
Innovative Solutions to Tackle India Transportation … Presentation final - Puneet-RL...Innovative...
33
A World of Solutions Innovative Solutions to Tackle India Transportation Fuel Outlook Concerns: CDTame® & CDAlky® Global Refining and Petrochemicals Congress May 25-26, 2017 Mumbai, India Puneet Puri
Transcript of Innovative Solutions to Tackle India Transportation … Presentation final - Puneet-RL...Innovative...
A World of Solutions
Innovative Solutions to Tackle India Transportation
Fuel Outlook Concerns:
CDTame® & CDAlky®
Global Refining and Petrochemicals Congress
May 25-26, 2017
Mumbai, India
Puneet Puri
A World of Solutions
This presentation contains forward-looking statements regarding CB&I and
represents our expectations and beliefs concerning future events. These
forward-looking statements are intended to be covered by the safe harbor
for forward-looking statements provided by the Private Securities Litigation
Reform Act of 1995. Forward-looking statements involve known and
unknown risks and uncertainties. When considering any statements that
are predictive in nature, depend upon or refer to future events or
conditions, or use or contain words, terms, phrases, or expressions such as
“achieve,” “forecast,” “plan,” “propose,” “strategy,” “envision,” “hope,” “will,”
“continue,” “potential,” “expect,” “believe,” “anticipate,” “project,” “estimate,”
“predict,” “intend,” “should,” “could,” “may,” “might,” or similar forward-
looking statements, we refer you to the cautionary statements concerning
risk factors and “Forward-Looking Statements” described under “Risk
Factors” in Item 1A of our Annual Report filed on Form 10-K filed with the
SEC for the year ended December 31, 2016, and any updates to those risk
factors or “Forward-Looking Statements” included in our subsequent
Quarterly Reports on Form 10-Q filed with the SEC, which cautionary
statements are incorporated herein by reference.
1
Safe Harbor Statement
A World of Solutions 2
➢ Pressing Needs to Improve Air Quality
➢ Indian Transportation Fuel Outlook & Gasoline
Specification
➢Options for Improving Octane Balance
➢ CB&I Innovative Value Proposition
➢ CDTame®
➢ CDAlky®
➢ Concluding Remarks
Presentation Outline

A World of Solutions 3
Pressing Needs to Improve Air Quality
Beijing at 2pm
➢COP 21 in Paris 2015
➢Worldwide Pressing Needs:▪ Addressing SMOG Concerns
▪ Improving Air Quality
➢Transportation Fuels:▪ Diesel
▪ Gasoline
A World of Solutions 4
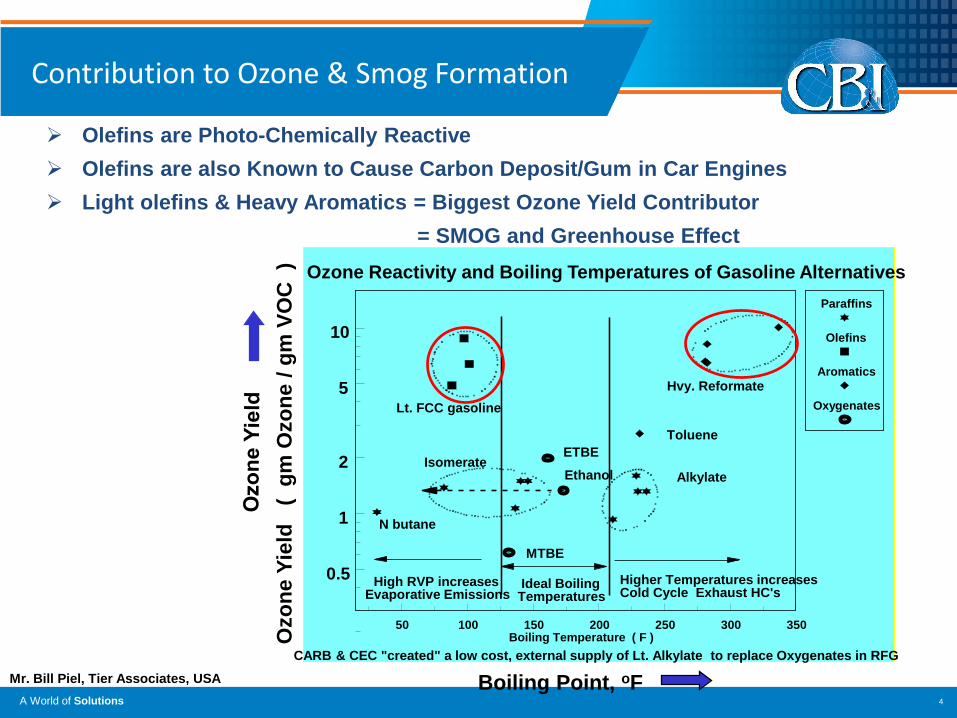
Contribution to Ozone & Smog Formation
Mr. Bill Piel, Tier Associates, USA
50 100 150 200 250 300 350
0.5
1
2
5
10
