
04 InTech-Designing_distributed_component_based_systems_for_industrial_robotic_applications.pdf

H2 January 2008 InTech Special Section Sponsored by Honeywell
Ivan Ward knowshe has a prob-lem to solve. His
company, Conoco-Phillips, keeps addingonto his facility inFarmington, N.M.The problem, as he
sees it, is cabling is becoming way toounwieldy—not to mention costly.
That is why his company is now“looking into” wireless.
Ward is not the only one in this situa-tion because the industrial wireless mar-ket is still in its infancy and just startingto grow.
While every company in the industryhas its own forecast, most seem tobelieve the industrial wireless marketwill soar over the next few years, withsome estimates hitting $1.5 billion to$3.3 billion by 2010. That is a huge leapfrom just two years ago, in 2005, when
the industrial wireless market reached$325 million. Let’s face it, wireless tech-nology has been on the scene for yearsand years (dating back to the 1890s whenGuglielmo Marconi began experiment-ing with radio waves), but the giants arenow up and running and ready to go.
Market growth potential is all fineand good, and exciting fodder for thosethat watch the industry. However, forend users, it all comes down to findinga reason to deploy the technology.
There is an old saying in the industrythat goes: You can’t control what youcan’t measure. Wireless technology isnow allowing for limitless levels ofmeasurement. End users can put inmore monitoring points at a fraction ofthe cost of wired sensors. For manufac-turers, this will open doors for more pre-dictive maintenance and stronger assetmanagement. Just think about beingable to monitor corrosion in a far awayfacility or pipeline. Or consistently mon-itoring the condition of a process to
ensure productive uptime. How aboutknowing where your workers are at alltimes to ensure safety?
The InTech Automation Outlook 2008survey had 23% of respondents sayingwireless is going to be the biggest tech-nology challenge for the coming year.
Wireless will be big next year, agreedPeter Baker, product manager at NBT inMaple Grove, Minn. “There is such a has-sle in running cable. Wireless is moremobile. With wire you are stuck, andthere is a big expense to move thingsaround.”
“The technology I love is wireless,”said Marty Martin, senior automationengineer at Amgen in West Greenwich,R.I. “Once you have it in the plant, youcan just use it from point to point.”
“Wireless will become more of anissue as the technology progresses,”said Carl Thompson, senior supervis-ing engineer at P.B. Americas Inc.
Wireless comes in all shapes andsizes.
“The beauty of wireless right now, inthis case wireless satellite, when apower plant in China is having a prob-lem they can send their control parame-ters over to us,” said Ram Balak, princi-pal engineer for instruments and con-trol systems for WorleyParsons inMonrovia, Calif. “We can use the param-eters in our simulation center to helpimprove their process control.” Beforeyou know it, the plant is back running atpeak efficiency in days if not hours.
Right now users focus their wirelesstechnology on monitoring a system,but down the road, why not use it forreal-time control.
“Right now it is used for monitoringtechnology, but as the technologybecomes more deterministic, it will beused more for critical control,” he said.“We are at the beginning of an increasein usage.”
Talk to me: [email protected] or (919) 990-9275.
Table of Contents
H2 Wireless: At ‘beginning of anincrease in usage’
H3 Test Drive Wireless
H3 Putting Wireless Into Action:Notes from the Field
H4 Ready for Wireless? Top TenConsiderations When Selectinga Wireless Solution
H5 Where No Wire Has GoneBefore: Extending the ControlNetwork to Remote Enclosures
H6–7 ARC Special Report:Honeywell’s OneWireless
H8–9 The OneWireless Plant
H10 Wireless Technologies MonitorMachine Conditions
H10 Wireless at Sea: Solution HelpsEnergy Company ProtectEmployees and Operate at FullCapacity
H11 Using Mobile Devices to StayAhead of Plant Incidents
H11 Setting the Standard forWireless: End-Users Are DrivingISA100
H12 Examining a Universal WirelessNetwork – Many Protocols; OneNetwork
H12 Using Physical Location toBecome a Smart Facility
H13 Ensure It’s Secure: ValidatedSecurity Protects Your WirelessNetwork
H14 An Extra Set of Eyes: ApplyingWireless Technology in a TankFarm Environment
H15 Why do I need an RFEngineering Assessment?
WWiirreelleessss:: AAtt ‘‘bbeeggiinnnniinngg ooff aanniinnccrreeaassee iinn uussaaggee’’
“When a power plant in China is having a problem they can send their controlparameters over to us. We can use the parameters in our simulation center tohelp improve their process control.”
—Ram Balak, Principle Engineer
January 2008 InTech Special Section Sponsored by Honeywell H3
As an Engineering Procurement Con-tractor Project Manager, I haverecommended wireless networks
for years, yet it has been difficult for peo-ple to understand the reliability of wire-less. Many people I speak with don’tunderstand that wireless technology isnow developed and is a “real” technology.
Earlier industrial wireless technologieswere more problematic in terms of tem-perature and humidity, but the technologyhas matured, offering significant opportu-nities to solve manufacturing challenges.
I’ve worked on many projects—frommilitary airplanes, to SCADA systems formonitoring and control—and once weprove the value of the system, people will
Industrial manufacturers can take a test drive on the road towireless. With a starter kit, companies are proving the easeand value of wireless without an extreme investment .
Still more end users are using starter kits to take temporarymeasurements in areas where they need to validate a process.The starter kit serves as a mobile measurement tool which canmove to parts of the plant where short term data is needed, suchas monitoring vibration or flare temperatures and transferringdata from existing wired instrumentation not visible in the DCS.
In one case, a Canadian pulp and paper company saw thepotential for a mesh network supporting multiple applications.In the past, the inability to measure internal lime kiln tempera-tures in a timely manner led to quality problems. In fact, prod-uct was run through the kiln before discovering it was processedat the wrong temperature, resulting in scrapped inventory.
The company started its wireless initiative by connecting aHoneywell wireless starter kit to its lime kiln for temperaturemonitoring. With this real-time measurement, product qualityand throughput improved. With the success of this initial applica-tion, the company decided to expand its use of wireless technol-ogy to include the Honeywell Instant Location Solution for emer-gency mustering.
Corporate research centers are finding wireless starter kitshelpful for understanding wireless technology before it’s rolledout corporate-wide. A North American refinery materials integri-ty group tested wireless technology to monitor plant-wide corro-sion. The plant learned it can continue to add sensors based oncritical need rather than the convenience of wire placement.Since corrosion can be a localized phenomenon, the ability tomonitor more locations provides greater accuracy, and with the
network in place the group can add wireless worker applications.A starter kit is the perfect solution to test drive:
• Leak Detection and Repair Monitoring• Inventory Management• Corrosion Monitoring• Safety Showers Monitoring• Pressure Monitoring• Mustering and Safety Procedures• Mobile Operators and Field Personnel • Rotating Equipment Monitoring• Remote Sensing and Monitoring• Plant Cooling Water Monitoring• Tank Level Monitoring• Vibration Monitoring• Wireless Video• Pipeline Pressure Monitoring
To stay updated on how companies are using wireless tech-nology, visit www.honeywell.com/ps/InTech. ■
jump on the bandwagon. For example,while most end users are consideringwireless monitoring systems, I see con-trol applications on the horizon.
To be successful with wireless imple-mentation, you must realize that eachwireless network installation is unique.They’re custom, and we must think aboutwhat the end user needs and how to tai-lor the technology accordingly.
A recent example highlights the use ofwireless technologies for monitoringremote locations. A Texas refinery isinstalling a wireless network to measurewater quality in its cooling towers. Thesetowers are spread over several hundredacres, many in areas where no cablingcurrently exists.
This company needed better data formanaging the tower water quality andwill be integrating conductivity, pH, ORP,and corrosion data into the control room
system. Water conditions affect all boil-ers, heat exchangers and if corrosion ishigh, equipment life is negatively affect-ed. Improving the control of these sys-tems will extend the life of their assets.
Plant management realized wirelessoffered a more economical solution togathering essential data. They had severalconcerns about ensuring uptime—includ-ing security and interference. SinceHoneywell’s encrypted solution is basedon military grade technology, it easilyanswered the security concerns. We alsotrusted Honeywell’s T1 technology andspread spectrum solution.
