date of first viva-voce upon request of the Supervisor or
request of Independent Research Scholar after which viva-voce can be re-
conducted by the same panel again.
(briefly specify the modifications suggested by the panel)
The performance of the candidate was unsatisfactory. We recommend that
he/she should not be awarded the PhD degree.
(The panel must give justifications for rejecting the research work)
Name and Signature of Supervisor with Seal
1) (External Examiner 1) Name and Signature
2) (External Examiner 2) Name and Signature
3) (External Examiner 3) Name and Signature

x
ABSTRACT
Because of its excellent wear and abrasion properties, AISI D2 steel is widely used as a
material for bearing races, forming dies, punches, forming rolls, etc. Understanding of the
mechanics of oblique turning of hardened materials is important to industries
manufacturing components like bearings, dies and tools. This research describes
investigation of effect of cutting parameters (cutting speed, feed), tool geometries (tool
nose radius) on cutting forces (cutting force, radial force and axial force) and surface
roughness of AISI D2 steel using cubic boron nitride (CBN) tool. Experiments were
conducted based on full factorial design of experiment. Results shows influence of
different cutting conditions on cutting forces and surface roughness. Forces in axial, radial
and cutting directions vary with the different values of cutting speed, feed and nose radius
at constant depth of cut during hard turning. Initially, force model is developed based on
cutting parameters (i.e. cutting speed and feed) and tool nose radius and further it is
extended by considering progressive flank wear. Empirical model of cutting forces shows
best fits with cutting conditions (i.e. cutting speed and feed) and tool geometries (i.e. tool
nose radius, inclination angle and rake angle). Experimental observation shows that feed
is most significant parameter affecting cutting force, radial force and axial force followed
by nose radius and cutting speed. Cutting forces are linearly proportional to feed and nose
radius whereas, it is inversely proportional to cutting speed. A linear exponential model of
surface roughness shows simultaneous effect of cutting speed, feed and nose radius. Feed
contributes significantly to surface roughness than tool nose radius and cutting speed.
Empirical models of forces and surface roughness are validated with new set of
experiments and found to be with reasonable accuracy of prediction within limits of
cutting parameters and tool geometry considered.

xi
ACKNOWLEDGEMENT
I would like to take an opportunity to express my sincere gratitude who have contributed
to this research work and supported me during this journey.
Firstly, I am extremely grateful to my honorable Supervisor Dr. Anishkumar H.
Gandhi, for his continuous guidance, motivation, encouragement and support for
throughout my research work. His guidance helped me in all the time of research and
writing of this thesis, I could not have imagined having a better advisor and mentor for
my research work.
Besides my advisor, I would like to appreciate to my Doctoral Progress Committee
Members Dr. H. K. Raval, Professor, SVNIT, Surat and Dr. D. I. Lalwani, Associate
Professor, SVNIT, Surat for their rigorous examinations and precious suggestion during
my research. Their valuable suggestions and constructive criticisms from time to time
enabled me to complete my work successfully.
I am thankful to Dr, Akshai Aggarwal, Ex. Vice Chancellor, Dr. Navin Sheth, Vice
Chancellor, Shri J. C. Lilani, Registrar and all staff members of PhD Section, GTU.
I would also like to acknowledge guidance and support provided for experimental work by
Mr. I M Hakim, Turner, ITI, Gandhinagar. I would also thankful to Mr. J. D. Patel and
other staffs of workshop instructors of L D R P Institute of Technology and Research,
Gandhinagar, for their valuable support.
Finally, I would like to thanks my father Mr. Dahyabhai Patel and my mother Mrs.
Shantaben Patel for supporting me spiritually during the hard time of this journey. I
would also like to thank my beloved wife Falguni Patel, my son Jils and my daughter
Navya for their unconditional love and moral support.

xii
Table of Content
CHAPTER - 1 Introduction ..................................................................................................... 1
1.1 Overview. .............................................................................................................................. 1
1.2 Hardened workpiece materials and their specific applications ............................................. 2
1.3 Cutting tools used in hard turning......................................................................................... 3
1.4 Cutting conditions, orientation of three dimensional forces, surface roughness and wear
of cutting tool pertaining to machining of hardened materials ............................ 4
1.5 Organization of thesis ........................................................................................................... 7
References…. ..... ……………………………………………………………………………….9
CHAPTER - 2 Literature review .......................................................................................... 10
2.1 Introduction ......................................................................................................................... 10
2.2 Literature on surface roughness of hardened materials ...................................................... 10
2.3 Literature on cutting forces in hard turning ........................................................................ 12
2.4 Literature on tool wear ........................................................................................................ 14
2.5 Literature on development of models of crater wear, flank wear and cutting forces
during turning of hardened materials ................................................................. 19
2.5.1 Literature on modeling of tool wear .......................................................... 19
2.5.2 Literature on analytical modeling of cutting forces .................................. 23
2.6 Findings of literature review ............................................................................................... 28
2.7 Definition of the problem ................................................................................................... 29
2.8 Objectives and scope of study ............................................................................................ 29
2.9 Significance of Study .......................................................................................................... 29
2.10 Research Methodology ..................................................................................................... 31
References…. ... ……………………………………………………………………………….32
CHAPTER - 3 Design of experiment and experimental work ............................................ 36
3.1 Overview. ............................................................................................................................ 36
3.2 Design of experiment .......................................................................................................... 36

xiii
3.3 Experimental work .............................................................................................................. 38
3.3.1 Workpiece ................................................................................................. 38
3.3.2 Cutting tools .............................................................................................. 40
3.3.3 Machine tool .............................................................................................. 41
3.3.4 Surface roughness tester ............................................................................ 42
3.3.5 Tool maker’s microscope for tool wear measurement .............................. 43
3.3.6 Lathe tool dynamometer for measurement of cutting forces .................... 43
3.3.7 Experimental procedure ............................................................................ 44
CHAPTER - 4 Results and discussion .................................................................................. 50
4.1 Overview. ............................................................................................................................ 50
4.2 Experimental results based on various cutting conditions .................................................. 50
4.2.1 Percentage contribution of cutting variables on cutting forces ................. 53
4.3 Influence of cutting conditions on surface roughness ........................................................ 55
4.3.1 Percentage contribution of cutting variables on surface roughness .......... 57
4.4 Tool flank wear at optimum cutting condition ................................................................... 58
References…. ... ……………………………………………………………………………….64
CHAPTER - 5 Model development of three dimensional forces and surface roughness
for hard turning ................................................................................................ 65
5.1 Overview. ............................................................................................................................ 65
5.2 Modeling of cutting forces .................................................................................................. 65
5.2.1 Modeling of cutting forces based on cutting conditions ........................... 66
5.2.2 Modeling of forces considering progressive flank wear of tool ................ 71
5.2.3 Evaluation of total cutting forces and its comparison with predicted
values….. ............................................................................................................ 74
5.3 Modeling of surface roughness ........................................................................................... 76
5.3.1 Modeling of surface roughness based on cutting conditions and
geometry………………………..……… ........................................................... 77
5.3.2 Determination of constants and validation of surface roughness model ... 79

xiv
References…. …………………………………………………………………………………81
CHAPTER - 6 Conclusions and future scope ...................................................................... 83
6.1 Conclusions ......................................................................................................................... 83
6.2 Future scope ........................................................................................................................ 85
Appendices… .. ……………………………………………………………………………….86
List of publications .................................................................................................................. 90

xv
List of Abbreviation
Pa : Hardness of the abrasive particle
Pt : Tool hardness
T : Average temperature
KQ : Constant related with activation energy for diffusion
Kabrasion : Process related dimensionless abrasive wear coefficient
Kadhesion : Process related adhesive wear coefficient
Kdiff : Process related diffusive wear coefficient
α, αn : Rake/chamfer angle, taken as a positive value for simplicity
γ : Clearance angle
D : Coefficient of diffusion
σ, : Normal shear stress
τs : Shear stress in the shear plane
KT : Tool crater wear depth
n : Dimensionless constant
R : Radius of the tool crater arc
F : Friction force
αe : Effective rake angle
Φe : Shear plane angle, angle between the shear plane and cutting
velocity
i : Inclination angle
β : Friction angle
t1 : Depth of cut/ undeform chip thickness
b : Width of cut
N : Normal force
FH : Principal component of the cutting force
Ft : Thrust force
Vs : Sliding velocity
Ψ : Apex angle of the stagnation zone
k : Material shear flow stress

xvi
θ : Slip line angle
Cs : Side cutting edge angle
ηc : Chip flow angle
Fwcutting, Fwaxial,
Fwradial : Forces due to wear in cutting, axial and radial direction
P1 , P2 , P3 : Forces in cutting, axial, and radial directions
Kn, Kf : Cutting pressure coefficients
Acutting : Cutting cross sectional area
* : Equivalent pertaining angles (e.g. i*= equivalent inclination angle)
Fr : Radial force (N)
Fa : Axial force (N)
Fc : Cutting force (N)
d : Depth of cut (mm)
v : Cutting speed (m/min)
f : Feed (mm/rev)
r : Tool nose radius (mm)
Vb : Tool flank wear length (mm)
Fcw : Force in the cutting direction due to flank wear (N)
Faw : Force in the axial direction due to flank wear (N)
Frw : Force in the radial direction due to flank wear (N)
δFcw : Cutting force component due to wear (N)
δFarw : Resultant wear force component of Fcw and Faw (N)
τw : Shear stress along the flank face (N/mm2)
σw : Normal stress along the flank face (N/mm2)
a0, a1, a2, a3 : Constants depend on radial force and cutting conditions
b0, b1, b2, b3 : Constants depend on axial force and cutting conditions
c0, c1, c2, c3 : Constants depend on cutting force and cutting conditions
Fct : Total cutting force in cutting direction (N)
Fat : Total axial force in feed direction (N)
Frt : Total radial force in radial direction (N)
Ra exp : Experimental value of average surface roughness of machined part
(μm)
Ra pred : Average surface roughness prediction based on all possible factors
(μm)

xvii
Ra vfr : Average surface roughness based on v, f, and r (μm)
c0,c1,c2, c3 : Constants corresponding to cutting conditions and tool geometry

xviii
List of Figures
FIGURE 1.1: Atoms of boron nitride changes from hexagonal to cubic structure .................... 4
FIGURE 1.2: Direction of cutting force, radial force and axial force on cutting tool insert ..... 5
FIGURE 1.3: Different wear phenomenon on single point cutting tool .................................... 7
FIGURE 2.1: Geometrical nomenclature of crater wear of CBN tool used in turning of
hard materials ..................................................................................................... 22
FIGURE 2.2: Material removal concept based on extended Lee and Shaffer’s model using
negative rake angle tool ...................................................................................... 25
FIGURE 2.3: Orientation of cutting forces based on progressive wear of flank face of tool
in hard turning .................................................................................................... 27
FIGURE 2.4: Flow chart of applied research methodology ................................................... 32
FIGURE 3.1: (a) Detailed drawing of workpiece (AISI D2 steel) to perform full factorial
design of experiments (all dimensions are in mm) ............................................ 40
(b) Detailed drawing of workpiece (AISI D2 steel) for flank wear
measurement at optimum cuttingconditions (all dimensions are in mm) .......... 40
FIGURE 3.2: CBN cutting tool insert of 0.4, 0.8 and 1.2 mm nose radius .............................. 41
FIGURE 3.3: Work piece material AISI D2 steel after heat treatment .................................... 44
FIGURE 3.4: Flow diagram of complete experimental work .................................................. 45
FIGURE 3.5: Prefinal size of AISI D2 steel round bar before starting of experiment ............ 45
FIGURE 3.6: Finish hard turning at different cutting conditions ............................................ 46
FIGURE 3.7: Experiment set up of lathe tool dynamometer ................................................... 46
FIGURE 3.8: Measurement of surface roughness with the help of surface roughness tester
SJ210 .................................................................................................................. 47
FIGURE 3.9: Turning up to 65 mm cutting length for flank wear measurement .................... 47
FIGURE3.10:Flank wear measurement with suitable fixture using Tool maker’s
microscope……. .......................................................................................... …..48

xix
FIGURE 4.1: Influence of feed (f) and nose radius of tool (r) on axial (Fa), radial (Fr) and
cutting (Fc) force at cutting speed (v) = 80 m/min and depth of cut (d) = 0.2
mm ...................................................................................................................... 52
FIGURE 4.2: Influence of feed (f) and tool nose radius (r) on axial (Fa), radial (Fr) and
cutting (Fc) force at cutting speed (v) = 116 m/min and depth of cut (d) = 0.2
mm ...................................................................................................................... 52
FIGURE 4.3: Influence of feed (f) and tool nose radius (r) on axial (Fa), radial (Fr) and
cutting (Fc) force at cutting speed (v) = 152 m/min and depth of cut (d) = 0.2
mm ...................................................................................................................... 53
FIGURE 4.4: Effect of cutting speed (v) and feed (f) on surface roughness at tool nose
radius (r) = 0.4 mm and depth of cut (d) = 0.2 mm ........................................... 55
FIGURE 4.5: Effect of cutting speed (v) and feed (f) on surface roughness at tool nose
radius (r) = 0.8 mm and depth of cut (d) = 0.2 mm ........................................... 56
FIGURE 4.6: Effect of cutting speed (v) and feed (f) on surface roughness (Ra) at tool nose
radius (r) = 1.2 mm and depth of cut (d) = 0.2 mm ........................................... 56
FIGURE 4.7: Effect of flank wear on cutting forces at optimum cutting conditions (cutting
speed (v) = 152 m/min, feed (f) =0.04 mm/rev and tool nose radius (r) = 1.2
mm) .................................................................................................................... 60
FIGURE 4.8: Effect of flank wear on surface roughness at optimum cutting conditions
(cutting speed (v) = 152 m/min, feed (f) =0.04 mm/rev and tool nose radius
(r) = 1.2 mm) ...................................................................................................... 60
FIGURE 4.9: Correlation of surface roughness and cutting forces at optimum cutting
conditions (cutting speed (v) = 152 m/min, feed (f) =0.04 mm/rev and tool
nose radius (r) = 1.2 mm) ................................................................................... 61
FIGURE 4.10: Effect of flank wear on resultant cutting forces at optimum cutting
conditions (cutting speed (v) = 152 m/min, feed (f) =0.04 mm/rev and tool
nose radius (r) = 1.2 mm) as per Table 4.6 ........................................................ 62
FIGURE 4.11: Effect of resultant cutting forces on surface roughness at optimum cutting
conditions (cutting speed (v) = 152 m/min, feed (f) =0.04 mm/rev and tool
nose radius (r) = 1.2 mm) as per Table 4.6 ........................................................ 62

xx
FIGURE 5.1: Experimental and predicted value of cutting force based on different cutting
conditions (cutting speed (v), feed (f) and nose radius (r) as reported in Table
5.2) ...................................................................................................................... 69
FIGURE 5.2: Experimental and predicted value of radial force based on different cutting
conditions (cutting speed (v), feed (f) and nose radius (r) as reported in Table
5.2) ...................................................................................................................... 70
FIGURE 5.3: Experimental and predicted value of axial force based on different cutting
conditions (cutting speed (v), feed (f) and nose radius (r) as reported in Table
5.2) ...................................................................................................................... 70
FIGURE 5.4: Tool flank wear geometry; (a) cutting force component in z direction, (b)
effective flank and nose wear, (c) resultant force component of x and y
direction .............................................................................................................. 72
FIGURE 5.5: Cutting forces in cutting (Fcw), radial (Frw) and axial (Faw) directions due to
tool flank wear evaluated based on progressive flank wear modeling ............... 74
FIGURE 5.6: Comparison of total cutting force (Fct) considering flank wear (Vb) ................. 75
FIGURE 5.7: Comparison of total radial force (Frt) considering flank wear (Vb) ................... 75
FIGURE 5.8: Comparison of total axial force (Fat) considering flank wear (Vb) .................... 76
FIGURE 5.9: Experimental and predicted value of surface roughness based on different
cutting conditions (cutting speed (v), feed (f) and nose radius (r) as
reported in Table 5.4) ........................................................................................ 80

xxi
List of Tables
TABLE 1.1: Comparisons of hard turning and grinding ............................................................ 2
TABLE 2.1: Different cutting conditions used in various literatures during hard turning ....... 18
TABLE 3.1: Values of input parameters for turning experiments ........................................... 37
TABLE 3.2: Experimental design using full factorial design of experiment ........................... 37
TABLE 3.3: Chemical composition of AISI D2 steel in percentage ........................................ 39
TABLE 3.4: Physical properties of AISI D2 steel .................................................................... 39
TABLE 3.5: Specifications of lathe (NH 22 HMT make) ........................................................ 41
TABLE 3.6: Specifications of surface roughness tester SJ210 ................................................ 42
TABLE 3.7: Specifications of tool maker’s microscope .......................................................... 43
TABLE 3.8: Specifications of lathe tool dynamometer ........................................................... 43
TABLE 4.1: Experimental readings of axial (Fa), radial (Fr) and cutting (Fc) force and
surface roughness (Ra) ....................................................................................... 51
TABLE 4.2: Percentage contribution of nose radius, cutting speed and feed attributes to
cutting force ........................................................................................................ 54
TABLE 4.3: Percentage contribution of nose radius, cutting speed and feed attributes to
radial force .......................................................................................................... 54
TABLE 4.4: Percentage contribution of nose radius, cutting speed and feed attributes to
axial force ........................................................................................................... 54
TABLE 4.5: Percentage contribution of nose radius, cutting speed and feed attributes to
surface roughness ............................................................................................... 58
TABLE 4.6: Experimental readings of tool flank wear, surface roughness and cutting
forces at optimum cutting conditions ................................................................. 59
TABLE 5.1: Model constants evaluated using 27 experimental readings as per Table 4.1 ..... 68
TABLE 5.2: Experimental value of cutting (Fc exp), radial (Fr exp) and axial (Fa exp) force at
different cutting conditions ................................................................................ 68
TABLE 5.3: Model constants evaluated based on 27 experimental results as per Table 4.1 ... 79

xxii
TABLE 5.4: Experimental values of surface roughness (Ra exp) using different sets of
cutting conditions ............................................................................................... 79

xxiii
List of Appendices
Appendix A : Calculation of percentage contribution of variable cutting and geometry
parameters on cutting forces .............................................................................. 86
Appendix B : Calculation of percentage contribution of variable cutting and geometry
parameters on surface roughness ........................................................................ 88

Overview
1
CHAPTER – 1
Introduction
In this chapter, concept of hard turning is defined. Benefits of hard turning over grinding
are discussed. Application of various hardened steel material grades especially hardened
AISI D2 steel is discussed. Various tool materials for turning of hardened steel material
grades along with their characteristics are discussed. Various machining parameters, tool
geometry parameters and machining conditions affecting mechanism of cutting are
discussed.
1.1 Overview
Turning of steel materials with hardness value above 45 HRC (Rockwell hardness) is
defined as hard turning. Hard turning with single point cutting tool is very complex when
hardness of workpiece is in the range of 55-68 HRC [1-3]. Hardness of material, tools
which are used for cutting and mechanism of chip formation differ the hard turning from
conventional turning. Hard turning is an economic and an efficient alternative to grinding
which converts raw materials into desired shape. If complex components could be
manufactured using hard turning, production costs could be decreased up to 70 % [4].
Surface quality can be achieved up to the level of grinding in hard turning. Quality
improvement, cost reduction and reduce setup duration is very challenging in today‘s
market. This scenario enforces the manufacturer to increase quality of product and
efficiency. Turning of materials can be effectively done after heat treatment is the major
benefit over traditional techniques like finish grinding operation [5]. Benefits of hard
turning over grinding are shown in Table 1.1.
Highly precise parts, made up of advanced hardened alloys used in aerospace industries are
manufactured using metal removal processes. Hard components like roller bearings, dies,
tools, automotive parts like crank pins and hydraulic parts have been widely manufactured
using hard turning technology. Cutting fluid and lubricants are not used in hard turning,
thus storage, maintaining and disposal of cutting fluid is eliminated and it may favor the