Boiling Temperature ( F )Ozo
ne Y
ield
(
g
m O
zo
ne /
gm
VO
C
)Paraffins
Olefins
Aromatics
Oxygenates
Higher Temperatures increases Cold Cycle Exhaust HC's
High RVP increasesEvaporative Emissions
MTBE
ETBE
Ethanol AlkylateIsomerate
Hvy. Reformate
Lt. FCC gasoline
Ozone Reactivity and Boiling Temperatures of Gasoline Alternatives
Toluene
N butane
Ideal BoilingTemperatures
CARB & CEC "created" a low cost, external supply of Lt. Alkylate to replace Oxygenates in RFG
Boiling Point, oF
➢ Olefins are Photo-Chemically Reactive
➢ Olefins are also Known to Cause Carbon Deposit/Gum in Car Engines
➢ Light olefins & Heavy Aromatics = Biggest Ozone Yield Contributor
= SMOG and Greenhouse Effect

A World of Solutions 5
45%
55%
42%
57%
1%
Diesel
Gasoline
Hybrid
Indian Fuel Demand Outlook: Personal Transportation
➢ Tremendous Increase in Personal Transportation Fuel by 2040
▪ 2014: 43Mtoe
▪ 2040: 132Mtoe
➢ Shift in Transportation Types:
▪ Cars
Indian Energy Outlook, IEA 2015 report *PLDV: Personal Light Duty Vehicle
AutoFacts 2016 Q1 Forecast Release **Mtoe: Million tonnes oil equivalent
➢ Resurgence of Gasoline for Transportation Fuel
0%
10%
20%
30%
40%
50%
60%
PLDV Bus 2/3-Wheelers
2014 - 43 Mtoe 2040 - 132 Mtoe

A World of Solutions 6
➢ High Octane Components Being Removed from Gasoline Pool
▪ Tighter Government Mandates
▪ Higher Performance Engines Requirements
▪ Environmental Impacts (including RVP Reduction)
▪ Overall Octane Deficit:
Gasoline HDS
Olefins
Aromatics
Trends in Gasoline Specification: Octane Deficit
Bharat
Stage IV
Bharat
Stage VI
China
IV
Beijing
V
China
V
US
Tier 3
California
CaRFG3Euro 5
Sulfur, ppm 50 10 50 10 10 10 15 10
Olefins, % 21/18 21/18 28 25 24 10 4 18
Aromatics, % 35 35 40 - 40 25 22 35
O + A, % 60
Benzene, % 1 1 1 1 1 1 0.7 1
RVP, kPa
Winter/Summer60 60 85/68 85/65 85/65
7.0 psi
~48 kPa
7.0 psi
~48 kPa60
Effective2017 2020
Jan. 1,
2014
June 1,
2012
Jan. 1,
2018
Jan. 1,
2017
Jan. 1,
2012
Jan. 1,
2009
A World of Solutions 7
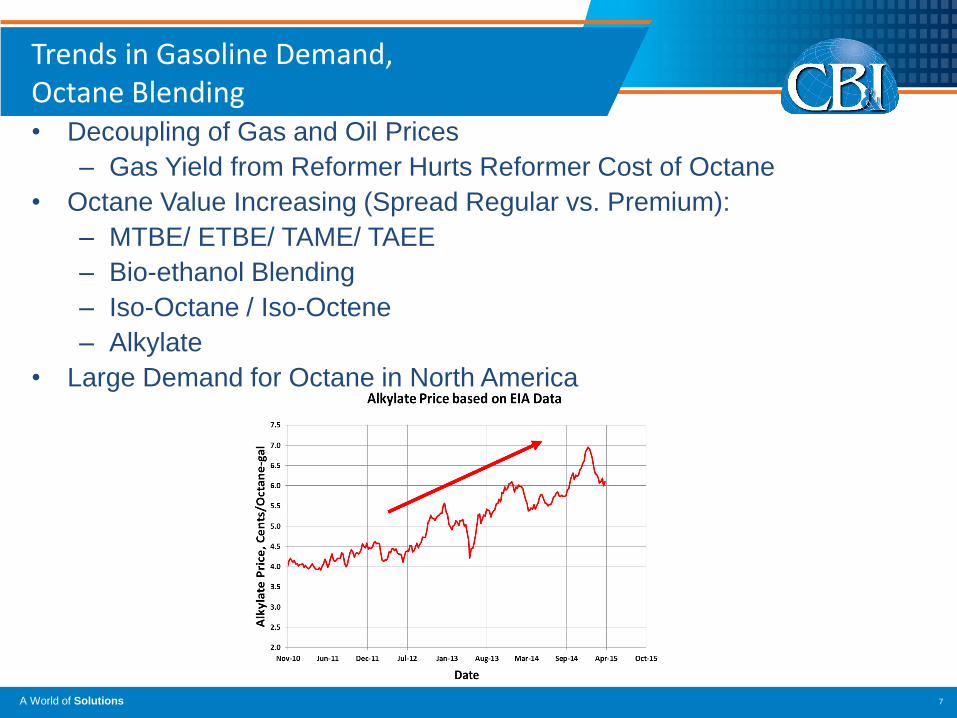
• Decoupling of Gas and Oil Prices
– Gas Yield from Reformer Hurts Reformer Cost of Octane
• Octane Value Increasing (Spread Regular vs. Premium):
– MTBE/ ETBE/ TAME/ TAEE
– Bio-ethanol Blending
– Iso-Octane / Iso-Octene
– Alkylate
• Large Demand for Octane in North America
Trends in Gasoline Demand, Octane Blending
A World of Solutions 8
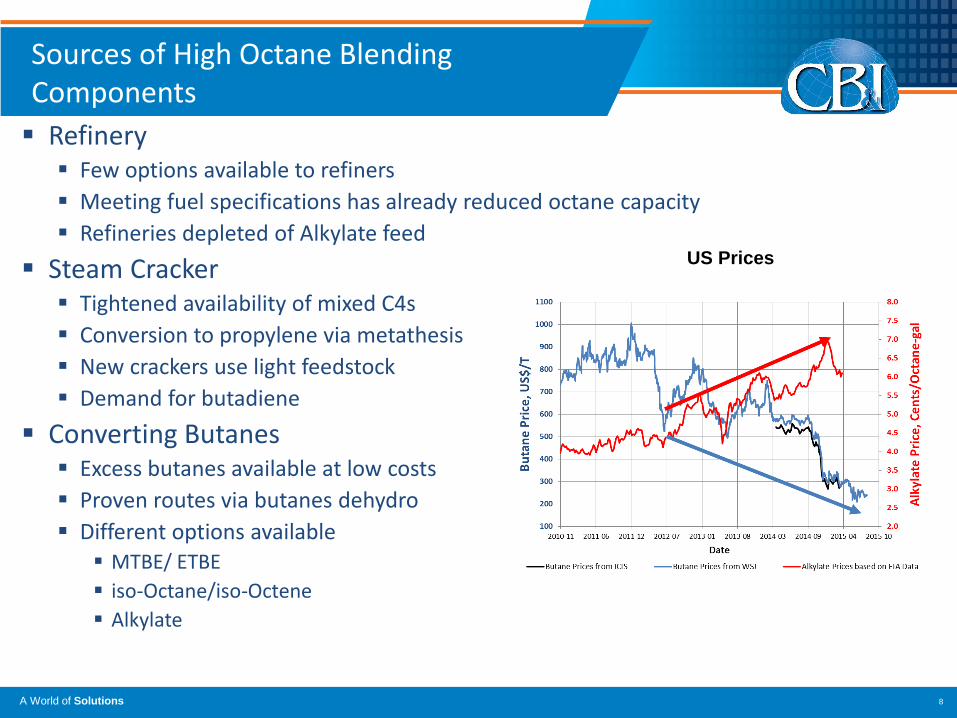
▪ Refinery▪ Few options available to refiners
▪ Meeting fuel specifications has already reduced octane capacity
▪ Refineries depleted of Alkylate feed
▪ Steam Cracker▪ Tightened availability of mixed C4s
▪ Conversion to propylene via metathesis
