
INSTITUTO POLITECNICO NACIONAL · CARACTERISTICAS FISICAS Y QUIMICAS DEL PRODUCTO El metanol es un...
100
INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA QUIMICA E INDUSTRIAS EXTRACTIVAS DISEÑO DE UNA PLANTA PRODUCTORA DE METANOL UTILIZANDO UN PROCESO A BAJA PRESION TESIS QUE PARA OBTENER EL TITULO DE INGENIERO QUIMICO INDUSTRIAL P R E S E N T A : FERNANDO ROJAS GONZALEZ MEXICO, D.F. 1975
Transcript of INSTITUTO POLITECNICO NACIONAL · CARACTERISTICAS FISICAS Y QUIMICAS DEL PRODUCTO El metanol es un...

I N S T I T U T O P O L I T E C N I C O N A C I O N A LESCUELA SUPERIOR DE IN G EN IER IA QUIMICA
E INDUSTRIAS EXTRACTIVAS
DISEÑO DE UNA PLANTA PRODUCTORA
DE METANOL UTILIZANDO UN PROCESO
A BAJA PRE S I ON
T E S I S
Q U E P A R A O B T E N E R E L T I T U L O D E
I N G E N I E R O Q U I M I C O I N D U S T R I A L
P R E S E N T A :
F E R N A N D O R O J A S G O N Z A L E Z
M E X I C O , D . F . 1 975

T . - 1 4 9
I NST I TUTO P O L I T E C N I C O N A C I O N A LESCUELA SUPERIOR DE INGENIERIA QUIMICA E INDUSTRIAS EXTRACTIVAS
DEPARTAMENTO DE EXAMENES PROFESIONALES TEMA DE TESIS
C. FERNANDO ROJAS GONZALEZ.
Pasante de Ingeniero QUIMICO INDUSTRIAL. 1 9 7 0 -1 9 7 4 D r . V i l l a d a N o . 5 .C o l . D o c t o r e s .M é x i c o , 7 D .F .
El C Ing MARTE ARROYO O S O R IO . propone el Tema que deberá usted desarrollar como prueba escrita para Examen Profesional, de acuerdo con el siquiente orden
" DISEÑ O DE UNA PLANTA PRODUCTORA DE METANOL U TILIZA N D O UN---------PROCESO A BA JA P R E S IO N ."
RESUMEN.I . - INTRODUCCION
I I . - G EN ERALID AD ES.I I I . - ESTU DIO DE MERCADO.
I V . - PROCESO DE ELABORACIO N . V . - CAPACIDAD DE LA PLANTA
Y SELECCIO N DE E Q U IP O . V I . - LO C A L IZA C IO N DE LA —
PL A N TA .V I I . - ESTU DIO ECONOMICO Y -
F IN A N C IE R O .V I I I . - CO N CLU SIO NES.
B IB L IO G R A F IA .
Se concede plazo de un año a partir de !a fecha, para presentarla desarrollado a revisiónp----- . ---------
SCCRtTAftlA
DC
BOUCACION P U B L IC A
México, D F 16 de a b r i l de 1975
I N G . E S T E L IO R . BALTAZAR C
El Director de la EscuelaEl Jefe del Departamentomrg.

A mi s padres:
Jorge RojasG ra c ie la G o n zá le z de Rojas
AM is hermanos
AM is amigos
AL I N G . MARTE ARROYO Por su gran ayuda

C O N T E N I D O
Pag.
R E S U M E N .............................................................................................. 1
I .- IN TRO DU CC IO N . 2
I I . - GENERALIDADES. 3
CaracterTsticas f ís ica s de! P ro d u c to ......................................... 3E spec if icac iones de l P r o d u c t o ..................................................... 4Empleos de l M e t a n o l ......................................................................... 4
I I I . - ESTUDIO DEL MERCADO. 6
Consumo N a c i o n a l ............................................................................... 6Proyección de la d e m a n d a ............................................................ 7
IV .- PROCESO DE ELABORACION . 17
Proceso de fab r icac ión que se proyecta u t i l i z a r ........................35Proveedores de las materias p r im a s ................................................ . 4 1Consumo de materias primas, energfa y combust ib le por 42un idad de p roduc to ................................................................................Diagrama de f lu jo c u a l i t a t i v o y c u an t i ta t iv o con ba lan ce de m a t e r i a l e s ......................... 45Sub-productos que se ob tend rán .................................................... 48Técn ica , patentes y l ic e n c ia s de fab r ica c ión que se usarán .................................................................................................................... 51
V ,- CAPACIDAD DE LA PLANTA Y SELECCION DE EQU IPO . 52
Tamaño de la p l a n t a .................................................................................53Crite r ios empleados para determ inar la cap ac id ad de la — p la n ta ...................................................................................................................59

Pag .
S it io en que se proyecta in s ta la r la p lan ta y e lementos de ju i c io que determ inaron su lo c a l i z a c ió n . . .
V IL - ESTUDIO E C O N O M IC O Y F INANC IERO 72
-70Inversión Total p r o y e c t a d a .....................................................C ap ita l de T r a b a j o .......................................................................Costos de p r o d u c c ió n ..................................................................Estudios de d is t r ib uc ión p royec tada de los productos. ^6Estudios de los aspectos f i n a n c i e r o s ..................................
CONCLUS IONES 90
V I.- LOCALIZACION DE LA PLANTA. 61
B IBLIOGRAFIA 94

R E S U M E N
El p r e s e n t e e s t u d i o s e r e f i e r e a l d i s e ñ o d e u n a - p l a n t a p r o d u c t o r a d e m e t a n o l a b a s e d e un p r o c e s o a b a j a p r e s i ó n q u e s u s t i t u y e a l t r a d i c i o n a l o- s e a e l p r o c e s o a a l t a p r e s i ó n . T r a b a j a n d o a me ñ o r e s p r e s i o n e s l o s g a s t o s p o r c o m p r e s i ó n y e q u i p o s on b a j o s .
El e s t u d i o c o m i e n z a c o n u n a d e s c r i p c i ó n c o m p l e t a d e l m e t a n o l , s u s p r i n c i p a l e s u s o s y l a s d i f e r e n t e s f o r m a s d e o b t e n e r l o . S e e n u m e r a n a d e m á s l a s v e n t a j a s d e u n a s f n t e s i s a b a j a p r e s i ó n .
C o n r e f e r e n c i a a l m e r c a d o , s e h a r á un e s t u d i o — q u e i n d i q u e l a d e m a n d a a c t u a l d e l p r o d u c t o y su p r o y e c c i ó n e n e l f u t u r o . Lo s p a f s e s má s r i c o s — s o n l o s q u e m a y o r c a n t i d a d d e m e t a n o l p r o d u c e n .
La l o c a l i z a c i ó n d e l a p l a n t a y s u c a p a c i d a d v a n a d e p e n d e r d e f a c t o r e s u s u a l m e n t e t r a d i c i o n a l e s - p e r o s e v e r á q u e en r e a l i d a d u n a p l a n t a d e e s t e - t i p o r e q u i e r e d e n t r o d e c u a l q u i e r s i t i o e n d e s a r r o l i o . _
Los a s p e c t o s e c o n ó m i c o s y f i n a n c i e r o s v a n a e s t a r i n f l u f d o s pr i m o r d i a I m e n t e po r l a l o c a l i z a c i ó n y c a p a c i d a d d e l a p l a n t a .
La e v a l u a c i ó n e c o n ó m i c a d e l p r o y e c t o n o s i n f o r m a r á s o b r e l a r e n t a b i l i d a d , l a c u a l c o m p a r a d a c o n - l a o b t e n i d a en p l a n t a s q u e t r a b a j a n a p r e s i ó n e l e v a d a , t e n d r á i m p o r t a n t e s v e n t a j a s .
1

I N T R O D U C C I O N
En la a c tu a l id a d se hab la frecuentemente de !a c r is is de l p e tró leo , sobre todo por la escasez y enca rec im ien to de muchos derivados pe troqu fm icos . En M éx ico se cuen ta con pe tró leo , pero muchas sustanc ias e labo radas a partir de este producto carecen de una industr ia p rop ia .
Al hab la r de metanol nos referimos a un compuesto elementa! y ba se para la obtenc ión de numerosas materias primas para productos - mas desarro llados» La importancia del metanol es por lo tan to , c ía v e en la mayor Ta de las industrias de transformac ión .
Ahora b ie n , el proceso industr ia l más d ifund ido para obtener metanol es uno que se r e a l i z a a base de una gran presión de s ín te s is . Pero a part ir d e la década pasada se in trodu jo un proceso nuevo - que reduce ¡a presión u t i l i z a d a de 10 a 15 ve ce s y se l lama proce so a ba ja p resión .
Un proceso a b a ja presión es más e lá s t ico que un proceso a presión e le v a d a . O tras importantes ven ta ja s son por e jemp lo : e l d iseño del equ ipo es más s e n c i l lo puesto que se t raba ja en cond ic iones menos- extremas, el mantenim iento es menor y la operación es continua du rante más tiempo.
Todas estas ven ta ja s nos conducen a lo más importante o sea a la - obtención de ganancias mayores que las esperadas si se e l ig e un pro ceso a presión a l t a .
2

i l G E N E R A L I D A D E S
CARACTERISTICAS FISICAS Y QU IM ICAS DEL PRODUCTO
El metanol es un l iq u id o inco lo ro , neutro a la temperatura ord inar i a , con olor p ican te c a ra c te r ís t ic o . Su fórmula es CHgOH , su - peso m o lecu la r 32.04
Se conoce al metanol también por los s igu ien te s nombres: A lc o h o l , m e t í l i c o , c a rb in o l , esp ír i tu de madera y a lcoho l de madera .
PRINCIPALES PROPIEDADES FIS ICAS:
Temperatura de conge lac ión -97 a -97.8°CTemperatura de e b u l l ic ió n 64.5 a 64.7°C
Densidad a:
15°C 0.796 g/ml20° C 0.791725°C 0.78730°C 0.782
Ind ice de re fracc ión :
(a I6°C) 1 .3306
Temperatura c r í t i c a 240°C
Presión c r í t i c a 78.5 a tm .
3

ESPECIF ICACIONES PARA EL ALCOHOL M ET IL ICO (METANOL)
1) El metanol deberá tener una pureza de 99.85% a l menos.
' 2) Densidad r e la t iv aNo más de 0.7929 a 20°C
3) ColorNo más que el N o . 5 en la e sca la p la t in o co ba l to (ASTM D1209)
4) Rango de d e s t i la c ió n Lim ite in fer io r : 64.0°C Lím ite superios : 65.5°C
5) M a te r ia no v o lá t i lNo más de 0.005 g . por 100 m i.
6) OlorC a ra c te r ís t ic o , no residua l
7) AguaNo más de 0.15% en peso
8) A c id e zN o más que 0.003% en peso eq u iva len te a 0.028 mg. de KOH por gramo de muestra .
9) Prueba de l KMnO¿ debe ser re ten ido m ínimo 30 m in . a 15+0.5 °C en la o s c u r id a d .
10) AcetonaNo más que 0.003% en peso.
EMPLEOS DEL PRODUCTO
El metanol es primera materia prima para la s ín tes is de l formaldehí-d o . Además, hasta 12% en peso de metanol es añad ido a la so lu c ión de fo rmaldeh ído de 37% para ev ita r la po l im e r iza c ión de l a l d eh ido .
4

La s igu ien te t a b la , in d ic a el porcen ta je de metanol q ue se u t i l i z a para producir d iversos productos, en re lac ión al to ta l:
% de l T o t a l
Formaldehrdo 45 032
Dimetil Terfta la to 7.47
Sol ven tes 7.00
M eti lam inas 5.19
Inhib idores de Po l im er izac ión 3.46
M e t i lm e ta c r i l ato 3.31
Haluros de m e t i lo 2.90
Anti-detonante para motores 2.45
Eteres de m e t i l- g l ico l 1.38
Anticonge lan te 0.49
Desnatural izan te 0.34
Otros 20,69lo ú .o o
Datos:C h e m i c a l E c o n o m i c s H a n d b o o k , S t a n f o r d Re
5

I I I . - E S T U D I O DEL M E R C A D O
1 Consumo N ac io n a l :
a) Producción in terna en vo lumen y v a lo r d e los u l t i
mos 10 años .
b) Importaciones en vo lumen y v a lo r d e los ú lt imos
10 años.
c) Estructura de l consumo:
1.- Pr inc ipa le s Industrias Consumidoras2.- D is tr ibuc ión G eo g rá f ic a del consu
mo.
d) A bas tec im ien to ac tua l de l mercado.
1 P rec io d e ven ta en el país (mayo- reo y menudeo)
2.- P rec io in ternac iona l al mayoreo .3.- Fuentes ac tu a le s de abas tec im ien
to .
6

