
Innehåll - Teknisk information · (475°C-sprödhet). Utskiljningshärdande stål (precipitation...
76
www.damstahl.com 10.2013 1 Vad är rostfritt stål? What is Stainless Steel? Sida 205-207 Page 244-246 2 Legeringstillsatser The Alloying Elements of Stainless Steel Sida 208-209 Page 247-248 3 Användningsområden för rostfria standardlegeringar Applications of Common Stainless Steel Alloys Sida 210-214 Page 249-253 4 Korrosionsegenskaper Corrosion of Stainless Steel Sida 215-219 Page 254-258 5 Ferritiska rostfria stål Ferritic, Stainless Steel Sida 220-226 Page 259-265 6 Bearbetning The Manufacturing of Stainless Steel and how it affects the Corrosion Resistance Sida 227-230 Page 266-269 7 Kemisk ytbehandling Chemical Surface Treatment of Stainless Steel Sida 231-233 Page 270-272 8 Svetsmetoder Welding methods Sida 234-238 Page 273-277 9 Legeringstabell - Stålkvaliteter och deras kemiska sammansättning Table showing the most frequently used stainless steel grades and their chemical composition Sida 239 Page 278 Legeringstabell - Stålkvaliteter och deras mekaniska egenskaper Table showing the most frequently used stainless steel grades and their mechanical qualities Sida 240 Page 279 10 Normöversikt Sida 241-243 Innehåll - Teknisk information
Transcript of Innehåll - Teknisk information · (475°C-sprödhet). Utskiljningshärdande stål (precipitation...

www.damstahl.com
10.2013
1 Vad är rostfritt stål? What is Stainless Steel?
Sida 205-207Page 244-246
2 LegeringstillsatserThe Alloying Elements of Stainless Steel
Sida 208-209Page 247-248
3 Användningsområden för rostfria standardlegeringarApplications of Common Stainless Steel Alloys
Sida 210-214Page 249-253
4 KorrosionsegenskaperCorrosion of Stainless Steel
Sida 215-219Page 254-258
5 Ferritiska rostfria stålFerritic, Stainless Steel
Sida 220-226Page 259-265
6 BearbetningThe Manufacturing of Stainless Steel and how it affects the Corrosion Resistance
Sida 227-230Page 266-269
7 Kemisk ytbehandlingChemical Surface Treatment of Stainless Steel
Sida 231-233Page 270-272
8 SvetsmetoderWelding methods
Sida 234-238Page 273-277
9 Legeringstabell - Stålkvaliteter och deras kemiska sammansättningTable showing the most frequently used stainless steel grades and their chemical composition
Sida 239Page 278
Legeringstabell - Stålkvaliteter och deras mekaniska egenskaperTable showing the most frequently used stainless steel grades and their mechanical qualities
Sida 240Page 279
10 Normöversikt Sida 241-243
Innehåll - Teknisk information
20510.2013
www.damstahl.com
Bland rostfritt stål, är det fortfarande 4301- och 4404-kvaliteterna, som fyller större delen av världens lager.
Kapitel 1: Vad är rostfritt stål?
Rostfritt stål är en stor grupp som har det gemensamt att merparten består av järn (Fe) och kromhalten (Cr) är 10-12 % eller över. Förutom krom och järn kan stålet innehålla många andra legeringstillsatser som alla har till syfte att förbättra antingen de mekaniska och/eller korrosionsmässiga egenskaperna i stålet. Beskrivning och förklaring av de olika legeringstillsatserna fi nns i kapitel 2 - Legeringstillsatser.
Redan 1912 uppfanns EN 1.4003 som är lägst legerat, endast 10,5 % krom och resten järn. Året därpå i Tyskland upptäcktes nickellegeringens mekaniska egenskaper. 1920 upptäckte man att tillsättningen av små mängder molybden (Mo) ökade korrosionsbeständigheten enormt och det syrafasta stålet föddes.
De rostfria ståltyperna delas enligt sin kristall-struktur in i fem huvudgrupper: Austenitiska, martensitiska, ferritiska, ferritisk-autenitiska (duplexa) och utskiljningshärdande (PH-legeringar).
Austenitiskt stål
Kännetecknas av hög kromhalt (Cr) och nickelhalt (Ni), låg kolhalt (C) och ofta en tillsats av molybden (Mo). Detta är den allra största och viktigaste gruppen av rostfritt stål, både det vanliga 18/8 och det ”syrafasta” stålet hör hit. Normalt är det omagnetiskt, men blir svagt magnetiskt vid kallbearbetning.
Mekaniskt sett har austenitiska stål en lång ”brottöjning”, dvs. hög seghet. Austenitiska ståltyper är relativt mjuka och speciellt avsedda för plastisk form givning, t.ex. dragpressning av diskbänkar. Jämfört med andra ståltyper kan det austenitiska sägas vara ett ”tuggummistål”. God formbarhet, svetsbarhet och korrosionsbeständighet gör att det fortfarande är den mest använda gruppen av stål i allt från rör och tankar till bestick och dörrhandtag.
Austenitiska stål blir, i motsats till ferritiska stål, inte spröda i låga temperaturer och har dessutom bättre egenskaper i mycket höga temperaturer. Austenitstål har generellt sett bra korrosionsbeständighet, men är känsliga för klorid- inducerad spänningskorrosion (SPK, se kapitel 4 - Korrosionsegenskaper). Därför är det inte alltid lämpligt för mycket värmeutsatta komponenter i våta miljöer.

206
Teknisk information
10.2013
www.damstahl.com
Martensitiskt stål
Typiskt innehåll är 12-16 % Cr, lågt Ni, innehåller sällan Mo och har en relativt hög kolhalt (C) på 0,12-1,2 %. Det går att härda till mer än 1000 HV. På grund av dess extrema hårdhet lämpar sig stålet speciellt för skärande verktyg, t.ex. kirurgiska instrument och kvalitetsknivar.
Efter härdning kan martensitiska stål varken form- ges plastiskt eller svetsas. Vid svetsning eller annan värmebehandling mister stålet sin härdning. Martensitstålet är starkt magnetiskt och på grund av den låga Cr-halten och höga C-halt har det generellt sett dålig korrosionsbeständighet. Detta märks ofta på dyra köksknivar efter att de diskats i diskmaskinen.
Ferritiskt stål
Typiskt innehåll är 12-18 % Cr, låg Ni, låg Mo och lågt C (0,12 % eller mindre). Ferritstål har liknande struktur som svart stål, men den låga kolhalten gör att det inte kan härdas. Ferriter är starkt magnetiska och relativt mjuka men segheten är mindre än för austenitstål, särskilt vid mycket låga temperaturer. Ferritiska stål kan kallbearbetas, men inte i samma utsträckning som ”tuggummistålet”.
Flera typer (t.ex. 4512, 4509 och 4521) är svetsbara, och de högre legerade kvaliteterna kan både betas, passiveras och elektropoleras. De med lägst legerings- halt (t.ex. 4003) har relativt dålig korrosionsbestädig- het (speciellt i syra), medan de med högre (t.ex. 4521) nästan ligger i nivå med syrafast stål, när det gäller punktfrätning och spaltkorrosion. Dessutom är det ferritiska stålet långt överlägsen det austenitiska när det gäller svår spänningskorrosion (SPK). Till följd av låg nickelhalt är ferritiska stål relativt billiga och används allt oftare i föremål utan behov av austenitstålets goda formbarhet och svetsbarhet. Detta gör att världens konsumtion av ferritiska stål är starkt stigande. Stålet används främst när man önskar en vacker och/eller magnetisk yta, t.ex. kylskåpsdörrar samt sparkplåt och handtag till dörrar.
Ferritiskt rostfritt stål kan med fördel användas till produkter med tunt gods, stora materialomkostnader och enkel förarbetning. Denna kanna är i 4016 (AISI 430), ett ofta använt material inom catering. I övrigt ett utmärkt exempel på att man kan djupdra ferritiskt rostfritt stål.
Kapitel 1: Vad är rostfritt stål?
Kirurgiska instrument av martensitiskt rostfritt stål. De är hårdare och starkare än austenitiskt stål men har sämre korrosionsbeständighet.

20710.2013
www.damstahl.com
Ett utmärkt användningsområde för den relativt sällsynta 17-4-PH-legeringen (15-5 PH, EN 1.4542). Både slagyta och huvud i denna driver är konstruerade av utskiljningshärdat rostfritt stål.
Det ferritiska stålet lämpar sig mycket bra för med varma miljöer, bättre än både rostfritt och syrafast stål då det fi nns risk för SPK. Ferriter kan också möta ett behov av värmeledningsförmåga bättre än austeniter. Värmeutvid-gningskoeffi cienten är samma som för svart stål, vilket är ca 2/3 av austeniskt stål.
Duplexstål
Tvåfasad blandstruktur med typiskt innehåll på 55 % ferrit och 45 % austenit. Hög kromhalt (Cr), medelhög nickelhalt (Ni), i regel lite molybden (Mo) samt låg kolhalt (C). Korrosionsbeständigheten är oftast mycket bra mot punktfrätning, spaltkorrosion och framför allt mot spänningskorrosion.
Mekaniskt sett är duplexstål magnetiska med en markant högre fl ytspänning än både i austenitiska och ferritiska stål. Detta innebär att duplexstål är lämpliga för stora konstruktioner där godstjockleken kan reduceras jämfört med austenitstål. Därmed får man ett mer korrosionsbeständigt stål och en lättare konstruktion, utan att höja priset.
Nackdelen är att mekanisk bearbetning försvåras samt att det föreligger en risk att intermetalliska faser (Cr-Mo, Cr-Fe) skapas under svetsprocessen. Denna risk stiger i takt med ökande halt av krom (Cr) och molybden (Mo) i stålet. De termiska utvidgnings- och värmeöverföringskoeffi cienterna för duplexstål ligger mellan ferrit- och austenit-stålen, vilket innebär bättre värmeöverföring och mindre förlängning än för austenitstål.
Vid långvarig exponering i temperaturer mellan 400 och 500°C kan både ferritiska och duplexa stål bli spröda (475°C-sprödhet).
Utskiljningshärdande stål (precipitation hardening, PH)
Tvåfasat martenitiskt-austenitiskt höghållfast stål. Innehåller typiskt 15-17 % Cr, 4-8 % Ni, låg Mo och upp till 5 % koppar (Cu). Härdbart vid höga temperaturer genom utskiljningshärdning vilket gör PH-stålen starka men mindre korrosionsbeständiga. Vanligast är 15-5 PH och 17-4 PH. Stålen är inte speciellt vanliga men kan användas till exempelvis golfhuvud och kedjor.
Kapitel 1: Vad är rostfritt stål?

208
Teknisk information
10.2013
www.damstahl.com
Kapitel 2: Legeringstillsatser
Krom, CrDen viktigaste legeringtillsatsen i alla rostfria ståltyper. En normal Cr-halt är 10-25 %. Stålets osynliga passiva ytskikt består främst av kromoxider, vilket generellt ökar stålets korrosionsbeständighet i de fl esta miljöer. Med ökad kromhalt minskar risken för punktfrätning och spaltkorrosion. Passiveringen sker bäst under oxiderande förhållan-den. Mekaniskt ökar brottstyrkan med stigande kromhalt och detsamma sker med värmebeständigheten. Glödskals-bildningen minskar.
Molybden, MoTillsatser på mellan 0,8 - 6,2 % förekommer. Ännu bättre än krom beträffande passivering och även små mängder molybden (Mo) förbättrar korrosionsbeständigheten avsevärt, speciellt i sura, syrefattiga miljöer. Motverkar alla korrosionstyper men är tyvärr en dyr legeringstillsats. Ferritbildande som i likhet med krom ökar stålets mekaniska styrka.
Nickel, NiUppmjukande tillsats som ökar stålets seghet, speciellt i låga temperaturer. Ni-halten ligger normalt på 8-25 % i austenitstål, 4-7 % i duplexstål och max 2 % i ferrit/martensitstål. Stabiliserar austenitfasen och ökat innehåll av Cr och Mo medför krav på ökad Ni för att bibehålla den duktila austenit-strukturen. Ökar stålets beständighet mot allmän korrosion samt spänningskorrosion och medverkar till att exempelvis bromsa punktfrätningsprocessen efter initieringen. Dyr och prismässigt ostabil tillsats.
Kol (kolämne), CSkadlig tillsats som i alla andra ståltyper än martensit bör hållas så lågt som möjligt. Normalt < 0,08 % och låg-kolstål < 0,03 %. För martensitiska stål är C-halten normalt på 0,12-1,2 % – ju högre, desto mer härdbart. C binder Cr, i synnerhet i temperaturområdet 500-850 ºC (= sensibilisering) som kan leda till interkristallin korrosion. Detta är orsak till att man numer vanligtvis använder lågkolstålen EN 1.4306, 4307, 4404 och 4435. C är en stark austenit-bildare, därför kompenseras det låga innehållet i de moderna ståltyperna med extra nickel för att strukturen ska bibehållas. Detta gäller i synnerhet för 4435.
Kväve (kvävgas), N0-0,5 %. Förstärker passiviteten även i mycket små mängder. Besvärlig att tillföra i den smälta metallen. Används ofta i höglegerade austenitstål samt duplexstål. Den enda austenitbildaren som gynnar stålets passivitet och är särskilt effektiv mot punktfrätning och spaltkorrosion. Ökar ”Pitting Resistance Equivalent” (PREN) med faktor 16.
Kisel, SiMedföljer oftast som en förorening från stålverkens smältedeglar. Austenitbildare. Oftast under 1,0 %. Ingen större effekt på korrosionsbeständigheten vid normalta koncentrationer.En positiv legering i högtemperaturstål som 4828 och 4841.
Mangan, MnFörekommer liksom Si oftast som en förorening i stålet (< 2 %). Är viktig i högtemperaturstål som ex.v 4828 och 4841. I AISI 200-klassen (ex 4372) används Mn som ett billigt nickelsubstitut och kan förekomma i koncentrationer över 7,5 %. Förbättrar stålets varmvalsningsegenskaper och verkar något förstärkande. Austenitbildare utan positiv påverkan av korrosionsbetingelserna. Binder svavel till ytterst skadlig mangan-sulfi d (MnS).

20910.2013
www.damstahl.com
Svavel, SEn oönskad förorening och ytterst skadlig för korrosionsbeständigheten. Normalt ligger S < 0,015 % (0,030 % för stång) men rostfritt automatstål (4305, AISI 303) innehåller 0,15-0,35 %. Bildar mangansulfi der (MnS) som verkar spånbrytande och reducerar verktygslitage. Automatstål är därför mycket bättre i spånavskiljande bearbetning än ”normala”, sega austenitstål. Dessvärre är MnS en katastrof för korrosionsbeständigheten och svavellegerat auto-matstål 4305 har mycket sämre korrosionsbeständighet än vanligt 4301. Svavellegerade stål kan varken svetsas eller betas med bra resultat.
Fosfor, PLiksom svavel en oönskad förorening, men inte fullt så katastrofal för korrosionsbeständigheten. Man försöker hålla nere fosforhalten till ett minimum (< 0,045 %) och oftast ännu lägre.
Koppar, Cu0-2 %. Ökar korrosionsbeständigheten i sura, ej oxiderande miljöer (t.ex. svavelsyra) genom att accelerera väte-utvecklingen och därmed förändra mediet till mera oxiderande (= anodiskt skydd). 904L-stål innehåller 1,2-2 % Cu och är särskilt lämpligt för svavelsyra. Cu ökar brottstyrkan i PH-stålen.
Titan, Ti / Niob,Nb Viktiga tillsatser som kan uppgå till 0,8 %. Både Ti och Nb binder kolämne vilket motverkar kolets skadliga effekt på austenitiska stål (sensibilisering och interkristallin korrosion). Effekten av att tillsätta Ti/Nb kan jämföras med att använda lågkolstål. 4541 samt 4571 kan i regel erättas med 4307 och 4404. Det är oftast en fråga om tradition, där tyskarna föredrar titanstabiliserade ståltyper medan de fl esta andra använder lågkolstål. Mekanisk sett är Ti-Nb-stål marginellt starkare än lågkolstål men är i gengäld besvärligare att polera. Användning av Formiergas kan få svets-sömmen att bli gulaktig p.g.a. bildande av Ti-nitrider. I ferritiska stål (t.ex. 4512, 4509 och 4521) medverkar Ti och Nb till att stabilisera stålet samt göra det svetsbart.
Kapitel 2: Legeringstillsatser

210
Teknisk information
10.2013
www.damstahl.com
Kapitel 3: Användningsområden för rostfria standardlegeringar
Damstahls ståltyper
Nedan visas exempel på de vanligaste Damstahl-ståltyperna och deras användningsmöjligheter. Alla typer anges enligt EN-beteckning (gamla W.Nr.). De angivna AISI-numren är närmaste parallellnummer vilket inte är 100 % ”mitt i prick”. Översättningen bör därför tolkas som ungefärlig.
Ferritiska ståltyper:
EN 1.4003 / AISI 410Enklaste tänkbara rostfria legeringen med ca 11 % krom och resten järn. Eftersom nickel och molybden saknas är det en relativt billig legering med begränsade korrosionsegenskaper. Prisbillig legering med god mekanisk hållfast-het som lätt kan både formas samt svetsas. Används för att ersätta galvat stål för inomhusbruk eller där vanligt svart stål inte är tillräckligt ändamålsenligt t.ex. busschassin. Kan också fås titanstabiliserat (EN 1.4512) för bättre svetsbarhet.
EN 1.4016 / AISI 43015,5 % kromstål med god mekanisk hållfasthet och bättre korrosionsbeständighet än 4003. Med hänsyn till punkt-frätning över/under vatten kan det ferritiska 16 % kromstålet nästan jämställas med det austenitiska 4301. Därtill har 4016 god beständighet för temperaturer upp till 800 ºC, men kan inte svetsas utan efterföljande värmebehand-ling beroende på uppkomst av spröda, intermetalliska faser i och omkring svetsfogen. Är därför bäst till band- respektive plåtprodukter och används mycket för t.ex. catering men kan också ersätta galvat stål för inomhusbruk.
EN 1.4113 / AISI 434Molybdenlegerat (ca 1,0 %), ferritisk stål med god korrosionsbeständighet i kloridhaltiga miljöer. Närmast ett mellanting mellan 4301 och 4401, EN 1.4113 bör ej svetsas, stålet levereras därför oftast som plåt.
EN 1.4509 / AISI 441Ferritiskt, 17 % kromstål, motsvarande Ti-Nb stabiliserat 4016-stål. Goda mekaniska och korrosionsrelaterade egen-skaper och, i motsats till just 4016, dessutom svetsbar. 4509 är en av de mest intressanta kombinationerna av lågt pris och god korrosionsbeständighet. Inom några år förväntas 4509 ersätta 4301 inom många viktiga områden, till exempel catering, byggindustrin och värmeväxlare.
Både teori och praktik har visat att 4509 är jämförbart med 4301 vad gäller motstånd mot punktfrätning (kapitel 4 + 5). Till varma applikationer är de ferritiska stålen mycket bättre än sina austenitiska motsvarigheter, på grund av mycket mindre risk för SPK.
4509 har också en stor potential som en ersättning av galvaniserat stål, men är liksom alla andra ferritiska stål lätt-ast att få som tunn plåt och tunnväggiga rör. För alla ferritiska stål måste stor vikt läggas vid val av tillsatsmaterial, svetsmetod, och svetsparametrar.
EN 1.4510 / AISI 439 (430Ti)En Ti-stabiliserad och därmed svetsbar variant av 4016. 4510 är svetsbar men samtidigt marginellt mindre korro-sionsbeständig än 4509 vilket medför dålig lagerhållning och används därför sällan.
21110.2013
www.damstahl.com
EN 1.4512 / AISI 409Med bara 11 % Cr är detta det sämsta Ti/Nb-stabiliserande svetsbara stålet. Dålig korrosionsbeständighet men både svetsbart, billigt och prisstabilt. Kan i vissa fall ersätta galvat stål för inomhusbruk. Ferritens goda härdighet mot spänningskorrosion gör den bäst lämpad till plåtprodukter för varma applikationer.
EN 1.4521 / AISI 444Tillsammans med 4509 är den ”syrafasta ferriten” 4521 ett av framtidens intressantaste svetsbara ferritiska stål. Både Ti- samt Nb-stabiliserat och utöver en hög, mekanisk hållfasthet karakteriserat som nära ”syrafast” med 17,0-20,0 % Cr jämte 1,80-2,50 % Mo.
4521 har visat sig vara i nivå med 4404 vad gäller motstånd mot punktfrätning, och är klart överlägsen 4301 i alla kloridhaltiga miljöer. Som övriga ferritiska stål är 4521 också överlägsen austenitstål i varma tillämpningar (+60 ºC), när problemet är kloridinducerad spänningskorrosion (SPK). 4521 är därför bättre än vanligt rostfritt 4301 i klorid-haltig miljö samt till och med utmärkt i många föremål, där man i normalt skulle ha använt de syrafasta kvalitet-erna 4404 eller 4571.
Nackdelen med 4521 är, utöver eventuella problem med svetsmetod, att produktutbudet är mindre än för 4404. Liksom de fl esta andra ferritiska stålen är tillgängligheten begränsad till tunn plåt samt tunnväggiga runda och profi lerade rör.
EN 1.4526 / (AISI 436)Niob-stabiliserat stål med 17 % Cr och 1,25 % Mo vilket placerar detta mittemellan 4301 och 4404 med hänsyn till beständighet mot punktkorrosion. Bra korrosionsegenskaper i både salthaltig atmosfär och industriluft. I likhet med andra ferritiska stål opåverkad av kloridinducerad spänningskorrosion. Därför lämplig för varma applikationer där 4301 och 4404 inte kan användas. Kan formas och motståndsvetsas utan efterföljande värmebehandling.
Martensitiske typer:
EN 1.4057 / AISI 431Härdbart, 16 % kromstål med en (efter martensitisk mätstock) god korrosionsbeständighet. Används i stor utsträckning för skärande verktyg (bl.a. knivblad) och kirurgiska instrument. Förekommer mest i form av stångstål.
EN 1.4104 / (AISI 430F)Martensitiskt automatstål med hög S-halt med tanke på spånavskiljande bearbetning. Kan också användas där man önskar ett magnetiskt stål med spånbrytande egenskaper.
Kapitel 3: Användningsområden för rostfria standardlegeringar
Martensistiskt, rostfritt stål är särskilt lämpligt för t.ex. skärande verktyg och används ofta till högkvalitetsknivar. Bladet på denna Gense-kniv, är av martensitiska 4057 medan skaftet är av det mer korrosionsbeständiga 4301.
212
Teknisk information
10.2013
www.damstahl.com
Austenitiska ståltyper:
EN 1.4301 / AISI 304Det klassiska 18/8-standardstålet och fortfarande det viktigaste, rostfria konstruktionsmaterialet för allt från köksbänkar och gaffl ar till mejerier och slakteriutrustning. Duktilt/segt, svetsbart och rimligt korrosionsbeständigt i normala miljöer.
Korrosionsbeständigheten i kloridhaltig miljö är dock dålig, speciellt vid förhöjd temperatur. På grund av "klorid-risken" bör 4301 därför inte användas i havsnära miljö eller i stads- och industrimiljö. Vid temperaturer över 60 ºC (och ibland under) är SPK en allvarlig risk (kapitel 4). I många fall kan korrosionsproblemet lösas genom en up-pgradering till den mer korrosionsbeständiga (och "syrafasta") 4404. Alternativt bör ännu högre legerade material beaktas.
EN 1.4305 / AISI 303Svavellegerat 18/8-stål med utmärkta, spånavskiljande egenskaper p.g.a. bildningen av mangansulfi der (kapitel 2). Levereras endast som stång och tråd för spånavskiljande bearbetning, men kan varken svetsas eller betas. Sämre korrosionsbeständighet i nästan alla miljöer i jämförelse med vanligt 18/8-stål (4301) och bör därför användas med förnuft.
EN 1.4306 / AISI 304LLågkolsvariant av 4301-stål. C 0,03% för att motverka risken för sensibilisering och efterföljande interkristallin kor-rosion (kapitel 2 + 4). Den teoretiska nackdelen är en marginellt lägre mekanisk hållfasthet. Nickelhalten är relativt hög i (10-12 %) och är därför lätt "överaustenitisk", vilket ger en mindre tendens till deformationshärdning och därmed goda egenskaper vid till exempel sträckformning. Nackdelen är högre pris på grund av det höga nicke-linnehållet vilket i sin tur gör materialet sällsynt och svårt att få tag på.
EN 1.4307 / AISI 304LStandard lågkolsvarianten av 4301, men med Ni (8-10,5 %), vilket motsvarar nivån på 4301. 4307 är således ident-isk med 4301 förutom att den övre gränsen för kol är lägre (0,03 %), vilket helt klart är att föredra vid svetsning i synnerhet av tjocka strukturer (kapitel 2 + 4). Med dess lägre Ni är 4307 både billigare och ”mindre austenitisk” än hög-nickelstålet 4306. Spår av deformationsmartensit och/eller ferrit kan få stålet att bete sig lite magnetiskt efter bearbetning, bockning och pressning.
EN 1.4310 / AISI 301 / 302"18/8 Classic". En äldre variant av 4301 som kännetecknas av en mycket hög kolhalt. 4310 används när man vill uppnå högre brottgräns. Man får även ett stål med bättre hållfasthet vid högra temperaturer. Nackdelen är dålig svetsbarhet och ökad risk för interkristallin korrosion. Vanliga produkter är fjäderband och -tråd.
EN 1.4401 / AISI 316Standard ”syrafast” stål. Mekaniskt nästan jämställt med 18/8-stål/4301 men med en Mo-halt på 2,0-2,5 % som ger en markant bättre korrosionsbeständighet. Borde i realiteten ersätta 4301-stål på många ställen. Att så inte sker, bör tillskrivas en våldsam prisutveckling på nickel och merkostnaden för dyrt molybden. Ofta dubbelklassad som 4404/316L max 0,03% kol.
EN 1.4404 / AISI 316LLågkolhaltigt, syrafast stål och ett standardmaterial för hela den farmaceutiska industrin. 4404-stålet är godkänt av Food and Drug Administration (FDA) och det mest tillämpade konstruktionsmaterialet där 4301/4307 korrosionsmäs-sigt inte räcker till. Damstahls mest sålda och lagerlagda syrafasta stålkvalitet. Lätt att få tag på i alla möjliga och omöjliga dimensioner, inklusive en stor andel av rördelsortimentet.
Kapitel 3: Användningsområden för rostfria standardlegeringar