▪ New crackers use light feedstock
▪ Demand for butadiene
▪ Converting Butanes▪ Excess butanes available at low costs
▪ Proven routes via butanes dehydro
▪ Different options available▪ MTBE/ ETBE
▪ iso-Octane/iso-Octene
▪ Alkylate
Sources of High Octane Blending Components
US Prices
A World of Solutions 9
▪ Bio-ethanol▪ High octane value, but unfavorable vapor pressure
▪ Price generally higher than that of other octane enhancers
▪ Blending challenges, infrastructure required
▪ Food vs. fuel dilemma
▪ Iso-Octane / Iso-Octene▪ Excellent octane blending components
▪ Low vapor pressure
▪ High octane value
▪ Olefinic iso-Octene, may need to be saturated to iso-Octane
▪ Double the required capacity of IB compared to Alkylate
▪ Source: refinery FCC / cracker
Options for Improving Octane Balance
A World of Solutions 10
▪ MTBE / TAME▪ Excellent octane blending components
▪ Low vapor pressure
▪ High octane value
▪ Upgrade methanol to higher value MTBE or TAME
▪ Source: refinery FCC, steam crackers, butane dehydro
▪ Alkylate▪ Excellent octane blending component, well accepted
▪ Upgrade C4s to higher value alkylate
▪ Source:
▪ Traditionally - refinery FCC
▪ New route –butanes to alkylate
Options for Improving Octane Balance, cont’d

A World of Solutions 11
➢TAME & Alkylate :▪ Excellent Octane Blending Component
▪ Accepted in the Marketplace (TAME)
▪ TAME Characteristics Alkylate Characteristics
High Octane Value High Octane Value
Low Vapor Pressure Low Vapor Pressure
No Olefins No Olefins
No Aromatics No Aromatics
Low Sulfur Low Sulfur
➢ CB&I Innovative Pathway for Improving Octane Balance & Reducing RVP:
CDTame® + CDAlky®
CB&I Innovative Value Proposition
A World of Solutions 12
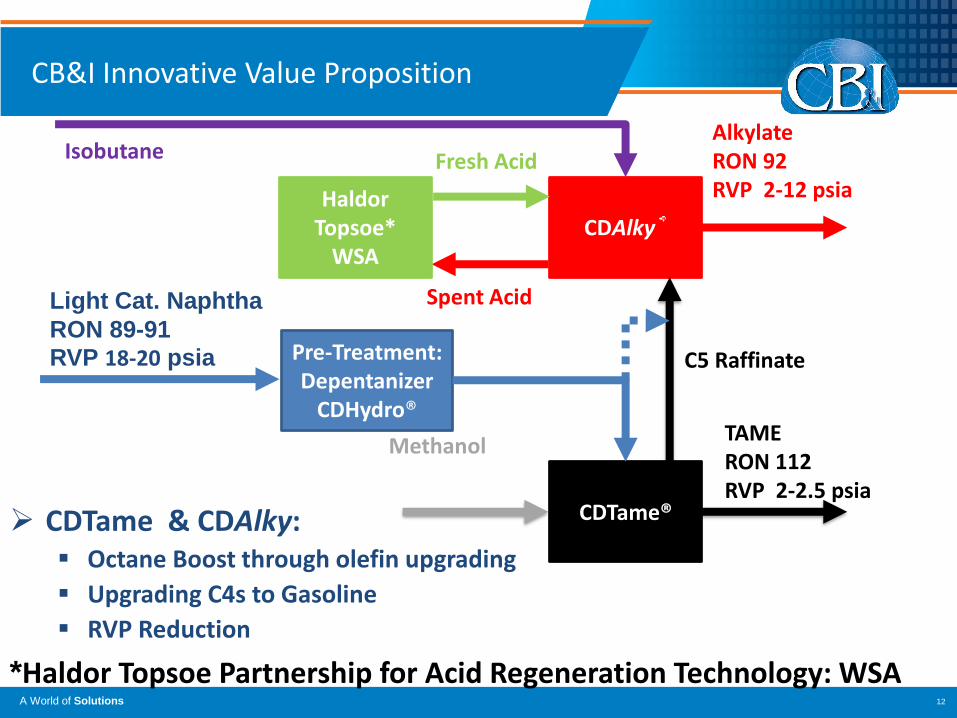
CB&I Innovative Value Proposition
Methanol
➢ CDTame & CDAlky:▪ Octane Boost through olefin upgrading
▪ Upgrading C4s to Gasoline
▪ RVP Reduction
Spent Acid
Pre-Treatment:Depentanizer
CDHydro®
CDAlky®
CDTame®
Light Cat. Naphtha
RON 89-91
RVP 18-20 psia
HaldorTopsoe*
WSA
Fresh Acid
C5 Raffinate
TAMERON 112RVP 2-2.5 psia
AlkylateRON 92RVP 2-12 psia
Isobutane
*Haldor Topsoe Partnership for Acid Regeneration Technology: WSA

A World of Solutions 13
CB&I Innovative Value Proposition
Octane Number Data for Base Gasoline and TAME-Gasoline Blends
RON MON
Alkylate Only 92 91
with 10% TAME 95 92.4
Light cut catalytic cracked gasoline 89 80.5
with 5% TAME 90.2 81.4
Unleaded Gasoline 89.1 80.1
with 10% TAME 91.2 82
with 20% TAME 93.5 84.5
Handbook of MTBE and Other Gasoline Oxygenates
➢ Alkylate with TAME yields a very significant octane boost in the gasoline blend!