Ch. 1 Introduction
2
health of machine operators [2]. It has other benefits such as flexibility, higher material
removal rate and reduced machining time [6].
TABLE 1.1
Comparisons of hard turning and grinding [6]
Though hard turning is advantageous over grinding process, it also possesses certain
limitations as described. For example, residual stresses are produced beneath the surface of
turned part due to high temperature and high pressure induces during metal removing.
Also, tool wear is critical phenomenon which deteriorates the surface finish of machined
part.
1.2 Hardened Workpiece Materials and Their Specific Applications
Different workpiece materials are hardened up to 68 HRC and used for specific
applications. Recently, various industries pertaining to machining of hardened materials
commonly use different steels like AISI H11, AISI H13, AISI D2, AISI D3, AISI M2,
AISI M42, AISI T1, AISI T4 and AISI T5. AISI D2 steel is known as high carbon, high
chromium steel. It is used for manufacturing of various parts due to its specific properties
like high strength, high fatigue strength and high wear resistance. Machinability and
toughness of AISI D2 steel are considered to be low [6]. Its specific applications in
industries are mentioned below:
Tools for heavy duty hot forming process like dies, mandrels etc.
Extrusion of rod and tube
Tools for hot impact extrusion
Various tools for production of nuts, screws, rivets, bolts and hollow bodies
Various dies of press machine
Sr. No. Description Hard turning Grinding
1 Rate of metal removal 150 – 1500 mm3/min 10 - 60 mm
3/min
2 Flexibility Very flexible Low flexibility
3 Cutting process Stable Tendency to jerk
4 Accuracy 0.2 micron Ra Better than 0.2 micron Ra
5 Pre-machining duration Less More
6 Effect on atmosphere Material removal
without cutting fluid
Material removal with cutting
fluid

Cutting tools used in hard turning
3
Different dies of casting
Dies of forming process
Cutting blades of hot shearing
1.3 Cutting Tools Used in Hard Turning
All hard machining operations require specific cutting tool materials which can withstand
against the critical conditions produced during machining. Performance of cutting tools are
affected due to tool wear (crater and flank wear), thrust and temperature developed during
machining. Some special characteristics require for tool materials are high wear resistance,
high hardness and chemical stability [7]. Various tool materials like cemented tungsten
carbide, ceramics, cubic boron nitride (CBN) and diamond are commonly preferred for
metal cutting. At elevated temperature hardness of cemented carbide decreases with
decrease in binder content. So, special powder preparation and processing techniques are
required to minimize the grain growth and provide adequate strength. Some improvements
in the toughness of ceramic tools have been achieved recently by alloying alumina with
TiC or with stabilized ZrO2 and by new processing techniques such as hot pressing and hot
isostatic pressing. A significant increase in fracture toughness accomplished with SIALON
based tool materials, though SIALON is not so hard enough. Diamond is one of the hardest
materials which can be used for hard machining, but it is very expensive. In contrast to
diamond, CBN (cubic boron nitride) is more preferable for machining of hardened
workpiece. CBN is chemically more stable than diamond when it is used for machining
ferrous alloys. It has good thermal stability; up to around 800 °C, this temperature can be
further increased by decreasing the impurity content with special processing techniques.
CBN tool is better than carbide and ceramic tools. It can perform 5 to 100 times better in
terms of longer tool life and / or higher removal rate than carbide or ceramic tools.
Proportionate harder cutting materials are required for machining of hardened workpiece.
Development of higher hardness materials like PCBN (polycrystalline cubic boron nitride)
has great importance to machining of hardened materials [4]. Ammonia and boron chloride
form a compound of Boron nitride (BN) as per following reaction:
BCL3 + NH3 → BN + 3HCL (1.1)
Boron nitride (BN) has hexagonal structure like graphite. Hexagonal structure of
hexagonal boron nitride can be transformed in to cubic structure under high temperature

Ch. 1 Introduction
4
and pressure and form a cubic boron nitride (CBN). This transformation is shown in Fig.
1.1.
FIGURE 1.1
Atoms of boron nitride changes from hexagonal to cubic structure [4]
Bonding strength of CBN is higher due to large amount of binders available in the cubic
structure of boron nitride. High wear resistance of CBN tool is observed, when machining
of hardened steel [6].
1.4 Cutting Conditions, Orientation of Three Dimensional Forces,
Surface Roughness and Wear of Cutting Tool Pertaining to Machining of
Hardened Materials
In process of turning, depth of cut, cutting feed and cutting speed are main cutting factors
affecting the performance of tool. Single point tool geometries like main cutting edge
angle, rake angle and tool nose radius have equal importance. Other input cutting
conditions like workpiece hardness and rigidity of machine tool need to be considered for
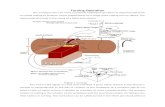
efficient machining. During turning, various forces are inducing on cutting tools. For
example, forces exerted in cutting direction, radial direction and feed direction are known

Cutting Conditions, Orientation of Three Dimensional Forces, Surface Roughness and
Wear of Cutting Tool Pertaining to Machining of Hardened Materials
5
as cutting (Fc), radial (Fr) and axial force (Fa) respectively. Three dimensional forces
relating to cutting tool insert are presented in Fig. 1.2.
FIGURE 1.2
Direction of cutting force, radial force and axial force on cutting tool insert
Cutting forces and stresses are continuously induced during the machining of metallic and
nonmetallic materials. Manufacturing industries are constantly focusing to increase
efficiency. There are many investigations pertaining the study of parameters and geometry
of tool on the forces of cutting for different metals [7]. Determination of appropriate
variables of cutting based on material removal rate and tool life has been carried out.
Moreover, morphology of chip, wear of tool, development of tool life equation, three
dimensional forces of cutting and their variations need to be analyzed [6].
Performance of finish hard turning is evaluated based on surface roughness of machined
component which is one of the vital output parameter of the process using different range
of cutting variables [8]. Also, preparation of cutting tool edge and nose radius of tool are
significantly important to obtain lower surface roughness [9].

Ch. 1 Introduction
6
A tool wear mechanism produced during hard turning has been investigated for better
machining and tool selection criteria. CBN is widely used tool as it has comparatively
higher wear resistance [4]. White layer formation and wear of tool are significantly
affected by cutting variables like depth of cut, feed and cutting speed [9]. Some analysis
was studies based on microstructure of steel and worn faces of tool flank and detected that
various particles of hard carbides present in material of workpiece produces grooves on
tool flank face by abrasion. Different wear rates were observed based on the degree of
hardness of carbides in the steels [6]. Wear of tool occurs due to combined or individual
effect of five wear mechanism like abrasion, adhesion, diffusion, fatigue and tribochemical
process. Abrasion and adhesion are referred as mechanical wear. Flank wear formation is
very critical and affects performance of machining more significantly. Flank wear
increases rapidly at initial stage of machining or at last stage of machining for three equal
stage of cutting length. Flank and crater wear are formed due to rubbing of workpiece and
sliding of chips on flank and rake faces of cutting tool [4, 10]. Shortly, individual as well
as simultaneous or coexistence effect of abrasion, adhesion, and diffusion may affect the
wear of CBN tool in hard turning [4].
Relative motion of workpiece and cutting tool is continuous and in great proportion which
is responsible for inducing high cutting tool forces, high temperature and friction at tool
workpiece interface in hard turning. This is the reason for wearing of tool faces which
damages the surface quality and reduces the precision in machined part. Wear is generated
by physicochemical mechanism and it is very complex to differentiate. Commonly, tool
wear occurs during severe cutting conditions in hard turning. It means variation of tool
geometry, tool forces and temperature produced in machining deteriorate surface quality of
workpiece material. Wear on all active faces of tool depends on the machining conditions
[4]. Figure 1.3 shows various wear produced on single point cutting tool during turning.
Cutting forces are induced during machining and affect the performance such as surface
roughness, wear of tool, temperature, vibration etc. Understanding of phenomena of
cutting force is an important in machining as it plays primary role to evaluate power
consumption, tool and material deflections. In hard turning, higher amount of cutting
forces are produced because of high hardness of material this affects the performance of
cutting tool [7].

Organization of Thesis
7
FIGURE 1.3
Different wear phenomenon on single point cutting tool [4]
However, geometries of tool like nose radius and inclination angle make the chip
formation process as a critical oblique cutting process. Some theory has been developed
which contains the geometry of tool along with cutting conditions to evaluate temperature
and forces [11].
AISI D2 steel which can be hardened up to 68 HRC is used in many engineering
applications. CBN possess certain advantages over other tool materials like diamond,
tungsten carbide, ceramic etc. Research related to turning of AISI D2 steel investigating
influence of tool geometries and different input cutting variables on surface roughness of
component, cutting forces and tool wear may be of great interest to machining industry.
This has provided motivation to take up this research with specific objectives as reported
in chapter – 2.
For clarity of presentation, content of the thesis is organized in different chapters as per the
detail given in following section.
1.5 Organization of Thesis
Thesis contains six chapters to address the objectives of research work. Outline of various
chapters is discussed below;

Ch. 1 Introduction
8
CHAPTER 1 describes back ground of hard turning, tool materials, workpiece materials,
cutting parameters, tool geometries, mechanism of cutting forces, science of tool wear and
surface roughness of machined part.
CHAPTER 2 emphasizes review of specific literatures attribute to analysis of surface
finish, cutting forces and wear of tool for turning of hardened material. It covers complex
mechanism of oblique cutting, impact of cutting variables and geometries of tool on
performance of machining. It also deals with the extensive modeling of three dimensional
forces of cutting, surface roughness and wear of tool studied by various authors. Finally,
overall findings of various literatures, objectives, scope of work and their significance are
presented.
CHAPTER 3 reports design of experiment and experimental work. It explains detail
experimental planning for hard turning experiments. It also mentions the details of
instruments used in experimentation and methods of measurement of output variables.
CHAPTER 4 shows experimental readings of three dimensional forces of cutting, surface
roughness of machined component and wear of tool. Also, influence of different cutting
variables on three dimensional forces of cutting, surface roughness and wear of tool are
analyzed in this chapter.
CHAPTER 5 demonstrates empirical modeling of surface roughness and forces in axial,
radial and cutting directions based on various cutting conditions to reveal correlation of
outcome with input variables in hard turning. It also shows the comparison between test
results and predicted outcome for validation of models of forces of cutting and surface
roughness.
CHAPTER 6 depicts summary of the important conclusions derived based on results of
presented research work and scope of future work.

References
9
References
[1] Pardeep Kumar SD, Aman Agarwal (2011) HARD TURNING VERSUS GRINDING, National
Conference on Advancements and Futuristic Trends in Mechanical and Materials Engineering.
[2] de Oliveira AJ, Diniz AE, Ursolino DJ (2009) Hard turning in continuous and interrupted cut with PCBN
and whisker-reinforced cutting tools, Journal of Materials Processing Technology, 209, 5262-5270.
[3] Bartarya G, Choudhury S (2012) State of the art in hard turning, International Journal of Machine Tools
and Manufacture, 53, 1-14.
[4] Huang Y, Chou YK, Liang SY (2007) CBN tool wear in hard turning: a survey on research progresses,
The International Journal of Advanced Manufacturing Technology, 35, 443-453.
[5] Davim JP (2011) Machining of hard materials, Springer Science & Business Media.
[6] Arsecularatne JA, Zhang LC, Montross C, Mathew P (2006) On machining of hardened AISI D2 steel
with PCBN tools, Journal of Materials Processing Technology, 171, 244-252.
[7] Kamely MA, Noordin MY (2011) The impact of cutting tool materials on cutting force, World Academy
of Science, Engineering and Technology, 51, 903-906.
[8] Bartarya G, Choudhury SK (2012) Effect of cutting parameters on cutting force and surface roughness
during finish hard turning AISI52100 grade steel, Procedia CIrP, 1, 651-656.
[9] Özel T, Karpat Y, Figueira L, Davim JP (2007) Modelling of surface finish and tool flank wear in turning
of AISI D2 steel with ceramic wiper inserts, Journal of materials processing technology, 189, 192-198.
[10] Thamizhmanii S, Hasan S (2009) Investigation of surface roughness and flank wear by CBN and PCBN
tools on hard Cr-Mo steel, Proceedings of the World Congress on Engineering, pp. 5.
[11] Arsecularatne JA, Fowle RF, Mathew P (1996) Nose radius oblique tool: cutting force and built-up edge
prediction, International Journal of Machine Tools and Manufacture, 36, 585-595.

Ch. 2 Literature Review
10
CHAPTER – 2
Literature Review
2.1 Introduction
Introduction to hard turning including its complexity, applications, cutting tools, cutting
conditions and its influence on three dimensional forces of cutting, surface finish and wear
of tool etc. is discussed in chapter 1. Out of the large amount of reported research available
related to hard turning, some important literatures based on the scope of this research work
are identified and discussed in this chapter.
Literatures addressing use of numerical, analytical and experimental methods for analysis
of hard turning of wide range of workpiece materials with different tool materials are
reviewed. It has been tried to report the literature exploring effect of cutting variables on
cutting forces, surface finish of machined part and mechanism of wear development during
turning of hardened materials. Range of cutting parameters used for hard turning with
different materials of workpiece and cutting tools are explored. Work reported depending
on contents of literatures are scrutinized and discussed in four different sub sections
namely; surface roughness of hardened materials, three dimensional forces of cutting in
hard turning, wear of tool, modeling of wear and cutting forces. After discussion on the
literature, overall findings based on literature reviewed, definition of the problem,
objective and scope of study and significance of study is reported.
2.2 Literature on Surface Roughness of Hardened Materials
Surface roughness of machined component is key factor for effectiveness of any machining
process. All factors considered in hard turning affect surface quality of workpiece in
different proportions. Most influencing parameters affecting surface roughness values are
feed, cutting speed and tool nose radius [1]. Moreover, built up edge formation [2] and
wear of tool phenomenon [3] affect the surface quality.

Literature on Surface Roughness of Hardened Materials
11
Various authors have investigated various aspects of hard turning and drew conclusions
regarding the surface roughness of machined part based on varying amount of cutting
conditions. Munoz-Escalona and Cassier [4] reported experimental work to study the
variation of smoothness of machined surface of workpiece for different nose radius of tool
and different cutting parameters. In addition, turning of various steel round bars (AISI
1020, 1045, 4140, D2) with different hardness was used to study the influence of
workpiece hardness on surface irregularity of machined components. Conclusion was
drawn by authors that surface roughness decreases with increase of nose radius of tool,
increase of cutting speed and reduction in feed.
Özel et al. [5] performed machining of hardened steel (AISI D2 steels, 60 HRC) with
ceramic tools of different nose radius. Full factorial design of experiments were applied to
perform experiments using three values of feed, cutting speed and cutting time with their
three levels and analyzed their influence on surface roughness. In the results, lower range
of surface roughness (around 0.18 – 0.20) µm was measured at low feed and highest
cutting speed. In addition, better tool life was obtained at lowest feed.
Many literatures pertaining to effectiveness of CBN tool used in machining of different
steels of high hardness along with different cutting parameters are studied. Özel et al. [6]
performed turning of hardened AISI H13 round bar (51.3, 54.7 HRC) using CBN tool.
Three different values of feed; 0.05, 0.1 and 0.2 mm/rev and two different values of cutting
speed; 100 and 200 m/min were used to analyze surface roughness. Also, they developed
functional relationship of surface roughness with feed, cutting speed and workpiece
hardness using regression analysis and artificial neural network. Authors obtained higher
surface roughness at high value of feed and hardness.
Bouacha et al. [7] performed hard turning using different cutting speed (125 - 246 m/min),
feed (0.08 - 0.16 mm/rev) and depth of cut (0.15 - 0.45 mm) with CBN tool. RSM
(response surface methodology) was used for analysis to study the influence of various
parameters to surface finish in machining of AISI 52100 steel having hardness of 64 HRC.
They observed that feed was most affecting parameter for variation of surface roughness
while depth of cut had very marginal effect on surface roughness. Conclusion also shows
that cutting speed has negative influence on surface roughness.

Ch. 2 Literature Review
12
Aouici et al. [8] carried out turning of AISI H11 round bar of three different hardness (40,
45 and 50 HRC) with CBN tool using varying amount of depth of cut (0.15 - 0.45 mm),
cutting speed (120 - 240 m/min) and feed (0.08 - 0.16 mm/rev) to analyze their effect on
surface finish. Results of surface roughness were measured in the range of 0.34 - 0.83 µm.
Authors studied effect of two-factor interactions like hardness of component and cutting
speed, depth of cut and feed, cutting speed and depth of cut, hardness of component and
feed on finish. They concluded that interaction of feed and hardness of component
significantly affects surface roughness. They also concluded that high cutting speed and
lower feed showed lower surface roughness.
Bartarya and Choudhury [9] performed hard turning to study the influence of different
parameters on surface roughness. CBN tool was utilized for turning of AISI 52100 steel
(60±2 HRC). Regression equation of surface roughness was formulated based on full
factorial design of experiment using range of input parameters 167-261 m/min, 0.075–0.15
mm/rev and 0.1–0.2 mm for cutting speed, feed and depth of cut respectively. Average
value of surface roughness was achieved from 1.11 µm to 6.19 µm. Depth of cut, feed and
their interaction had significant contribution. On increasing of feed at low depth of cut,
surface roughness first decreases and then increases. Cutting speed had less influence on
surface roughness.
Besides variation of cutting parameters and tool geometries, some phenomenon like tool
wear greatly influence the performance of machining. Rech and Moisan [10]
experimentally investigated influence of cutting speed, feed and tool wear on surface
quality of 27MnCr5 steel while turning. They stated that feed and tool wear significantly
affect surface roughness in comparison to cutting speed. However, surface roughness
increases suddenly at high cutting speed between 200–250 m/min. It might be due to
sudden wearing of tool during turning.
2.3 Literature on Cutting Forces in Hard Turning
In material removing process, cutting forces are induced on tool in radial, axial and cutting
directions. In hard turning, it is important to give proper attention on mechanism of cutting
forces as it is essential for taking decision for selection of tool geometry and its material.
Investigation of tool performance is reported by different researchers [11-13] and observed
that it depends on many variables like depth of cut, feed, cutting speed, wear of tool and

Literature on Cutting Forces in Hard Turning
13
cutting forces. Various researchers reported the effect of cutting conditions, material
hardness and geometries of tool on three dimensional cutting forces.
Bartarya and Choudhury [9] investigated variation of three dimensional forces in cutting
based on depth of cut, feed and cutting speed in turning of hardened steel of AISI 52100
(60±2 HRC) using CBN tool. Experiments were performed using full factorial design of
experiment for three different values of depth of cut (0.1, 0.15 and 0.2 mm), feed (0.075,
0.113 and 0.15 mm/rev) and cutting speed (167, 204 and 261 m/min). Combined effect of
machining parameters on cutting forces was also investigated. Forces in cutting, radial and
axial directions were more sensitive with depth of cut than feed. Cutting speed had least
contribution to radial and axial force. Authors also reported development of cutting forces
model based on regression analysis.
Few researchers also investigated effect of workpiece hardness on cutting forces along
with effect of main cutting parameters. Aouici et al. [8] reported hard turning mechanism
to show influence of different variables on three dimensional forces in cutting with the
variable depth of cut 0.15-0.45 mm, feed 0.08-0.16 mm/rev, cutting speed 120-240 m/min
and hardness of materials 40, 45 and 50 HRC. Experiments were carried out on AISI H11
steel using CBN tool. Results of tangential, axial force and thrust force were measured in
the range of 59.76–302.28 N, 41.13–166.95 N and 99.71–369.35 N respectively. Results
showed that depth of cut influenced cutting force components significantly followed by
workpiece hardness. Contribution of depth of cut towards cutting and axial force was
found to be 31.50 % and 56.77 % respectively. While, cutting speed had lower
contribution (0.14 %) on forces. Authors also concluded that lower axial force was
obtained at lower feed and moderate amount of cutting speed. Interaction effect of depth of
cut and hardness of workpiece material influenced the axial force. It was observed that
lower axial force was obtained at lower depth of cut and lower hardness of workpiece
material.
Cutting forces also varied with radius provided at cutting edge of tool and had significant
impact on three components of cutting forces in turning of hard metal. Liu et al. [14] performed turning of hardened JIS-SUJ2 steel and investigated the influence of nose radius
of CBN tool on cutting forces under dry condition. Experiment was performed at depth of
cut of 0.1 and 0.2 mm, constant feed of 0.1 mm/rev and constant cutting speed of 120