I I . - Proyección de la demanda.
ESTUDIOS DEL MERCADO
Producción Interna:El metanol es e labo rado por PEMEX, en una p lan ta s i tuada en San M art in Texme lucan , P ueb la , su c a p a c id a d nominal es de 21,500 - Toneladas/año y comenzó a operar en J u l io de 1969.
Producto: METANOL Producción InternaA N O Tons. VENTAS %
1969 4574
1970 19458
1971 17449 27.500.00
1972 22457 31.600.00
1973 26475 36.900.00
Actua lm en te se t iene en proyecto por parte d e PEMEX, la in s ta la c ión de una p lan ta de metanol con capac idad de 150.000 Toneladas/año, también en San M art ín Texme lucan , P ue .
PRINCIPALES INDUSTRIAS CONSUMIDORAS
Como se ha d ic h o , el princ ipa l uso del metanol es en la f a b r i c a c ión de fo rm a ldeh ído . Este producto se ob t iene por la ox idac ión - de metanol por a ire en presenc ia de un c a ta l i z a d o r :
CH 3 OH + 02 Cu HCHO + H90550 - 600°C
7




El formaldehfdo es un gas (punto de e b u l l ic ió n -21 °C), y es mane jado como so luc ión acuosa (Formalina), o como un polímero só lido : Para fo rma ldeh ído , (CH20)n o Trioxano (CH20)g
-CH2OCH2 OCH20- 03
H2c c h 2
" c h 2
El consumo y producción de fo rm a ldeh ído esta dado en la s ig u ie n te tab la :
C O N SU M OA Ñ O PRODUCC ION IMPORTAC ION APARENTE CAPACIDAD
1966 9.000 Tons. 81 Ton . 9.081 Ton.
1967 12.794 12.794
1968 16.800 325 17.125
1969 18.200 18.200
1970 19.500 19.500
1971 21 .500 21.500 43.500 T.
1972 29.500 29.500 43.500 T .
PRODUCTORES DE FORMALDEHIDO:
Ingsam, S . A .Henkel O n y x M e x . , S . A . C a tá l i s is , S . A .Industr ias Resisto l, S . A .
Industrias Q u ím ica s D e lga r , S . A . Industrias Q u ím ica s Formex Adhes ivo s , S . A . (Proyecto)


En segundo térm ino , se puede obtener d im e t i l te r f ta la to por la reacc ión entre a c id o t e r f ta l i c o y metanol:
COOH CO O CH 3
c fe h 6 + c h 3 0 h --------- c 6 h 6 ♦ h 2o
COOH C O O C H 3
La producción y demanda de l producto estén dados en la s igu ien te tab la : C O N S U M OA Ñ O PRODUCC ION IMPORTACION APARENTE CAPACIDAD
1966 1 .210 Tns. 3.440 Tns. 4.650 Tns.
1967 1 .893 2.125 4.018
1968 5.003 800 5.803
1969 8.003 2.232 10.232
1970 10.602 7.916 18.418
1971 16.500 14.730 31.230 59.400 Tns.
1972 43.200 20.747 63.947 59.400 Tns.
ABASTECIM IENTO ACTUAL DEL MERCADO
Datos de Septiembre de 1974.
1 .- P rec io de Ven ta en el País:Al mayoreo $4.20 por K g . Este p rec io es para mas de 1000 litros y se vende en carros tanque con cap ac idad de 10.000 l i t r o s .Al menudeo $5.10 por K g . El metanol se vende en tanques de 200 l itros o 160 kg .
13

4

Prec io In te rn ac iona l , L . A . B , Los Ange les : $1.20 por K g . El Metanol se vende en tanques de 15,140 l i t ro s .
P rec io In te rnac iona l , L . A . B . Costa Este d e E .U : $0.85 - por K g . El metanol se vende en tanques de 15,140 Lts.
2 .- Precio Internacional al mayoreo.
3.- Fuentes ac tu a le s d e abastec im ien to :
a) PEMEX
b) IMPORTACIONES DESDE E .U .
15

I 1 ! i ! I: i -I :I ! . h : i i _ . L L _ | J . _¡_l i■ M i l r t i j n 1 j . l
16

1 Proceso de Fab r icac ión que se p royecta u t i l i z a r .
2.- Proveedores d e las materias primas.
3.- Consumo d e materias primas, energ ía y combust ib le por un idad de producto .
4.- D iagrama d e f lu jo c u a l i t a t i v o y c u an t i ta t iv o con b a lan ce d e - materia l e s .
5.- Sub-productos que se obtendrán .
6 .- T écn ica , patentes y l ic e n c ia s de fab r icac ión que se usarán .
REACCIONES PARA LA SINTESIS DE METANOL:-
La sín tesis del metanol a part ir de h idrógeno y monóxido de carbono d a ta desde antes de la Primera Gue rra M u n d ia l , cuando la BASF (Badische An i lin-und Soda-Fabrik) d e A lem an ia , l a l l e v ó a cabo a partir de la s ig u ien te reacc ión :
C O + 2H2 s* CH3OH
Sfn embargo, el monóxido de carbono y el h idrógeno también reac c ionan en otras formas, t a le s como:
IV .- PROCESO DE ELABORACION
17

co + h 2 * HCHO
C O + 3H2 ^ CH4 + H20
2CO + 2H2 CH4 + C 0 2
nCO + (2n+l) H2 ---- C 0 2 + C
Si éstas reacc iones ocurr ie sen , entonces podrían sucederse las r e a c c iones secundar ias s igu ien tes:
c o + h2o : ; c o 2+h2
2CH3OH • " CH3OCH3 + H20
CH3OH + nCO + 2nH2 ------- * CnH (2n + 1) CH2OH + nH20
CH3OH + nCO + 2(n - 1)H2 ^ Z Z T Í CnH 2 + . i f OOH + (n-l)H20
Todas estas reacc iones son indeseab les para la s ín tes is de l m e tano l . Sín embargo, si se u t i l i z a un c a ta l i z a d o r adecuado , se puede hacer s e le c t iv a la formación de m etano l, escog iendo a la v e z un con jun to apropiado de cond ic iones d e operac ión , de tal forma que todas la s- reacc iones secundar ias se redu zcan a un m ín imo.
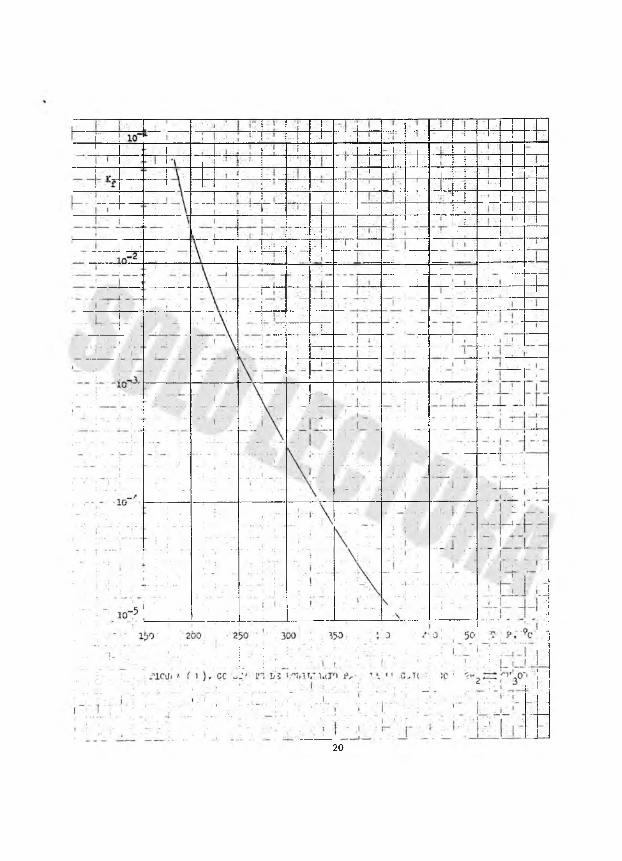
CO N D IC IO N ES DE EQUIL IBRIO PARA LA SINTESIS DE M ETANOL
La constante de e q u i l ib r io para la formación de metanoi K f es: f
K f « CH „OH }
(TC O ) (H9)
18

Esta Kj. es función ún icamente de la temperatura y se puede obte- a part ir de l cambio d e energ ía l ib re de la reacc ión :ner
Kf = - i F °/RT (2 )r e
AF° = AH° - TAS0 (3 )
Se han encontrado va lo re s para K . a partir de los traba jos de — Frost, N ew ton , E w e i l , C herednichenko y Thomas; ta le s va lo re s se representan en la f igu ra (1) .
Cheredn ichenko ha desa rro l lado una ecuac ión para c a lc u la r el v a lor de K t , basado en una presión total de I a tmósfera .
1log k f = 3971 T" - 7.492 lo g . T + 1.77 x 10 T (4)
-8 2- 3 . 11x 10 T +9 .218
Para eva lua r Ice términos de l ¡ado derecho de la e cuac ión (1) a - presiones mayores d e 1 a tm . , las fugac idades de cada compuesto- se ca lc u la n a part ir de:
«P _ _ V=Vol .a presiónln (f/p) = (1/RT) (V - V o) dP P (molar)
0V o = Vol .a 1 a tm .
Esto de acue rdo a K aza rnovak i i se puede re so lve r como:
K,fCFLOH
( f c ü T F Q 2PCH^OH ¡
P c o l ^ T Í 2 !r L/RT
(5)
19
20

donde:
L = f*r( V V -3 ( V - V o )v CH3OH - CH3OH) (CO+2H2> (C 0 2 H 2)
(6)
dP
! c h , o h , . n c h , o h P , - N CH„OH „2 ( ^CO H j ' (NC O P) (N H2P) ( ' Í O l ^ ) 2 m
N - número de moles .
De acuerdo a Lewss y Randall la fugac idad se puede expresar como:
f¡ = P. * ¡ (8)1
^ - co e f ic ien te de fu g a c id a d .
Este c o e f ic ie n te d e fugac id ad puede ser obten ida a part ir de una - g rá f ica q ue re la c iona las constantes c r í t ic a s de l gas y d ic h o c o e f i c ie n t e . Por lo tanto la e cuac ión (7) se puede esc r ib ir como:
Kf = PCH OH_______________ y CH .OHPC O y C 0 > (R H 2 ® 2^2 ^
NK f = CH OH K
NCO ( NL )2 P2 y (10)2
21

Los va lo re s de K y han sido ca lc u la do s por Ewell y se muestran en la f ig . (2)
La conversión de monóxido d e carbono a metanol puede ser c a lc u lada como se ind ica a con tinuac ión :
Mo les In ic ia le s Mo les a la sa l id aCH3OH m x
CO q q - (x-m)
H2 h h - 2(x-m)
Inertes i i
Total I | - 2(x-m)
CH OH produc ido = x - mw
N CH„OH =3 1-2 (x-m)
El porcen ta je de monóxido d e carbono conve r t ido a metanol en el e q u i l ib r io es:
% d e conversión en el e q u i l ib r io = 100 x x- m
22

:■% ■* i I t" r- - — í t- '' h -'---1 : i t
; : . 1 ' 1- ¡ . i ' " i _-L—•_ír ■“ 1 ■ : i i ■4 --) '_ V 1 : [ I:- .. 1 : '
í \V • . ¡ i 1N\': • i;.. r
-i-..; i " • '.*•:l . . YT" !... ; 1 •. I ' : j ' -1
\ ^\ r v ~-1 '■ -1 •
~*~T . \ IV: . . 1 •. u ■ \l \ . . .. . 1 i : 1
; \ , 1 ' l: 1; 1 ■ 1 '
- I- | ; : I"—rt~r i \ ^ ■ : • 1 . : • ; 1 :t..: 1• | •’ i "
rV ~ - r i r v1—T“rr • | : 1 ■; - i. i-- : ••
r-v. ■ : |: %! S -.1; • 1 : • . '■ i'-' > •. i " ■■■i L_;---- —r A V V, ‘ : ¡ i:■r ■ : , \ \ 5o(uc
V, . : 1. • 'j f• 1 : i- 1': \ 'l '■ j 1 • i:. | 1 .
" i \ ; 1: * As i \ l - - i: 1 • ; l: .. ^ • . \ - : ■ »• '
L , ; ■ ’ Y ‘ 1t r H , r >
\X•
■■ : '■ . i : : ' L
• • I -t\ t ■ . ,:| :■ • -- ¡
-450
I ,
L . _ < _ 3 5 0 -
ti_ri-
? 5 0 . .
200 ■ : i ■■ L ^ ° i L , i 6? 0 .T 1 ¡ I 1 i _ L
I P ÍF D tO lí ( a í r a ) l _ f' i - | - i : I • 1 ■ 1
7 v - t .
I.. •) f i-i looo
1
rv U ‘ ■ f 2 ■) - V.- LO R io D>‘ Y . f U A V R . ‘ CCTC7 C 0 -+ 2ÍÍ7. -L_l - L I ' L- ■'■I.L'l. - :l - - k .p- (— — r__--rt-
. .V 1 i -I - i. m i ■ w: ■ i ’ ' . ¡ I ! '• ! * i I !' I
rCH.OH

