
Innovative Reprocessing Techniques
18
Managed by UT-Battelle for the Department of Energy Innovative Reprocessing Techniques Global Climate & Energy Project Stanford-MIT Fission Energy Workshop Opportunities for Fundamental Research and Breakthrough in Fission Cambridge, Massachusetts November 30, 2007 Emory D. Collins Oak Ridge National Laboratory
Transcript of Innovative Reprocessing Techniques
Managed by UT-Battellefor the Department of Energy
Innovative Reprocessing Techniques
Global Climate & Energy ProjectStanford-MIT Fission Energy WorkshopOpportunities for Fundamental Research and Breakthrough in FissionCambridge, MassachusettsNovember 30, 2007
Emory D. CollinsOak Ridge National Laboratory

2 Managed by UT-Battellefor the Department of Energy
Outline
• What spent fuel reprocessing is
• What is done today in commercial plants
• What modifications and additions are needed

3 Managed by UT-Battellefor the Department of Energy
Physical Characteristics of LWR Fuel Assemblies (ORNL/TM-7431)
________________________________________________________________BWR PWR
________________________________________________________________
Overall assembly length, m 4.470 4.059
Cross section, cm 13.9 x 13.9 21.4 x 21.4
Fuel element length, m 4.064 3.851
Active fuel height, m 3.759 3.658
Fuel element OD, cm 1.252 0.950
Fuel element array 8 x 8 17 x 17
Fuel elements/assembly 63 264
Assembly total weight, kg 275.7 657.9
Uranium/assembly, kg 183.3 461.4
UO2/assembly, kg 208.0 523.4
Zircaloy/assembly, kg 99.5a 108.4b
Hardware/assembly, kg 12.4c 26.1d
Total metal/assembly, kg 111.9 134.5
Nominal volume/assembly, me 0.0864e 0.186e
_______________________________________________________________aIncludes Zircaloy fuel-element spacers and fuel channel.bIncludes Zircaloy control-rod guide thimbles.cIncludes stainless steel tie-plates, Inconel springs, and plenum springs.dIncludes stainless steel nozzles and Inconel-718 grids.eBased on overall outside dimension.

4 Managed by UT-Battellefor the Department of Energy
Mass Proportions of the Chemical Elements in Spent Fuel
Cm 0.1
Pu 84.6
Am 10.5
Np 4.8
Other 3.1%Fission
Products 2.4%
TRU 0.7%
U 66.4%
Zircalloy 25.1%
Hardware 5.4%
Ln 30.3%
Xe/Kr 16.7%
Mo/Ru 16.2%
Zr 11.1%
Cs/Sr 7.2%
Others 13.9%
I 0.7%
Tc 2.3%
Se/Te 1.6%
• Separation and recovery of the re-usable elements are the partitioning goals
• Each element can be chemically separated if desired
• Industrial deployment of separations processes depends on reliability, cost minimization, waste minimization, and provision of “sufficient” proliferation resistance features (engineered safeguards)

5 Managed by UT-Battellefor the Department of Energy
The time factor is also extremely important –especially for repository benefits
0%
20%
40%
60%
80%
100%
5 10 30 50 70 100
Cooling time (years)
Rel
ativ
e he
at o
utpu
tTRU Cs/Sr Rest

6 Managed by UT-Battellefor the Department of Energy
Significant Chemical Valences of the Spent Fuel Components
• Iodine I-1
• Technetium Tc+7
• Uranium U+4, U+6 UO2 (NO3)2 · 6 H2O
Uranyl nitrate hexahydrate (UNH)• Plutonium Pu+3, Pu+4, Pu+6
• Neptunium Np+4, Np+5, Np+6
• Americium Am+3, Am+5, Am+6
• Curium Cm+3, Cm+4
• Lanthanide FP’s Ln+3 (Sm, Eu, Gd, Dy, etc.)• Zirconium Zr+4, complexes• Ruthenium Ru+3, Ru+4, Ru+6
• Molybdenum Mo+6
• Strontium Sr+2
• Cesium Cs+1

7 Managed by UT-Battellefor the Department of Energy
Separation Processes for Spent Fuel Components• Mechanical disassembly
• Dry pyrochemical treatment – removal of volatile components– Voloxidation– Fluoride volatility
• Aqueous-based processes– Dissolution in nitric acid– Clarification via centrifugation– Liquid-liquid solvent extraction– Liquid-solid ion exchange (including chromatographic ion exchange)– Liquid-solid extraction chromatography– Crystallization/filtration– Precipitation/filtration– Product conversion (denitration) calcination– Waste solidification – calcination – vitrification
• Pyro electrochemical processes – Dissolution in molten salt liquid– Electrolytic oxide reduction– Electro-refining (electroplating – metal/salt extraction)– Product recovery (mechanical removal from electrodes, metal casting,
precipitation – centrifugation)– Waste solidification