Ch. 2 Literature Review
14
m/min. Authors concluded that progressive increase of nose radius increases the thrust
force.
Arsecularatne et al. [15] performed turning of hardened AISI D2 steel (62 HRC hardness)
with PCBN cutting tool. Various values of three dimensional forces induced in cutting
were reported during machining which was carried out at different values of cutting speed
(70–120 m/min), feed (0.08–0.20 mm/rev) and 0.5 mm constant depth of cut. From
graphical representation of cutting force, radial force and axial force components, they
found that axial forces was the smallest force, cutting force was the largest force and radial
force lied between axial and cutting force.
Tönshoff et al. [16] studied relationship between cutting forces and material hardness.
Turning of AISI 4030 round bar was performed using constant depth of cut, feed and
cutting speed of 0.15 mm, 0.9 mm/rev and 90 m/min respectively. They analyzed forces
and concluded that hardness of material affect the cutting forces. Cutting forces for cutting
of soft material were high and observed to be decreasing with increase in workpiece
hardness. While cutting forces were observed to be increasing with increase the hardness
of material above 50 HRC. This increase amount of cutting forces raised temperature at
work area due to energy consumption resulted in increase of thermal load in hard turning. Authors selected low feed and small depth of cut to reduce mechanical and thermal loads
on tool. Moreover, increases of tool wear due to increase in cutting time affected cutting
force component greatly.
2.4 Literature on Tool Wear
Extensive research work is reported addressing prediction of wear of tool in turning of
hardened materials as it is the measure of tool failure.
Various authors described different reasons for development of tool wears in metal cutting
operations. Waydande et al. [17] studied phenomenon of tool wear produced during hard
turning. They concluded that constant heat is generated due to continuous shear and
friction during turning and as a results high temperature is induced at tool and chip
interface. They reported different types of wears observed at tool faces due to combine
effect of adhesion, abrasion and diffusion. Amongst that; wear of crater, flank and notch
were commonly observed in turning of hardened material. They concluded that friction

Literature on Tool Wear
15
produced between flank face and workpiece was responsible for flank wear. Wear land of
flank face was observed along the major and minor cutting edges of tool due to abrasion
between cutting tool and workpiece component. Crater wear was observed on rake surface
as a result of adhesion and diffusion of chip particles and small elements of rake face.
Chemical or metallurgical wear was induced due to mechanical friction along the major
cutting edge. Authors also described notch wear due to combination of wears of rake and
flank surface besides to intersection point between primary cutting edge and workpiece. Previous passes during cutting and mechanical thrust which was induced due to wear
caused surface hardening of workpiece.
Anthony et al. [18] reported wear pattern which was created due to adhesion with
continuous machining. Adhesion was produced due to high temperature and pressure
created at shear zone and it joins rake face and chip temporarily. As a result, lose particles
removes from soft surface. Adhesion was commonly found in aluminium alloys, but it was
not usual in hard turning. They also reported softening of materials at high temperature,
notching and diffusion and their resultant effect on wear of tool. However, it was difficult
to obtained tool life equation based on cutting variables like cutting parameters and
geometries of tool as well as properties of tool and workpiece materials. They reported
some critical problems occurred due to shortage of relevant details, high temperature and
high rate of strain. Also, various factors influenced tool life like material of workpiece and
tool, machine tool, geometries of tool and cutting parameters.
Arsecularatne et al. [19] concentrated on various literatures pertaining to flank wear and
tool life while machining with WC (tungsten carbide), PCBN (poly-crystalline cubic boron
nitride) and PCD (poly-crystalline diamond) tool materials. Authors described dominant
wear pattern of PCBN and tungsten carbide tool. Wear mechanism due to abrasion,
adhesion, micro-cracking and fatigue was used to explain wear of PCD tool. But,
unfortunately wear of PCD tool was not understood due to non-availability of experimental
results. Authors concluded that chemical wear found to be main wear phenomenon for
PCBN tool. They also reported that diffusion was the dominant wear mechanism for WC
tool and steel combination. Moreover, progressive flank wear was observed on tool flank
face and it was useful to define tool life. Flank wear progression caused increase in the
wear land. Also, surface quality and dimensional accuracy of machined part get affected
after certain level of flank wear.

Ch. 2 Literature Review
16
Liu et al. [14] reported the influence of tool nose radius on flank wear of CBN tool in hard
turning of JIS-SUJ2 bearing steel under dry condition. Experiment was performed using
depth of cut of 0.1 and 0.2 mm. Cutting speed and feed kept constant and were 120 m/min
and 0.1 mm/rev respectively. Authors concluded that friction produced at tool–workpiece
interface significantly contributed to flank wear. Friction developed between tool and
workpiece increases with increase of tool flank wear and resulted in increase of cutting and
thrust force on cutting tool. Also, residual tensile stresses at machined workpiece increased
remarkably with increase of tool wear.
Remadna and Regal [20] applied different methods to perform experimental work. In first
method experiment was performed with constant cutting speed, while in the second
method, variable cutting speed from 100-300 m/min was introduced in turning.
Measurements of tool wear at regular interval were recorded to scrutinize the phenomenon
of wear along tool faces. They concluded that shape of wear developed in cutting was
attributed to geometry of tool, cutting parameters and workpiece material. However, wear
of CBN tool did not affect the quality of surface directly. Wear progression affected
cutting force which altered the functioning of system because of inter-relationship between
workpiece and cutting tool.
Ozel et al. [5] used different combinations of feed (0.05, 0.10 and 0.15 mm/rev) and
cutting speed (80, 115 and 150 m/min) to perform turning of hardened AISI D2 steels
having hardness of 60 HRC. Experiment was carried out using 0.2 mm depth of cut and
tool having ceramic material to obtain model of tool life. Predictive model of tool wear
was developed using neural network and multiple linear regression method. After
machining for around 15 minutes at high cutting speed, tool flank wear was observed 0.15
mm and it was considered as tool life criterion. They concluded that lowest cutting speed
and feed combination results into best life of tool.
Turning of AISI D2 steel with 62 HRC hardness was performed by Arsecularatne et al.
[15] with PCBN tools at different range of cutting speed (70–120 m/min) and feed (0.08-
0.20 mm/rev) combinations. Flank wear was used as criteria for deciding tool life. Lowest
speed (70 m/min) results into highest tool life among the selected tool and workpiece
combination. Most appropriate feeds for roughing and finishing operation were observed
0.20 mm/rev and 0.14 mm/rev respectively. Authors used Taylor tool life equation which
was used to define correlation of cutting parameters with tool life.

Literature on Tool Wear
17
Zhou et al. [21] reported the influence of chamfer angle on wear of flank face of PCBN
tools in turning of hardened 100Cr6 steel having hardness of 60-62 HRC. Finish hard
turning was performed using depth of cut, feed and cutting speed as 0.5 mm, 0.05 mm/rev
and 160 m/min respectively. Various tools with varying amount of chamfer angles between
00 and 30
0 were selected along with other geometries like constant cutting edge radius of
0.01 mm and 0.1mm chamfer width. It could be observed that tool life increases and
reached maximum when chamfer angle increases from 00 to 15
0.
Kishawy and Elbestawi [22] described influenced of flank wear on surface roughness of
machined component. Workpiece material AISI D2 having 62 HRC hardness was used to
perform turning to analyze the surface roughness of machined component using different
range of cutting speed, feed and depth of cut of 140-500 m/min, 0.05-0.2 mm/rev and 0.2-
0.6 mm respectively. PCBN tools having honed nose radius of 0.0125 mm and sharp
chamfer of 200×0.1 mm were used. Authors concluded that tool wear rate was increased
with increasing the value of cutting speed above 350 m/min. So, it deteriorated the surface
finish of machined component and this caused the material side flow during machining.
Moreover, feed and cutting speed combination was found to be main cause of micro cracks
and cavities. Due to phase transformation during machining, machined surface found
thermally affected and white layer was formed especially with chamfered or worn tools.
Tool life of different tools depends on wear rate of different materials. Sahin [23]
compared the tool life of cubic boron nitride (CBN) cutting tools and ceramics tools while
turning of hardened bearing steels. Performance of CBN tool was reasonably good than
ceramic tool. Also, investigation of effect of feed, cutting speed and hardness of cutting
tools on the life of tool was carried out based on the L9 orthogonal array in Taguchi
method. It could be seen from the results that the cutting speed had major contribution
which influenced wear of tool than hardness of workpiece and feed. Optimum cutting
conditions were evaluated based on tool life using signal to noise ratio. For effective
prediction, regression model was applied to develop exponential model. ANOVA
performed at 90% confidence level revealed different contribution of variables which
affected tool life. The contribution of feed, cutting speed and hardness of material was
observed to be 25.22 %, 41.63 % and 32.68 % respectively.
Various authors have performed turning of hardened materials using different cutting
parameters, tool geometries and different hardness of workpiece. It is important for

Ch. 2 Literature Review
18
machinist to work in appropriate range of various cutting conditions to improve
performance of turning. Here, efforts have been made to accumulate such technical data
specifically for hard turning and reported in Table 2.1.
TABLE 2.1
Different cutting conditions used in various literatures during hard turning
Table 2.1 shows different hardened materials used in turning process which was performed
with the various range of depth of cut, feed, cutting speed, nose radius of tool and tool
materials.
Here, it is necessary to identify contribution of all input factors on the performance of
turning as they are functionally related with each other. In oblique cutting system it is very
difficult to develop relationship which shows interaction effect of various parameters on
output. As per above reported literatures, force and wear draws attention towards the
performance of hard turning as it influenced surface roughness, design of tool and power
consumption. Various authors have developed models based on empirical and analytical
methods for cutting forces and tool wear which are described in successive section.
Sr.
No
Workpiece material
(hardness) r (mm) Tool material v (m/min) f (mm/rev)
d
(mm)
1 JIS SUJ2 (60 HRC) [14] 0.4, 0.8,
1.2 CBN 120 0.1
0.1,
0.2
2 AISI 52100 (60-62 HRC)
[24]
0.8, 1.6,
2.4
Alumina, titanium-
carbide
composite
120 – 180 0.05 – 0.6 0.2
3 H13 steel (56 HRC) [25] 0.4 CBN 144.26,
288.52 0.172 0.2
4 AISI D2 (60 HRC) [26] 0.8 CBN, Ceramic 100, 140,
200 0.06 0.4
5 AISI D2 (60±1 HRC) [5] 0.8 Ceramic 80, 115,
150
0.05, 0.10,
0.15 0.2
6 AISI D2 (62HRC) [15] 0.8 CBN 70, 95, 120 0.08, 0.14,
0.20 0.5
7 AISI D2 (58 HRC) [27] 0.8 Mixed alumina 80–150,
220
0.05–0.10
and 0.15 0.2
8 AISI D2 (60 HRC) [28] 0.8 Ceramic tool 80, 150,
220
0.05, 0.10,
0.15 0.2
9 AISI D2 (54HRC) [29] 0.8 CBN 120, 180,
230 0.08, 0.12 0.2

Literature on Development of Models of Crater Wear, Flank Wear and Cutting Forces During Turning of
Hardened Material
19
2.5 Literature on Development of Models of Crater Wear, Flank Wear
and Cutting Forces During Turning of Hardened Materials
Various models were developed and utilized by many authors to optimize performance of
hard turning. In this section, different models have been reviewed for turning of hardened
materials using CBN (cubic boron nitride) tool. Here, efforts are made to describe
appropriate empirical and analytical models. Different models pertaining to crater and
flank wear model, model of oblique cutting force, Usui‘s wear model, force model of
extended Lee and Shaffer, morphology of chip and flank wear progression are reported
here to recognize the relationship of different parameters and geometries of tool with
forces and wear developed in machining. Different methods are reported to scrutinize the
influence of cutting variables on forces and wear of tool developed during experiments.
Various modeling of cutting forces and tool wear are reported here. So, suitable model can
be applied as per necessity of industries of manufacturing of hard components.
2.5.1 Literature on Modeling of Tool Wear
Many authors reported literatures on modeling of tool wear and its influence with cutting
forces and surface roughness. Özel et al. [5] stated that tool crater wear and flank wear
directs the tool life and were main factors contributing to dimensional variation and
reduction of surface quality of materials. Additionally, reported research shows that
inaccuracy and instability of tool motion during machining was produced as a consequence
of wear of tool and hence cutting forces [5, 30, 31].
Different approaches for development of cutting force model in association with chip
morphology had been applied based on different numerical, empirical and analytical
method. Chang [32] analyzed the forces in cutting, radial and axial directions considering
effect of tool wear. Many authors [8, 33, 34, 35] investigated the effect of different
material hardness (50-64 HRC) on tool wear under moderate feed, cutting speed and lower
depth of cut for hard turning. Huang and Liang [36] developed model of tool wear using
analytical approach and finite element method (FEM).
Huang et al. [37] reported extensive survey on wear of CBN tool in turning of hardened
component. They described causes of wear and its influence on performance of hard

Ch. 2 Literature Review
20
turning. Commonly, interaction effect of diffusion, adhesion and abrasion was found to be
major factors affecting wear of CBN tool during turning of hardened materials. However,
authors concluded that discrete wear phenomenon was dependent on type of material of
workpiece and tool, tool-workpiece orientation, cutting parameters, geometry of tool,
properties of CBN tool such as grain size, binder phase and content of CBN. Apart from
main wear mechanism like flank, crater and nose wear; some wear was observed due to
notching and micro-chipping on CBN tool during hard turning. But authors drew final
conclusion that only flank and crater wear required greater attention for research as it has
greater influence on metal cutting performance. Bouchelaghem et al. [33] developed
mathematical models to evaluate the relationship between cutting speed and life of CBN
tool. Authors concluded that tool wear was key variable for performance evaluation as it
affected surface quality of machined component. Also they stated that consistency of
process were reliant on tool wear phenomenon. Also, surface finish and precision of the
machined work piece reduced due to tool wear. Authors stated that mechanism of wear is
very critical process as it follows physicochemical mechanism developing at contact faces
of component, chip and cutting tool. Due to destruction of active tool surface, fresh surface
would come in contact with work piece resulted in changed tool geometries and reduction
of surface quality of machined part.
So, it is essential to understand the phenomenon of tool flank and crater wear which are
typically caused due to abrasion, adhesion, and diffusion. Here, various models pertaining
to flank and crater wear progressions are depicted along with their relative importance.
LITERATURE ON MODEL DEVELOPMENT OF FLANK WEAR OF TOOL:
Systematic approach has been applied to develop analytical modeling based on different
wear rate for hard turning. Some literatures describe various wears which are developed on
CBN tool more specifically in hard turning that have great contribution for analysis and
evaluation of flank wear.
Huang and Liang [38] developed wear model using chamfered tool geometry on tool nose
radius of CBN tool while turning of hardened material. Very little influence to crater wear
was assumed with variation of rake angle of tool. Cutting speed (Vc) abrasive particles
hardness (Pa) normal shear stress (σ) and hardness of tool (Pt) greatly affected the flank
wear during metal cutting operation. In addition, abrasion and adhesion had significant
contribution on tool wear during machining of hard material. Moreover, tool wear rate was

Literature on Development of Models of Crater Wear, Flank Wear and Cutting Forces During Turning of
Hardened Material
21
varied with geometrical parameters like nose radius (r) of tool and relief angle of tool (γ).
Flank wear loss during time span (dVb/dt) was formulated as per (2.1).
/( 273)
1
d (cot tan )
d [ tan ] Q T
n
aabrasion c bb n
tb b
KaTadhesion c diff c b
PK K V VV r
Pt V r V
K e V K V V e
(2.1)
Kdiff, KQ, Kadhesion, Kabrasion and a are the coefficients which can be calibrated experimentally
for different tool and workpiece. Wear model as shown in (2.1) can be compared with
experimental results of tool wear obtained with in specified range of cutting conditions
recommended by manufacturer of cutting tool for validation. Authors compared the
proposed model with experimental results which found very close with each other.
LITERATURE ON MODELING OF CRATER WEAR: Cutting parameters and
geometrical dimensions of tool can be evaluated from crater wear modeling for finishing
operation performed by turning of hardened steel. Tool failure is caused due to micro
chipping, breaking of tool tip and progressive flank wear under critical cutting parameters
which wears rake face (crater wear) and reduce the strength of cutting edge.
Huang and Dawson [39] developed model pertaining to crater wear progression. Various
factors like tool geometry, cutting parameters and tool and workpiece materials
significantly affected wear of rake face. Huang and Liang [40] reported model of crater
wear based on assumptions like ―All material loss causes due to crater wear as a results of
diffusion, adhesion and abrasion.‖ Depth of wear progression on rake face was formulated
as shown in (2.2) as;
273
1
d
/ ( ) d
Q
T
n
aabrasion chip
nT
tT
KaT
adhesion c dif c b
PK K V h
K P D Kt
K e V h K f V V e
(2.2)
Another approach for modeling crater wear of CBN tool was formulated by Huang and
Dawson [39] and compared with wide range of cutting conditions for validation of
modeling. Resultant effect of diffusion, adhesion and abrasion influenced tool wear
phenomenon in turning of hardened workpiece.

Ch. 2 Literature Review
22
FIGURE 2.1
Geometrical nomenclature of crater wear of CBN tool used in turning of hard materials [39]
Based on Fig. 2.1, various defined factors like crater wear depth (KT), length of contact (h)
and radius R and their relationship can be seen in (2.3).
2
22
2
hR R KT
(2.3)
Cutting conditions were optimized based on the proposed wear depth model for
determination of tool life and tool design. So, wear resistance can be increased specifically
for turning of hard materials.
But, Huang et al. [37] came up with conclusion that crater wear required to be considered
only in aggressive cutting parameters. While flank wear was most significant criterion for
tool rejection.
LITERATURE ON MODELING OF WEAR BY GENERALIZE APPROACH:
Thamizhmanii and Hasan [41] reported effect of friction which was produced between tool
and workpiece. Friction played crucial role in wear that include material transfer and
changes of physical properties of material during metal cutting. Also, authors developed
relationship of total wear which was produced due to change in mechanical and chemical
properties with relative motion of cutting tool and workpiece as (2.4).
Wear total = W mech + W chem. [41] (2.4)
Research reported by various researchers was studied to analyze the interaction effect of
absolute temperature (T), relative cutting speed (Vs) and normal stress (σn) corresponding
to tool wear [42-44]. Usui‘s tool wear approach was applied to evaluate tool wear rate as
reported in (2.5).

Literature on Development of Models of Crater Wear, Flank Wear and Cutting Forces During Turning of
Hardened Material
23
n s
BdW expA V
dt T
(2.5)
Where, A and B are constants
2.5.2 Literature on Analytical Modeling of Cutting Forces
Better understanding of metal cutting process required proper attention on cutting forces as
geometrical and cutting parameters are related closely with each other. Tool flank and
crater wear progression significantly affect tool geometry and hence machined surface of
the component. Change in tool geometry also affects heat generation during hard turning.
Here effort is made to report specific reviews related to model development of three
dimensional forces induced in metal cutting which shows correlation of all possible cutting
variables.
Orthogonal cutting was used to develop various models. Also, force model based on
oblique cutting approach, chip morphology, flank wear progression and extended Lee and
Shafer‘s theory was reported using different cutting parameters. Moreover, changes in
developed analytical force models and their analysis based on tool wear were described by
many authors.
Strenkowski et al. [45] developed analytical model considering friction which induces on
the tool face based on undeformed chip thickness t1. Cutting velocity and chip flow
velocity were used to define effective rake angle αe. Also, normal force and thrust force
were evaluated based on normal force and friction force. Equation (2.6) shows formulation
of friction force F.
1 sin cos cos sin cos cos
s e
e e e n
btF
i
(2.6)
Authors also considered shear plane to evaluate principal tool force. Equilibrium of energy
was applied to evaluate the principal tool force FH as shown in (2.7) considering area of
shear plane (A).
cos
cos( ) cos cos cos
1s eH
e e e e n
btF A
i
(2.7)

Ch. 2 Literature Review
24
On the determination of normal rake angle, effective rake angle, friction force and
principal force, it was easy to determine the normal force N as per (2.8).
cos cos sin n e HN i F F
(2.8)
Thrust (Ft) and cutting (Fc) force were evaluated as per (2.9) and (2.10), respectively.
cos sin sin cos cos sin sin t n c c nF N i F i F i
(2.9)
sin cos cos c n c nF N F
(2.10)
Orthogonal cutting mechanism and Usui‘s approach were applied for determination of
different factors like shear angle ( ), shear stress (τs) and friction angle (β) presented in
thrust and cutting force modeling. Inclination angle (i), rake angle (αn), chip thickness (t1)
and width (b) are known value for any machining process using different cutting
conditions. Angle of chip flow (ɳc) can be evaluated based on principle minimum energy
approach. Model was compared with the results of experiments performed using tools
having different nose radius for validation. Closeness of predicted results was found with
measured three-dimensional cutting forces.
Moreover, different theories and experimental techniques had been reported based on
friction induced between tool and chip during metal cutting. Many researches were carried
out to focus on some complications produced during hard machining to identify
phenomenon of friction and material selection of tool. Many authors recommended slip
line theory for modeling of chip development during metal cutting. In slip-line model, the
material flow at specific shear zone was considered rigid plastic state. Fang [46] applied
extended Lee and Shaffer‘s model based on slip-line theory for effective prediction
attributed to Fig. 2.2.
Where, α is tool rake angle, t1 is undeformed chip thickness, Vch is velocity of chip, ϕ is
shear plane angle and k is referred as flow stress of material. For more specifically, some
dimensionless factors Ft/kt1w shown in (2.11) and Fc/kt1w shown in (2.12) in terms of
thrust Ft and cutting force Fc force were developed as:
1
sin sin4
1 2 tan 1 [1 2 2 2 sin(2 )] cos cos
tFef ef
kt w
(2.11)

Literature on Development of Models of Crater Wear, Flank Wear and Cutting Forces During Turning of
Hardened Material
25
FIGURE 2.2
Material removal concept based on extended Lee and Shaffer’s model using negative rake angle tool
[46]
1
sin sin( )4
1 2 tan cos(2 ) cos cos
cFef X
kt w
(2.12)
In analytical work, error was formulated by author using the equation of ΔD for effective
prediction based on ratio of chip thickness t2/t1 and forces Fc/Ft as shown in (2.13). Terms
‗expe‘ and ‗pred‘ described in (2.13) are known as experimental and predicted results
respectively. Lower value of ΔD was selected for appropriate cutting conditions.
22
2 2
1 1
c c
t tpred expe pred expe
t tF FD
F F t t
(2.13)
Extensive orthogonal cutting tests was performed by author using wide span of cutting
speeds in the range from 120 m/min to 1120 m/min and −60° negative rake angles of tool
and validated the model presented in (2.11) and (2.12). Error variation between
experimental and predicted readings observed less than 1%.
Comprehensive analysis was carried out to complete understanding of three dimensional
cutting forces produced during hard turning. Many researchers studied the mechanism of
force development based on simultaneous effect of chip formation and wear of tool. Huang
and Liang [47] used planar mechanistic force model which was extended to develop three
dimensional force model with the analysis of chip formation. Forces in cutting (P1), axial
(P2), and radial (P3) directions based on influence of tool specifications and obliquity were
modeled as per (2.14) and (2.15).

