Inline coating - KBA
59
www.kba-print.com 4 PROCESSES | PRACTICES | PERSPECTIVES Process technologies, consumables and applications for inline coating in sheetfed offset • aqueous or UV coating in commercial and packaging presses fitted with one coater, • overprint varnish and UV or aqueous coating in hybrid presses fitted with one coater, • aqueous plus UV or special-effect coating in a press fitted with two coaters. Special configurations also allow perfect coating or the application of a primer and/or special-effect coating prior to impression. The coater version of the 74 Karat has now become the standard configuration. KBA even offers the option of integrating non-KBA coating modules in its Compacta commercial web offset and TR publication rotogravure presses. The various types of coating interact with inks and substrates in different ways. How they interact has a direct bearing on the type of dryer that should be used. This is just one of the many practical issues discussed in detail on the following pages. Others include the optimum coating viscosity, recommended anilox rollers and coating formes, and diverse aspects of process technology. In this context, reference is made throughout this publication to the findings announced at the coating seminar which KBA held last year in Dresden. There is also a wealth of practical tips. The extensive know-how and in-depth experience in inline coating that KBA and its partners bring to the table have been summarised in a compact and easily comprehensible form. As in previous issues of KBA Process, we strive to maintain an objective presentation of the process tech- nologies, their benefits and drawbacks, and the potential savings, quality gains and range of applications that are possible. Coatings have evolved from a simple protective layer of gloss to an attractive design medium for accentuating spots or solids. The creative use of coatings gives rise to products whose visual and tactile properties make them stand out from the pack. And print providers can exploit coating as a value-added service to differentiate themselves from their competitors. Sumptuous matt/gloss effects can be created on hybrid or two-coater presses, metallic and lustre coatings impart unusual optical effects, scented coatings appeal to our sense of smell, scratch-off coatings introduce an element of surprise, blister and adhesive coatings give packaging rigidity, UV coatings enhance the inherent properties of folding cartons, plastic film and cards… For many applications, inline coating has long since become established as a high-quality, cost-effective alternative to offline coating in special coaters or screen-printing machines. More than half the medium- and large-format sheetfed presses shipped today are configured with at least one coater. And print providers experienced in inline coating are becoming ever more adventurous. One consequence of this is that coating specialists are focusing more and more on applications that cannot be implemented inline. If the customer so specifies, Koenig & Bauer can equip its small-, medium-, large- and superlarge- format Rapida presses and its small-format Performa and Genius 52UV presses with auxiliaries for coating to the highest quality standards. The most popular types of coating, in conjunction with an extended delivery, mobile plug-in interdeck and end-of-press dryers and automatic coating change, are: Inline coating Issue 1/2007 Contents KBA Editorial 2 Coating types Overview and properties 3 Film formation Drying and curing 9 with practical tips 10 KBA VariDry 15 Interaction Photoinitiators 17 Migration-free packaging 19 Testing the hardness of UV coatings 22 Process technology Anilox coaters 24 Excursus: offline gloss coatings 27 Anilox rollers 28 with practical tips 31 Automatic coating change 32 with practical tips 34 Coating transfer and application Rheology, wetting 36 Quality specifications 40 with practical tips 42 User profile: 15-unit press 44 Blankets and plates for coating 45 with practical tips 48 Applications Coating in waterless offset 52 Choice of substrates 54 Areas of application and successful users 56 Contacts 59 Resources and partners 43
Transcript of Inline coating - KBA

w w w . k b a - p r i n t . c o m
4P R O C E S S E S | P R AC T I C E S | P E R S P E C T I V E S
Process technologies, consumables and applications for inline coating in sheetfed offset
• aqueous or UV coating in commercial andpackaging presses fitted with one coater,
• overprint varnish and UV or aqueous coating inhybrid presses fitted with one coater,
• aqueous plus UV or special-effect coating in apress fitted with two coaters.
Special configurations also allow perfect coating orthe application of a primer and/or special-effectcoating prior to impression. The coater version of the74 Karat has now become the standard configuration.KBA even offers the option of integrating non-KBAcoating modules in its Compacta commercial weboffset and TR publication rotogravure presses.The various types of coating interact with inks andsubstrates in different ways. How they interact has adirect bearing on the type of dryer that should beused. This is just one of the many practical issuesdiscussed in detail on the following pages. Othersinclude the optimum coating viscosity, recommendedanilox rollers and coating formes, and diverse aspectsof process technology. In this context, reference ismade throughout this publication to the findingsannounced at the coating seminar which KBA heldlast year in Dresden. There is also a wealth ofpractical tips. The extensive know-how and in-depthexperience in inline coating that KBA and its partnersbring to the table have been summarised in acompact and easily comprehensible form. As inprevious issues of KBA Process, we strive to maintainan objective presentation of the process tech -nologies, their benefits and drawbacks, and thepotential savings, quality gains and range ofapplications that are possible.
Coatings have evolved from a simple protectivelayer of gloss to an attractive design medium foraccentuating spots or solids. The creative use ofcoatings gives rise to products whose visual andtactile properties make them stand out from thepack. And print providers can exploit coating as avalue-added service to differentiate themselves fromtheir competitors. Sumptuous matt/gloss effects canbe created on hybrid or two-coater presses, metallicand lustre coatings impart unusual optical effects,scented coatings appeal to our sense of smell,scratch-off coatings introduce an element of surprise,blister and adhesive coatings give packaging rigidity,UV coatings enhance the inherent properties offolding cartons, plastic film and cards…For many applications, inline coating has long sincebecome established as a high-quality, cost-effectivealternative to offline coating in special coaters orscreen-printing machines. More than half themedium- and large-format sheetfed presses shippedtoday are configured with at least one coater. Andprint providers experienced in inline coating arebecoming ever more adventurous. One consequenceof this is that coating specialists are focusingmore and more on applications that cannot beimplemented inline.If the customer so specifies, Koenig & Bauer canequip its small-, medium-, large- and superlarge-format Rapida presses and its small-format Performaand Genius 52UV presses with auxiliaries for coatingto the highest quality standards. The most populartypes of coating, in conjunction with an extendeddelivery, mobile plug-in interdeck and end-of-pressdryers and automatic coating change, are:
Inline coating
Issue 1/2007
Contents
KBAEditorial 2
Coating typesOverview and properties 3
Film formationDrying and curing 9with practical tips 10KBA VariDry 15
InteractionPhotoinitiators 17Migration-free packaging 19Testing the hardness of UV coatings 22
Process technologyAnilox coaters 24Excursus: offline gloss coatings 27Anilox rollers 28with practical tips 31Automatic coating change 32with practical tips 34
Coating transfer and applicationRheology, wetting 36Quality specifications 40with practical tips 42User profile: 15-unit press 44Blankets and plates for coating 45with practical tips 48
ApplicationsCoating in waterless offset 52Choice of substrates 54Areas of application andsuccessful users 56
Contacts 59Resources and partners 43
Process_4_d_e.qxd:Seite 1—8 19.11.2007 13:38 Uhr Seite 1
2 Process 4 | 2007
Editorial
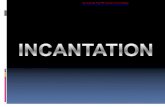
Exploit hybrid to raise your profile
Since the first publication in 2002, KBA Process has been a source ofknowledge and information on technologies, processes and marketsrelating to sheetfed applications that are outside the mainstream.Previous issues discussed direct offset on corrugated, environmentallyfriendly waterless offset and hybrid finishing with UV- and oil-based inksand coatings – a technology that KBA has successfully launched on themarket following intensive post-Drupa 2000 development work.
In issue number 4 of KBA Process we discuss the subject of inlinecoating in much greater detail. This is because alongside the hybridprocess there are many other options for hitting the mark amongcustomers and consumers alike with superbly finished products. Theauthors have done their best to present this highly complex subject ina compact and practical form that is also comprehensible to non-chemists. A wealth of charts, tables, graphics and illustrations furnishesan in-depth yet wide-ranging insight into the current state of the art incoating, the consumables available on the market, the technologiesinvolved and the practical and theoretical knowledge gained, inter-spersed with invaluable advice. This publication also draws on the find-ings of a coating seminar which KBA held in Dresden in 2006, and whichattracted a record 800 print professionals.
With editorial assistance from trade journalist Dieter Kleeberg we havecreated a comprehensive coating compendium with useful tips for allthose who wish or need to delve more deeply into the subject ofcoating, whether with a view to installing a new press, addressing a newmarket or enhancing the daily production routine, or as part of atraining programme.
In a society heavily exposed to advertising on an unprecedented scale,the opportunities for promoting the image of printed products such asbusiness reports, luxury magazines and catalogues, displays and, moreparticularly, point of sale packaging lie in creating an eye-catching visualimpact, a certain texture, a tantalising interplay of contrasting gloss andmatt effects, an unusual form and, increasingly, an appealing scent oraroma appropriate to the content. As the market leader in large format,KBA is well positioned in the packaging and display sectors. Not onlythat: we provide the technology for inline coating on paper, board orplastic in just about every press format. Few manufacturers cancompare with us when it comes to engineering customised coating andfinishing equipment for sheet sizes ranging from small to superlarge.
We shall continue to keep you updated on the steadily proliferatingoptions available for inline finishing, occasionally making our owncontribution towards advancing the technology. And we aim to continueactively promoting the strengths of printed products well beyond our190th anniversary. We would be delighted if some of the ideas andadvice contained in this publication were to find applications in yourown business operations.
Yours,
Ralf Sammeck, executive vice-president sheetfed sales, Koenig & Bauer AG
Process_4_d_e.qxd:Seite 1—8 19.11.2007 13:38 Uhr Seite 2

3Process 4 | 2007
Coatings | Composition, properties
Coatings are distinguished both bytheir composition and, derivingfrom this, the principle by whichthey harden: physically (drying)and/or chemically (curing, poly-merisation). Aqueous coatings andUV-cured coatings are the mostcommon, while solvent-based coat-ings – and of these only two-com-ponent coatings – are found solelyin flexo and gravure production. In
recent years overprint varnishes –non-yellowing versions of whichhave been available for some timenow – have experienced a renais-sance, particularly in conjunctionwith a UV or aqueous glosscoating. Aqueous coatings boastthe broadest range of applications.For traditional high-gloss finishes,however, UV coatings are theprime choice.
Water-based coatings (aqueouscoatings)Water-based coatings form a filmphysically, through the evaporationor absorption of the carrier (water)and the precipitation of the parti-cles dispersed (suspended) in it,which coalesce on the substrate.The particles are predominantlyacrylate polymers; hardening bypolymerisation is anticipated, as itwere, during manufacture. Filmformation is facilitated byhydrosols – resins and other sub-stances dissolved in water – whichcement the polymer particlestogether and enhance their abilityto adhere to the substrate. Othersubstances contained in the coat-ing improve its processability: anti-foam agents prevent foaming onthe anilox roller in the doctoringsystem, while surfactants helpensure that the substrate or inkedimage surface is properly wettedby reducing the surface tension or,in the case of the primer, that theaqueous coating is properly wettedby the subsequent UV coating.Retardants can improve coatingspread if the delivery is short.Other additives serve to intensify
desirable properties. They are usu-ally dispersed wax particles (tocounteract abrasion, scratchingand set-off and to enhance gloss,mattness, sealability, UV-coatabilityetc), though they can also take theform of special-effect pigments(pearl gloss, metallic) and aromaticsubstances.Earlier aqueous coatings wereapplied via the dampening duct,and the quality was correspond-ingly poor. And there are stillsome presses around that arefitted with two-roller coatingunits. But KBA customers havelong since switched to specifyinganilox coaters, which deliver thebest possible coating quality andsupport a wider range of appli -cations.Unfortunately, the benefits of sucha wide range of applications areoffset by the energy-intensivedrying methods that aqueous coat-ings demand. This is because,unlike radiation-cured coatings andoil-based varnishes, they containnowhere near 100 per cent solidmatter. In practice, this meansthat not all the substances con-tained in the aqueous coatingremain on the substrate. As wehave already mentioned above, thewater applied with the rest of thecoating must be made to evapo-rate, which entails an excessivelyhigh input of energy. On top ofthis, alongside infrared radiationunits it is necessary to install a
Overview of coating typesA coating for every purpose – that just about sums up manufacturers’ prolific offerings. At first glance printers are spoilt
for choice, but on closer inspection the options are narrowed down by the technology used to apply the coating, the system
used to harden it and the specific demands made upon the finished product. Inevitably, interaction among the properties
and functions listed on the label will not be confined to the desirable ones for which they were formulated, so the printer
must always be on the watch for unexpected “side effects” that may impact on coating compatibility and finishability.