21310.2013
www.damstahl.com
EN 1.4418 Relativt låglegerat ”syrafast” stål, vilket endast levereras som stångstål. 4418 innehåller endast 15-17 % Cr, 1 % Mo och 4-6 % Ni vilket gör stålet fl erfasat (huvudfas austenit, få procent ferrit) och därmed mekaniskt starkt. 4418 används offshore till t.ex. hydraulstänger, ofta belagt med hårdkrom med hänsyn till slitstyrkan.
EN 1.4432 / AISI 316LUtvecklat för den svenska och fi nska pappersindustrin och nästan identiskt med 4435, men med marginellt lägre Cr-halt och något lägre Ni-halt. Med hela 2,5-3,0 % Mo är 4432-stålet därmed mer korrosionsbeständigt än ”normala”, syrafasta stål men också något dyrare. Utbudet av dimensioner och leveransformer mindre än 4404.
EN 1.4435 / AISI 316LLågkolsvariant av 4436-stål och därför ett höglegerat alternativ till 4404. Liksom 4436 ger hög Mo-halt en mot-svarande förbättring av korrosionsbeständigheten. Nackdelen är den mycket höga nickelhalten som ger ett högt pris. Det mest korrosionsbeständiga av de syrafasta standardstålen. Begränsat utbud och lagerhållning.
EN 1.4436 / AISI 316Höglegerat, ”syrafast” stål med 2,5-3,0 % Mo mot 2,0-2,5 i normalt 4401/4404. Ökad Mo ger en liten förbättring av korrosionsegenskaperna, men dessvärre också ett högre pris, både p.g.a. den extra Mo-halten och i synnerhet den ökade Ni-halten som behövs för att bibehålla austenitstrukturen. Begränsat utbud och lagerhållning.
EN 1.4539 / ”904L”Med 20 % Cr, 25 % Ni och 4,5 % Mo ett synnerligen korrosionsbeständigt stål. Från början utvecklat för stark svavelsyra, vilket förklarar de 25 % Ni och 1,2 % Cu. 4539 är en överaustenitisk legering med utmärkt korrosions-beständighet långt över alla korrosionsformer i nästan alla miljöer men är förhållandevis dyr på grund av det höga nickelinnehållet. Observera att AISI 904L inte är en offi ciell norm utan bara en benämning.
EN 1.4541 / AISI 321Titanstabiliserat 18/8-stål. Titan binder kol (kapitel 2 + 4) och stålet är därför mer svetsbart än 4301, speciellt för tjocka gods. Med hänsyn till korrosion och svetsbarhet motsvarar det 4307 och används ofta traditionellt i synner-het i Tyskland för liknande ändamål. Den ända skillnaden är att 4541 är mekaniskt starkare samt svårare att polera p.g.a. de hårda titankarbiderna vilket kan ge gulaktiga svetsar med nitrogenhaltig skyddsgas, till exempel Formier-gas. 4550 (AISI 347) är den nioblegerade 18/8 med motsvarande egenskaper.
EN 1.4571 / (AISI 316Ti)Den syrafasta motsvarigheten till 4541-stål och det vanligaste syrafasta konstruktionsmaterialet inom den tyska industrin. Användningen av titanstabiliserat stål i stället för lågkolstål 4404 beror på tradition. Både 4541 och 4571 har också en viss hållfasthetsrelaterad fördel. Vid högra temperaturer är hållfastheten markant bättre. Titanstabilise-rade stål kan vara svårare att polera och ge gulaktiga svetsar med Formiergas. I de fl esta fall kan man utan problem ändra från 4404 till 4571 och omvänt. Den marginella skillnaden mellan 4571 och 4404 är samma som mellan 4541 och 4307 (se ovan) Observera att AISI 316Ti inte är en offi ciell norm utan bara en benämning.
Kapitel 3: Användningsområden för rostfria standardlegeringar
På grund av de austenitiska stålens stora töjning (> 45 %) är de är mycket duktila och därför lätta att forma. Dessa pressade kragar är tillverkade av 4404.
214
Teknisk information
10.2013
www.damstahl.com
Värmebeständiga, austenitiska stål:
EN 1.4828 / AISI 309Det lägsta legerade högtemperaturstålet. Mycket likt 4301 med den viktiga skillnaden att 4828 innehåller 1,5-2,5 % kisel (Si) vilket ger en bättre och mer värmebeständig legering som motverkar bildandet av glödskal. Används ofta till pannor och ugnar, där det är risk för temperaturer upp mot 800-1000°C.
EN 1.4841 / AISI 314Mycket höglegerat stål som innehåller 24-26 % Cr och 19-22 % Ni. Är mycket likt 4828 i egenskaperna men har ännu bättre mekaniska egenskaper och motståndskraft mot korrosion och skalning. Nackdelen är den höga nickel-halten vilket gör stålet dyrt och prismässigt instabilt.
Duplexstål:
EN 1.4460 / AISI 329På många sätt det ursprungliga duplexstålet och det enda som klassifi ceras enligt det gamla AISI-systemet. Med 25-28 % Cr, 1,30-2,0 % Mo, 4,5-6,5 % Ni är strukturen på 4460 mer än 50 % ferritiskt (resten är austenitiskt), vilket ger ett mekaniskt starkt och hårt stål. Finns endast som stång och används vanligen till axlar.
EN 1.4462 / ”2205”Med 22 % Cr, 5 % Ni och 2,5 % Mo är 4462 det mest använda duplexstålet. God svetsbarhet och hög, mekanisk hållfasthet tillsammans med mycket god korrosionsbeständighet. Ett par klasser bättre än ”syrafast” i nästan alla medier, särskilt i varma förhållanden, där spänningskorrosion är ett problem. Nackdelen är dels ökade utgifter för bearbetning, både formning och svetsning, dels ett begränsat utbud av produkter. Finns även som rör och rördelar, främst i ASTM-dimensioner.
Utskiljningshärdande stål (precipitation hardening, PH):
EN 1.4542 / – Tvåfasat martenitiskt-austenitiskt höghållfast stål, ett ovanligt stål från en udda grupp. Innehåller typiskt 14-17 % Cr, 4-8 % Ni, låg Mo och upp till 5 % koppar (Cu). Härdbart vid höga temperaturer genom utskiljnings-härdning vilket gör PH-stålen starka men mindre korrosionsbeständiga. Vanligast är 15-5 PH och 17-4 PH. Med 14-17 % Cr har 4542 vanligtvis en korrosionsbeständighet, som ligger mellan martensitiskt knivstål och austenitiskt 4301. En extralegering av 3 % Cu gör stål härdbart med hjälp av uppvärmning även om den maximala hårdheten är lägre än för martensiterna. Stålen är inte speciellt vanliga men används till kedjor och golfhuvud, till exempel Callaway Big Bertha eller Ping G10.
Kapitel 3: Användningsområden för rostfria standardlegeringar
21510.2013
www.damstahl.com
Kapitel 4: Korrosionsegenskaper
Rostfritt stål är ett korrosionsmässigt sett genialt material. God korrosionsbeständighet kombinerat med ett rimligt pris har gjort rostfritt stål till den mest använda materialgruppen inom ”kritiska” användningsområden såsom inom livsmedels- och läkemedelsutrustning, papper/massa- och kemisk industri.
Det rostfria stålets normalt goda korrosionsbeständighet skapas med en ultratunn oxidfi lm av framför allt krom och järn. Denna fi lm är endast några få nanometer tjock och helt osynlig, men är inte desto mindre så tät och hållfast, att stålet effektivt ”isoleras” från den omgivande miljön. Skulle det hända, att det blir ett hål i den skyddande oxid-fi lmen, återskapas den snabbt av sig själv, varmed stålet återigen är skyddat.
Dessvärre går det inte alltid som prästen predikar. I olyckliga fall kan oxidfi lmen brytas ned utan att den återskapas och resultatet kan bli allvarliga korrosionsangrepp. När korrosionen väl börjat, kan man få uppleva en synnerligen snabb genomfrätning och användningen av rostfritt stål blir därför ofta ett slags antingen/eller-situation, där skill-naden mellan de två ytterligheterna kan vara nog så liten. Om man kan hindra korrosionen att börja har man i det närmaste fått ett evighetsmaterial. Ifall inte, ger det mycket snabbt upphov till allvarlig korrosion och utrustningens livslängd kan bli ohyggligt kort.
De korrosionstyper som i normalfall angriper rostfritt stål är:
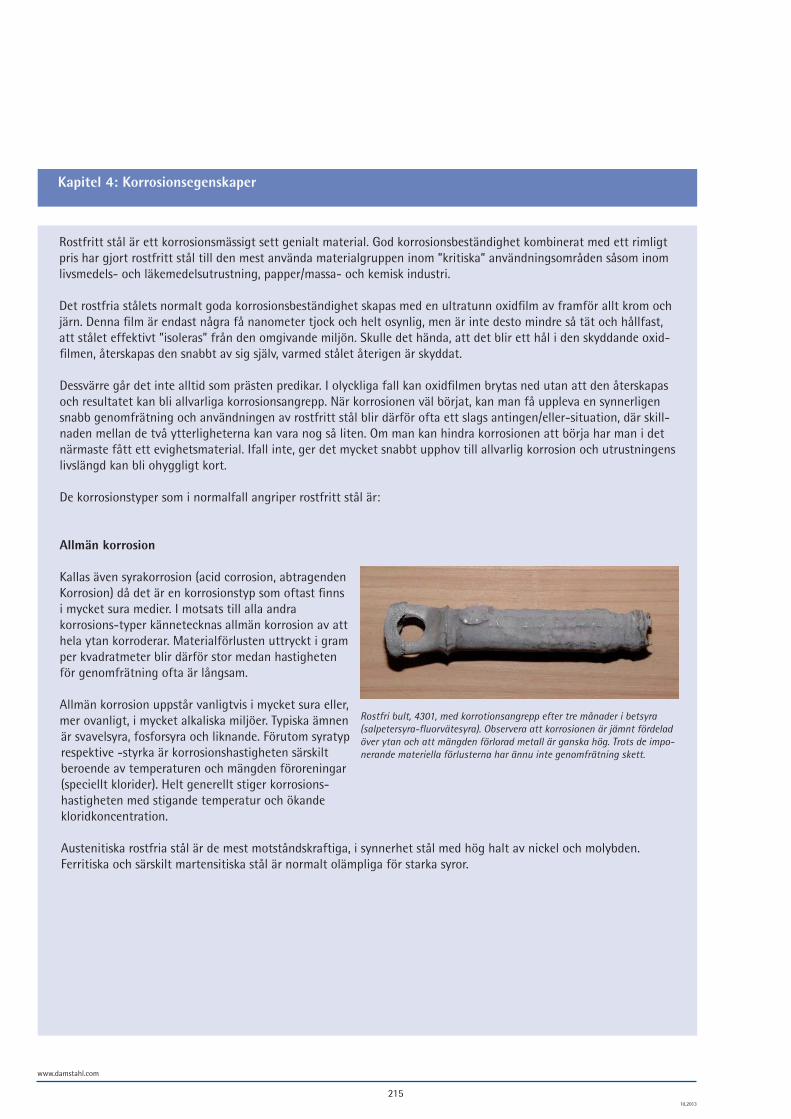
Allmän korrosion
Kallas även syrakorrosion (acid corrosion, abtragenden Korrosion) då det är en korrosionstyp som oftast fi nns i mycket sura medier. I motsats till alla andra korrosions-typer kännetecknas allmän korrosion av att hela ytan korroderar. Materialförlusten uttryckt i gram per kvadratmeter blir därför stor medan hastigheten för genomfrätning ofta är långsam.
Allmän korrosion uppstår vanligtvis i mycket sura eller, mer ovanligt, i mycket alkaliska miljöer. Typiska ämnen är svavelsyra, fosforsyra och liknande. Förutom syratyp respektive -styrka är korrosionshastigheten särskilt beroende av temperaturen och mängden föroreningar (speciellt klorider). Helt generellt stiger korrosions-hastigheten med stigande temperatur och ökande kloridkoncentration.
Austenitiska rostfria stål är de mest motståndskraftiga, i synnerhet stål med hög halt av nickel och molybden. Ferritiska och särskilt martensitiska stål är normalt olämpliga för starka syror.
Rostfri bult, 4301, med korrotionsangrepp efter tre månader i betsyra (salpetersyra-fl uorvätesyra). Observera att korrosionen är jämnt fördelad över ytan och att mängden förlorad metall är ganska hög. Trots de impo-nerande materiella förlusterna har ännu inte genomfrätning skett.

216
Teknisk information
10.2013
www.damstahl.com
Punktfrätning och spaltkorrosion
Punktfrätning (pitting corrosion, Lochfraß-Korrosion, punktfrätning) är en korrosionstyp som skapas via lokal ned-brytning av den skyddande oxidfi lmen. Vid tillräckligt stark miljöpåverkan återskapas inte oxidfi lmen som den brukar och korrosionen tar fart. Punktfrätning är det perfekta exemplet på en antingen-eller korrosionstyp och resulterar ofta i mycket snabb genomfrätning.
Spaltkorrosion (crevice corrosion) påminner mycket om punktfrätning, men förekommer i spalter, porer och andra ställen, där ringa eller inget vätskeutbyte sker. Jämfört med de ”fria ytorna” är risken för korrosion i eventuella spalter alltid högre, varför man måste konstruera sin anläggning så att spalter (svetsfel, porer, krympningar) såvitt möjligt kan undvikas. En gammal tumregel säger, att man riskerar spaltkorrosion vid en temperatur som är 20-25 ºC lägre än temperaturen för punktfrätning (= kritisk pitting-temperatur, CPT). I så fall bör man välja ett mer korrosionsbeständigt stål.
Risken för både punktfrätning och spaltkorrosion ökar kraftigt med
• Stigande temperatur• Ökande kloridkoncentration• Koncentration av oxidanter• Lågt pH-värde (sura förhållanden)
Ett högt alkaliskt pH-värde har en hämmande effekt. I stålet är det halten av krom (Cr), molybden (Mo) och kväve (N) som påverkar beständigheten mot punktfrätning, medan nickel har en mindre effekt.Icke-metalliska orenheter som svavel (S) och fosfor (P) sänker korrosionsmotståndet drastiskt.Baserat på hundratals praktiska experiment kan stålets motståndskraft mot punktfrätning beskrivas i termer av en formel, Pitting Resistance Equivalent (PREN):
PREN = % Cr + 3.3 x % Mo + 16 x % N
Kapitel 4: Korrosionsegenskaper
Rostfritt 4301-platta efter några dagar nersänkt i en blandning av salt (NaCl) och väte-peroxid (hydrogenperoxid, H2O2). Medan 99 % av stålets yta förblir intakt uppstår det ändå allvarliga korrosionsangrepp på ett fåtal ställen. Bilden till höger är en mikroskopförstoring av det mest angripna området.

21710.2013
www.damstahl.com
Kapitel 4: Korrosionsegenskaper
Erfarenhetsmässigt kommer två ståltyper med samma PREN-värde ha liknande resistens mot punktfrätning. Ju högre PREN desto bättre, och det är värt att notera att det i princip inte spelar någon roll om man lägger till 1 % Mo eller 3,3 % Cr. Det är ökningen i PREN som är avgörande.
Som regel är korrosionen värst, när stålet helt sänkts ner i mediet, men redan ovanför vattenlinjen kan saltvatten-stänk räcka för att skapa ytlig punktfrätning, även om sådana angrepp sällan leder till verklig funktionsförsämring. Korrosion ovanför vattenlinjen är i regel ”bara” av kosmetisk karaktär, men den kan såklart också vara irriterande, när det är fråga om en dyr, rostfri brevlåda eller fasaden på ett operahus.
Spänningskorrosion
Spänningskorrosion (SPK, stress corrosion cracking, Spannungsrißkorrosion) är en korrosionstyp som yttrar sig i lokala sprickbildningar och en extremt snabb genomfrätning även i tjockt gods. Att det kallas ”spänningskorrosion” hänger ihop med att korrosionen uppstår i områden med inre dragspänningar dvs. ställen där metallen blivit ”indragen”. Detta kan inträffa vid de fl esta typer av mekanisk bearbetning som svetsning, formning, slipning mm.
Risken för SPK ökar avsevärt med:
• Stigande temperatur • Ökande kloridhalt• Lågt pH-värde • Indunstning
Av dessa är temperaturen den enskilt viktigaste faktorn, SPK är mer beroende av temperaturen än någon annan korrosionsform.
Vänster:Spänningskorrosionssprickor i en mjölktank av 4301. Den längsta sprickan (överst tv.) är ca 15 mm lång. Korrosionen är orsakad av desinfektionsmedel vid hög temperatur.
Höger:Mikroslip genom SPK-sprickor i en 4301 destillationskolonn. Sprickorna har orsakats av att kloridhaltigt vatten stannat kvar i "fi ckan". Driftstemperatur 60-70 °C.

218
Teknisk information
10.2013
www.damstahl.com
Kapitel 4: Korrosionsegenskaper
SPK är en korrosionsform som nästan uteslutande angriper de lägst legerade austenitiska stålen, till exempel 4301-klassen. Normalt säger man att 4301 är i riskzonen vid en temperatur på 60-70 ºC men i praktiken händer det att 4301 angrips av SPK vid mycket lägre temperaturer, redan vid rumstemperatur. Tack vare Mo- och Ni-halten är den syrafasta 4404-klassen något mer motståndskraftig mot SPK och den rekommenderade temperaturgränsen ligger runt 100-110 °C. Inte heller denna gräns är säker och det har förekommit SPK redan vid 30-40 °C.
Ferritiska och duplexstål är mycket mindre känsliga för SPK än de austenitiska. Om SPK är den primära korrosions-risken är det bättre att använda 4509 istället för 4301 eller 4404.
Interkristallin korrosion
Interkristallin korrosion (intergranular corrosion, interkristalline Korrosion) är en korrosionstyp som uppstår av kromkarbidbildning i stålets korngränsområden. Vid uppvärmning till temperaturer i området 500-850 ºC binder kolämnen det korrosionshämmande kromet och korrosion uppstår utmed stålets korngränser. Det kan jämföras med att lösa upp murbruket mellan tegelstenarna i ett hus.
Risken för interkristallin korrosion ökar avsevärt med stålets kolhalt (kapitel 2). Interkristallin korrosion är den främsta orsaken till att man så långt det är möjligt bör välja stål med låg kolhalt (t.ex. 4306, 4307, 4404 eller 4435) eller titanstabiliserade stål (4541 och 4571). Detta är särskilt viktigt när det gäller grövre godstjocklekar där värme-påverkan består en längre tid.
Tack vare stålverkens möjlighet att sänka kolhalten i stål är sensibilisering och efterföljande interkristallin korrosion ett ganska sällsynt fenomen i våra dagar.
Mikroslip (vänster) och SEM-fotografi (höger) på interkristallin korrosion av austenitiskt 4307-stål. Uppkomsten av sensibilisering och sedan interkristallin korrosion i lågkolstål beror på att stålet har utsatts för en uppvärmning i närheten av en kolkälla (olja!). Under uppvärmningen sönderdelas oljan och kolet sprids in längs korngränser och det användbara kromet har blivit bundet. Därmed är fälten bredvid korngränserna försvagade (sensibilisering) och genom exponering i ett korrosivt media upplöses dessa svaga zoner.
21910.2013
www.damstahl.com
Tid
För alla korrosionsformer är tiden en viktig faktor. Långtidsexponering är alltid värre än korttidsexponering. Ofta klarar stålet en mycket aggressiv miljö om kontakttiden är ultrakort. Desinfektion av en rostfri tank är ett bra exempel på kort kontakttid med ett aggressivt medel, för lång tid kan bli ödesdigert.
Ännu tydligare kan man se det vid korrosion över vattenlinjen. Rostfria byggnadskonstruktioner bör byggas så att regnvatten regelbundet kan skölja av saltpartiklar från ytan. I annat fall riskerar man skador, alltifrån ytliga kosmetiska punktfrätningar till katastrofal spänningskorrosion vid förhöjd temperatur.
Nästan all tillgänglig korrosionsdata är baserad på långtidsexponering. Om kontakttiden är kort fi nns möjlighet till bättre värden än i tabellerna.
Kapitel 4: Korrosionsegenskaper

220
Teknisk information
10.2013
www.damstahl.com
Kapitel 5: Ferritiska, rostfria stål
För bara några år sedan var de nickelfria, ferritiska, rostfria stålen något man kunde skratta åt. Dålig korrosions-beständighet, svetsbarhet och rudimentära mekaniska egenskaper var inte tillräckligt för att kompensera det lägre priset. Ferritiska rostfria stål har oftast tidigare används till enkla och billiga konstruktioner.
De senare årens kraftiga ökningar (och fl uktuationer) i nickelpriset har märkbart ändrat synen på detta. Bara inom loppet av 2006 och 2007 steg nickelpriset från 15 000 till 55 000 $/ton för att därefter falla till runt 10 000 $/ton. På grund av sitt höga pris är nickel den prisbestämmande legeringsfaktorn i vanligt rostfritt stål och långt mer än huvudandelen av legeringstillsatsen för ett 4301-stål (= AISI 304) utgörs av just nickel. Nickel är kort sagt kraftigt fördyrande för det rostfria stålet och dessutom prismässigt ostabilt. Mycket skulle därför vara vunnet, om man kunde avstå från dyrt nickel och ändå uppnå en god korrosionsbeständighet. Och det kan man som väl är!
I de fl esta korrosionsförhållanden är krom (Cr) och molybden (Mo) de mest fördelaktiga legeringstillsatserna, medan nickel (Ni) är en specialtillsats för att stabilisera austenitfasen. Genom att minska på Ni-halten och bibehålla Cr och Mo utvinns ett stål med utmärkt korrosionsbeständighet och väsentligt lägre pris. Det är i realiteten ”hemligheten” med de ferritiska, rostfria stålen. Hög Cr-halt, eventuell Mo-tillsats och låg Ni-halt eller inget Ni alls.
Tabellen nedan anger legeringssammansättningen för en serie vanliga rostfria stål. Den är ett utdrag av tabellen längst bak i katalogen. Observera att nickelhalten för alla de ferritiska stålen (de översta fem) är mycket lågt medan de austenitiska (de nedersta fem) innehåller minst 8,00 %.
P.g.a. de ferritiska stålens gynnsamma förhållande mellan pris och korrosionsbeständighet har bruket av ferritiska stål närmast exploderat. Under år 2006 var 27 % av världstonnaget på rostfritt stål ferritiskt och martensitiskt, och det förväntas växa till hela 47 % under 2010.
Aktuella tal för Skandinavien är 15 respektive 25 %. En något lägre nivå, vilket beror på att vi på våra breddgrader inte har samma koncentration av stora bilfabriker som t.ex. Frankrike och Tyskland. Just bilfabrikerna är stor-konsumenter av i låglegerade rostfria stål men även storkök, restauranger och andra lämpliga segment utgör en stor marknad för ferritiskt stål.
EN 1.- Struktur % C % Cr % N % Mo Övrigt AISI SS
4003 Ferrit ≤ 0,08 10,5-12,5 0,30-1,00 - N ≤ 0,030 410S -
4016 Ferrit ≤ 0,03 16,0-18,0 - - - 430 2320
4509 Ferrit ≤ 0,030 17,5-18,5 - - Ti 0,10-0,60;Nb 3xC+0,30 - 1,00
441 -
4512 Ferrit ≤ 0,03 10,5-12,5 - - Ti 6x(C+N) - 0,65 409 -
4521 Ferrit ≤ 0,025 17,0-20,0 - 1,80-2,50 N ≤ 0,030;Ti 4(C+N)+0,15 - 0,80
444 2326
4301 Austenit ≤ 0,07 17,5-19,5 8,00-10,5 - N ≤ 0,11 304 2333
4306 Austenit ≤ 0,030 18,0-20,0 10,0-12,0 - N ≤ 0,11 304L 2352
4307 Austenit ≤ 0,030 17,5-19,5 8,00-10,5 - N ≤ 0,11 304L -
4404 Austenit ≤ 0,07 16,5-18,5 10,0-13,0 2,00-2,50 N ≤ 0,11 316 2347
4404 Austenit ≤ 0,030 16,5-18,5 10,0-13,0 2,00-2,50 N ≤ 0,11 316L 2348

22110.2013
www.damstahl.com
Korrosionsegenskaper, punktfrätning
I de fl esta fall beror beständigheten mot lokal korrosion (punktfrätning + spaltkorrosion) av stålets innehåll av Cr och Mo, och historiskt sett är detta förklaringen till ferriternas låga popularitet. Dåtidens ferritiska stål innehöll nämligen bara omkring 12 % Cr och inget Mo, vilket inte var tillräckligt för att säkra en god korrosionsbeständighet. Detta har lyckligtvis ändrat sig radikalt och dagens ferriter kan konkurrera med både vanligt rostfritt och syrafast, när det gäller Cr och Mo, och därmed korrosionsbeständighet.
Punktfrätning (pitting corrosion) är en av de mest destruktiva korrosionsformerna. Stålets beständighet mot punkt-frätning kan uttryckas i form av en Pitting Resistance Equivalent (PREN, kapitel 4).Erfarenhetsmässigt har två stålsorter med samma PREN tal samma beständighet mot punktfrätning. I tabellen kan man se att 4301 (AISI 304) har en PREN på 17,5 vilket är exakt samma som det ferritiska 4509 har vilket gör att dessa bör ha samma beständighet mot punktfrätning. Denna tes bekräftades i oktober-november 2008 under elektrokemiska försöksstudier vid Danmarks tekniska universitet, DTU.
Motsvarande förhållande gäller för ferritiska 4521 (PREN 22,9) som ligger jämställt med det austeniska 4404 (AISI 316L, PREN 23,1), vilket också bekräftades under DTUs elektrokemiska forskning. Faktum är att 4521 klarade sig märkbart bättre än 4404. Man kan därför ersätta mycket av världens 4301 med ferritiskt 4509 eller till och med det syrafasta 4404 med 4521. I båda fallen med en gedigen besparing som följd utan att behöva offra resistensen mot punktfrätning.
Emellertid är det många andra korrosionsfaktorer att ta hänsyn till än punktfrätningsinitiering. Helst ska man välja ett rostfritt stål där korrosionen aldrig startar (initieras) men om olyckan ändå är framme, fortlöper korrosionen snabbare i ferritiska stål än i austenitiska. Detta är bara ännu ett argument för att välja sitt stål med omtanke. Man ska helt enkelt välja ett stål där korrosionen aldrig startar i den aktuella miljön, alltså ett stål med tillräckligt högt PREN.
Spänningskorrosion
Spänningskorrosion (SPK) är en korrosionstyp som ger förödande sprickbildningar och som uppstår som en kombi-nation mellan mekaniska spänningar och ett korrosivt (oftast kloridhaltigt) media. SPK angriper framförallt austeni-tiskt 4301 och 4401/04-stål.
SPK uppstår för 4301-stål vanligtvis vid temperaturer på 50-60 ºC och däröver, medan syrafast 4404/04-stål är mer beständigt och angrips först vid temperaturer över 100-110 ºC. Detta gör i verkligheten många austenitiska stål olämpliga för fl era tekniska tillämpningar, allt från reaktorer och destillationskolonner till värmeväxlare, indunstare och torkutrustningar.
De ferritiska stålen har en mycket stor fördel av att de inte angrips av kloridbetingad SPK. De kan med fördel använ-das på många ställen där SPK är den livslängdsbegränsande korrosionstypen och där 4301- respektive 4404/04-stål därför inte ska användas.
Kapitel 5: Ferritiska, rostfria stål