Ch. 2 Literature Review
26
1
2
3
* *
* – *
c
t s r s
t s r s
P F
P Fcos C F sin C
P F sin C F cos C
(2.14)
cos sin
cos sin
(sin cos sin tan ) cos tan
sin sin tan cos
c n f
t f n
c t
r
F K Acutting K Acuttingn n
F K Acutting K Acuttingn n
F i i Fn c n cFi in c
(2.15)
Authors used various equivalents of angles presented by Arsecularatne et al. [48] to
convert two dimensional force model in to three dimensional cutting forces. Angles
reported in (2.14) and (2.15) were equivalent side cutting edge angle (Cs*), equivalent
inclination angle (i*) and equivalent normal rake angle (αn*) which described mechanism
of three dimensional cutting forces. Experimental results of cutting forces were used to
evaluate the cutting pressure coefficients Kn and Kf. Besides cutting forces developed based
on formation of chip, Huang and Liang [47] considered the effect of flank wear of tool in
cutting forces. Force model related to progressive wear of flank face was converted into a
three-dimensional analysis using modified Waldorf‘s orthogonal force model. Force model
based on progressive wear of flank face described relationship between cutting forces and
cutting variables like small dept of cut, low feed and relatively large nose radius of tool.
Equations (2.16), (2.17) and (2.18) describe three dimensional forces in cutting, axial and
radial directions respectively. Arc ABD shows portion of nose of tool and separated in to
various size of chords dl along the flank face of tool as displayed in the Fig. 2.3. Also,
Waldorf‘s force model of worn tool was used to determine the values of shear stresses τw
and normal stress σw.
Lastly, forces developed based on chip morphology and progressive flank wear of tool
were utilized to evaluate total forces in the tangential, feed and radial directions. Huang
and Liang [47] validated analytical models of cutting forces using experimental results
obtained in turning of hardened AISI 52100 steel (62 HRC). Predicted value of total
cutting forces fits effectively with experimental readings.

Literature on Development of Models of Crater Wear, Flank Wear and Cutting Forces During Turning of
Hardened Material
27
FIGURE 2.3
Orientation of cutting forces based on progressive wear of flank face of tool in hard turning [47]
2
1 0
/2 2
1 0 /2 0
1 0
( )d d (2.16)
cos sin2
( )cos d d ( )sin d d (2.17)2
sin cos2
VB
wcutting cw w
ABD
waxial tw tw
AB BD
VB VB
w w
wradial tw tw
AB BD
VB
F F r z z
F F F
r z z r z z
F F F
r
/2 2
/2 0
( )sin d d ( )cos d d (2.18)2
VB
w wz z r z z
Sadik [30] reported the impact of wear on forces induced in machining. Consideration of
cutting forces was very indispensable for selection of suitable tool specifications and
material of tool. Huang and Liang [47] analyzed that the consideration of cutting forces
was essential for tool rejection criteria which could be seen in the thermal modeling
developed based on various conditions in hard turning. Also, wear phenomenon, negative
1 1Where 1 AOO' cos (f/ (2r)) and 2 OO' sin (( ) / )D r d r

Ch. 2 Literature Review
28
rake angle of tool and different cutting parameters was utilized to develop oblique cutting
system.
Overall, input factors influencing output variables were reported and analyzed specifically
for systematic implementation and detailed knowledge of cutting forces and wears of tool
in the turning of hardened components.
2.6 Findings of Literature Review
Overall findings based on the extensive literature review are reported as per following
remarks;
Hard turning is widely used for manufacturing of parts of hardened ferrous
materials having applications in high pressure dies, tools, automotive parts like
cams, shafts etc.
Generally, hard turning was performed using ceramics and CBN tools as described
in various literatures. Performance of CBN tool observed to be better in comparison
to ceramics tool. So, preference should be given to CBN tool for hard turning.
From analysis of surface roughness, effect of machining variables like depth of cut,
feed and cutting speed on surface roughness was described in reported literatures.
Lower surface roughness was achieved using lower depth of cut, low feed and high
cutting speed. Also, nose radius of tool showed greater influence on surface
roughness of machined part.
From analysis of cutting forces, it could be observed that feed had significant
contribution for the variation of cutting forces in the comparison of depth of cut
and cutting speed.
Various researchers carried out experimentation as per the different range of cutting
conditions. Common range of parameters include 80-180 m/min cutting speed,
0.05–0.2 mm/rev cutting feed, 0.2–0.5 mm depth of cut and 0.4–1.2 mm tool nose
radius.
Different models of cutting forces and wear were evaluated based on cutting
variables. It could be observed from analytical modeling that cutting parameters
and tool geometries were functionally related to cutting forces and surface
roughness.

Objectives and Scope of Study
29
Moreover, progressive flank wear required to take into consideration during
modeling of cutting forces.
2.7 Definition of the Problem
Since decades of research in the turning process, different theories and mechanisms are
continuously modified and developed for enhancing accuracy of prediction of three
dimensional forces in metal cutting and surface quality based on different cutting variables.
This research depicts mechanism of oblique cutting of hardened materials which is
complex to analyze. Different geometrical and cutting parameters affect the performance
of hard turning. Individual or simultaneous effect of depth of cut, feed, cutting speed and
tool nose radius affects the irregularity of machined surface, wear of tool and three
dimensional cutting forces. Optimum cutting conditions need to be evaluated based on
lower surface roughness. Evaluation of three dimensional cutting forces in cutting, feed
and radial directions is essential for selection of cutting tool. Progressive tool flank wear is
also having great importance in terms of tool life which affects cutting forces. It is very
difficult to develop relationship of cutting forces along with progressive flank wear based
on different cutting conditions and tool geometry. Here, model of three dimensional
cutting forces is developed by simplification of complex oblique cutting of hardened
material. Moreover, cutting speed, feed and nose radius of different CBN tools (depth of
cut constant 0.2 mm) significantly contributing to surface roughness of hardened AISI D2
steel. So, critical part of model generation of surface roughness is to inculcate the
simultaneous effect of feed, cutting speed and tool nose radius for effective prediction.
2.8 Objectives and Scope of Study
OBJECTIVES:
To perform experimental investigation for optimizing the machining parameters and
tool nose radius for minimizing tool forces and surface roughness in hard turning of
AISI D2 steel using CBN tool.
To develop the model for prediction of three dimension forces as a function of
machining parameters, nose radius and tool angles.

Ch. 2 Literature Review
30
To enhance accuracy of force model by including the effect of progressive flank wear
of CBN tool measured at optimum cutting conditions during hard turning and validate
that model with experimental results.
To develop model of surface roughness of machined part which includes simultaneous
effect of all possible factors during hard turning.
SCOPE OF WORK:
There is a major difference in tooling and mechanism used in turning of materials in
hardened and normal condition. Hard turning is performed for manufacturing of
specific high pressure dies, tools, automotive and hydraulic parts for high accuracy,
finishing and more productivity. Various cutting conditions along with tool geometries
affect surface finish of machined part. From this work, manufacturers of various
components which are made from AISI D2 steel can get complete details of effect of
variation of cutting conditions and tool geometries on surface roughness. So, optimum
cutting conditions can be obtained based on their requirement of surface roughness of
AISI D2 steel.
This work is also helpful to design CBN tool considering effect of tool geometries like
tool nose radius and tool angles on cutting, radial and axial forces which is essential to
provide required strength to cutting tool for hard turning.
Influence of progressive flank wear of tool on cutting forces is analyzed and model is
developed for prediction of cutting variables. So, this can be useful for prediction of
wear of tool flank face and their influence on cutting forces during hard turning.
Simultaneous effect of all possible input parameters like feed, cutting speed and tool
nose radius are included in the modeling of surface roughness. Also it can be extended
by using other variables like depth of cut, hardness of materials etc.
2.9 Significance of Study
Various hardened materials used in manufacturing of different dies, tools, bearings etc.
draws specific importance in manufacturing industries. Now, machining of hardened
materials is possible due to advancement in the materials of tool like cubic boron nitride
(CBN). Trend of variation of surface roughness of hardened steel depends on the input
cutting conditions. Dependency of flank wear of tool on cutting condition and nose radius

Research Methodology
31
can be analyzed from this reported work. It is difficult to understand the phenomenon of
three dimensional cutting forces developed on the cutting tool during hard turning. Various
modeling of cutting tool forces are reviewed for different input variables. Conceptual and
simplified model of cutting tool force is described which is very effective for prediction of
three dimensional forces. Further, functional relationship can be observed between the
cutting, feed and radial force with cutting conditions and tool nose radius. So, industry can
utilize this model to check the effect of variation of cutting conditions and tool geometries
on the performance in terms of surface roughness of machined part and cutting tool forces.
Commonly, wear of flank face increases with cutting time in any metal cutting process. It
influences smoothness of machined part and cutting forces. So, it is required to consider
the flank wear progression for effective prediction of output based on input variables. This
work describes the modeling of flank wear progression which can be used for investigating
its effect on cutting tool performance.
2.10 Research Methodology
Systematic approach has been utilized to reach the final conclusions for this research. It is
required to formulate design of experiments before starting any experimental work. Also,
selection of cutting parameters is based on literature review and availability of set up for
experiments. In this work, cutting forces and surface roughness were measured and
systematically utilized to develop models of surface roughness and cutting forces.
Accuracy of prediction of developed models were verified by comparing it with other sets
of experimental readings. Finally critical findings were highlighted in conclusions.

Ch. 2 Literature Review
32
FIGURE 2.4
Flow chart of applied research methodology

References
33
References
[1] Xiao M, Sato K, Karube S, Soutome T (2003) The effect of tool nose radius in ultrasonic vibration
cutting of hard metal, International Journal of Machine Tools and Manufacture, 43, 1375-1382.
[2] Oishi K (1995)Built-up edge elimination in mirror cutting of hardened steel, Transactions-American
Society Of Mechanical Engineers Journal Of Engineering For Industry, 117, 62-62.
[3] Chou Y, Evans CJ (1997) Finish hard turning of powder metallurgy M50 steel, Transactions-North
American Manufacturing Research Institution Of SME, 81-86.
[4] Munoz-Escalona P, Cassier Z (1998) Influence of the critical cutting speed on the surface finish of turned
steel, Wear, 218, 103-109.
[5] Özel T, Karpat Y, Figueira L, Davim JP (2007)Modelling of surface finish and tool flank wear in turning
of AISI D2 steel with ceramic wiper inserts, Journal of materials processing technology, 189, 192-198.
[6] Özel T, Hsu T-K, Zeren E (2005) Effects of cutting edge geometry, workpiece hardness, feed rate and
cutting speed on surface roughness and forces in finish turning of hardened AISI H13 steel, The International
Journal of Advanced Manufacturing Technology, 25, 262-269.
[7] Bouacha K, Yallese MA, Mabrouki T, Rigal J-F (2010) Statistical analysis of surface roughness and
cutting forces using response surface methodology in hard turning of AISI 52100 bearing steel with CBN
tool, International Journal of Refractory Metals and Hard Materials, 28, 349-361.
[8] Aouici H, Yallese MA, Chaoui K, Mabrouki T, Rigal J-F (2012) Analysis of surface roughness and
cutting force components in hard turning with CBN tool: Prediction model and cutting conditions
optimization, Measurement, 45, 344-353.
[9] Bartarya G, Choudhury S (2012) Effect of cutting parameters on cutting force and surface roughness
during finish hard turning AISI52100 grade steel, Procedia CIrP, 1, 651-656.
[10] Rech J, Moisan A (2003) Surface integrity in finish hard turning of case-hardened steels, International
Journal of Machine Tools and Manufacture, 43, 543-550.
[11] Lin H, Liao Y, Wei C (2008) Wear behavior in turning high hardness alloy steel by CBN tool, Wear,
264, 679-684.
[12] Yallese MA, Chaoui K, Zeghib N, Boulanouar L, Rigal J-F (2009) Hard machining of hardened bearing
steel using cubic boron nitride tool, Journal of Materials Processing Technology, 209, 1092-1104.
[13] Çaydas U (2010) Machinability evaluation in hard turning of AISI 4340 steel with different cutting tools
using statistical techniques, Proceedings of the Institution of Mechanical Engineers, 224, 1043.
[14] Liu M, Takagi J-i, Tsukuda A (2004) Effect of tool nose radius and tool wear on residual stress
distribution in hard turning of bearing steel, Journal of Materials Processing Technology, 150, 234-241.
[15] Arsecularatne J, Zhang L, Montross C, Mathew P (2006) On machining of hardened AISI D2 steel with
PCBN tools, Journal of Materials Processing Technology, 171, 244-252.
[16] Tönshoff H, Arendt C, Amor RB (2000) Cutting of hardened steel, CIRP Annals-Manufacturing
Technology, 49, 547-566.
[17] Waydande P, Ambhore N, Chinchanikar S (2016) A Review on Tool Wear Monitoring System, Journal
of Mechanical Engineering and Automation, 6, 49-53.

Ch. 2 Literature Review
34
[18] Xavior MA, Manohar M, Jeyapandiarajan P, Madhukar PM (2017) Tool Wear Assessment During
Machining of Inconel 718, Procedia Engineering, 174, 1000-1008.
[19] Arsecularatne J, Zhang L, Montross C (2006) Wear and tool life of tungsten carbide, PCBN and PCD
cutting tools, International Journal of Machine Tools and Manufacture, 46, 482-491.
[20] Remadna M, Rigal JF (2006) Evolution during time of tool wear and cutting forces in the case of hard
turning with CBN inserts, Journal of Materials Processing Technology, 178, 67-75.
[21] Zhou J, Walter H, Andersson M, Stahl J (2003) Effect of chamfer angle on wear of PCBN cutting tool,
International Journal of Machine Tools and Manufacture, 43, 301-305.
[22] Kishawy H, Elbestawi M (2001) Tool wear and surface integrity during high-speed turning of hardened
steel with polycrystalline cubic boron nitride tools, Proceedings of the Institution of Mechanical Engineers,
Part B: Journal of Engineering Manufacture, 215, 755-767.
[23] Sahin Y (2009) Comparison of tool life between ceramic and cubic boron nitride (CBN) cutting tools
when machining hardened steels, Journal of materials processing technology, 209, 3478-3489.
[24] Chou YK, Song H (2004) Tool nose radius effects on finish hard turning, Journal of Materials
Processing Technology, 148, 259-268.
[25] Ghani MU, Abukhshim NA, Sheikh M(2008) An investigation of heat partition and tool wear in hard
turning of H13 tool steel with CBN cutting tools, The International Journal of Advanced Manufacturing
Technology, 39, 874-888.
[26] Kamely M, Noordin M (2011) The impact of cutting tool materials on cutting force, World Academy of
Science, Engineering and Technology, 51, 903-906.
[27] Lima J, Avila R, Abrao A, Faustino M, Davim JP (2005) Hard turning: AISI 4340 high strength low
alloy steel and AISI D2 cold work tool steel, Journal of Materials Processing Technology, 169, 388-395.
[28] Davim JP, Figueira L (2007) Machinability evaluation in hard turning of cold work tool steel (D2) with
ceramic tools using statistical techniques, Materials & design, 28, 1186-1191.
[29] Poulachon G, Bandyopadhyay B, Jawahir I, Pheulpin S, Seguin E (2004) Wear behavior of CBN tools
while turning various hardened steels, Wear, 256, 302-310.
[30] Sadik MI (2012) Wear development and cutting forces on CBN cutting tool in hard part turning of
different hardened steels, Procedia CIRP, 1, 232-237.
[31] Huang Y, Liang S (2010) Combined Effects Of Flank And Crater Wear On Cutting Force Modeling In
Orthogonal Machining—Part I: Model Development, Machining science and technology, 14, 1-23.
[32] Chang C-S (1998) A force model for nose radius worn tools with a chamfered main cutting edge,
International Journal of Machine Tools and Manufacture, 38, 1467-1498.
[33] Bouchelaghem H, Yallese M, Amirat A, Belhadi S (2016) Wear behaviour of CBN tool when turning
hardened AISI D3 steel, Mechanics, 65, 57-65.
[34] Uhlmann E, Fuentes J, Keunecke M (2008) Analysis and application of CBN coated cutting tools,
Proceedings of the 7th International Conference.
[35] Chou YK, Evans CJ (1997) Tool wear mechanism in continuous cutting of hardened tool steels, Wear,
212, 59-65.

References
35
[36] Huang Y, Liang S (2003) Cutting forces modeling considering the effect of tool thermal property—
application to CBN hard turning, International journal of machine tools and manufacture, 43, 307-315.
[37] Huang Y, Chou YK, Liang SY (2007) CBN tool wear in hard turning: a survey on research progresses,
The International Journal of Advanced Manufacturing Technology, 35, 443-453.
[38] Huang Y, Liang SY (2004) Modeling of CBN tool flank wear progression in finish hard turning,
Transactions-American Society Of Mechanical Engineers Journal Of Manufacturing Science And
Engineering, 126, 98-106.
[39] Huang Y, Dawson TG (2005) Tool crater wear depth modeling in CBN hard turning, Wear, 258, 1455-
1461.
[40] Huang Y, Liang SY (2005) Effect of cutting conditions on tool performance in CBN hard turning,
Journal of manufacturing processes, 7, 10-16.
[41] Thamizhmanii S, Hasan S (2009) Investigation of surface roughness and flank wear by CBN and PCBN
tools on hard Cr-Mo steel, Proceedings of the World Congress on Engineering, pp. 5.
[42] Kumar NS, Tamizharassan T (2011) Finite element analysis and optimization of uncoated carbide
cutting inserts of different tool geometries in machining AISI 1045 steel, Journal of Mechanical Sciences, 1,
37-47.
[43] Gupta A (2007) Thermal Modelling and Analysis of Carbide Tool using Finite Element Method.
[44] Attanasio A, Ceretti E, Fiorentino A, Cappellini C, Giardini C (2010) Investigation and FEM-based
simulation of tool wear in turning operations with uncoated carbide tools, Wear, 269, 344-350.
[45] Strenkowski JS, Shih AJ, Lin J-C (2002) An analytical finite element model for predicting three-
dimensional tool forces and chip flow, International Journal of Machine Tools and Manufacture, 42, 723-
731.
[46] Fang N (2005) Tool-chip friction in machining with a large negative rake angle tool, Wear, 258, 890-
897.
[47] Huang Y, Liang SY (2005) Modeling of cutting forces under hard turning conditions considering tool
wear effect, Transactions of the ASME-B-Journal of Manufacturing Science and Engineering, 127, 262-270.
[48] Arsecularatne J, Fowle R, Mathew P (1996) Nose radius oblique tool: cutting force and built-up edge
prediction, International Journal of Machine Tools and Manufacture, 36, 585-595.