Holger Müller, production manager of German packaging printer Aug. Heinrigs, Aachen, displayinga sheet off a KBA 74 Karat showing some of the effects possible with gloss and matt aqueouscoatings. Such coatings primarily serve to protect the substrate and allow finishing to becompleted or covers to be added with virtually no delay. The print also demonstrates that spotcoatings can be applied in waterless presses with on-press imaging Photo: Kleeberg
The brand manufacturers on the customer books at Grafiche Nicolini in Gavirate, Italy, are happy to takeadvantage of the company’s skill in creating sumptuous effects for catalogue and magazine covers usinghigh-gloss coatings or inks and aqueous coatings containing metallic pigments. Printing and inlinecoating are done on a KBA Rapida 142 5-colour press with coater and extended delivery and on a KBARapida 105 6-colour press with coater and double extended delivery plus hybrid and carton capabilities
Printing cartons for food and non-food products is all part of the routine for the KBA Rapida 105universal at Offermann-Verpackungen, Aachen (Germany). Says Markus Offermann: “With theinline coating unit and the extended delivery we can print and reliably dry a wide range ofdifferent aqueous coatings, from a simple protective coating to gloss, blister and barrier coatings.”
Process_4_d_e.qxd:Seite 1—8 19.11.2007 13:38 Uhr Seite 3
4 Process 4 | 2007
Coatings | Composition, properties
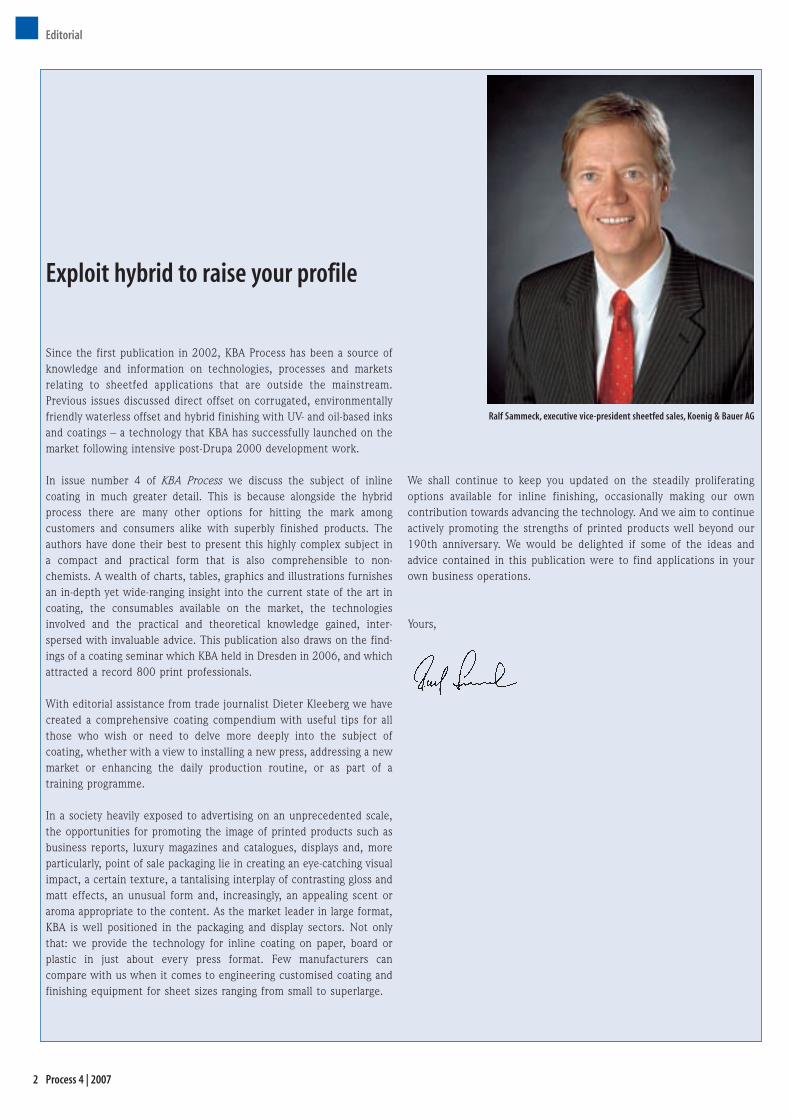
Properties and possible applications of commonly used coatings
Criterion
Cost efficiency:
Price
Method of application
Press handling
Drying/curing input
Emitter life
Range of applications
Drying (physical), curing (chemical):
Principle
Film-forming agent
Initial reaction
Setting time
Film-forming process
Facilitating factors
Inhibiting factors
Economical use of excimer emitter
Runability:
Viscosity
Tendency to spread
Tendency to mist
Thin layers
Thick layers
Printability and finishability:
Adhesion on absorbent materials
Adhesion on synthetic film and metallic foil
Compatibility with laminate/glue
Compatibility with scoring/folding/embossing, thermal transfer overprinting
Emissions and migration:
Ozone emission
Heat emission
Odour emission
Migration
Overprint varnish
same as conventional inks
in final offset printing unit
like ink; can be run with ink
no specific dryer input
—
abrasion protection (sheetfed offset); gloss contrasts (hybrid, drip-off)
cures by oxidation, dries by penetration
hardened and alkyd resins react with oxygen-bridge bonds; 100% solid matter
impact of atmospheric oxygen
very long
only while exposed to atmospheric oxygen
heat, absorbent substrate
cold, moisture
—
relatively high to pasty
low; beneficial for structured and matt effects
low
like ink
not possible
very good
very poor
good
very good, because thin layer is elastic; good printability
none
none
same as conventional ink
yes
Cationic UV coating
dearer than radical UV coatings
doctor blade required
does not dry on coating forme
short dwell section, low energy input
UV lamps: relatively short, drift from UV-C to UV-A
broad (mainly flexo, narrow-web offset, rarely sheetfed offset)
cationic UV radiation curing
epoxy (EP) and special resins that polymerise when exposed to UV radiation;100% solid matter
photoinitiators release positively charged cations when exposed to UV-C radiation
short (1/2 s)
single radiation pulse (UV-C) initiates chain reaction culminating in completecuring
waste heat from UV lamp
moisture, low temperatures, alkaline paper coating
inert chamber or HF generator, special photoinitiators and prepolymers needed
very low; highly suitable for pump and doctoring systems
low, despite low viscosity; detrimental to gloss formation, beneficial for structured effects
relatively high, restricts press speed
cure fast right through
cure right through even faster, cause brittleness
primer advisable for alkaline paper coatings
very good on all films and foils
good
good, because layer is elastic; good printability
low (few weak emitters)
high (lamp housing cooled)
minimal ozone emission during impression; none when cured (ideal forfood packaging)
none, because coating cures right through (ideal for food packaging)
Radical UV coating
dearer than aqueous coatings
doctor blade recommended
does not dry on coating forme
either long dwell section or high energy input
UV lamps: relatively short, drift from UV-C to UV-A
broad (mainly sheetfed offset, screen and flexo)
radical UV radiation curing
mainly acrylic resins (AC) that polymerise when exposed to UV radiation; 100% solidmatter
photoinitiators split negatively charged organic radicals when exposed to UV-Cradiation
very short (1/100 s)
only while exposed to radiation (UV-B maintains curing reaction, UV-A actsdeep in layers)
inert nitrogen atmosphere, waste heat from UV lamp
atmospheric oxygen
inert chamber or HF generator, special photoinitiators and prepolymers needed
low; suitable for pump and doctoring systems
high; beneficial for high gloss, combats shrinkage during curing
relatively high, restricts press speed
poor, ie may not cure right through
cure slowly
good
with prior static elimination good on PE and PP
average; gloss coatings better than high-gloss coatings
relatively poor, because layer is brittle; good printability
high (multiple powerful UV lamps; ozone extraction required)
high (lamp housing cooled)
inherent coating odour and ozone odour during impression; low or none when cured
only fully cured or migration-free coatings should be used for food packaging
Aqueous coating
budget
doctor blade recommended
scarcely dries on coating forme
very high energy input, possibly hot-air knife, vapour extraction
infrared emitters and hot-air knife: relatively long
very broad (mainly in sheetfed offset)
dries by evaporation
pre-polymerised particles suspended in water and resins (hydrosols) dissolved inwater
water evaporation through heat radiation and vapour extraction
short (1 s)
polymer particles and hydrosols coalesce
maintaining prescribed minimum temperature for film formation
cold air flow
—
low; suitable for pump and doctoring systems
high; beneficial for high gloss, combats shrinkage during curing
relatively high, restricts press speed
poor, ie spotty
dry sufficiently well and uniformly
very good
only special types of aqueous coating
specifically seal-on, blister coatings etc
relatively poor, because layer is brittle
none
very high (deliberate)
possibly ammonia during impression; none when dry (suitable for food packaging)
none (suitable for food packaging); barrier coatings available to combatmigration
Process_4_d_e.qxd:Seite 1—8 19.11.2007 13:38 Uhr Seite 4
5Process 4 | 2007
Coatings | Composition, properties
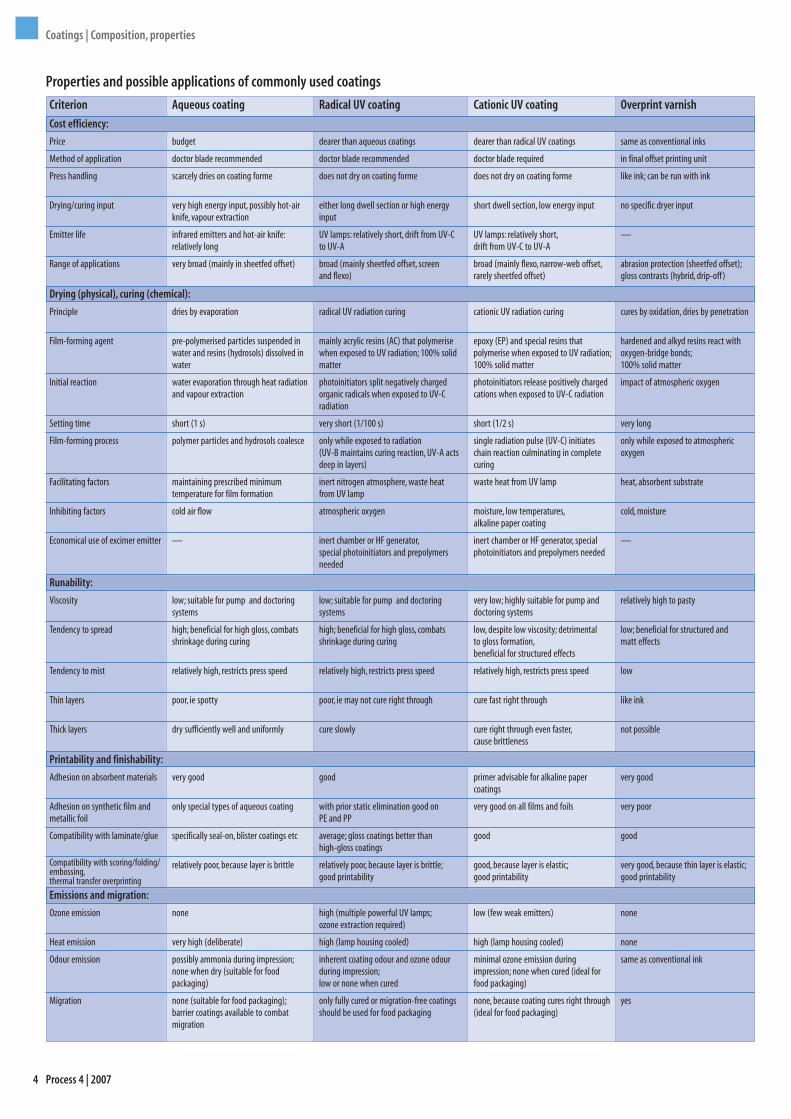
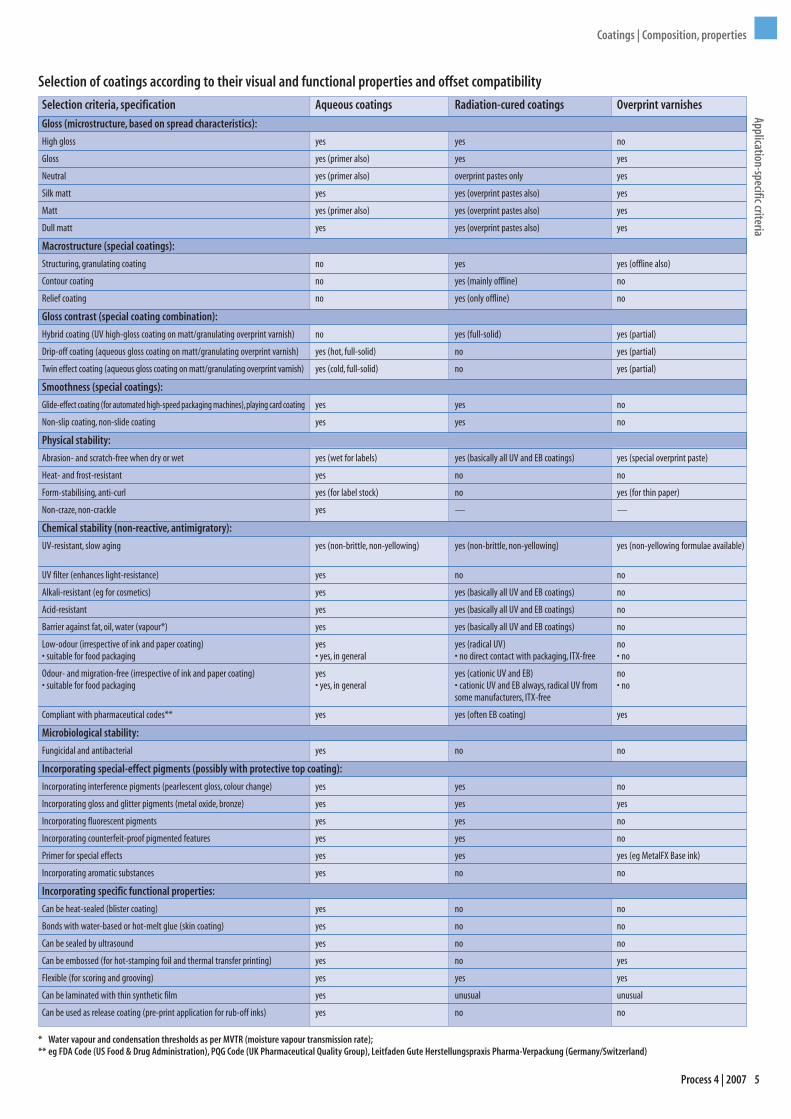
* Water vapour and condensation thresholds as per MVTR (moisture vapour transmission rate); ** eg FDA Code (US Food & Drug Administration), PQG Code (UK Pharmaceutical Quality Group), Leitfaden Gute Herstellungspraxis Pharma-Verpackung (Germany/Switzerland)
Selection of coatings according to their visual and functional properties and offset compatibility
Selection criteria, specification
Gloss (microstructure, based on spread characteristics):
High gloss
Gloss
Neutral
Silk matt
Matt
Dull matt
Macrostructure (special coatings):
Structuring, granulating coating
Contour coating
Relief coating
Gloss contrast (special coating combination):
Hybrid coating (UV high-gloss coating on matt/granulating overprint varnish)
Drip-off coating (aqueous gloss coating on matt/granulating overprint varnish)
Twin effect coating (aqueous gloss coating on matt/granulating overprint varnish)
Smoothness (special coatings):
Glide-effect coating (for automated high-speed packaging machines), playing card coating
Non-slip coating, non-slide coating
Physical stability:
Abrasion- and scratch-free when dry or wet
Heat- and frost-resistant
Form-stabilising, anti-curl
Non-craze, non-crackle
Chemical stability (non-reactive, antimigratory):
UV-resistant, slow aging
UV filter (enhances light-resistance)
Alkali-resistant (eg for cosmetics)
Acid-resistant
Barrier against fat, oil, water (vapour*)
Low-odour (irrespective of ink and paper coating)• suitable for food packaging
Odour- and migration-free (irrespective of ink and paper coating)• suitable for food packaging
Compliant with pharmaceutical codes**
Microbiological stability:
Fungicidal and antibacterial
Incorporating special-effect pigments (possibly with protective top coating):
Incorporating interference pigments (pearlescent gloss, colour change)
Incorporating gloss and glitter pigments (metal oxide, bronze)
Incorporating fluorescent pigments
Incorporating counterfeit-proof pigmented features