222
Teknisk information
10.2013
www.damstahl.com
Allmän korrosion
Allmän korrosion är en korrosionstyp som oftast uppstår i stark syra eller stark bas, och i sådan miljö är austenitiska stål generellt aningen bättre än ferritiska motsvarigheter. För bruk i medier med extrema pH-värden är de tradition-ella, austenitiska, rostfria stålen därför normalt att föredra.
Det bör nämnas, att olika typer av passiva rostfria stål normalt kan förenas utan risk för galvanisk reaktion mellan olikartade legeringar, förutsatt att miljön är så pass lämpad att det inte kan uppstå korrosion i de enskilda ståltyp-erna. Det bör följaktligen (normalt) inte förekomma korrosionsproblem med att förena t.ex. 4301 och 4509.
Mekaniska egenskaper
Mekaniskt sett är det en del skillnader mellan de nya ferritiska stålen och de traditionella austenitiska. Mätt i HRC, Rp 0,2 eller Rm ligger de ferritiska stålen någorlunda i linje med de austenitiska, men bemärk att sträckgränsen (Rp 0,2) generellt är lite högre för ferriterna medan brottgränsen, Rm, är lite lägre. Ferritiska stål går på många sätt att jämföra med höghållfasta kolstål.
Å andra sidan är det stora skillnader angående brottförlängningen. Brottförlängningen för ett 4301- eller 4404-stål ligger normalt på 45 % eller däröver, vilket betyder att dessa stål kan sträckas relativt långt innan de går av. Brott-förlängningen för de ferritiska, rostfria kvaliteterna ligger något lägre (minimum 18-20 %), vilket gör ferritstålen mindre lämpliga för kraftiga, mekaniska deformationer. Detta gäller i synnerhet för ren sträckformgivning medan ferriterna är utmärkt lämpade för djupdragning. Bl.a. används ferriter i hög grad till komplexa avgassystem. I England och Italien, är 4016 ett populärt material till cateringföremål.
Med hänsyn till kallbearbetning kan ferritiskt, rostfritt stål i hög grad liknas vid kolstål och det är en stor fördel att man kan använda mindre maskinkraft jämfört med austenitiska. I gengäld ska man inte räkna med att kunna djup-dra en komplicerad, dubbel köksvask av ferritiskt stål. I sådana fall är de traditionella austeniter (t.ex. 4301) bättre.
En annan skillnad är de försämrade mekaniska egenskaperna i extremt låga och extremt höga temperaturer med hänsyn till slagseghet (Av) och krypning. Nb-stabilliserade ferriter deformerar dock mindre än austenitiska vid lång-variga påverkningar.
I motsats till de austenitiska stålen kan de ferritiska, rostfria stålen bli spröda vid mycket låga temperaturer och de bibehåller inte heller sin mekaniska hållfasthet lika mycket i extremt höga temperaturer (oftast över 700-800 ºC). Ferriter är generellt sett bättre lämpade för cykliska påverkningar, medan austenitiska är bättre vid isoterma avänd-ningar. Därutöver kan en längre tids exponering i temperatur mellan 400 och 550°C förorsaka ”475°-sprödhet”, vilket också kan inträffa för duplexstål i samma temperaturområde. Ferritiska stål är därför generellt mindre lämpliga för extrema temperaturer än de austenitiska, även om de enskilda fallen bör värderas var för sig.
Kapitel 5: Ferritiska, rostfria stål
22310.2013
www.damstahl.com
Magnetism, termisk utvidgning och risk för skärning
Magnetiskt påminner ferritiska, rostfria stål mest om de vanliga, ”svarta” stålkvaliteterna. Alla ferritiska stål är så-ledes mycket magnetiska, medan de nickellegerade, austenitiska stålen är omagnetiska eller (t.ex. efter deformation eller spånavskiljande bearbetning) svagt magnetiska.
Även med hänsyn till termisk längdutvidgning ligger ferritstålen närmare svarta än austenitiska, rostfria stål. Ferri-tiska, rostfria stål utvidgar sig således 30-35 % mindre än de austenitiska, vilket betyder mindre risk för att utrust-ningen ”slår sig” i samband med montage eller vid efterföljande större temperaturvariationer under drift. Detta har i synnerhet betydelse, om man bygger utrustning av fl era olika stålkvaliteter, t.ex. svep av rostfritt stål och utvänd-iga stödringar av svart stål. Här kan ett val av ferritiskt, rostfritt stål minimera de mekaniska spänningarna mellan rostfritt och svart stål.
Rostfritt stål mot rostfritt stål har en trist tendens till att skära ihop. Denna risk kan reduceras genom att välja två stålsorter med olika struktur. Exempelvis är ett ferritiskt stål mot ett austenitiskt en bättre kombination än två austenitiska mot varandra, även om det fortfarande är långt kvar till goda kombinationer som t.ex. brons mot rost-fritt stål.
Svetsning av ferritiska stål
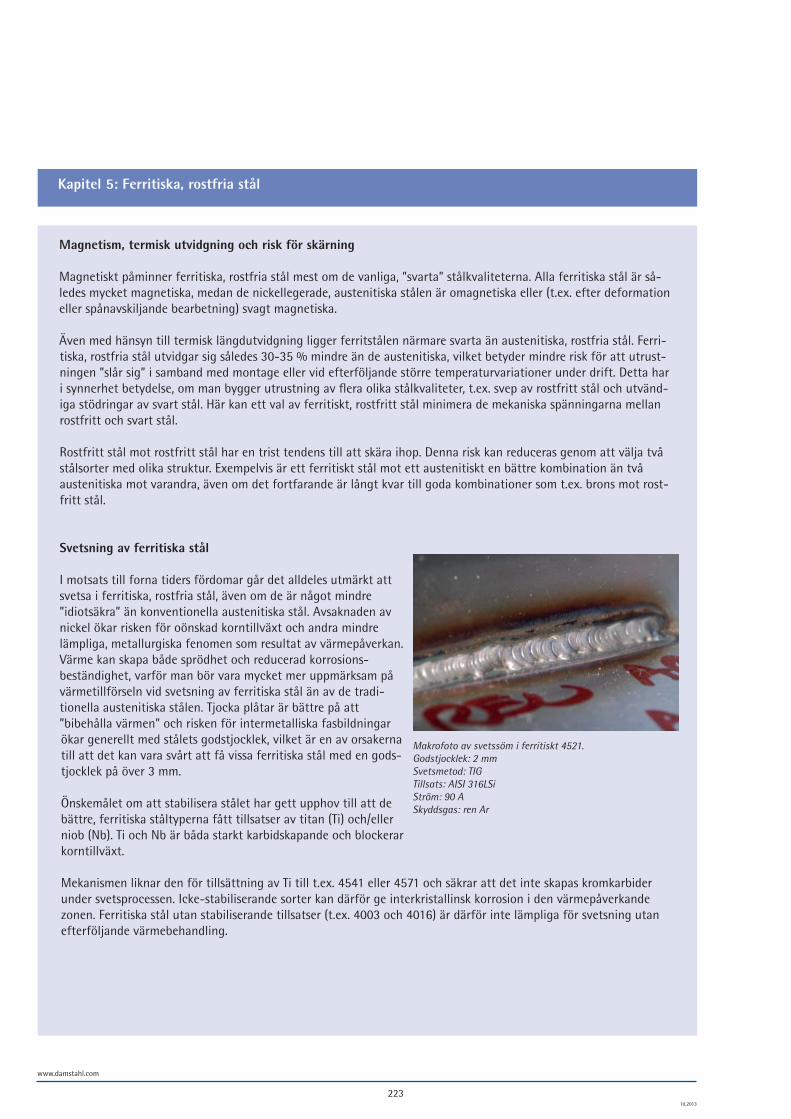
I motsats till forna tiders fördomar går det alldeles utmärkt att svetsa i ferritiska, rostfria stål, även om de är något mindre ”idiotsäkra” än konventionella austenitiska stål. Avsaknaden av nickel ökar risken för oönskad korntillväxt och andra mindre lämpliga, metallurgiska fenomen som resultat av värmepåverkan. Värme kan skapa både sprödhet och reducerad korrosions-beständighet, varför man bör vara mycket mer uppmärksam på värmetillförseln vid svetsning av ferritiska stål än av de tradi-tionella austenitiska stålen. Tjocka plåtar är bättre på att ”bibehålla värmen” och risken för intermetalliska fasbildningar ökar generellt med stålets godstjocklek, vilket är en av orsakerna till att det kan vara svårt att få vissa ferritiska stål med en gods-tjocklek på över 3 mm.
Önskemålet om att stabilisera stålet har gett upphov till att de bättre, ferritiska ståltyperna fått tillsatser av titan (Ti) och/eller niob (Nb). Ti och Nb är båda starkt karbidskapande och blockerar korntillväxt. Mekanismen liknar den för tillsättning av Ti till t.ex. 4541 eller 4571 och säkrar att det inte skapas kromkarbider under svetsprocessen. Icke-stabiliserande sorter kan därför ge interkristallinsk korrosion i den värmepåverkande zonen. Ferritiska stål utan stabiliserande tillsatser (t.ex. 4003 och 4016) är därför inte lämpliga för svetsning utan efterföljande värmebehandling.
Makrofoto av svetssöm i ferritiskt 4521. Godstjocklek: 2 mmSvetsmetod: TIGTillsats: AISI 316LSiStröm: 90 A Skyddsgas: ren Ar
Kapitel 5: Ferritiska, rostfria stål

224
Teknisk information
10.2013
www.damstahl.com
Både 4509, 4521 och 4526 samt det låglegerade 4512 (10,5-12,5 Cr) kan svetsas, om man använder tillsats-material av typ 4430 eller liknande (20 Cr, 2,5-3,0 Mo). Stålen 4512 och 4509 kan dessutom svetsas med lägre legerad ”308L”-tråd (18-21 Cr, 10-12 Ni, 0 Mo), trots att 4430-tråden ger större korrosionsrelaterad säkerhet. Vid godstjocklekar upp till 1-1½ mm kan man nöja sig med att smälta ihop stålet utan att använda särskilda tillsats-material. Normalt bör det inte vara problem med att svetsa ferritiska, rostfria stål ihop med austenitiska stål av 4301- eller 4404-klasserna. Rekommenderad tråd till 4301/4509 är 309L (22-24 Cr, 12-15 Ni, 0 Mo) och till syrafasta bör ovan nämnda 4430 användas.
En viktig skillnad mellan ferrit- och austenitstål är valet av skyddsgas (och bakgas). För TIG-svetsning av ferritiska, rostfria stål ska argon (Ar) eller ev. argon-helium (max. 20 % He) användas, medan formeringsgas (N2+H2) inte får användas p.g.a. risken för korntillväxt samt efterföljande sprödhet p.g.a. N och/eller H. För MIG rekommenderas Ar + 2 % CO2. Högre CO2-halt kan skapa karbidbildningar (sensibilisering).
Kemisk efterbehandling
Tvärtemot vad som ofta står i litteraturen av förra århundradet (före 2000!) går det bra att utsätta ferritiska, rost-fritt stål för kemisk ytbehandling. Såväl 4509, 4521 som 4526 kan betas samt elpoleras, men det rekommenderas att man bör vara mer försiktig med ferritiska än med austenitiska stål. Orsaken till det är att ferriterna generellt är mer känsliga för starka syror.
Detta gäller i synnerhet vid betning, då de ferritiska stålen etsas normalt mer i betsyra än de austenitiska. Vid betning ska därför användas en relativt mild salpetersyra-fl ussyra-baserad bet, varför man bör eftersträva svaga anlöpningar vid svetsning av ferritiska stålkvaliteter.
Elpolering av ferritiska stål går bra men ferriterna etsas snabbare i den starka syran (50-70 % svavelsyra, fosforsyra, temperatur 60° C!). Jämfört med de traditionella austeniterna uppnås således inte samma extrema blankhet (= marginellt högre råhet). Insisterar man på att ha en spegelblank yta är austeniterna att föredra.
En passivering utförs bäst med en ren salpetersyra (kapitel 7). De lägst legerade ferritstålen som 4003 och 4512 kan inte betas och inte heller elpoleras. Dessa stål kan dock passiveras, men företrädesvis endast i kromatinhiberad salpetersyra.
Nickelutsöndring i livsmedel
Ferritiska stål kan utan problem användas för de fl esta tillämpningarna där man tillsvidare använt austenitiska stål – även för hantering av livsmedel. Det ferritiska 4016 används redan idag i stor utsträckning för cateringtillämpningar i England och Italien och de högre legerade 4509, 4521 och 4526 kan med fördel användas inom samma bransch.
En speciell fördel med ferritiska stål är, att risken för nickelutsöndring i mediet är lika med noll, helt enkelt för att det inte fi nns någon nickel i stålet! Stål 4301 och 4404 innehåller 8 respektive 10 % Ni som (t.ex. vid korrosion) kan avsöndras i produkten. I dag fi nns det inga krav på användning av nickelfria material för hantering av livsmedel men skulle de komma skadar det inte att vara förberedd inför den utvecklingen.
Kapitel 5: Ferritiska, rostfria stål

22510.2013
www.damstahl.com
Leveranstid, dimensioner och priser
De viktigaste ferritiska stålkvaliteterna är 4509 och det syrafasta 4521 – samt i viss mån det mycket populära 4016. De mest aktuella konstruktionsstålen, kvaliteterna 4509 och 4521, fi nns både som plåt (med olika ytfi nish) och rör, dock med den nackdelen att godstjockleken sällan överstiger 3 mm. Ferritiska stål är primärt tunnplåt samt tunn-väggiga rör och beträffande 4521 bör man räkna med en viss leveranstid.
Priserna beror på kvalitet, leveranstid och det fl uktuerande legeringstillägget, som styrs av nickelpriset. Ju högre nickelpriserna är desto större prisfördel för ferriter.
I juli 2008 var skillnaden mellan 4509 och 4301 hela 25 %, till ferritens fördel, men ett halvår senare (januari 09) hade nickelpriset fallit vilket minskade dess ekonomiska fördel. Ferriten är trots allt betydligt mer prisstabil än au-steniten och vid ett högre nickelpris kan man därför utgå från prisexplosioner för austeniterna men inte för ferriterna.
Lämpliga användningsområden
Ferritstålen är inte fullt så formbara som austenitstålen och dessutom är svetsprocesserna kopplade till fl er problem, liksom att de begränsade leveransmöjligheterna kan spela in negativt. Andra faktorer kan vara magnetiska eller termiska egenskaper. Tabellen nedan visar en liten (inte komplett) översikt över ferritens fördelar och nackdelar.
Kapitel 5: Ferritiska, rostfria stål
Fördelar Nackdelar
• Utmärkt beständighet mot punktfrätning (PREN4509 = PREN4301) • Utmärkt beständighet mot SPK, långt bättre än för austenitiskt stål • God beständighet mot generell och interkristallin korrosion• Betning, passivering och elektropolering möjlig• Ingen risk för Ni-avlämningar till livsmedel• Låg termisk utvidgning• Bra värmeledningsförmåga• Mindre tendens till återfjädring vid kallbearbetning • Magnetisk (kan vara en fördel)• Lågt och mer stabilt pris
• P.g.a. risken för spaltkorrosion skall man vara uppmärksam på konstruktionen• Svetsparametrarna mer kritiska• Låg slagseghet vid godtjocklekar > 3 mm• Lägre brottsförlängning = mindre lämpligt till sträckform-givning• Lägre slagseghet vid mycket låga (kryogena) temperaturer • Sprödhet vid långtidsexponering vid temperaturer omkring 475°C • Magnetisk (kan vara en nackdel)• Färre dimensioner och mindre varulager (speciellt tjocka dimensioner) kräver bättre planläggning