Ch. 3 Design of Experiment and Experimental Work
36
CHAPTER – 3
Design of Experiment and Experimental Work
3.1 Overview
This chapter includes discussion on design of experiment, specification of workpiece,
specification of cutting tool, specification of machine tool, description of various
equipment and measuring instruments used and in-depth discussion on experimental
methodology.
3.2 Design of Experiment
Decision on input and output variables before performing experiments on turning operation
is crucial. Machining input variables like depth of cut, feed and cutting speed are common
input variables for any metal cutting process. Based on the finding from extensive
literature review, different input cutting conditions are selected for certain specific reason.
Depth of cut is kept constant for experiments on hard turning. As presented research is
related to finish hard turning, depth of cut is selected as 0.2 mm based on literature review. CBN tool is selected for turning. Whereas, feed, cutting speed and tool nose radius are
used as a variable input factors for turning experiments. For detail experimental
investigations, full factorial design of experiment which include experimental run for all
possible combinations of the input parameters is selected. Values of input variables such as
feed, cutting speed and nose radius of CBN tools are selected based on findings of
literature review, targeted output parameters, specifications of machine tools selected for
turning experiments and availability of standard CBN tool. Table 3.1 shows values of
various input parameters selected for turning experiments. Three levels are selected for
each input variables in order to predict the nonlinear relationship between input and output
variables if any.
With the reference of overall conclusion of literatures in order to fulfil the objectives and
aim of the presented work, output parameters selected for this research includes;

Design of Experiment
37
1) Surface roughness of machined part
2) Tool flank wear
3) Three dimensional tool forces
TABLE 3.1
Values of input parameters for turning experiments
TABLE 3.2
Experimental design using full factorial design of experiment
Factors Cutting Speed (m/min) Feed (mm/rev) Nose radius (mm)
Level 1 80 0.04 0.4
Level 2 116 0.12 0.8
Level 3 152 0.2 1.2
Sr. No. v m/min f (mm/rev) r (mm)
1 80 0.04 0.4
2 80 0.12 0.4
3 80 0.2 0.4
4 116 0.04 0.4
5 116 0.12 0.4
6 116 0.2 0.4
7 152 0.04 0.4
8 152 0.12 0.4
9 152 0.2 0.4
10 80 0.04 0.8
11 80 0.12 0.8
12 80 0.2 0.8
13 116 0.04 0.8
14 116 0.12 0.8
15 116 0.2 0.8
16 152 0.04 0.8
17 152 0.12 0.8
18 152 0.2 0.8
19 80 0.04 1.2
20 80 0.12 1.2
21 80 0.2 1.2
22 116 0.04 1.2
23 116 0.12 1.2
24 116 0.2 1.2
25 152 0.04 1.2
26 152 0.12 1.2
27 152 0.2 1.2

Ch. 3 Design of Experiment and Experimental Work
38
Table 3.2 shows experimental design for total 27 numbers of experiments based on full
factorial design of experiment for values of input cutting parameters reported in Table 3.1.
3.3 Experimental Work
Comprehensive details of workpiece, cutting tools, machine tool, instruments for
measurement and method of experimental work are systematically enumerated in this
section.
3.3.1 Workpiece
Workpiece material AISI D2 steel typically known as high chromium and high hardness
steel. Turning of various hard materials has been studied and reported by many
researchers. Hence, there is specific application of hardened AISI D2 steel in
manufacturing of dies, tools, automotive parts etc. Detail analysis on machining of
hardened AISI D2 steel is highly needed. This research is mainly concentrated on
investigation of turning of hardened AISI D2 steel. AISI D2 steel is high carbon high
chromium tool steel alloyed with molybdenum and vanadium. It is characterized by high
wear resistance, high compressive strength and good through hardening properties.
Normally it is machinable in annealed condition and will offer hardness to reach 57-59
HRC. Among different hardening processes, through hardening was applied to workpiece.
Cold worked through hardened AISI D2 steel with average hardness of 57 HRC was
obtained for experimentation. Through hardening of AISI D2 steel was done as per
following steps:
1) Annealing: Initially stress relieving process was applied by placing round bar inside
electric furnace and temperature was raised up to 650 °C for 1 Hrs. Then it was
cooled up to 350 °C.
2) Hardening: After annealing, round bar was place in salt bath furnace [salt bath =
liquid chemical (Sodium cyanide + Activator)] for 1000 °C until thoroughly soaked
up to 2 Hrs. Then it was oil quenched (Metaquench, 42 No. oil) up to 30 minutes.
3) Tempering: In the last stage, tempering of round bar was performed to get required
hardness in which round bar was placed in air furnace at 300 °C up to 3 Hrs. When
temperature reached up to 100 °C then round bar was removed from air furnace.

Experimental Work
39
Chemical compositions of AISI D2 steel are mentioned in Table 3.3.
TABLE 3.3
Chemical composition of AISI D2 steel in percentage
Physical properties of AISI D2 steel like Coefficient of thermal expansion at different
range of temperature, thermal conductivity, density, modulus of elasticity and poisson‘s
ratio are described in Table 3.4.
TABLE 3.4
Physical properties of AISI D2 steel [1, 2, 3]
Coefficient of thermal expansion 10-6
m/(m°K)
10.4 (20-100 °C); 11.5 (20-200 °C); 11.8 (20-300 °C);
12.3 (20-400 °C)
Thermal Conductivity W/(m°K) 16.7 (at 20 °C); 20.5 (at 350 °C); 24.5 (at 700 °C)
Melting point °C 1421
Density (kg/m3) 7700
Modulus of elasticity (GPa) 190-210
Poisson‘s ratio 0.27 – 0.30
Based on availability of spindle speed (RPM) of conventional lathe and findings of
literatures, it was necessary to select diameter of round bar for obtaining appropriate range
of cutting speed for experimental work. That range of cutting speed could be obtained
using diameter of 88 mm as per the relationship of cutting speed (m/min), spindle speed
(RPM) and diameter of round bar. So, raw material of AISI D2 steel round bar having
diameter (Ø) of 92 mm was selected and turned up to 88 mm diameter (Ø) to achieve
proper range of cutting speed (m/min). There were four round bars of AISI D2 steel with
different slots and grooves produced on it for accommodating 27 experimental sets to
perform turning and measurement of three dimensional forces of cutting, surface roughness
of machined part and flank wear of tool. Various grooves on workpiece of diameter (Ø) 88
mm and 380 mm length along with turning length of 262.5 mm was produced as shown in
Fig. 3.1.
C Si Mn Cr Mo V T
1.63 0.27 0.31 11.89 0.51 0.37 0.23

Ch. 3 Design of Experiment and Experimental Work
40
FIGURE 3.1 (a)
Detailed drawing of workpiece (AISI D2 steel) to perform full factorial design of experiments (all
dimensions are in mm)
FIGURE 3.1 (b)
Detailed drawing of workpiece (AISI D2 steel) for flank wear measurement at optimum cutting
conditions (all dimensions are in mm)
3.3.2 Cutting Tools
Three different CBN cutting tool inserts of ISO designation CNGA120404S01030A,
CNGA120408S01030A and CNGA120412S01030A (Sandvik make) having 0.4, 0.8 and
1.2 mm nose radius as shown in Fig. 3.2 were used for finish hard turning. Tool inserts
were fitted in standard tool holder of ISO designation DCLNR2525M12. In addition,
cutting tools and holder assembly provided orthogonal rake angle of -60, inclination angle
of -60, cutting edge angle of 95
0.

Experimental Work
41
FIGURE 3.2
CBN cutting tool insert of 0.4, 0.8 and 1.2 mm nose radius
3.3.3 Machine Tool
Turning of through hardened AISI D2 steel (57 HRC) was performed using heavy duty
lathe (model- HMT NH22). Selected machine tool is rigid enough and all the values of
depth of cut, feed and cutting speed selected for the experiments on turning of hardened
AISI D2 steel can be set on machine tool. Lathe (NH22) with proper foundation as per
suggestion given by original equipment manufacturer was used to increase rigidity and
performance of cutting process. Specifications of NH22 lathe is described in Table 3.5.
TABLE 3.5
Specifications of Lathe (NH 22 HMT make)
Sr. No. Description Size
1 Height of centers 220 mm
2 Swing over bed 500 mm
3 Swing over cross slide 270 mm
4 Swing in gap 720 mm
5 Distance between centers 1000 mm
6 Spindle nose/bore 53 mm
7 Range of spindle speed 16 from 40-2040 RPM forward
7 from 60-1430 RPM reverse
8 Spindle power 11 kw
9 Longitudinal feed 60 from 0.04-2.24 mm/rev
10 Cross feed 60 from 0.02-1.12 mm/rev
11 Pitch of lead screw 6 mm
12 Travel of tail stock sleeve 200 mm
13 Main motor power 7.5 kw

Ch. 3 Design of Experiment and Experimental Work
42
Cutting speed, feed and depth of cut is main cutting parameters to perform turning.
Experiment was performed using lathe (NH 22 HMT make) with wide range of spindle
speed from 40 – 2040 rpm, longitudinal feed from 0.04 – 2.24 mm/rev were available.
Here, it is required to measure output at cutting speed in m/min. So, spindle speed in rpm
can be converted in cutting speed (m/min) as per (3.1);
1000
dNv
(3.1)
Where, N = Spindle speed (RPM)
d = Workpiece diameter (mm)
Here, diameter of workpiece and spindle speed is selected to accommodate the range of
cutting speed from 80 – 152 m/min with the reference of various literatures as described in
chapter 2.
3.3.4 Surface Roughness Tester
Surface roughness of machined workpiece is measured using the surface roughness tester
SJ210 of Mitutoya make. Cut-off length and trace length and are selected as 0.8 mm and 5
mm respectively. Three different measurements of average surface roughness are taken
along the perimeter of machined AISI D2 steel and used for calculating average value of
surface roughness of machined workpiece. Detailed specifications of SJ210 are reported in
Table 3.6.
TABLE 3.6
Specifications of Surface roughness tester SJ210
Sr. No. Specifications Units
1 Method Differential inductance
2 Stylus Diamond TIP
3 TIP radius 5 µm (200 µ inch)
4 Make Mitutoyo
5 Model SJ-210
6 Measuring range -200 µm to + 150µm
7 Measuring Force 4mN(0.4gf)
8 Sampling length 0.8 mm x 5

Experimental Work
43
3.3.5 Tool Maker’s Microscope for Tool Wear Measurement
Maximum tool flank wear land length can be measured at some regular interval of cutting
length using tool maker‘s microscope having magnification of 30X. Tool flank wear can
be measured along the faces of nose radius. Some specifications of tool maker‘s
microscope are described in Table 3.7.
TABLE 3.7
Specifications of tool maker’s microscope
3.3.6 Lathe Tool Dynamometer for Measurement of Cutting Forces
Various instruments based on strain gauge principle are used to measure cutting forces
during turning. In this experimental work, forces in cutting, radial and axial directions
were measured with the help of strain gauge type 3-channel lathe tool dynamometer having
resolution of 0.01 Kg and accuracy of ±5 percent. Input sensitivity of amplifiers was set
based on the output sensitivity of dynamometer. Output sensitivity of dynamometer was
set 2 mV/V on individual charge amplifier corresponding to axial force, cutting force and
radial force. Specification of lathe tool dynamometer is described in Table 3.8.
TABLE 3.8
Specifications of Lathe tool dynamometer
Sr.No Descriptions Specifications
1 Table Glass 90 mm diameter
2 Work stage 120x120 mm
3 Travel X & Y 0 to 25 mm with accuracy 0.005 mm/ 0.01 mm
4 Working distance 4‖
5 Illumination: Episcopic 12 V, 5W
6 Power required 220-230VAC, 50 Hz
7 Eyepiece 15X
8 Objective 2X
9 Magnification 30X
Sr. No. Descriptions Specification
1 ―EEE‖ make Lathe tool dynamometer 3 channel PRD-02
2 X- Force – Axial 0 to 200 kgs
3 Y- Force - Radial 0 to 200 kgs

Ch. 3 Design of Experiment and Experimental Work
44
3.3.7 Experimental Procedure
Workpiece material AISI D2 steel round bar of diameter (Ø) 92 mm was turned up to
diameter (Ø) 90 mm before hardening. After machining of the grooves as per the
dimensions shown in Fig. 3.1 to accommodate all total 27 experimental sets, heat treatment
of round bar was applied to gain required average hardness of 57 HRC. Hardened round
bars are shown in Fig. 3.3.
FIGURE 3.3
Work piece material AISI D2 steel after heat treatment
Hardened round bars were prepared for final experiments by finished turning up to
diameter (Ø) of 88.4 mm. Flow chart as shown in Fig. 3.4 depicts complete step by step
procedure followed for experiments on finish hard turning.
For experimental work as per described flow diagram, roundbar was fitted in four jaw
chuck and centering was checked by level indicator. For successive set up, three
dimensional lathe tool dynamometer was fitted in the place of tool post. Figure 3.5 shows
workpiece with diameter (Ø) of 88.4 mm prepared for experiment on turning of hardened
AISI D2 steel.
4 Z- Force - Tangential 0 to 200 kgs
5 Resolution 0.01 kgs
6 Accuracy ± 5%
7 Bridge type Foil type strain gauge 120/350
ohms
8 Digital indicator 3(1/2) Digital
9 Power 230 VAC / 50 Hz

Experimental Work
45
FIGURE 3.4
Flow diagram of complete experimental work
FIGURE 3.5
Prefinal size of AISI D2 steel round bar before starting of experiment

Ch. 3 Design of Experiment and Experimental Work
46
Figure 3.6 shows workpiece after finish turning up to diameter (Ø) of 88 mm. Total 27
experiments were performed as per the input parameter combinations reported in Table 3.2
on various slots as shown in Fig. 3.6.
FIGURE 3.6
Finish hard turning at different cutting conditions
Three dimensional forces of cutting were measured using lathe tool dynamometer mounted
on lathe as shown in Fig. 3.7.
FIGURE 3.7
Experiment set up of lathe tool dynamometer

Experimental Work
47
Average value of three different surface roughness readings were measured for each
experimental set along the perimeter of machined workpiece. Measurement of surface
roughness was obtained using surface roughness tester SJ210 of Mitutoya as shown in Fig.
3.8.
FIGURE 3.8
Measurement of surface roughness with the help of surface roughness tester SJ210
Cutting conditions corresponding to experiment number for which lowest value of surface
roughness is obtained is defined as optimum cutting condition. Round bar having detailed
description as per Fig. 3.1 (b) was used to measure surface roughness, three dimensional
cutting forces and tool flank wear. Cutting forces using lathe tool dynamometer as shown
in Fig. 3.9 and maximum tool flank wear length using tool maker‘s microscope as shown
in Fig. 3.10 were measured at optimum cutting conditions.
FIGURE 3.9
Turning up to 65 mm cutting length for flank wear measurement

Ch. 3 Design of Experiment and Experimental Work
48
Fresh surface on flank face of tool wears out gradually during metal cutting and new
surface comes in contact with workpiece material. That affects the surface quality of
workpiece while machining. Also, wear of flank face is primarily responsible for
increasing surface roughness as suggested by various literatures. So, it was essential to
evaluate flank wear. Tool wear of flank face was measured along the faces of tool nose
radius by making suitable fixtures in such a way that whole wear face can be directly
viewed through tool maker‘s microscope as shown in Fig. 3.10.
Systematic methods are applied for experimentation and results of three dimensional
cutting forces (i.e. in axial, radial and cutting directions), surface roughness of machined
part and tool flank wear are reported in successive chapters. It is very essential to quantify
the individual or simultaneous influence of cutting variables on measured outputs of hard
turning.
FIGURE 3.10
Flank wear measurement with suitable fixture using Tool maker’s microscope
Variation of three dimensional forces in cutting, surface roughness and flank wear should
be analyzed and their relationship with input conditions like cutting parameters and
geometry parameters can be formulated using effective analytical modeling. Analysis of
experimental results and development of analytical model are reported in chapter 4.

References
49
References
[1] http://www.viratsteels.com/aisi-d2.html
[2] https://www.azom.com/article.aspx?ArticleID=6214
[3] http://www.substech.com/dokuwiki/doku.php?id=tool_steel_d2

Ch. 4 Results and Discussion
50
CHAPTER – 4
Results and Discussion
4.1 Overview
Experimental readings of three dimensional forces of cutting and average surface
roughness for different experimental run as presented in chapter 3 are reported and
discussed in this chapter. Further, optimum cutting condition based on the experimental
values of the surface roughness is reported. Results of progressive wear of tool flank face
and its influence on cutting forces and surface roughness of machined component are
presented and analysed.
4.2 Experimental Results Based on Various Cutting Conditions
Total 27 different cutting conditions based on three different values of cutting speed (v)
(i.e. 80, 116 and 152 m/min), three different values of feed (f) (i.e. 0.04, 0.12 and 0.2
mm/rev) and three different values of nose radius (r) (i.e. 0.4, 0.8 and 1.2 mm) were
selected for experiments on turning of hardened AISI D2 steel with CBN tools. For finish
hard turning of AISI D2 steel, small value of depth of cut of 0.2 mm is selected and kept
constant for all 27 experiments. Experimental readings of surface roughness of machined
AISI D2 steel and cutting forces in axial, radial and cutting directions are measured and
reported in the Table 4.1.
Feed, cutting speed and nose radius of CBN tools are found to be significantly affecting
forces. Effect of nose radius (r) and feed (f) on axial (Fa), radial (Fr) and cutting (Fc) forces
at different values of cutting speeds (v) of 80, 116 and 152 m/min are reported in Fig. 4.1,
4.2 and 4.3 respectively.

Experimental Results Based on Various Cutting Conditions
51
TABLE 4.1
Experimental readings of axial (Fa), radial (Fr) and cutting (Fc) force and surface roughness (Ra)
EFFECT OF CUTTING AND GEOMETRY PARAMETERS ON CUTTING
FORCES: Experimental results of axial force (Fa), radial force (Fr) and cutting force (Fc)
for all 27 experiments are reported in Table 4.1. From Fig. 4.1, 4.2 and 4.3 it can be seen
that value of three dimensional forces of cutting is significantly higher followed by radial
and axial force. Similar trends in relative values of forces are reported by Tang et al. [1]. Based on the experimental readings, it can be analyzed that nose radius significantly
affects the cutting forces. Cutting forces increases with increase of tool nose radius from
0.4 mm to 1.2 mm as force is directly proportional to contact area which increases with
increase in nose radius [2, 3]. Axial (Fa), radial (Fr) and cutting (Fc) forces increase with
Exp. No. v (m/min) f (mm/rev) r (mm) Fa (N) Fr (N) Fc (N) Ra (μm)
1 80 0.04 0.4 52.48 78.48 109.28 1.34
2 80 0.12 0.4 78.94 134.59 153.90 1.57
3 80 0.2 0.4 98.02 175.04 197.64 2.27
4 116 0.04 0.4 49.93 67.69 96.14 0.92
5 116 0.12 0.4 70.88 118.43 132.17 1.2
6 116 0.2 0.4 92.19 155.89 178.59 1.59
7 152 0.04 0.4 42.67 65.73 90.25 0.77
8 152 0.12 0.4 64.23 113.26 119.54 0.97
9 152 0.2 0.4 72.75 127.00 147.22 1.128
10 80 0.04 0.8 65.63 115.12 128.80 0.967
11 80 0.12 0.8 99.18 172.52 201.80 1.21
12 80 0.2 0.8 121.43 213.74 244.87 1.6
13 116 0.04 0.8 60.23 96.14 112.73 0.693
14 116 0.12 0.8 83.48 156.57 173.29 1.02
15 116 0.2 0.8 108.78 199.12 226.06 1.22
16 152 0.04 0.8 53.29 87.31 103.58 0.55
17 152 0.12 0.8 81.32 139.96 155.98 0.739
18 152 0.2 0.8 98.10 187.75 203.21 1.05
19 80 0.04 1.2 75.17 131.61 151.20 0.734
20 80 0.12 1.2 116.44 207.33 238.29 1.03
21 80 0.2 1.2 137.54 220.14 258.03 1.21
22 116 0.04 1.2 69.65 117.13 130.47 0.578
23 116 0.12 1.2 103.37 183.72 210.08 0.81
24 116 0.2 1.2 128.72 216.84 247.83 0.997
25 152 0.04 1.2 63.77 111.34 118.70 0.504
26 152 0.12 1.2 87.19 166.67 185.17 0.685
27 152 0.2 1.2 113.67 201.31 235.25 0.925