Primer for special effects
Incorporating aromatic substances
Incorporating specific functional properties:
Can be heat-sealed (blister coating)
Bonds with water-based or hot-melt glue (skin coating)
Can be sealed by ultrasound
Can be embossed (for hot-stamping foil and thermal transfer printing)
Flexible (for scoring and grooving)
Can be laminated with thin synthetic film
Can be used as release coating (pre-print application for rub-off inks)
Overprint varnishes
no
yes
yes
yes
yes
yes
yes (offline also)
no
no
yes (partial)
yes (partial)
yes (partial)
no
no
yes (special overprint paste)
no
yes (for thin paper)
—
yes (non-yellowing formulae available)
no
no
no
no
no• no
no• no
yes
no
no
yes
no
no
yes (eg MetalFX Base ink)
no
no
no
no
yes
yes
unusual
no
Radiation-cured coatings
yes
yes
overprint pastes only
yes (overprint pastes also)
yes (overprint pastes also)
yes (overprint pastes also)
yes
yes (mainly offline)
yes (only offline)
yes (full-solid)
no
no
yes
yes
yes (basically all UV and EB coatings)
no
no
—
yes (non-brittle, non-yellowing)
no
yes (basically all UV and EB coatings)
yes (basically all UV and EB coatings)
yes (basically all UV and EB coatings)
yes (radical UV)• no direct contact with packaging, ITX-free
yes (cationic UV and EB)• cationic UV and EB always, radical UV fromsome manufacturers, ITX-free
yes (often EB coating)
no
yes
yes
yes
yes
yes
no
no
no
no
no
yes
unusual
no
Aqueous coatings
yes
yes (primer also)
yes (primer also)
yes
yes (primer also)
yes
no
no
no
no
yes (hot, full-solid)
yes (cold, full-solid)
yes
yes
yes (wet for labels)
yes
yes (for label stock)
yes
yes (non-brittle, non-yellowing)
yes
yes
yes
yes
yes• yes, in general
yes• yes, in general
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
Application-specific criteria
Process_4_d_e.qxd:Seite 1—8 19.11.2007 13:38 Uhr Seite 5
6 Process 4 | 2007
Coatings | Composition, properties
vapour extractor and maybe also ahot-air knife. If thermal drying istoo rapid it can cause the coatingto craze (crackle), especially onareas with a lot of ink laydown.Twin-tube carbon emitters have ahigher level of efficiency, and areintegrated in KBA’s VariDry dryersfor the Rapida press series. High-frequency drying is about to enterthe beta testing stage at a promi-nent manufacturer of emitters: thewavelengths only excite the watermolecules and cause them to evap-orate, while the polymer mole-cules remain unaffected – thesubstrate and the surroundings are
not warmed in the process. Thedrawbacks are that aqueous coat-ings must be used, which are lowin resin-based solvents that alsovaporise. Furthermore, this meth -od is unsuitable for substrates thatare foil-laminated or feature metal-lic strips or pigments.
UV-cured coatings (UV coatings)Ultraviolet light is the dominantform of radiation used to curecoatings. In practice, applicationsentailing conventional, ie radicallycuring UV coatings, outweigh allothers. Epoxy resin-based, cationi-cally cured UV inks and coatings,
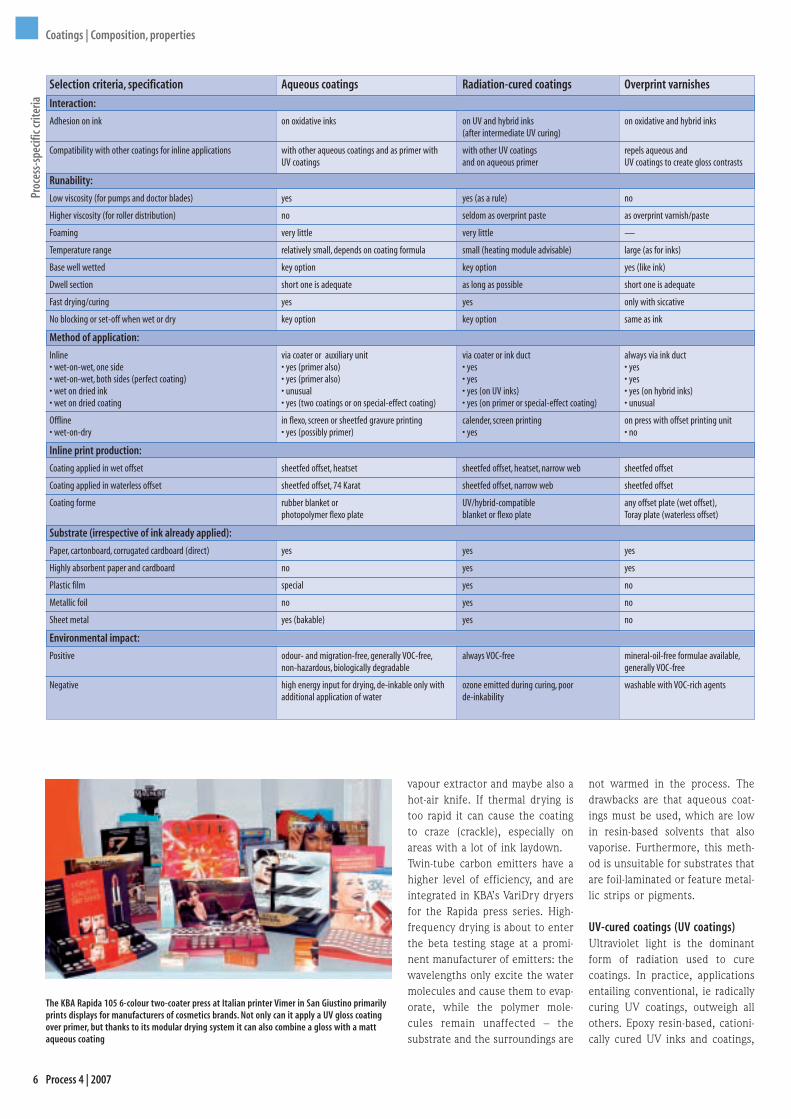
The KBA Rapida 105 6-colour two-coater press at Italian printer Vimer in San Giustino primarilyprints displays for manufacturers of cosmetics brands. Not only can it apply a UV gloss coatingover primer, but thanks to its modular drying system it can also combine a gloss with a mattaqueous coating
Selection criteria, specification
Interaction:
Adhesion on ink
Compatibility with other coatings for inline applications
Runability:
Low viscosity (for pumps and doctor blades)
Higher viscosity (for roller distribution)
Foaming
Temperature range
Base well wetted
Dwell section
Fast drying/curing
No blocking or set-off when wet or dry
Method of application:
Inline• wet-on-wet, one side• wet-on-wet, both sides (perfect coating)• wet on dried ink• wet on dried coating
Offline• wet-on-dry
Inline print production:
Coating applied in wet offset
Coating applied in waterless offset
Coating forme
Substrate (irrespective of ink already applied):
Paper, cartonboard, corrugated cardboard (direct)
Highly absorbent paper and cardboard
Plastic film
Metallic foil
Sheet metal
Environmental impact:
Positive
Negative
Overprint varnishes
on oxidative and hybrid inks
repels aqueous and UV coatings to create gloss contrasts
no
as overprint varnish/paste
—
large (as for inks)
yes (like ink)
short one is adequate
only with siccative
same as ink
always via ink duct • yes• yes• yes (on hybrid inks)• unusual
on press with offset printing unit• no
sheetfed offset
sheetfed offset
any offset plate (wet offset), Toray plate (waterless offset)
yes
yes
no
no
no
mineral-oil-free formulae available, generally VOC-free
washable with VOC-rich agents
Radiation-cured coatings
on UV and hybrid inks (after intermediate UV curing)
with other UV coatings and on aqueous primer
yes (as a rule)
seldom as overprint paste
very little
small (heating module advisable)
key option
as long as possible
yes
key option
via coater or ink duct• yes• yes• yes (on UV inks)• yes (on primer or special-effect coating)
calender, screen printing• yes
sheetfed offset, heatset, narrow web
sheetfed offset, narrow web
UV/hybrid-compatibleblanket or flexo plate
yes
yes
yes
yes
yes
always VOC-free
ozone emitted during curing, poor de-inkability
Aqueous coatings
on oxidative inks
with other aqueous coatings and as primer with UV coatings
yes
no
very little
relatively small, depends on coating formula
key option
short one is adequate
yes
key option
via coater or auxiliary unit• yes (primer also)• yes (primer also)• unusual• yes (two coatings or on special-effect coating)
in flexo, screen or sheetfed gravure printing• yes (possibly primer)
sheetfed offset, heatset
sheetfed offset, 74 Karat
rubber blanket or photopolymer flexo plate
yes
no
special
no
yes (bakable)
odour- and migration-free, generally VOC-free, non-hazardous, biologically degradable
high energy input for drying, de-inkable only with additional application of water
Proc
ess-
spec
ific c
riter
ia
Process_4_d_e.qxd:Seite 1—8 19.11.2007 13:38 Uhr Seite 6

7Process 4 | 2007
Coatings | Composition, properties
which first hit the market in the1980s, offer a raft of benefits, firstand foremost the fact that theycure all the way through – albeitslowly – and are suitable for foodand drug packaging.UV coatings consist of syntheticresins with an embedded photoini -tiator. The free radicals or cationsreleased upon exposure to UV-Cradiation trigger the hardeningprocess in the synthetic resins.Developers of UV coatings forpharmaceutical and food packagingtake care to use photoinitiatorswhich, when split, do not releaseproducts that migrate or arehazardous to health (see chapter onmigration-free packaging on pages19-21). If energy-saving excimerlamps are to be the source of radi -ation, then UV inks and coatingsmust be used in which the pho -toinitiators are specifically for -mulated for UV-B and only reactwith specific synthetic resinprepolymers. Synthetic resins inwhich the photoinitiators triggerpolymerisation when they split arecomposed of reactive organic mol -ecules – some monomolecular(monomers), some pre-cross-linkedon a low level (oligomers, pre -polymers).Because cationic coatings containphotoinitiators formed fromorganic acids, they are unsuitablefor alkaline substrates (eg paperwhose coating includes calciumcarbonate) since there is a riskthat the sheets will block and glossbe impaired. If the emphasis is on
coating properties and qualityrather cost efficiency then acationic coating will require aprior application of primer to sealthe substrate. Radical coatingsconsequently have a broader, moredifferentiated range of applicationsthan cationic ones – among themhybrid production in conjunctionwith a matt or granulating over-print varnish.UV coatings are predominantlyused as clear high-gloss coatings,less often as matt or metallic-effectcoatings. They can easily be com-bined with UV-curable inks, provid-ed the inks are cured in an inter-deck dryer prior to coating. If a UVcoating is to be applied to conven-tional inks then a water-basedprimer must be applied in advanceto seal the surface, and this primermust be dried immediately. Two-coater presses were designedspecifically for such applications.With hybrid inks there is no needfor this energy-intensive intermedi-ate application of primer because aUV coating can be applied directly.No primer is normally needed if aUV coating is applied to conven-tional inks offline.If UV coatings are applied inline,the 8µm (0.3 thou) thick coatinglayers deliver a high degree ofgloss because the coating hasexcellent flow characteristics.Offline coating machines can applyeven thicker layers of coating andthus deliver gloss levels of 100with ease. Both methods representa viable alternative to lamination.