EFECTO DE LA TEMPERATURA , PRESION Y COMPOSICION DEL GAS 'ALIMENTADO SOBRE LA CO NVERS IO N DEL METANOL EN EL EQU ILIBRIO.
Si se rea rreg la la ecuac ión 10 se t iene
n c h o h = K f (N c o ) (n h/ p2/ K r O 1)3
La ecuac ión 11 muestra q ue si d ism inuye (cuando aumenta la -temperatura) y aumenta , N.~|_| OH d ism inuye cuando T aumenta
3
Este hecho se muestra en la f i g . (3) para una composic ión del gas de entrada de 2 vo lúmenes d e Ho por uno de monóxido de carbono . La ecuac ión 11 también in d ic a q ue el con ten ido d e metanol en la-m ezc la d e sa l id a aumenta con la presión en una re la c ión cu ad rá t i c a . El e fe c to d e la presión sobre la conversión a metanol se da - en la s ig u ien te t a b la .
TABLA (1).- Conten ido d e metanol (en mol %) en una m ezc la prod u c to de la reacc ión entre h idrógeno y monóxido d e carbono , part iendo de un gas con una re la c ión in ic ia l de H2/C 0=2
PRESION X % molatm CO h 2 CH3OH
10 0 .01 1 33.2 66.5 0.3625 0.064 32.6 65.1 2.250 0.211 30.6 61.2 8.2100 0.491 25.2 50.5 24.3200 0.740 17.1 34.2 48.7300 0.831 12.6 25.1 63.3400 0.874 10.1 20.1 69.7600 0.923 6-7 13.3 79.9800 0.942 5.2 10.4 84.51000 0.954 4.2 8.4 87.2
24


El efecto de la relación h ^/C O sobre la conversión a metanol se pue de observar en la table(2) , la cual indica que las mayores conversio nes se obtienen para una relación de hidrógeno a C O de 2:1
TABLA (2).- Contenido de metanol (en mol %) en una mezcla — producto de la reacción entre HL y C O - Se tienen valores pa ra diferentes relaciones de ^ / C O y la temperatura es de 350°C .
PRESION H?/C Oatmatm 9:1 4:1 2:1 1 : 1 1 :2 1:4
50 1.5 2 .2 2.3 2 .2 1 .5 0 .775 2.5 4.1 5.1 4.1 2.5 1 .2100 3.9 6.7 8.4 6.7 3.9 1 .8125 5.2 9.4 12 . 1 9.5 5 .4 2.5150 6.6 12 .2 15.9 12.3 6.8 3.3175 7.5 14.6 19.7 15.2 8.2 3.8200 8.3 17.4 23.2 18.0 9.6 4.4250 9.6 21.4 30.8 22.2 11 .9 5 .7300 10.7 24.2 37.8 26.5 13.8 6.8350 11.3 26.2 44.6 29.8 15.5 7.5400 1 1 .6 27.8 51.4 32.3 16.8 7.9450 1 1 . 8 29.4 57.6 34.5 17.7 8.4500 12 30.7 63.5 36.5 18.5 8.9
A pesar de que se obtienen mayores conversiones con una relación de H2/C O = 2 , no se utiliza en muchos casos debido a causas que se discutirán después.
SINTESIS DE METANOL A PARTIR DE B IO XID O DE CARBO NO E HID RO GEN O .
El gas de síntesis para producir metanol se prepara a partir de gas natural, hidrocarburos o combustibles sólidos, los cuales producen una combinación de C O y C 0 2 también reacciona con el hidroge no para producir metanol:
26

1) C O + H ------------- „ CO + H 0 H° =+9838 cal/g mol^ Z ¿ 7 0
K° 298 = 1 x 10 " 5PK° 600 = 3.64 x 10“ 6
H°29g=21664 cal/g mol
K ° 298 =3.44 x 104P
kp600 = 1 . 2 1 x 10
Las reacciones anteriores muestran que para producir metanol a par tir de C02 son necesarios 3 moles de por mol de C 0 2 y es —por eso que en una planta se utiliza normalmente una re lación----H2/(2C O + 3C 02 )* Una de las ventajas que tiene el usar una — mezcla de C 0 , C 02 es que el calor de reacción del C O 2 hasta - metanol es inferior al que se desprendería si se usara C O , y por - tanto hay que remover menos calor en el reactor.
La principal desventaja en el uso de C 0 2 radica en que se consume 50% más de hidrógeno que el empleado para reaccionar con - C O y puesto que se opera a altas presiones, los costos de compresión aumentan.
2) C O + 2H2 -C H 3OH
27

SINTESIS C O N C O Y H2 - C IN ETICA .
Habiendo determinado la conversión máxima de monóxido de carbono a metanol, el siguiente paso es calcular ¡a velocidad de reac— ción. Esta velocidad de reacción depende de muchos factores, co mo son la temperatura, presión, composición del gas de entrada. Pero los factores mas importantes son la actividad y selectividad — del catalizador.
Los catalizadores para la síntesis de metanol se eligen de tal modo que las reacciones secundarias se reduzcan a un mínimo. Tarrbíen se eligen tomando en cuenta su actividad a la temperatura y presión de operación, el tiempo de vida que actúan y su resistencia- mecánica.
La actividad de un catalizador depende de sus propiedades para ab sorber ios reactivos. Se ha probado que la reacción se lleva a ca bo solamente sobre la superficie del catalizador y que la velocidad de reacción depende de la velocidad con que son absorbidos el C O y el H2/ así como también déla velocidad de desorción de metanol Utilizando las constantes de absorción que poseen los reactivos y - productos se puede obtener la constante de equilibrio de la fase ab sorbida. 2
K K
K " I . A _ c o _ _ A _ _ h 2
k ac h 3 o h
K" = Constante de equilibrio en la fase absorbida.K - Constante de absorción de cada sustancia.
A
Utilizando ciertas constantes, Natta desarrolló una formula para la velocidad de reacción en la síntesis de metanol:
28

f ^ " fCH OH/ Kfr - C O 2__________ 3
A + BfC O + C fH2 + D f CH 3 OH > 3
r = V e l. de reacción g-mo! de metanol/cm de catalizador x hora A .B .C .D . = Funciones que dependen de la actividad del cata lizador y que varían con la temperatura»
Otras relaciones cinéticas vienen dadas por el tiempo de contacto que se define como el reciproco de la velocidad espacial (Vo):
Tiempo de contacto (Segundos) = 3600/Vo
El tiempo de residencia se define como:
t L 3600 segundos“ X “
donde V se calcula a 0 °C y 1 atm y por volumen unitario de ca talizador. Entonces:
t = 3600 T /22.4 x 1000 d '
donde: x
"Y = coeficiente de tiempo de contacto = dx/r=x/r0
x = conversiónr = vel. de reacción d '= densidad del catalizador.
Por tanto:
Vq= 3600/t = 22.4 x 1000 d '/ T
29

30

La composición del gas de entrada es una parte importante en el - proceso para obtener metanol. Se ha observado que la relación - estequiométrica proporciona la mayor conversión, sfn embargo, como se dijo antes, no se utiliza debido a lo siguiente:
1 .- Habrá siempre reacciones secundarias (aunque sean mí nimas), lo cual ocasiona un mayor consumo de hidrógeno.
2 .- Hay inertes que vienen ¡unto con el gas de síntesis.El contenido de inertes se mantiene constante dentro del sistema purgándolos. Por tanto una parte del hidrógeno se pierde con el gas purgado.
3 .- Por razones económicas, no todo el C C >2 es removido del gas de síntesis, por lo tanto se necesita más hi— drógeno para lograr la reducción del C O 2 .
4 .- Para la síntesis a altas presiones, se utiliza un exceso de hidrógeno, el cual sirve como enfriador ya que se trabaja a grandes temperaturas.
BALANCE DE CALO R:
La reacción de síntesis de metanol genera 21700 cal/g mol a 25X1 y 1 atm.:
0
C O + 2H2 7 CH3 OH H298 = -21700 cal/g-mol
El calor de reacción aumenta con la temperatura, Thomas y Portáis ki proporcionan el valor de la entalía de reacción como función dela temperatura a 1 atm de presión:
-2 2 -6 3Hy = 17920 - 15.84T + 1.142 x 10 T - 2.699 x 10 T
31

TABLA (3).- Calor de reacción a diferentes temperaturas, P=1 atm.
Temp. °K H j
Cal/g-mol
298,2 - 21700300 - 21710400 - 22600500 - 23320600 - 23900700 - 24340800 - 24670900 - 24890
1000 - 250401100 - 251301200 - 25150
Para presiones mayores de 1 atmósfera se ha propuesto la siguiente ecuación:
HT,P = Hf , P° - 0.5411 P - 3.255 x 1Q6 T 2 P
La cantidad de calor desprendida en una planta con capacidad de 750 toneladas/dfa operando a 350°C y 350 atm es aprox. 639 millones de kcal/dfa. De modo que para mantener el reactor a la - temperatura adecuada es necesario eliminar esta cantidad de calor tan pronto como se genera,
CATALIZADORES EMPLEADOS
Entre los catalizadores que proporcionan buenos resultados para la - producción de metanol, están aquellos que contienen óxidos de zinc
32

y cromo en varias proporciones, con o sin otros oxidos metálicos - como promotores de la catálisis.
En la operación, estos óxidos son parcialmente reducidos por los - gases reaccionantes. El hierro y el níquel no se utilizan debido a que forman carbonilos con el C O y promueven reacciones secun darías.
La actividad de los catalizadores de Zn-Cr muestran un móxico — con una composición Zn^gCrgy a 350°C. Sin embargo, factores- como la estructura cristalina, porosidad, condiciones de la superfic ie , etc., tienen una mayor influencia que la composición química.
Algunos óxidos metálicos han sido propuestos para los catalizadores de Zn -C r. Entre éstos se encuentran el dióxido de torio, oxido — de circonio y pentóxido de vanadio,
El uso de óxido de cobre como promotor ha sido estudiado intensa mente. Se ha encontrado que catalizadores como composiciones — Cu49Zn43C r8, Cu$oBil0 r Cu60Zn36Cr9 y C u ^ Z n ^ C r ^ tienen gran actividad y selectividad; pero son muy sensibles al calor y su vida es corta.
Un nuevo catalizador patentado por ICI fue desarrollado para la - producción de metanol a bajas presiones. Este catalizador es a - base de cobre y su actividad superior al tradicional Zn~Cr„ Generalmente el proceso a alta presión se desarrolla entre 200-300” atm y el de baja presión a 50 atm.
33


TABLA (4).- Comparación entre el proceso a alta presión y a baja presión para producir metanol/ usando diferentes catalizadores.
Suposiciones: 1) Aproximación al equilibrio. 2) 25% de inertes.3) Relación H2/ (CO + CO^ = 2
PRESION % de metanol a la salida del convertidoratm ZnO-C^Og Catalizador de cobre
375°C 270°C330 5.5 18.2200 2 .4 12.4100 0.6 5.850 0.15 2.5
El catalizador de cobre desarrollado por ICI utiliza otros óxidos me tólicos como promotores. Este catalizador es activo a temperaturas y presiones más bajas que las utilizadas para los catalizadores de - Z n -C r. El azufre envenena este ccfalizador, por lo cual es conve niente desulfurar la mezcla alimentada antes de entrar al convertidor.
Este catalizador posee una vida aproximada de 2 años y se puede - regenerar posteriormente.
PROCESOS DE FABRICACION DE METANOL
La producción de metanol sintético comienza con la preparación delgas de síntesis, el cual puede elaborarse a partir de gas natural-----(92 a 99% de metano) o algunas veces a partir de hidrocarburos como gas nafta, aceite, petróleo crudo o materiales sólidos como la -hulla o el coke.
La relación mínima entre los reactantes debe ser tal que:
H2/ (2CO + 3 C O 2) = 1.0
35

Siempre se trata de que la relación anterior sea un poco mayor de bido a pérdidas de hidrógeno en reacciones secundarias o en el — gas de purga. Estas pérdidas son del orden de 10 a 20%.
La elaboración del gas de síntesis para producir metanol a alta o a baja presión es idéntica, excepto que para procesos a baja presión se exige que el contenido de azufre sea eliminado, puesto — que actúa como veneno para el catalizador.
PREPARACION DEL GAS DE SINTESIS:
El gas natural es tratado primeramente para remover el azufre y — posteriormente pasa a un reformador de vapor que comprende un — determinado número de reactores tubulares que contienen un catali zador a base de níquel. También existen quemadores para propor cionar alta temperatura necesaria para las reacciones; las condicio nes de operación usuales son de 700 a 800°C y de 300 a 400 psig dentro de los reactores tubulares. La reacción esencial es la si— guíente:
CH + Ho0 = = ===== C O + 3H 4 ¿ 2
Los gases calientes de combustión producidos en los quemadores pa san primero alrededor de los reactores tubulares y posteriormente a una sección en la que se aprovecha su calor para producir vapor- de alta o de baja presión. El vapor producido se utiliza para mo ver los compresores, para serpentines de calentamiento, etc.,
Esta sección actúa por convección y esta diseñada para recuperar- el 90% de la energía calorífica producida al quemar el combustible. El vapor sobrecalentado se obtiene generalmente a 600 psig.
El gas reformado (gas de síntesis) sale de los reactores a muy alta temperatura ( + ó - 750°C). El gas es enfriado en intercambiado res de calor, donde se produce mas vapor. Este vapor producido- es generalmente utilizado para la sección de purificación de meta nol.
36