A World of Solutions 14
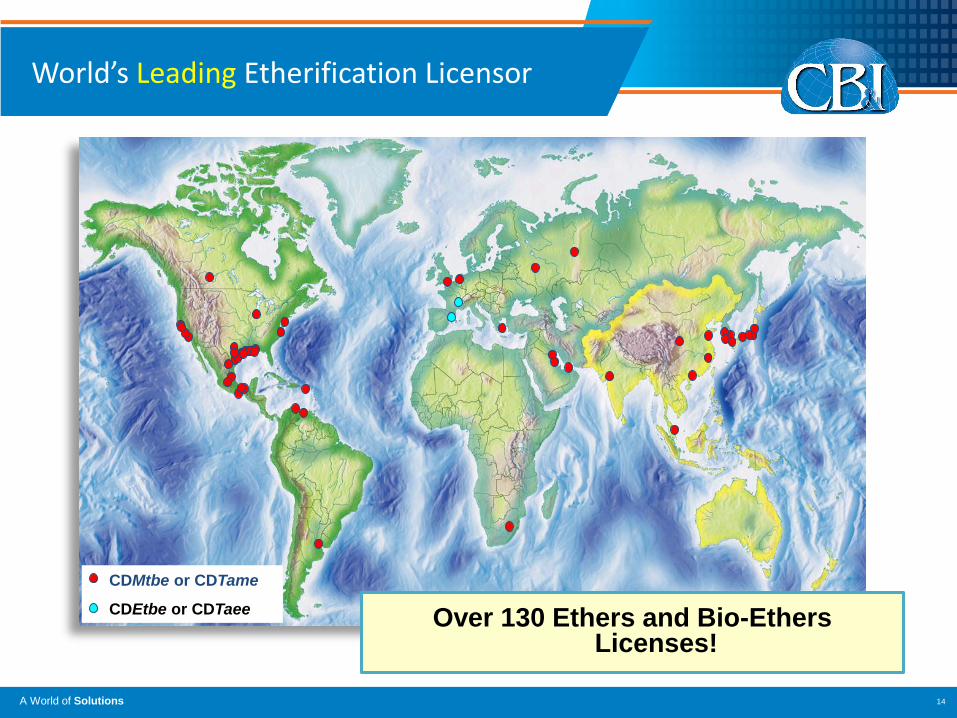
World’s Leading Etherification Licensor
CDMtbe or CDTame
CDEtbe or CDTaee Over 130 Ethers and Bio-Ethers Licenses!

A World of Solutions 15
Conventional TAME Process
Fixed Bed
ReactorCooler FractionatorPump Fixed Bed
ReactorPump
➢ Isoamylene conversion is limited by equilibrium
➢ Requires multiple reactors
➢ Shorter catalyst run length
A World of Solutions 16
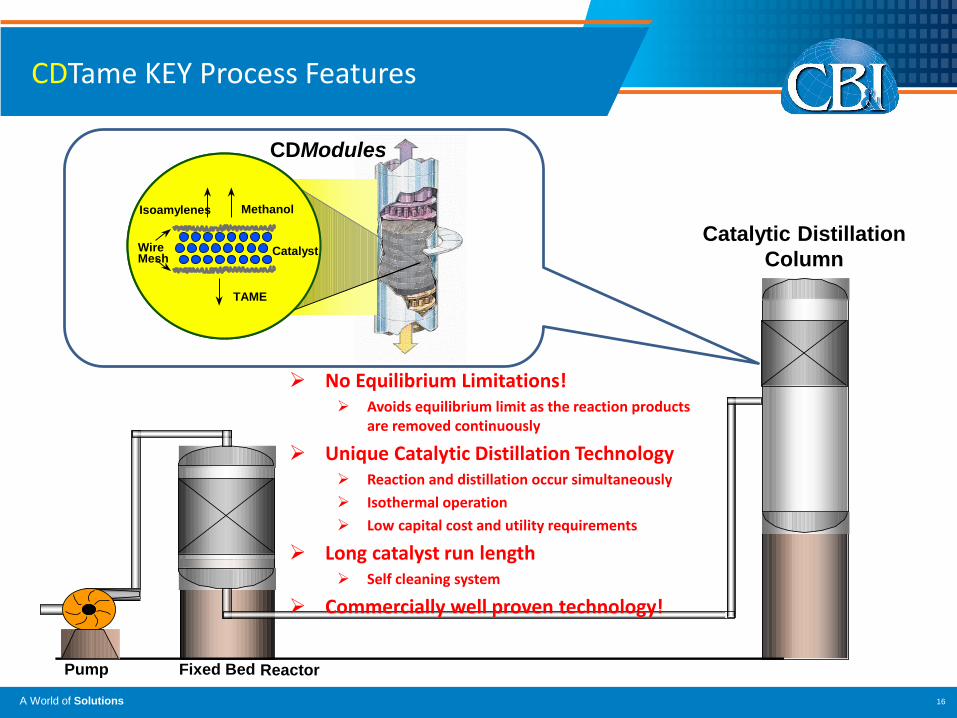
CDTame KEY Process Features
Fixed Bed Reactor
Catalytic Distillation
Column
Pump
➢ No Equilibrium Limitations!➢ Avoids equilibrium limit as the reaction products
are removed continuously
➢ Unique Catalytic Distillation Technology➢ Reaction and distillation occur simultaneously
➢ Isothermal operation
➢ Low capital cost and utility requirements
➢ Long catalyst run length➢ Self cleaning system
➢ Commercially well proven technology!