Electron beam-cured coatings (EBcoatings)Unlike UV coatings, EB coatingsrequire no photoinitiator to triggerthe initial reaction. This is becauseelectron beams – just like theadjacent x-ray and nuclear radia-tion beams in the spectrum – are“hard” beams or, more correctly,ionising beams, which means thatthey can split and release reactivefree radicals in the coating resinwithout the stimulus provided bya photoinitiator.The electron beams, which areequally destructive for human cellsand micro-organisms, are gener-ated in a high vacuum by a tung-sten wire cathode, accelerated byhigh voltage through a ring anodeand applied to the substratethrough a titanium foil beam holein an inert gas atmosphere. Because of the health hazardposed by the electron beams, andby the equally dangerous x-raysthat are generated when the elec-tron beams are slowed in thecoating, the system must besecurely encapsulated and person-nel regularly checked with adosimeter. The technical input isalso substantial, though for pack-aging printers not excessive. Themost expensive EB systems are tobe found in the furniture industry.While the systems available forprinting presses cost little morethan a complete UV package, therunning costs should not beunderestimated. The biggest itemis the nitrogen required for theinert gas chamber that preventsthe atmospheric oxygen from ion-ising. Energy consumption, bycomparison, is almost negligible.
Electron beam curing does, in fact,offer a raft of beneficial properties:• It is antimicrobial and gener-ates neither odours nor migratorysubstances – EB-cured inks andcoatings are therefore ideal forsterile folding cartons made ofcardboard or compounds (eg Tetra-Pak drinks cartons), or foil packag-ing for the pharmaceutical andfood industries.• For flexo printers in particular,an EB coating is an economicalalternative to laminating with ori-
ented polypropylene (OPP) film.The cost savings exceed 10%.• The deep impact of EB radia-tion and its ionising capability (asmuch as 50% of solid matter) canbe set via the voltage (150 to 250kilovolts), so curing is always fastand completely thorough. EB radi-ation is even effective on ultra-thick layers of coating – an assetwhich furniture makers are notalone in appreciating – andthrough the substrate, so perfect-coated paper, carton and syntheticfilms need only be irradiated onone side in order to cure thecoating on both sides in a fewmicroseconds.• The energy input required isroughly one-third of that for UVcuring and just one-sixth of thatfor IR drying. Yet the efficiencylevel is high: between 90 and 95%of this energy is utilised, com-pared to just 50% with UV.• EB radiation is “cold”– theelectron beam curtain generatesno heat, so even heat-sensitivesubstrates can be coated withease, provided the radiation has nodirect detrimental impact at themolecular level.• The same acrylate bindingagents are used as in radically-cured UV coatings, but withoutthe costly photoinitiators, so EBcoatings are cheaper to manufac-ture than UV coatings (the price isinfluenced more by the limiteddemand). And because theycontain no photoinitiators thattend to decay, EB coatings have alonger shelf life than UV coatings.
Gloss/matt contrasts using a UV coating on overprint varnish and a high-gloss UV coating onhybrid inks are the dominant feature both inside and on the covers of these stunningpromotional prints produced by AGF in Peschiera (Italy) on a Rapida 105 hybrid press
A fine example of the gloss contrasts possiblewith hybrid coating: a granulating overprintvarnish was applied as a spot coating onhybrid inks, followed by a full-solid UV glosscoating which was repelled by the OVP. Thetwo-dimensional coating effect can comparewith three-dimensional embossingFoto: Schneidersöhne
Process_4_d_e.qxd:Seite 1—8 19.11.2007 13:38 Uhr Seite 7

8 Process 4 | 2007
Coatings | Composition, properties
Oil-based varnishesOil-based overprint varnish (OPV),which is basically nothing morethan a pigment-free ink, both driesand hardens. It dries as a result ofthe binding agent penetrating thesubstrate, though on multi-coatedcartons and paper this scarcelyplays a role. If applied to the inkwhile this is still wet, OVP pene-trates the ink film and thusadheres firmly to the moist ink bythe time the sheets are deliveredto the pile.Oxidation has a much biggerimpact on film formation. Moreprecisely, this is a chemical hard-ening induced by what are knownas oxygen-bridge bonds. Reactiveoxide ions, which are formedwhen the molecules of atmos-pheric oxygen are split in thesiccative (oxidising agent) con-tained in the coating, settle amongthe molecules of the mineral- orvegetable-based binding agents.Oxygen absorption by the resinmolecules is enhanced by cata-lysts. Nonetheless, in a pile theoxygen will naturally take a whileto work its way from the edge tothe centre of the sheet, whichsubstantially delays the curingprocess. Oil-based inks and coat-ings used in image- and solids-richpromotional and packaging print-ing can therefore hardly beexpected to cure completely aslong as the substrate is stacked ina pile. The judicious addition of asiccative in the ink feed facilitatescuring, as does better pile ventila-tion, eg by adding a fine dusting ofpowder and blowing air into thepile while it is being formed. IRemitters can be plugged in tosupport both drying and curingprocesses.Although OVPs are now formu-lated to eliminate yellowing (withthe exception of overprint pastefor abrasion protection) and wouldthus be suitable for full-solid var-nishing, in practice very little useis made of this option because anincreasing number of printers areshifting to the enhanced quality ofinline aqueous coating with ananilox coating unit. OVP is no
longer even used to stabilise light-weight uncoated stock. But itsinherent virtues are being ex -ploited as never before: becausethis type of coating, like conven-tional printing ink, is transferredin an offset printing unit in whichthe aluminium plates are damp-ened and the coating applied tothe substrate in precise registervia the blanket, overprint varnish-ing can be used for even the mostdelicate coating patterns andscreened spot coating. Partialapplications of matt or granulatingOVP is also part of the hybrid pro-duction sequence (in conjunctionwith a UV coating) as well as indrip-off and twin-effect coatingprocesses (in conjunction with anaqueous coating). By combiningcoatings such as these it is possi-ble to achieve some highly sophis-ticated gloss contrasts.
Solvent-based coatingsSolvent-based coatings consist ofresins dissolved in a blend oforganic solvents. Like the solventparticles in gravure and flexo inks,this mixture must be appropriatefor the type of substrate usedand/or the specified drying speed.Single-component coatings dryphysically, purely through vaporisa-tion of the solvent mixture. Themain coating solvent they containis nitrobenzene, familiar perhapsfrom the nitropaints that were inuse at one time. Nitrobenzene islow-boiling and therefore a volatileorganic compound (VOC). It vapor-ises at almost the same speed astoluene, namely 6.5 times slower
than ether. As environmentalawareness has become morewidespread there has been asubstantial decline in the useof this highly flammable andcarcinogenic substance, andnot just for offline coating. Ingravure and flexo print pro-duction, not even the addi-tion of hot-air dryers andextractors with post-combus-tion for inline coatingsystems has mitigated theuniversal condemnation. Themaximum permitted work-
place concentration for nitroben-zene vapour is a mere 1cm³/m³(263ppm), compared to 200cm³/m³(52,600ppm) for toluene!The use of two-component coat-ings is less critical. They dry notby vaporisation but by curing, orto be more precise as a result ofthe solvent mixture cross-linkingwith the resins. The coatingshould be prepared no sooner than24 hours prior to printing. It con-sists of liquid resins and a curingagent (in a ratio of approximately5:2) along with alcohol acetatesthat act as a thinner and retardant.So in practice the coating isalready partially cross-linked whenit is applied, but the coating doesnot form a firm surface film untilthe sheets enter the hot-air dryer.Although solvent particles vaporisein hot air, none are as hazardousas nitrobenzene. The advantagesof two-component coatings arethat they harden all the waythrough and are resistant to heatand numerous chemicals. Thedrawback is that the cross-linking
process, and thus complete curing,can take several days.Two-component coatings are usedin gravure and flexo printing onpolyethylene (PE) and polypropy-lene (PP) films and on aluminiumfoils and compounds coated innitrocellulose (NC). They functionboth as an overprint varnish (withresins and curing agents in a ratioof approximately 10:4) to improvethe chemical and physical resist-ance, and as a pre-print coating(approximately 10:1) for nitrocel-lulose-rich inks.
Powder coatingsSynthetic resins can be used as analternative to viscose coatings.They are applied as a fine, pre-polymerised powder. This method,which is already well proven in thematerials and furniture industries,has now been adopted by theprinting industry in the form ofgloss and security toners for elec-trophotographic digital printingsystems (HP’s Indigo press,Kodak’s NexPress, Xerox’s iGen).The resin particles are applied tothe paper as a spot or solid coatingvia a photoconductive subcarrier,just like normal toner, and ther-mally fixed. Upon exposure toheat they instantly melt and bindtogether to form a surface withthe desired properties. This can bean amazingly high gloss or mattfinish, an imitation watermark orsome other security feature.Coating powder can even be usedto create a printable layer on atype of paper that is otherwiseunsuitable for digital printing.