226
Teknisk information
10.2013
www.damstahl.com
Ferritiskt, rostfritt stål kan således förväntas att ha potential inom följande områden:
• Enkla geometrier utan för mycket komplicerad bockning/sträckning/svetsning• Tunt gods• Enkel bearbetning• Lägre materialkostnader
En av Europas och USA:s riktigt stora konsumenter av ferritiska stål är bil- och busstillverkningsindustrin, men även inom bygg, industri, brevlådor, skyltar, hushåll, vitvaror och catering fi nns en stor marknad för de prisbilliga samt korrosionsbeständiga, ferritiska, rostfria stålen. De höglegerade ferriterna (4509, 4510, 4521 o. likn.) kommer utan tvivel att ersätta stora delar av marknaden för 4301- och 4401-klasserna. Där punktfrätning är den troliga korro-sionsformen kan man skifta från austenitiskt till ferritiskt rostfritt stål utan att ge avkall på korrosionsbeständig-heten
Dessutom har galvaniserat stål under senare år blivit så dyrt att man ibland kan överväga att ersätta det tradition-ella varmförzinkade stålet med ett ferritiskt. Detta gäller särskilt svetsbara 4509 och lillebror 4512 (endast 11 % Cr) för inomhusbruk medan mekaniskt starkare och mer korrosionsbeständiga 4521 är att föredra utomhus. Med hänsyn till punktfrätning och spaltkorrosion ligger dessa i närheten av de konventionella ”rostfria” respektive ”syrafasta” legeringarna.
Ovan vattenlinjen (under kalla förhållanden) är ytlig punktfrätning den kritiska korrosionsformen. Vid sådana till-fällen vill man som regel kunna ersätta 4301 med en 4509 och en 4404 med en 4521. Sådana materialbyten är ganska vanliga i t.ex. cateringbranschen, men borde vara ännu mer vanliga i t.ex. lampor, skyltar och liknande. 4509 är perfekt inomhus medan 4521 har alla förutsättningar för att bli ett bra standardmaterial utomhus, där 4404 är för dyrt och där många konstruktörer därför använder det ofta otillräckliga 4301.
Ännu bättre lämpar sig ferriter då spänningskorrosionen är den kritiska korrosionsformen. Detta är vanligt vid temp-eraturer på ca 60°C och uppåt för 4301 stål och ca 100°C för syrafasta stål, exempelvis på applikationer som avgas-rör till bilar, bakugnar och värmeväxlare. Här är ferriter korrosionsmässigt överlägsna austeniter och vid byte till ferritiskt stål får man ett korrosionsbeständigare material till ett lägre och mer stabilt pris. Ingen dålig kombination!
Kapitel 5: Ferritiska, rostfria stål
22710.2013
www.damstahl.com
Kapitel 6: Bearbetning
Endast några få använder rostfritt stål utan att bearbeta det. Stålet skall klippas, bockas, svetsas, slipas eller på annat sätt utsättas för mekanisk bearbetning och detta medför dessvärre konsekvenser för korrosionsbeständig-heten. Rostfritt stål är endast rostfritt med förbehåll och korrosionsbeständigheten är beroende av hur man behandlar stålet.
Stålet är ”perfekt” från början, när det anländer från stålverket. Då är dess korrosionsbeständighet maximal och fl ertalet av de mekaniska processer som stålet sedan utsätts för försämrar beständigheten. All förbearbetning av rostfritt stål bör utföras så att påverkan blir minimal. Om det inte är möjligt bör hanteringen följas av en lämplig kemisk efterbehandling (kapitel 7).
Svetsning
Svetsning är en av de korrosionsmässigt allvarligaste faktorerna. Utöver införande av en ny del, svetsfogen, utsätts stålet för kraftig värmepåverkan som kan medföra minst tre potentiella risker: sensibilisering, anlöpningar och inre dragspänningar.
Korrosionsrisker förenade med själva svetsfogen försöker man oftast minimera genom att välja ett ”överlegerat” tillsatsmaterial. Det är svårare att garantera att spalter inte uppstår vid svetsning. Sådana kan uppstå i form av porer, krympning, bindfel, ofullständig genombränning o. dyl. Spaltkorrosion är primär korrosionsrisk (kapitel 4).
En bra tumregel säger, att spaltkorrosion kan uppstå i temperatur 20-25 °C lägre än den kritiska punktfrätnings-temperaturen (CPT) – den temperatur, då punktfrätning kan uppstå. Lösningen är att antingen helt förebygga spalter (=intensifi erad kontroll) eller välja en bättre ståltyp med större inbyggd säkerhet (t.ex. 4404 i stället för 4301-stål).
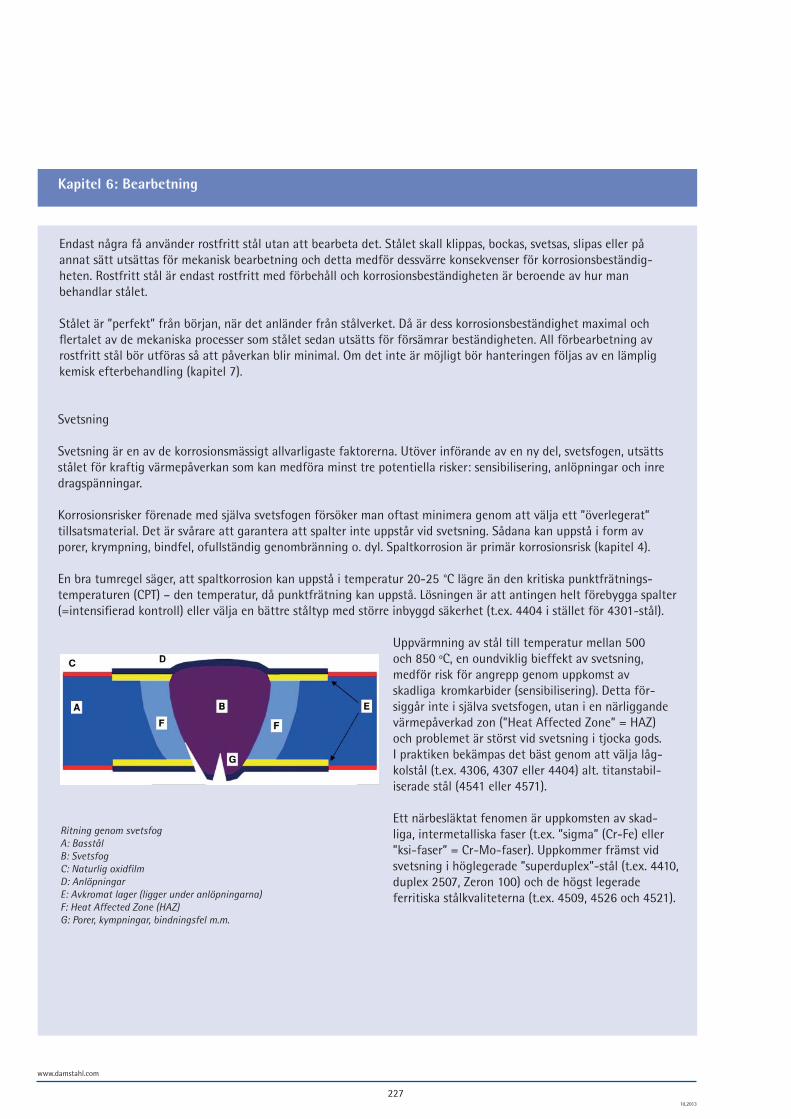
Uppvärmning av stål till temperatur mellan 500 och 850 ºC, en oundviklig bieffekt av svetsning, medför risk för angrepp genom uppkomst av skadliga kromkarbider (sensibilisering). Detta för- siggår inte i själva svetsfogen, utan i en närliggande värmepåverkad zon (”Heat Affected Zone” = HAZ) och problemet är störst vid svetsning i tjocka gods. I praktiken bekämpas det bäst genom att välja låg- kolstål (t.ex. 4306, 4307 eller 4404) alt. titanstabil- iserade stål (4541 eller 4571).
Ett närbesläktat fenomen är uppkomsten av skad- liga, intermetalliska faser (t.ex. ”sigma” (Cr-Fe) eller ”ksi-faser” = Cr-Mo-faser). Uppkommer främst vid svetsning i höglegerade ”superduplex”-stål (t.ex. 4410, duplex 2507, Zeron 100) och de högst legerade ferritiska stålkvaliteterna (t.ex. 4509, 4526 och 4521).
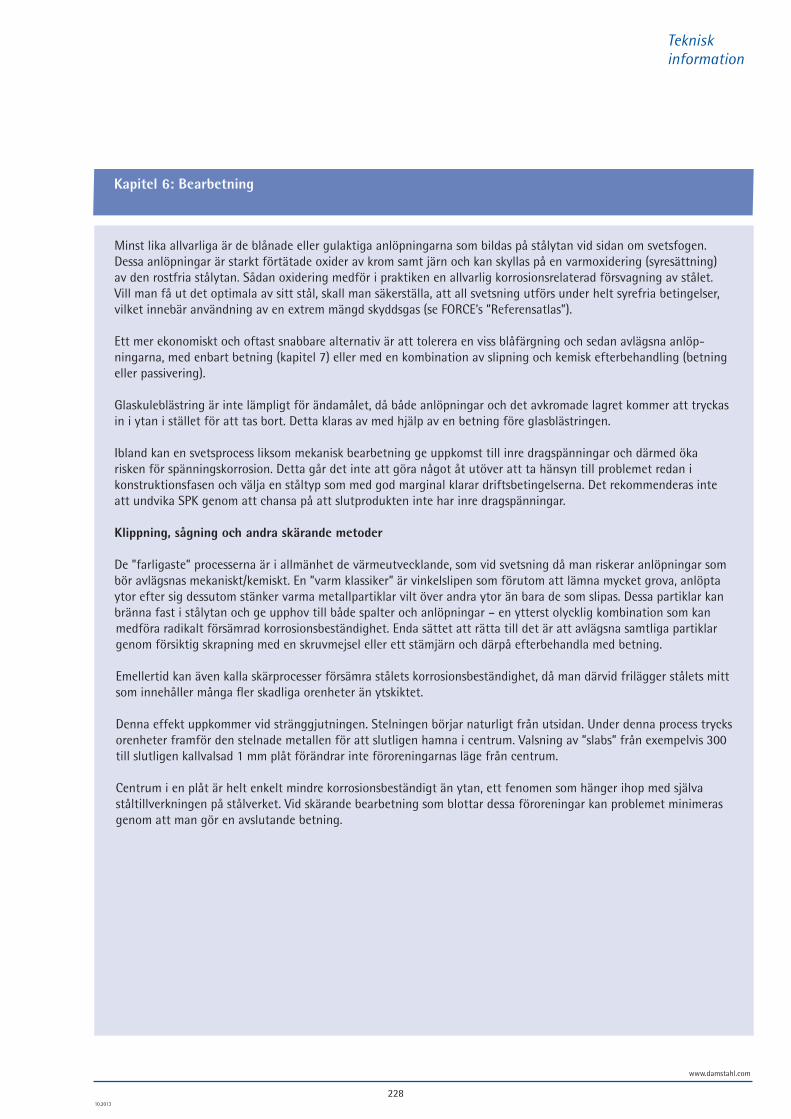
Ritning genom svetsfog A: Basstål B: SvetsfogC: Naturlig oxidfi lm D: Anlöpningar E: Avkromat lager (ligger under anlöpningarna) F: Heat Affected Zone (HAZ) G: Porer, kympningar, bindningsfel m.m.
228
Teknisk information
10.2013
www.damstahl.com
Minst lika allvarliga är de blånade eller gulaktiga anlöpningarna som bildas på stålytan vid sidan om svetsfogen. Dessa anlöpningar är starkt förtätade oxider av krom samt järn och kan skyllas på en varmoxidering (syresättning) av den rostfria stålytan. Sådan oxidering medför i praktiken en allvarlig korrosionsrelaterad försvagning av stålet. Vill man få ut det optimala av sitt stål, skall man säkerställa, att all svetsning utförs under helt syrefria betingelser, vilket innebär användning av en extrem mängd skyddsgas (se FORCE’s ”Referensatlas”).
Ett mer ekonomiskt och oftast snabbare alternativ är att tolerera en viss blåfärgning och sedan avlägsna anlöp-ningarna, med enbart betning (kapitel 7) eller med en kombination av slipning och kemisk efterbehandling (betning eller passivering).
Glaskuleblästring är inte lämpligt för ändamålet, då både anlöpningar och det avkromade lagret kommer att tryckas in i ytan i stället för att tas bort. Detta klaras av med hjälp av en betning före glasblästringen.
Ibland kan en svetsprocess liksom mekanisk bearbetning ge uppkomst till inre dragspänningar och därmed öka risken för spänningskorrosion. Detta går det inte att göra något åt utöver att ta hänsyn till problemet redan i konstruktionsfasen och välja en ståltyp som med god marginal klarar driftsbetingelserna. Det rekommenderas inte att undvika SPK genom att chansa på att slutprodukten inte har inre dragspänningar.
Klippning, sågning och andra skärande metoder
De ”farligaste” processerna är i allmänhet de värmeutvecklande, som vid svetsning då man riskerar anlöpningar som bör avlägsnas mekaniskt/kemiskt. En ”varm klassiker” är vinkelslipen som förutom att lämna mycket grova, anlöpta ytor efter sig dessutom stänker varma metallpartiklar vilt över andra ytor än bara de som slipas. Dessa partiklar kan bränna fast i stålytan och ge upphov till både spalter och anlöpningar – en ytterst olycklig kombination som kan medföra radikalt försämrad korrosionsbeständighet. Enda sättet att rätta till det är att avlägsna samtliga partiklar genom försiktig skrapning med en skruvmejsel eller ett stämjärn och därpå efterbehandla med betning.
Emellertid kan även kalla skärprocesser försämra stålets korrosionsbeständighet, då man därvid frilägger stålets mitt som innehåller många fl er skadliga orenheter än ytskiktet.
Denna effekt uppkommer vid stränggjutningen. Stelningen börjar naturligt från utsidan. Under denna process trycks orenheter framför den stelnade metallen för att slutligen hamna i centrum. Valsning av ”slabs” från exempelvis 300 till slutligen kallvalsad 1 mm plåt förändrar inte föroreningarnas läge från centrum.
Centrum i en plåt är helt enkelt mindre korrosionsbeständigt än ytan, ett fenomen som hänger ihop med själva ståltillverkningen på stålverket. Vid skärande bearbetning som blottar dessa föroreningar kan problemet minimeras genom att man gör en avslutande betning.
Kapitel 6: Bearbetning
22910.2013
www.damstahl.com
Borstning, blästring, slipning och spånavskiljande bearbetning
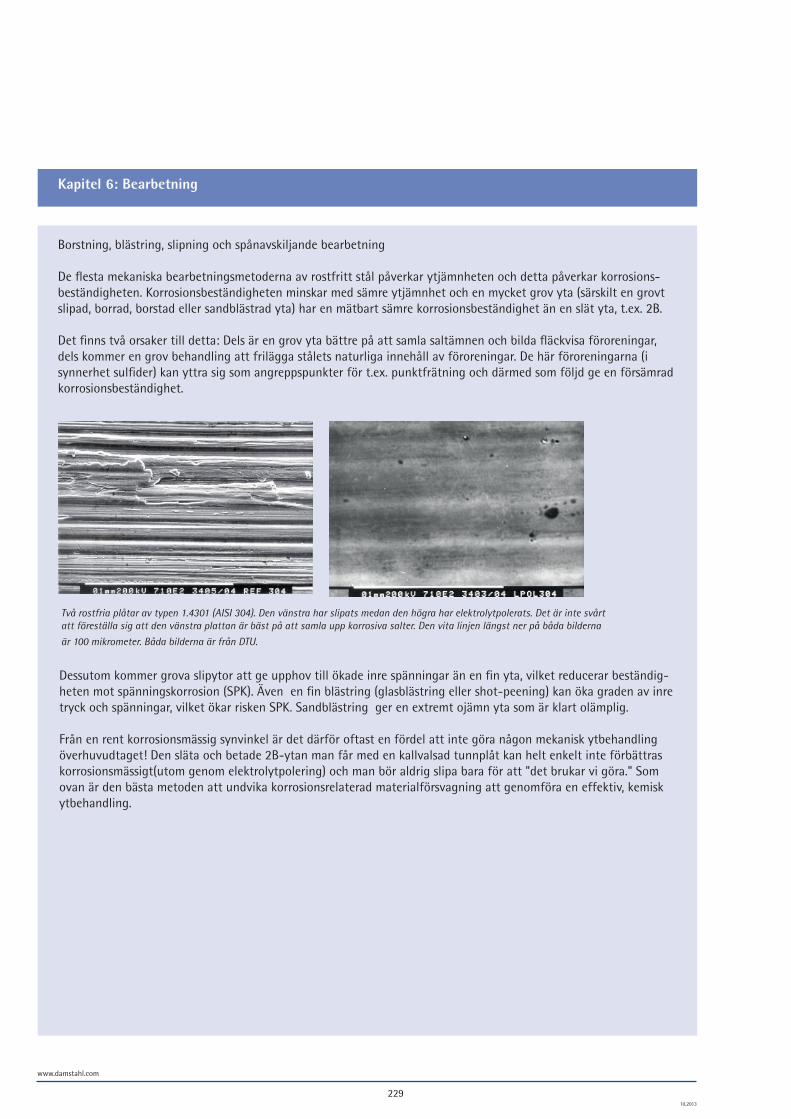
De fl esta mekaniska bearbetningsmetoderna av rostfritt stål påverkar ytjämnheten och detta påverkar korrosions-beständigheten. Korrosionsbeständigheten minskar med sämre ytjämnhet och en mycket grov yta (särskilt en grovt slipad, borrad, borstad eller sandblästrad yta) har en mätbart sämre korrosionsbeständighet än en slät yta, t.ex. 2B.
Det fi nns två orsaker till detta: Dels är en grov yta bättre på att samla saltämnen och bilda fl äckvisa föroreningar, dels kommer en grov behandling att frilägga stålets naturliga innehåll av föroreningar. De här föroreningarna (i synnerhet sulfi der) kan yttra sig som angreppspunkter för t.ex. punktfrätning och därmed som följd ge en försämrad korrosionsbeständighet.
Dessutom kommer grova slipytor att ge upphov till ökade inre spänningar än en fi n yta, vilket reducerar beständig-heten mot spänningskorrosion (SPK). Även en fi n blästring (glasblästring eller shot-peening) kan öka graden av inre tryck och spänningar, vilket ökar risken SPK. Sandblästring ger en extremt ojämn yta som är klart olämplig.
Från en rent korrosionsmässig synvinkel är det därför oftast en fördel att inte göra någon mekanisk ytbehandling överhuvudtaget! Den släta och betade 2B-ytan man får med en kallvalsad tunnplåt kan helt enkelt inte förbättras korrosionsmässigt(utom genom elektrolytpolering) och man bör aldrig slipa bara för att "det brukar vi göra." Som ovan är den bästa metoden att undvika korrosionsrelaterad materialförsvagning att genomföra en effektiv, kemisk ytbehandling.
Kapitel 6: Bearbetning
Två rostfria plåtar av typen 1.4301 (AISI 304). Den vänstra har slipats medan den högra har elektrolytpolerats. Det är inte svårtatt föreställa sig att den vänstra plattan är bäst på att samla upp korrosiva salter. Den vita linjen längst ner på båda bilderna
är 100 mikrometer. Båda bilderna är från DTU.
230
Teknisk information
10.2013
www.damstahl.com
Hantering och transport
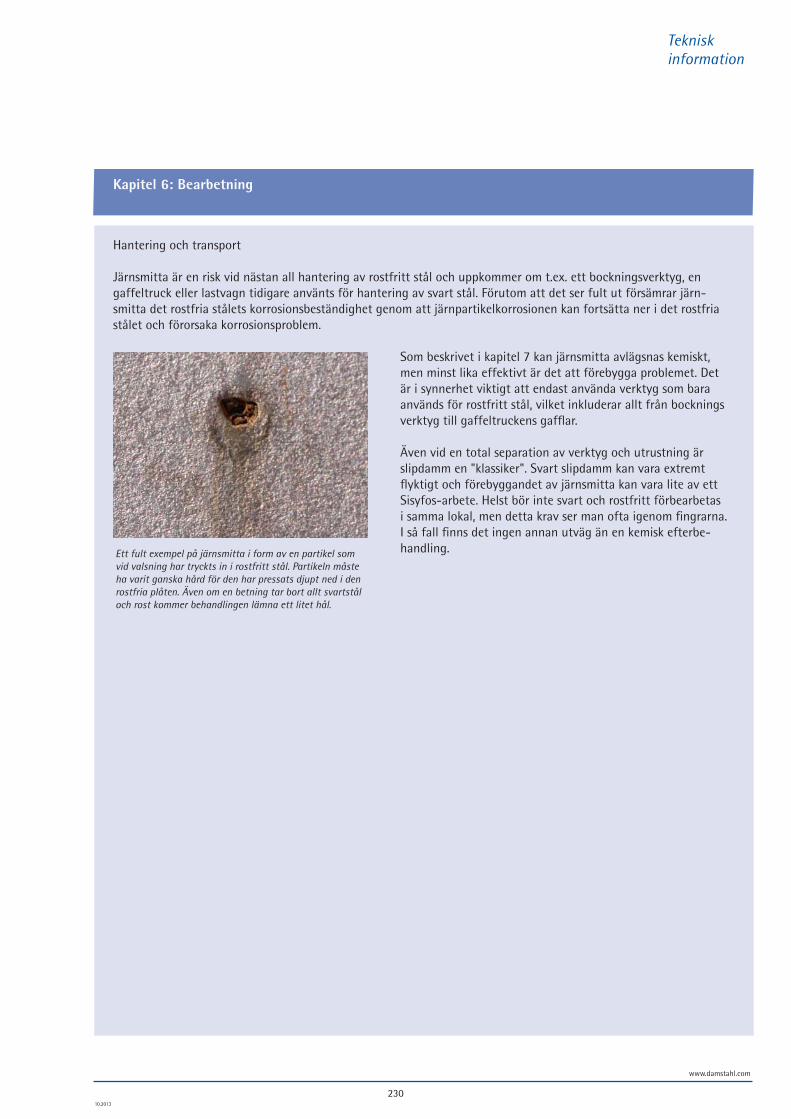
Järnsmitta är en risk vid nästan all hantering av rostfritt stål och uppkommer om t.ex. ett bockningsverktyg, en gaffeltruck eller lastvagn tidigare använts för hantering av svart stål. Förutom att det ser fult ut försämrar järn-smitta det rostfria stålets korrosionsbeständighet genom att järnpartikelkorrosionen kan fortsätta ner i det rostfria stålet och förorsaka korrosionsproblem.
Som beskrivet i kapitel 7 kan järnsmitta avlägsnas kemiskt, men minst lika effektivt är det att förebygga problemet. Det är i synnerhet viktigt att endast använda verktyg som bara används för rostfritt stål, vilket inkluderar allt från bocknings verktyg till gaffeltruckens gaffl ar.
Även vid en total separation av verktyg och utrustning är slipdamm en "klassiker". Svart slipdamm kan vara extremt fl yktigt och förebyggandet av järnsmitta kan vara lite av ett Sisyfos-arbete. Helst bör inte svart och rostfritt förbearbetas i samma lokal, men detta krav ser man ofta igenom fi ngrarna. I så fall fi nns det ingen annan utväg än en kemisk efterbe- handling.
Kapitel 6: Bearbetning
Ett fult exempel på järnsmitta i form av en partikel som vid valsning har tryckts in i rostfritt stål. Partikeln måste ha varit ganska hård för den har pressats djupt ned i den rostfria plåten. Även om en betning tar bort allt svartstål och rost kommer behandlingen lämna ett litet hål.

23110.2013
www.damstahl.com
All bearbetning av rostfritt stål medför en risk för försämring av stålets ursprungliga korrosionsbeständighet. Om försämring blir större än vad man beräknat vid materialvalet måste korrosionsbeständigheten återupprättas. Säkrast och lämpligast (och ofta billigast!) utföres detta via en kemisk ytbehandling.
Betning
Den absolut viktigaste kemiska ytbehandlingen av rostfritt stål är betning. Själva betbadet består normalt av 10-20 % salpetersyra (HNO3) och 1-6 % fl ussyra (HF). Höglegerade stål kräver ett aggressivt betbad med hög halt av fl ussyra, medan ”normala” rostfria stål av 4301- och 4401-typ bäst betas med en relativt låg halt av HF. I stället för fl ussyra kan man använda saltsyra (HCl), vilket dock medför en mer aggressiv bet (kungsvatten!) samt en stor risk för följdskador i form av punktfrätning. Saltsyrehaltig betning rekommenderas inte.
Vid rumstemperatur är betningstiden normalt från 30 min. till fl era timmar beroende på graden av anlöpningar som ska tas bort (ju mörkare, ju längre tid) och koncentrationen av metallföroreningar i badet. Efter betningen har man återskapat det rena stålet utan några korrosionsrelate rade försämringar.
Den största nackdelen med betning är, att det egentligen är fråga om en etsning. Detta betyder att ytjämnheten kommer att minska, särskilt beträffande mycket blanka stålämnen, vilket kan vara mycket ödesdigert inom medicin- och livsmedelsindustrin, där ytjämnheten bör minimeras med tanke på mikroorganismer. Ofta arbetar man där med en maximal ytjämnhet (Ra) på 0,8 μm eller bättre.
Dessutom kan variationer i ytjämnheten få ämnet att se mindre homogent ut, vilket dock mest har en kosmetisk betydelse.
Betning sker enklast genom att sänka stålämnet i ett betbad, men om inte detta är genomförbart, kan man använda sig av en betpasta med tjockare konsistens som kan ”målas på” med hjälp av en pensel. Detta är mest användbart vid till exempel montagesvetsningar där man inte vill beta hela anläggningen utan endast svets- ningarna. Observera att varken de lägst legerade ferritiska stålen (ex. 4003 och 4512), de svavellegerade automatstålstyper (4305) eller martensitiskt knivstål kan betas. Högre legerade ferrit- er som 4509 och 4521 kan betas men man bör använda en mildare och mindre aggressiv betning än för motsvarande austeniter. Användning av fl ussyra kräver ett särskilt tillstånd angående arbeten med giftiga ämnen.
Kapitel 7: Kemisk ytbehandling
Blåaktiga anlöpningar till följd av svetsning på en tank av 4301. Förlusten av korrosionsskydd i sådana anlöpningar är allvarligt och för att stålet ska kunna åter-ställa sin goda korrosionsbestän-dighet måste anlöpningarna tas bort. Detta görs bäst och billigast med betning.
Betad svetssöm i ett 4404-ämne. Lägg märke till att stålet får ett matt utseende. Detta beror på att betning innebär en etsning av stålet vilket ökar ytljämnheten.

232
Teknisk information
10.2013
www.damstahl.com
Passivering
En passivering är inriktad på att förstärka stålets naturliga, skyddande oxidfi lm. På köpet får man en eliminering av exponerade inneslutningar samt andra korrosionsrelaterade försämringar. Korrosionsbeständigheten ökar genom passivering
Badet består vanligtvis av ren 18-25 % salpetersyra (HNO3) och behandlingstiden är normalt en timme. Svavellegerade automatstål (4305) och låglegerade, ferritiska stål kan bara passiveras i dikromat -inhibitorsalpeter-syra.En stor fördel med passivering är att ytjämnheten inte påverkas. En passivering är därför utmärkt för behandling av t.ex. polerade ytor. En nackdel är däremot att anlöpningar kring svetsfogar inte avlägsnas. Har man anlöpningar måste man alltså antingen beta eller slipa med efterföljande betning alternativt passivering.
Dekontaminering
”Dekontaminering” betyder avgiftning och det är precis vad som sker. Allt orent avlägsnas medan det rostfria stålet inte påverkas alls. Inte heller försvinner anlöpningar och det avkromade skiktet. En dekontaminering är en slags avancerad tvätt som varken påverkar stålets ytjämnhet eller de vanligaste gummi- och plastmaterial. Detta gör processen speciellt lämplig för rengöring av medicinsk utrustning eller annat, där betning eller passivering inte kan tas i anspråk på grund av antingen själva stålet eller sårbara packningar. De fl esta syntetmaterial har svårt att klara av salpetersyra och andra sura oxidanter.
En dekontaminering utförs normalt med en 2-10 % lösning av en medelsvag syra (ex. fosforsyra, citronsyra, salpeter-syra). Temperaturen kan vara 20-90 ºC och behandlingstiden upp till många timmar, om det är något mer besvärligt som behöver avlägsnas.
Järnsmitta är ett speciellt problem som ofta kan rättas till med en dekontaminering. Rost (järnoxider och hydroxider) är endast långsamt upplösligt i salpetersyra, men mycket lättare avhjälpt med en varm lösning av citronsyra och fosforsyra. Metalliskt järn däremot upplöses bättre i salpetersyra.
Kapitel 7: Kemisk ytbehandling
Väster:Steel-Tech ”Betningsgel 122”, en salpetersyra-fl ussyrebaserad produkt som används till vanligt rostfritt och syrafasta stålkvaliteter.Höger:Pastabetning av en svetssöm på insidan av ett 4436-rör.

23310.2013
www.damstahl.com
Elektropolering
Elektropolering (elpolering) är den enda ytbehandlingen som kräver en yttre strömkälla. Badet är vanligtvis en stark lösning av svavelsyra och fosforsyra, temperaturen är oftast över 50 ºC. Stålämnet kopplas anodiskt med hjälp av en likriktare. Under själva processen upplöses en del av stålet. Upplösningen sker primärt från toppen av ytans mikroskrovlighet och leder processen till en långsam utjämning och ytjämnheten minskar. Ytan blir blankare (se bild i kapitel 6). Elpolering kan teoretiskt sett även lösa upp anlöpningar, men gör det långt ifrån alltid. Betning före elektropoler-ingen rekommenderas därför.
Förutom att åstadkomma en vacker polerad yta, ökar en elektropolering stålets korrosionsbeständighet. Faktiskt är elpolering den enda process som kan höja korrosionsmotståndet avsevärt på en normal 2b-yta. Ovanför vattenlinjen gör den fi na jämnheten att salt och andra korrosiva ämnen inte fastnar på stålet så lätt. Det fi nns exempel på att elektropolerad 4301 klarar sig lika bra som 4401, 2b.
Nackdelen med elpolering är priset. Det är en komplicerad och dyr process p.g.a. utrustningen och besväret med att montera katoderna på de rätta ställena. Elpolering är därför en behandling som nästan uteslutande används för yt-terst krävande utrustning inom t.ex. medicinindustrin. Den fi na ytjämnheten möjliggör extemt väl rengjorda ytor och därmed minimerad risk för kontaminering och risk för mikrobiologisk tillväxt.
Efter avslutad betning är alla föroreningar upplösta, även järnsmitta samt (mycket vikigt!) alla anlöpningar och det underliggande ”avkromade skiktet”. Genom att förstärka oxidskiktet optimeras stålets korrosionsbeständighet. Det är till och med möjligt att mäta denna förbättring.
Kapitel 7: Kemisk ytbehandling
Kemisk ytbehandling, översikt
Bad Processtid Anlöpningar Cr-oxider Ytjämnhet
Betning 10-20 % HNO3 + 1-6 % HF 1-12 h Avlägsnas Avlägsnas Ökar
Passivering 18-25 % HNO3 30-60 min. Ingen effekt Ökar Oförändrad
Dekontaminering 2-10 % ”medelsvaga” syror 1-48 h Ingen effekt Ingen effekt Oförändrad
Elpolering 60-70 % H2SO4 + H3PO4 10-15 min. Viss effekt Viss effekt Minskar

234
Teknisk information
10.2013
www.damstahl.com
Kapitel 8: Svetsmetoder
TIG och laser
Damstahls leverantör utför in-line-svetsning med en helautomatisk TIG- (Tungsten Inert Gas) eller lasermetod bero-ende på rörväggens tjocklek enligt de allmänt använda produktionsstandarderna.Svetsningen utförs genom att smälta samman de två bandstålskanterna, varvid det värmemässigt ändrade området begränsas och det invändiga området skyddas med en passande skyddsgas. Laser- och TIG-svetsningsmetoderna har en hög tillförlitlighet, vilket gör att den passar för alla ändamål.
Se foto nr 1: Lasersvetsning – värmepåverkad zon ca 1 mm (x50)Se foto nr 2: TIG-svetsning – värmepåverkad zon ca 4,5 mm (x50)
23510.2013
www.damstahl.com
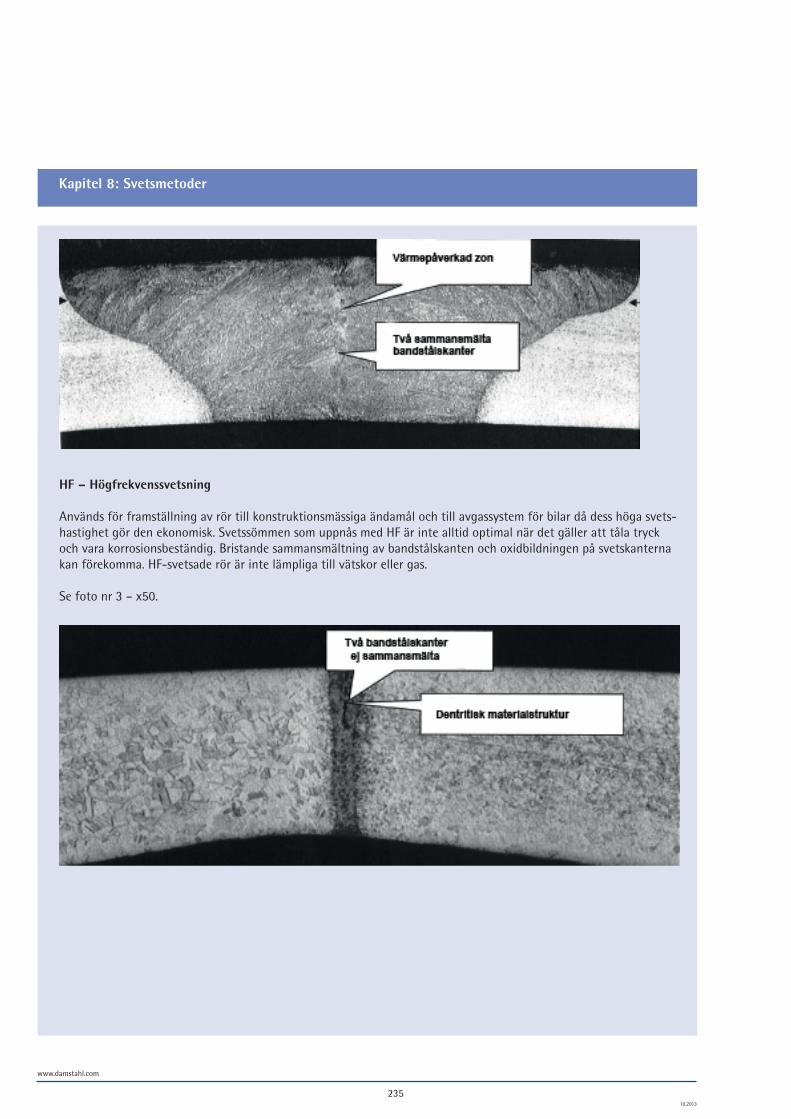
HF – Högfrekvenssvetsning
Används för framställning av rör till konstruktionsmässiga ändamål och till avgassystem för bilar då dess höga svets-hastighet gör den ekonomisk. Svetssömmen som uppnås med HF är inte alltid optimal när det gäller att tåla tryck och vara korrosionsbeständig. Bristande sammansmältning av bandstålskanten och oxidbildningen på svetskanterna kan förekomma. HF-svetsade rör är inte lämpliga till vätskor eller gas.
Se foto nr 3 – x50.
Kapitel 8: Svetsmetoder

236
Teknisk information
10.2013
www.damstahl.com
Blankglödgning
Blankglödgning utförs i en ugn med väte (H2) eller andra inerta gaser, som inte reagerar kemiskt med stålet, vid temperaturer på mellan 1040°C och 1100°C. Efterföljs av en snabb avkylning. Väte är inte något oxideringsmedel och därför bildas ingen ytoxidering, och betning behövs ej efter blankglödgningen.Den största fördelen med denna process – utöver en blank och jämn yta som underlättar vidare bearbetning av rören – är materialets förbättrade korrosionsbeständighet.En sådan behandling, som utförs i slutet av produktionsprocessen eliminerar eventuella karbider som bildats vid korngränsen varvid det uppnås en austenitisk fas utan fel. Detta gör det möjligt att undgå det farliga fenomenet interkristallin korrosion.Den austenitiska strukturen, som uppnås genom off-line blankglödgning medför ett stål med normal kornstorlek. Stålets sträckegenskaper och förlängningen förbättras, formbarhet ökar och inre spänningar minskar. Dessa mate-rialegenskaper är viktiga för slutförbrukare som utför böjning och formning av stål.
Se foto nr 4 – x50, där materialet i den dentriska zonen har blivit helt ersatt av det austenitiska materialet.
Kapitel 8: Svetsmetoder

23710.2013
www.damstahl.com
Kapitel 8: Svetsmetoder
Rör, oglödgade – betade
Svetsade rör kan levereras i oglödgat utförande. Denna produkt genomgår samma produktionsprocess bortsett från värmebehandlingen, därefter betas rören. Betbadet består av svavelsyra och fl uorsyra.
Denna process kan eliminera varje tecken på järnkontaminering, både på den yttre och inre ytan samt på ändarna. Den kan även eliminera svetsning och eventuella oxider som kan förekomma på metallytan som ett resultat av mekanisk bearbetning (slipband och skärutrustning).
Se foto nr 5 – x50 rör, oglödgade.