El gas reformado es finalmente llevado a temperatura ambiente mediante enfriamiento con agua. La composición del gas de síntesis- varía según que materia prima se haya utilizado para producirlo; un análisis típico de este gas producido a partir de gas natural, se da en la tabla número (5).
TABLA (5).- Composición típica del gas de síntesis producido a par tir de gas natural, con y sín C 0 2 agregado al gas natural.
CA SO I (Sín C 0 2) C A SO II (Con C 0 2)% Volumen % Volumen
H , 75.50 68.55C o 5.74 23.15C 0 2 14.95 5.00C H , 4.65 3.20Ar 0.03 0.20n 2 0 J 3 ----
TOTAL 100.00 100.00
(2CO + 3 C 0 2) 1.34 1.12
Inertes 4.81 3.44
Pérdidas de H2 9.78por purga.
NOTA:La adición de C 0 2 al gas natural se debe a factores económicos - que se explicarán 'posteriormente.
37

PROCESO A ALTA PRESION PARA LA PRODUCCION DE METANOL
Para este proceso se requieren aproximadamente 340 atmósferas. Para lograr esta presión en plantas de capacidad moderada se necesitan — dos tipos de compresores: un compresor centrífugo para el inicio de la compresión y un compresos reciprocante (de pistón) para lograr u- na compresión muy grande» Las razones de este arreglo son que los compresores centrífugos en regiones de alta presión, por ejemplo: — 240 a 340 atmósferas, poseen una baja eficiencia cuando la carga- es moderada. Pero esta eficiencia aumenta con la capacidad de — carga y cuando la producción de una planta de metanol llega a ser de 700 ton/día, el compresor centrífugo posee una eficiencia tan — aceptable como un compresor reciprocante» Por lo tanto, para poder usar un solo compresor centrífugo y no un arreglo con un reciprocante se requiere una capacidad mínima de 700 ton/día de meta nol.
Si se supone una plaita con producción de 800 ton/día de metanol, el gas de síntesis es comprimido por compresores centrífugos (movidos por turbinas de vapor); este vapor se puede obtener del producido en el reformador para la producción del gas de síntesis) y la descarga - es de 350 atm» Debe tomarse en cuenta que el gas que entra al - compresor no es únicamente gas de síntesis sino también gas que re- circula procedente del convertidor. Este gas recirculado contiene - un gran exceso de hidrógeno y cuando se combina con el gas de — síntesis se tiene una relación H2/ (2CO + 3CO~) aprox. de 2 02 .El gas comprimido entra al convertidor a una velocidad espacial — aproximada de 25000 a 35000 hr- .
Para plantas de capacidad moderada, los convertidores poseen dos - lechos catalíticos. El primer lecho es adiabático y el segundo es - enfriado continuamente por medio del propio gas alimentado que influye a través de tubos distribuidos sobre el catalizador.
También poseen este tipo de convertidores una zona para precalentar el gas de entrada, mediante los mismos productos que salen del convertidor a una temperatura mayor. Como resultado de todo esto, la temperatura dentro del reactor varía de 330 a 340°C y la presión es aproximadamente de 345 atm.
38

Para plantas de gran capacidad se utilizan convertidores con 4 6 5 lechos catalíticos que operan adiabáticamente. Para mantener la - temperatura constante dentro del convertidor se inyecta el gas alimentado directamente sobre el catalizador; además se cuenta con — válvulas que permiten el paso de gas frío sobre los lechos, si la — temperatura sube demasiado.
El espesor de los lechos catalíticos aumenta en el sentido de flu¡o del gas alimentado con el objeto de compensar el descenso en la - velocidad de reacción conforme la reacción se aproxima al equíli— brioc
El gas que sale del convertidor a una velocidad espacial aproximada de 30000 hr- contiene alrededor de 5% vol. de metanol, lo - que corresponde a una conversión de 29 a 30% basándose en el con tenido de C O y C 0 2 ° La producción utilizando un catalizador a- base de óxidos de Zn y C r varía de 1.8 a 2 .8 ton/m^ de catali zador/hora.
Los productos obtenidos en el convertidor son enfriados, de modo - que condense el metanol crudo y el condensado pasa a un separa— rador de gas-líquido. El líquido es almacenado y contiene de 75a 90% de metanol o Posteriormente se purifica el metanol en torres - de destilación que remueven los componentes volátiles como hidro— carburos y los pesados como el agua.
PROCESO A BAJA PRESION PARA LA PRODUCCION DE METANOL
De acuerdo con el proceso a baja presión desarrollado por IC I, la preparación del gas de síntesis no es muy diferente con respecto al proceso a alta presión, excepto que la eliminación de azufre es — más severa. Con respecto al contenido de C 0 2 en el gas de entra da, es interesante notar que su presencia es benéfica por los siguien fes motivos.
a) La presencia de cantidades insignificantes de C 0 2 en el gas d e- entrada tales como 0.31% en volumen, duplican la conversión de - C O y C 0 2 a metanol.
39

b) La presencia de C O 2 conserva la vida del catalizador por más tiempo (catalizadores a base de Zn , Cr y Cu). Sin embargo, el - catalizador desarrollado por ICI es independiente del contenido efe C 0 2 y su vida es larga con o sín C 0 2 «
La compresión del gas de síntesis en el proceso a ba¡a presión es- a base de compresores centrífugos hasta 52 atmósferas; el gas recir culado procedente del convertidor se encuentra aprox. a 47 atm y entra a un compresor que lo entrega a 52 atm, para combinarse - posteriormente con el gas alimentado.
La composición del gas de entrada al convertidor debe ser mas o menos la estequiométrica con un ligero exceso de hidrógeno. La relación entre C O y CO*) se prefiere entre 1.5 a 1.33
Los convertidores utilizados para el proceso a baja presión son muy similares a los utilizados en los procesos a alta presión de gran ca pacidad. La temperatura de operación oscila entre 250 a 270°C y la presión es de aproximadamente 50 atm. con velocidades espacia les de7000 a 20000 hr . El catalizador es a base de cobre y posee gran actividad y mucha vida.
Como se ha mencionado anteriormente una presión baja es adversa para lograr una conversión alta;, el uso de temperaturas mas bajas compensan esta desventaja. Bajo condiciones apropiadas un proce so a baja presión proporciona un contenido de metanol a la salid del convertidor de aproximadamente 2.5% vo L Este procenta¡e — comparado con 5% obtenido en un proceso a alta presión es una desventaja, sin embargo, también tiene algunas ventajas. Debido a la baja velocidad de producción (por ejemplo^ 0.38 Kg. de me tanol/lt de catal izador/hr) la generación de calor de reacción por unidad de volumen de catalizador y por hora, es proporcionalmen te menor, de tal manera que el exceso de hidrógeno puede ser re ducido ya que algo de este gas se introduce con el objeto de enfriar.
Debido a las temperaturas menores a las que operan los procesos a baja presión y la gran selectividad del catalizador de cobre, se - producen menos reacciones secundarias y por lo tanto menos impu-
40

rezas.
El equipo para purificar ei metanol obtenido por procesos a baja - presión consiste en una torre de extracción y una de refinamiento, que son básicamente columnas de destilación.
En síntesis, las ventajas que ofrece un proceso a baja presión para la obtención de metanol son las siguientes:
1 Los costos de adquisición y mante nimiento de los compresores son menores que los necesarios para un proceso a alta presión.
2 .- El costo de la energía consumida para producir una tonelada de metanol es menor.
3 .- La puesta en marcha de la planta es simple.
4 .- El proceso a baja presión se adap ta especialmente a plantas con capacidades bajas o altas de produc ción.
PROVEEDORES DE LAS PRINCIPALES MATERIAS PRIMAS:
La materia prima esencial, o sea el gas natural se puede obtener a través de PEMEX. Esta empresa produjo en 1973 ventas por valor- de: 1004.9 millones de pesos en gas natural.
Les catalizadores empleados a base de cobre activado se pueden ob tener a través de (ICI) Imperial Chemical Industries o también de - la firma alemana Lurgi, Corp./ Francfort Alemania.
Además existen un número grande de patentes de catalizadores para procesos a baja presión.
41

MATERIAS PRIMAS, ENERGIA Y COMBUSTIBLE NECESARIO PARA PRODUCIR UNA TONELADA DE METANOL A PARTIR DE GAS NA TU RAL.
PROCESO PROCESOMATERIAS PRIMAS ALTA PRESION BAJA PRESION
Gas Natural (94.7% CH4)Millones de Kcal 5.2 5.0
CO? (99% de pureza)m std. 161.5 161.5
SERVICIOS
Combustible (gas natural)millones de Kcal 4.15 3.0
Energía Eléctrica (Kw^h) 55 54.5O
Agua de enfriamiento (m ) 262 199.5
3Agua de calentamiento (m ) 0.73 0.73
CATALIZADOR $ 3.15 (MN) $ 15.90 (MN)
NOTA:Los datos anteriores son producto del estudio de:Strelzoff (Chemical Enginering Progress; Symposium Series, N o .98,
V o l. 66)R .J . Young (European Chem . News, 14 (90,92,94) Sept. 27, 1968
42

gas naftaq gas r>afurol
43
PRODUCCION DE METANOl A JAJA PRESION
T E 5 I S PR O F E S IO N A L
F e r n a n d o R o ja s G

44

BALANCE DE MATERIALES NECESARIOS PARA PRODUCIR UNA TO =NELADA DE METANOL, POR EL METODO A BAJA PRESION A PAR= TIR DE HIDROGENO Y M O N O XID O DE CARBO N O :
1) GAS NATURAL
Composición (en volumen):
94.7% CH ,4
5.3% N2 (y otros compuestos en bajas cantidades como CCtyr ^ 2^ 6)
Requerimientos del proceso: 5 .0 x 1 0 ^ Kcal.
Poder calorífico del gas: 11 710 Kcal/kg.
Kg. de Gas natural necesarios - q / P .C .S . = 5 x 10^ Kcal = 42711 710 K ca l/K g .
Peso molecular medio del gas = (0.947 x ló)+(0.053 x 28)= 16.812 Kg gas/Kg mol gas
Kg de CH^ en el gas =(427 Kg gas)(0.947 Kg mol CH x 1 6 Kg CH4 )16.812 Kg gas Kg mol gas Kg mol CH4
Kg mol gas
= 385.7
Kg de N2 en el gas = Kg de gas - Kg de CH^ = 427 — 385.7 = 41 ..3
2) COMBUSTIBLE»
Se utiliza como combustible gas natural, la cantidad necesaria es de 3 x 1 0 K ca l, por tanto:
45

Kg de combustible = (3 x 1 (P Kcal/ 11 710 Kcal) - 256.2Kg.
Aire necesario para quemar el combustible. Se considera que:
C H 4 + 2 0 2 __________________c 0 2 + 2 H 2 0
El número de moles de metano en el combustible es:
nCH4 = (256.^16.812) 0.947 =14.43 Kg mol
n = 2 n _ ,, = 28.86 Kg mo!02 c h 4
Y los 1 de aire necesario son:
Kg de aire =28.86 Kg mol 02 ( l Kj mol aire ) 29 Kg aire0.21 Kg mo! 02 Kg mol aire
= 3985.4
3) C 0 2 AGREGADO JUNTO C O N EL GAS NATURAL
Requerimientos: 161.5 m3 de CC 99% de pureza (a condiciones normales).
Por tanto:
Kg de C02 =(161.5 x 0.99) m3 CO|p_ x 44 22.4 rr. COg
Kg mol CO2
= 314
4) REFORMADOR DE GAS NATURAL
46

En el reformador se supone que ocurre esencialmente la reacción:
C H4 + H20 _________CO + 3 H2
Kg de CO producidos = (p ^ ) x K9 CH4 ~ f6~ x 385*7 - 675
Kg de H2 producidos 77- 7? ) x ^9 CH4 - 3 (2)x 385.7 -1 4 4 .6 — --------— L PM CH4 16
Kg de Ho0 necesarios = ( PM K^O ) x Kg CH¿ = J jÜ — x 385.7= 4 ó 4 ------------ Á P M C H 4 16
5) CONVERTIDOR DE METANOL.
En el convertidor se supone que existen las siguientes reacciones:
CO + 2H2 _ _ _ _ _ _ CH30H
C02 + 3H ---------- CH3OH + H2O
Kg de metanol producidos = PM CH3OH ( CO + Kg CO2 )y K PM CO PM C02
= 32 (675 + 314 ) = 1 000 28 44
Kg. de agua producidos = (p ^ C O 2 * * * 9 x 314 =
= 128.4
6) AGUA UTILIZADA EN EL PROCESO
3Agua necesaria para precalentar la alimentación 0.73 m
n 3Kg de agua de precalentamiento = 0.73 m x 10 It 1 Kg =730 ------------------------------------------------------------ TÍkT TT~
47