Honeywell created a site survey assess-ment that provided us with a clear path forestablishing a reliable and scalable network.And, with that assessment, managementagreed that this was an appropriate projectfor a wireless solution. We expect the solu-tion to be fully implemented by mid 2008. ■
Wireless Around The World
Honeywell started shipping wireless solutions in 2003. Now with over 500 installations, this map shows just some of those sites benefiting from improved safety, reliability and efficiency. Asia Pacific customers started installing wireless solutions in 2007 with Honeywell’s global 2.4 Ghz offerings.
Test Drive Wireless
Putting Wireless Into Action: Notes from the FieldBy Stephen CarperENglobal Project Manager
H4 January 2008 InTech Special Section Sponsored by Honeywell
The benefits offered by wirelesstechnologies go well beyond thecost savings created by eliminat-
ing wires. When used as a strategic invest-ment, wireless can improve overall plantsafety and reliability and increase opera-tional efficiencies.
Before implementing wireless solutions,manufacturers should consider many fac-tors to determine which technology willbest meet their needs today and in thefuture. A company must take a researched,strategic approach that considers every-thing from functionality and speed to scala-bility. Following is a check list of critical fac-tors companies should consider beforeinstalling wireless solutions:
1. Single versus multi-purpose net-work: Single-purpose networks mayappear to be the most cost-effectiveapproach. However, there are very fewplants that have only a single use forwireless technology. A multi-purpose net-work (i.e., one that supports multipletypes of applications for multiple depart-
Top 10 considerations when selecting a wireless solution
ments) will be a more efficient and effec-tive solution for the long-term.
2. Network compatibility: Will fieldworkers need access to the data or inter-face with servers? Will standards-basedfield instruments be used? What aboutEthernet? Any system selected shouldsupport Wi-Fi, wired Ethernet, and have amigration path to the ISA100 standard.
3. Reliability and availability: Howreliable is the network? Can your plantafford to lose, for example, 10% of thedata transmissions? Is it important thedata is available within the scheduledupdate time, or is data timeliness notimportant? Different applications havedifferent requirements, so to ensurefuture flexibility, look for a system thatcan provide 99%+ data reliability insidethe update rate availability window.
4. Speed of information transfer:Certain applications may require fast trans-missions, while others will tolerate slowertransfers to conserve battery life. A high-speed backbone is needed for data-richapplications like video, mobile workers andEthernet backhaul. A network that accom-modates multiple speeds over the samenetwork at the same time will match specif-ic applications to speed requirements.
5. Alert or alarm frequency: Manysensor networks report information on aperiodic basis, such as every five min-utes. However, many applications need toquickly transmit an alert or alarm when a specific threshold is exceeded.Additionally, for slower operating rates,operators may require a reading before ascheduled update. As such, a systemshould allow you to choose regular andon-demand updates.
6. Power management: When select-ing battery-powered wireless products,determine the required reporting rateand then ask for the battery lifetime atthat rate. Most plants use a five-secondupdate rate as a good baseline.
7. Control application require-ments: While operators may not be readyfor wireless control today, open-loop con-trol for non-critical assets should be con-sidered. It is easier to use a control-readysystem for monitoring than it is toupgrade a monitoring-only system in thefuture.
8. Maintenance predictability: Theexpense of swapping batteries couldnegate the cost savings from eliminatingwiring. Determine the length of time thedevices should be self-powered. Mostusers expect a battery lifetime of three-five years. Consider whether a system willconsume battery power at a deterministicrate or a more unpredictable rate.
9. Scalability: Find a network thatcan accommodate the number of devicesneeded today, and that will expand as thebusiness grows. Select a network thatoffers scalability, as some device signalswill degrade as the number of devicesadded to the network increases.
10. Application interfaces: To pro-tect the wireless technology investment,wireless networks must support today’sapplications as well as future protocols.The network should easily interface withlegacy applications and ensure supportfor the entire operation – not just a singledepartment.
The decision to implement wirelesstechnology can provide significant bene-fits beyond reduced costs. With a strate-gic, well-designed approach, companiescan improve overall safety, efficiency andreliability, optimizing the entire plant. ■
The decision to implement wireless technolo-gy in an industrial facility is a strategic one,enabling an infrastructure that improves plantsafety and efficiency. Consider these strategicfeatures:❑ Multi-functional mesh – Standardize on a
single network with end-to-end security sup-porting both sensors and 802.11 Wi-Fi appli-cations for simple network management.
❑ Open – Provide choices based on existing802.11 standards for cost-effective solu-tions and an upgrade path to ISA100.
❑ Reliability and availability – Optimize per-formance by sharing the airwaves and prior-itizing messages to critical information isreceived first. Look for a system that is notonly reliable but has latency controls to makethe data available before the next update.
❑ Multi-speed monitoring – Support differentupdate rates simultaneously based on theapplication. Choose a high-speed backboneto manage traffic aggregation and high
bandwidth applications.❑ Measurement-based alarming – Receive
alarms immediately when thresholds areexceeded with no waiting for the nextscheduled update.
❑ Smart power management – Balance bat-tery life and reporting rates with a long battery life at five seconds or faster report-ing rate.
❑ Control ready – Prepare for safe wirelesscontrol with a robust architecture includinglatency control and redundancy.
❑ Maintenance predictability – Reduce main-tenance costs with predictable battery con-sumption.
❑ Scalable – Customize to your current andfuture business needs, from a single sensorto a plant-wide network.
❑ Multi-protocol and application support –Allow connection to any plant system andinherently support transport of existing pro-tocols and legacy applications.
RReeaaddyy ffoorr WWiirreelleessss??
By Jeff BeckerHoneywell Process Solutions
WIRELESS STRATEGIES
January 2008 InTech Special Section Sponsored by Honeywell H5
Refineries often have multiple re-mote control locations or separatecontrol rooms throughout the
plant. Many operate as islands with littleconnectivity between them. But, as morecompanies seek to consolidate their con-trol rooms, they are realizing the impor-tance of automating remote locations andconsolidating data into a centralized area.A refining facility in the western UnitedStates is facing such an issue.
Strategically consolidating its controlrooms, the company is automating partsof the plant that once relied on manualintervention. The facility currently hasmultiple flow stations throughout theplant with valves that are still manuallymanaged. Sending an employee to movethe valves reduces productivity and intro-duces variability.
As the process is automated, they planto establish multiple remote instrumentenclosures (RIE) to service these flow sta-tions. And, the flow stations will have dataconnectivity back to the control room,approximately half a mile away, to inte-grate into the blending and movementautomation system.
The unmanned RIEs will host redun-dant Honeywell Experion C300 controllerswith the goal of connecting 1,600 to 2,000total devices, including motor-operatedvalves and Foundation Fieldbus transmit-ters for automating the blending andmovement.