238
Teknisk information
10.2013
www.damstahl.com
Kapitel 8: Svetsmetoder
Borstade rör
Borstade rör är ett alternativ till betade rör. Bara den yttre ytan borstas, röret betas ej. Dessa produkter har en lägre korrosionsbeständighet än betade rör, om de utsätts för samma miljömässiga angrepp. Detta beror både på avlag-ringarna på metallytan, som blivit kontaminerat under produktionsprocessen, och att ytan är skrovligare och lätt kan bevara oxider och spår av järnkontamination.
Det bör understrykas att det uteslutande är tal om en utvändig borstning och därför kan den inte ta bort en ev. kontaminering på den invändiga ytan och i ändarna, som skurits av med en klippmaskin gjord av stålbaserat material.
Eddy Current-test
Svetsade rör som levereras i TIG- eller lasersvetsat utförande från Damstahl genomgår efter att de blivit kalibrerade, ett Eddy Current-test. En sådan icke-destruktions-test utförs genom att skapa ett magnetiskt fält runt om röret, av-vikelser i detta indikerar fel i svetsen ex. spalter eller hål.

239
Kapi
tel 9
: Tab
ell ö
ver
de v
anlig
aste
ros
tfri
a st
ålen
och
der
as k
emis
ka s
amm
ansä
ttni
ng
ENST
RUKT
UR
C %Cr
%
Ni
%M
o%
Si ≤ %
Mn
≤ %
S ≤ %
P ≤ %
Övr
igt
AISI
(U
NS)
SS
1.40
03
Ferr
it
≤ 0,
0310
,5-1
2,5
0,30
-1,0
0-
1,00
1,50
0,01
50,
040
N ≤
0,0
3041
0S-
1.40
16≤
0,08
16,0
-18,
0-
-1,
001,
000,
015
0,04
0-
430
2320
1.45
09≤
0,03
017
,5-1
8,5
--
1,00
1,00
0,01
50,
040
Ti 0
,10-
0,60
;N
b 3x
C+0,
30-1
,00
441
UN
S 43
932
-
1.45
10≤
0,05
16,0
-18,
0-
-1,
001,
000,
015
0,04
0Ti
4x(
C+N
)+0,
15-0
,80
430T
i-
1.45
12≤
0,03
10,5
-12,
5-
-1,
001,
000,
015
0,04
0Ti
6x(
C+N
)-0,
6540
9-
1.45
21≤
0,02
517
,0-2
0,0
-1,
80-2
,50
1,00
1,00
0,01
50,
040
N ≤
0,0
,30;
Ti 4
(C+N
)+0,
15-0
,80
444
2326
1.40
21M
arte
nsit
0,16
-0,2
512
,0-1
4,0
--
1,00
1,50
0,03
00,
040
-42
023
03
1.40
570,
12-0
,22
15,0
-17,
01,
50-2
,50
-1,
001,
500,
015
0,04
0-
431
2321
1.41
040,
10-0
,17
15,5
-17,
5-
0,20
-0,6
01,
001,
500,
15-0
,35
0,04
0-
(430
F)23
83
1.43
01
Aust
enit
≤ 0,
0717
,5-1
9,5
8,00
-10,
5-
1,00
2,00
0,01
50,
045
N ≤
0,1
130
423
33
1.43
05≤
0,10
17,0
-19,
08,
00-1
0,0
-1,
002,
000,
15-0
,35
0,04
5Cu
≤ 1
,00;
N ≤
0,1
130
323
46
1.43
06≤
0,03
018
,0-2
0,0
10,0
-12,
0-
1,00
2,00
0,01
50,
045
N ≤
0,1
130
4L23
52
1.43
07≤
0,03
017
,5-1
9,5
8,00
-10,
5-
1,00
2,00
0,01
50,
045
N ≤
0,1
130
4L-
1.43
100,
05-0
,15
16,0
-19,
06,
00-9
,5≤
0,80
2,00
2,00
0,01
50,
045
N ≤
0,1
130
223
31
1.45
41≤
0,08
17,0
-19,
09,
00-1
2,0
-1,
002,
000,
015
0,04
5Ti
(5xC
)-0,
7032
123
37
1.44
01
Aust
enit
(syr
efas
t)
≤ 0,
0716
,5-1
8,5
10,0
-13,
02,
00-2
,50
1,00
2,00
0,01
50,
045
N ≤
0,1
131
623
47
1.44
04≤
0,03
016
,5-1
8,5
10,0
-13,
02,
00-2
,50
1,00
2,00
0,01
50,
045
N ≤
0,1
131
6L23
48
1.44
18≤
0,06
15,0
-17,
04,
00-6
,00
0,80
-1,5
00,
701,
500,
015
0,04
0N
≥ 0
,020
-23
87
1.44
32≤
0,03
016
,5-1
8,5
10,5
-13,
02,
50-3
,00
1,00
2,00
0,01
50,
045
N ≤
0,1
131
6L23
53
1.44
35≤
0,03
017
,0-1
9,0
12,5
-15,
02,
50-3
,00
1,00
2,00
0,01
50,
045
N ≤
0,1
131
6L23
53
1.44
36≤
0,07
16,5
-18,
510
,5-1
3,0
2,50
-3,0
01,
002,
000,
015
0,04
5N
≤ 0
,11
316
2343
1.45
39≤
0,02
019
,0-2
1,0
24,0
-26,
04,
00-5
,00
0,70
2,00
0,01
50,
030
N ≤
0,1
5; C
u 1,
20-2
,00
"904
L" *)
2562
1.45
71≤
0,08
16,5
-18,
510
,5-1
3,5
2,00
-2,5
01,
002,
000,
015
0,04
5Ti
(5xC
)-0,
70"3
16TI
" *)
2350
1.48
28Au
sten
it(v
arm
ebes
t.)
≤ 0,
2019
,0-2
1,0
11,0
-13,
01,
50-2
,50
≤ 2,
000,
015
0,04
5N
≤ 0
,11
309
1.48
41≤
0,20
24,0
-26,
019
,0-2
2,0
1,50
-2,5
0≤
2,00
0,01
50,
045
N ≤
0,1
131
4
1.48
45≤
0,10
24,0
-26,
019
,0-2
2,0
≤ 1,
50≤
2,00
0,01
50,
045
N ≤
0,1
1-
1.44
60D
uple
x≤
0,05
25,0
-28,
04,
50-6
,50
1,30
-2,0
01,
002,
000,
015
0,03
5N
0,0
5-0,
2032
923
24
1.44
62≤
0,03
021
,0-2
3,0
4,50
-6,5
02,
50-3
,50
1,00
2,00
0,01
50,
035
N 0
,10-
0,22
2377
*) V
arke
n ”3
16Ti
” el
ler
”904
L” e
xist
erar
i AI
SI-s
yste
met
, men
båd
a be
teck
ning
ar a
nvän
ds o
fta
som
”be
näm
ning
”.O
bser
vera
att
nut
iden
s EN
-nor
mer
inte
är
helt
iden
tisk
a m
ed d
e ga
mla
Wnr
-bet
eckn
inga
rna.
Spal
ter
med
”AIS
I” o
ch ”
UN
S” a
nger
när
mas
te p
aral
lella
sta
ndar
d. S
ärsk
ilt A
ISI-
syst
emet
kan
inte
hel
t jä
mfö
ras
med
EN
, var
för
AISI
- oc
h SS
-ang
ivel
ser
bör
betr
akta
s so
m u
ngef
ärlig
a.

240
ENH
B 30
hård
het
(HRC
)
Rp 0
,2
(≥ N
/mm
2 )St
räck
-gr
äns
R p 1
,0
(≥ N
/mm
2 )St
räck
-gr
äns
R mBr
otts
tyrk
a( ≥
N/m
m2 )
A5Br
ottf
örl.
(L0
= 5
d0)
( ≥ %
)
ZAr
eal-
red.
( ≥ %
)
AvSl
agse
ghet
( ≥
J)
Dens
iste
t(k
g/dm
3 )Vä
rme-
kap.
(J/g
. K)
Värm
e-le
dn.
(W/K
. m)
Term
isk
utvi
d.20
-100
o C
(10-6
/o C)
Elek
tris
kt
mot
stån
d(Ω
. mm
2 /m)
Elas
t.-m
odul
(kN
/m
m2 )
1.40
03≤
200
260
-45
0-60
020
--
7,7
0,43
2510
,40,
6022
0
1.40
16≤
200
240
-40
0-63
020
60-
7,7
0,46
2510
,00,
6022
0
1.45
09≤
200
200
-42
0-62
018
--
7,7
0,46
2510
,00,
6022
0
1.45
10≤
185
270
-45
0-60
020
60-
7,7
0,46
2510
,00,
6022
0
1.45
12≤
180
220
-39
0-56
020
-70
7,7
0,46
2510
,50,
6022
0
1.45
21≤
200
320
-45
0-65
020
--
7,7
0,43
2310
,40,
8022
0
1.40
21≤
230
500
-70
0-85
012
5020
7,7
0,46
3010
,50,
6021
5
1.40
57≤
295
600
-80
0-95
014
/ 12
4525
/ 20
7,7
0,46
2510
,00,
7021
5
1.41
04≤
220
300
-50
012
/10
500
7,7
0,46
2510
,00,
7021
5
1.43
01≤
215
190
225
500-
700
45 /
35 1)
6010
0 / 6
0 1)
7,9
0,50
1516
,00,
7320
0
1.43
05≤
230
190
225
500-
750
3560
100
/ 60
1)7,
90,
5015
16,0
0,73
200
1.43
06≤
215
180
215
460-
680
45 /
35 1)
6010
0 / 6
0 1)
7,9
0,50
1516
,00,
7320
0
1.43
07≤
215
175
210
500-
700
45 /
35 1)
6010
0 / 6
0 1)
7,9
0,50
1516
,00,
7320
0
1.43
10≤
230
195
230
500-
750
4050
-7,
90,
5015
16,0
0,73
200
1.45
41≤
215
190
225
500-
700
40 /
30 1)
5010
0 / 6
0 1)
7,9
0,50
1516
,00,
7320
0
1.44
01≤
215
200
235
500-
700
40 /
30 1)
6010
0 / 6
0 1)
7,9
0,50
1516
,00,
7520
0
1.44
04≤
215
200
235
500-
700
40 /
30 1)
6010
0 / 6
0 1)
7,9
0,50
1516
,00,
7520
0
1.44
18
1.44
32
1.44
35≤
215
200
235
500-
700
40 /
30 1)
6010
0 / 6
0 1)
7,9
0,50
1516
,00,
7520
0
1.44
36≤
215
200
235
500-
700
40 /
30 1)
6010
0 / 6
0 1)
7,9
0,50
1516
,00,
7520
0
1.45
39≤
230
230
260
530-
730
40 /
30 1)
-10
0 / 6
0 1)
8,0
0,45
1215
,81,
0019
5
1.45
71≤
215
200
235
500-
700
40 /
30 1)
5010
0 / 6
0 1)
7,9
0,50
1516
,50,
7520
0
1.48
28≤
223
60 2)
500-
750
30
1.48
41≤
223
60 2)
550-
750
30
1.48
45≤
192
60 2)
500-
700
35
1.44
60≤
260
450
-62
0-88
020
-85
7,8
0,50
1513
,00,
8020
0
1.44
62≤
270
450
-65
0-88
025
-10
07,
80,
5015
13,0
0,80
200
1) M
ätni
ng2)
Vid
600
°C. A
lla ö
vrig
a da
ta f
ör R
p 1,
0 är
mät
t vi
d ru
mst
empe
ratu
r
Kapi
tel 9
: Tab
ell ö
ver
de v
anlig
aste
ros
tfri
a st
ålen
och
der
as m
ekan
iska
ege
nska
per

24110.2013
www.damstahl.com
Kapitel 9: Normöversikt
StålrörEN ISO 1127 Rostfria stålrör Dimensioner, toleranser och densitet/enhetslängd
EN 10216-5 Sömlösa stålrör för tryckbärande ändamål Tekniska leveransvillkor – Del 5: Rostfria stålrör
EN 100294-1 Hålprofi ler för maskinbearbetning Tekniska leveransvillkor – Del 1: Olegerade och legerade stål
EN 10217-7 Svetsade stålrör för tryckbärande ändamål Tekniska leveransvillkor – Del 7: Rostfria stålrör
EN 10305-1 Precisionsstålrör Tekniska leveransbestämmelser - Del 1: Sömlösa kalldragna rör
EN 10305-2 Precisionsstålrör Tekniska leveransbestämmelser - Del 2: Svetsade kalldragna rör
EN 10312/A1 Svetsade rör av rostfria stål för vattenledningar inkl rör för dricksvatten. Tekniska leveransbestämmelser.
LivsmedelISO 2037 Rostfria stålrör till livsmedelsindustrin Specifi cerar dimensioner, toleranser, ytjämnheter, kvaliteter och hygieniska krav för sömlösa eller svetsade rör i raka längder till livsmedelsindustrin.
ISO 2851 Rostfria böjar och t-rör till livsmedelsindustrin Specifi cerar dimensioner, toleranser, ytjämnheter, kvaliteter och hygieniska krav. Avsett att användas tillsammans med rostfria stålrör specifi cerat i ISO 2037.
ISO 2853 Rostfria standarder till livsmedelsindustrin Specifi cerar dimensioner, toleranser, ytjämnheter, kvaliteter och hygieniska krav för standarddelar. Avsett att användas tillsammans med rostfria stålrör specifi ce- rat i ISO 2037.
DIN 11850 Rostfria stålrör till livsmedels, kemiska och farmaceutiska industrin Dimensioner och kvaliteter.
DIN 11864 Rostfria aseptiska kopplingar -1 med mutter -2 med fl äns -3 med clampring
DIN 11865 Rostfria aseptiska svetsrördelar
DIN 11866 Rostfria aseptiska rör. Dimensioner och kvaliteter.

242
Teknisk information
10.2013
www.damstahl.com
StångstålEN 10056-2 Konstruktionsstål. Oliksidigt och liksidigt vinkeljärn Del 2: Toleranser för form och dimensioner
EN 10058 Varmvalsad plattstång för allmänna ändamål Dimensioner, form- och måttoleranser
EN 10059 Varmvalsade kvadratiska stålstänger för allmänna ändamål Dimensioner, form- och måttoleranser
EN 10060 Valsade runda stålstänger för allmänna ändamål Dimensioner, form- och måttoleranser
EN 10272 Tekniska leveransbestämmelser för rostfri tryckkärlsstång
EN 10278 Blankstål Dimensioner och toleranser för blankstålsprodukter
PlåtEN 10028-7 Tekniska leveransbestämmelser för tryckkärlsplåt Del 7: Rostfria stål
EN 10029 Varmvalsad stålplåt med en tjocklek på 3 mm eller mer Toleranser för dimensioner, form och densitet EN 10051+A1 Kontinuerligt varmvalsad, obelagd plåt och band av olegerade och legerade stål Dimensions- och formtoleranser
EN ISO 9445 Kontinuerligt kallvalsade, smala och breda rostfria stålband, plåt/band och klippta längder Toleranser för dimensioner och form
EN 59220 Varmvalsad och rostfri tårplåt Dimensions- och formtoleranser
Kapitel 10: Normöversikt

24310.2013
www.damstahl.com
FlänsarDIN 2527 Blindfl änsar
DIN 2576 Plana fl änsar för påsvetsning
DIN 2633 Svetsfl änsar med krage – PN 16
DIN 2642 Lösfl änsar – PN 10
EN 1092-1 Flänsar och fl änsanslutningar
(ersätter på sikt Runda fl änsar till rör, ventiler, rördelar och tillbehör, PN-betecknadeDIN-normerna) Del 1: Stålfl änsar: Typ 01 - Plana fl änsar Typ 02 - Lösfl änsar Typ 05 - Blindfl änsar Typ 11 – Svetsfl änsar
DokumentationEN 10204 Metalliska produkter. Typ av kontrollintyg
För ytterligare information om standarder, hänvisas till respektive hemsida:
3-A 3-A Sanitary Standards, Inc. www.3-a.org
ASME American Society Of Mechanical Engineers www.asme.org
ASTM American Society for Testing and Materials www.astm.org
BS BSI British Standards www.bsi-global.com
DIN Deutsches Institut für Normung www.din.de
DS Dansk standard www.ds.dk
EN/SS Europa Norm / Svensk Standard www.sis.se
FDA US Food and Drug Administration www.fda.gov
ISO International Organization for Standardization www.iso.org
Kapitel 10: Normöversikt

244
Technical information
10.2013
www.damstahl.com
Among stainless steel, the EN 1.4301and 4401 types still make out about 70 % of the world-wide market. These welded pipes are made of ”common stainless steel”, 4301.
Stainless steel is a large group of metals with a couple of properties in common: The main element is iron (> 50 % Fe = “steel”), and apart from that the steel contains at least 10-12 % chromium (Cr). In its simplest form, no other elements are required in order to make “stainless steel”, proved by the fact that the simplest possible stainless steel (EN 1.4003) contains only 10.5 % Cr, and the rest is iron.
Historically, the simple chromium alloyed steel types were invented back in 1912. In 1913, the German Krupp Company added nickel (Ni) in order to improve the mechanical properties (the birth of the austenitic stainless steel), and in 1920, the benefi cial effect of adding even small amounts of molybdenum was observed. Thereby, the “acid resistant” stainless steel was invented.
Apart from chromium and nickel, the steel may contain a large array of other elements, all of which affect the mechanical or chemical properties in one way or the other. The description of the effect and importance of the dif-ferent elements is enclosed in Chapter 2.
According to their microstructure, the stainless steel types may be classifi ed into fi ve main groups:
Austenitic Stainless Steel
Usually recognized by a high content of chromium (Cr), high nickel (Ni), low carbon (C) and frequently molybdenum (Mo, up to 6 %), the austenitic group is by far the largest and most important type of stainless steel, and both the common EN 1.1.4301 (18/8, AISI 304) and the acid resistant steel types (4401/04, AISI 316(L) etc.) belong to this group.
Mechanically, the austenites are recognized by being non-magnetic; however, cold deformation may lead to the steel being slightly magnetic. In general, the austenitic steel types possess a long elongation (A5). This implies great duc- tility, and the austenites are generally soft and particularly adapted to plastic deformation such as deep drawing of kitchen sinks.
Compared to the other types, the ductile austenites behave a bit like “chewing - gum”, and the excellent combination in between the mechanical ductility and the corrosion resistance has ensured that the austenites are still the most widely used group of stainless steel. Anything from door handles to king-size brewery tanks are made of austenitic stainless steel.
In contrast to the ferritic, martensitic and duplex types, the austenitic steel types do not suffer from brittleness at very low temperatures, and their ten- dency to suffer from ”creep” at higher temperatures is lower as well. In ad- dition, the corrosion resistance of the austenitic steel types is generally high; however, in particular the lower ones (4301 and 4401 classes) are vulnerable to stress corrosion cracking (SCC, see Chapter 4). For that reason, the austeni- tes are not always useful in warm conditions.
Chapter 1: What is Stainless Steel?

24510.2013
www.damstahl.com
Ferritic stainless steels are very useful for manufacturing thin-walled speci-mens without too much welding or bending. This Syrian made kitchen uten-sil has been made of 4016 (AISI 430), a very common steel within catering and a perfect example that it is actually possible to perform deep-drawing in ferritic stainless steel.
Martensitic Stainless Steel
Normally contains 12-16 % Cr, low Ni, rarely Mo and a relatively high content of carbon (C, 0.12-1.2 %). Due to the carbon content, the martensitic steels can be hardened to more than 1000 HV by rapid cooling, and they are extre-mely adapt for manufacturing cutting tools, surgical instruments and high-quality kitchen knives.
After the hardening, the martensitic steel types can be neither welded nor cold deformed. Along with any other heat treatment, welding will cause the steel to lose its hardness. The martensitic steel types are strongly magnetic and due to the low chromium content, the corrosion resistance is generally poor. This is the reason why expensive kitchen knives frequently suffer from superfi cial pitting corrosion after a turn in the dish washing machine.
Ferritic Stainless Steel
Typically, this type contains 12-18 % Cr, low Ni, low carbon (C ≤ 0.12) and sometimes molybdenum (Mo). The ferritic stainless steel types possess the same metallurgical structure as mild steel; however, due to the low carbon content, the ferrites are not hardenable. Consequently, the ferrites are relatively soft, but due to a shorter elongation, they are less adapted to cold deformation than the soft austenites. All ferritic stainless steel types are strongly magnetic, and the stabilized types (such as 4512, 4509 and 4521) are weldable.
The lowest alloyed types (i.e. 4003) possess a relative- ly poor corrosion resistance, in particular in strong acids, whereas the higher alloyed types, such as 4509 and 4521, equal the well-known 4301 and 4401 with respect to pitting corrosion and, to a certain extent, crevice corrosion. Further¬more, the resistance to wards stress corrosion cracking is much better than the parallel austenites (Chapter 4 + 5).
Due to the low nickel content, the ferritic stainless steel types are relatively cheap compared to their austenitic parallel alloys. For that reason, the global consumption of ferritic stainless steel types is steeply increasing, in particular for purposes where one ne- eds a bright, magnetic surface, such as fridge doors or door handles, but does not need the huge elonga tion of the austenites.
In addition, the ferritic stainless steel types possess great advantages when dealing with ”hot equipment”. Under such conditions, the risk of SCC may be substantial. Furthermore, it may be advantageous that the thermal condu-ctivity of the ferritic types is better than for the austenites, and the thermal elongation corresponds to that of mild steel – approximately 2/3 of that of the austenites.
Surgical instruments, both made of martensitic stainless steel. Their me-chanical strength is impressive, whereas the corrosion resistance is low.
Chapter 1: What is Stainless Steel?
246
Technical information
10.2013
www.damstahl.com
A rare example of the use of the precipitation hardening 17-4-PH alloy (EN 1.4542). Both the face and the body of this high-quality golf club have been made of the alloy.
Duplex Stainless Steel
Two-phase mixed structure containing approximately 55 % ferrite and 45 % austenite. Cr is generally high (22-26 %), Ni 1-7 %, frequently Mo and low C. With regard to pitting corrosion, crevice corrosion, general corrosion and, in particular, SCC, the corrosion resistance is normally high.
Mechanically, the duplex steel types are magnetic and possess a signifi cantly higher yield stress than both the austenitics and the ferrites. From a mechanical point of view, the duplex steel types are particularly useful for large constructions. If so, one can reduce the thickness of the steel and thereby the cost of the material and the result is more corrosion resistant steel at a lower price.
The drawback of the duplex steel types is the increased costs of the manufacturing along with increased diffi culties during welding. The risk of formation of intermetallic phases during heat treatment (such as welding) is substantial, and the risk increases with increasing content of Cr and Mo.
For duplex steel, the thermal extension coeffi cient and heat transfer coeffi cient are somewhat in between the values of the ferritic and austenitic steel types. This means better heat transfer and less thermal elongation as compared to the austenitic stainless steel types.
Precipitation hardening Stainless Steel (PH)
Two-phase martensitic-austenitic stainless steel alloy typically contains 15-17 % Cr, 4-8 % Ni, low Mo and up to 5 % copper (Cu). At elevated temperatures, precipitation hardening takes place due to the segregation of mainly cop-per containing phases.
The most common (= least uncommon!) PH alloys are the 15-5 PH and the 17-4 PH. Being strong and hard, they are sometimes used for chains and golf clubs, however, they are still not that common in Scandinavia.
Chapter 1: What is Stainless Steel?

24710.2013
www.damstahl.com
Chapter 2: The Alloying Elements of Stainless Steel
Chromium, CrThe main alloying element in all types of stainless steel, and normally present in between 10 and 25 % (by weight). The invisible passive fi lm of the steel mainly consists of chromium oxides, and in general, the corrosion resistance in most types of media (in particular towards pitting and crevice corrosion) increases with increasing Cr content. The formation of the passive layer is at its best during aerobic (oxygenated) conditions. Ferrite stabilizing element, and mechanically, the yield strength increases with increasing Cr, and so does the heat resistance and the resistance towards high-temperature scaling.
Molybdenum, MoAdded to the steel from 0.8 to 6.2 %. Even better than Cr in order to form a protective passive layer and even small amounts of Mo improve the corrosion resistance signifi cantly, in particular in acid, anaerobic environments. Works positively against all types of corrosion. Like Cr, Mo is a ferrite stabilizing element which increases the mechanical strength of the steel.
Nickel, NiIn austenitic steel types present from 8 to 25 %, in duplex 4-7 %, and less than 2 % in ferritic and martensitic types. Ni stabilizes the ductile austenitic phase and thereby works as “softener”, greatly enhancing the elongation of the steel, in particular at low temperatures. In austenites, increased amounts of Cr and Mo are normally compensated by a similar increase in Ni – just to keep the steel austenitic. Ni increases the resistance towards general corrosion and stress corrosion cracking (SCC), and slows down the corrosion velocity once the pitting or crevice corrosion has been initiated. Expensive metal with the nasty habit of creating fl uctuating alloy surcharge.
Carbon, CHarmful element which, apart from the martensites, should be kept as low as possible. Normal limits are < 0.08 % or 0.07 for most types; < 0.03 % for low carbon types. For martensites, C is usually kept in the range of 0.12-1.2 %; the higher C, the harder the steel after hardening. During heat treatment at temperatures in between 500 and 850 ºC (i.e. welding), C binds Cr (= sensitization) which may lead to intergranular corrosion. This is the main reason why most steel types are made as low-carbon (such as EN 1.4306, 4307, 4404 and 4435). C is a very strong auste-nite stabilizer, and low content of carbon must be compensated by an increase in Ni in order to keep the austenite structure. This is particularly evident in the case of 4435.
Nitrogen, NPresent up to 0.5 %. Useful element which enhances the passivity reaction, even in very small amounts. In practice, however, it is very hard to add N to the molten metal. Frequently used in high-end austenites and duplex steel types. N is the only austenite stabilizer which increases the Pitting Resistance Equivalent (PREN) of the steel (factor 16).
Silicon, SiNormally added as an unwanted pollution from the ceramic melting pots at the steel works. Austenite stabilizer and normally present in a concentration less than 1.0 %. In the normal range, Si has no big effect on the corrosion resistance of the steel, but is useful in high-temperature austenites, such as 4828 and 4841.