Agua de enfriamiento necesaria 199.5 M
Kg de agua de enfriamiento = 199 500
SUBPRODUCTOS DEL PROCESO.
La reacción de producción de metanol a partir de H y CO 5 CO2 es muy selectiva d ebio a la presencia de los catalizadores de Zn Cr ó bien de Cu para procesos a baja presión. Los productos que acom pañan al metanol crudo son principalmente acetona, aldehidos, amj ñas, éter dimetflico, etanol y alcoholes superiores. Sin embargo se encuentran en una cantidad muy pequeña (aproximadamente 3% de- metanol crudo) que su utilización como productos secundarios es nu_ la.
La atención se ha concentrado ahora en el reformador, en donde su cede esencialmente la siguiente reacción:
CH4 + H20 _ _ _ _ _ C O + 3 U
De la reacción anterior se observa que se producen 3 moles de hi“ drógeno por cada mol de C O , y puesto que en la producción de - metanol (estequiométrica) indica una relación H2/ C O = 2 .0 existe un exceso de hidrógeno (es por eso que es conveniente agregar C( como materia prima, ya que este compuesto se reduce a metanol en presencia de los mismos catalizadores y además consume más hidró” geno); este hidrógeno puede ser separado y desarrollado como pro — ducto puro.
El exceso de hidrógeno es obtenido al purgar el producto proceden te del convertidor, el gas de purga contiene alrededor de 90% de H H y por ejemplo, el gas purgado en una planta con capacidad de } 2 0 0 0 ton. de metanol por dia corresponde a 35 millones de pies
std ./dfa.
48

6*5
P R O D U C C I O N D E H 2
c o m b u s t i b l e
U N I D A D
C R I O A E N I C A
D E S T I L A C I O N
9 7 ~ 9g * / « H2
I P N
E S t a I £
T E S I S P R O F E S I O N A L
F e r n a n d o R o j a s G

La purificación de este hidrógeno puede ser lograda por varios méto dos incluyendo la purificación catalftica, absorción, difusión o s e r paración a bajas temperaturas.
La purificación catalftica incluye las operaciones asociadas con la - producción de hidrógeno en reformadores vapor metano. El vapor - puede ser añadido al gas de purga, siguiendo remoción de C O 2 y finalmente el refinamiento final por metanación. El proceso se lie va a cabo a presiones y temperaturas similares a la producción de - metanol.
La purificación de hidrógeno por métodos de absorción o difusión pro porcionan un producto con pureza muy elevada. Sin embargo se re quieren para estos procesos inversiones iniciales muy altas, lo cual sólo puede ser benéfico cuando se desean purezas de 99.99%.
La purificación a baja temperatura (proceso criogénico) es razona — blemente económico; en este proceso el hidrógeno crudo es enfriado a una temperatura, tal que condensan las impurezas, dejando al hi drógeno puro en la fase vapor.
Los estudios de Kenard y Nimmo indican que es preferible una puri ficación catalftica. La remoción de C O 2 se realiza con MEA; y - el proceso criogénico puede utilizarse, de tal forma que las impurezas separadas pueden utilizarse como combustible para el reforma dor de gas natural. Finalmente la purificación catalftica es lleva da a cabo para eliminar del hidrógeno la presencia de metano ( a este proceso se le conoce con el nombre de metanación).
En procesos especiales se puede obtener C O como subproducto, El gas reformado (CO e H2) es sometido a una purificación con MEA (para eliminar el C 0 2); posteriormente se realiza un p roceso crióge nico donde es posible separar al hidrógeno del C O .
50

PATENTES NECESARIAS.
Para el proceso a baja presión (ICI):
U .K . 1010871 (Reino Unido)U .S .P . 3326956 (E.U .)Belg. P. 658706 (Bélgica)U .K . 1105614 (Reino Unido)
Para catalizadores a base de cobre:
U .K . 308,181 (1927) (Reino Unido)
U .S .P . 3,256.208 ( E .U .)
51

V.-CAPAC IDAD DE LA PLANTA
1 Tamaño de la planta.
2 .— Criterios empleados para deter
minar la capacidad de la plan
ta.
52

TAMAÑO DE LA PLANTA
El tamaño práctico mas adecuado para una planta de producción de metanol, es aquel que proporcione el resultado económico mas fa— vorable para el proyecto en conjunto. La determinación puede ba sarse en las relaciones mas usuales en economía industrial, como pueden ser:
1) Rentabilidad o sea utilidades por unidad de capital2) Costo unitario mínimo3) Cociente de ventas a costos4) Cuantía total de las utilidades
Existen algunos factores que simplifican la elección del tamaño de la planta, según si su importancia es predominante sobre los demás aspectos que determinan el tamaño de la planta.
En primer término está la relación tamaño-mercado, en cuyo análisis adquiere especial interés el dinamismo de la demanda y su distribución geográfica. En segundo lugar se encuentra la relación - entre el tamaño y el costo de producción, conocida también por economía de escala.
Como los costos de producción, incluido el flete hasta el lugar de uso, serán también función de la localización, considerando la influencia de la distribución geográfica de la demanda, puede apre— ciarse la especial vinculación entre tamaño y localización.
A través de su influencia sobre los costos de producción, la escala del proyecto y la localización influirán finalmente en las relaciones económicas citadas anteriormente.
53

También hay que mencionar los elementos técnicos y financieros - que inciden en la decisión sobre el tamaño.
Tamaño y mercado
El elemento de juicio mas importante para determinar el tamaño - del proyecto es generalmente la cuantía de la demanda que ha de atenderse. En el caso del producto que se está tratando* o sea e! metanol, la vinculación entre el mercado y el tamaño de la planta es muy ambigua. En nuestro país, el desarrollo de nuevas in— dustrias es y deberá ser creciente, y es por eso que las necesidades de metanol según la demanda aparente no pueden dar sino un valor muy pequeño de lo que será dicha demanda de metanol en - un tiempo próximo.
En conclusión, se puede decir con bastante seguridad que el tamaño de la planta en base a requerimientos del mercado no tiene l í mite y en consecuencia es recomendable hablar de una capacidad de producción de metanol suficiente, no pensando en necesidades - actuales sino en función de! desarrollo de la industria química mexicana .
Además debe anotarse que una sola planta no cubrirá una demanda como la que debe esperarse en los años siguientes. En general se debe tener en cuenta que la elaboración de metanol requiere de - numerosas plantas en puntos donde la localización lo dicte mas recomendable.
El planteamiento anterior contribuye a delimitar el problema, pero éste se puede hacer mas complicado al considerar las variaciones de la demanda en función del ingreso, de los precios, de los factores demográficos, de los cambios en la distribución geográfica - del mercado y de la influencia del tamaño en los costos.
54

a) Dinamismo de la demanda
La producción de metano! como toda industria, tiene una curva ca racteristica de costos de producción en función del tamaño. Conjugando estas curvas de costos con las curvas de variación de la - demanda en función de uno o más de los factores mencionados, se ría posible en muchos casos demostrar la conveniencia de instalar - tamaños mayores que los que corresponden a la demanda actual. — Si se trata del precio, el tamaño mayor se podría justificar, por - ejemplo, porque los menores costos permitirían vender a menores precios, lo que a su vez -en virtud de una elevada elasticidad del precio- incrementaría la demanda. Considerando el futuro ere cimiento de la demanda, se podría justificar montar ahora una instalación con capacidad excesiva, aún cuando funcionara con mayores costos por algunos años, debido a que las menores utilidades - (y aun las pérdidas mismas de los años iniciales) podrían más que compensarse en los años siguientes por el menor costo resultante de la mayor escala de producción. Es evidente que solo se justifica— rá considerar tal alternativa si se trata de una industria difícilmente divisible en unidades parciales de producción de pequeña capacidad cada una. Si no fuera así, convendría ír agregando nuevas unidades paralelamente al crecimiento de la demanda, sin tener ne cedidad de mantener capacidad ociosa durante algunos años.
Por otra parte también debe tenerse presente que para un tamaño da do de planta, los costos unitarios serán decrecientes a medida que - se utilice un mayor porcentaje de la capacidad instalada.
En resumen, hay dos tipos de curvas de costos en función de las cantidades producidas. En uno de ellos se representan los costos - unitarios de una serie de plantas de diverso tamaño, funcionando - cada una a 100% de capacidad; en el otro se representan los costos unitarios que resultan cuando una planta de tamaño dado se - - opera a diferentes porcentajes de aprovechamiento de su capacidad.
55

Ahora bien, dadas una cierta demanda actual y una estimación so bre el crecimiento de esta demanda, se puede orientar el estudio del tamaño mas conveniente mediante el análisis combinado de las curvas de demanda y curvas de costos unitarios en función del tamaño. El tamaño de planta adecuado será el que conduzca al mí nimo costo unitario, para atender la demanda actual, a la vez que tenga capacidad disponible para atender la futura demanda.
b) Distribución geográfica del mercado
La forma en que se encuentra geográficamente repartida la demanda puede ser un factor de mucha importancia en la decisión sobre el tamaño y la localización de fábrica.
Así, se puede presentar el caso de que una misma demanda se pue da satisfacer instalando:
a) una sola fábrica para todo el mercado geográfico.
b) varias fábricas aproximadamente del mismo tamaño y situadas en lugares distintos.
Influyen en esto, ¡unto con los elementos de juicio relativos al ta maño, los inherentes a la localización.
Tamaño, técnica e inversiones
Como se anotó anteriormente, las diversas técnicas de producción - de metanol (ya sea a baja o alta presión) exigen una escala mínima para ser aplicables, y que por debajo de ciertos mínimos de producción los costos serían tan elevados que las posibilidades de - operar quedarían de hecho fuera de consideración. Los proveedores de equipo sólo ofrecen ciertos tamaños a los cuales hay que adaptar la solución, y ello establece límites a los que es impera— tivo atenerse en la práctica.
56

Las relaciones entre tamaño y técnica influirán a su vez en las re lociones entre el tamaño, la inversión y el costo de producción. - En efecto, dentro de ciertos límites, la operación a mayor escalase traduce en general en menor costo de inversión por unidad de capacidad instalada y en mayor rendimiento por hombre ocupado y otros insumos. Ello contribuye no sólo a disminuir los costos de — producción y a aumentar las utilidades, sino también a elevar la - rentabilidad por el doble motivo de que disminuye la inversión al - tiempo que se incrementan las utilidades.
Tamaño y localización.
Se estableció antes que las relaciones fundamentales entre tamaño y localización surgen por una parte de la distribución geográfica - del mercado y por otra de la influencia que la localización tiene en los costos de producción y distribución y en los coeficientes de evaluación. Las economías de escala harán que se tienda a instalar un mayor tamaño de planta, abarcando para ellos la mayor área geográfica de mercado posible; sin embargo, al ampliar el área a servir crecerán los costos de entrega del producto en el lugar de - uso, debido al mayor costo de transporte, y se llegará a un punto en que este último anule las ventajas de la mayor escala de produc ción.
Conviene insistir en que las distintas alternativas en cuanto a costo se deben referir al costo previsible en los puntos de distribución y no al costo de producción en fábrica.
Tamaño y financiamiento
Si los recursos financieros son insuficientes para satisfacer las nece sidades de capital de la planta de tamaño mínimo, es obvio que el proyecto se debe rechazar de plano. Por otra parte, si, los recur sos financieros permiten escoger entre varios tamños, para los cua — les la evaluación económica no muestra grandes diferencias, el crí
57

ferio de prudencia financiera aconsejará escoger aquel tamaño que, dando lugar a una evaluación satisfactoria (aunque no necesariamen te la óptima), pueda financiarse con la mayor seguridad y como— didad posibles.
Los problemas que surgen de las limitaciones financieras suelen tener soluciones satisfactorias de transición cuando hay posibilidades de desarrollar la empresa por etapas. El grado en que ello puede lograrse dependerá, entre otras cosas, del mercado y de las moda— lidades de producción, especialmente en cuanto a la indivisibilidad de los equipos.
A menudo será posible encontrar alguna solución (sí no perfecta, por los menos aceptable) para el desarrollo gradual de la empresa - en función del problema financiero, a fin de evitar que una limita ción de fondos esterilice toda la iniciativa en un momento dado. - Si se prevén dificultades financieras, sería deseable programar el trabajo de construcción por etapas, de manera que cada una de - - ellas diera lugar a una producción parcial, integrable con las de - las etapas sucesivas. De esta manera, al aparecer aquellas limitaciones, se podrá aprovechar por lo menos gran parte de lo invertí — do hasta entonces. No todos los proyectos tienen un grado de - - elasticidad que permita este desarrollo gradual. Cuando existe esa elasticidad junto con problemas financieros, el problema del tamaño inicial es de orden secundario. La prudencia aconsejará por lo general construir la fábrica de tamaño mínimo, ampliándola a medida que se normalice la puesta en marcha y haya recursos financieros su ficientes.
Otros factores relacionados con el tamaño
Finalmente, cabe citar otro tipo de factores que a veces pueden te ner alguna influencia sobre el tamaño de un proyecto. Suele ocurrir, por ejemplo, que las industrias operen sólo en un tumo por fal tar personal adecuado y no querer los empresarios entregar equipos
58

valiosos en manos inexpertas. Esta clase de limitaciones afectará sólo a proyectos de poca importancia o a casos muy excepcionales. En proyectos de mucha importancia se puede presentar el problema inverso, al considerar los problemas de capacidad administrativa y de centralización o descentralización que se plantean cuando se - opera con grandes volúmenes de producción, que requieren mucha - experiencia y capacidad administrativa, además de personal técnico y mano de obra calificada. A igualdad de los otros elementos de - ¡uicio, puede resultar preferible comenzar a una escala en que sean menores los problemas de este tipo.
Resumen y conclusiones sobre el tamaño para una planta de metanol (Proceso a baja presión)
La magnitud del mercado no opone resistencia a un tamaño grande de la planta. Asimismo, si se supone que los demás factores (fi — nanciamiento, técnica, localización, etc) tampoco restringen el ta maño de la planta, el problema se simplifica bastante.
En la actualidad el rango que abarcan las fábricas de metanol por - el proceso a baja presión varia de 150 a 1000 ton/dTa. Como an teriormente se dijo, PEMEX tiene en proyecto una planta que produ eirá 500 Ton/día de metanol, y en realidad es un tamaño convenien te puesto que es un valor intermedio, ya que si se trabaja a capacidades como 150 Ton/día la eficiencia del proceso es baja debido esencialmente a que la compresión centrífuga no es la óptima; y en el caso inverso o sea cuando se ocupa una planta con capacidad de 1000 ton/día la inversión inicial es bastante alta y el mercado mexicano tardaría un tiempo mayor para requerir de la fábrica su capacidad completa.
Por tanto, lo mas conveniente para un país como éste es la instalación de plantas de capacidad intermedia en diferentes puntos que cu bran satisfactoriamente la extensión del territorio nacional. Sin anotar más, una capacidad aceptable será aproximadamente de - -500 Ton/día para una fábrica de metanol que opere mediante el proceso a baja presión. 59