Ethanol
WireMesh
Catalyst
Isoamylenes
TAEE
Methanol
WireMesh
Catalyst
Isoamylenes
TAME
CDModules
A World of Solutions 17
CDModules KEY Features
➢ Superior robustness and mechanical sturdiness prevent catalyst abrasionand generation of dust or fines
➢ No mechanical damage to the catalyst during loading
➢ Pressure drop is very low and remains constant over the run length of thecatalyst
➢ Long commercial run length is unmatched by competing technologies
➢ No loss of catalyst so that conversion is sustained over a period of time andproduct quality is not affected.

A World of Solutions 18
Iso-olefin Conversion - Comparison
*At typical fixed bed reactor outlet conditions
~96%*IB= + MeOH MTBE
Equilibrium
Conversion
IB= + EtOH ETBE ~90%*
IA= + MeOH TAME ~75%*
IA= + EtOH TAEE ~50%*
~98 to 99.x%
CD
Conversion
~97 to 99.x%
~95%
~90%
A World of Solutions 19
▪ HF alkylation▪ High quality alkylate, low acid consumption, more feedstock flexibility ▪ Extremely hazardous; not preferred anymore▪ Refiners are considering shutting down existing units
▪ Solid acid alkylation▪ Essentially eliminates the safety and hazard issues of liquid acid alkylation▪ Optimized for low to average alkylate capacities ▪ CB&I and Albemarle have commercialized solid acid alkylation technology in a
2,700 BPD unit, using AlkyClean technology*
▪ Sulfuric acid (SA) alkylation▪ Alkylation technology of choice for refiners▪ Currently the best choice in balancing the safety/operability issues with benefits of
high quality alkylate (Particularly Low Temperature)▪ CDAlky has become technology of choice for sulfuric acid alkylation**
Alkylation Options
*Awarded the Presidential Green Chemistry Award from the U.S. EPA for the “Providing Greener Synthetic Pathways”
**Top 5 Finalist of 2015 Kirkpatrick Chemical Engineering Achievement Award
A World of Solutions 20
Sulfuric Acid Alkylation Known Challenges…
▪ Conventional SA Alkylation Technologies Known Challenges• Non-Optimum Operating Conditions: A Low Temperature Barrier
• Treating/Washing of Reactor Effluent
• Equipment Corrosion
• Poor Equipment Reliability
▪ Inherent Consequences of these Challenges: • Reduced Alkylate Quality