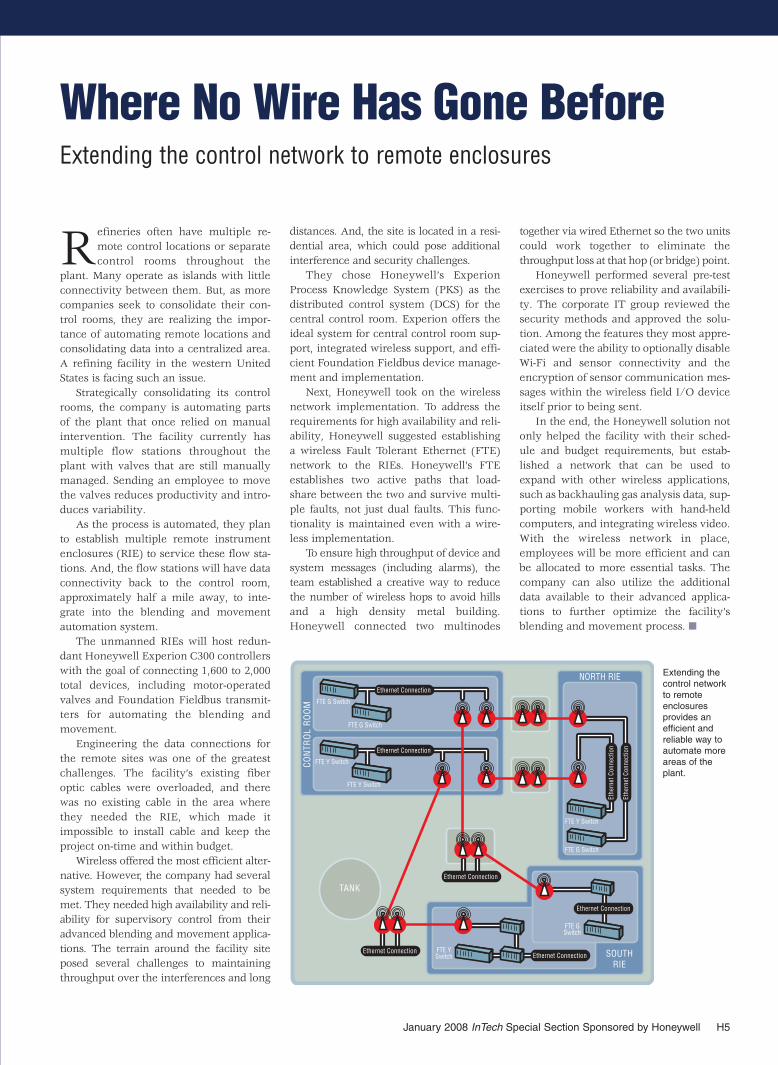
Engineering the data connections forthe remote sites was one of the greatestchallenges. The facility’s existing fiberoptic cables were overloaded, and therewas no existing cable in the area wherethey needed the RIE, which made itimpossible to install cable and keep theproject on-time and within budget.
Wireless offered the most efficient alter-native. However, the company had severalsystem requirements that needed to bemet. They needed high availability and reli-ability for supervisory control from theiradvanced blending and movement applica-tions. The terrain around the facility siteposed several challenges to maintainingthroughput over the interferences and long
distances. And, the site is located in a resi-dential area, which could pose additionalinterference and security challenges.
They chose Honeywell’s ExperionProcess Knowledge System (PKS) as thedistributed control system (DCS) for thecentral control room. Experion offers theideal system for central control room sup-port, integrated wireless support, and effi-cient Foundation Fieldbus device manage-ment and implementation.
Next, Honeywell took on the wirelessnetwork implementation. To address therequirements for high availability and reli-ability, Honeywell suggested establishinga wireless Fault Tolerant Ethernet (FTE)network to the RIEs. Honeywell’s FTEestablishes two active paths that load-share between the two and survive multi-ple faults, not just dual faults. This func-tionality is maintained even with a wire-less implementation.
To ensure high throughput of device andsystem messages (including alarms), theteam established a creative way to reducethe number of wireless hops to avoid hillsand a high density metal building.Honeywell connected two multinodes
together via wired Ethernet so the two unitscould work together to eliminate thethroughput loss at that hop (or bridge) point.
Honeywell performed several pre-testexercises to prove reliability and availabili-ty. The corporate IT group reviewed thesecurity methods and approved the solu-tion. Among the features they most appre-ciated were the ability to optionally disableWi-Fi and sensor connectivity and theencryption of sensor communication mes-sages within the wireless field I/O deviceitself prior to being sent.
In the end, the Honeywell solution notonly helped the facility with their sched-ule and budget requirements, but estab-lished a network that can be used toexpand with other wireless applications,such as backhauling gas analysis data, sup-porting mobile workers with hand-heldcomputers, and integrating wireless video.With the wireless network in place,employees will be more efficient and canbe allocated to more essential tasks. Thecompany can also utilize the additionaldata available to their advanced applica-tions to further optimize the facility’sblending and movement process. ■
Where No Wire Has Gone BeforeExtending the control network to remote enclosures
CON
TRO
L R
OO
M
NORTH RIE
SOUTHRIE
TANK
Ethernet Connection
Ethernet Connection
Ethernet Connection
Ethernet Connection
Ethernet Connection
Ethernet Connection
Ethe
rnet
Con
nect
ion
Ethe
rnet
Con
nect
ion
FTE G Switch
FTE G Switch
FTE Y Switch
FTE GSwitch
FTE YSwitch
FTE G Switch
FTE Y Switch
FTE Y Switch
Extending thecontrol networkto remoteenclosures provides an efficient andreliable way toautomate moreareas of theplant.
By Harry ForbesARC Advisory Group
The following is an excerpt from an ARC AdvisoryGroup whitepaper. Download the entire documentat www.honeywell.com/ps/InTech.
Nucor Steel’s operation inTuscaloosa, Ala., produces a widerange of carbon, HSLA, and pres-
sure vessel steels. The company operatestwo furnaces with a capacity of 150 tonseach. Their scrap melting furnace con-sumes 110MW of electricity, and melt rateis further increased by supplemental fir-ing of natural gas within the furnace.
Keeping instrumentation functional inthis environment has been an ongoingchallenge, and the lack of adequate meas-urements can limit the unit’s ability toproduce. Especially critical is the ability tomeasure temperature at various points onthe outside shell of the furnace. Thesemeasurements indicate blowback to theside of the furnace and are needed to pre-vent furnace damage. Without this real-time measurement, the furnace’s internalheat release must be reduced, causing lostproduction. A full suite of wired instru-mentation was designed and installed onthe original furnace, but the operatingconditions are such that these measure-ments were never reliable.
Instrumentation on the furnace shell issubject to intense heat, mechanical impactfrom steel scrap that falls outside the fur-nace, as well as occasional open flame.The instruments are protected in cooledenclosures surrounded by ceramic fiberblankets. But conduits from wired instru-ments are inevitably a weak point in thesystem. Protecting the conduit runs andwiring is simply impossible. In a veryshort time the measurements fail. Cableand conduit needs to be replaced, whichcannot be done during normal production.
Wanting to solve this problem, Nucorinstalled Honeywell’s XYR 5000 wireless
transmitters. Nucor surveyed the area bymoving a transmitter around to find loca-tions where wireless communicationfailed. They had trouble finding one.Eventually they found a spot where com-munication stopped, but it was outside thebuilding, inside a silo, and behind a steelbeam. Within the critical furnace area,wireless communication was not a prob-lem, despite the interference from metalcomponents and over 100,000 amperes ofelectric current applied to the furnace.
Installing wireless temperature trans-mitters has improved measurement relia-bility. Maintainability is also enhanced.The company can replace any failedmeasurement in a few minutes, com-pared with hours for trouble-shooting andrepair of wired systems.
The wireless installation was so suc-cessful Nucor later agreed to a field trial ofHoneywell’s OneWireless mesh networkand XYR 6000 transmitters. The new meshnetwork covers the entire furnace area ofthe mill and enables a number of otherprocess and operating improvements.
Because this is a multi-use infrastruc-ture, it supports automation and enter-prise applications, such as mobile com-puters that host the plant’s operator HMIanywhere in the melting operation. Thiscapability speeds up maintenance opera-tions and reduces interruptions of controlroom operators to support maintenanceteams. Nucor reports they “don’t use theportables on a 24/7 basis, but when weneed them they are indispensable.” Nucormaintenance crews now have access tothe company’s maintenance managementsystem through these mobile PCs.
The addition of a wireless infrastruc-ture has also opened the door to otherimprovements at Nucor. With the networkin place, new measurements can beinstalled without cable, conduit, or hard-wired I/O, reducing both cost and time toinstall. Nucor reports “the difference in thewiring, conduit, PLC I/O, and time isunbelievable.” The company reports they
are “always working on their biggest hitprojects” in terms of return on investment.The new infrastructure enables Nucor tobe extremely flexible, since they now cansimply add measurements anywherethere is coverage.
In the immediate future, Nucor is test-ing the Honeywell Instant LocationSystem to track when vehicles carryingmolten slag enter areas normally occu-pied by personnel. This can improve bothoperational efficiency and safety, again byutilizing their new network to serve otherapplications.
Nucor’s experience illustrates twoimportant trends in the emerging marketfor wireless systems in manufacturing.First is the value of wireless measurementand the way they can serve more reliablyin applications where wiring brings addedcost and high maintenance and unreliabili-ty. The second trend is the valuable “net-work effect” of a wireless network infra-structure. Nucor’s single new network sup-ports many types of applications fromclosed-loop measurement, automation,and HMI, to enterprise asset management.