8 Managed by UT-Battellefor the Department of Energy
The Industrialized PUREX Process
07-080
La Hague (France) 1600 MT/year (2x800)THORP (U.K.) 1200 MT/yearRokkasho (Japan) 800 MT/yearMayak, Tomsk-7, K-26 500+ MT/year
Current Commercial Reprocessing Using PUREX Process
Spent Fuel Assemblies
Receiving and Storage
Spent Fuel Assemblies
Receiving and Storage
Disassembly Cutting/Shearing
Disassembly Cutting/Shearing
Dissolution in Nitric
Acid
Dissolution in Nitric
AcidClarification
(Centrifugation)Clarification
(Centrifugation)
PUREX Solvent
Extraction1st Cycle
PUREX Solvent
Extraction1st Cycle
Plutonium Purification
Cycle
Plutonium Purification
Cycle
Plutonium Product
Conversion
Plutonium Product
Conversion
Waste Compaction
and Packaging
Waste Compaction
and Packaging
Acid Recovery
Evaporation
Acid Recovery
Evaporation
Waste Solidification (Vitrification)
Waste Solidification (Vitrification)
Uranium Purification
Cycle
Uranium Purification
Cycle
Uranium Product
Conversion
Uranium Product
Conversion
PuO2 to MOX Fuel Fab
“RU” Storage or Recycle
High Level Waste
(MAs and FPS)
Return to Process
Repository
Hardware Cladding Hulls Insoluble Materials
Off-Gas(Volatile FPs)
Repository

9 Managed by UT-Battellefor the Department of Energy
The Newest Plant – Rokkasho-mura Japan. Began hot operations in 2007.

10 Managed by UT-Battellefor the Department of Energy
Schematic separations plant operation.

11 Managed by UT-Battellefor the Department of Energy
Advanced Fuel Cycle Requirements
• Development of process for Am-Cm separation from chemically similar lanthanide fission products
• Development/qualification/licensing of Am-Cm transmutation target form
• Development of process for recovery of plutonium in combination with other elements to meet safeguards policy criteria of “no separated plutonium.” Combination with uranium and possibly neptunium appears to satisfy criteria
• Co-conversion of U-Pu or U-Pu-Np to mixed oxide• Improved retention of volatile radionuclides – tritium, 14C, 85Kr, 129I• Development of recovery/recycle process for zirconium from cladding• Implementation of recycle of uranium product• Possible recovery-reuse of platinum group metals – Ru, Rh, Pd• Improved waste forms• Management of decay heat from 90SrY and 137CsBa

12 Managed by UT-Battellefor the Department of Energy
Am-Cm Recovery – UREX+3 Process
Feed = Raffinate Stream from TBP Extraction
Am-Cm-Ln Fission Products (FPs) – Other FPs
TRUEX Solvent ExtractionSolvent: 1.4M TBP – 0.2M CMPO
In n-paraffin diluent
TALSPEAK Solvent ExtractionSolvent : 1 M HDEHP in n-paraffin diluent
Complexant: 0.05M DTPA in 1.5M Lactic AcidpH~3
Am-Cm + Ln FPs
Other FPs
Ln FPs
Am-Cm Product
~
~

13 Managed by UT-Battellefor the Department of Energy
New and Promising Extractants for An-LnSeparation
2,6-bis(5,6-n-propyl-1,2,4-triazin-3-yl)-pyridine (BTP)• BTP synthesis not difficult – may be
expensive
• Good Am distribution to organic phase, limited Eu extraction, good separation factors for single stage contact at usefully high acidity
• Good phase separation obtained and no precipitates
• Concerns about the stability of BTP (acidic hydrolysis and air oxidation)
• Impurities and other fission products may interfere with the actinide/lanthanide separations 0.001
0.010
0.100
1.000
10.000
100.000
1000.000
0.01 0.1 1 10
Nitric Acid Concentration
Dist
. Coe
ff/Se
p. F
acto
r
Avg D (Eu)Avg D (Am)Sep Factor
14 Managed by UT-Battellefor the Department of Energy
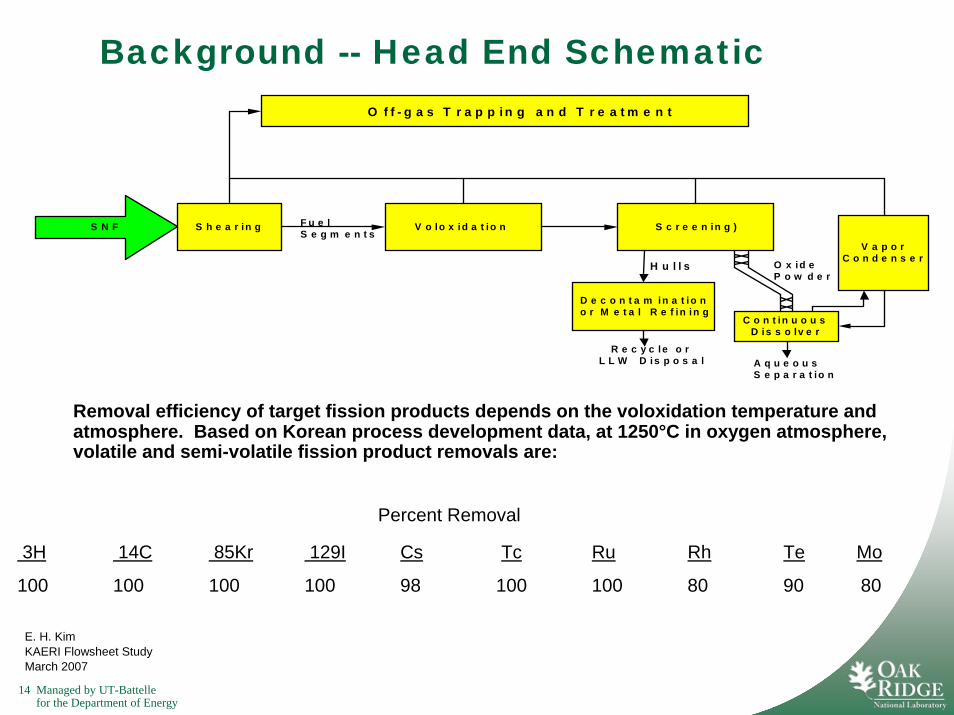
Background -- Head End Schematic
S N F S h e a r in g V o lo x id a t io n
D e c o n t a m in a t io n o r M e t a l R e f in in g
F u e lS e g m e n t s
R e c y c le o rL L W D is p o s a l
S c r e e n in g )
O x id eP o w d e r
C o n t in u o u sD is s o lv e r
A q u e o u sS e p a r a t io n
H u l l s
O f f - g a s T r a p p i n g a n d T r e a t m e n t
V a p o rC o n d e n s e r
Removal efficiency of target fission products depends on the voloxidation temperature and atmosphere. Based on Korean process development data, at 1250°C in oxygen atmosphere, volatile and semi-volatile fission product removals are:
Percent Removal
3H 14C 85Kr 129I Cs Tc Ru Rh Te Mo
100 100 100 100 98 100 100 80 90 80
E. H. KimKAERI Flowsheet StudyMarch 2007