• High Acid Consumption
• Significant Waste Water and Spent Caustic Effluents
• High Maintenance Cost
• Low On-Stream Time
• High Safety Risks
➢ CDAlky Innovative Design Tackles All these Challenges
A World of Solutions 21
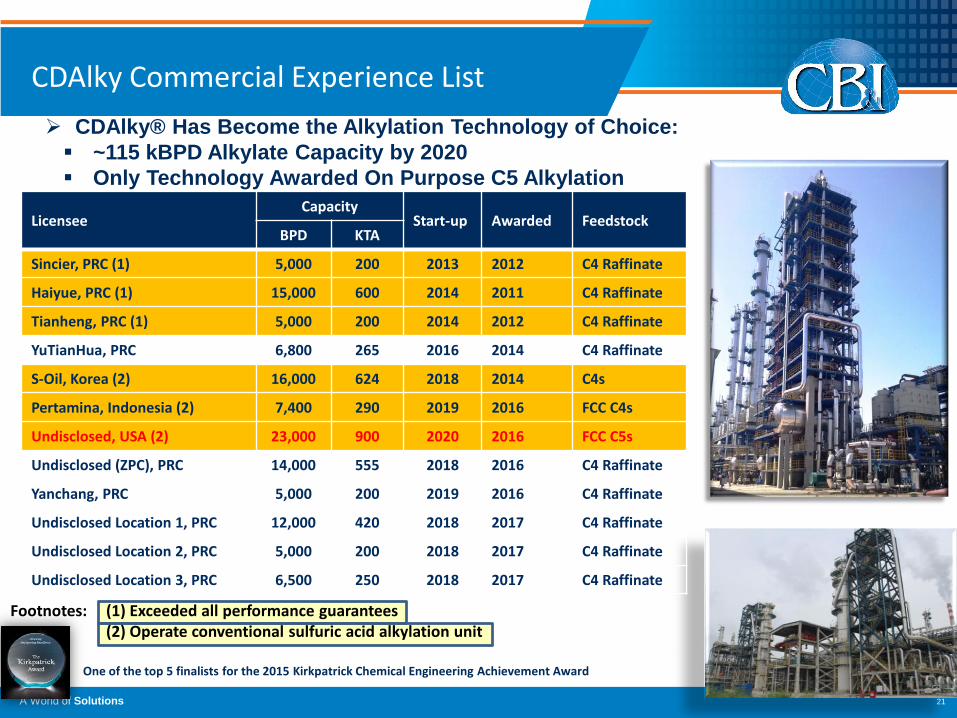
LicenseeCapacity
Start-up Awarded FeedstockBPD KTA
Sincier, PRC (1) 5,000 200 2013 2012 C4 Raffinate
Haiyue, PRC (1) 15,000 600 2014 2011 C4 Raffinate
Tianheng, PRC (1) 5,000 200 2014 2012 C4 Raffinate
YuTianHua, PRC 6,800 265 2016 2014 C4 Raffinate
S-Oil, Korea (2) 16,000 624 2018 2014 C4s
Pertamina, Indonesia (2) 7,400 290 2019 2016 FCC C4s
Undisclosed, USA (2) 23,000 900 2020 2016 FCC C5s
Undisclosed (ZPC), PRC 14,000 555 2018 2016 C4 Raffinate
Yanchang, PRC 5,000 200 2019 2016 C4 Raffinate
Undisclosed Location 1, PRC 12,000 420 2018 2017 C4 Raffinate
Undisclosed Location 2, PRC 5,000 200 2018 2017 C4 Raffinate
Undisclosed Location 3, PRC 6,500 250 2018 2017 C4 Raffinate
CDAlky Commercial Experience List
➢ CDAlky® Has Become the Alkylation Technology of Choice:
▪ ~115 kBPD Alkylate Capacity by 2020
▪ Only Technology Awarded On Purpose C5 Alkylation
One of the top 5 finalists for the 2015 Kirkpatrick Chemical Engineering Achievement Award
Footnotes: (1) Exceeded all performance guarantees(2) Operate conventional sulfuric acid alkylation unit

A World of Solutions 22
Refrigeration Propane
Alkylation Contactors
OlefinFeed
Isobutane Make-up
Acid-HCSettlers
Spent Acid
Fra
ctio
natio
n
Alkylate
n-Butane
iC4Recycle
Fresh Acid
WaterAcid
Waste
Water
EffluentPost
Treatment
Caustic
M
Conventional Sulfuric Acid Alkylation Approach

A World of Solutions 23
Refrigeration Propane
AlkylationContactors
Olefin
Feed
Isobutane Make-up
Acid-HCSettlers
Spent Acid
Fra
ctio
na
tion
Alkylate
n-Butane
iC4
Recycle
FreshAcid
WaterAcid
Waste
Water
Effluent
Post
Treatment
Caust
icM
Conventional Sulfuric Acid Alkylation Approach
Lower Operating Temperature Improves Alkylate Quality but Increases the Acid Emulsion Viscosity and thus Limits Conventional Contactor Operation due to:
• Increase Mass Transfer Limitation
• Increase Heat Transfer Limitation through Internal Bundles
• Increase Tremendously Power Requirement for mixers