ARC Advisory Group Special Report:
Honeywell’s OneWirelessA Platform for Wireless Process Management
Wiring is a chronic weak point close to a harshsteel furnace.
H6 January 2008 InTech Special Section Sponsored by Honeywell

January 2008 InTech Special Section Sponsored by Honeywell H7
This wide range of applications allowsNucor the freedom to expand any of theseapplications as needed. While such net-works are still uncommon in process man-ufacturing, the value of the flexibility, newapplications, and the capital savings arenow being recognized by many manufac-turers who are eager to build such unifiedwireless networks, but recognize theiroperation will inevitably become missioncritical almost immediately.
What is OneWireless?OneWireless is the brand HoneywellProcess Solutions uses to encompass itsentire wireless portfolio. There is a seriousreason behind the use of the word “One.”It reflects Honeywell’s understanding ofwhat its customers want from their futureplant architecture. Honeywell hasresearched these “voice of the customer”demands through its extensive and inti-mate customer contacts, which includes500 wireless site users, as well as throughexternal sources such as ARC AdvisoryGroup. Honeywell received a message thatprocess manufacturers envisioned a wire-less network as a single “wireless cloud”with critical requirements from an archi-tectural standpoint. This wasn’t just anyold cloud.
The requirement for a single infrastruc-ture is at the center of Honeywell’sresponse. The concept is to provide anultra-secure and ultra-reliable networkinfrastructure that supports all types ofapplications, including closed loop control.In Honeywell’s view, the wireless networkneeds to be able to support future applica-tions as a normal service. Honeywelldesigned the network so end users caninstall a high performance network formonitoring applications with the flexibilityto move to more critical applications if andwhen they are ready. It is easier to take acontrol-ready network and make it do justmonitoring than it is to take a monitoringnetwork and make it do control.
There is one single network, but it hasmultiple characteristics and will be usedfor multiple tasks. These include back-haul of sensor information, closed-loopcontrol, information, HMI, video, com-munication, and enterprise applications.These services will require multiple wire-less technologies, which customersexpect the network to be able to support.It also supports different classes of serv-ice so it can be used for a variety ofautomation tasks with different dynam-ics, such as flexible reporting rates. It cansupport multiple protocols, including the
polyglot of existing industrial communi-cations, so existing investment does nothave to be discarded. Customers want thenetwork to be “open” so it can supportexisting applications and standardTCP/IP communications.
Customers also need “one throat tochoke.” Process manufacturing customersare unwilling to act as system or platformintegrators so they look to suppliers suchas Honeywell to perform this function.This includes not just providing equip-ment and support services, but also man-aging the platform over the long term sorapidly developing new technologies andapplications can be quickly and inexpen-sively added. They also look to their sup-plier to manage the embedded technolo-gy, so their systems remain up to dateand skirt around technological dead endswithout causing undue discomfort.Automation suppliers will have toembrace the role of technology and plat-form integrators, but that is an area ofHoneywell experience and one the com-pany readily accepts.
Why OneWireless?Honeywell said first what has nowbecome a cliché, that the advent of wire-less networking represents an “inflectionpoint” in the development of automation.It is a case of a critically important andpotentially valuable technology—yet atechnology that is also rapidly developingand changing. How can the potentialvalue be realized by process manufactur-ers who measure their asset lifetime indecades, not months or years?
Technology has advanced sinceHoneywell introduced the DCS in the1970s, but what is the same about today’ssituation is Honeywell’s conception of itsrole with respect to customers. Honeywellinsists real-time automation and processmanagement is its central mission andviews new technology as a means to thatend. Technologies and the scope ofautomation systems have expanded, butHoneywell still views itself as the firm thatdevelops and supports integrated automa-tion solutions, regardless of the technologyemployed.
This means Honeywell’s core businessremains creating products that serveprocess management applications anddelivering them to process manufacturers.The wireless “inflection point” will notchange that strategy at all. Honeywell isassuming the platform integration roleand betting its reputation that it can deliv-er the “universal, simple and efficient”
wireless systems that its customers saythey need.
OneWireless Universal Mesh NetworkHoneywell views the network as a criticalresource for all types of tasks and a centralpiece of its wireless solution. The compa-ny partners with other firms to obtain crit-ical networking technology, but it fullymanages OneWireless network solutions.The company partners with other firms todeploy valuable wireless applications thatuse this network, such as equipmenthealth monitoring, and location solutions.
Honeywell’s customer research showedthat scalability was a critical asset for theirfuture systems to avoid constraints on theirfuture operations. Their need for opera-tional flexibility is critical. Future produc-tion, regulatory, and compliance require-ments will change. New and potentiallyvaluable applications and technologies arealways emerging. Having a highly scalableautomation infrastructure allows manufac-turers to respond quickly and effectively tothese inevitable changes.
One important aspect of scalability isthe support of multiple applications. Thedevelopment of wireless sensors requiredsome form of network infrastructure.Likewise Honeywell’s mobile operatorproducts used a secure Wi-Fi wireless net-work. Location technologies rely on wire-less networks. New and existing applica-tions were also jumping onto wirelessnetworks and wireless sensor networks.
Therefore the network itself is a centralcomponent of OneWireless, and it is pres-ent to some degree even in the smallestconfigurations. This will be a single multi-purpose network for Honeywell and thirdparty products and services. Honeywell’sdesign goals for this network includedcost, compatibility, performance, security,and support for mobile workers.
In summary, OneWireless is a longterm strategy by Honeywell to extend itsleadership into the coming era of wirelessprocess automation. The building blocksof the strategy are wireless sensing andwireless workers, combined with a grow-ing suite of new applications. These appli-cations exploit unique capabilities of wire-less, while integrating their existing wiredcounterparts. All these solution compo-nents are supported by a single new mis-sion critical wireless mesh network.Honeywell’s strategy is to focus on man-aging this technology solutions portfolioand deliver it in whatever size andsequence fits the needs of individual man-ufacturers and plants. ■
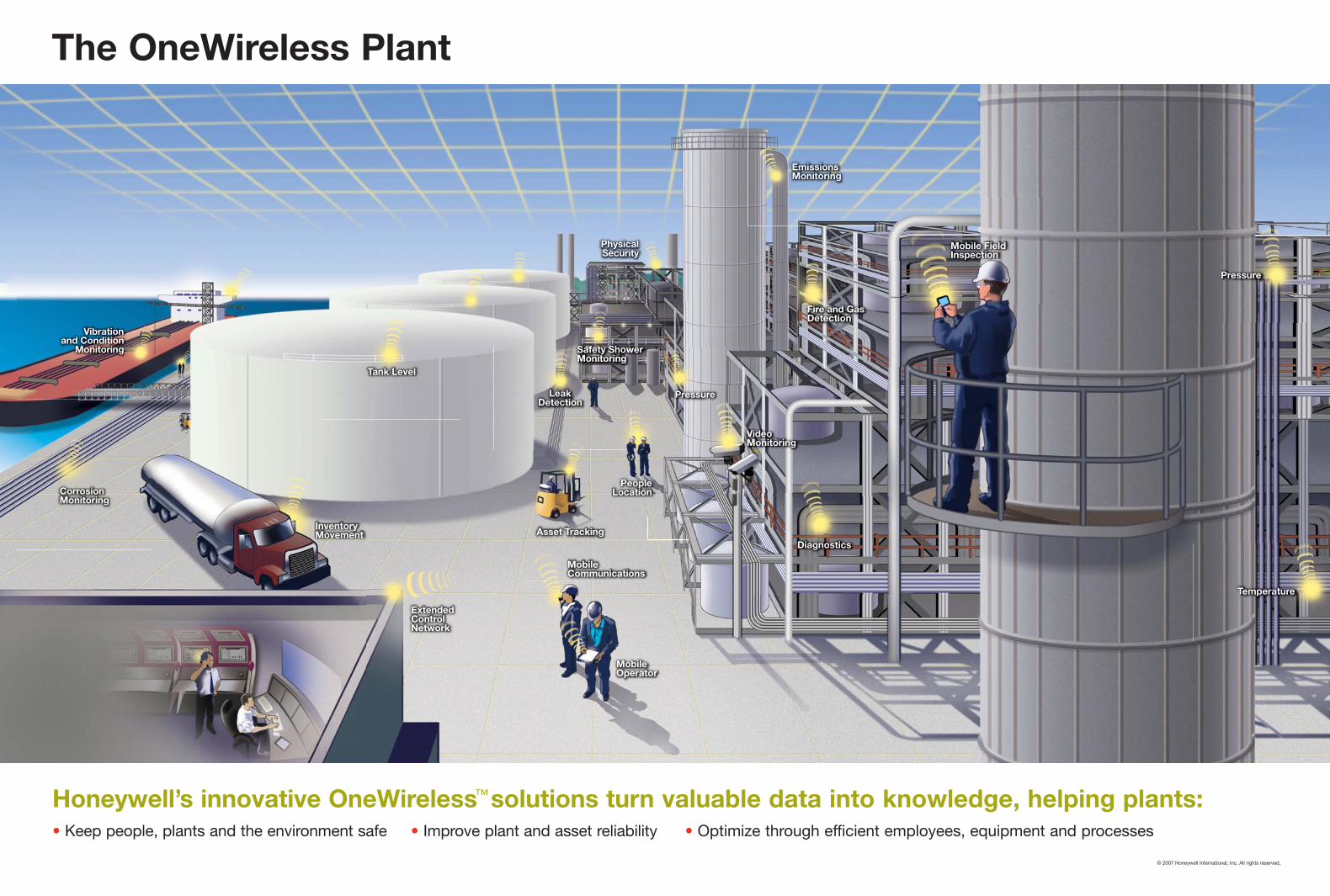
The OneWireless Plant
Honeywell’s innovative OneWireless™solutions turn valuable data into knowledge, helping plants:
© 2007 Honeywell International, Inc. All rights reserved.