Sitio en que se proyecta instalar la planta
y elementos de juicio que determinaron su
localización
V I.- LOCALIZACION DE LA PLANTA
61

ESTUDIO DE LOCALIZACION DE LA PLANTA EN PROYECTO
La localización más adecuada para la planta en proyecto debe - - orientarse hacia la obtención de la máxima tasa de ganancia.
El estudio consiste en analizar las variables, a las que se llama - fuerzas locacionales, a fin de buscar la localización en la que la resultante de estas fuerzas conduzca a una máxima rentabilidad.
Los principales elementos de juicio a considerar son:
a) Suma de los costos de transporte de insumos y productosb) La disponibilidad y costos relativos de los recursosc) La posición con respecto a factores como terrenos y edificios,
tributación y problemas legales, condiciones generales de la vi da, clima, facilidades administrativas, política de descentrali — zación o de centralización, disposición de aguas residuales, olo res y ruidos molestos, etc.
El Departamento de Comercio de los Estados Unidos establece que - los factores básicos que gobiernan corrientemente la evaluación para la localización de plantas son:
a) Localización de los materiales de producciónb) Mano de obrac) Terrenos disponiblesd) Combustible industriale) Facilidades de transportef) Mercadog) Facilidades de distribuciónh) Energíai) Agua
6 2

LO C A LIZA C IO N ESPECIFICA PARA UNA PLANTA PRODUCTORA DE METANOL.
Los factores de localización analizados anteriormente, indican que la instalación de una planta de metanol esta fuertemente influencia da por la disponibilidad de gas natural. Existen en el país muchos puntos que reúnen esta característica y otras de las necesidades — enunciadas.
Analizando el mercado de metanol hecho anteriormente, se observa que los estados de la República que consumen mas este producto se encuentran Chihuahua, Nuevo León, Jalisco, San Luis Potosí, Estado de México y D .F. Por tanto seria conveniente que ademas - de gas natural, la localización de la planta se basara en un punto intermedio para estos mercados.
La selección particular en este caso, recae sobre el estado de Que rétaro, específicamente la capital del Estado, debido a que reúne” fácilmente las características esenciales del proyecto.
INTRODUCCION A LA ECONOM IA QUERETANA
El Estado de Querétaro se localiza en la Región Centro del país, - junto con los Estados de Morelos, México, Guanajuato, Puebla, - Tlaxcala e Hidalgo. Según el censo de 1970, tenía mas de once - millones de habitantes, en una superficie de 132 580 Km2.
La topografía de esta región es montañosa. Su población económicamente activa está próxima a los tres millones de personas. Sus principales actividades en 1970 por el número de personas ocupadas, fueron el sector agropecuario, que capta el 47.5% del total de -
63

población económicamente activa, y los servicios y la industria - con el 26.6% y el 25.9% resp.
El Estado de Quéretaro tiene una magnífica ubicación dentro de la Región, ya que es el punto donde confluyen las principales vías de comunicación, tanto carreteras como de ferrocarriles y telefónicas, de todas partes del país.
El marco institucional y las disponibilidades de capital básico son - atractivos. Mas aún, la mano es apta y responsable y los índices de rotación y ausentismo se hallan muy por abajo de otros lugares industrializados de la República. Esto explica en cierto modo, el progreso reciente de la entidad y las perspectivas para acrecentar su desarrollo en beneficio de amplios sectores de la población.
Además, la industria es ya un pilar de la economía queretana y po see todas las condiciones para un desarrollo acelerado, al localizar se en un centro de comunicaciones único, con recursos de agua suficientes, abastecimiento amplio de energía, dotación de gas (prácticamente al pie de las fábricas), mano de obra abundante y de ca lidad, fraccionamientos industriales, etc.
Entre todas las ventajas que presenta el Estado de Querétaro, probablemente una de las mayores es la magnifica infraestructura económica con que cuenta. La entidad es atravezadas por las principales vías troncales del país que dan acceso a la mayor parte de -las importaciones: las carreteras México-Piedras Negras, México - Cd. Juárez, México-Guadalajara-Tijuana y la carretera federal 120, que cruza toda su extensión y que le permite conectarse con la carretera México-Laredo.
Las necesidades de energéticos de la industria queretana, están resueltas con la línea derivada del gasoducto de PEMEX que llega a Tabasco y que proporciona gas al pie de las fábricas. En cuanto -
64

a los problemas de agua y de electricidad prácticamente no exís— ten en el Estado.
FACTORES DE LO C A LIZA C IO N Y DESARROLLO INDUSTRIAL
CARRETERAS
Las comunicaciones representan un papel muy importante para el desarrollo económico de Querétaro. Su ubicación se considera como un verdadero privilegio, porque ahí converge la mayor parte de los medios de comunicación del país.
Querétaro es paso obligado para la capital de la República y cuenta con los siguientes ejes troncales:
Carretera Constitución No. 57 México-Querétaro-Piedras Negras
Carretera Panamericana No. 45 Méxlco-Querétaro-Cd. Juárez
Carretera No. 90 México-Querétaro-Guadalajara-Tijuana
Carretera No. 120 Querétaro-Jalpan-Tampíco.
FERROCARRILES
Querétaro es también el centro donde confluyen los ferrocarriles que llegan del norte y occidente a la capital de la República.Por el Estado cruzan diariamente, en promedio 20 trenes de pasa— ¡eros, 6 tres mixtos y 51 trenes de carga. Por tal motivo, es un -Estado donde la densidad de trafico es de las mas altas del país.
65

La principales líneas férreas que cruzan el Estado son:
Méx ico-Ciudad Juárez México-Nuevo Laredo.Méxíco-Guadala¡ara-Manzanillo~Ba¡a California Norte México-San Luis Potosf-Tampico
Las comunicaciones terrestres en Querétaro significan uno de los - incentivos industriales de mayor fuerza. La evolución del transpor te facilita y hace mas expedito el tráfico de materias primas y productos terminados a todos los rumbos del país.
CO M UNICACIO NES AEREAS
La ciudad de Querétaro cuenta con una aereopista, que le facilita la comunicación aérea hacía cualquier parte del país. Su cerca— nía a las principales ciudades y sus magníficas carreteras ha hecho posible, lógicamente, que pueda prescindir de este moderno servicio.
AUTOTRANSPORTES
En la entidad operan, con base en la ciudad de Querétaro, líneas foráneas que dan servicio en el Estado y en el país.
Por otra parte, Sa entidad cuenta con servicio de carga y de pasa- ¡eros, de otros Estados. En el transporte de carga las facilidades son numerosas, debido al tránsito forzoso hacia los centros de consumo.
El transporte urbano en la ciudad de Querétaro está perfectamente cubierto. Operan, además, 11 líneas de autotransportes de pasa—
66

¡eros, que dan servicio a tas ciudades de Guadalajara, Manzanillo, Sonora, Piedras Negras y algunas otras poblaciones importantes del país.
m a n o de o b r a y s a l a r io s
Entre las múltiples ventajas que ofrece Querétaro a !a industria, destaca la mano de obra disponible, que se ha ¡do ampliando y capacitando cada día mas.
En 1960, la población económicamente activa era de 111 989 habí tantes. Para 1970, llegaba a 128 084 habitantes.
Los salarios que se pagan en la entidad constituyen otra importante ventaja comparativa para, los industriales, que se traduce en un - abatimiento de sus costos de producción.
COMBUSTIBLES Y LUBRICANTES
Los principales centros industriales y las ciudades del estado, cuentan con suficiente disponibilidad de hidrocarburos.
La Refinería de Petróleo Mexicanos de Salamanca, distribuye estos energéticos. También se cuenta con el gasoducto "La Venta-Salamanca" que, con un ramal a sólo 15 Kms. de la ciudad de Querétaro, abastece 45 000 m3 de gas por día a la entidad. El precio del gas es de $0.12 por metro cúbico. El oleoducto Poza Rica-Sa lamanca, que también pasa a 15 kilómetros de la ciudad, permite” - asegurar el abastecimiento.
67

ENERGIA ELECTRICA
La capacidad instalada de generación eléctrica en el Estado de - Querétaro, alcanza sólo la cifra de 8564 KW. Pero se incrementa con la que recibe de Estados cercanos» La capacidad conjunta - de las plantas interconectadas es de 214 895 KW.
Aquf se localiza la subestación Querétaro (una de las mas grandes del país), que recibe energfa de Malpaso, en Tabasco, y la distri buye hacia el Centro y el Occidente del país, por medio del mas grande sistema interconectado que se tiene en México.
TELECOM UNICACIONES.
Querétaro se encuentra perfectamente integrado con una red de telecomunicaciones que permite a todas las industrias instaladas y a - la población una rápida y eficiente comunicación con todas las ciu dades mas importantes del país.
El estado posee 5 367 aparatos telefónicos, de los cuales 4 690 están instalados en la ciudad de Querétaro. Existen cinco adminis— traciones telegráficas y 15 telefónicas. La longitud total simple de las líneas es de 723 Kms., correspondiendo 365 a líneas telegráfi— cas y 358 a líneas telefónicas.
Se tienen cuatro radiodifusoras comerciales, una estación local de televisión y una repetidora.
Respecto al servicio de correos, el Estado cuenta con 48 oficinas postales.
68

RECURSOS NATURALES Y ACTIVIDADES PRODUCTIVAS
La configuración del Estado de Querétaro, a la vez montañoso y - con valles adecuados para la agricultura y la ganadería, propicia una gran variedad de actividades.
La actividad industrial no depende solamente de las materias primas que existen en el Estado. Debido a sus vías de comunicación, puede disponer fácilmente de las que se localizan en la región cen tra! de la República. En la entidad se han encontrado algunos mi nerales no metálicos, como arena sílice, tierra diatomacea y diver sas arcillas, tanto refractarias como no refractarias. El caolín y Ha bentonita son productos que se explotan comercialmente.
SERVICIOS FINANCIEROS
Los servicios bancarios en el Estado los proporcionan la banca privada y !a banca oficial. Diez oficinas se encuentran en la ciu— dad de Querétaro, dos en San Juan del Río y una en Tequisqulapan.
La banca existente es la siguiente:
Bancos Privados Banco del Centro, S .A .Banco de Comercio de Querétaro Banco Internacional, S .A .Banco de Londres y México, S .A .Banco Nacional de México, S A .Banco Comercia! Mexicano, S .A .
Bancos Oficiales:Banco Nacional de Crédito Agrícola, S .A .Banco del Pequeño Comercio del D .F , (Sucursal Querétaro)
69

AGUA
El Estado de Querétaro se localiza dentro de dos cuencas hidrológi cas importantes. La zona sureste, que cubre alrededor de la quinta parte de la superficie total, pertenece a la cuenca del río Ler- ma. El resto de la entidad, a la cuenca del rio Panuco. La pro fundidad de sus mantos freáticos varía de 30 a 60 metros en los va lies, lo que da lugar a la existencia de amplias seguridades para - el suministro de agua a costos razonables.
La ciudad de Querétaro se abastece actualmente con agua de pozos artesianos y de manantiales que, en forma conjunta, le suministran 220 litros por segundo. Además, posee una reserva formada por va ríos pozos con capacidad para duplicar el gasto actual.
MERCADOS
La ubicación de Querétaro permite acudir con facilidad al mercado de la ciudad de México y a cualquier punto del norte o del occidente, que son las zonas de mayor desarrollo y que constituyen los mercados mas importantes del país.
La zona central, de la cual forma parte el Estado de Querétaro, - San Juan del Río y otras de menor importancia, muestran el cambio que ha sufrido el Estado y constituyen asimismo un mercado impor tante para los productos de su propia industria.
EDUCACION Y CAPACITACIO N TECNICA.
El sistema educativo en el Estado se encuentra debidamente integrado.
70