Ch. 4 Results and Discussion
52
increase of feed from 0.04 to 0.2 mm/rev. From the experimental results, it is observed
that cutting forces are inversely proportional to cutting speed (v). At constant value of feed
(f) and nose radius (r), cutting forces decreases with the increase of cutting speed (v) from
80 m/min to 152 m/min. With increase of cutting speed (v), temperature of shear zone
increases. This leads to thermal softening of material that means yield strength of material
decreases, which reduces the chip tool contact length and chip thickness. As a
consequence, forces decreases [4, 5].
0
40
80
120
160
200
240
280
0.4 0.8 1.2
Force (
N)
Tool nose radius (mm)
Fa at f= 0.04 mm/rev
Fa at f=0.12 mm/rev
Fa at f=0.2 mm/rev
Fr at f=0.04 mm/rev
Fr at f=0.12 mm/rev
Fr at f=0.2 mm/rev
Fc at f=0.04 mm/rev
Fc at f=0.12 mm/rev
Fc at f=0.2 mm/rev
FIGURE 4.1
Influence of feed (f) and nose radius of tool (r) on axial (Fa), radial (Fr) and cutting (Fc) force at cutting
speed (v) = 80 m/min and depth of cut (d) = 0.2 mm
0
40
80
120
160
200
240
280
0.4 0.8 1.2
For
ce (
N)
Tool nose radius (mm)
Fa at f= 0.04 mm/rev
Fa at f=0.12 mm/rev
Fa at f=0.2 mm/rev
Fr at f=0.04 mm/rev
Fr at f=0.12 mm/rev
Fr at f=0.2 mm/rev
Fc at f=0.04 mm/rev
Fc at f=0.12 mm/rev
Fc at f=0.2 mm/rev
FIGURE 4.2
Influence of feed (f) and tool nose radius (r) on axial (Fa), radial (Fr) and cutting (Fc) force at cutting
speed (v) = 116 m/min and depth of cut (d) = 0.2 mm

Experimental Results Based on Various Cutting Conditions
53
0
40
80
120
160
200
240
280
0.4 0.8 1.2
Force (
N)
Tool nose radius (mm)
Fa at f= 0.04 mm/rev
Fa at f=0.12 mm/rev
Fa at f=0.2 mm/rev
Fr at f=0.04 mm/rev
Fr at f=0.12 mm/rev
Fr at f=0.2 mm/rev
Fc at f=0.04 mm/rev
Fc at f=0.12 mm/rev
Fc at f=0.2 mm/rev
FIGURE 4.3
Influence of feed (f) and tool nose radius (r) on axial (Fa), radial (Fr) and cutting (Fc) force at cutting
speed (v) = 152 m/min and depth of cut (d) = 0.2 mm
In order to understand the criticality of various input factors under consideration on cutting
forces, individual effect of these factors on cutting forces is analyzed in following section.
4.2.1 Percentage Contribution of Cutting Variables on Cutting Forces
To understand the effect of individual cutting condition under consideration such as feed
(f), cutting speed (v) and nose radius (r) on cutting forces, percentage contribution of these
parameters towards cutting forces are evaluated as shown in appendix - A.
In order to complete the ANOVA table, total sum of square, factor sum of square and
percentage contribution of each factor is required to be evaluated. Three dimensional
cutting forces were considered to evaluate the effect of cutting speed (v), feed (f) and nose
radius (r) with their different contribution on cutting forces in hard turning of AISI D2
steel. ANOVA was performed based on 95 % confidence level. Also, p-value of model of
cutting force, radial force and axial force was obtained less than 0.05. So, all input
parameters considered for the present study such as cutting speed (v), feed (f) and tool nose
radius (r) are statistically significant on cutting forces.
Percentage contribution of cutting speed (v), feed (f) and nose radius (r) on cutting, radial and
axial force can be evaluated using (A.1) – (A.10) as reported in appendix - A. Analysis of
variance (ANOVA) of three factors and three levels of cutting, radial and axial force are
reported as shown in Tables 4.2 – 4.4.

Ch. 4 Results and Discussion
54
TABLE 4.2
Percentage contribution of nose radius, cutting speed and feed attributes to cutting force
Correction factor (CF) = 766785.0
Total sum of squares or corrected sum of squares (TSS) = 70606.55
Error (Se) = 2483.28
Percentage error (% Se) = 3.53
TABLE 4.3
Percentage contribution of nose radius, cutting speed and feed attributes to radial force
Correction factor (CF) = 580924.32
Total sum of squares or corrected sum of squares (TSS) = 58703.22
Error (Se) = 1044.94
Percentage error (% Se) = 1.78
TABLE 4.4
Percentage contribution of nose radius, cutting speed and feed attributes to axial force
Correction factor (CF) = 194066.35
Total sum of squares or corrected sum of squares (TSS) = 16998.96
Error (Se) = 509.22
Parameters Total sum Factor sum
of squares
S(v, f, r)
% contribution
P(v, f, r) Level 1 Level 2 Level 3
v 1683.81 1507.36 1358.90 5879.36 8.32
f 120445.4 273954.2 417617.5 45232.12 64.06
r 1224.73 1550.32 1775.02 17011.78 24.09
Parameters Total sum Factor sum
of squares
S(v, f, r)
% contribution
P(v, f, r) Level 1 Level 2 Level 3
v 1448.57 1311.53 1200.33 3435.74 5.85
f 870.55 1393.05 1696.83 38815.72 66.12
r 1036.11 1368.22 1556.09 15406.82 26.25
Parameters Total sum Factor sum
of squares
S(v, f, r)
% contribution
P(v, f, r) Level 1 Level 2 Level 3
v 844.83 767.24 676.99 1568.07 9.22
f 532.83 785.03 971.20 10756.69 63.28
r 622.10 771.44 895.52 4164.98 24.50

Influence of Cutting Conditions on Surface Roughness
55
Percentage error (% Se) = 3.00
Based on results of ANOVA as reported in Tables 4.2–4.4; percentage sum of square error
of model is observed to be 3.53, 1.78 and 3.00 for cutting, radial and axial force,
respectively. Table 4.2 shows that percentage contribution of cutting speed (v), feed (f) and
nose radius (r) on cutting force component (Fc) is 8.32, 64.06 and 24.09 respectively.
Percentage contribution of cutting speed (v), feed (f) and nose radius (r) on radial force
component (Fr) is 5.85, 66.12 and 26.25 respectively as shown in Table 4.3. Percentage
contribution of cutting speed (v), feed (f) and nose radius (r) on axial force component (Fa)
is 9.22, 63.28 and 24.50 respectively as shown in Table 4.4. Feed (f) is observed to be most
significant parameter influencing cutting force (Fc), radial force (Fr) and axial force (Fa)
followed by tool nose radius (r). While cutting speed (v) is observed to be having smaller
contribution on cutting forces compared to feed (f) and tool nose radius (r).
4.3 Influence of Cutting Conditions on Surface Roughness
Value of surface roughness (Ra) at various cutting speed (v), feed (f) and nose radius (r)
was measured at constant depth of cut of 0.2 mm during finish hard turning as shown in
Table 4.1.
FIGURE 4.4
Effect of cutting speed (v) and feed (f) on surface roughness at tool nose radius (r) = 0.4 mm and depth
of cut (d) = 0.2 mm
0.6
0.85
1.1
1.35
1.6
1.85
2.1
2.35
70 85 100 115 130 145 160
Su
rfa
ce r
ou
gh
nes
s (μ
m)
Cutting speed (m/min)
f = 0.04 mm/rev
f = 0.12 mm/rev
f = 0.2 mm/rev

Ch. 4 Results and Discussion
56
FIGURE 4.5
Effect of cutting speed (v) and feed (f) on surface roughness at tool nose radius (r) = 0.8 mm and depth
of cut (d) = 0.2 mm
FIGURE 4.6
Effect of cutting speed (v) and feed (f) on surface roughness (Ra) at tool nose radius (r) = 1.2 mm and
depth of cut (d) = 0.2 mm
Figures 4.4 shows variation of average value of surface roughness (Ra) for different
combinations of cutting speed (v) and feed (f) values for hard turning of AISI D2 round bar
using tool nose radius (r) of 0.4 mm. Similarly, Fig. 4.5 and 4.6 shows the variation of
0.4
0.6
0.8
1
1.2
1.4
1.6
1.8
70 85 100 115 130 145 160
Su
rfa
ce r
ou
gh
nes
s (μ
m)
Cutting speed (m/min)
f = 0.04 mm/rev
f = 0.12 mm/rev
f = 0.2 mm/rev
0.4
0.5
0.6
0.7
0.8
0.9
1
1.1
1.2
1.3
70 85 100 115 130 145 160
Su
rfa
ce r
ou
gh
nes
s (μ
m)
Cutting speed (m/min)
f = 0.04 mm/rev
f = 0.12 mm/rev
f = 0.2 mm/rev

Influence of Cutting Conditions on Surface Roughness
57
average surface roughness (Ra) for different combinations of cutting speed (v) and feed (f)
values for turning of hardened AISI D2 steel using tool nose radius (r) of 0.8 mm and 1.2
mm respectively. Depth of cut (d) is kept constant as 0.2 mm for all the experiments.
Experimental values of surface roughness observed at different cutting speed (v) and feed
(f) combinations are found to be in the range of 0.77-2.27 µm, 0.55-1.6 µm and 0.504-1.21
µm in the turning of AISI D2 steel with CBN cutting tool having tool nose radius (r) of 0.4
mm, 0.8 mm and 1.2 mm respectively. From Fig. 4.4, it can be analyzed that surface
roughness (Ra) reduces with increase of cutting speed (v) at constant feed (f) of 0.04
mm/rev for hard turning of AISI D2 steel with CBN tool having nose radius of 0.4 mm.
Similar trends are observed for CBN tool having nose radius (r) of 0.8 and 1.2 mm as
shown in Fig. 4.5 and 4.6. From Fig. 4.4-4.6 it is observed that average surface roughness
(Ra) obtained in turning of hardened AISI D2 steel increases with increase of feed rate (f).
Further, it is also observed that average surface roughness (Ra) decreases with increase in
tool nose radius (r) from 0.4 mm to 1.2 mm. During machining, more grooves were
produced with the decrease of nose radius from 1.2 mm to 0.4 mm which deteriorated the
surface finish of machined part. [6]. Moreover, ANOVA (analysis of variance) is applied
using Minitab software to check the individual effect of each input variable under
consideration on average surface roughness (Ra). It shows that tool nose radius (r) is the
most significant parameter affecting average surface roughness (Ra) with percentage
contribution of 43.93. While cutting feed (f) and cutting speed (v) are observed to be with
percentage contribution of 31.90 and 24.17 towards average surface roughness (Ra).
4.3.1 Percentage Contribution of Cutting Variables on Surface Roughness
Analysis of variance (ANOVA) was used to evaluate percentage contribution of each
conditions like; cutting speed (v), feed (f) and nose radius (r) on surface roughness (Ra).
Detailed calculation is described in Appendix B. Experiment values of average surface
roughness (Ra) were used for calculation of percentage contribution of individual cutting
parameters using (B.1)–(B.10). Table 4.5 shows percentage contribution of cutting speed
(v), feed (f) and nose radius (r) on average surface roughness (Ra).
In order to complete the ANOVA table, factor sum of square and total sum of square were
calculated and percentage contribution of each factors was reported as shown in Table 4.5.
Values of surface roughness (Ra) was used to evaluate different contribution of cutting

Ch. 4 Results and Discussion
58
speed (v), feed (f) and nose radius (r). ANOVA was performed based on 95 % confidence
level. Also, p-value is less than 0.05. So, all input parameters under consideration (i.e.
cutting speed (v), feed (f) and nose radius (r)) are said to be statistically significant on
surface roughness (Ra). Percentage deviation (error) of sum of square of model was 8.84.
Percentage contribution of cutting speed (v), feed (f) and nose radius (r) in average surface
roughness (Ra) is found to be 30.56, 34.34 and 26.26 respectively. It is observed that feed
(f) was most influencing parameter which affected surface roughness (Ra) than cutting
speed (v) and nose radius (r).
TABLE 4.5
Percentage contribution of nose radius, cutting speed and feed attributes to surface roughness
Correction factor (CF) = 29.36
Total sum of squares or corrected sum of squares (TSS) = 3.96
Error (Se) = 0.35
Percentage error (% Se) = 8.84
4.4 Tool Flank Wear at Optimum Cutting Condition
As per results reported in Table 4.1, lowest value of average surface roughness (Ra) of
0.504 µm was observed for cutting speed (v), feed (f) and nose radius (r) combination of
152 m/min, 0.04 mm/rev and 1.2 mm respectively. Also, it is convenient to take
measurement of flank wear of cutting tool insert having higher nose radius (r) (in this case
it is 1.2 mm) compared to other tools having a smaller nose radius. So, these cutting
parameters are used to measure tool flank wear length using a tool maker‘s microscope at
regular interval of 65 mm cutting length. Experimental results of surface roughness and
flank wear of tool of machined AISI D2 round bar and cutting forces are reported in Table
4.6.
Parameters Total sum Factor sum
of square
S(v, f, r)
% contribution
P(v, f, r) Level 1 Level 2 Level 3
v 11.93 9.03 7.32 1.21 30.56
f 7.06 9.23 11.99 1.36 34.34
r 11.76 9.05 7.47 1.04 26.26

Tool Flank Wear at Optimum Cutting Condition
59
TABLE 4.6
Experimental readings of tool flank wear, surface roughness and cutting forces at optimum cutting
conditions
INFLUENCE OF FLANK WEAR ON THREE DIMENSIONAL CUTTING
FORCES AND SURFACE ROUGHNESS: From experimental readings of tool flank
wear, it can be seen that tool flank wear length increases with cutting length. Progressive
increase in flank wear length affects the cutting forces (axial, radial, cutting force
component) and average surface roughness (Ra). Liu et al. [2] concluded that friction
between workpiece and tool increases with increase of flank wear which leads to
generation of heat. So, friction and plastic deformation during machining leads to thermal
impact which causes increase of residual tensile stresses at machined surface and hence
cutting forces are increased that increase the compressive residual stresses. Overall,
increase of residual stresses and flank wear reduces the stability of machining process and
deteriorates the surface finish of machined component. Three components of forces and
average surface roughness (Ra) is observed to be increasing with increase in wear of flank
face of tool as presented in Fig 4.7 and 4.8 respectively. Also, Fig. 4.8 shows increase of
surface roughness at slower rate up to wear of 0.105 mm. After 0.105 mm wear land length
of flank face, surface roughness increases rapidly. This increase amount of flank wear
increases residual compressive stresses which deteriorate the surface finish of machined
part.
Also, effect of forces on surface roughness at optimum cutting conditions is analyzed as
shown in Fig. 4.9. Individual impact of axial, radial and cutting force component on
surface roughness of machined AISI D2 steel can be observed in Fig. 4.9.
Sr. No. Cutting length
(mm) Fa (N) Fr (N) Fc (N) Ra (μm) Flank wear (mm)
1 65 70.40 125.24 155.15 0.510 0.094
2 130 72.25 128.45 157.3 0.513 0.099
3 195 73.1 129.48 159.47 0.525 0.105
4 260 73 131.26 164.13 0.547 0.109
5 325 74.22 132.18 167.63 0.561 0.112
6 390 74.6 134.28 173.42 0.581 0.114
7 455 75.58 135.75 176.72 0.587 0.117
8 520 76.45 136.55 179.53 0.598 0.12

Ch. 4 Results and Discussion
60
FIGURE 4.7
Effect of flank wear on cutting forces at optimum cutting conditions (cutting speed (v) = 152 m/min,
feed (f) =0.04 mm/rev and tool nose radius (r) = 1.2 mm)
FIGURE 4.8
Effect of flank wear on surface roughness at optimum cutting conditions (cutting speed (v) = 152
m/min, feed (f) =0.04 mm/rev and tool nose radius (r) = 1.2 mm)
60
75
90
105
120
135
150
165
180
195
0.09 0.095 0.1 0.105 0.11 0.115 0.12 0.125
Cu
ttin
g f
orc
es (
N)
Flank wear (mm)
Axial force (N)
Radial force (N)
Cutting force (N)
0.5
0.52
0.54
0.56
0.58
0.6
0.62
0.09 0.095 0.1 0.105 0.11 0.115 0.12 0.125
Su
rfa
ce r
ou
gh
nes
s(μ
m)
Flank wear (mm)
Surface roughness (μm)

Tool Flank Wear at Optimum Cutting Condition
61
FIGURE 4.9
Correlation of surface roughness and cutting forces at optimum cutting conditions (cutting speed (v) =
152 m/min, feed (f) =0.04 mm/rev and tool nose radius (r) = 1.2 mm)
Increase of axial, radial and cutting force raised the surface roughness due to increase of
flank wear during hard turning performed with constant value of feed, cutting speed, depth
of cut and tool nose radius of 0.04 mm/rev, 152 m/min, 0.2 mm and 1.2 mm respectively.
Figure (4.9) shows that force in cutting direction is more sensitive to surface roughness
than radial and axial force. Value of cutting force observed higher than radial and axial
force at optimum cutting conditions. When cutting forces increases, it increases the
compressive residual stresses in work surface that reduces the surface finish of machined
workpiece [2].
It is observed from the experimental readings that cutting forces increases with the increase
of flank wear with increase of cutting length. This increase amount of cutting forces
increases the surface roughness at optimum cutting conditions. So, it has been tried to
analyze the influence of flank wear on resultant of three dimensional forces as shown in
Fig. 4.10 and consequence of resultant forces on surface roughness as shown in Fig. 4.11.
Resultant of cutting forces was evaluated as per (4.1);
2 2 2( ) ( ) ( )resultant c r aF = F F F (4.1)
Figure 4.10 shows linear relationship of resultant forces and flank wear having R2 value of
0.9498. Also, Fig. 4.10 shows that resultant forces increases with increase of flank wear.
60
80
100
120
140
160
180
200
0.5 0.52 0.54 0.56 0.58 0.6 0.62
Cu
ttin
g f
orc
es (
N)
Surface roughness (μm)
Axial force (N)
Radial force (N)
Cutting force (N)

Ch. 4 Results and Discussion
62
Also, resultant cutting forces can be predicted using different values of flank wear based
on equation as shown in Fig. 4.10. Predicted value of resultant cutting forces was 510.29 N
at flank wear of 0.38 mm which is critical value of flank wear for tool rejection criterion as
suggested by Huang and Liang [7].
FIGURE 4.10
Effect of flank wear on resultant cutting forces at optimum cutting conditions (cutting speed (v) = 152
m/min, feed (f) =0.04 mm/rev and tool nose radius (r) = 1.2 mm) as per Table 4.6
FIGURE 4.11
Effect of resultant cutting forces on surface roughness at optimum cutting conditions (cutting speed (v)
= 152 m/min, feed (f) =0.04 mm/rev and tool nose radius (r) = 1.2 mm) as per Table 4.6
y = 1052.4x + 110.38
R² = 0.9498
210
215
220
225
230
235
240
0.090 0.100 0.110 0.120 0.130
Res
ult
an
t o
f cu
ttin
g f
orc
es (
N)
Flank wear (mm)
Resultant of cutting
forces
y = 0.0035x - 0.2425
R² = 0.9839
0.5
0.52
0.54
0.56
0.58
0.6
0.62
210 215 220 225 230 235 240
Su
rfa
ce r
ou
gh
nes
s (μ
m)
Resultant of cutting forces (N)
Surface roughness (μm)
Linear (Surface roughness
(μm))

Tool Flank Wear at Optimum Cutting Condition
63
Resultant cutting forces increases with increase of flank wear as a results it deteriorates
surface finish at constant value of depth of cut, feed, cutting speed and nose radius of tool
that can be seen in Fig. 4.11. Figure 4.11 shows linear trend of surface roughness and
resultant forces having R2 value of 0.9839. Surface roughness increases with increase of
resultant cutting forces as shown in Fig. 4.11. Also, surface roughness can be predicted
using different values of resultant cutting forces based on equation given in Fig. 4.11. At
resultant force of 510.29 N which was evaluated based on tool rejection criterion of flank
wear, predicted value of surface roughness was 1.55 µm. This research is pertaining to
finish hard turning to obtain smooth surface finish with the comparison of grinding
process. Typical value of surface finish using grinding can be obtained up to 1.6 µm [8].
So, tool rejection criterion can be decided based on evaluated resultant cutting force 510.29
N and surface roughness of 1.55 µm for finish hard turning. It means above 510.29 N of
resultant cutting forces, surface roughness would increase beyond 1.6 µm and tool is said
to be rejected specifically for finish hard turning in comparison with grinding process.
This would be helpful to manufacturing industries to judge the tool performance directly
based on resultant cutting forces.
Experimental values of cutting forces and average surface roughness (Ra) as presented and
scrutinized in various sections of this chapter are used for empirical modeling of cutting
forces and average surface roughness.