• Keep people, plants and the environment safe • Improve plant and asset reliability • Optimize through efficient employees, equipment and processes
H10 January 2008 InTech Special Section Sponsored by Honeywell
Industrial facilities contain hundredsof pieces of rotating equipment,which slowly wear down over time.
This equipment is only occasionallymonitored manually or, oddly enough,not monitored at all.
Maintaining rotating equipment iseven more critical on a floating tanker.Imagine a pump breakdown in the middleof the sea or at a risky point of transport-ing oil. In the oil and gas industry alone,the failure of rotating equipment causesapproximately 40% of all unplanneddowntime.
An energy company operating in the
By Ed BondocSKF Condition Monitoring Center
Advancement in wireless technologies is transformingvision into reality in industrial environments.
Until now, companies continuously monitoring criticalmachine conditions were dependent on hard-wired on-line sys-tems. These systems required a sizeable investment, mainly dueto the large amounts of cabling and conduit required to install andoperate. Innovation in permanent or temporary wireless installa-tions makes it possible to continuously monitor machines thatwere previously impractical or impossible to monitor, such asmachines that are inaccessible, difficult, or dangerous to reach orrun cable, equipment with suspected problems, during build out,or while operating in transitional facilities. Using wireless condi-tion monitoring systems means increased benefits combinedwith cost savings, since a wireless on-line system can mean a30% to 60% reduction in cable installation costs.
Condition monitoring, the process of monitoring parametersin machines that can indicate a failure condition, allows main-tenance to be scheduled and performed before catastrophic fail-ure occurs, increasing reliability, cost-effectiveness, and safety.Equipment typically monitored includes rotating assets (pumps,fans, motors, compressors, spindles, gearboxes, and turbines) invirtually every industry. Measurements include vibration, tem-perature, and other key parameters.
Continuous monitoring by using on-line monitoring systems to
automatically collect data several times a second to several timesa day is most often used for critical machinery such as turbines,high speed compressors, paper machines, gear boxes, and pumps.
Traditional on-line systems consist of permanently installeddata collection electronics dedicated to a specific machine.While the benefits of on-line monitoring are significant (fre-quent collection, immediate notification of potential failures,and less manpower than walk-around methods), permanentlycabled systems also have limitations. While traditional continu-ous monitoring required sensors connected via wires throughconduit between the on-line system and the plant network sodata collected can be stored in a database, wireless connectivityoffers new possibilities and significant benefits.
Using wireless on-line systems, sensors connect to machineeither permanently or via a temporary method (like magnets)with the data collection electronics mounted on the machineclose to sensors. A wireless receiving station is located in a con-venient place where a network connection can be found.Reliability is improved as long cables take a significant amountof abuse and faulty, loose, or broken cables can prevent data col-lection or produce false data. Specific applications include spin-dles drilling out motor blocks that turn the motor in many dif-ferent directions; bearings on top of cranes; mountings on trainswith cars that connect and disconnect; and many others.
By combining reduced costs and increased benefits, using wire-less condition monitoring is likely in the future to become the “bestpractice” for many machines, environments, and industries. ■
Wireless at Sea
North Sea faced a rotating equipmentchallenge. The company needed to pro-tect assets on its oil tanker, improve itsability to operate at full capacity, andproactively manage its long leadtimemaintenance schedules. With over 500points, manually monitoring the rotatingequipment could only gather data fromeach asset once every three months.
Many of the company’s assets havelong purchased lead-times, making ithard to balance spare parts inventory lev-els. Additionally, some critical assets arein the engine room where it’s not safe foremployees during operation.
Because the company could only safe-ly gather limited data, it was unable topredict failures, which can lead to operat-ing the ship at a more conservative per-formance level instead of at full capacity.
The company realized it needed anonline system. Adding wires would havecost over $100 per foot, however, and with a
ship almost 900 feet long by 150 feet wide,wires were not a cost-effective solution.
To install a wireless solution, Honeywellcompleted a wireless network designassessment. Implementing a wireless solu-tion on a metal tanker is not an easy task -few propagation paths exist and inherentvibration can affect readings. Honeywellassessed the interference points, consid-ered how the equipment would behavewith a sensor attached and planned aroundthe ship’s steel by deploying powered wire-less access points and configuring the sen-sors so they would not create interference.
With Honeywell’s new systeminstalled, the company will be able toread and historize real-time data at leastfive times a day. The company also plansto add other wireless applications to theexisting network. This will help betterprotect employees, proactively schedulemaintenance, manage resources, andoperate confidently at full capacity. ■
Solution helps energy company protectemployees and operate at full capacity
Wireless Technologies Monitor Machine Conditions

Proactive decision making requires proven technologythat delivers the right data at the right time. Just ask theoperators at a leading Houston-based chemical company.
Three years ago, field operators used paper check sheets tomonitor and track field conditions and equipment status. Datawas manually entered into production and process control dataspreadsheets from multiple sources creating time delays fordata entry and supervisory reviews.
In 2004, the company upgraded its plant with new field datacollection work processes, to better capture, track and integratefield data with backend support systems. They selectedHoneywell's IntelaTrac PKS, an integrated mobile software solu-tion that collects field data, empowers field workers throughfocused advice messages based on best practices and providesintelligent asset management through improved decision support.
The IntelaTrac PKS solution provides field operators withruggedized handheld computers running mobile workflow soft-ware, RFID tags and peripheral devices such as wireless Bluetoothenabled temperature guns, vibration probes and pyrometers.
The company found that IntelaTrac PKS helps fieldworkersproactively stay within equipment operating envelopes, maintainproactive maintenance based on equipment condition, andensure regulatory compliance inspections are cost effective andauditable. As a result, the project delivered a payback in less thansix months. The new system increases the integrity of data down-loaded in the field with time and date stamps for better accuracy.This information also integrates with their process historian datato ensure a more complete knowledge set for analysis.
IntelaTrac PKS also helps companies comply with EPA TitleV emissions and OSHA process safety requirements. Field activi-ties are documented, enabling operators to generate proactiveday-to-day compliance summaries available on the desktop andthrough web based exception reports.
The company has also realized significantenergy optimization through improved fur-nace monitoring. With IntelaTrac PKS,coking rates are easily trended usingfield and historian data to proactivelypinpoint and mitigate foulingeffects.