Dieter Kleeberg
Personalisedinvitation printed ona Kodak NexPressdigital printer withNexGlosser glossingunit. The gloss of theheat-fixed powdercoating approachesthe quality of a UVcoatingFoto: Kleeberg
There is no comparison between the volume ofmaterials consumed when applying a full-solidcoating to sheets in a litho press and to synthetic andcompound webs in flexo and gravure printing. Thephoto shows how many drums of coating and curingagents for two-component coating are consumed ona wide-web flexo press in a single shiftPhoto: Kleeberg
Process_4_d_e.qxd:Seite 1—8 19.11.2007 13:38 Uhr Seite 8

9Process 4 | 2007
Film formation | Technologies for drying and curing
General specifications for coatings,dryers and substratesCoatings must meet the samespecifications as inks in that theymust neither block nor smear inthe delivery pile. In addition theymust be compatible with the inksthey coat, ie they must offeruniform wetting, firm adhesionand be chemically inert. Itfollows that the form of radiationused to dry or cure the coatingmust not impair the drying orcuring process for the ink. Con-versely it also means that the inkmay have to be dried prior to
coating so as to provide a firmbase to which the coating canadhere.As far as the drying process is con-cerned, the level of radiationemitted must not cause the sub-strate to overheat and overdry;some synthetic substrates cannottolerate the heat emitted by IRemitters and UV lamps. So thesubstrate must be compatible withthe type of radiation used. UVcuring, in particular, can give riseto odours in the paper coating. Ifthe UV coating is cured cationi-cally, the paper coating must not
be alkaline. The radiation mustnot cause any undesirable sub-stances to be released in thecoating. Some UV coatings containphotoinitiators that split whenexposed to UV radiation andcreate problematical by-productssuch as isopropyl thioxanthone(ITX). If the coating is to be usedfor food and drug packaging itmust be migration-free.In general, the emitters musthave a high level of efficiency.The energy input should have amaximum impact on film forma-tion, yet heat the substrate and theenvironment as little as possible.Gloss coatings need time tospread and form a smooth, evensurface. This dwell time is muchlonger for UV coatings than foraqueous coatings. To avoid anyloss of productivity it is customaryto extend the dwell sectioninstead of reducing productionspeed. Presses in which coatingsare applied inline should thereforehave an extended delivery. Inmost presses it is twice as long asthe standard delivery and on high-speed presses very often threetimes as long. In recent yearsaqueous coatings have beendeveloped that contain a higherpercentage of water, and as aresult a double extended deliveryis rapidly becoming the norm forthis type of coating as well.
Technologies for drying aqueouscoatingsAqueous coatings dry by penetrat-ing the substrate and throughwater evaporation, with extractionof the vapour-laden air. In sheetfedprinting, heat is applied with theaid of one or more infrared emit-
Cross section through a hot-air knife: thetube-like housing (1) has an inner cavity (2)into which cold air is drawn. From there itpasses into the outer cavity (3) and flowsover the heating elements (4). A sensor (5)measures the temperature of the heated air.The incoming flow of cold air forces the hotair through the nozzle slit (6). The width ofthe slit can be adjusted to control thespread of the air blast (7) that flows overthe substrate (8) together with eddies ofwarmed ambient airSource: Adphos
The IR/HAK combi dryer from Grafixincorporates IR emitters and a hot-air knifein one space-saving module. The indrawn airflows through an integrated heatingcartridge (1) and is blown out throughnumerous nozzles (2). Some of the hot air isdirected round an IR emitter (3) to heat itfurther (4), the rest (5) is blown directlyonto the substrate
Technologies for drying andcuring offset coatingsThe choice of coating applications, curing and drying principles, print characteristics and substrate properties is so
prolific that it must be possible to find a coating whose film-forming speed and quality are appropriate for each
individual print job. The technology used is constantly advancing, with KBA at the forefront.
What looks like a sun shining in the delivery of this KBA 74 Karat is the IR dryer that is astandard feature on the version fitted with an aqueous coater Photo: Kleeberg
Will high-frequency dryers be developed for printing presses?
Physicists have been working for a long time on developing high-frequency dryers thatare more efficient than twin-tube carbon IR dryers at making water evaporate. HF dryersfunction in a selective manner similar to that of a microwave oven, but in a differentwave band and much faster. While it would be a good idea to use HF dryers on printingpresses because the substrate stays cold, at present it is not possible to say whether thiswill actually happen because it would entail reformulating aqueous coatings. Thehydrosol content would have to be drastically reduced or eliminated entirely so that thesolid particles would disperse in water but not dissolve, and would precipitate out andform a deposit as the water evaporates – rather like salt crystals in a desalination plant.So it is not just an issue for physicists: coating manufacturers would have to develop atotally new product. Whether this would be as good and versatile as existing aqueouscoatings is debatable.
Process_4_d_e.qxd:Seite 9-16 19.11.2007 12:55 Uhr Seite 9
10 Process 4 | 2007
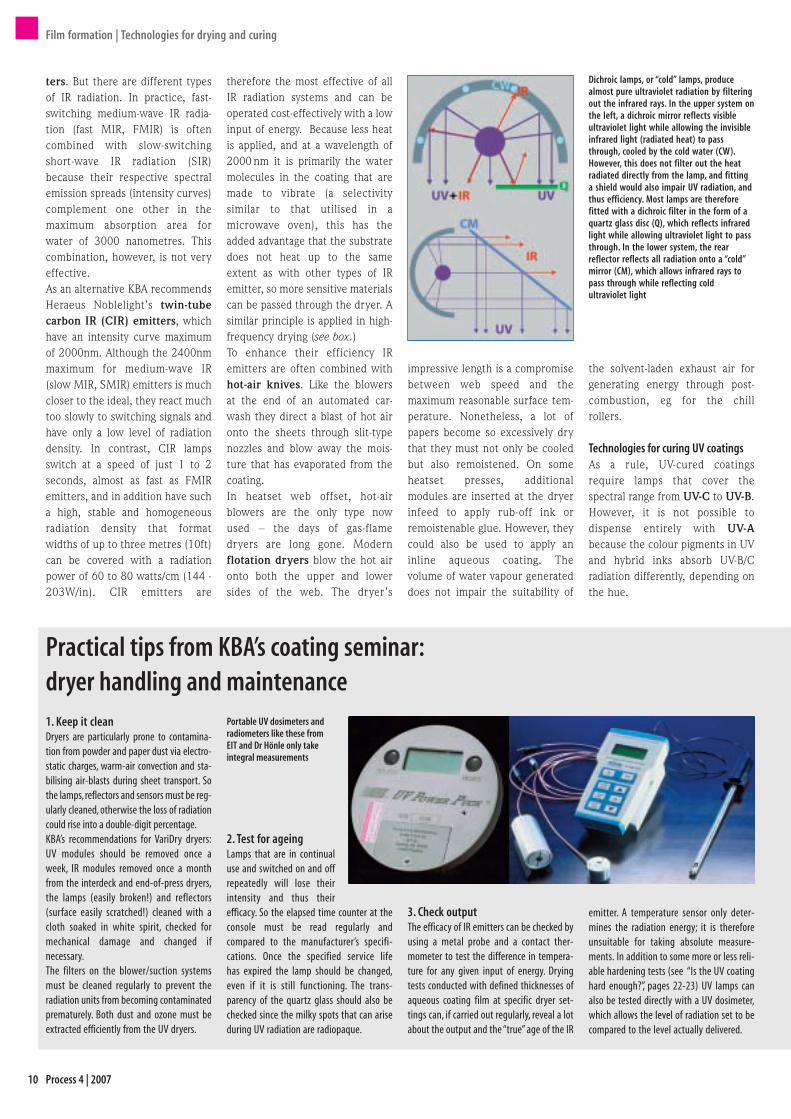
Portable UV dosimeters andradiometers like these fromEIT and Dr Hönle only takeintegral measurements
1. Keep it cleanDryers are particularly prone to contamina-tion from powder and paper dust via electro-static charges, warm-air convection and sta-bilising air-blasts during sheet transport. Sothe lamps, reflectors and sensors must be reg-ularly cleaned, otherwise the loss of radiationcould rise into a double-digit percentage.KBA’s recommendations for VariDry dryers:UV modules should be removed once aweek, IR modules removed once a monthfrom the interdeck and end-of-press dryers,the lamps (easily broken!) and reflectors(surface easily scratched!) cleaned with acloth soaked in white spirit, checked formechanical damage and changed ifnecessary.The filters on the blower/suction systemsmust be cleaned regularly to prevent theradiation units from becoming contaminatedprematurely. Both dust and ozone must beextracted efficiently from the UV dryers.
2. Test for ageingLamps that are in continualuse and switched on and offrepeatedly will lose theirintensity and thus theirefficacy. So the elapsed time counter at theconsole must be read regularly andcompared to the manufac turer’s specifi -cations. Once the specified service lifehas expired the lamp should be changed,even if it is still functioning. The trans -parency of the quartz glass should also bechecked since the milky spots that can ariseduring UV radiation are radiopaque.
3. Check outputThe efficacy of IR emitters can be checked byusing a metal probe and a contact ther-mometer to test the difference in tempera-ture for any given input of energy. Dryingtests conducted with defined thicknesses ofaqueous coating film at specific dryer set-tings can, if carried out regularly, reveal a lotabout the output and the “true” age of the IR
emitter. A temperature sensor only deter-mines the radiation energy; it is thereforeunsuitable for taking absolute measure-ments. In addition to some more or less reli-able hardening tests (see “Is the UV coatinghard enough?”, pages 22-23) UV lamps canalso be tested directly with a UV dosimeter,which allows the level of radiation set to becompared to the level actually delivered.
Practical tips from KBA’s coating seminar: dryer handling and maintenance
Film formation | Technologies for drying and curing
ters. But there are different typesof IR radiation. In practice, fast-switching medium-wave IR radia-tion (fast MIR, FMIR) is oftencombined with slow-switchingshort-wave IR radiation (SIR)because their respective spectralemission spreads (intensity curves)complement one other in themaximum absorption area forwater of 3000 nanometres. Thiscombination, however, is not veryeffective.As an alternative KBA recommendsHeraeus Noblelight’s twin-tubecarbon IR (CIR) emitters, whichhave an intensity curve maximumof 2000nm. Although the 2400nmmaximum for medium-wave IR(slow MIR, SMIR) emitters is muchcloser to the ideal, they react muchtoo slowly to switching signals andhave only a low level of radiationdensity. In contrast, CIR lampsswitch at a speed of just 1 to 2seconds, almost as fast as FMIRemitters, and in addition have sucha high, stable and homogeneousradiation density that formatwidths of up to three metres (10ft)can be covered with a radiationpower of 60 to 80 watts/cm (144 -203W/in). CIR emitters are
therefore the most effective of allIR radiation systems and can beoperated cost-effectively with a lowinput of energy. Because less heatis applied, and at a wavelength of2000 nm it is primarily the watermolecules in the coating that aremade to vibrate (a selectivitysimilar to that utilised in amicrowave oven), this has theadded advantage that the substratedoes not heat up to the sameextent as with other types of IRemitter, so more sensitive materialscan be passed through the dryer. Asimilar principle is applied in high-frequency drying (see box.)To enhance their efficiency IRemitters are often combined withhot-air knives. Like the blowersat the end of an automated car-wash they direct a blast of hot aironto the sheets through slit-typenozzles and blow away the mois-ture that has evaporated from thecoating.In heatset web offset, hot-airblowers are the only type nowused – the days of gas-flamedryers are long gone. Modernflotation dryers blow the hot aironto both the upper and lowersides of the web. The dryer’s
impressive length is a compromisebetween web speed and themaximum reasonable surface tem-perature. Nonetheless, a lot ofpapers become so excessively drythat they must not only be cooledbut also remoistened. On someheatset presses, additionalmodules are inserted at the dryerinfeed to apply rub-off ink orremoistenable glue. However, theycould also be used to apply aninline aqueous coating. Thevolume of water vapour generateddoes not impair the suitability of
the solvent-laden exhaust air forgenerating energy through post-combustion, eg for the chillrollers.
Technologies for curing UV coatingsAs a rule, UV-cured coatingsrequire lamps that cover thespectral range from UV-C to UV-B.However, it is not possible todispense entirely with UV-Abecause the colour pigments in UVand hybrid inks absorb UV-B/Cradiation differently, depending onthe hue.