Ch. 4 Results and Discussion
64
References
[1] Tang L, Gao C, Huang J, Lin X, Zhang J(2014) Experimental investigation of the three-component forces
in finish dry hard turning of hardened tool steel at different hardness levels, The International Journal of
Advanced Manufacturing Technology, 70, 1721-1729.
[2] Liu M, Takagi J-i, Tsukuda A(2004) Effect of tool nose radius and tool wear on residual stress
distribution in hard turning of bearing steel, Journal of Materials Processing Technology, 150, 234-241.
[3] Chang C-S(1998) A force model for nose radius worn tools with a chamfered main cutting edge,
International Journal of Machine Tools and Manufacture, 38, 1467-1498.
[4] Bouacha K, Yallese MA, Khamel S, Belhadi S(2014) Analysis and optimization of hard turning operation
using cubic boron nitride tool, International Journal of Refractory Metals and Hard Materials, 45, 160-178.
[5] Bartarya G, Choudhury S(2012) Effect of cutting parameters on cutting force and surface roughness
during finish hard turning AISI52100 grade steel, Procedia CIrP, 1, 651-656.
[6] Liu CR, Mittal S(1996) Single-step superfinish hard machining: feasibility and feasible cutting
conditions, Robotics and computer-integrated manufacturing, 12, 15-27.
[7] Huang Y, Liang SY(2005) Modeling of cutting forces under hard turning conditions considering tool
wear effect, Transactions of the ASME-B-Journal of Manufacturing Science and Engineering, 127, 262-270.
[8] http://www.engineershandbook.com/Tables/surfaceroughness.htm

Modeling of Cutting Forces
65
CHAPTER – 5
Model Development of Three Dimensional Forces
and Surface Roughness for Hard Turning
5.1 Overview
Experimental readings of cutting forces and average surface roughness obtained as per the
experimental planning are reported in Chapter 3 and discussed in Chapter 4. From the
analysis of experimental results, it was observed that variable cutting conditions like
cutting speed (v), feed (f) and tool nose radius (r) significantly affects the cutting forces
and average surface roughness (Ra). Models of three dimensional forces and surface
roughness are developed based on empirical method to establish relationship with variable
input parameters. This chapter describes modeling of three dimensional cutting forces
based on cutting conditions. Further forces model is extended considering the effect of
progressive flank wear. In foregoing sections of the chapter, modeling of average surface
roughness is presented. At the end, validations of developed models are reported.
5.2 Modeling of Cutting Forces
As discussed in Chapter 2, large amount of research is reported describing development of
cutting forces model using various statistical and analytical methods like ANOVA,
response surface methodology, thermo-mechanical modeling, improved Oxley machining
theory, extended Lee and Shaffer‘s force model, Waldorf‘s theory of worn tool etc. Two
dimensional force modeling techniques are quiet easy to understand. While complex
mechanisms of three-dimensional cutting forces are observed during hard turning as a
result of obliquity in cutting process.
Relevant force models were documented based on the influence of specific factors on
cutting forces. Cutting parameters along with tool geometries simultaneously affect the
tool performance and influence the forces in hard turning. Here, analytical and empirical

Ch. 5 Model Development of Three Dimensional Forces and Surface Roughness for Hard Turning
66
modeling of cutting forces and wear phenomenon of flank face for finish turning of
hardened AISI D2 steel using different CBN tool is presented. Developed model includes
the effect of various factors like cutting speed (v), feed (f), nose radius (r) and flank wear
of tool on three-dimensional forces.
Empirical relationship is developed for total cutting forces in two distinct ways. First part
includes force modeling based on input cutting conditions during hard turning. Whereas in
second part, forces due to wear is modeled based on Waldorf‘s extended three dimensional
model and tool wear progression.
5.2.1 Modeling of Cutting Forces Based on Cutting Conditions
Various mathematical models were developed based on friction and normal forces which
comprises the shear stresses and shear zone [1-3]. Authors developed model of three
dimensional cutting forces based on certain assumptions. Some simplifying assumptions
need to be considered because of difficulty in calculating effective shear angle due to
critical orientation, resulting into increased inaccuracy. This drawback can be reduced to
some extent by establishing the relationship with cutting parameters and simplifying the
mechanism considering only variable cutting conditions without using complex orientation
of cutting forces while turning of hardened material. Wide variety of cutting conditions
along with tool geometries of cutting tool inserts have been used as per development of
cutting forces and reliability of tool. Consideration of cutting forces is important as it has
greater influence on the performance of hard turning [4]. In this research, models of cutting
forces in cutting, radial and axial directions are developed based on varying amounts of
feed (f), cutting speed (v) and tool nose radius (r) at small value of constant depth of cut
(d). Different orientation of forces Fc, Fr, and Fa can be resolved in cutting, radial and axial
directions respectively.
Here, cutting forces along radial, axial and cutting direction are functionally related with
cutting speed (v), feed (f) and nose radius (r). Linear relationship can be observed
between experimental results of cutting forces and cutting conditions like; cutting speed
(v), feed (f) and tool nose radius (r). So, their functional relationship is assumed as per Eq.
(5.1);

Modeling of Cutting Forces
67
0 1 2 3
0 1 2 3
0 1 2 3
c
r
a
F a a f a r a v
F b b f b r b v
F c c f c r c v
(5.1)
Empirical model of cutting forces finish turning of hardened AISI D2 steel using CBN tool
is developed based on cutting forces results for total 27 different experiments for cutting
speed, feed and nose radius combinations as reported in Table 3.2. Experiments as reported
in Table 3.2 are designed based on full factorial design of experiments based on three
different values of cutting speed (v) (i.e. 80, 116 and 152 m/min), feed (f) (i.e. 0.04, 0.12
and 0.2 mm/rev) and tool nose radius (r) (i.e. 0.4, 0.8 and 1.2 mm). Depth of cut was kept
constant as 0.2 mm. Hence, developed empirical model as per Eq. (5.1) is valid for the
range of cutting speed 80 - 152 mm/min, range of feed 0.04 - 0.2 mm/rev, range of nose
radius 0.4 - 1.2 mm and 0.2 mm depth of cut. Further, when even any one of the cutting
parameter out of speed, feed or depth of cut is set to zero, turning is not possible. Tool tip
of perfectly sharp tool (i.e. having zero mm nose radius) breaks immediately when turning
of the hardened material is attempted because of high value of thrust force.
Huang and Liang [2] developed three dimensional oblique mechanistic force model as a
function of pressure coefficients, uncut chip thickness, width of cut, feed, rake angle and
side cutting edge angle. It means, there would be no effect of variation of cutting speed on
tool forces that contradicts with the work reported by Bouacha et al. [5]. Equation (5.1) can
predict three dimensional cutting forces using known values of cutting speed (v), feed (f)
and nose radius (r) which can easily be implemented.
Here, evaluation of constants used in (5.1) and validation of developed model need to be
performed for effective prediction of cutting forces based on cutting conditions.
DETERMINATION OF CONSTANTS AND VALIDATION OF FORCE MODEL
USING DIFFERENT EXPERIMENTAL SETS: For model presented in (5.1), constants
aj, bj and cj were evaluated based on total 27 numbers of experimental readings (as per full
factorial design experiments) as shown in Table 4.1. Values of these model constants can
be seen in Table 5.1. Forces model (5.1) was validated using another set of experiments.
For validation, combination of cutting speed and feed were different than reported
experimental sets in Table 4.1 which was used for development of model.

Ch. 5 Model Development of Three Dimensional Forces and Surface Roughness for Hard Turning
68
TABLE 5.1
Model constants evaluated using 27 experimental readings as per Table 4.1
TABLE 5.2
Experimental value of cutting (Fc exp), radial (Fr exp) and axial (Fa exp) force at different cutting
conditions
Table 5.2 represents the combinations of cutting speed, feed and tool nose radius used for
validation experiments along with measured values of cutting force, radial force and axial
force.
Three dimensional cutting forces were evaluated by developed empirical model and
compared with a wide range of experimental force data as reported in Table 5.2. Figure
5.1, 5.2 and 5.3 shows experimental and predicted values of cutting (Fc), radial (Fr) and
axial (Fa) force respectively. Also, error bars are plotted in Fig. 5.1, 5.2 and 5.3 having percentage errors of ± 7.2, ± 7.6 and ± 6.2, respectively. Values of all experimental and
predicted forces are observed within this range of error which shows closeness of
experimental and prediction values.
j = 0 j = 1 j = 2 j = 3
aj 90.74 623.29 76.42 -0.50
bj 64.48 573.80 72.21 -0.38
cj 47.91 304.43 37.97 -0.25
Exp.
No. v (m/min) f (mm/rev) r (mm) Fc exp (N) Fr exp (N) Fa exp(N)
1 81 0.05 0.8 137.91 113.15 68.67
2 153 0.05 0.8 99.23 88.47 57.53
3 117 0.06 1.2 155.15 134.53 85.1
4 153 0.07 1.2 142.15 123.34 72.3
5 117 0.05 0.4 91.48 72.67 45.24
6 153 0.06 0.4 78.67 64.91 39.43

Modeling of Cutting Forces
69
FIGURE 5.1
Experimental and predicted value of cutting force based on different cutting conditions (cutting speed
(v), feed (f) and nose radius (r) as reported in Table 5.2)
Error variation of experimental and predicted value of cutting force (Fc), radial force (Fr)
and axial force (Fa) are found to be in the range of -2.56 to -7.16, -4.37 to -7.59 and -6.15
to 6.33 percentages respectively. It can be seen that all the predicted results of cutting,
axial and radial forces shows reasonable agreement with the measured value. Three
component of cutting forces are affected not only by different cutting parameters as
describe previously but also depend on effective cutting area which includes faces of front
end associated with nose radius and side cutting edge of the tool during oblique cutting.
60
80
100
120
140
160
180
0 1 2 3 4 5 6 7
Cu
ttin
g f
orc
e (N
)
Exp. No.
Fc exp (N)
Fc pred (N)

Ch. 5 Model Development of Three Dimensional Forces and Surface Roughness for Hard Turning
70
FIGURE 5.2
Experimental and predicted value of radial force based on different cutting conditions (cutting speed
(v), feed (f) and nose radius (r) as reported in Table 5.2)
FIGURE 5.3
Experimental and predicted value of axial force based on different cutting conditions (cutting speed
(v), feed (f) and nose radius (r) as reported in Table 5.2)
Wear land of flank face increases with the increase of cutting length in turning. Forces are
increased as contact area increases due to flank wear of tool. Thus, it is essential to
60
80
100
120
140
160
0 1 2 3 4 5 6 7
Ra
dia
l fo
rce
(N)
Exp. No.
Fr exp (N)
Fr pred (N)
30
40
50
60
70
80
90
0 1 2 3 4 5 6 7
Axia
l fo
rce
(N)
Exp. No.
Fa exp (N)
Fa pred (N)

Modeling of Cutting Forces
71
inculcate the effect of tool flank wear in modeling of three dimensional cutting force
modeling.
5.2.2 Modeling of Cutting Forces Considering Progressive Flank Wear of Tool
In hard turning, a phenomenon of tool flank wear is observed on tool flank face. After a
turning, flank wear is developed and the friction is increased between tool and workpiece
[6, 7]. So, effective contact area and associated cutting forces are varied simultaneously.
These cutting forces need to be evaluated in the correlation with flank wear of tool. Figure
5.4 shows development of progressive flank wear in continuous machining. Tool flank
wear developed along tool flank face is modeled by considering depth of cut smaller than
nose radius [2].
Development of flank wear (Vb) is indicated along the cutting edge LMN as shown in Fig.
5.4(a) and (b). Its effect on three dimensional forces is shown in Fig.5.4 (c). Component of
cutting force (δFcw) and resultant force (δFarw) of other two forces (axial and radial force)
due to the wear is shown in Fig. 5.4 (a) and (c). Cutting force (Fcw), radial force (Frw) and
axial force (Faw) due to flank wear can be determined based on (5.2).
0LMN
LM MN
π/2
0 π/2 0
LM MN
= =
π= sin + cos -
2
π= sin + cos - (5.2)
2
π= - cos + sin -
2
= -
2 b
1
b 2 b
1
θ V
cw cw wθ
rw arw arw
V θ V
w wθ
aw arw arw
F δF r τ (z) dz dθ
F δF θ δF θ
r σ (z) θ dz dθ r σ (z) θ dz dθ
F δF θ δF θ
r
π/2
0 π/2 0
π cos + sin -
2
b 2 b
1
V θ V
w wθ
σ (z) θ dz dθ r σ (z) θ dz dθ
Where, -1 -1cos sin1 2θ = (f / (2r)) and θ = π - ((r - d) / r)

Ch. 5 Model Development of Three Dimensional Forces and Surface Roughness for Hard Turning
72
d
Vb
L M
N
Y
X
O
(a)
(b)
Fcw
Z
Fcw
Faw
Frw
Feed direction
Frw
Farw
Faw
(c)
FIGURE 5.4
Tool flank wear geometry; (a) cutting force component in z direction, (b) effective flank and nose wear,
(c) resultant force component of x and y direction
Also τw and σw are shear stress and normal stress along the tool flank face. Normal stress
(σw) and shear stress (τw) can be evaluated based on slip line field theory [2, 8]. In hard
turning, high temperature and stresses are developed in tool flank face. So, plastic flow
between workpiece and flank face of tool is initiated at critical wear land Vb*. Here Vb <
Vb*, thus elastic contact is established as per Waldorf‘s theory.
For given shear stress k and shear angle, if elastic contact exists between flank face and
workpiece then shear stress (τw) is modeled as:

Modeling of Cutting Forces
73
00
0
0
0
, 0 1( )
, 1w
w b b
for xx
for V x V
(5.3)
Where, 0 cos(2 2 )k
1 1sin 2 sin( )sin( ) , 0.5cos ( )p p p pp m
Here, Waldorf‘s worn tool force model has been modified and fraction of progressive flank
wear and critical flank wear is considered to evaluate the normal stress (σw) along tool
flank face as shown in (5.4).
2
= b
w 0
b
Vσ σ
*V
(5.4)
Where, 0 1 2 2 2 sin(2 2 )2
k
Modeling of cutting forces due to flank wear is derived in the (5.2) to predict forces due to
flank wear progression. Equation (5.3) and (5.4) are used for determination of normal and
shear stress along the worn face tool as per slip line field theory. The friction factor mp
assumed to be unity due to the adhesiveness at the tool cutting edge. Raised prow of
material ahead of cutting is dependent on frictional stresses. For simplification of the slip-
line field theory, variable prow angle (p) is assumed zero as recommended by Waldorf. In
this analysis, An elastic contact was assumed between work surface and tool flank face
before tool failure [2, 8]. Critical wear land (Vb*) is taken as 0.38 mm as suggested by
Smithey et al. [9] for steel material. Shear angle (Ø) is evaluated as 10.14° using the
oblique cutting theory suggested by Lal [10]. Shear flow stress (k) is evaluated as 636.74
MPa using thermo-mechanical modeling based on Johnson–Cook law as presented by
Moufki et al.[1].
Cutting force components in cutting, radial and axial directions due to flank wear (i.e. Fcw,
Frw and Faw) were evaluated based on model (5.2) and plotted as shown Fig. 5.5. Flank
wear (Vb) is observed to be significantly affecting cutting force (Fcw) component. Whereas,
Influence of flank wear (Vb) on radial force (Frw) and axial force (Faw) component is
observed to be moderate to marginal.

Ch. 5 Model Development of Three Dimensional Forces and Surface Roughness for Hard Turning
74
FIGURE 5.5
Cutting forces in cutting (Fcw), radial (Frw) and axial (Faw) directions due to tool flank wear evaluated
based on progressive flank wear modeling
5.2.3 Evaluation of total cutting forces and its comparison with predicted values
In the hard turning, forces are influenced by actual orientation of tool, cutting condition
and flank wear of tool. So, as per (5.5), total cutting force (Fct), total radial force (Frt) and
total axial force (Fat) are the summation of the forces developed based on cutting
conditions (model (5.1)) and flank wear (model (5.2)).
ct c cw
rt r rw
at a aw
F F F
F F F
F F F
(5.5)
Equation (5.5) represents total cutting forces based on cutting conditions as per (5.1) and
forces develops due to progressive wear of flank face in cutting, radial and axial as per
(5.2). Validation of force model considering flank wear (Vb) as per (5.5) for machining
parameters (v, f and d), tool nose radius (r) and cutting length as per Table 4.6 is presented
in Fig. 5.6 – 5.8. For comparison of experimental and prediction value of cutting forces,
error bars were used in Fig. 5.6 – 5.8. Error bars were set as 9.0, 2.4 and 6.7 percent based
on error obtained between predicted and experimental values of total cutting force (Fct),
total radial force (Frt) and total axial force (Fat) respectively.
0
5
10
15
20
25
30
35
40
45
50
55
0.09 0.095 0.1 0.105 0.11 0.115 0.12 0.125
Cu
ttin
g f
orc
es d
ue
to w
ear
(N)
Tool flank wear (mm)
Cutting force due to wear (Fcw)
Radial force due to wear (Frw)
Axial force due to wear (Faw)

Modeling of Cutting Forces
75
FIGURE 5.6
Comparison of total cutting force (Fct) considering flank wear (Vb)
FIGURE 5.7
Comparison of total radial force (Frt) considering flank wear (Vb)
150
155
160
165
170
175
180
185
0.09 0.095 0.1 0.105 0.11 0.115 0.12 0.125
To
tal
cu
ttin
g f
orc
e (F
ct)
N
Tool flank wear (mm)
Experimental
Prediction
120
122
124
126
128
130
132
134
136
138
0.09 0.095 0.1 0.105 0.11 0.115 0.12 0.125
To
tal
ra
dia
l fo
rce
(Frt
) N
Tool flank wear (mm)
Experimental
Prediction

Ch. 5 Model Development of Three Dimensional Forces and Surface Roughness for Hard Turning
76
FIGURE 5.8
Comparison of total axial force (Fat) considering flank wear (Vb)
Modeling of total cutting force component attributed to shear stress developed due to wear,
while total radial and axial force attributed to normal stress developed due to wear as per
(5.2). So, value of cutting force is higher than radial and axial force which is developed
due to flank wear. Error between predicted and measured values was found to be in the
range of -0.7 to -9.5, 0.57 to 2.36 and 2.24 to 6.40 percent for total cutting force (Fct),
radial force (Frt) and axial force (Fat) respectively.
5.3 Modeling of Surface Roughness
Surface roughness of machined component is of great interest in hard turning due to
advancement in the cutting tool area. Prediction of surface roughness is very difficult due
to complex mechanism of hard turning. Many researchers have developed the modeling of
surface roughness based on cutting parameters using various methods. It is practically
difficult to consider simultaneous effect of all possible factors affecting surface roughness
in modeling. Here, surface roughness modeling is done considering various cutting
parameters and tool geometry.
68
69
70
71
72
73
74
75
76
77
0.09 0.095 0.1 0.105 0.11 0.115 0.12 0.125
To
tal
axia
l fo
rce
(Fa
t) N
Tool flank wear (mm)
Experimental
Prediction

Modeling of Surface Roughness
77
5.3.1 Modeling of Surface Roughness Based on Cutting Conditions and Geometry
Cutting parameters like cutting speed (v), feed (f), depth of cut (d) and tool geometry
significantly affect the surface roughness of machined component. Singh and Rao [11]
analyzed surface quality with the help of RSM (response surface methodology) with
respect to machining parameters, effective rake angle and nose radius of tool. Response
surface methodology (RSM) was used by Aouici et al. [12] for modeling of surface
roughness as a function of machining parameters and workpiece hardness. Also, regression
analysis was used for modeling of surface roughness in relation with machining variables
like depth of cut, feed and cutting speed [13-16]. Reported research shows that value of
surface roughness reduces with the reduction in depth of cut [13, 17-19]. They concluded
that lower surface roughness value can be obtained using smaller value of depth of cut (0.2
mm). Basic formulation of surface roughness based on feed and tool nose radius is given in
(5.6)
2
32a
fR
r (5.6)
Where, f and r represents feed and nose radius respectively. As per (5.6), surface roughness
can be decrease only with decrease of feed and increase of tool nose radius. However there
are several problems with model presented in (5.6). Other variables like depth of cut and
cutting speed are not taken into account for effectiveness of prediction.
Some researchers [20, 21] reported models showing the correlation of cutting conditions
and surface roughness. It was found that variable cutting conditions affected the surface
finish of machined part. Linear and exponential empirical relationship was developed by
Fang and Safi-Jahanshahi [22] for surface roughness based on cutting speed (v), feed (f)
and depth of cut (d). Model presented by Fang and Safi-Jahanshahi [22] is limited to
cutting parameters (v, f, and d). Effect of tool geometries need to be considered as they
influence the surface finish of workpiece after machining. So, Surface roughness can be
formulated as function of independent parameters like cutting speed (v), feed (f), depth of
cut (d) and nose radius (r). Another possibility of variation of surface roughness is the
interaction of two parameters like cutting speed (v) – feed (f), cutting speed (v) – nose
radius (r), feed (f) – nose radius (r), cutting speed (v) – depth of cut (d), depth of cut (d) –
nose radius (r) and feed (f) – depth of cut (d). Here, efforts have been made to develop