15 Managed by UT-Battellefor the Department of Energy
• Hydroxylamine nitrate (HAN) is used as combination Pu-Np reductant – aqueous salting agent
• Excess HAN is U-Pu-Np product readily decomposed by NOx to gases and water
• No holding reductant (hydrazine) is required
UREX+ Codecon FlowsheetPartial Partitioning Contactor Bank
PUREX-TypePartitioning Contactor Bank
(Complete or partial partitioning is possible)
07-071
Multistage ContactorStrip U Backscrub
Loaded Organic Solvent (Feed)
Solvent ScrubAq. Strip
(Pu-Np Reductant)
U-Pu-NpAq. Product
U-LoadedSolvent
Multistage ContactorU-Pu-Np Stripping
Loaded OrganicSolvent (Feed)
Aq. Strip(Pu-Np Reductant)
U-Pu-NpAq. Product
U-Tc-LoadedSolvent
Multistage ContactorU-Pu-Np Stripping
Loaded OrganicSolvent (Feed)
Aq. Strip(Pu-Np Reductant)
U-Pu-NpAq. Product
U-Tc-LoadedSolvent
40
30
20
10
5
1.00.1 0.2 0.4 0.6 0.8 10
PuC
once
ntra
tion
Incr
ease
(Pro
duct
/Fee
d)
A/O Flow Ratio
SRL DP-1505
0.75 M Nitrate
0.50 M Nitrate
40
30
20
10
5
1.00.1 0.2 0.4 0.6 0.8 10
PuC
once
ntra
tion
Incr
ease
(Pro
duct
/Fee
d)
A/O Flow Ratio
SRL DP-1505
0.75 M Nitrate
0.50 M Nitrate
Recovery of “Unseparated Plutonium”

16 Managed by UT-Battellefor the Department of Energy
Scrubber
Condenser
PumpCondensateCollection
FeedTank
Off-gas
Rotary Kiln Furnace
Air purge
Oxide Product
Co-conversion of U-Pu-(Np)
Uranium/TRU actinides in liquid nitrate solutions are co-converted to oxide powder for use in fuel fabrication. The Modified Direct Denitration (MDD) process is used.
– Process developed at ORNL in 1980s
– Can be used for uranium product and mixed oxide products
– Produces powder that can be directly fabricated into fuel pellets

17 Managed by UT-Battellefor the Department of Energy
Zirconium Recovery from Cladding
Contaminated Hulls Metal Refining
Reuse
Recyclablegaseousreagent
Residues Back to SNFprocessing plant
PurifiedZirconium
• Purified zirconium will remain radioactive• 93Zr is not a significant radiological problem
• Half-life is 1.53M years• Beta emission at only 90 keV (max.)

18 Managed by UT-Battellefor the Department of Energy
Summary and Conclusions
• Reprocessing is a crucial step in the recycle of spent fuel components
• All chemical element components of spent fuel, including plutonium, can be separated
• The time factor is extremely important because of the radioactive decay process
• All current industrial reprocessing plants use the PUREX process
• Additional component recovery, recycle, and re-use processes are necessary for future successful, industrial-scale closure of the nuclear fuel cycle


