Dichroic lamps, or “cold” lamps, producealmost pure ultraviolet radiation by filteringout the infrared rays. In the upper system onthe left, a dichroic mirror reflects visibleultraviolet light while allowing the invisibleinfrared light (radiated heat) to passthrough, cooled by the cold water (CW).However, this does not filter out the heatradiated directly from the lamp, and fittinga shield would also impair UV radiation, andthus efficiency. Most lamps are thereforefitted with a dichroic filter in the form of aquartz glass disc (Q), which reflects infraredlight while allowing ultraviolet light to passthrough. In the lower system, the rearreflector reflects all radiation onto a “cold”mirror (CM), which allows infrared rays topass through while reflecting coldultraviolet light
Process_4_d_e.qxd:Seite 9-16 19.11.2007 12:55 Uhr Seite 10
11Process 4 | 2007
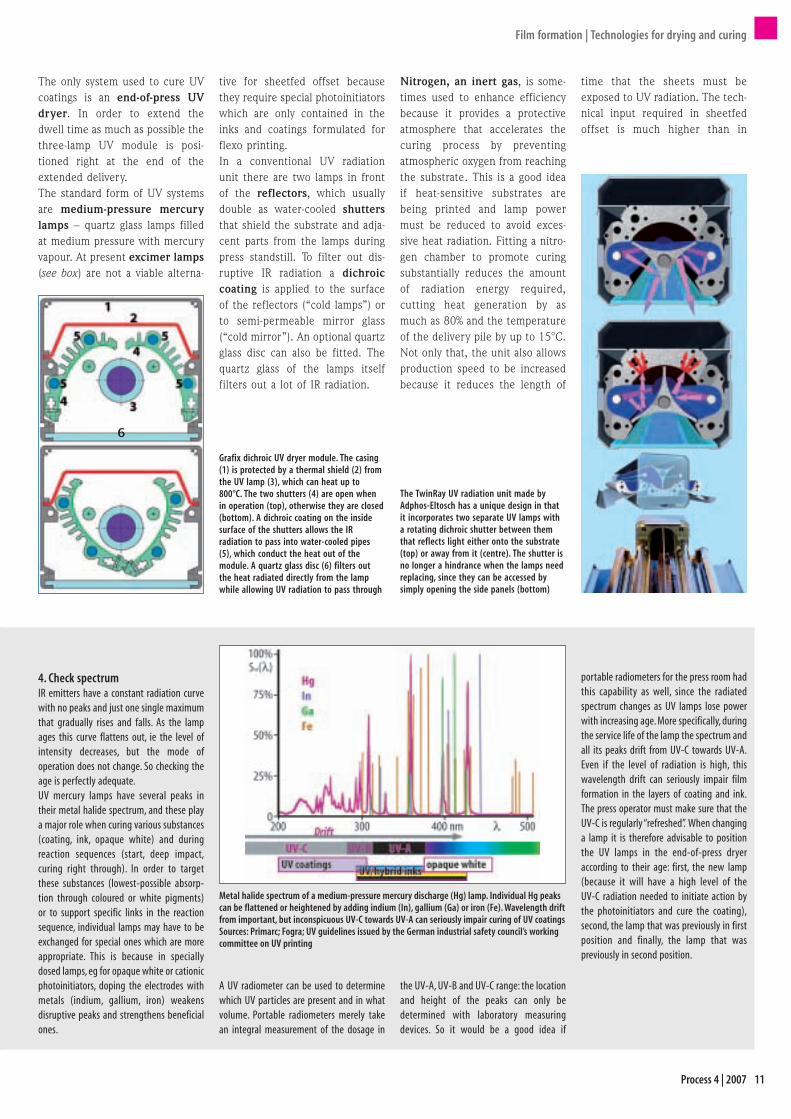
4. Check spectrumIR emitters have a constant radiation curvewith no peaks and just one single maximumthat gradually rises and falls. As the lampages this curve flattens out, ie the level ofintensity decreases, but the mode ofoperation does not change. So checking theage is perfectly adequate.UV mercury lamps have several peaks intheir metal halide spectrum, and these playa major role when curing various substances(coating, ink, opaque white) and duringreaction sequences (start, deep impact,curing right through). In order to targetthese substances (lowest-possible absorp -tion through coloured or white pigments)or to support specific links in the reactionsequence, individual lamps may have to beexchanged for special ones which are moreappropriate. This is because in speciallydosed lamps, eg for opaque white or cationicphotoinitiators, doping the electrodes withmetals (indium, gallium, iron) weakensdisruptive peaks and strengthens beneficialones.
A UV radiometer can be used to determinewhich UV particles are present and in whatvolume. Portable radiometers merely takean integral measurement of the dosage in
the UV-A, UV-B and UV-C range: the locationand height of the peaks can only bedetermined with laboratory measuringdevices. So it would be a good idea if
portable radiometers for the press room hadthis capability as well, since the radiatedspectrum changes as UV lamps lose powerwith increasing age. More specifically, duringthe service life of the lamp the spectrum andall its peaks drift from UV-C towards UV-A.Even if the level of radiation is high, thiswavelength drift can seriously impair filmformation in the layers of coating and ink.The press operator must make sure that theUV-C is regularly “refreshed”. When changinga lamp it is therefore advisable to positionthe UV lamps in the end-of-press dryeraccording to their age: first, the new lamp(because it will have a high level of theUV-C radiation needed to initiate action bythe photoinitiators and cure the coating),second, the lamp that was previously in firstposition and finally, the lamp that waspreviously in second position.
Metal halide spectrum of a medium-pressure mercury discharge (Hg) lamp. Individual Hg peakscan be flattened or heightened by adding indium (In), gallium (Ga) or iron (Fe). Wavelength driftfrom important, but inconspicuous UV-C towards UV-A can seriously impair curing of UV coatingsSources: Primarc; Fogra; UV guidelines issued by the German industrial safety council’s workingcommittee on UV printing
Film formation | Technologies for drying and curing
The only system used to cure UVcoatings is an end-of-press UVdryer. In order to extend thedwell time as much as possible thethree-lamp UV module is posi-tioned right at the end of theextended delivery.The standard form of UV systemsare medium-pressure mercurylamps – quartz glass lamps filledat medium pressure with mercuryvapour. At present excimer lamps(see box) are not a viable alterna-
tive for sheetfed offset becausethey require special photoinitiatorswhich are only contained in theinks and coatings formulated forflexo printing.In a conventional UV radiationunit there are two lamps in frontof the reflectors, which usuallydouble as water-cooled shuttersthat shield the substrate and adja-cent parts from the lamps duringpress standstill. To filter out dis-ruptive IR radiation a dichroiccoating is applied to the surfaceof the reflectors (“cold lamps”) orto semi-permeable mirror glass(“cold mirror”). An optional quartzglass disc can also be fitted. Thequartz glass of the lamps itselffilters out a lot of IR radiation.
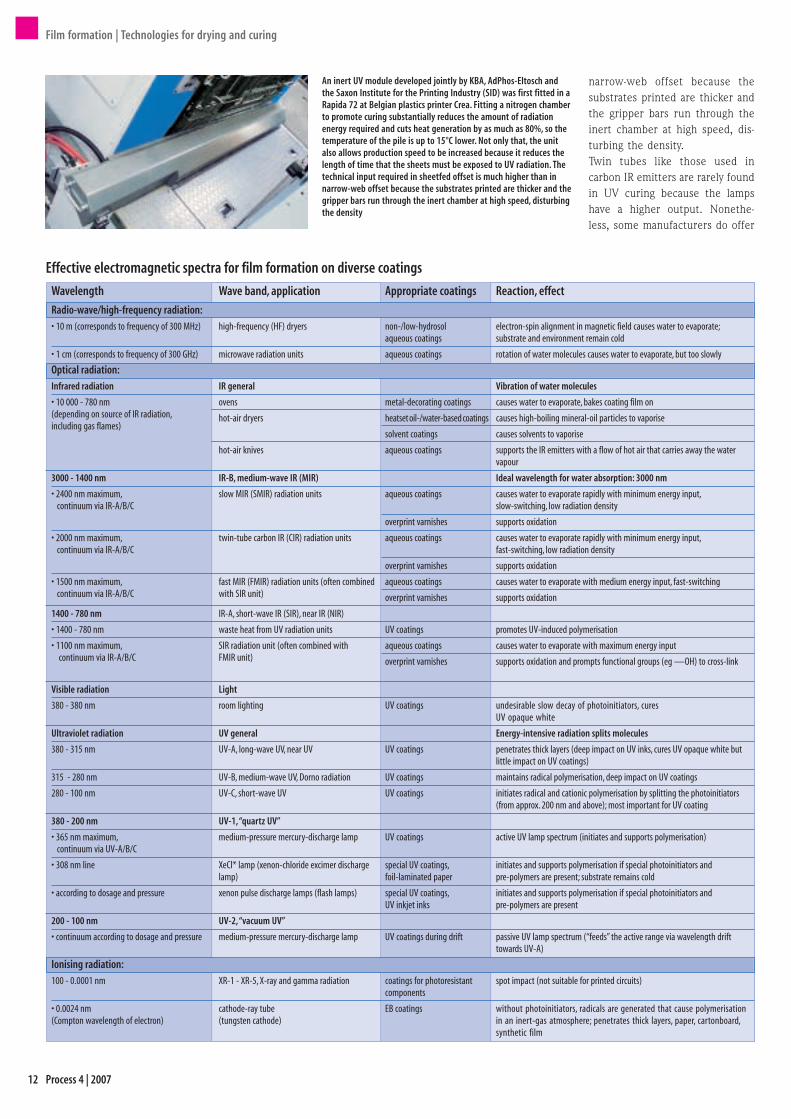
Nitrogen, an inert gas, is some-times used to enhance efficiencybecause it provides a protectiveatmosphere that accelerates thecuring process by preventingatmospheric oxygen from reachingthe substrate. This is a good ideaif heat-sensitive substrates arebeing printed and lamp powermust be reduced to avoid exces-sive heat radiation. Fitting a nitro-gen chamber to promote curingsubstantially reduces the amountof radiation energy required,cutting heat generation by asmuch as 80% and the temperatureof the delivery pile by up to 15°C.Not only that, the unit also allowsproduction speed to be increasedbecause it reduces the length of
time that the sheets must beexposed to UV radiation. The tech-nical input required in sheetfedoffset is much higher than in
Grafix dichroic UV dryer module. The casing(1) is protected by a thermal shield (2) fromthe UV lamp (3), which can heat up to800°C. The two shutters (4) are open whenin operation (top), otherwise they are closed(bottom). A dichroic coating on the insidesurface of the shutters allows the IRradiation to pass into water-cooled pipes(5), which conduct the heat out of themodule. A quartz glass disc (6) filters outthe heat radiated directly from the lampwhile allowing UV radiation to pass through
The TwinRay UV radiation unit made byAdphos-Eltosch has a unique design in thatit incorporates two separate UV lamps witha rotating dichroic shutter between themthat reflects light either onto the substrate(top) or away from it (centre). The shutter isno longer a hindrance when the lamps needreplacing, since they can be accessed bysimply opening the side panels (bottom)
6
Process_4_d_e.qxd:Seite 9-16 19.11.2007 12:55 Uhr Seite 11
12 Process 4 | 2007
narrow-web offset because thesubstrates printed are thicker andthe gripper bars run through theinert chamber at high speed, dis-turbing the density.Twin tubes like those used incarbon IR emitters are rarely foundin UV curing because the lampshave a higher output. Nonethe-less, some manufacturers do offer
An inert UV module developed jointly by KBA, AdPhos-Eltosch andthe Saxon Institute for the Printing Industry (SID) was first fitted in aRapida 72 at Belgian plastics printer Crea. Fitting a nitrogen chamberto promote curing substantially reduces the amount of radiationenergy required and cuts heat generation by as much as 80%, so thetemperature of the pile is up to 15°C lower. Not only that, the unitalso allows production speed to be increased because it reduces thelength of time that the sheets must be exposed to UV radiation. Thetechnical input required in sheetfed offset is much higher than innarrow-web offset because the substrates printed are thicker and thegripper bars run through the inert chamber at high speed, disturbingthe density
Effective electromagnetic spectra for film formation on diverse coatings
Wavelength
Radio-wave/high-frequency radiation:• 10 m (corresponds to frequency of 300 MHz)
• 1 cm (corresponds to frequency of 300 GHz)
Optical radiation:Infrared radiation
• 10 000 - 780 nm (depending on source of IR radiation, including gas flames)
3000 - 1400 nm
• 2400 nm maximum, continuum via IR-A/B/C
• 2000 nm maximum, continuum via IR-A/B/C
• 1500 nm maximum, continuum via IR-A/B/C
1400 - 780 nm
• 1400 - 780 nm
• 1100 nm maximum, continuum via IR-A/B/C
Visible radiation
380 - 380 nm
Ultraviolet radiation
380 - 315 nm
315 - 280 nm
280 - 100 nm
380 - 200 nm
• 365 nm maximum, continuum via UV-A/B/C
• 308 nm line
• according to dosage and pressure
200 - 100 nm
• continuum according to dosage and pressure
Ionising radiation:100 - 0.0001 nm
• 0.0024 nm (Compton wavelength of electron)
Reaction, effect
electron-spin alignment in magnetic field causes water to evaporate; substrate and environment remain cold
rotation of water molecules causes water to evaporate, but too slowly
Vibration of water molecules
causes water to evaporate, bakes coating film on
causes high-boiling mineral-oil particles to vaporise
causes solvents to vaporise
supports the IR emitters with a flow of hot air that carries away the water vapour
Ideal wavelength for water absorption: 3000 nm
causes water to evaporate rapidly with minimum energy input, slow-switching, low radiation density
supports oxidation
causes water to evaporate rapidly with minimum energy input, fast-switching, low radiation density
supports oxidation
causes water to evaporate with medium energy input, fast-switching
supports oxidation
promotes UV-induced polymerisation
causes water to evaporate with maximum energy input
supports oxidation and prompts functional groups (eg —OH) to cross-link
undesirable slow decay of photoinitiators, cures UV opaque white
Energy-intensive radiation splits molecules
penetrates thick layers (deep impact on UV inks, cures UV opaque white but little impact on UV coatings)
maintains radical polymerisation, deep impact on UV coatings
initiates radical and cationic polymerisation by splitting the photoinitiators (from approx. 200 nm and above); most important for UV coating
active UV lamp spectrum (initiates and supports polymerisation)
initiates and supports polymerisation if special photoinitiators and pre-polymers are present; substrate remains cold
initiates and supports polymerisation if special photoinitiators and pre-polymers are present
passive UV lamp spectrum (“feeds” the active range via wavelength drift towards UV-A)
spot impact (not suitable for printed circuits)
without photoinitiators, radicals are generated that cause polymerisation in an inert-gas atmosphere; penetrates thick layers, paper, cartonboard,synthetic film
Appropriate coatings
non-/low-hydrosol aqueous coatings
aqueous coatings
metal-decorating coatings
heatset oil-/water-based coatings
solvent coatings
aqueous coatings
aqueous coatings