La Universidad Autónoma de Querétaro y el Instituto Tecnológico Regional de Querétaro, ofrecen servicios educativos a nivel superior, de acuerdo a las necesidades que plantea el desarrollo de la entidad.
En el aspecto de la capacitación técnico. Querétaro dispone de seis centros de capacitación para trabajadores. Dichos centros - - contribuyen a la formación de personal que demandan la industria, el comercio y los servicios, teniéndose satisfechos los requerimientos de mano de obra.
VIVIENDA
En la ciudad de Querétaro y en los principales centros urbanos se tienen servicios que facilitan soluciones al problema de la vivienda. El gobierno del Estado, en coordinación con dependencia fe derales, ejecuta programas para proporcionar los servicios mas indispensables, como son el agua potable y alcantarillado, a la mayor parte de los centros urbanos.
SALUD
La ciudad de Querétaro tiene servicios médicos y hospitalarios que son proporcionados por las siguientes instituciones:
Hospital C ivil RegionalInstituto Mexicano del Seguro SocialCentro de Salud del I.M .S .S .I.S .S .T .E .
Además cuenta con servicios privados de médicos y sanatosios.La SSA , a través de los Servicios Coordinados del Estado, imparte atención médica.
71

V IL - ESTUDIO ECONOMICO Y FINANCIERO
Inversión total proyectada
a) Desglose por renglones principales de inversión
b) Monto de la inversión
Capital de trabajo
Costos de producción
a) Costos directos
b) Costos indirectos
c) Precio de venta
Estudios de distribución proyectada de los productos
Estudios de los aspectos financieros
a) Monto de capital
b) Financiamiento de origen interno y externo
72

INVERSION TOTAL PROYECTADA
La inversión totalpara cualquier proceso consiste en el capital requerido para la adquisición del equipo, terrenos, edificios, servicios, ete. mds el capital de trabajo o sea el necesario para pagar salarios, obte ner las materias primas y otras facilidades que debe proporcionar la - planta. En general se dice que la inversión total para erigir una industria es la suma del capital fijo más el capital de trabajo.
Inversiones
El capital necesario para adquirir los equipos de manufactura e instalación de la planta, se llama inversión o capital fijo, mientras que - el necesario para la operación de la planta se denomina capital de - trabajo. La suma de la inversión fija más el capital de trabajo es co nocida como la inversión total. El capital fijo puede ser subdividido en inversión fija directa o inversión fija indirecta.
Inversión fija
La inversión fija directa representa el capital necesario para el equipo necesario ya instalado junto con todos los auxiliares utilizados pa ra una operación completa. Gastos para tubería, instrumentos, ais-alantes, cimientos, y preparación del terreno son ejemplos tfpicos de - inversión fija directa.
El capital fijo requerido para los gastos de construcción y todos los - componentes de la planta que no están directamente ligados con el - proceso, se desgina como inversión fija indirecta. Estos componentes de la planta incluyen el terreno, los edificios de proceso, las ofici— ñas administrativas, almacenes, laboratorios, transporte y entrega de producto terminado, talleres y otros dispositivos de la planta. Los — gastos de construcción consisten en gastos de supervisión, gastos de - ingeniería comisión al contratista y contingencias.
73

El capital de trabajo para una planta industrial consiste en la cantidad total de dinero invertida en: materias primas, productos termina dos, cuentas por pagar, dinero en caja, impuestos por pagar*
El inventario de materias primas incluido en el capital de trabajo, cu bre generalmente 1 mes de producción. La cantidad de producto — terminado tiene un valor aproximado a 1 mes de producción.
La relación entre el capital de trabajo y la inversión fija para plantas químicas varia desde un 10 a un 20% de la inversión total para - constituir el capital de trabajo.
Estimación de la inversión total
Entre los muchos factores que contribuyen a malas estimaciones de - la inversión necesaria para un proyecto, la más importante es la de bida a omisiones de equipo, servicios, etc., Para superar esto se re comiendo hacer una lista que cubra todos los aspectos del proyecto.
INVERSION TOTAL PROYECTADA
Según estudios por R.J.Kenard y N .M . Nimo realizados en la instalación de plantas por procesos a baja presión para producir meta— nol en Inglaterra, Corea del Sur, Taiwan y E .U ., el valor medio — que proporciona la inversión fija (tomando como base el año de —1970) es:
Inversión fija (1970) = $121 250 00Q; para una planta con capacidad de 500Ton. Dra.
Para obtener un valor para el año de 1974, se puede recurrirá los — ind ices de costos para plantas químicas que aparecen en la revista - Chemical Engineering. Según esto:
Capital de trabajo
74

Indices de costos para la industria química 1970: 125.7
1974 (Septiembre): 174.9
Por tanto:
Inversión fija (Sept. 1974) - ^25 7 250 000)
- $ 168 700 000
Asimismo, Kenard y Nimo estiman que el capital de trabajo es a----proximadamente el 9% de la inversión fija:
Capital de trabajo - 0.09 (168 700 000)
- $ 15 180 000
Cálculo de la inversión total para una fábrica de metanol con capacidad de 500 Ton/Dfa:
Inversión total - Inversión fija ■+■ capital de trabajo.
Inversión total = $ 168 700 000 “H $ 15 180 000
- $ 183 880 000
Para desglosar la inversión fija en los renglones principales de inver versión, se puede hacer referencia a diversos trabajos presentados — por H .C . Bauman, J .E . Haselbarth y J.M .Berk. En dichas obras- se subdivide a la inversión fija en costos directos y costos indirectos.
Los costos directos están relacionados intimamente con el proyecto e75

incluyen el equipo necesario, tuberfas, edificios, e tc .,; los costos indirectos no se encuentran ligados al proceso y entre ellos se cuen tan supervisión, gastos de construcción, contingencias, etc.,
A continuación se da un cuadro detallado de estimación de capital fijo, este cuadro se basa en el trabajo de Bauman (Fundamentalsof Cost Engineering in the Chemical Industry.
PRINCIPALES COSTOS QUE CONSTITUYEN LA INVERSION PARA UNA PLANTA PRODUCTORA DE METANOL POR EL PROCESO A - BAJA PRESION
Costos Directos %lnversión Fija $
Equipo comprado Instalación del equipo Instrumentación Tuberfa (instalada) Eléctricos (instalados) EdificiosAcondicionamiento
del terreno Servicios (instalados) Terreno
2393748 2
131
38 801 000 15 183 0005 061 000
11 8090006 748 000
13 496 000 3 374 000
21 931 000 1 687 000
TOTAL DE COSTOS DIRECTOS
70 118 090 000
Costos indirectos $
Supervisión e Ingenierfa 9Gastos de construcción 10Comisión del contratista 2Contingencias 9
15 183 00016 870 000 3 374 000
15 183 000
TOTAL DE COSTOS INDIRECTOS
INVERSION FIJA
30
100
76
50 610 000
168 700 000

ESTIMACION DEL COSTO TOTAL DEL PRODUCTO:
La estimación de la inversión total requerida para el proyecto, se ha - determinado anteriormente; pero esta estimación es solamente una parte para estimar el costo total del producto. Otra parte igualmente importante es la estimación de costos para operar la planta y vender el - producto. Estos costos pueden ser agrupados bajo el encabezado de — costo total del producto. AsF mismo, este encabezado puede ser subdi vidido en las categorías de: a) costos de manufactura y; b) gastos gene rales. Los costos de manufactura son conocidos también como costos efe producción u operación.
La exactitud es muy importante al estimar el costo total del producto, - tal como lo es al estimar el monto de la inversión total. Las causas — principales de error al estimar el costo total del producto son las omisio nes de elementos de costo. Una forma tabular es muy útil para estimar el costo total del producto y constituye una valiosa lista para prevenir- omisiones.
El costo total del producto se calcula comunmente en cualquiera de las siguientes bases: producción por día, costo por unidad de producto o — — producción anual. Las mejores bases para estimar el costo del producto son las que se hacen en relación al tiempo debido a que: a) el — efecto de variación del costo con el tiempo es muy aproximada, b) se - considera el tiempo que opera la planta en un período dado, c) permite un cálculo más rápido de los costos de operación a cualquier capacidad de planta.
La mejor fuente de información para estimar el costo total del producto son los datos obtenidos a partir de proyectos similares. La mayoría de - las compañías cuentan con informaciones detalladas de sus operaciones, por lo que de manera rápida se pueden obtener estimaciones de los eos- de manufactura y gastos generales. Se deben tomar en cuenta para estas estimaciones los efectos de la inflación, la localización de la planta y la situación geográfica.
77

Costos de manufactura
Todos los costos directamente relacionados con la operación o el equi p ó de una planta se incluyen en los costos de manufactura* Estos co7 tos se dividen generalmente en tres partes: l) costos directos de producción; 2) costos fi¡os; 3) gastos generales de planta.
Los costos directos de producción incluyen los gastos directamente relacionados con la operación. Este tipo de costos involucran gastos pa ra la adquisición de materias primas, mano de obra directa, supervisión del proceso, mantenimiento de la planta, teparaciones, energía, servicios, regalías por patentes y catalizadores.
Los costos fijos son gastos que permanecen prácticamente constantes, - año con año y no varían grandemente debido a cambios en la escala - de producción. La amortización, impuestos, seguros y renta pueden- ser clasificados como gastos fijos.
Los gastos generales de planta son aquellos que comprenden servicios médicos, mantenimiento general de la planta, servicios de seguridad, pensiones, seguro social y seguro de vi da, empaque, servicios de res taurante y diversión, servicios de salvamento, laboratorios de control, superintendencia de planta, bodega y beneficios especiales para empleados.
Gastos Generales
Junto con los gastos de manufactura, otros costos son incluidos en el total para un producto. Estos gastos generales pueden ser clasifica— dos en; 1 ) gastos administrativos; 2) gastos de distribución y venta;3) gastos de investigación y desarrollo; 4) gastos de f inane ¡amiento y5) gastos sobre ganancias brutas.
Los gastos administrativos incluyen costos de oficinas, gastos legales y de ingeniería, comunicaciones en general, etc.,
Los gastos de sitribución y ventas se refieren a costos de manejo d e l- producto, recipientes, fletes, vendedores y publicidad.
78

Los gastos de investigación y desarrollo se deben al deseo de ia empre sa de permanecer en una posición competitiva. Estos costos son para salarios, equipos especiales, instalaciones para investigación, etc.,
Los gastos de financiamiento incluyen los costos extra para obtener el dinero necesario de la inversión total. El gasto de financiamiento se limita normalmente al interés que se paga sobre dinero prestado, y es te gasto es denominado como fijo.
Los gastos sobre ganancias brutas se refieren a las erogaciones por impuestos sobre la renta, reparto de utilidades y otros costos que son fun ción directa de las ganancias brutas.
79

GASTOS QUE DETERMINAN EL COSTO TOTAL DEL PRODUCTO
Materias Primas Mano de obraSupervisiónVapor PotenciaElectricidad yCombustibles Servicios Costos DirectosRefrigeración deAgua ProducciónMantenimiento Costos de laboratorio Regal Tas por patentes Catalizadores y solventes
Depreciación Impuestos Seguros Renta
Servicios médicos Seguridad y protecciónGastos generales de planta Gastos generalesEnvase de PlantaRestaurante SalvamentoLaboratorios de control Superintendencia de planta Almacenes y bodegas
Costos fijos Costos de Manufactura
80

GASTOS QUE DETERMINAN EL CO STO TOTAL DEL PRODUCTO ( C o n t i n u a c i ó n )
Salarios de ejecutivos Gastos de ingenieríaMantenimiento de oficinas Gastos de Administración Comunicaciones
Oficinas de ventas Vendedores Fletes PublicidadServicios técnicos de ventas
Investigación y desarrollo
Financiamiento
Gastos sobre ganancias brutas
Gastos de VentasGastos
Generales
81

COSTO DEL METANOL, PARA UNA PLANTA C O N CAPACIDAD DE 500 TOIS/DIA QUE UTILIZA EL PROCESO A BAJA PRESION.
Localización: Queretáro, Qro.
Materias primas y servicios:
1 ) Gas natural (utilizado como materia prima y combustible)
Precio (en 1974) - 0.18 $/m3 a C .N ,
Del balance de materiales que se realizó anteriormente:
Volumen de gas a C . N . requerido para producir una Tonela da de metanl - 812.25 M3
Costo del gas natural - (0.18 $/m3)(812.25 m^/Ton.^-$146.2Q/Ton de CH OH
3
2) Electricidad
Precio (1974) - 0.30 $/KW-H
Cantidad de electricidad utilizada por tonelada de metanol producida:
54.5 KW-H
Costo de la energía eléctrica - (0.30 $/tóV-H)(54.5 l<W-fyTon.: $16.35/Ton. de CH OH
O
3) Agua para enfriamiento
Precio ( 1 9 7 4 ) 1 9 9 . 5 m3
Costo del agua para enfriamiento - (0.30 $/m3)(199.5 m^Ton): $ 59.85/Ton. de CH3OH
82