IntelaTrac PKSalso helps addressretiring workforceconcerns by providing aframework to modifyroles and improve on-the-jobeducation through mobile learn-ing. New work processes, com-bined with the IntelaTrac PKSmobile framework for executing bestpractices, to help ensure strong busi-ness performance. ■
Using Mobile Devices to Stay Ahead of Plant Incidents
Honeywell’s IntelaTrac PKS helps manufactur-ers change from inflexible paper based checklists to improved work processes.
January 2008 InTech Special Section Sponsored by Honeywell H11
By Charles MohrmannSAT Corporation
Since becoming the ISA100 co-chair in September 2007,I’ve been impressed with the over 400 committee mem-bers, 60 of them volunteering almost full time. We have
the privilege of working with the smartest industrial wirelessexperts and a diverse end-user community.
End-users understand the importance of having a wirelessstandard. As plant networks are consolidated, it is difficult tomanage more than two wireless networks. The supplier com-munity is listening to end user recommendations, making thisa market driven standard.
A wireless standard can also encourage supplier innova-tion, including interchangeable devices and new devices thatsolve old problems. Suppliers can use the standard’s commonphysical layer to provide end-users with options.
We Hear YouEnd users understand the value they can gain from wirelesstechnology, so now they’re considering deployment. They’reconcerned about ease-of-use and robustness, with many dis-cussions centering on provisioning.
They feel confident that wireless networks can be madesecure; it just cannot interfere with operations.
The ability to manage a device’s battery life and utilize dif-ferent forms of power is also important.
And, robustness is key. In the process control world, wecan’t reboot—everything needs to be available. End users needto know that their network won’t go down and want wirelessperformance to replicate what happens in the wired world.
Next Steps on the Standard PathThe ISA100.11a working group, a subset of ISA100, reviewedand edited the preliminary draft standard in December. Weexpect the standard to be ANSI approved in 2008. This willdeliver a globally accepted standard for worldwide deployment.
We want ISA100 to be a level playing field where everyonecan participate. For example, in October, we formed a joint com-mittee with the HART Communication Foundation to accommo-date the WirelessHART specification and the ISA100 standard.To integrate the WirelessHART protocol for the first release wasa daunting path, so, we’re taking phased steps. We’ll finalizemethods for accommodating both protocols in release 1 and aredeveloping the method for integration by a future release.
Join UsISA100 will be a family of standards. New working groups arebeing formed to address more manufacturing-oriented applica-tions, asset and people tracking and trustworthy wireless. Wewelcome all end user participation and our meetings and con-ferences are open. ISA100 is about joining together to createsomething that will have a huge impact on the industry. Formore information, visit www.isa.org/link/ISA_100. ■
Setting the Standard for Wireless:
End-Users AreDriving ISA100By Patrick Schweitzer, ExxonMobilISA100 Standards Co-Chair
H12 January 2008 InTech Special Section Sponsored by Honeywell
Using Physical Location toBecome a Smart FacilityBy Soroush AmidiHoneywell Process Solutions
The remote identification of assets has received consider-able interest recently, thanks in part to Wal-Mart’s radiofrequency identification (RFID) program. Improved
industrial technologies have helped companies quickly identi-fy and track critical assets to improve sites’ operations efficien-cy, security and even personnel safety.
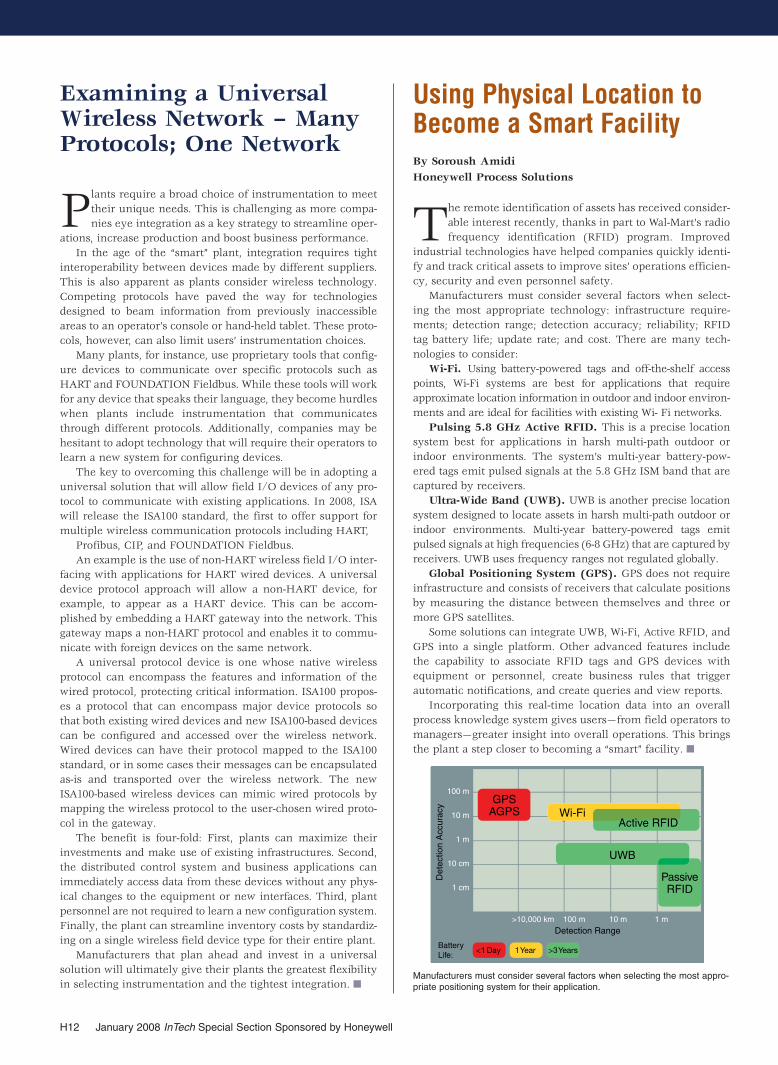
Manufacturers must consider several factors when select-ing the most appropriate technology: infrastructure require-ments; detection range; detection accuracy; reliability; RFIDtag battery life; update rate; and cost. There are many tech-nologies to consider:
Wi-Fi. Using battery-powered tags and off-the-shelf accesspoints, Wi-Fi systems are best for applications that requireapproximate location information in outdoor and indoor environ-ments and are ideal for facilities with existing Wi- Fi networks.
Pulsing 5.8 GHz Active RFID. This is a precise locationsystem best for applications in harsh multi-path outdoor orindoor environments. The system’s multi-year battery-pow-ered tags emit pulsed signals at the 5.8 GHz ISM band that arecaptured by receivers.
Ultra-Wide Band (UWB). UWB is another precise locationsystem designed to locate assets in harsh multi-path outdoor orindoor environments. Multi-year battery-powered tags emitpulsed signals at high frequencies (6-8 GHz) that are captured byreceivers. UWB uses frequency ranges not regulated globally.
Global Positioning System (GPS). GPS does not requireinfrastructure and consists of receivers that calculate positionsby measuring the distance between themselves and three ormore GPS satellites.
Some solutions can integrate UWB, Wi-Fi, Active RFID, andGPS into a single platform. Other advanced features includethe capability to associate RFID tags and GPS devices withequipment or personnel, create business rules that triggerautomatic notifications, and create queries and view reports.
Incorporating this real-time location data into an overallprocess knowledge system gives users—from field operators tomanagers—greater insight into overall operations. This bringsthe plant a step closer to becoming a “smart” facility. ■
Examining a UniversalWireless Network – ManyProtocols; One Network
Plants require a broad choice of instrumentation to meettheir unique needs. This is challenging as more compa-nies eye integration as a key strategy to streamline oper-
ations, increase production and boost business performance.In the age of the “smart” plant, integration requires tight
interoperability between devices made by different suppliers.This is also apparent as plants consider wireless technology.Competing protocols have paved the way for technologiesdesigned to beam information from previously inaccessibleareas to an operator’s console or hand-held tablet. These proto-cols, however, can also limit users’ instrumentation choices.
Many plants, for instance, use proprietary tools that config-ure devices to communicate over specific protocols such asHART and FOUNDATION Fieldbus. While these tools will workfor any device that speaks their language, they become hurdleswhen plants include instrumentation that communicatesthrough different protocols. Additionally, companies may behesitant to adopt technology that will require their operators tolearn a new system for configuring devices.