248
Technical information
10.2013
www.damstahl.com
Manganese, MnLike Si, Mn is normally present as a pollution element in the steel. Concentration level normally < 2 %. In the “AISI 200” series (i.e. 4372), however, Mn is used as a cheap nickel substitute Mn and may reach 7.5 %. Improves the hot rolling properties of the steel and increases the mechanical strength slightly. Mn is an austenite stabilizer with no big effect on the corrosion resistance of the steel apart from binding sulphur as highly harmful manganese sulfi des (MnS).
Sulphur, SUnwanted pollution and extremely harmful to the corrosion resistance. Normally, S is kept lower than 0.015 % (0.030 for rods). However, fi ne machining steel qualities may contain 0.15-0.35 % (i.e. 4305 = AISI 303). S forms manganese sulfi des which tend to make the steel short-chipped and thus reduce tool wear during milling. Conse-quently, fi ne machining types are much better than normal austenitic steel types as regards most types of ma-chining. The downside is that i.e. 4305 is signifi cantly less corrosion resistant than the normal 4301, and sulphur alloyed steel types are unsuitable for welding as well as pickling.
Phosphorous, PLike S, an unwanted pollution. However, slightly less damaging to the corrosion resistance. The limit of most stan-dards is < 0.045 %. In most cases, however, the content is much lower.
Copper, Cu0-2 %. Increases the corrosion resistance in acid, anaerobic environments (i.e. sulfuric acid) by increasing the effect of the cathodic hydrogen evolution, thereby making the acid more oxidizing (= anodic protection). I.e. 904L (4539) contains 1.2-2.0 % Cu and is particularly adapt for handling sulfuric acid. Cu increases the mechanical strength moderately.
Titanium / Niobium, Ti / NbImportant elements and usually present up to 0.80 %. Both Ti and Nb bind the potentially harmful C and thereby prevent sensitization and intergranular corrosion. The effect of adding Ti and Nb corresponds to the use of low-carbon steel, and 4541 and 4571 can usually be substituted by 4306/07 and 4404 – and vice versa. It is usually a question of tradition with the Germans preferring the Ti stabilized steel types while most others prefer low-carbon. Mechanically, Ti and Nb alloyed steel types are marginally stronger than the corresponding low-carbon steel while the Ti steels are harder to polish and may give yellowish welds in combination with nitrogen containing gasses. In ferritic steel types (i.e. 4509, 4521, 4526), Ti and/or Nb stabilize the steel and prevent grain growth, thus making the steel weldable without damaging the ability to be polished / electro polished.
Chapter 2: The Alloying Elements of Stainless Steel

24910.2013
www.damstahl.com
Chapter 3: Applications of Common Stainless Steel Alloys
Below, a number of common Damstahl stainless steels are listed together with their most common use. All types are listed according to the new EN standards, which almost (but not 100 %) correspond with the old W.Nr. system. The requirements of the AISI numbers are rarely identical with those of the parallel EN numbers, so instead, they should be regarded as the closest standard. Consequently, the translation should therefore be regarded as approximate, not absolute.
Ferritic Stainless Steel:
EN 1.4003 / AISI 410The simplest stainless steel, containing approx. 11 % Cr and the rest iron (Fe). Due to the absence of Mo and Ni, 4003 is a cheap alloy possessing a relatively poor corrosion resistance. Possesses a fi ne mechanical strength and may be forged as well as welded and can be used for a number of applications where mild carbon steel is inadequate, i.e. cars and buses, or where galvanized steel is used indoors. For improved weldability, the Ti stabilized parallel is EN 1.4512.
EN 1.4016 / AISI 43016 % Cr steel possessing good mechanical strength and a superior corrosion resistance compared to the 4003. With regard to pitting corrosion above/below water, 4016 is close to but still slightly inferior to the austenitic 4301. 4016 possesses a good heat resistance and may be used up to 800 ºC. However, welding is tricky, and a post-treatment is recommended in order to avoid brittle intermetallic phases along the welds. Widely used as sheets and coils for catering purposes. 4016 may, however, also replace galvanized steel for indoor purposes.
EN 1.4113 / AISI 434Molybdenum containing (1 %), ferritic steel possessing a good corrosion resistance to chloride containing media; roughly in between the 4301 and 4401 classes. Due to the absence of stabilizing elements (Ti, Nb), the 4113 cannot be welded and should be used as coils or sheets.
EN 1.4509 / AISI 441Ti-Nb stabilized, ferritic, 17½ % Cr steel, corresponding to a slightly upgraded 4016 (AISI 430), with improved pro-perties. Due to its good corrosion resistance, weldability and relatively low and very stable price, 4509 is one of the most interesting and useful steels on the market and may be expected to replace 4301 in many major applications such as catering, building construction and heat exchangers. Theory as well as practice have shown 4509 to equal 4301 with regard to pitting corrosion (Chapter 4 + 5), and for hot parts, the ferrites are generally superior to the austenites due to their improved resistance towards SCC. Furthermore, 4509 has got a great potential as a substitute for galvanized steel. However, like all ferrites, it is only available as thin sheets or pipes. For all ferritic stainless steel types, care must be taken to ensure that the right welding process, fi ller metal and parameters are chosen.
EN 1.4510 / AISI 439 (430Ti)With 15.5 % Cr, the 4510 corresponds to a Ti stabilized 4016 (no Nb). As 4509, the 4510 is weldable, but it is slightly less corrosion resistant than 4509 and harder to get. This combination is bound to make the 4510 a rare bird.
250
Technical information
10.2013
www.damstahl.com
EN 1.4512 / AISI 409Containing only 11 % Cr, the 4512 is the lowest alloyed Ti-Nb-stabilized (and thereby weldable) ferritic stainless steel. Due to the low Cr, 4512 possesses a comparatively low corrosion resistance; however, it is weldable and inex-pensive and may replace galvanized steel for certain indoor applications. Due to their excellent resistance against SCC, the ferrites are particularly useful for warm parts, in particular made of sheets.
EN 1.4521 / AISI 444Along with the 4509, the “acid resistant ferrite” 4521 is the most interesting and useful ferritic alloy. Stabilized with Ti and Nb, and apart from a high mechanical strength, 4521 possesses an excellent corrosion resistance due to 17.0-20.0 % Cr and 1.80-2.50 % Mo. Theory as well as practice have shown that as regards resistance towards pitting corrosion, 4521 is at least equal to that of ”acid resistant” 4404 (AISI 316L) and superior to 4301 in chloride containing environments. Like all the other ferrites, 4521 is superior to its austenitic counterparts with regard to SCC resistance (Chapter 4 + 5) and therefore very useful at higher temperatures (+60 ºC). In short, 4521 is useful for applications where 4401, 4404 or 4571 are normally used. The main drawbacks are potential diffi culties in welding and the reduced availability; mostly thin sheets and pipes.
EN 1.4526 / (AISI 436)Nb stabilized steel containing around 17 % Cr and 1.25 % Mo, performing somewhere in between 4301 and 4404 with regard to pitting corrosion. Excellent corrosion resistance against chloride containing environments and indu-strial atmosphere and, along with the other ferrites, not prone to SCC. This makes 4526 ideal for warm or hot parts where the conventional austenites (4301 and 4404 classes) will fail. Can be forged and shaped and, using the right parameters, be assembled using resistance welding.
Martensitic Stainless Steel:
EN 1.4057 / AISI 431Hardenable 15-17 % Cr steel, possessing, relative to the other martensitic steel types, a fairly good corrosion resistance. Widely used for making knives and, due to its high strength, axels. Most easily available as rods.
EN 1.4104 / (AISI 430F)Martensitic fi ne machining steel type containing up to 0.35 % S and even a small amount of Mo. Due to its high content of S, this steel type is very useful for machining. Sometimes used if one wants a magnetic fi ne machine steel grade.
The ideal combination in between hardness and formability. The blade of this Gense knife has been manufactured from the martensitic 4057, while the handle has been made of the softer, but more corrosion resistant 4301.
Chapter 3: Applications of Common Stainless Steel Alloys

25110.2013
www.damstahl.com
Austenitic Stainless Steel:
EN 1.4301 / AISI 304The classical, stainless steel (18/8) quality and still the most important steel for manufacturing anything from kitchen sinks, forks and spoons and dairy and butchery equipment. Ductile, weldable and fairly corrosion resistant in most normal media. However, the resistance in chloride containing environments (in particular at elevated tempera-tures) is frequently inadequate. Due to chlorides, 4301 should not be used for outdoors purposes. It is better suited for indoors use. At temperatures above 60 ºC (and sometimes even below), SCC is a signifi cant risk (Chapter 4). Upgrading to the even more corrosion resistant 4404 (“acid resistant”) will solve most corrosion problems; otherwise, even higher alloyed steel types must be considered.
EN 1.4305 / AISI 303Sulphur alloyed 4301 possessing excellent properties for cutting, milling and so due to the formation of MnS (Chap-ter 2). Only available as rod or wire, and is not good for neither welding nor pickling. Compared to common 4301, the corrosion resistance of 4305 is inferior in almost any type of media. Consequently, 4305 should be used with care.
EN 1.4306 / AISI 304LLow-carbon edition of 4301. C ≤ 0,03 % due to the risk of sensitization and subsequent intergranular corrosion (Chapter 2 + 4). The theoretical disadvantage is a marginally lower mechanical strength. The nickel content of 4306 is quite high (10-12 %), and the steel is therefore slightly “over-austenitic” making it less prone to deformation hardening. This, in turn, makes the 4306 useful for stretch-forming. However, the increased nickel makes 4306 quite expensive and hard to get.
EN 1.4307 / AISI 304LThe standard low-carbon 4301. Identical to 4306; however, with less nickel (8-10,5 % Ni). 4307 is identical with 4301 with the sole exception that the upper limit of carbon is only 0.03 % instead of 0.07 %, which is preferable when welding, in particular when welding thick goods (Chapter 2 + 4). Due to the lower Ni, 4307 is cheaper and “less austenitic” than 4306 (10-12 %), and traces of ferrite or deformation martensite may cause some magnetism, in particular after machining.
EN 1.4310 / AISI 301 / 302”18/8 classic”. An older edition of the standard 4301 recognizable by comparatively high carbon content. This in-creases the mechanical strength of the steel. However, the drawback is a signifi cant increase in the risk of sensitiza-tion and intergranular corrosion. Sometimes used when high-temperature tensile stress is an issue.
EN 1.4401 / AISI 316The standard ”acid resistant” steel type. Mechanically much like the ”kid brother” 4301; however, due to its Mo con-tent (2.0-2.5 %), its corrosion resistance is signifi cantly better in almost every single environment, regardless if the risk of corrosion is pitting, crevice corrosion or SCC (Chapter 4). Due to the frequently poor performance of 4301, the 4401 ought to replace 4301 as standard material. However, because of the high and volatile prices of molybde-num and in particular nickel, the 4401 class is often expensive.
EN 1.4404 / AISI 316LThe low-carbon edition of 4401, and the standard material for most of the pharmaceutical industry world-wide. 4404 is the most common stainless steel for “critical” parts where the common 4301 or 4306/7 just are not good enough. 4404 is Damstahl’s best sold acid resistant steel type and available in almost any shape and condition inclu-ding a large array of fi ttings.
Chapter 3: Applications of Common Stainless Steel Alloys

252
Technical information
10.2013
www.damstahl.com
EN 1.4418 / -Comparatively low-alloyed, acid resistant steel, mostly available as rods or bars. The content of only 1 % Mo and 4-6 % Ni makes the steel two-phased and mechanically strong, and frequently, it is used for hydraulic equipment; sometimes even plated with hard-chromium. Very popular for Norwegian offshore use.
EN 1.4432 / AISI 316LDeveloped by the Finnish pulp and paper industry, this 2.5 % Mo steel resembles the 4435 a lot. However, the Cr content is marginally lower, and so is Ni. Due to the 2.5 % Mo, 4432 is slightly more corrosion resistant than the normal 4404 without adding too much to the price. The downside is lower availability.
EN 1.4435 / AISI 316LThe low-carbon edition of 4436 and thereby a high-alloy 4404. Like 4432 and 4436, the extra 0.5 % Mo gives a higher corrosion resistance; however, the main drawback is the high alloy costs due to Mo and Ni. Consequently, 4435 is the most expensive and the most corrosion resistant standard alloy and, for economical reasons, the steel is frequently hard to get.
EN 1.4436 / AISI 316High-alloyed, acid resistant steel, containing 2.5-3.0 % Mo as compared to 2.0-2.5 for normal 4401 or 4404. The extra Mo improves the corrosion resistance, whereas the drawback is the higher price, partly because of the increase in Mo and partly because of the extra Ni required to maintain the austenite phase.
EN 1.4539 / ”904L”Containing 20 % Cr, 25 Ni and 4.5 Mo, the 4539 is very corrosion resistant, austenitic steel. Originally developed to handle general corrosion in strong sulfuric acid, which explains the high Ni content and the 1.2 % Cu. “Over-au-stenitic” alloy possessing excellent corrosion resistance in almost any environment, but due to the high Ni content, 4539 is very expensive. Please note that the designation “904L” is not an AISI standard, but rather an antique Swedish factory name.
EN 1.4541 / AISI 321Titanium stabilized 4301. Ti binds the carbon (Chapter 2+4), and the steel is therefore less prone than 4301 towards sensitization and intergranular corrosion. This makes 4541 better than 4301 for welding, in particular in the case of thick specimens. With regard to corrosion and weldability, 4541 corresponds closely to 4307 and is traditionally used widely, in particular in Germany. Theoretically, 4541 is slightly stronger (mechanically) than 4301, but may produce yellow welds when nitrogen containing purge gas is used (i.e. formier gas) and is harder to polish properly. EN 1.4550 (AISI 347) is the niobium alloyed 18/8 possessing almost the same properties as the 4541.
EN 1.4571 / (AISI 316Ti)Titanium stabilized 4301 and thus the acid resistant equivalent to 4541 and the most widely used stainless steel type in the German industry. As above, the use of titanium alloyed austenites is mostly based on conservatism, and like 4307 vs. 4541, there are rarely any problems by changing from 4404 to 4571 – and vice versa. The marginal differen-ces in between 4571 and 4404 are the same as between 4541 and 4307 (see EN 1.4541 above).
Chapter 3: Applications of Common Stainless Steel Alloys
Due to their high elongation (> 45 %), the austenitic steels are very ductile and perfect for any kind of mechanical deformation, such as deep-drawing. These fl anges are made of EN 1.4404.

25310.2013
www.damstahl.com
Heat Resistant Austenitic Steel:
EN 1.4828 / AISI 309Lowest alloyed high-temperature stainless steel, resembling the standard 4301 a lot, apart from the fact that the 4828 contains in between 1.5 and 2.5 % silicon (Si) to improve the resistance towards scaling.
EN 1.4841 / AISI 314Very high-alloyed stainless steel containing 24-26 % Cr and 19-22 % Ni. Compared to the 4828 above, the 4841 possesses improved mechanical properties as well as corrosion and scaling properties. The main disadvantage is the high Ni content making the alloy expensive and economically unstable.
Duplex Steel:
EN 1.4460 / AISI 329The original, ”classical” duplex steel and the only one classifi ed in the AISI system. At 25-28 % Cr,1.30-2.0 % Mo and 4.5-6.5 % Ni, the 4460 contains more than 50 % ferrite (the rest being austenite), causing the steel to possess excel-lent hardness and mechanical strength. Only available as rods and frequently used for high-performance axels.
EN 1.4462 / ”2205”At 22 % Cr, 5 % Ni and 3 % Mo, the 4462 is the most widely used duplex stainless steel. A high mechanical strength combined with excellent corrosion resistance makes the 4462 very useful as construction steel. Superior to the “acid resistant” 4401 group with respect to any type of corrosion in almost any environment, in particular SCC. The main drawbacks are the limited availability and the increased manufacturing expenses, including cold deformation and welding.
Precipitation Hardening Steel:
EN 1.4542 / – Rare steel from a rare group. Containing 14-17 % Cr, 4542 normally possesses a corrosion resistance somewhere in between the hardenable martensites and the austenitic 4301. The 3 % Cu makes the steel hardenable through hea-ting, although the possible hardness is lower than that of the martensites. A typical application is high-quality golf irons (!), such as Callaway Big Bertha or Ping G10.
Chapter 3: Applications of Common Stainless Steel Alloys

254
Technical information
10.2013
www.damstahl.com
With regard to corrosion, stainless steel is a very smart group of metals. The excellent corrosion resistance combined with an affordable price has made stainless steel the most frequently used group of metals within critical sectors such as the food and pharmaceutical industries as well as the chemical industry.
The excellent corrosion resistance of stainless steel is caused by a very thin layer of oxides in particular chromium and iron oxides, and despite a thickness of only a few nanometres, this oxide layer is so strong that it effectively isolates the steel from the environment. Should the oxide layer suffer from a breakdown, it is quickly regenerated, and the corrosion protection is re-established.
Unfortunately, this ideal scenario does not always take place; the oxide layer may be damaged without repas-sivating, and the sad result may be serious corrosion. Once the corrosion has started, rapid penetration may occur causing the stainless steel to be a very short-lived construction material. The difference in between the two extre-mes is sometimes very small: If repassivation takes place, corrosion is prevented and, theoretically, the steel may last forever. If not, severe corrosion may take place, and the life-span of the equipment may be very, very short.
The types of corrosion occurring on stainless steel are as follows:
General Corrosion
As mentioned above, general corrosion takes place at extreme pH values, i.e. in very strong acids or, less common, in strong alkalines. Typical media are sulphuric acid, phosphoric acid and so on, and apart from the type of media and the strength, corrosion velocity is highly dependant on the temperature and the presence of impurities, in particular chloride. As a rule, the corrosion increases with increasing temperature and increasing chloride concentration.
The most useful elements in the steel are nickel and molybdenum. In general, low-alloyed ferritic and, in particular, martensitic steels should not be used in strong acids and alkalines.
4301 stainless steel bolt suffering from severe general corrosion after having spent a number of months in a nitric acid-hydrofl uoric acid pickle bath. Please note that the loss of metal is quite uniform and quite large while no penetration has occurred yet.
Chapter 4: Corrosion of Stainless Steel

25510.2013
www.damstahl.com
Pitting and Crevice Corrosion
Pitting corrosion (Lochfraß-Korrosion, punktfrätning, grubetæring) is a type of corrosion caused by a local break-down of the protective oxide layer. Unlike the ideal situation, repassivation does not occur, and severe corrosion will take place. Pitting corrosion is the perfect example of the edge-like nature of stainless steel. Either repassivation occurs, and the steel lasts forever, or corrosion takes place, and penetration may occur rapidly.
Crevice corrosion (CC, Spaltkorrosion, spaltekorrosion) reminds a lot of pitting corrosion; however, CC takes place in crevices, pores and narrow geometries with poor exchange of media – or none at all. Such places, all transport is controlled entirely by diffusion, and compared to the ”free surfaces”, the risk of corrosion in crevices is always higher than the risk of pitting corrosion.
An old “rule-of-thumb” says that the risk of CC is substantial at a temperature 20-25 ºC below that of pitting cor-rosion (i.e. the critical pitting temperature, CPT). If the steel is close to its corrosion limit, the equipment should be designed so that no crevices are present. If this is not possible, more corrosion resistant steel must be chosen.
The risk of pitting corrosion as well as crevice corrosion increases with
• Increasing chloride content• Increasing temperature• The presence of oxidants and• Low pH (acid conditions)
With regard to the alloying elements, an increased content of Cr, Mo and N all benefi t the corrosion resistance while the effect of Ni is comparatively small. Non-metallic impurities, such as S and P, tend to lower the corrosion resistance severely.
Based on hundreds of practical experiments, the resistance of a stainless steel against pitting corrosion can be ex-pressed as a Pitting Resistance Equivalent (PREN):
PREN = % Cr + 3.3 x % Mo + 16 x % N
Chapter 4: Corrosion of Stainless Steel
Stainless steel (4301) specimen after a few days of exposure in a saltwater (NaCl) solution doped with hydrogen peroxide (H2O2). While 99 % of the steel remain unharmed, some of the pits (the arrows) have caused penetration. The microscopic photo to the right shows a magnifi cation of the framed section.

256
Technical information
10.2013
www.damstahl.com
Chapter 4: Corrosion of Stainless Steel
By experience, two steel types with the same PREN will perform approximately equally well against pitting cor-rosion. Please note that in theory, it does not matter if we increase the PREN by adding 1 % Mo or 3.3 % Cr. The important thing is the PREN increase.
Normally, conditions are worst when the steel is immersed completely into the water whereas the problems above the water line usually limit themselves to superfi cial pitting corrosion. From a cosmetic point of view, such attacks may be very annoying, in particular in the case of very expensive equipment (such as a Danish opera house!). Howe-ver, it rarely leads to equipment failure.
Stress Corrosion Cracking
Stress corrosion cracking (SCC, Spannungsrißkorrosion, spændingskorrosion) is a type of corrosion giving rise to cracks. SCC is the most severe type of corrosion, and penetration may occur as a matter of days rather than months or years, even in thick steel plates. The name itself indicates that the corrosion takes place in regions of the steel where tensile stress is present. Such tensile stress is common and may occur as a result of any kind of mechanical process including welding and grinding.
The risk of SCC increases with
• Increasing chloride content,• Increasing temperature,• Low pH (acid conditions), and• Evaporation
In particular the temperature is important, and SCC is more dependent on the temperature than any other type of corrosion.
Left: SCC cracks in a milk tank (4301). The longest crack is about 15 mm long, and the corrosion has been caused by high-temperature disinfection.Right: Micro section of SCC cracks through a distillation unit. Sheet and pipe section are both made of 4301, the temperature has been 60-70 ºC, and the conditions have severely worsened because of the “pocket” in the centre thus being able to trap chloride containing water. After a while, some of the water has evaporated, and the chloride concentration will increase.
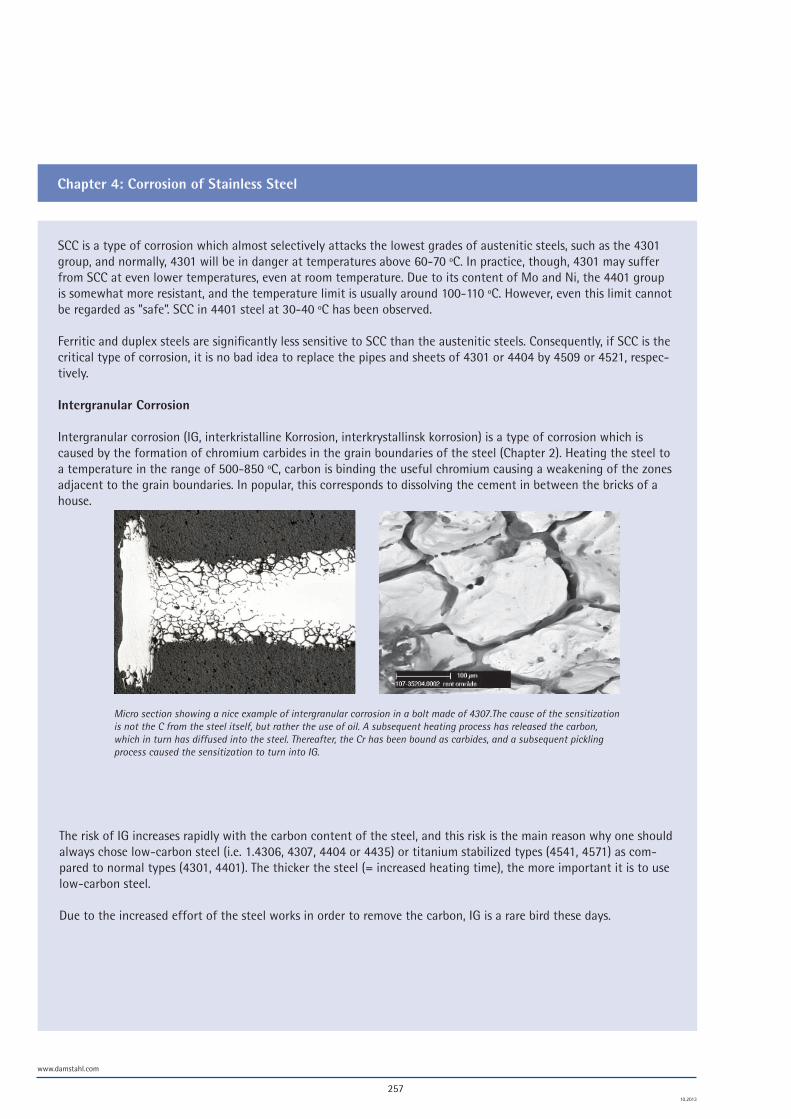
25710.2013
www.damstahl.com
SCC is a type of corrosion which almost selectively attacks the lowest grades of austenitic steels, such as the 4301 group, and normally, 4301 will be in danger at temperatures above 60-70 ºC. In practice, though, 4301 may suffer from SCC at even lower temperatures, even at room temperature. Due to its content of Mo and Ni, the 4401 group is somewhat more resistant, and the temperature limit is usually around 100-110 ºC. However, even this limit cannot be regarded as ”safe”. SCC in 4401 steel at 30-40 ºC has been observed.
Ferritic and duplex steels are signifi cantly less sensitive to SCC than the austenitic steels. Consequently, if SCC is the critical type of corrosion, it is no bad idea to replace the pipes and sheets of 4301 or 4404 by 4509 or 4521, respec-tively.
Intergranular Corrosion
Intergranular corrosion (IG, interkristalline Korrosion, interkrystallinsk korrosion) is a type of corrosion which is caused by the formation of chromium carbides in the grain boundaries of the steel (Chapter 2). Heating the steel to a temperature in the range of 500-850 ºC, carbon is binding the useful chromium causing a weakening of the zones adjacent to the grain boundaries. In popular, this corresponds to dissolving the cement in between the bricks of a house.
The risk of IG increases rapidly with the carbon content of the steel, and this risk is the main reason why one should always chose low-carbon steel (i.e. 1.4306, 4307, 4404 or 4435) or titanium stabilized types (4541, 4571) as com-pared to normal types (4301, 4401). The thicker the steel (= increased heating time), the more important it is to use low-carbon steel.
Due to the increased effort of the steel works in order to remove the carbon, IG is a rare bird these days.
Chapter 4: Corrosion of Stainless Steel
Micro section showing a nice example of intergranular corrosion in a bolt made of 4307.The cause of the sensitization is not the C from the steel itself, but rather the use of oil. A subsequent heating process has released the carbon, which in turn has diffused into the steel. Thereafter, the Cr has been bound as carbides, and a subsequent pickling process caused the sensitization to turn into IG.