Ch. 5 Model Development of Three Dimensional Forces and Surface Roughness for Hard Turning
78
model of surface roughness based on constant and smaller value of depth of cut with the
reference of various research work. Here variable cutting conditions are cutting speed (v),
feed (f) and tool nose radius (r). Simultaneous effect of all three variable parameters like
cutting speed (v), feed (f) and tool nose radius (r) on the surface roughness of hardened
AISI D2 steel can be observed in Fig. 4.4 - 4.6. Here, linear and exponential empirical
models suggested by Özel and Karpat [21] and Fang and Safi-Jahanshahi [22] are extended
to develop model of surface roughness based on simultaneous interaction effect of three
variables (v, f and r) at constant depth of cut as per (5.7).
31 20a vfr
cc ccR = v f r (5.7)
Now, (5.7) can be simplified as shown in (5.8).
1 2 3ln ln ln lnavfrR c v c f c r
(5.8)
Where, 0
ln c
Equation (5.7) shows functional relationship between surface roughness (Ravfr) and cutting
conditions (varying amount of cutting speed (v), feed (f) and nose radius (r) with constant
depth of cut (d)) for turning process.
Experimental investigation on assessment of surface roughness of machined part is
essential for any machining process as it defines surface quality of machined component.
Empirical model of surface roughness obtained in finish turning of hardened AISI D2 steel
using CBN tool is developed based on results of surface roughness for total 27 different
experiments for cutting speed, feed and nose radius combinations as reported in Table 3.2.
Experiments as reported in Table 3.2 are designed based on full factorial design of
experiments based on three different values of cutting speed (v) (i.e. 80, 116 and 152
m/min), feed (f) (i.e. 0.04, 0.12 and 0.2 mm/rev) and tool nose radius (r) (i.e. 0.4, 0.8 and
1.2 mm). Depth of cut was kept constant as 0.2 mm. Hence, developed empirical model as
per Eq. (5.7) is valid for the range of cutting speed 80 - 152 mm/min, range of feed 0.04 -
0.2 mm/rev, range of nose radius 0.4 - 1.2 mm and 0.2 mm depth of cut.
As per functional relationship, surface roughness will be zero if any one of the cutting
parameter out of speed, feed or nose radius is set to zero. When any one of the machining

Modeling of Surface Roughness
79
parameter is set as zero, there is no machining of material and turning process will not
exist.
5.3.2 Determination of Constants and Validation of Surface Roughness Model
After plotting results, nature of surface roughness can be observed and surface roughness
of workpiece at different cutting conditions in turning can be effectively predicted using
methods described in this section using (5.7) and (5.8). Various constants presented in
(5.7) and (5.8) were evaluated using experimental results obtained with full factorial design
of experiment as per cutting conditions reported in Table 4.1. Table 5.3 shows model
constants of surface roughness model based on total 27 experimental results as per full
factorial design of experiment. Effectiveness of developed model of surface roughness was
checked by comparing experimental and predicted value of surface roughness based on
different sets of cutting conditions like cutting speed (v); 81, 153 and 117 m/min and feed
(f); 0.05, 0.06 and 0.07 mm/rev as shown in Table 5.4.
TABLE 5.3
Model constants evaluated based on 27 experimental results as per Table 4.1
TABLE 5.4
Experimental values of surface roughness (Ra exp) using different sets of cutting conditions
i= 1 i= 2 i= 3 β= 4.08
ci -0.73 0.32 -0.39
Exp.
No. v m/min f (mm/rev) r (mm)
Ra exp
(μm)
1 81 0.05 0.8 0.98
2 153 0.05 0.8 0.57
3 117 0.06 1.2 0.631
4 153 0.07 1.2 0.541
5 117 0.05 0.4 0.98
6 153 0.06 0.4 0.83

Ch. 5 Model Development of Three Dimensional Forces and Surface Roughness for Hard Turning
80
FIGURE 5.9
Experimental and predicted value of surface roughness based on different cutting conditions (cutting
speed (v), feed (f) and nose radius (r) as reported in Table 5.4)
Experimental and predicted values of surface roughness were plotted along with error bars
having percentage errors of ±6.4 as shown in Fig. 5.9. Values of all experimental and
predicted values of surface roughness are observed to be within this range of error as
shown in Fig. 5.9. Predicted and experimental values of surface roughness (Ra pred) and
(Ra exp) respectively are found to be in close agreement with percentage error in the range
of –6.35 and +0.77 for validation set of experiments.
Empirical modeling of various cutting forces and surface roughness is reported in this
chapter. It is attempted to include all promising variables in the modeling during oblique
cutting of hard machining. Also, developed models are validated by comparing predicted
results of cutting forces and surface roughness with different sets of experiments. Overall,
outcome of this research work is reported in the chapter 6.
0.5
0.6
0.7
0.8
0.9
1
1.1
0 1 2 3 4 5 6 7
Su
rfa
ce r
ou
gh
nes
s (μ
m)
Exp. No.
Ra exp (μm)
Ra pred (μm)

References
81
References
[1] Moufki A, Devillez A, Dudzinski D, Molinari A(2004)Thermomechanical modelling of oblique cutting
and experimental validation, International Journal of Machine Tools and Manufacture, 44, 971-989.
[2] Huang Y, Liang SY(2005) Modeling of cutting forces under hard turning conditions considering tool
wear effect, Transactions of the ASME-B-Journal of Manufacturing Science and Engineering, 127, 262-270.
[3] Li K-M, Liang S(2007) Modeling of cutting forces in near dry machining under tool wear effect,
International Journal of Machine Tools and Manufacture, 47, 1292-1301.
[4] Lalwani D, Mehta N, Jain P (2008) Experimental investigations of cutting parameters influence on
cutting forces and surface roughness in finish hard turning of MDN250 steel, Journal of materials processing
technology, 206, 167-179.
[5] Bouacha K, Yallese MA, Khamel S, Belhadi S(2014) Analysis and optimization of hard turning
operation using cubic boron nitride tool, International Journal of Refractory Metals and Hard Materials, 45,
160-178.
[6] Chinchanikar S, Choudhury S(2016) Cutting force modeling considering tool wear effect during turning
of hardened AISI 4340 alloy steel using multi-layer TiCN/Al2O3/TiN-coated carbide tools, The International
Journal of Advanced Manufacturing Technology, 83, 1749-1762.
[7] Liu M, Takagi J-i, Tsukuda A(2004) Effect of tool nose radius and tool wear on residual stress
distribution in hard turning of bearing steel, Journal of Materials Processing Technology, 150, 234-241.
[8] Waldorf DJ, DeVor RE, Kapoor SG(1998) A slip-line field for ploughing during orthogonal cutting,
Transactions-American Society Of Mechanical Engineers Journal Of Manufacturing Science And
Engineering, 120, 693-699.
[9] Smithey DW, Kapoor SG, DeVor RE(2001) A new mechanistic model for predicting worn tool cutting
forces, Machining Science and Technology, 5, 23-42.
[10] Lal G (1996) Introduction to machining science, New Age International.
[11] Singh D, Rao PV(2007) A surface roughness prediction model for hard turning process, The
International Journal of Advanced Manufacturing Technology, 32, 1115-1124.
[12]Aouici H, Yallese MA, Chaoui K, Mabrouki T, Rigal J-F(2012) Analysis of surface roughness and
cutting force components in hard turning with CBN tool: Prediction model and cutting conditions
optimization, Measurement, 45, 344-353.
[13] Özel T, Karpat Y, Figueira L, Davim JP(2007) Modelling of surface finish and tool flank wear in
turning of AISI D2 steel with ceramic wiper inserts, Journal of materials processing technology, 189, 192-
198.
[14] Thamizhmanii S, Saparudin S, Hasan S(2007) Analyses of surface roughness by turning process using
Taguchi method, Journal of Achievements in Materials and Manufacturing Engineering, 20, 503-506.
[15] Mehrban M, Naderi D, Panahizadeh V, Naeini HM(2008) Modelling of tool life in turning process using
experimental method, International journal of material forming, 1, 559-562.
[16] Suresh R, Basavarajappa S, Samuel G(2012) Some studies on hard turning of AISI 4340 steel using
multilayer coated carbide tool, Measurement, 45, 1872-1884.

Ch. 5 Model Development of Three Dimensional Forces and Surface Roughness for Hard Turning
82
[17] Lima J, Avila R, Abrao A, Faustino M, Davim JP (2005) Hard turning: AISI 4340 high strength low
alloy steel and AISI D2 cold work tool steel, Journal of Materials Processing Technology, 169, 388-395.
[18] Davim JP, Figueira L(2007) Machinability evaluation in hard turning of cold work tool steel (D2) with
ceramic tools using statistical techniques, Materials & design, 28, 1186-1191.
[19]Poulachon G, Bandyopadhyay B, Jawahir I, Pheulpin S, Seguin E(2004) Wear behavior of CBN tools
while turning various hardened steels, Wear, 256, 302-310.
[20] Asiltürk I, Çunkaş M(2011) Modeling and prediction of surface roughness in turning operations using
artificial neural network and multiple regression method, Expert Systems with Applications, 38, 5826-5832.
[21] Özel T, KarpatY(2005) Predictive modeling of surface roughness and tool wear in hard turning using
regression and neural networks, International Journal of Machine Tools and Manufacture, 45, 467-479.
[22] Fang XD, Safi-Jahanshahi H (1997) A new algorithm for developing a reference-based model for
predicting surface roughness in finish machining of steels, International Journal of Production Research,
35(1), 179-99.

Conclusions
83
CHAPTER – 6
Conclusions and Future Scope
6.1 Conclusions
This research comprises the empirical modeling of three dimensional forces and analysis of
effect of cutting speed (v), feed (f) and nose radius (r) on cutting force (Fc), radial force
(Fr) and axial force (Fa). Also, experimental values of surface roughness (Ra) obtained
based on various cutting conditions and tool nose radius (r) are used for development of
empirical model of surface roughness (Ra) of in the hard turning of AISI D2 steel using
CBN tools. From analysis and modeling of cutting tool forces and surface roughness (Ra),
following conclusions are drawn:
CUTTING FORCES:
Cutting forces decrease with increment of cutting speed (v). Influence of variation of
nose radius (r) on tool performance is clearly observed. When tool nose radius (r)
increases from 0.4 mm to 1.2 mm, cutting forces in axial, radial and cutting directions
are increased. Also cutting forces increases with increase of feed (f).
Empirical method is used to develop relationship between three dimensional cutting
forces and variable cutting conditions of hard turning. Complex oblique cutting process
is evaluated as simplified linear model which shows functional relationship of cutting
force (Fc), radial force (Fr), axial force (Fa) with variable cutting speed (v), feed (f) and
tool nose radius (r) in the hard turning of AISI D2 steel with CBN tools. So, it is useful
to identify input variable which affects cutting forces significantly.
Developed empirical model shows the functional relationship of feed (f), cutting speed
(v), nose radius (r) and cutting forces (Fc, Fr and Fa) as per following equation;
90.74 623.29 76.42 0.50
64.48 573.80 72.21 0.38
47.91 304.43 37.97 0.25
c
r
a
F f r v
F f r v
F f r v

Ch.6 Conclusions and Future Scope
84
Empirical model for progressive flank wear is developed to inculcate the effect of flank
wear on cutting forces. Based on the validation it was observed that, cutting forces can
be predicted more accurately by considering flank wear.
Error between predicted and measured values is found to be in the range of -0.7 to -9.5
percent, 0.57 to 2.36 percent and 2.24 to 6.40 percent for total cutting force (Fct), radial
force (Frt) and axial force (Fat), respectively. This shows effectiveness of developed
empirical models for prediction of cutting forces.
This research includes performance of hard turning in terms of cutting forces, variable
cutting parameters and different tool nose radius (0.4, 0.8 and 1.2 mm). Here, three
dimensional cutting forces are formulated to develop model which is useful to
industries (like Sandvik, Kyocera, American carbide tool company etc.) related to
manufacture of different CBN tools for hard turning for designing of CBN tools based
on variable nose radius. Also, it can be extended by adding some variables as per
specific requirement of industry in the developed model.
SURFACE ROUGHNESS:
Linear and exponential empirical relationship is found between the input variables
(cutting speed (v), feed (f), nose radius (r)) and surface roughness (Ra) of AISI D2 steel
during hard turning.
Surface roughness (Ra) decreases with reduction in feed (f) from 0.2 mm/rev to 0.04
mm/rev; whereas, surface roughness (Ra) decreases with increase in cutting speed (v)
from 80 m/min to 152 m/min. When tool nose radius (r) increases from 0.4 mm to 1.2
mm, surface roughness (Ra) is found to be decreasing. Lower surface roughness (Ra)
(0.504 µm) of machined part is achieved at lower feed (f), high cutting speed (v) and
large nose radius (r).
Developed empirical model shows the functional relationship of feed (f), cutting speed
(v), nose radius (r) and surface roughness (Ra) as per following equation;
ln 4.08 0.73ln 0.32ln 0.39lnavfrR v f r
Validation of developed model is performed using different sets of experiment and
found to be in reasonable agreement with experimental results of surface roughness
(Ra) with error variation of about –6.35 percent to 0.77 percent.
Overall, complete analysis of cutting forces and surface roughness (Ra) of machined AISI
D2 steel based on different cutting conditions along with tool geometries can be obtained.

Future Scope
85
Complex oblique cutting phenomenon is simplified in the modeling and various constants
used in models can be easily evaluated using MATLAB programming. Also, models of
cutting forces and surface roughness (Ra) are conceptually evaluated for effective
prediction of cutting forces and surface roughness (Ra) at different cutting conditions.
6.2 Future Scope
Turning length of hardened workpiece affects the performance of machining. if
length of round bar increase, it increases the overhung problem hence increases the
vibration of workpiece. In addition, there is always some effect of vibration of tool
that is presented during hard turning. So, Model of cutting forces and surface
roughness that is developed in this research can be extended by including the effect
of stated noise factors.
Effect of various hardness of material on surface finish and cutting forces can be
analyzed in hard turning. Also, variation of hardness of workpiece can be added in
developed modeling of surface roughness and cutting forces.

Appendices
86
APPENDICES
Appendix – A: Calculation of Percentage Contribution of Variable
Cutting and Geometry Parameters on Cutting Forces
Calculation of percentage contribution of individual cutting parameters; nose radius,
cutting speed and cutting feed on cutting forces is described as follows:
Total number of runs, n = 27
Total degree of freedom, ft = n-1 = 26
Three factors and their levels;
Nose radius (r): r1 = 0.4 mm, r2 = 0.8 mm, r3 = 1.2 mm
Cutting speed (v): v1 = 80 m/min, v2 = 116 m/min, v3 = 152 m/min
Feed (f): f1 = 0.04 mm/rev, f2 = 0.12 mm/rev, f3 = 0.2 mm/rev
Procedure to evaluate percentage contribution on cutting force component:
2( )( )
27
Sumof cutting forceCorrection factor CF
(A.1)
Total sum of Squares (or corrected SS)(TSS) = (Fc12+Fc2
2+……..+Fc27
2) – CF (A.2)
Sum of cutting forces developed due to nose radius, cutting speed, and feed
attributes to its individual level can be calculated as per following method;
Fcr1 = Sum of cutting force developed using nose radius r1 = 0.4 mm.
Fcr2 = Sum of cutting force developed using nose radius r2 = 0.8 mm.
Fcr3 = Sum of cutting force developed using nose radius r3 = 1.2 mm.
Fcv1 = Sum of cutting force developed using cutting speed v1 = 80 m/min.
Fcv2 = Sum of cutting force developed using cutting speed v2 = 116 m/min.
Fcv3 = Sum of cutting force developed using cutting speed v3 = 152 m/min.
Fcf1 = Sum of cutting force developed using feed f1 = 0.04 mm/rev.
Fcf2 = Sum of cutting force developed using feed f2 = 0.12 mm/rev.
Fcf3 = Sum of cutting force developed using feed f3 = 0.2 mm/rev.
Likewise, sum of radial and axial force can be evaluated based on above methods.
Factor sum of squares;
Sr =Fcr12 / Nr1 + Fcr2
2 / Nr2 + Fcr33/ Nr3 – CF (A.3)

Calculation of Percentage Contribution of Variable Cutting and Geometry Parameters on Cutting Forces
87
Sv = Fcv12 / Nv1 + Fcv2
2 / Nv2 + Fcv32 / Nv3 – CF (A.4)
Sf = Fcf12 / Nf1 + Fcf2
2 / Nf2 + Fcf32 / Nf3 – CF (A.5)
Error Se = TSS – (Sr+ Sv + Sf) (A.6)
Percentage of error (Se) = Se*100 / TSS (A.7)
Percentage contribution of each factor can be evaluated as per (A.8), (A.9) and (A.10).
% contribution of nose radius (Pr)= Sr X 100 / TSS (A.8)
% contribution of cutting speed (Pv)= Sv X 100 / TSS (A.9)
% contribution of feed (Pf)= Sf X 100 / TSS (A.10)

Appendices
88
Appendix – B: Calculation of Percentage Contribution of Variable
Cutting and Geometry Parameters on Surface Roughness
Calculation of percentage contribution of individual cutting parameters; nose radius,
cutting speed and cutting feed on surface roughness is described as follows:
Total number of runs, n = 27
Total degree of freedom, ft = n-1 = 26
Three factors and their levels;
Nose radius (r): r1 = 0.4 mm, r2 = 0.8 mm, r3 = 1.2 mm
Cutting speed (v): v1 = 80 m/min, v2 = 116 m/min, v3 = 152 m/min
Feed (f): f1 = 0.04 mm/rev, f2 = 0.12 mm/rev, f3 = 0.2 mm/rev
Procedure to evaluate percentage contribution on surface roughness:
2( )( )
27
aSumof RCorrection factor CF
(B.1)
Total sum of Squares (or corrected SS)(TSS) = (Ra12+Ra2
2+……..+Ra27
2) – CF (B.2)
Sum of surface roughness developed due to nose radius, cutting speed, and feed
attributes to its individual level can be calculated as per following method;
Ra r1 = Sum of surface roughness developed using nose radius r1 = 0.4 mm.
Ra r2 = Sum of surface roughness developed using nose radius r2 = 0.8 mm.
Ra r3 = Sum of surface roughness developed using nose radius r3 = 1.2 mm.
Ra v1 = Sum of surface roughness developed using cutting speed v1 = 80 m/min.
Ra v2 = Sum of surface roughness developed using cutting speed v2 = 116 m/min.
Ra v3 = Sum of surface roughness developed using cutting speed v3 = 152 m/min.
Ra f1 = Sum of surface roughness developed using feed f1 = 0.04 mm/rev.
Ra f2 = Sum of surface roughness developed using feed f2 = 0.12 mm/rev.
Ra f3 = Sum of surface roughness developed using feed f3 = 0.2 mm/rev.
Factor sum of squares;
Sr =Ra r12 / Nr1 + Ra r2
2 / Nr2 + Ra r33/ Nr3 – CF (B.3)
Sv = Ra v12 / Nv1 + Ra v2
2 / Nv2 + Ra v32 / Nv3 – CF (B. 4)
Sf = Ra f12 / Nf1 + Ra f2
2 / Nf2 + Ra f32 / Nf3 – CF (B.5)

Calculation of Percentage Contribution of Variable Cutting and Geometry Parameters on Surface Roughness
89
Error Se = TSS – (Sr+ Sv + Sf) (B.6)
Percentage of error (Se) = Se*100 / TSS (B.7)
Percentage contribution of each factor on surface roughness can be evaluated as per
(B.8), (B.9) and (B.10).
% contribution of nose radius (Pr)= Sr X 100 / TSS (B.8)
% contribution of cutting speed (Pv)= Sv X 100 / TSS (B.9)
% contribution of feed (Pf)= Sf X 100 / TSS (B.10)

List of Publications
90
List of Publications
1. Patel VD, Gandhi AH (2017) Analytical and Empirical Modeling of Wear and Forces of
CBN Tool in Hard Turning-A Review, Journal of The Institution of Engineers (India):
Series C, 98(4), pp.507-513.
2. Patel VD, Patel AR, Gandhi AH (2014) Analysis and prediction of tool wear, machined
surface roughness in Hard turning, International Journal for Scientific Research &
Development; Vol. 2, Issue 02, 2014, ISSN: 2321-0613
3. Patel V D, Patel AR, Gandhi AH (2014), Analysis and Prediction of Tool wear,
Machined Surface Roughness and Force Components in Hard Turning – A Review, 2nd
National Conference on Thermal Fluid and Manufacturing science (TFMS -2014) (ISBN:
978-81-927693-3-2).