4) Agua caliente utilizada como materia prima para obtener el gas de síntesis.
Cantidad de agua caliente por tonelada de metanol producida----- 0.73 mg
3Costo del agua caliente - $ 3.4Q/m
Costo del agua caliente utilizada— ($3.4£/m3 )(0.73 m^)
z $2.5Q/Ton de Ch^OH
5) C0 2
Precio del C 0 2 comprimido - $40/Ton.
Cantidad de CO,, necesaria en la producción de una tonelada de metanol:
317 Kg
Costo del C 0 2 P°r tonelada de metanol -($4Q/Ton. de C O 2)
(0.317 Ton.de CO«) Ton. C H .O H
= $12.7Q/Ton. de CHgOH
6) Catalizador
Costo de catalizador necesario para producir 1 Ton. de metanol:$ 15.90/ Ton. de CHgOH
83

1 ) Mano de obra
Costo de la mano de obra - $5.75/'Ton de CH OH (Dato: Lurgi,, - Corp.) -
2) Gastos generales de planta (100% de la mano de obra)
Gastos generales de planta - $5.75/Ton, de CH OHO
3) Mantenimiento
Para una planta productora de metanol por el proceso a baja presión se considera al manteninimiento como el 3% de la inversión total.
Costo por mantenimiento - $30,20 / Ton. de CH^OH
4) Amortización e intereses
Este aspecto es aproximadamente un 25% de la inversión fija
Costo por amortización e intereses = %257/lon. de CH„CJh
Otros costos de producción
84

COSTOS DE PRODUCCION PARA PRODUCIR UNA TONELADA DE METANOL EN UNA PLANTA C O N CAPACIDAD DE 500TOIH/DIA QUE UTILIZA EL PROCESO A BAJA PRESION.
Gas natural
Electricidad
Agua por enfriamiento
Agua caliente
CO 2Catalizador
Total de materias primas y Servicios
Mano de obra
Gastos generales de planta
Mantenimiento
Amortización e intereses
COSTOS DE PRODUCCION
o bien
$/Ton. de CH OHO
146.20
16.35
59.85
2.50
12.70
15.90
$253.5/Ton. de CH OHó
5 .75
5.7 5
30.20
252.00
$547.20/ Ton. de CHgOH
0.55 $/ Kg. de CH^OH (Aprox.)
85

Precio de venta:
Si se comparan el precio de venta del metanol al mayoreo en el preseri te ($4.2Q/Kg) en el paFs y el costo de producción de este alcohol para la planta en cuestión ($0.55/Kg), es fácil notar que las utilidades brutas que caben esperar si el producto se mantuviera al precio actual del mercado serían muy grandes o lo que es lo mismo la rentabilidad serfa- enoreme.
Aún cuando el precio de venta fuera menor dicha rentabilidad serFa — aceptable, . Esto invariablemente debería fomentar en el paFs la instalación de plantas de este tipo para obtener menores costos de produc— ción, ya que la diferencia en capacidad entre el proyecto presente y - las plantas en operación en México es notable.
Por otra parte, a pesar de que el precio de venta que se pudiera asignar al metanol fuera del orden de los costos de producción, es dFficil en — cambio competirá nivel internacional, donde existen plantas con capacidad hasta de 1200Tor/DFa. Esto es obvio al observar los precios in— ternacionales del producto.
En resumen, el precio de venta del producto según e! costo de produc— ción para una planta que opera bajo el proceso a baja presión, puede — ser muy inferior al de $4.20/Kg. y aún asFobtener ganancias considerables.
ESTUDIO DE LOS ASPECTOS FINANCIEROS
El financiamiento del proyecto debe indicar las fuentes de recursos finajn cieros necesarios para su ejecución y funcionamiento y describir los mece nismos a través de los cuales fluirán esos recursos hacia los usos especFfí- cos del proyecto. Se deberá demostrar que las fuentes señaladas son recM mente accesibles y que los mecanismos propuestos guardarán relación con ¡a realidad. No bastará afirmar que una industria se financiará mediante una emisión de acciones, si previamente no se demuestra que existe la posibilidad real de colocar esas acciones. No será suficiente tampoco - afirmar que una cierta parte de los recursos se obtendrá mediante créditos
8 6

habrá que demostrar o discutir la posibilidad real de conseguirlos.
Como es natural, el estudio del financiamiento deberá tomar en cuenta las fechas en que se precisan los recursos de inversión, de acuerdo con el programa de trabajo y el calendario de inversiones. Además, deberá abordar el problema tanto globalmente, en moneda local, como para los componentes parciales de la inversión, en moneda local y extranjera. — Finalmente deberá ser explícito en cuento al financiamiento de la invej sión fija y del capital de trabajo.
a) Fuentes de Recursos
Los recursos para el financiamiento de proyectos provienen de dos fuentes generales: 1 ) Las utilidades no distríburdas, las reservas de deprecia ción o de otro tipo, a las que se engloba bajo el nombre de fuentes inter- nas de las empresas, y 2) El mercado de capitales y los bancos, que cons tituyen las Mamadas fuentes externas . Ambas se relacionan entre sí*, pues cuando las utilidades no distríburdas y las reservas de depreciación no se- reinvierten en la propia empresa, pueden afluir al mercado de capitales y establecer una demanda de otros tTtulos y valores. Las fuentes internas — de ciertas empresas pasan de esta manera a ser fuentes externas de otras.
Es obvio que el financiamiento basado en fuentes internas sólo será posible cuando el proyecto es desarrollado por una empresa ya existente.
Las principales fuentes externas de financiamiento son los préstamos de diverso tipo y los aportes de capitales en forma de acciones ordinarias o preferentes. Puede también establecerse una diferencia (venta directa de acciones o bonos al público) o con ellos (bancos, compañfas de seguros, oficinas de banca, corredores de bolsa, etc.)
Los préstamos se suelen clasificar en tres grupos, según el plazo de vencimiento de los compromisos: créditos corrientes (hasta 1 año), intermedios— (de 1 a 10 años) y a largo plazo (más de 10 años).. Los créditos con ien— tes (bancarios o entre empresas) se utilizan para financiar parte del capi— tal de trabajo, o para suplirlo cuando, por ejemplo, hay variaciones estacionales en el funcionamiento de la empresa. Los otros se utilizan para — financiar la Inversión fija.
Las acciones pueden ser ordinarias o preferentes y son similares en cuanto-
87

las dos representan títulos de propiedad de la empresa. La diferencia esencial entre ambos tipos estriba en la prioridad que las acciones pre ferentes tienen en cuanto a la distribución de las utilidades y a la recuperación del capital en caso de fracaso y liquidación de la empresa.
b) Limitaciones del mercado de capitales
En la generalidad de ¡os casos, los países poco desarrollados no cuentan con mercados de capitales bien desarrollados e Incluso esos mercados pueden faltar del todo. La colocación de acciones y bonos no se - realiza con la misma facilidad que en los centros industríales, y el financiamiento descansa mucho más en las fuentes internas. Sin embargo, habrá casos que exista posibilidad de acceso al mercado de cespita les de los grandes centros industriales.
En tales casos cabrá analizar la proporción de la inversión que ha de - financiarse con papifal propio de la empresa. Las decisiones al respe£ to dependerán esencialmente de la disponibilidad de capital propio,de las condiciones en que el crédito puede contratarse y de los otros proyectos que la empresa tenga a la vista. La disponibilidad de capital - propio no sólo depende de la cuantía de las fuentes internas utilizables sino también de la posibilidad de colocar acciones o de asociar a otros empresarios en el proyecto. Por lo tanto habrá que considerar la capa cidad del mercado de valores para absorver una eventual emisión de a£ ciones. Las condiciones en que el crédito pueda contratarse se refie— ren a los plazos, tipos de interés, condicionamiento de crédito a compromisos adicionales, etc.
8 8

C O N C L U S I O N E S
89

C O N C L U S I O N E S
VENTAJAS DE UNA SINTESIS A BAJA PRESION
Las ventajas y características distintivas ofrecidas por la adopción de una tecnología a baja presión comparadas con las técnicas a presión- elevada incluyen las siguientes:
1 .-Menores costos de producción debido a una mayor eficiencia de los materiales y sustancias utilizadas.
2 . - Uso de compresores centrífugos hasta aproximadamen te 150 tor\/día de capacidad.
3 . - Menores costos de capital debido a reducción de gas tos en las instalaciones de reformación y compresión y al uso de equipo de baja presión en la unidad de - síntesis.
4 . - Menores costos de mantenimiento y diseño simple - del convertidor, lo que permite un rápido reemplazo del catalizador aumentando el tiempo de operación de la planta.
FACTORES QUE AFECTAN LOS COSTOS DE
P R O D U C C I O N
Las principales razones para adoptar una presión de síntesis de 50 atmósferas aproximadamente, en el proceso a baja presión son dos. La primera, los principales contribuyentes al costo de producción o sea-
90

la energía requerida para comprimir el gas de síntesis, es reducida por un factor que oscila entre 2 y 3. La segunda, los compresores centrífugos pueden ser usados en todos los casos pero no para producciones- pequeñas de metanol.
Este último factor hace posible una gran proporción de ahorros en la in versión, operación y mantenimiento lograda por el proceso a baja presión, particularmente en el rango de 150 a 500 ton/día, donde las — plantas que operan a elevadas presiones utilizan compresores recipro— cantes (movidos normalmente por energía eléctrica).
En todo caso, los compresores centrfugos, a pesar de su baja eficiencia son generalmente preferibles a las máquinas reciprocantes debido a su - gran confiabilidad.
ESTIMACIONES SOBRE EL MERCADO
La crisis mundial del petróleo dificulta el suministro de muchas materias primas. La estructura simple de! alcohol metílico lo hace sustancia básica para elaborar resinas, plásticos, adhesivos, etc.
Es fácil observar que muchas industrias en el país tienen problemas para obtener los anteriores productos, esto es síntoma de que !a industria del metanol en Mexicano está a la altura de las necesidades.
La estimación del mercado en México, no debe hacerse en base a la de manda aparente sino en el potencia! químico industrial que dispone el - país y que crece continuamente.
CAPACIDAD DE LA PLANTA
En vista de lo anterior, el mercado no opone resistencia a un tamaño — grande de la planta. Sín embargo como se ha mencionado en otras oca siones, el equipo disponible en procesos a baja presión es generalmente de 150 a 500 Ton/día y la experiencia en este rango es la mayor disponible.
91

Lo más conveniente en el paFs, serTa la instalación de plantas de capa cidad intermedia en diferentes puntos que cubran satisfactoriamente la demanda interna a largo plazo.
LO C A LIZA C IO N DE LA PLANTA
Obviamente la localización más adecuada es aquella en la cual se ob tenga la máxima tasa de ganacia. El problema de localización se a— borda en dos etapas; en la primera se decide la zona general en que - se instalará la empresa y en la segunda se elige el punto preciso, con siderando ya los problemas de detalle. En general, los problemas decisivos serán los de transporte y de disponibilidad y costos de insumos.
En realidad se dijo que existen muchos puntos en el país en que se pu£ de instalar la planta, siempre y cuando se disponga de suficiente gas- natural. La elección de un sitio como la Ciudad de Querétaro hizo - más ilustrativo y específico el problema de localización.
ESTUDIO FINANCIERO
La inversión total para erigir una industria es la suma del capital fijo más el capital de trabajo. Observando los datos sobre el monto de ca da uno de ellos, es mucho mayor la inversión fija que el capíhal de — trabajo. El financiamiento delproyecto deberá describir los mecanis mos a fravéz de los cuales fluirán los recursos hacia los fines del proyecto. Se deberán tomar en cuenta las fuentes internas y externas de financiamiento.
COSTO TOTAL DEL PRODUCTO
Según se vio el costo total del producto en corjiparación con los precios vigentes, da margen a una gran rentabilidad. Se puede prever el éxito de una industria de este tipo con sólo observar tales datos y valores obtenidos.
92

La razón de costos tan bajos es simple: el bajo precio de la materia prima y la poca demanda de mano de obra. Esto indica el mayor — contribuyanle en los costos de! producto viene siendo la amortiza— ción de la inversión fija.
93

Bl B L I O G R A F I A
Chemical Enginnering Progress Symposium Series No. 98, V o l. 66, 1970.
Hidrocarbon Processing Marzo 1969, páginas 149-153 Septiembre 1970, páginas 281-285
The O il and Gas Journal Febrero 12, 1968 páginas 106-109
Chemical and Process Enginnering Junio de 1968, páginas 69-77
Enciclopedia de la Tecnología Química Kirk Othmer Tomo X Pág. 881-909
Plant Design and Economics for Chemical Engineers Max S. Peters Me. Graw Hill 2a. Edición
Chemical EngineeringMe Graw Hill Publications (Septiembre 1974)
Anuario de la Industria Química Mexicana en 1972 (ANIQ )
Anuarios de Comercio Exterior de los Estados Unidos Mexicanos. Secretaria de Industria y Comercio.
Memoria de Labores 1973 PEMEX
Manual de Proyectos de desarrollo económico.ONU
94

B I B L I O G R A F I A(Cont.)
Methanol: Its Technology And Económico Samuel Strelzoff, Chemical Enginnering Progress, Symposium Series No. 98
Estado de Querétaro Nacional Financiera (1972)
Estado de Querétaro BANCOMER
QuerétaroComisión de Estudio del Territorio Nacional.
Project Engineering of Process Planta Rase. Barrow (John Wile & Sons).
95


