overprint varnishes
aqueous coatings
overprint varnishes
aqueous coatings
overprint varnishes
UV coatings
aqueous coatings
overprint varnishes
UV coatings
UV coatings
UV coatings
UV coatings
UV coatings
special UV coatings, foil-laminated paper
special UV coatings, UV inkjet inks
UV coatings during drift
coatings for photoresistant components
EB coatings
Wave band, application
high-frequency (HF) dryers
microwave radiation units
IR general
ovens
hot-air dryers
hot-air knives
IR-B, medium-wave IR (MIR)
slow MIR (SMIR) radiation units
twin-tube carbon IR (CIR) radiation units
fast MIR (FMIR) radiation units (often combined with SIR unit)
IR-A, short-wave IR (SIR), near IR (NIR)
waste heat from UV radiation units
SIR radiation unit (often combined with FMIR unit)
Light
room lighting
UV general
UV-A, long-wave UV, near UV
UV-B, medium-wave UV, Dorno radiation
UV-C, short-wave UV
UV-1, “quartz UV”
medium-pressure mercury-discharge lamp
XeCl* lamp (xenon-chloride excimer discharge lamp)
xenon pulse discharge lamps (flash lamps)
UV-2, “vacuum UV”
medium-pressure mercury-discharge lamp
XR-1 - XR-5, X-ray and gamma radiation
cathode-ray tube (tungsten cathode)
Film formation | Technologies for drying and curing
Process_4_d_e.qxd:Seite 9-16 19.11.2007 12:55 Uhr Seite 12

13Process 4 | 2007
Dryer configuration on a KBAtwo-coater press: the finalprinting unit (1) is followed byan anilox coater that applies anaqueous coating to the oxidative inks. The water in the coating is evaporated by IR emitters and hot-air knives in two interdeck dryers (3, 4).There follows a second anilox coater (5) which applies a high-gloss coating (usually a UV coating, more rarely an aqueous coating). Theextended delivery houses the end-of-press IR and hot-air dryer modules (6, 7), the UV-A/B/C radiation unit (8) and extraction units for ozoneand water vapour. The ACS air-cleaning system (9) above the delivery pile extracts any residual ozone and powder
systems with tubes arranged inpairs (see Adphos-Eltosch’sTwinRay, page 11). What is moreimportant is the geometry of thereflectors. In sheetfed offset,irregularly curved reflectors arethe preferred choice because theydiffuse the light so that it evenreaches the parts of the sheet thatare shaded by the grippers. Differ-ent geometries are to be found inweb printing: beams reflected byparabolic reflectors run parallel toone another, which is good for finelayers but not for coatings. Ellipti-cal curves focus incidental lightand therefore concentrate poweron a smaller strip.If UV inks and coatings and/orhybrid inks are used, an ozoneextractor must be positioned atthe end-of-press dryer. Ozone gas,which is odour-intensive and haz-ardous to health, is generatedwhen UV beams cause diatomicatmospheric oxygen molecules toreact with triatomic oxygen.Another essential is an opaqueradiation shield to protect per-sonnel, since the high energydensity of the UV radiation usedcan cause burns and skin cancer.
Film formation when two or morecoatings are appliedIn practice two coatings are oftenapplied, even more in some spe-cially configured press lines. Sothe dryers must be configuredaccordingly, either by extendingthem or combining differentsystems.
In two-coater presses an aqueouscoating forms a dry primer for thesubsequent high-gloss UV coating.The primer is needed to allow themoist oxidative inks to be UV-coated inline. It is also possible toapply two aqueous coatings, withspecial-effect pigments (metallic,pearlescent etc) in the first layer.Since this first layer of coatingmust be completely dry before thesecond is applied, it is customaryto position two interdeck dryers,each with two IR emitters and hot-air knives, before the final coater.
The end-of-press dryer section inthe extended delivery will featureUV or IR/hot-air modules, depend-ing on the second type of coatingapplied.The film-forming components inoverprint varnishes (OVPs) arebasically formulated like conven-tional inks and need neither radi-ation nor an extractor system toform a film. In hybrid coating, amatt or granular spot overprintvarnish is applied to the hybridinks while they are still moist, fol-lowed by a full-solid application of
UV coating. Interdeck UV-A dryersare positioned after the first printingunit (to stabilise the ink instantlyon coated paper or carton board)and after the final printing unit (ieafter the overprint varnish hasbeen applied). The heat emittedduring end-of-press UV curing alsoaccelerates the oxidation processin the overprint varnish. But whatis decisive is the contact withatmospheric oxygen on the sheetsurface or in the pile, and here theair-blasts that stabilise the sheetsas they are transported and
KBA Rapida 105 with coater and extended delivery containing dryer modules. The footprint is the same for oxidative inks plus aqueous coating, hybrid inks plus oil-based varnish and UVcoating, and UV inks plus UV coating
KBA-Metronic’s Genius 52 UV can also apply a UV coating. After the sheets have left theprinting unit (1), with its central cylinder, the aqueous UV offset inks are cured by a UV lamp(2) at the infeed to the optional triple-roller squeeze coater (3). The nip in the coater can beadjusted for different thicknesses of coating, so it can coat not just plastic but also paper andboard. The extended delivery belt (4) is followed by two end-of-press UV dryers (5) locatedjust before the delivery pile
Standard configuration of a KBA hybrid press with VariDry drying system. Hybrid inks, which dry by oxidation and cure under UV radiation,are applied in the first four printing units (1) and partially dried by a plug-in UV-A interdeck dryer (2). In a typical hybrid productionsequence, oxidative matt or granule-effect spot overprint varnish is applied instead of ink in the final printing unit (3). A second UV-Ainterdeck dryer (4) hardens the hybrid ink beneath the overprint varnish. The anilox coater (5) applies a full-solid high-gloss UV coatingwhich only adheres to the exposed hybrid ink and is repelled by the overprint varnish. This creates a contrast in gloss levels. The end-of-press IR/hot-air dryers (6, 7) are only used if conventional inks are applied followed by an aqueous coating. The end-of-press UV-A/B/C dryer(8) is positioned at the end of the UV coating dwell section. Here, too, an ACS air-cleaning system (9) is a recommended option. A pure UVpress, which must be fitted with UV-compatible rollers and blankets, dispenses with the IR and hot-air dryers but not with the extendeddelivery
Film formation | Technologies for drying and curing
11
222478
9
6
1135
1
78
9
6
2345
Process_4_d_e.qxd:Seite 9-16 19.11.2007 12:55 Uhr Seite 13

14 Process 4 | 2007
Film formation | Technologies for drying and curing
For flexo printing the answer is aresounding yes. But as far as sheetfedoffset is concerned, the absence of suitableUV inks and coatings prevents KBA, forone, from pursuing this avenue. Andalthough MAN Roland unveiled itsSeccomatic Blue excimer system on ahalfsize press at Drupa 2004, no othermanufacturers have followed suit. Wouldan excimer system really be such a goodidea?1. Excimer lamps have a surfacetemperature of just 30°C, as opposed to600°C on conventional UV lamps. Thiswould allow heat-sensitive substrates to beprinted, which is ideal for flexo.Furthermore,when the press is brought to ahalt the lamps can be switched off toconserve energy, since they are operationalas soon as the press starts up again. Andthey can be cooled directly, which is lesscomplicated.
2. Excimer helium gas discharge lamps havea very narrow radiation range – around 308nanometres (xenon chloride excimer) inflexo printing and in the Seccomatic Blue.At 308nm there are no unpleasant odourscaused by ozone generation anddecomposition of the paper coating. Noris there any UV radiation that is hazardousto humans. So there is no need for extractorsor protective shields.
However, these benefits are offset by anumber of drawbacks:1. An excimer lamp has a lower radiationoutput along its length than a mercuryvapour lamp – at present a maximum ofjust 50W/cm (127W/in) or one-fifth. So itseffectiveness would have to be improved,which may make it more complex andcostly. One option would be to use fiveexcimer lamps instead of one conventionallamp, though lack of space makes this
impractical. Another would be to create aninert gas atmosphere to banish oxygen,though nitrogen storage and the inertchamber needed would push up costs.Seccomatic Blue enhances efficiency byusing twin lamps, special reflectors anda high-frequency 15 to 25kW powersupply.2. Only a few specific photoinitiators willreact at 308nm, so the resins in the coatingsand inks would have to be blended withspecial pre-polymers (dimers; the termexcimer is in fact derived from “exciteddimer” and indicates the crosslinkingmechanism involved). So the standard UVcoatings and inks that react to UV-C, UV-Band UV-A could not be used.
stacked are very helpful. While apowder sprayer aids the air flow byspraying the sheets with powderparticles that act as “spacers” inthe pile, powder should be appliedas sparingly as possible whencoating, so as not to impair thegloss; if possible it is best to dis-pense with powder entirely.Gloss contrasts can also be createdwith OVP by combining it witha pre-warmed drip-off coatingor normal temperature-controlledtwin-effect coating. Like the UVcoating during hybrid production,these two special gloss coatingsare repelled by the OVP and runor drip off it, but are water-basedand therefore require end-of-pressIR/hot-air dryers. And they cannotcompare with the high UV glosslevels, diverse effects and finerdetail possible with hybrid tech-nology.KBA has already shipped a numberof Rapida presses with special con-figurations. These include pressesfor perfect inline coating with aninterdeck dryer before and afterthe perfecting unit, and two end-of-press dryers. The speed atwhich the coating forms a filmmeans that coating set-off on theimpression cylinder during per-fecting is not an issue with thistechnology. Some specialistpresses for applying two end-of-press coatings also allow theinline pre-application of aspecial-effect coating or opaquewhite primer, which requiresinterdeck dryers before the firstprinting unit.
Dieter Kleeberg
Are excimer radiation systems an alternative?