The key to overcoming this challenge will be in adopting auniversal solution that will allow field I/O devices of any pro-tocol to communicate with existing applications. In 2008, ISAwill release the ISA100 standard, the first to offer support formultiple wireless communication protocols including HART,
Profibus, CIP, and FOUNDATION Fieldbus.An example is the use of non-HART wireless field I/O inter-
facing with applications for HART wired devices. A universaldevice protocol approach will allow a non-HART device, forexample, to appear as a HART device. This can be accom-plished by embedding a HART gateway into the network. Thisgateway maps a non-HART protocol and enables it to commu-nicate with foreign devices on the same network.
A universal protocol device is one whose native wirelessprotocol can encompass the features and information of thewired protocol, protecting critical information. ISA100 propos-es a protocol that can encompass major device protocols sothat both existing wired devices and new ISA100-based devicescan be configured and accessed over the wireless network.Wired devices can have their protocol mapped to the ISA100standard, or in some cases their messages can be encapsulatedas-is and transported over the wireless network. The newISA100-based wireless devices can mimic wired protocols bymapping the wireless protocol to the user-chosen wired proto-col in the gateway.
The benefit is four-fold: First, plants can maximize theirinvestments and make use of existing infrastructures. Second,the distributed control system and business applications canimmediately access data from these devices without any phys-ical changes to the equipment or new interfaces. Third, plantpersonnel are not required to learn a new configuration system.Finally, the plant can streamline inventory costs by standardiz-ing on a single wireless field device type for their entire plant.
Manufacturers that plan ahead and invest in a universalsolution will ultimately give their plants the greatest flexibilityin selecting instrumentation and the tightest integration. ■
100 m
10 m
1 m
10 cm
1 cm
>10,000 km 100 m 10 m 1 m
GPSAGPS
Active RFIDActive RFIDWi-Fi
UWB
PassiveRFID
Detection Range
Det
ectio
n A
ccur
acy
Battery Life:
Manufacturers must consider several factors when selecting the most appro-priate positioning system for their application.
January 2008 InTech Special Section Sponsored by Honeywell H13
Remember the scene from Ocean’sEleven, when hackers broke intothe computerized security system
at the Bellagio, letting thieves walk awaywith millions of dollars? Threats to secu-rity are not simply fodder for motion pic-tures—they are a reality that must be
dealt with proactively and aggressively. Adata compromise at the hands of hackerscould prove disruptive to operations—notonly in slowing valuable production out-put and draining financial resources, butalso in putting intellectual and physicalproperty at risk.
For example, in a short film created byIdaho National Laboratories, they showresults of a simulated attack on a powernetwork, including a turbine that dramat-ically overheats and shuts down. Thesimulation demonstrated the devastatingimpact of the shut down—a type of situa-tion that can be avoided through wirelessequipment monitoring.
When Honeywell and 3e TechnologiesInternational (3eTI) teamed to create themesh capabilities of the OneWireless uni-versal network, providing state-of-the-artsecurity was a top design considerationfrom the outset. The 3eTI multinode mod-ule creates an integrated, secure meshnetwork designed specifically to preventbreaches of data security without addingcomplexity to the OneWireless solution.
ADAPT to Emerging ThreatsToday’s threats to data integrity are veryreal and require a proactive, multi-pronged approach to total network securi-ty. The multinode was designed toADAPT to the most challenging securitydangers.
Access is the first step in controllingwho is allowed on the network. While a
proper system design gives access only toauthorized users, that access needs to belayered with authentication to ensure thetrue identity of the person on the network.Authentication is achieved via the use ofpasswords, digital certificates, control lists,and EAP-Transport Layer Security.
Denial of service prevents outsidersfrom jamming or interfering with a net-work. To stay ahead of hackers, tech-
niques such as frequency hopping,spread spectrum, and RF beam steeringare used. Denial of service can beachieved via the placement of directionaland polarized antennas, and by ensuringperimeters are secure.
Authenticity—also known as anti-spoof-ing or repudiation—is a means of refusingnetwork access. Effectively denying accessrequires both authentication and ongoingmonitoring. Examples of functions used toensure authenticity include HMAC, orHash Method Authentication Code.
Privacy is a primary goal of networksecurity—providing data only to those whoneed it, ensuring confidentiality and pre-venting hacking. Privacy is achieved viaencryption, system planning and design,and system monitoring. Some commonexamples of encryption algorithms areAES and 3DES.
Testing devices against proven stan-dards by independent third parties is a bestpractice in ensuring network security,since not all security is created equal. Theimplementation of the security algorithmis as important—if not more important—than the algorithm itself. In wireless net-works, WPA and 802.11i are known to offertrue Layer 2 (LAN networking) protection.It is also important to independently certi-fy the security works to the extent it claimsto work, which is why the U.S. Departmentof Defense and many international usersnow require 802.11i and FIPS 140-2Validation of encryption devices.
Proven Security in Hostile EnvironmentsBecause the Department of Defenserequires the utmost in wireless network-ing security, only those solutions withproven track records of safeguarding dataare implemented in military applications.3eTI’s mesh nodes have been proven towithstand the rigorous requirements ofone of the most challenging environ-ments: aboard vast war-fighting shipstraveling in dangerous open seas.
Confidential, secure wireless commu-nications aboard navy vessels are essen-tial for sailors performing the thousandsof tasks associated with ship operations.3eTI designed a shipboard wireless localarea network (WLAN) that allowed instal-lation of sensors on critical equipment toreport status in real time. The system—which also enabled sailors to send datasecurely over a wireless network—is idealfor use in industrial applications requir-ing streamlined, secure operations.
The WLAN designed for the U.S. Navymeets the Department of Defense’srequirement for the FIPS 140-2 Validatedsecurity needed to protect soldiers andcritical assets. 3eTI was one of the firstcompanies to have its WLAN infrastruc-ture FIPS 140-2 Validated, and has sincehad more than 14 wireless products vali-dated to the standard. ■
Ensure It’s SecureValidated security protects your wireless network
3eTI High PerformanceMesh for IndustryThe mesh network design begins witha root node that acts as a gateway tothe wired network. As nodes areadded, they are automatically discov-ered by the mesh, and secure virtualbridge connections are established toeach new node. The mesh intelligentlyselects the shortest, “lowest cost”paths, which are continuously opti-mized. If a node should fail, the meshdetects the failure and automaticallyreconfigures the network around it. Asthe mesh network grows, redundantroot nodes can be added to enableexpansion to cover additional geogra-phy throughout an operation.
The implementation of the security algorithm is as important—if not more important—than the algorithm itself. In wireless networks, WPA and802.11i are known to offer true Layer 2 (LAN networking) protection.
By John Jacobs3e Technologies International

H14 January 2008 InTech Special Section Sponsored by Honeywell
Tank farm monitoring poses chal-lenges to manufacturing facilities,whether from exposing employees
to a dangerous environment or in monitor-ing tank levels from miles away. Industrialwireless technology, though, representsan opportunity to streamline these tasksand improve overall efficiency.
Tank farms can be located anywherefrom 500 feet to two miles away from pro-cessing plants, presenting a challenge fora company that needs to maintain a closeeye on what happens across all of itsoperations. Traditionally, companieshave addressed this challenge by utilizingat least two operators – one in the fieldand another in the control room. And,often, there are safety risks that makemonitoring impossible.
One way a company may address thischallenge is to deploy a wired monitoringsystem. Because many tank farms areconsidered an explosive hazard area,workers may be precluded fromusing electrical devices and wiringthat aren’t labeled intrinsicallysafe. For regular wiring, a compa-ny can expected to pay between$25-$40 per foot. For intrinsicallysafe wiring, the cost could rangefrom $80- $100 per foot.
A wireless infrastructure, how-ever, can provide a more affordable–and more efficient–alternative.
Affordable, Efficient and Safe A wireless alternative reducesinstallation costs. Without anywiring or conduit to install, theimplementation is easier for ven-dors and less expensive and intru-sive for operators.