258
Technical information
10.2013
www.damstahl.com
Time
For all types of corrosion, time is a very important factor, and generally, long-time exposure to a corrosive media is always worse than a short-term dip. Frequently, one can get away with exposing the steel to a much too corrosive environment provided that the contact time is very short, a fact which is utilized in i.e. the dairy business where disinfectants are frequently too corrosive to the common 4301 steel. As long as the cleaning is done in a matter of minutes, it works. On the other hand, remaining pools of disinfectant may cause severe corrosion.
This effect is even more obvious when considering the conditions above water. There, the environment is governed by splashes of water and salts, and provided that the construction is made in such a way that the water is drained off quickly, the stainless steel may last forever. If salt-containing pools or drops are allowed, the risk of corrosion may include cosmetically superfi cial pitting corrosion to SCC at elevated temperature.
All corrosion data above are based on long-term exposure. If the exposure time can be kept short, the steel may last much better than predicted by the books.
Chapter 4: Corrosion of Stainless Steel

25910.2013
www.damstahl.com
A few years ago, the nickel-free, ferritic, stainless steel was regarded as a bit of a joke. A poor corrosion resistance combined with poor weldability and poor mechanical properties was not enough to compensate for the low price, and ferritic, stainless steels were only considered useful for making very simple, not-critical parts, such as cheap tea spoons.
However, the unpredictable fl uctuations of the nickel price during the last few years have changed this pattern markedly. From 2006 to the middle of 2007, the nickel price increased from 15,000 to 55,000 $/ton, and shortly thereafter, it dropped steeply to 30-35,000, and in the time of writing (December 08), the price has plummeted to 10,000 $/ton. Due to its (sometimes) very high price, nickel is the price determining element in normal, austenitic stainless steel, and most of the alloy surcharge for an EN 1.4301 steel (= AISI 304) happens to be nickel. For higher alloyed steel types, this pattern is even more evident. In short, nickel is a pricey and economically unstable element, and a lot could be gained if nickel was by-passed as alloying element. What if one could maintain the corrosion resistance without the nickel?
Fortunately, that scenario is not entirely science-fi ction. In most cases, the corrosion resistance depends on mo-lybdenum (Mo) or chromium (Cr), while the main purpose of nickel (Ni) in stainless steel is to stabilize the ductile austenitic phase. Ni owes its presence to mechanical reasons rather than the corrosion resistance (Chapter 2), and by cutting down the Ni content, one gets a stainless steel possessing great corrosion resistance at a much lower cost. In short, that is the “secret” of the ferritic stainless steels: High Cr, perhaps Mo and little or none Ni.
The table below shows the alloy composition of the most common ferritic steel types compared to the common austenitic ones. Please note that the Ni content of the fi ve ferrites is close to zero, while the austenites contain at least 8 % Ni.
Because of the attractive ratio in between corrosion resistance and price, the consumption of ferritic, stainless steels has almost exploded. In 2006, 27 % of the world-wide consumption of stainless steel was ferritic alloys, but in 2010, it is estimated that the percentage may reach as high as 47. In particular the car factories are major consumers of ferritic stainless steel, and as Scandinavia possesses a comparatively small car industry, the 2006 and 2010 numbers for Scandinavia are “only” 15 and 25 %, respectively. This increase is due to household appliances, catering and so.
Chapter 5: Ferritic, Stainless Steel
EN 1.- Strukture % C % Cr % N % Mo Others AISI SS
4003 Ferrit ≤ 0,08 10,5-12,5 0,30-1,00 - N ≤ 0,030 410S -
4016 Ferrit ≤ 0,03 16,0-18,0 - - - 430 2320
4509 Ferrit ≤ 0,030 17,5-18,5 - - Ti 0,10-0,60;Nb 3xC+0,30 - 1,00
441 -
4512 Ferrit ≤ 0,03 10,5-12,5 - - Ti 6x(C+N) - 0,65 409 -
4521 Ferrit ≤ 0,025 17,0-20,0 - 1,80-2,50 N ≤ 0,030;Ti 4(C+N)+0,15 - 0,80
444 2326
4301 Austenit ≤ 0,07 17,5-19,5 8,00-10,5 - N ≤ 0,11 304 2333
4306 Austenit ≤ 0,030 18,0-20,0 10,0-12,0 - N ≤ 0,11 304L 2352
4307 Austenit ≤ 0,030 17,5-19,5 8,00-10,5 - N ≤ 0,11 304L -
4404 Austenit ≤ 0,07 16,5-18,5 10,0-13,0 2,00-2,50 N ≤ 0,11 316 2347
4404 Austenit ≤ 0,030 16,5-18,5 10,0-13,0 2,00-2,50 N ≤ 0,11 316L 2348
260
Technical information
10.2013
www.damstahl.com
Pitting Corrosion
In most media, local corrosion resistance is dependent on the contents of Cr and Mo, and while the ferrites of the past usually contained around 12 % Cr and no Mo at all, the ferrites of today are much higher alloyed and the cor-rosion resistance correspondingly higher. As a result, the ferrites of today are fully capable of competing with the traditional austenites (both “normal” stainless and “acid resistant”) as regards corrosion resistance.
With respect to pitting corrosion, one of the most destructive types of corrosion for stainless steel, the corrosion resistance, is determined by the Pitting Resistance Equivalent, the PREN (Chapter 4).
Empirically, two stainless steel grades with equal PREN numbers posses the same resistance towards initiation of pitting corrosion, and, using the table above, 4301 (AISI 304) has a PREN of 17.5. The ferritic 4509 has exactly the same PREN which means that the two types 4301 and 4509 can be expected to perform equally well towards pitting corrosion. In October-November 2008, this was confi rmed by experiments conducted at the Technical University of Denmark (DTU).
Similarly, the ferritic 4521 (PREN 22.9) can be expected to perform equal to the austenitic 4404 (AISI 316L, PREN 23.1), and, not surprisingly, this was also confi rmed by the Technical University of Denmark (DTU). Actually, the pit-ting potential of the acid resistant ferrite, 4521, proved to be signifi cantly higher than that of the parallel austenite, 4404. Consequently, for both groups of steel (4301 / 4404), it is possible to substitute the traditional austenite with the parallel ferrite and maintain the resistance towards pitting corrosion.
The above considerations apply for the initiation of pitting corrosion. Should the corrosion, against all precautions, start, Ni is a benefi cial element, and corrosion tends to propagate faster in a Ni-free, ferritic steel than an austenitic steel type. However, this is just an additional argument for choosing stainless steel with care. Quite simply, one has to choose stainless steel where the corrosion will never initiate. Just choose steel with a suffi ciently high PREN.
Stress Corrosion Cracking
Stress Corrosion Cracking (SCC) is a type of corrosion giving rise to cracks due to a combination of mechanical stress and exposure to certain corrosive media, and it is normally regarded as the most destructive type of corrosion. SCC specifi cally attacks the austenitic steel types, and in particular the 4301 and 4401/04 groups are vulnerable, particularly in chloride containing media.
As a guideline, SCC is a risk for 4301 at temperatures above only 50-60 ºC while the “acid resistant” 4401 class lasts until 100-110 ºC (Chapter 4). This actually makes the austenitic stainless steel inadequate for a number of technical appliances ranging from reactors and distillation columns to heat exchangers, evaporators and drying equipment.
General Corrosion
General corrosion is a type of corrosion which takes place in either very strong acids or very strong alkalines. In these media, the austenites are normally slightly more resistant than the ferritic alternatives so for handling extreme pH media it is safer to stick to the traditional steel types.
It should be mentioned that the different types of passive, stainless steel normally can be connected with no risk of galvanic corrosion provided that both types are suffi ciently corrosion resistant. Normally, there is no corrosion problems connected with putting i.e. 4301 and 4509 together in the same media.
Chapter 5: Ferritic, Stainless Steel

26110.2013
www.damstahl.com
Chapter 5: Ferritic, Stainless Steel
Mechanical Properties
Mechanically, the differences in between the austenitic and ferritic types are more evident. Measured by HRC, Rp 0.2 or Rm, most ferrites equal the austenitic steel types. However, ferritics possess slightly higher yield strength (Rp0.2) and slightly lower tensile strength (Rm). As a rule, the mechanical properties of stainless ferrites are compa-rable to high strength carbon steels.
A major difference in between the ferrites and the austenites is the elongation, i.e. the possible deformation until breakage. For the austenitic 4301 or 4401 groups, the minimum elongation is around 45 % meaning that these steel types may be stretched and deformed very much before they break.
In contrast, the ferritic types posses a minimum elongation of 18-20 % which means that they are much less useful in the case of mechanical deformation such as pure stretch forming. On the contrary, ferritics are more suitable for deep drawing, such as complex exhaust systems. As regards cold forming, the ferrites are comparable with carbon steels, and it is not necessary to use more powerful machines in comparison with cold forming of the austenitic steels.
Notably, alloys like 4016 are widely used in i.e. England and Italy for catering purposes. However, do not expect to be able to make a very complicated double kitchen sink from a ferritic stainless steel. In such a case, the traditional 4301 is better.
Another notable difference is the mechanical properties at extreme temperatures, i.e. notch toughness (AV) and creep strength, respectively, although Nb stabilized ferritics deform less than austenitics in response to long term stresses. Unlike the austenites, the ferrites may become brittle at very low temperatures, and they do not maintain their excellent tensile stress at very high temperatures (typically 700-800 ºC and above). In addition, long-term exposure to temperatures in between 400 and 550 °C may give rise to”475°-brittleness”, an “illness” which may also attack the duplex stainless steels in the same temperature range.
In short, the ferritic steels are less useful in extreme temperatures than the austenites; however, ferritics are more suited for cyclic high temperature applications while austenitics are preferably used in isothermal applications. In any case, each and every situation should be evaluated separately.
Magnetism, Thermal Elongation and Wear
Magnetically, the ferritic stainless steels resemble mild steel. All ferritic stainless steels are strongly magnetic while the nickel containing austenites are either non-magnetic or, in the case of cold working, slightly magnetic.
Also with respect to thermal properties, the ferritic stainless steels are closer to the carbon steels than the austeni-tes. The thermal elongation of the ferrites is about 30-35 % lower than that of the austenitic types thereby redu-cing the risk of deformation during welding or subsequent operation. This is particularly important if the equipment is to be made from both stainless steel and mild steel as the thermal tension in between the mild steel and the austenitic steel is larger than in between the mild steel and the ferrites.
With regard to wear, stainless steel against stainless steel has a nasty habit of adhesive wear. This risk may be reduced by choosing two different types of stainless steel (i.e. with two different grain structures). A ferrite against an austenite is a better wear combination than austenite against austenite, although still inferior to well-known combinations as, say, bronze against stainless steel.

262
Technical information
10.2013
www.damstahl.com
Welding of Ferritic Stainless Steel
In contrast to previous teachings, it is perfectly possible to weld ferritic stainless steels, although they are less foolproof than the austenites. The lack of Ni increases the risk of grain growth and the formation of unwanted phases as a result of the heating. Such effects may cause brittleness and reduced corrosion resistance, and therefore, one has to be more careful when welding the ferrites as compared with the austenites, in particular with regard to the heat input. The thicker the steel, the more important it is to keep the heat input low in order to avoid unwanted side effects.
This said, the present-day ferritic steels are much easier to weld than the past generations of steel. This is due to the fact that the higher alloyed ferrites are “stabilized” by adding titanium (Ti) and/or niobium (Nb), both of which stabilize against grain growth during welding. It is essential to employ stabilizers in suffi cient quantities, e.g. Ti and/or Nb, both strong carbide formers and blocking grain growth. Thereby, chromium carbides are unable to form during the thermal cycles of welding.
Unstabilized ferritic grades, such as 4016, can therefore be susceptible to intergranular corrosion in the HAZ due to chromium carbide formation. For this reason, the non-stabilized types, such as 4003 and 4016, are not recommen-ded for welding without a subsequent heat treatment.
4509. 4521 and 4526 and the low-alloyed 4512 (10.5-12.5 Cr, 0 Mo) can be welded (TIG or MIG) by using fi ller metal type 4430 (20 Cr, 2.5-3.0 Mo) or similar types. In the case of 4512 and 4509,
Up to 1-1½ mm thickness, welding can be done with no fi ller metal at all. No particular problems should occur when welding ferrites (4509, 4521) and austenites (4301, 4401 groups) together. Recommended fi ller metal for the 4301/4509 is 309L (22-24 Cr, 12-15 Ni, 0 Mo) whereas the molybdenum alloyed 4430 is preferred when welding the 4404/4521.
An important difference in between the ferrites and the austenites is the use of purge gas. For TIG, welding of fer-ritic stainless steel, argon (Ar) or argon-helium (< 20 % He) is recommended while Formier gas (N2 + H2) should not be used due to the risk of grain growth and brittleness. For MIG welding, Ar + 2 % CO2 is recommended; higher content of CO2 may give rise to carbide formation (sensitization).
Welded sample of ”acid resistant” ferritic 4521. Thickness: 2 mm; method: TIG; fi ller metal: AISI 316LSi; current: 90 A; and purge gas: pure Ar.
Chapter 5: Ferritic, Stainless Steel

26310.2013
www.damstahl.com
Chemical Surface Treatment
In contrast to the information given by the literature in the last millennium (before 2000!), ferritic stainless steels can be subject to a chemical surface treatment. The higher alloyed ones, such as 4509, 4521 and 4526, can be pick-led, passivated and even electro polished, although it is recommended to be more careful than with the austenitic types. The reason for this extra care is the fact that ferrites are generally more sensitive towards very strong acids than the parallel austenites.
When performing a pickling process, one should take care that the ferrites are etched rather quickly when exposed to strong acids, and one should make sure that a relatively mild pickle is used. This is just one of a number of rea-sons why the heat tinting should be kept at a low level during the welding of ferritic steel types.
Electro polishing of ferritic stainless steels is possible as well. However, in these extreme acids (50 to 70 % sulfuric and phosphoric acids at temperatures around 60 °C), the ferrites are more sensitive than the austenites, and it is hard to obtain the same mirror-bright surface. If a mirror-like surface is required, the austenites are better.
Passivation may be carried out with a pure nitric acid (Chapter 7). The lowest alloyed ferrites, such as 4003 and 4512, can neither be pickled nor electro polished, and passivation should only be done with a di-chromate inhibited nitric acid.
Food Appliances and Nickel Problems
Without any problems, ferritic stainless steel may be used in most applications where the austenitic steels are, at present, the state of the art. This includes the food industry, and the ferritic 4016 is widely used for catering purposes in England and Italy, and the higher alloyed 4509, 4521 and 4526 may easily be used for more demanding purposes within the same business.
A particular advantage with the ferritic steel types is the absence of nickel and with a Ni content of zero, the risk of Ni leaking into the media is equally zero. In contrast, the 4301 and 4404 contain 8 and 10 % Ni, respectively which (mostly by corrosion) may be leaked into the media. At present, there are no rules and regulations with regard to the use of nickel free steel types in the food industry. However, should this ever be the case, it does not hurt to be ahead of time.
Chapter 5: Ferritic, Stainless Steel

264
Technical information
10.2013
www.damstahl.com
Supply, Dimensions and Prices
The most important ferritic stainless steels are the 4509, the “acid resistant” 4521 and the very popular 4016. They are all available as sheets (various surfaces) and pipes; however, in all cases, the thickness hardly ever exceeds 3 mm, apart from hot-rolled sheets. In any case, the supply time for any ferritic stainless steel may be longer than for the similar austenites, and despite the increasing production and demand, it will take a few years until the supply of the ferrites exceeds that of the austenites.
The prices depend on the steel type, the dimensions, and, of course, the fl uctuations in the alloy surcharge. In parti-cular, this is dependent on the nickel content, for which reason the economical advantage of using the ferrites more or less follows the development in the nickel prices. The higher the nickel price, the larger the economical advan-tage by switching to ferrites.
In July 2008, this difference was 25 %. However, the subsequent nickel drop has reduced this advantage. Still, the price of the nickel-free ferrites is markedly more stable than for the austenites, and in case of an exploding nickel price (once again!), the price difference is going to be much bigger.
Similar advantages are obtained for the acid resistant ferrite 4521 compared to the austenitic 4404.
Possible Applications
The ferrites are less ductile than the austenites (making cold forming a bit more complicated), and the welding process is somewhat more sensitive than that of the traditional austenites. In addition, the reduced supply is bound to have a negative effect, but the ferrites are nevertheless extremely useful. With regard to manufacturing and cor-rosion, a list of possible pros and cons are, among others, given below:
Chapter 5: Ferritic, Stainless Steel
Pros Cons
• Comparable local corrosion resistance (PREN4509 = PREN4301)• Excellent resistance towards SSC; much better than the austenites• Good corrosion resistance towards general and inter- granular corrosion• Pickling, passivation and electro polishing possible• No risk of Ni leakage to food• Low thermal expansion• High thermal conductivity• Less prone to spring-back during cold-forming• Magnetic (sometimes an advantage)• Lower and less volatile price
• Due to risk of crevice corrosion, more atten¬tion for design is needed• Welding parameters are more critical• Low notch toughness for thicknesses above 3 mm• Lower elongation = less suitable for pure stretch-forming• Reduced toughness at very low (cryogenic) temperatures• Brittleness at long-term exposure to temperatures around 475 °C• Magnetic (sometimes a disadvantage)• Lower availability, in particular thick dimensions; better planning required
26510.2013
www.damstahl.com
Consequently, the “prime targets” of ferritic stainless are:
• Simple equipment with easy bending, stretching and welding• Thin goods, mainly sheets and coils• Simple manufacturing• Large steel costs (= great savings)
A major consumer of stainless ferrites is the car industry of Europe and USA and also within building and construc-tion, industry, mailboxes, signboards, household appliances, white goods and catering there is an expanding market for the corrosion resistant and inexpensive stainless ferrites.
In general, in particular the weldable alloys, 4509 and 4521 are expected to posses a great future as they - with respect to pitting corrosion - are quite close to the 4301 and 4401 groups, respectively. In these applications, where pitting corrosion is the limitation, it is frequently possible to switch from austenite to ferrite with no loss of cor-rosion resistance.
In addition, galvanized carbon steel has become so expensive that it is worth considering substituting plain galva-nized steel with ferritic stainless steel. Here, the weldable 4509 and the cheaper 4512 (only 11 % Cr) are particularly relevant indoor while the mechanically stronger and more corrosion resistant 4521 is preferable for outdoor purpo-ses.
Above water (in cold conditions), superfi cial pitting corrosion is the major problem, and in such cases, 4301 can frequently be replaced by the ferritic 4509 – and the 4401/4 by the 4521. Such replacements are not uncommon in the catering and kitchen industry; however, there is still plenty of room for such substitutions. The 4509 is perfect indoor, and the 4521 is bound to be an inexpensive standard steel for outdoor purposes where the 4404 is too ex-pensive, and where the 4301 is not good enough – despite the fact that lots of contractors use it almost anywhere.
When SCC is the problem, the advantage of using ferrites is magnifi ed. At temperatures above 60 ºC (for the 4301; about 100 ºC for the 4404 class), extreme care should be taken when using the austenites, and for exhaust pipes, baking ovens or heat exchangers, the ferrites are a much safer choice. By switching from austenites to ferritic stain-less steel, one gets a more corrosion resistant material at a lower price.
Not a bad combination!
Chapter 5: Ferritic, Stainless Steel

266
Technical information
10.2013
www.damstahl.com
Schematic drawing showing the various effects on a weld: A: Base metal B: Weld / fi ller metal C: Natural, protective oxide fi lmD: Heat tinting E: Chrome poor layer (underneath the heat tinting)F: Heat Affected Zone (HAZ) G: Pores and other crevices
No matter how the stainless steel is used, a certain degree of manufacturing is required. This may include cutting, bending, welding or grinding; however, no matter what we do, the corrosion resistance of the steel is affected.
When the stainless steel leaves the factory, it is “perfect”. From this moment, its corrosion resistance is at its best, and the vast majority of manufacturing processes affect the resistance in a negative way. Most processes will tend to weaken the corrosion resistance, and, consequently, all manufacturing should be performed in such a way that the negative effect is as small as possible. If this is not possible, the manufacturing should be followed by a chemi-cal surface treatment (Chapter 7).
WeldingOne of the most severe processes is welding. Apart from introducing a second phase (the fi ller metal), the steel is subject to a very powerful heat treatment, which may affect the corrosion resistance in a number of different ways. All negative, of course.
The risk of corrosion connected to the weld itself is often reduced by choosing a fi ller metal with a higher content of Cr and Mo than the base metal. Still, any crevice caused by inadequate binding, pores or so, and suddenly, one has to cope with the risk of crevice corrosion (Chapter 4).
A rule of the thumb states that CC occurs at a temperature 20-25 °C below the critical pitting temperature (CPT). To cope with this, crevices should be completely avoided below the water line (= intensifi ed control), or a better steel with a higher PREN should be chosen. Thereby, a larger safety margin is induced allowing a few more “defects”.
Heating the steel to a temperature in between 500 and 850 ºC, an inevitable phenomenon close to the welding zone, implies a risk of formation of harmful chromium carbides. This does not happen in the weld itself, but rather in the Heat Affected Zone (HAZ), close by. Normally, this problem is greatest when welding thick steel plates, and in practice, one can cope with it by choosing low-carbon steel (4306, 4307 or 4404), or titanium stabilized steel (4541 or 4571, Chapter 4).
A related phenomenon is the formation of harmful intermetallic phases such as the “sigma” (Cr-Fe) or the “ksi” phase (Cr-Mo). This problem is particularly big when welding high-alloyed “super duplex” steels (i.e. 4410, duplex 2507 and Zeron 100) and the high- end ferritic steel types (i.e. 4509, 4526 and 4521).
Chapter 6: The Manufacturing of Stainless Steel and how it affects the Corrosion Resistance

26710.2013
www.damstahl.com
At least just as harmful is the bluish or yellowish heat tinting which is formed on the steel surface during welding. These discolorations are caused by a warm oxidation of the steel surface and consist of thick oxides of mainly chromium and iron. If left untreated, these layers imply a signifi cant loss of corrosion resistance, and to cope with the problem, either their formation should be entirely prevented (by using extreme amounts of purge gas) or they should be removed afterwards. In most cases, the latter is the more economical, and in practice, it is feasible to accept a certain level of bluish discoloring and later remove the layer by pickling (Chapter 7) or a combination in between grinding and a subsequent pickling or passivation.
Removing the heat tinting by a glass blasting is less desirable as the heat tinting and the de-chromed layers will be mashed into the surface rather then being removed. Prior to the glass blasting, a pickling will do the job.
Finally, any welding process implies the formation of tensile stress which will increase the risk of stress corrosion cracking. As removal of the stress is not feasible, this problem should be taken care of in the design phase by choosing a steel type possessing a suffi cient resistance towards SCC. Fighting SCC by hoping to reduce the level of tensile stress is not recommended
Cutting, Sawing and Others
Due to the risk of heat tinting, the most dangerous methods are the hot ones. A “hot classic” is the angular cutter, which, apart from producing a rough and uneven surface, gives rise to a spray of hot particles. These have a nasty tendency to stick to stainless steel surfaces, and the result is heat tinted crevices, a very sad combination implying a severe loss of corrosion resistance. The easy way to cope with the problem is to remove the spray particles carefully with i.e. a screw driver and perform a subsequent pickling.
Even the cold cutting processes may affect the corrosion resistance in a negative way. The center of the steel nor-mally contains a larger concentration of harmful inclusions and segregations than the surface, and thus the centre of even thin sheets is less corrosion resistant than the surface.
This inevitable effect originates from the making of the steel at the steel works. When the steel solidifi es, it takes place from the outside and inwards pushing the insoluble impurities towards the centre of the slab. Hot and cold rolling the slab from a thickness of 200 mms to, say, less than 1 still maintains the impurities in the center, and cut-ting the steel exposes these impurities and creates a less corrosion resistant surface. A subsequent chemical treat-ment (such as a pickling) will minimize the problem (Chapter 7).
Chapter 6: The Manufacturing of Stainless Steel and how it affects the Corrosion Resistance
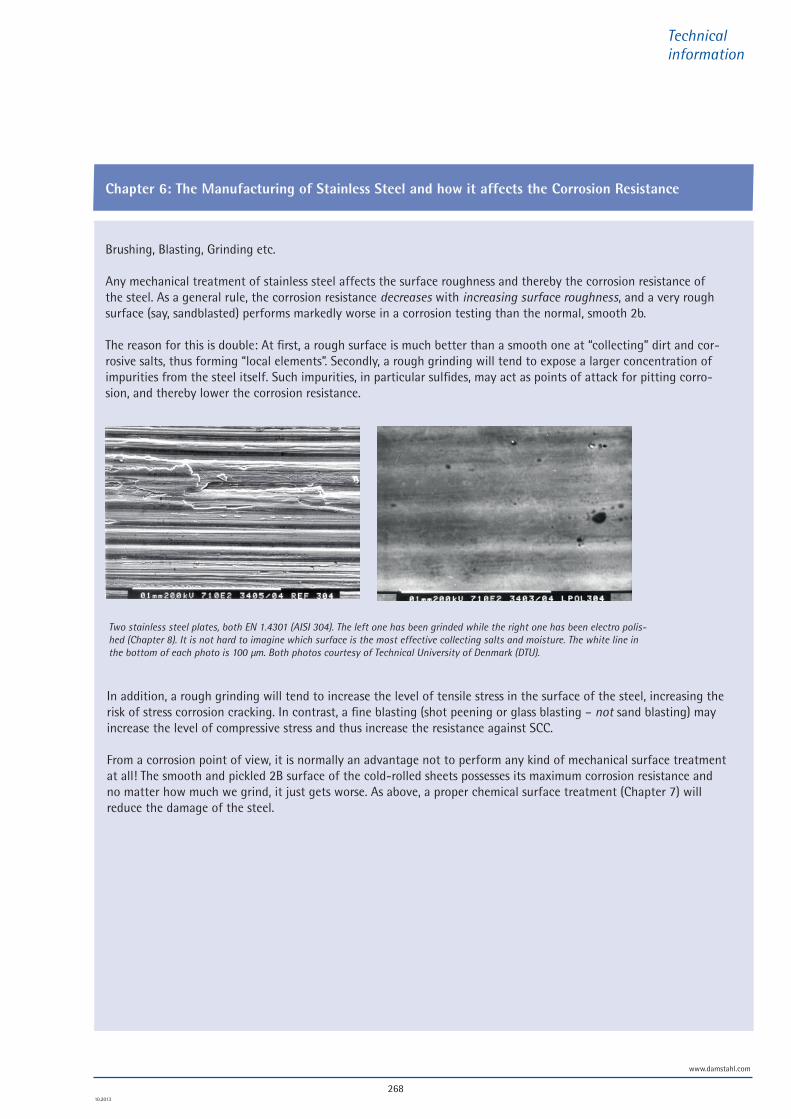
268
Technical information
10.2013
www.damstahl.com
Brushing, Blasting, Grinding etc.
Any mechanical treatment of stainless steel affects the surface roughness and thereby the corrosion resistance of the steel. As a general rule, the corrosion resistance decreases with increasing surface roughness, and a very rough surface (say, sandblasted) performs markedly worse in a corrosion testing than the normal, smooth 2b.
The reason for this is double: At fi rst, a rough surface is much better than a smooth one at “collecting” dirt and cor-rosive salts, thus forming “local elements”. Secondly, a rough grinding will tend to expose a larger concentration of impurities from the steel itself. Such impurities, in particular sulfi des, may act as points of attack for pitting corro-sion, and thereby lower the corrosion resistance.
In addition, a rough grinding will tend to increase the level of tensile stress in the surface of the steel, increasing the risk of stress corrosion cracking. In contrast, a fi ne blasting (shot peening or glass blasting – not sand blasting) may increase the level of compressive stress and thus increase the resistance against SCC.
From a corrosion point of view, it is normally an advantage not to perform any kind of mechanical surface treatment at all! The smooth and pickled 2B surface of the cold-rolled sheets possesses its maximum corrosion resistance and no matter how much we grind, it just gets worse. As above, a proper chemical surface treatment (Chapter 7) will reduce the damage of the steel.
Chapter 6: The Manufacturing of Stainless Steel and how it affects the Corrosion Resistance
Two stainless steel plates, both EN 1.4301 (AISI 304). The left one has been grinded while the right one has been electro polis-hed (Chapter 8). It is not hard to imagine which surface is the most effective collecting salts and moisture. The white line in the bottom of each photo is 100 μm. Both photos courtesy of Technical University of Denmark (DTU).