• Increase the Number of Contactors due to Size, Power & Heat Transfer Requirements
Hence Higher Operating Temperature is Required for Conventional Contactors which Results in:
• Higher Acid Consumption
• Lower Octane Value
Conventional Contactors have Moving Parts =
Greater Maintenance and Downtime Exposure
A World of Solutions 24
Refrigeration Propane
Alkylation
Contactors
OlefinFeed
Isobutan
e Make-up
Acid-HC
Settlers
SpentAcid
Fra
ctio
na
tion
Alkylate
n-Butane
iC4
Recycle
FreshAcid
WaterAcid
Waste
Water
Effluent
Post
Treatment
Caust
icM
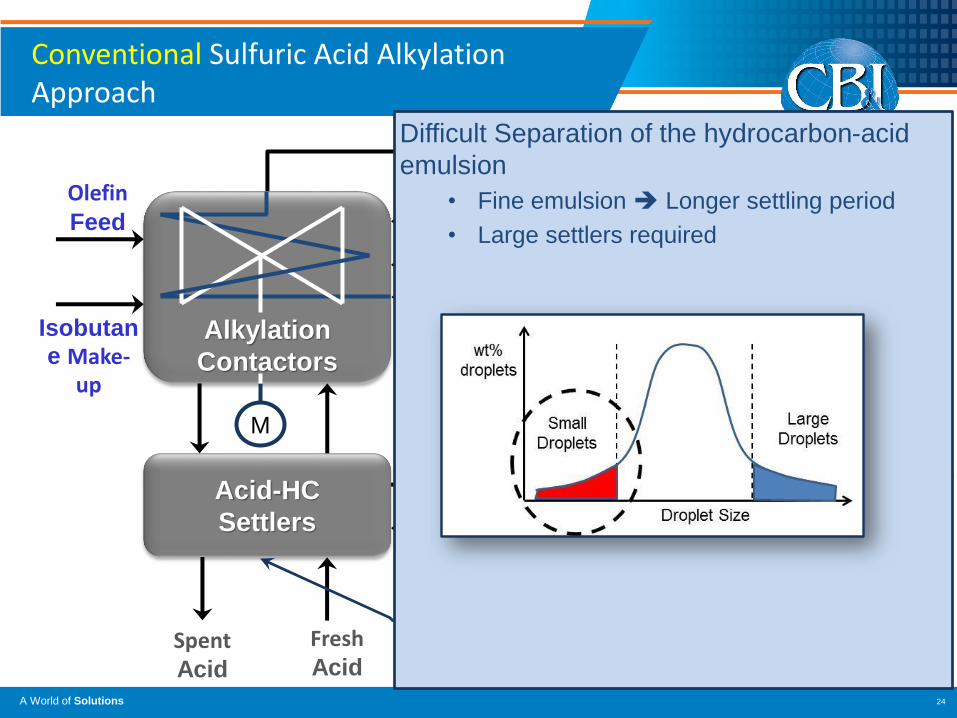
Conventional Sulfuric Acid Alkylation Approach
Difficult Separation of the hydrocarbon-acid
emulsion
• Fine emulsion Longer settling period
• Large settlers required
A World of Solutions 25
Refrigeration Propane
Alkylation Contactors
OlefinFeed
Isobutane Make-up
Acid-HCSettlers
Spent Acid
Fraction
ation
Alkylate
n-Butane
iC4 Recycle
Fresh Acid
WaterAcid
Waste Water
EffluentPost Treatment
Caustic
M
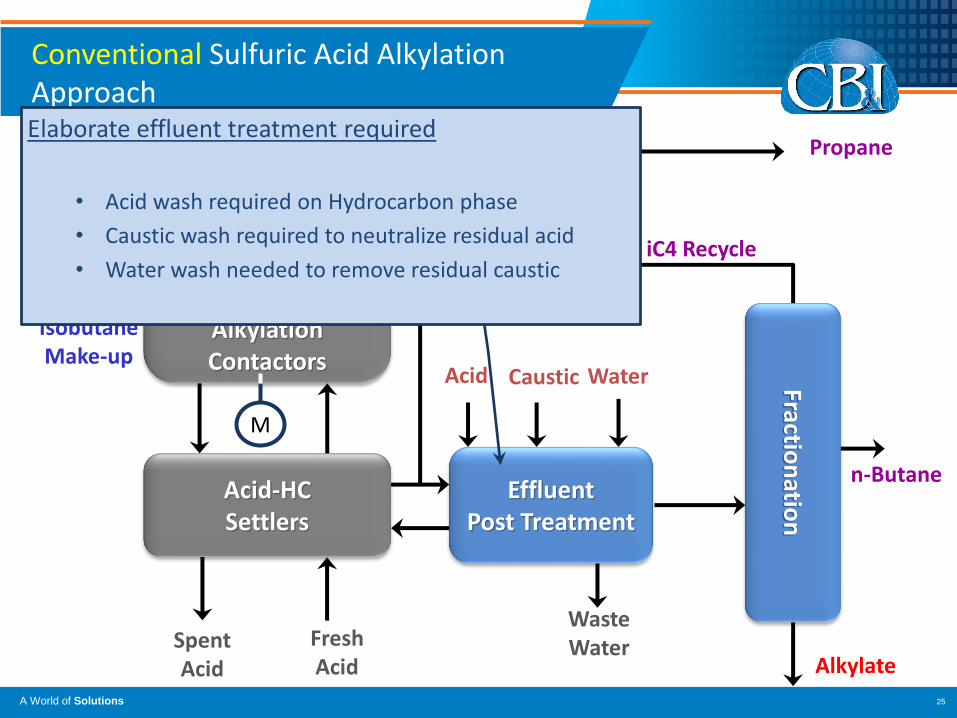
Conventional Sulfuric Acid Alkylation ApproachElaborate effluent treatment required
• Acid wash required on Hydrocarbon phase
• Caustic wash required to neutralize residual acid
• Water wash needed to remove residual caustic

A World of Solutions 26
Refrigeration Propane
Alkylation Contactors
OlefinFeed
Isobutane Make-up
Acid-HCSettlers
Spent Acid
Fraction
ation
Alkylate
n-Butane
iC4 Recycle
Fresh Acid
WaterAcid
Waste Water
EffluentPost Treatment
Caustic
M
Conventional Sulfuric Acid Alkylation Approach
• Water carry over from wash water leads to corrosion issues in the Fractionation Section
A World of Solutions 27
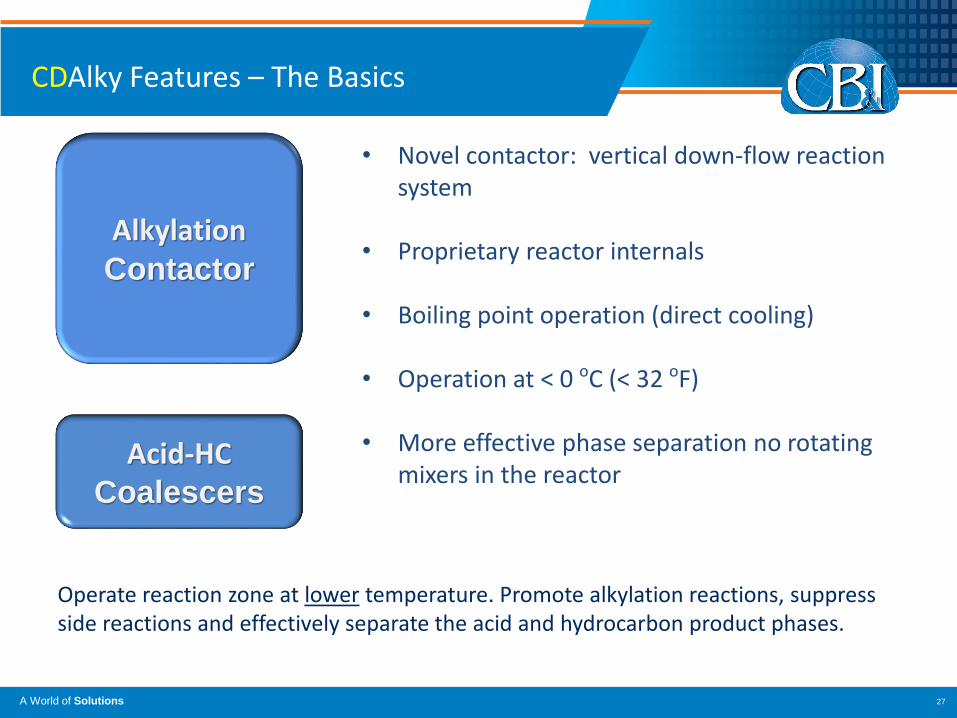
CDAlky Features – The Basics
Acid-HCCoalescers
AlkylationContactor
• Novel contactor: vertical down-flow reaction system
• Proprietary reactor internals
• Boiling point operation (direct cooling)
• Operation at < 0 oC (< 32 oF)
• More effective phase separation no rotating mixers in the reactor
Operate reaction zone at lower temperature. Promote alkylation reactions, suppress side reactions and effectively separate the acid and hydrocarbon product phases.