Wireless also adds value to theoperation itself, allowing compa-nies to more easily track its inven-tory, streamline throughput andoptimize operations. For instance,companies can gain real-timeaccess to tank level informationrather than relying on a fieldoperator to provide intermittentreadings, which they then manu-ally call into the control roomoperator.
Additionally, a plant that uses manualinspections may only partially fill itstanks to avoid any risk of overflow.Wireless instrumentation enables opera-tors to monitor the levels more accurate-ly and thus increase the throughput with-out the worry of a spill. This translates tosafety as well as efficiency.
The most obvious benefit of a wirelesssolution in a hazardous area is reducingthe need for workers to physically putthemselves in harm’s way to monitor datapoints. Less wiring also means lesschance for a deadly spark, which couldignite the flammable vapors and causeharm to the company’s facilities, itsemployees, and the broader community.
Real-World Applications Wireless technology can help protectagainst the hazards of working in avolatile environment, as well as bringplants closer to compliance with govern-
ment and industry regulations. One pharmaceutical customer, for
example, was searching for a way to bettermonitor its alcohol tank levels and reducesafety risks to employees. The old measur-ing method required employees to walkup narrow stairways to the tops of the stor-age tanks, open a six-inch portal, andlower measuring sticks into the alcohol.
A wired solution would have required300-400 feet of cable or conduit—anexpensive proposition. The more appeal-ing wireless solution included a wirelessbase located 300 yards from the storagetanks with pressure transmitters thatsense the alcohol’s weight. This data istransmitted to a programmable logic con-troller (PLC) where employees can viewit in real-time.
The new system reduces safety risksto employees and the environment. Thecompany now emits less alcoholic vaporsinto the air because workers no longer
have to physically open thetanks to take measurements.
The efficiency of the newwireless system has the customerexploring other possible uses,such as introducing wireless tech-nologies into the plant’s actualprocesses. Wireless applicationswould also eliminate clutter andreduce the time employees spendmaintaining the area. With fewercables and conduit, the area isalso easier to keep clean, elimi-nating locations that collect dirtand dust.
A Strategic Investment Monitoring and controlling tankliquid volume helps ensure dataaccuracy used for financial state-ments and for planning andscheduling. Inaccurate measure-ments may result in suboptimalcapacity usage, accounting errors,and even environmental incidentsthrough spills. The most idealsolution involves proven meas-urement with a plant-wide wire-less infrastructure to improvebusiness performance while alsosaving costs. ■
OneWireless tank farm solution – An XYR 6000 transmitter commu-nicates with a Honeywell Enraf SmartRadar gauge.
An Extra Set of EyesApplying wireless technology in a tank farm environment

January 2008 InTech Special Section Sponsored by Honeywell H15
With the emergence of industrialwireless technology, businessesin the process industries recog-
nize significant opportunities to improvesafety, productivity, and efficiency byimplementing a plant-wide wireless net-work. But simply placing wireless devicesin the field without proper evaluation ofthe radio frequency (RF) environmentrarely works. Many times correcting theissue requires additional hardware thatwas not budgeted. It is also difficult tooptimally expand network usage withoutproper planning.
Other than some proprietary licensedapplications, most of the industrial wire-less technologies being developed todayuse the unlicensed Industrial, Scientificand Medical (ISM) frequency bands,which provide limited bandwidth foryour plant. Plants must manage this fre-quency allocation to support systemcoexistence, avoid interference, and pro-vide maximum performance.
The bottom line is creating a reliableand secure wireless network does nothappen by accident, but requires a combi-nation of the right equipment and theright design. And it all starts with an RFengineering assessment.
Before implementing a wireless net-work, Honeywell recommends you askthese questions:1. Do you really know what is using the
radio frequency (RF) spectrum inyour plant today—specifically in theunlicensed bands (ISM and theUnlicensed National InformationInfrastructure bands for 802.11a) thattoday’s solutions are most likely touse? Even plants that think they knoware often surprised when an RF spec-trum analyzer uncovers previouslyunknown access points and radio sys-tems, which are possible interferencesources and potential security vulner-abilities. There may also be othersources of noise and interference thatcan cause problems but would be oth-erwise undetected.
2. Are you collaborating with the stake-holders of other wireless systems inyour facility to ensure coexistence andreduce interference? At a minimum,RF channel assignment needs to beshared among wireless system sup-
Why do I need an RF Engineering Assessment?
porters in overlapping coverage areas. 3. Are you effectively managing the secu-
rity vulnerabilities in your wirelesssystems? Today’s wireless solutions aresecure when properly designed andimplemented, but unfortunately this isfrequently not the case.
4. Do you know the required wirelesssystem coverage area? Will it grow inthe future? It is important to factorexpandability and scalability into yourinitial solution.
5. Are you confident your wireless sys-tem radios are optimally located? Doyour radios and fixed devices have theproper antenna configuration? Howwill these radios affect the integrityand speed of the network? Improperplacement and antenna configurationcan lead to weak and lost signals,interference, and poor coverage areas.
6. Are you satisfied your wireless systemmeets government regulations for RFpower output? Even though these sys-tems operate in unlicensed bands,there are limits on radiated RF energythat must be considered.
7. Have the interface(s) between thewireless network and the wired net-work been optimally engineered?
8. Are you confident your expected wire-less system performance will be real-ized? How do you know?
9. Do you have a plant vision/roadmapfor industrial wireless applications?How will you be sure your wirelessdesign will be compliant?For these reasons, Honeywell’s wire-
less network design experts combinetheir knowledge of RF fundamentals andsignal propagation with their experiencein process control systems, network secu-rity, and advanced applications to helpyou design a high performance androbust wireless network. Honeywell’s SiteAssessment Services provide: • Detailed analysis report reflecting the
following:– Signal strength, integrity, and speed– Channel utilization
– RF coverage area– Security issues– Comments about the current RF
environment that may have a nega-tive impact if not corrected
– Recommended antenna type andlocation
– Precise infrastructure placementand mounting
– Integration to the process controlnetwork
– Training• Best practices related to RF network
security and maintenance• Network topology drawings reflecting
switches and access point connectionto the network point of entry at eachlocation
• Complete bill of materials required forimplementation
Honeywell’s approach to creating asystem and network design includes anon-site study of the coverage area, exist-ing power and network infrastructure,the goals for the implementation (bothimmediate and future), and a thoroughassessment of interfering and operatingfrequencies currently in use or ambientin the environment. Honeywell designs arobust security plan and will documentsecurity requirements, identify networksecurity threats, review existing securitypractices, procedures, and safeguards,and identify the causes of any potentialsecurity exposures.
Honeywell builds a detailed analysisof the RF spectrum in the ISM bands inthe intended coverage area, offeringdetailed mapping for the access pointslocation and the coverage areas wherethe access points are accessible. Wedesign and detail your sensor networksand can integrate hard wired Ethernetlocations into the wireless backbone. Theassessment considers all the aspects ofcoverage, capacity, interference, and datacontent so you know your information isnever compromised.
Comparing it to the wired world, thisplanning is needed to avoid trying tocommunicate over a wiring conduit thatis already full. Developing a plan for allo-cating the ISM bands helps ensure solidwireless operations to with optimal scala-bility and reliability. ■
Are you ready for wireless?IIff yyoouu wwaanntt ttoo cchheecckk aanndd sseeee iiff yyoouurr ppllaanntt iissrreeaaddyy ffoorr wwiirreelleessss,, ccoommpplleettee oouurr sshhoorrtt sseellffaasssseessssmmeenntt ffoorrmm aanndd wwee’’llll pprroovviiddee yyoouu wwiitthh aa ffrreeee bbuuddggeettaarryy aasssseessssmmeenntt pprrooppoossaall.. VViissiittwwwwww..hhoonneeyywweellll..ccoomm//ppss//IInnTTeecchh
What do leading refiners, chemical manufacturers,and power generators all have in common?
They all use SAT's IntelaTrac® Mobile Workforce and Decision SupportSystem to deliver Best Practices and improve Asset Managementthrough their field workers. Join the Mobile Revolution.






![Intech Prostate [DD219]](https://static.fdocuments.net/doc/165x107/5695d0811a28ab9b0292ba48/intech-prostate-dd219.jpg)