26910.2013
www.damstahl.com
Handling and Transport
A particular risk when dealing with stainless steel is iron contamination originating from using the same tools and equipment for handling mild steel along with stainless steel. Using the same trucks, the same fork lifts or the same machinery may transfer minor amounts of mild steel or rust onto the stainless steel. Apart from looking ugly, the contaminations may cause corrosion of the stainless steel itself.
As discussed later in Chapter 7, the iron contaminations may be removed chemically; however, preventing the whole thing from happening is at least as effective. In particular, all tools, trucks and lifts used for stainless steel should only be used for stainless steel – not mild steel.
Even if the tools are separated, another risk is the transfer of metal dust from the grinding of mild steel onto the stainless steel further down the alley. This can only be prevented by keeping the production of mild steel and stainless steel se parated completely, preferably in two separate buildings. If this can not be arranged, a chemical post-treatment is man- datory.
Chapter 6: The Manufacturing of Stainless Steel and how it affects the Corrosion Resistance
A nasty example of carbon steel particle having been ma-shed into the stainless steel surface during cold forming. The iron particle must have been very hard as it has been pressed into the stainless steel, and even though a pickling will remove the iron contamination, the holes remain.

270
Technical information
10.2013
www.damstahl.com
Any manufacturing or handling of stainless steel implies the potential risk of weakening the corro-sion resistance. Should this weakening be larger than the built-in safety margin for the steel as compared to the corrosivity of the environment, one has to reestablish the original corrosion resis-tance of the steel. In most cases, the cheapest and safest way to do this is by performing a chemi-cal surface treatment.
Pickling
By far the most important chemical treatment, the pickling consists of an aqueous solution containing in between 10 and 20 % nitric acid (HNO3) and between 1 and 8 % hydrofl uoric acid (HF). High-alloy stainless steel types require an aggressive pickle containing a high concentration of HF, while the “normal” 4301 and 4401 grade steels should be pickled in a milder acid with a lower con-tent of HF. Instead of HF, some pickles contain hydrochloric acid (HCl) as “activator”; however, using such aqua regia pickles implies a serious risk of pitting corrosion during the pickling process. HCl-based pickles are not recommended!
At room temperature, the pickling time may be anything from 30 minutes to several hours depend-ing on the pickle itself as well as the darkness of the heat tinting to be removed (the darker, the longer time required) and the concentration of metal con- taminations in the bath.
After pickling, all contaminations and inclusions in the steel surface have been dissolved along with the heat tinting and the critical de-chromed layer underneath. After the pickling, all the weak spots have been removed effi cien-tly, and (after repassivation) the steel has reestablished its excellent passive layer and thereby its original corrosion resistance.
The main drawback with the pickling process is the fact that it is a powerful etching of the steel. Apart from losing a few microns of thickness (affecting fi ne tolerances), the surface roughness will usually increase, in particular for very smooth specimens; an effect which may be unwanted in the dairy and medical industry. Here, the surface roughness should be kept low in order to make life diffi cult for micro organisms, and frequently, a limit of 0.6 μm for Ra is used as the upper limit. In addition, even small variations in the surface roughness may affect the visual appearance of the specimen; however, this is mainly a cosmetic problem.
Applying the pickle can be done in two ways. The easiest one is to simply immerse the specimen into the pickling bath. However, is this not possible, the pickle can be applied as a paste. In this case, one has to use a pickle in which a “thickener” has been added, so that the product resembles a paste. Thereby, one can “paint” the pickle onto selected parts of the specimens.
Note that the lowest alloyed ferritic types (such as 4003 or 4512) are suitable for pickling, and neither are the sulphur alloyed fi ne machining steel types (such as 4305) or any of the martensitic ones. Higher alloyed ferritics (4509, 4521) may be pickled, but re- quire a milder pickle than the austenites. In Denmark, using hydro fl uoric acid pickles require a special permit which can be obtained at a police station.
Chapter 7: Chemical Surface Treatment of Stainless Steel
Bluish heat tinting around welds in a 4301 stainless steel tank. If kept untreated, the risk of pitting corro-sion in the bluish zone is signifi -cant, and therefore, the heat tinting must be removed. The easiest way to do this is a pickling.
Pickled weld on a 4404 specimen. Please note that the specimen appears slightly mat – almost like after a glass blasting. This is because of the increased surface roughn-ess due to the etching of the steel.

27110.2013
www.damstahl.com
Passivation
The purpose of a passivation is to strengthen the natural protective oxide fi lm of the steel, and in addition, non-me-tallic inclusions are largely dissolved. Normally, the bath consists of pure 18-25 % nitric acid (HNO3), and typically, the process time is about one hour. As above, sulphur alloyed steels and low-alloyed ferritics need special treatment, i.e. di-dichromate inhibited nitric acid.
A signifi cant advantage of the passivation is the fact that the surface roughness is not affected (measurably) by the process. A passivation is therefore an excellent treatment after a grinding or glass blasting. A major disadvantage is the lack of effect on the heat tinting. To remove these and the de-chromed layer underneath, a pickling is required – or a gentle grinding followed by a passi¬vation.
Decontamination
Literally, decontamination means de-poisoning, and that is exactly what is happening. It is a semi- advanced dish-washing where all impurities are removed while the stainless steel is hardly affected at all; neither heat tinting nor the natural passive layer, and therefore decontamination does not affect the surface roughness. In addition, de-contamination does not affect most rubber and plastic types, all of which make the process very useful in i.e. the medical industry and other super-critical equipment where etching of the steel itself or damage of the gaskets are unacceptable. Many polymers do not like nitric acid or other strongly acidic oxidants.
Decontamination is typically performed in a solution of 2-10 % of a weak acid such as phosphoric acid, nitric acid, citric acid, formic acid, oxalic acid or so. The temperature can be anything from 20 to 90 ºC, and the process time may exceed many hours if the impurities are very sticky.
Iron contamination (Chapter 6) is a particular problem, but frequently, one can get away with de-contamination as compared to a pickling. Rust (iron oxides and hydroxides) is generally slowly soluble in nitric acid, but much easier to cope with in a hot mixture of citric acid and phosphoric acid. Metallic iron, on the other hand, is easier soluble in nitric acid.
Chapter 7: Chemical Surface Treatment of Stainless Steel
Left: Steel-Tech “Pickle Gel 122”, a nitric acid + hydrofl uoric acid based paste, useful for nor-mal stainless steel. Applied by using a special brush. Right: Using pickling paste on a weld on the inside of a 4436 steel pipe.

272
Technical information
10.2013
www.damstahl.com
Electro Polishing
Electro polishing is the only surface treatment process using an external current source. Typically, the bath is a strong mixture of sulphuric acid and phosphoric acid, the temperature is above 50 ºC, and using a rectifi er, the speci-men is connected to the anodic pole. As cathodes, stainless steel is normally used.
During the process, the steel is slowly dissolved and, as the etching primarily takes place from the tops of the micro-roughness, the process minimizes the difference in between the top and the bot-tom of the surface profi le. This “le-veling” process reduces the surface roughness, and the surface becomes gradually brighter (SEM photo in Chapter 6).
Apart from producing a very bright surface, the corrosion resistance of an electro polished stainless steel is better than any other surface (of the same type of steel, of course!). This is linked to the low surface roughness making it increasingly diffi cult to form harmful local environments. Above the waterline, the main benefi t is the inability of salts and water to stick to the bright surface causing an electro polished 4301 to perform almost as well as a 4401, 2b.
In theory, electro polishing is able to remove heat tinting. However, this may not always be the case. If heat tinting is the problem, a pickling should be performed prior to the electro polishing.
The drawback of electro polishing is mainly the price. It is a complicated and expensive process partly due to the equipment and partly due to the trouble mounting the cathodes and performing the process. Consequently, electro polishing is a process which is most widely used within critical appliances such as the medical business where the ultra-low surface roughness is essential for hygienic reasons.
Chapter 7: Chemical Surface Treatment of Stainless Steel
Chemical Surface Treatment, Overview:
Bath Process Time Anløbninger Cr-oxider Ruhed
Pickling 10-20 % HNO3 + 1-6 % HF 1-12 hrs. Removed Removed Increase
Passivation 18-25 % HNO3 30-60 min. No effect Strengthened No effect
Decontamination 2-10 % ”semi-weak acids” 1-48 hrs. No effect No effect No effect
Electro Polishing 60-70 % H2SO4 + H3PO4 10-15 min. Some effect (Removed) Decrease

27310.2013
www.damstahl.com
Chapter 8: Welding methods
TIG AND LASER
At our plant, in-line welding is carried out with a completely automatic LASER and TIG (Tungsten Inert Gas) method, depending on tube wall thickness according to the commonly used production norms.
Welding is carried out after cold forming by fusing the two strip edges thus limiting the thermally altered area and protecting the inner area with an appropriate shielding gas. LASER and TIG welding methods give high reliability of the weld area making the product suitable for any kind of application.
See picture n° 1 : Laser welding – heat affected area of around 1mm (x50)See picture n° 2 : TIG welding – heat affected area of around 4,5 mm(x50)

274
Technical information
10.2013
www.damstahl.com
H.F. HIGH FREQUENCY
Welding method is carried out for the production of tubes having structural purposes as well as for the production of car exhaust-systems. For these applications, the HF method is preferred because of its advantages in terms cost effective productivity. On the contrary, the small weld seam obtained with High Frequency (see picture n° 3 – x50), cannot always grant the optimum in terms of workability, withstanding of pressure and corrosion resistance due to the lack of fusion of strip edge and the oxide formation on the weld edges.
Chapter 8: Welding methods

27510.2013
www.damstahl.com
BRIGHT ANNEALING
Bright annealing is carried out in a furnace full of Hydrogen (H2) at temperatures ranging between 1040° C and 1100° C and is followed by a rapid cooling. The Hydrogen is NOT an oxidising agent and therefore no surface oxida-tion is created and pickling is no longer required after the bright annealing.
The main advantage of this system, besides a bright and even surface that eases further processing of the tubes, is the improved corrosion resistance of the material.Such treatment, carried out at the fi nal stage of the production process, ensures the complete solution of the possible carbides precipitated at the grain border, thus obtaining an austenitic matrix free of defects. This makes it possible to avoid the dangerous phenomena of intergranular corrosion.The austenitic structure obtained through off-line bright annealing, is homogeneous with regular grain size (dimen-sion varies from 6 to 8 ASTM); the consequence is an improvement of stainless steel tensile properties, in particular traction and elongation, with an increase of plasticity and a decrease of residual stress.This is a a material characteristic very well appreciated by all end users who are making further manipulations on tubes such as bending and forming.
See picture n° 4- x50 where the dentritic zone material has been totally replaced by the austenitic material
Chapter 8: Welding methods

276
Technical information
10.2013
www.damstahl.com
Chapter 8: Welding methods
TUBES NOT ANNEALED - PICKLED
Welded tubes can be supplied in not annealed condition. This product undergoes the same production process with the exception of the heat treatment. The tubes are instead submitted to a pickling chemical treatment. The pickling bath is composed of Sulphuric and Fluoridric acids.
This process can eliminate, both on the outside and inside surface, and on the ends, any trace of ferrous contami-nation and also any possible oxides which may be on the metal surface as a result of mechanical working (welding rolls, abrasive belts, cutting equipment) and welding.
See picture n°5 – x50 not annealed tube

27710.2013
www.damstahl.com
Chapter 8: Welding methods
BRUSHED TUBES
On the marketplace brushed tubes are available. The brushing is made on the external surface only, to avoid the chemical treatment of pickling.
These products, however, have a lower corrosion resistance than pickled tubes if submitted to the same environmen-tal attack. This is due both to the deposits on the metal surface contaminated during the production process and to the greater surface roughness which can easily retain oxides and traces of ferrous contamination. The abrasive belts in itself can leave material that could originate corrosion.Brushed tubes, because of their fi nishing, need a more frequent periodical maintenance compared to pickled tubes.
It must be underlined that brushing is exclusively external and therefore cannot remove any contamination existing on the inside surface and at the ends cut by shears made of steel based materials.
EDDY CURRENT TEST
Welded tubes produced by Ilta Inox, after being calibrated, are submitted to an Eddy Current test with circumferen-tial coils with differential windings. Such non-destructive control is carried out by creating a Magnetic Field around the tube and detecting any inter-ruption caused by leaks or holes.

278
Chap
ter
9: T
able
sho
win
g th
e m
ost
freq
uent
ly u
sed
stai
nles
s st
eel g
rade
s an
d th
eir
chem
ical
com
posi
tion
ENST
RUCT
URE
C %Cr
%
Ni
%M
o%
Si ≤ %
Mn
≤ %
S ≤ %
P ≤ %
Oth
er r
emar
ksAI
SI (
UN
S)SS
1.40
03
Ferr
ite
≤ 0,
0310
,5-1
2,5
0,30
-1,0
0-
1,00
1,50
0,01
50,
040
N ≤
0,0
3041
0S-
1.40
16≤
0,08
16,0
-18,
0-
-1,
001,
000,
015
0,04
0-
430
2320
1.45
09≤
0,03
017
,5-1
8,5
--
1,00
1,00
0,01
50,
040
Ti 0
,10-
0,60
;(3
xC+0
,30)
≤ N
b ≤
1,00
441
UN
S 43
932
-
1.45
10≤
0,05
16,0
-18,
0-
-1,
001,
000,
015
0,04
0(4
x(C+
N)+
0,15
≤ Ti
< 0
,80
430T
i-
1.45
12≤
0,03
10,5
-12,
5-
-1,
001,
000,
015
0,04
0Ti
6x(
C+N
)-0,
6540
9-
1.45
21≤
0,02
517
,0-2
0,0
-1,
80-2
,50
1,00
1,00
0,01
50,
040
N <
0,0
30,
(4(C
+N+0
,15)
≤ Ti
≤ 0
,80
444
2326
1.40
21M
arte
nsit
0,16
-0,2
512
,0-1
4,0
--
1,00
1,50
0,03
00,
040
-42
023
03
1.40
570,
12-0
,22
15,0
-17,
01,
50-2
,50
-1,
001,
500,
015
0,04
0-
431
2321
1.41
040,
10-0
,17
15,5
-17,
5-
0,20
-0,6
01,
001,
500,
15-0
,35
0,04
0-
(430
F)23
83
1.43
01
Aust
enit
≤ 0,
0717
,5-1
9,5
8,00
-10,
5-
1,00
2,00
0,01
50,
045
N ≤
0,1
130
423
33
1.43
05≤
0,10
17,0
-19,
08,
00-1
0,0
-1,
002,
000,
15-0
,35
0,04
5Cu
≤ 1
,00;
N ≤
0,1
130
323
46
1.43
06≤
0,03
018
,0-2
0,0
10,0
-12,
0-
1,00
2,00
0,01
50,
045
N ≤
0,1
130
4L23
52
1.43
07≤
0,03
017
,5-1
9,5
8,00
-10,
5-
1,00
2,00
0,01
50,
045
N ≤
0,1
130
4L-
1.43
100,
05-0
,15
16,0
-19,
06,
00-9
,5≤
0,80
2,00
2,00
0,01
50,
045
N ≤
0,1
130
223
31
1.45
41≤
0,08
17,0
-19,
09,
00-1
2,0
-1,
002,
000,
015
0,04
5Ti
(5xC
)-0,
7032
123
37
1.44
01
Aust
enit
(aci
d-pr
oof)
≤ 0,
0716
,5-1
8,5
10,0
-13,
02,
00-2
,50
1,00
2,00
0,01
50,
045
N ≤
0,1
131
623
47
1.44
04≤
0,03
016
,5-1
8,5
10,0
-13,
02,
00-2
,50
1,00
2,00
0,01
50,
045
N ≤
0,1
131
6L23
48
1.44
18≤
0,06
15,0
-17,
04,
00-6
,00
0,80
-1,5
00,
701,
500,
015
0,04
0N
≥ 0
,020
-23
87
1.44
32≤
0,03
016
,5-1
8,5
10,5
-13,
02,
50-3
,00
1,00
2,00
0,01
50,
045
N ≤
0,1
131
6L23
53
1.44
35≤
0,03
017
,0-1
9,0
12,5
-15,
02,
50-3
,00
1,00
2,00
0,01
50,
045
N ≤
0,1
131
6L23
53
1.44
36≤
0,07
16,5
-18,
510
,5-1
3,0
2,50
-3,0
01,
002,
000,
015
0,04
5N
≤ 0
,11
316
2343
1.45
39≤
0,02
019
,0-2
1,0
24,0
-26,
04,
00-5
,00
0,70
2,00
0,01
50,
030
N ≤
0,1
5; C
u 1,
20-2
,00
"904
L" *)
2562
1.45
71≤
0,08
16,5
-18,
510
,5-1
3,5
2,00
-2,5
01,
002,
000,
015
0,04
5Ti
(5xC
)-0,
70"3
16TI
" *)
2350
1.48
28Au
sten
it(h
eat-
resi
stin
g)
≤ 0,
2019
,0-2
1,0
11,0
-13,
01,
50-2
,50
≤ 2,
000,
015
0,04
5N
≤ 0
,11
309
1.48
41≤
0,20
24,0
-26,
019
,0-2
2,0
1,50
-2,5
0≤
2,00
0,01
50,
045
N ≤
0,1
131
4
1.48
45≤
0,10
24,0
-26,
019
,0-2
2,0
≤ 1,
50≤
2,00
0,01
50,
045
N ≤
0,1
1-
1.44
60D
uple
x≤
0,05
25,0
-28,
04,
50-6
,50
1,30
-2,0
01,
002,
000,
015
0,03
5N
0,0
5-0,
2032
923
24
1.44
62≤
0,03
021
,0-2
3,0
4,50
-6,5
02,
50-3
,50
1,00
2,00
0,01
50,
035
N 0
,10-
0,22
2377
Plea
se n
ote
that
the
pre
sent
EN
sta
ndar
ds d
o no
t co
rres
pond
exa
ctly
to
the
old
mat
eria
l num
ber
nam
es.
The
colu
mns
wit
h ”A
ISI”
, ”U
NS”
and
”SS
” in
dica
te t
he im
med
iate
par
alle
l sta
ndar
d. In
par
ticu
lar
the
AISI
sys
tem
doe
s no
t co
rres
pond
exa
ctly
to
EN. C
onse
quen
tly,
the
AIS
I and
SS
spe
cifi c
atio
ns a
re t
o be
con
side
red
as a
ppro
xim
ate.

279
ENH
B 30
Har
dnes
s (H
RC)
Rp 0
,2
(≥ N
/mm
2 )Rp
1,0
(≥ N
/mm
2 )Rm
Ult
imat
e st
reng
th( ≥
N/m
m2 )
A5El
onga
tion
(L0
= 5
d0)
( ≥ %
)
ZAr
ea
redu
c-ti
on( ≥
%)
AvIm
pact
va
lue
( ≥ J)
Dens
ity
(kg/
dm3 )
Hea
t ca
paci
ty(J
/g. K
)
Hea
t co
nduc
tion
(W/K
. m)
Term
inal
ex
pans
ion
coeffi c
ient
20-1
00o C
(10-6
/o C)
Elec
tric
re
sist
ance
(Ω. m
m2 /m
)
Ela-
stic
ity
mod
ule
(kN
/m
m2 )
1.40
03≤
200
260
-45
0-60
020
--
7,7
0,43
2510
,40,
6022
0
1.40
16≤
200
240
-40
0-63
020
60-
7,7
0,46
2510
,00,
6022
0
1.45
09≤
200
200
-42
0-62
018
--
7,7
0,46
2510
,00,
6022
0
1.45
10≤
185
270
-45
0-60
020
60-
7,7
0,46
2510
,00,
6022
0
1.45
12≤
180
220
-39
0-56
020
-70
7,7
0,46
2510
,50,
6022
0
1.45
21≤
200
320
-45
0-65
020
--
7,7
0,43
2310
,40,
8022
0
1.40
21≤
230
500
-70
0-85
012
5020
7,7
0,46
3010
,50,
6021
5
1.40
57≤
295
600
-80
0-95
014
/ 12
4525
/ 20
7,7
0,46
2510
,00,
7021
5
1.41
04≤
220
300
-50
012
/10
500
7,7
0,46
2510
,00,
7021
5
1.43
01≤
215
190
225
500-
700
45 /
35 1)
6010
0 / 6
0 1)
7,9
0,50
1516
,00,
7320
0
1.43
05≤
230
190
225
500-
750
3560
100
/ 60
1)7,
90,
5015
16,0
0,73
200
1.43
06≤
215
180
215
460-
680
45 /
35 1)
6010
0 / 6
0 1)
7,9
0,50
1516
,00,
7320
0
1.43
07≤
215
175
210
500-
700
45 /
35 1)
6010
0 / 6
0 1)
7,9
0,50
1516
,00,
7320
0
1.43
10≤
230
195
230
500-
750
4050
-7,
90,
5015
16,0
0,73
200
1.45
41≤
215
190
225
500-
700
40 /
30 1)
5010
0 / 6
0 1)
7,9
0,50
1516
,00,
7320
0
1.44
01≤
215
200
235
500-
700
40 /
30 1)
6010
0 / 6
0 1)
7,9
0,50
1516
,00,
7520
0
1.44
04≤
215
200
235
500-
700
40 /
30 1)
6010
0 / 6
0 1)
7,9
0,50
1516
,00,
7520
0
1.44
18
1.44
32
1.44
35≤
215
200
235
500-
700
40 /
30 1)
6010
0 / 6
0 1)
7,9
0,50
1516
,00,
7520
0
1.44
36≤
215
200
235
500-
700
40 /
30 1)
6010
0 / 6
0 1)
7,9
0,50
1516
,00,
7520
0
1.45
39≤
230
230
260
530-
730
40 /
30 1)
-10
0 / 6
0 1)
8,0
0,45
1215
,81,
0019
5
1.45
71≤
215
200
235
500-
700
40 /
30 1)
5010
0 / 6
0 1)
7,9
0,50
1516
,50,
7520
0
1.48
28≤
223
60 2)
500-
750
30
1.48
41≤
223
60 2)
550-
750
30
1.48
45≤
192
60 2)
500-
700
35
1.44
60≤
260
450
-62
0-88
020
-85
7,8
0,50
1513
,00,
8020
0
1.44
62≤
270
450
-65
0-88
025
-10
07,
80,
5015
13,0
0,80
200
1):
Cros
s m
easu
ring
2):
At 6
00 ºC
. All
othe
r da
ta f
or R
p 1.
0 ar
e m
easu
red
at ro
om t
empe
ratu
re*)
: Nei
ther
”31
6Ti”
nor
”90
4L”
exis
ts in
the
AIS
I sys
tem
. How
ever
, bot
h de
sign
atio
ns a
re o
ften
use
d in
pra
ctic
e.
Chap
ter
9: T
able
sho
win
g th
e m
ost
freq
uent
ly u
sed
stai
nles
s st
eel g
rade
s an
d th
eir
mec
hani
cal q
ualit
ies


