A World of Solutions 28
▪ CDAlky® Technical Advantages▪ CDAlky produces the highest quality alkylate, particularly with respect to
octane number. (at Least +1.0 RON)
▪ CDAlky has the lowest acid consumption rate among competing sulfuric acid alkylation technologies. (30-50% Saving)
▪ CDAlky has the most effective Acid/HC Separation System, without any post-treatment required.
▪ CDAlky has Feed Flexibility Advantages. nC4=, iC4=, C5= & C3= (up to 100%)
▪ CDAlky® Economic Advantages▪ CDAlky has the lowest capital investment, and lowest operating cost, among
competing options.
▪ CDAlky requires the smallest plot space.
▪ CDAlky® Operation Advantages▪ CDAlky has key advantages in terms of reliability and operability.
CB&I Client Value Proposition– CDAlky®*
CDAlky® = Innovative & Technology Proven * Top 5 Finalist of 2015 Kirkpatrick Chemical Engineering Achievement Award
A World of Solutions 29
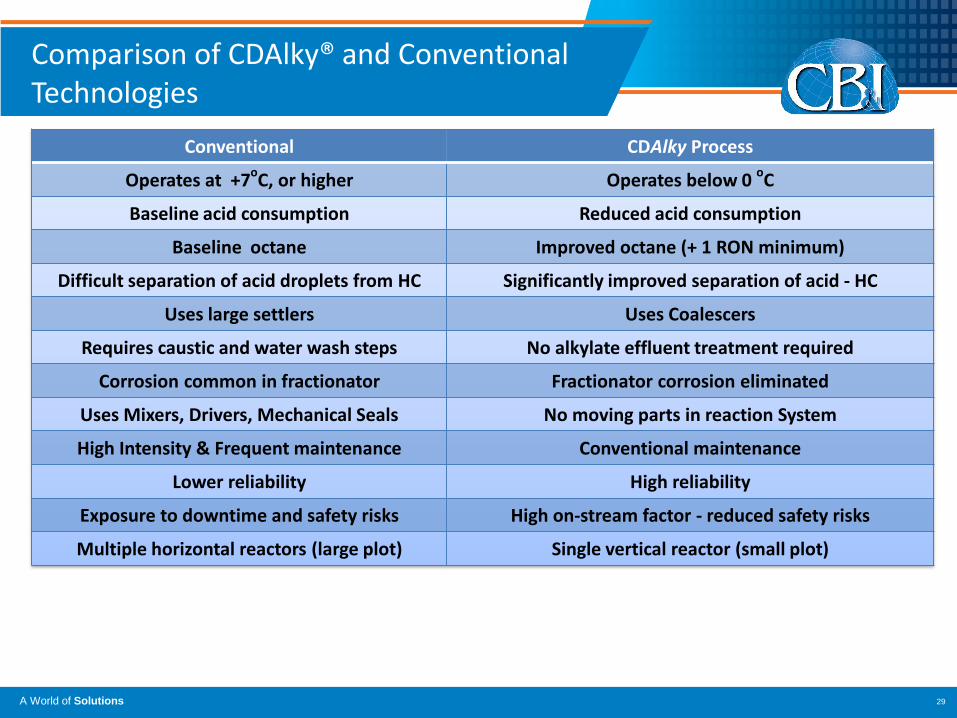
Comparison of CDAlky® and Conventional Technologies
Conventional CDAlky Process
Operates at +7oC, or higher Operates below 0
oC
Baseline acid consumption Reduced acid consumption
Baseline octane Improved octane (+ 1 RON minimum)
Difficult separation of acid droplets from HC Significantly improved separation of acid - HC
Uses large settlers Uses Coalescers
Requires caustic and water wash steps No alkylate effluent treatment required
Corrosion common in fractionator Fractionator corrosion eliminated
Uses Mixers, Drivers, Mechanical Seals No moving parts in reaction System
High Intensity & Frequent maintenance Conventional maintenance
Lower reliability High reliability
Exposure to downtime and safety risks High on-stream factor - reduced safety risks
Multiple horizontal reactors (large plot) Single vertical reactor (small plot)

A World of Solutions 30
➢Expecting Increase in High-Octane Gasoline Demand:▪ Environmental Pressure
▪ Government Mandates
▪ Higher Performance Engines Requirements
➢ CB&I Innovative Value Proposition: CDTame + CDAlky▪ Commercialized & Recognized Technologies:
▪ Recent Awards Speaks for Itself!
▪ Numerous etherification licenses
▪ Repeat clients
▪ Key advantages brought to end-users by CDTame:• Simple, stable and highly flexible operation
• Long catalyst run length
• Superior TAME product quality
• Lower operating costs (high conversion/ yield, low energy consumption)
• Low investment cost (small plot requirement and all Carbon Steel equipment)
Concluding Remarks
A World of Solutions 31
▪ Key advantages brought to end-users by CDAlky:▪ Lower operating costs (high yield and lower acid consumption)
▪ Easier to operate and maintain (no rotating contactor, no water induced corrosion)
▪ Better product quality (higher octane)
▪ Low Investment Cost ( lower piece count and foot-print)
Concluding Remarks

32A World of Solutions
Copyright 2016, CB&I Inc. All rights reserved


