Following KBA’s acquisition of Bauer+Kunzi in 2003 and LTG-Mailänder in 2006the two subsidiaries were merged to formKBA MetalPrint, the global market leader inmetal-decorating presses. Even before itsacquisition by KBA, Bauer+Kunzi usedmodified printing units and other modulesfrom KBA Rapida presses in its productionline.An opaque white coating is usually appliedto the metal sheets to prevent the metalsurface shining through, or to simulate alabel, and this also improves ink adhesion.No such coating is applied if gold, silver orcopper tones are to be simulated. A clear,high-gloss coating is added to give theprinted sheets a metallic feel andappearance again and to protect theimage. KBA MetalPrint can supply boththe drying and curing systems typically
used in metal decorating forwhite overprint varnish andscratch-proof coatings: hotairtunnels to dry and bakeaqueous coatings, and UVlamps for curing.The tunnel ovens are longerthan hot-air dryers, and themetal sheets are transportedthrough them upright to givethe coating a full 20 to 30minutes to dry thoroughlyand harden at normal pro-duction speeds. There are dedicated passesfor both preprinting and finishing.Because UV inks form a film so rapidly, UVcoatings can be applied inline, which takesup less space and time than thermal drying.As a result, metal-decorating specialistsare increasingly opting for a UV system. An
interdeck UV dryer cures the inks directlyprior to coating. A normal end-of-press UVdryer follows a dwell section that is justfive metres (16ft 5in) long. Prints can bechecked immediately.
How does coating harden in a metal-decorating press?
In this press built by KBA subsidiary LTG-Mailänder the metalsheets are stood on end at the entrance to a hot-air tunnelafter having been printed in a first pass and given a clearcoating in a second one Photo: Kleeberg
The world’s biggestmetal-decorating press,an eight-colour versionof the Metalstar-2 builtby KBA subsidiaryBauer+Kunzi, is inoperation at United CanCompany in Indonesia.The arrows point to unit9 (interdeck UV dryer forthe eight inks), unit 10(UV coater) and the end-of-press UV dryer withfour lampheads
Arrangement of the IR emitters and hot-airknives above the cylinder of a Rapida dryer.An interdeck UV dryer can be integrated as analternative or addition to the other dryers
Process_4_d_e.qxd:Seite 9-16 19.11.2007 12:55 Uhr Seite 14

15Process 4 | 2007
Film Formation | KBA VariDry
The UV modules are easy to exchange. The photo shows the lastthree slip-in ports for an end-of-press UV dryer configuration: the left-hand UV module is plugged in, connected andoperational. The centre module has been partially extracted. The right-hand module has been removed and the connectingplug “parked” beneath the empty port
Intensity curve S (λ) for three types of IR emitter – shortwave(SIR), fast medium-wave (FMIR) and twin-tube carbon (CIR) –standardised according to the surface-related drying power.The small blue diagram superimposed on the chart shows thedegree of absorption α (λ) of the aqueous coating (maximumat a wavelength of 3,000nm) and reveals that CIR is moreeffective than the other IR emitters at evaporating water (paleblue infill beneath the CIR curve). CIR achieves the maximumeffect with the minimum energy input (just 1,200°C) (Source: Heraeus Noblelight)
Hot-air knife (l) and CIR emitter (r) for the VariDry. Usingparallel light tubes is the only way to deliver the necessaryoutput of 60W/cm across the entire 1,050mm format width inone single emitter module. The carbon filaments heat up to1,200°C and the heat is reflected with virtually no loss at all bythe gold lining on the inside of the tubes
What can KBA VariDry do?KBA started developing an in-house range of infrared/thermal air (IR/TA) and UV dryers in 2003. We
can now offer a complete programme for the medium-format Rapida 105 and are planning to expand
this eventually to all our other Rapida models. But why do we offer our own drying systems alongside
those of established vendors? KBA Process 4 provides some answers.
Apart from ensuring that all systems functionas billed, development work on this new rangeof dryer modules focused on two primaryobjectives: to maximise flexibility for thebenefit of the user, eg by ensuring that UVemitter modules could be plugged in at anyposition, and to facilitate handling by provid-ing console displays and controls for all keyparameters.
Infrared/thermal air dryersA double extended delivery for a Rapida 105can accommodate up to eighteen infrared andthermal air drying modules in a ratio of sevento eleven. Within the drying section these mod-ules can be positioned freely according to pro-duction requirements, affording total flexibilityin how the sheets are dried. For perfect print-ing or work and turn there are optimised hot-airknives that allow coatings to be dried with themaximum possible air volume and thus with noreduction in production speed.The IR emitters routinely used in the VariDrysystem are Heraeus’s twin-tube carbon infrared(CIR) emitters with an intensity of 60W/cm(152W/in). The spectrum of CIR emitters coin-
cides more closely with the absorption curvefor water than does the spectrum of othershortwave (SIR) or fast medium-wave (FMIR)emitters (see diagram). As a result CIR emit-ters function more effectively at a very lowtemperature.IR modules and hot-air knives can be removedfrom their slip-in ports without using tools,which makes for faster, simpler servicing andmaintenance work. If an IR emitter needs to bechanged it can be removed from the press bysimply unscrewing two screws and pulling theemitter out of the module. Plug-in connectionsmean that anyone can make the change – nospecialised knowledge is necessary. For specialapplications it is possible to use fast medium-wave twin-tube emitters or hybrid emitters(twin-tube emitters with one carbon and oneshort-wave component). Sheet travel can bemonitored at any time through inspection win-dows in the swan neck and the extended deliv-ery. The intensity of the IR emitters is regulatedby measuring the temperature of the pile andadjusting the emitter temperature accordingly.To facilitate monitoring the relevant parametersare displayed at the console.
Left: KBA VariDry can accommodate seven CIR emitters, three ofwhich are shown here
Process_4_d_e.qxd:Seite 9-16 19.11.2007 12:55 Uhr Seite 15

16 Process 4 | 2007
New dryersThe tremendous flexibility afforded by ourVariDry system will be enhanced still furtherby new, complete drying units. Pure IR/TA andUV modules are already in operation alongwith quick-change units in which an IR modulewith three emitters can be exchanged for a UVmodule. Since the drying elements in thedrying unit can be increased by adding inter -deck UV dryers, the production options arevirtually unlimited.As an option, or in the press formats for whichVariDry is not yet available, we shall continueto offer familiar and proven products fromother manufacturers such as Grafix, IST Metzetc.Peter Patzelt, Martin Dänhardt
Film Formation | KBA VariDry
Socket for the VariDry media connections on a UV module The emitter tubes can be simply pulled out or pushed into theVariDry UV module
UV dryersThe UV modules for interdeck and end-of-press dryers have the same dimensions as theIR/TA modules and can therefore also be posi-tioned freely within the press. Standardmodules have an intensity of 160W/cm(406W/in), with other power levels availableupon demand. The modules are fitted withdichroic mirrors, which effectively reflect allthe UV radiation while absorbing most of theheat. These easy-change mirrors have a reflec-tive surface coating more than 70 layers thick,which simultaneously maximises both UVradiation and heat dissipation via the dryer’scooling system.UV lamps can be changed just as quickly andeasily as our IR/TA emitters, and again, nospecial prior knowledge is necessary. Acompact media plug contains all the relevantconnections, so there is no need to disconnectand reconnect cables. The media plug containsa high-tension connection for module selectioncontrol, control voltage for the interrogationsignal and shutter positioning, module recog-
The interdeck UV dryers can be changed in less than 60 seconds. There are no “traps” between the printing units
nition for the press controls (eg number ofoperating hours clocked, regardless of themodule’s position within the press) and watercooling. If a UV module is removed from adocking port the media trunk connection canbe plugged into a designated parking socket sothat there are no loose cables lying around. AUV module can be changed safely – and withno hassle – in less than 60 seconds.Transformers or electronic ballasts are used toselect the UV emitters. They keep the powersetting in standby mode very low (trans -formers: below 20%; ballasts: below 10%),which represents an enormous energy saving.And if ballasts are used, the dryer cabinets atthe press can be smaller than they would needto be for transformers. At present we are busyworking on additional ways and means of opti-mising the power of the emitters, extendingtheir service life and reducing power con -sumption. For example, in future it should bepossible to make the UV lamps switch offbetween sheets. Depending on the sheet sizethis could cut energy consumption by as muchas 30 per cent.Iron- and gallium-doped UV lamps are availablefor maximum efficiency in curing ink andopaque white. Installing a WashTronic systemalso delivers substantial time savings if inter -deck dryer modules are fitted, since they donot have to be switched off during the cleaningcycle.
The dryers (1) are connected toa central water-cooled system(2), which is also connected to the air-compression cabinet(3) and multipurpose coolingunit (4). An external heatexchanger (condenser) (5)provides the cooling input. Apumping and control cabinet(6) is only used in exceptionalcircumstances
Process_4_d_e.qxd:Seite 9-16 19.11.2007 12:55 Uhr Seite 16
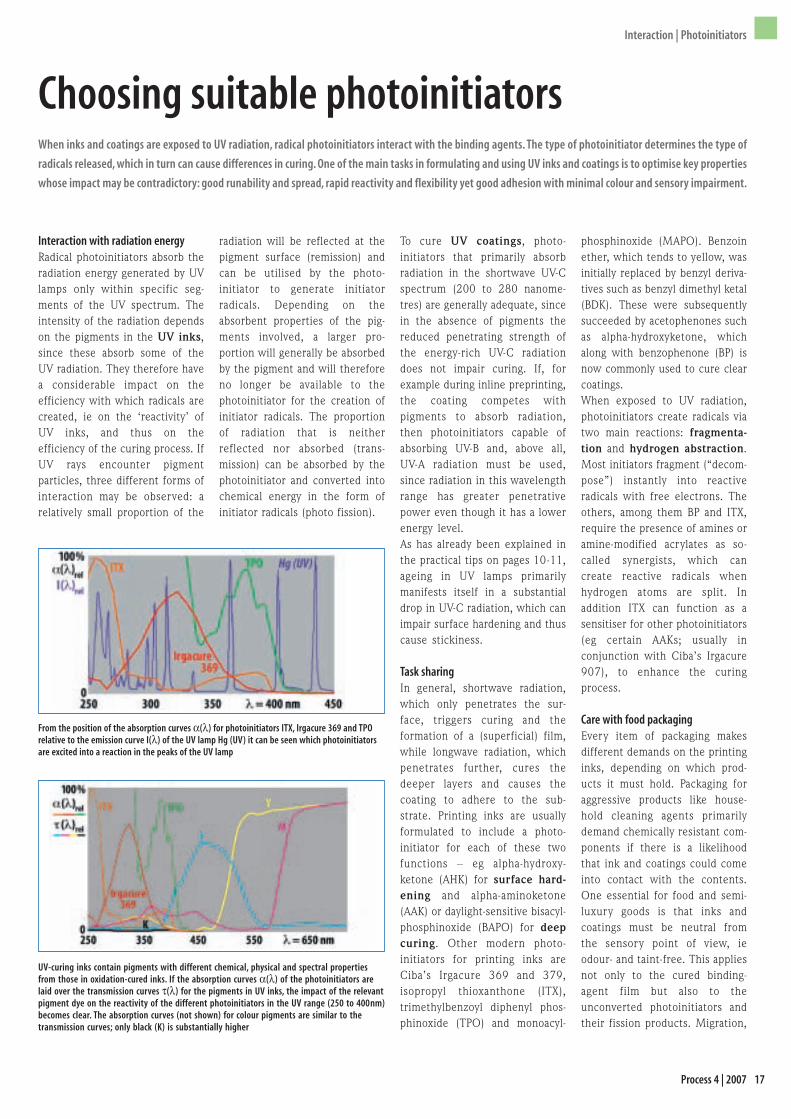
17Process 4 | 2007
Interaction | Photoinitiators
Interaction with radiation energyRadical photoinitiators absorb theradiation energy generated by UVlamps only within specific seg -ments of the UV spectrum. Theintensity of the radiation dependson the pigments in the UV inks,since these absorb some of theUV radiation. They therefore havea considerable impact on theefficiency with which radicals arecreated, ie on the ‘reactivity’ ofUV inks, and thus on theefficiency of the curing process. IfUV rays encounter pigmentparticles, three different forms ofinteraction may be observed: arelatively small proportion of the
radiation will be reflected at thepigment surface (remission) andcan be utilised by the photo -initiator to generate initiatorradicals. Depending on theabsorbent properties of the pig -ments involved, a larger pro -portion will generally be absorbedby the pigment and will thereforeno longer be available to thephotoinitiator for the creation ofinitiator radicals. The proportionof radiation that is neitherreflected nor absorbed (trans -mission) can be absorbed by thephotoinitiator and converted intochemical energy in the form ofinitiator radicals (photo fission).
To cure UV coatings, photo -initiators that primarily absorbradiation in the shortwave UV-Cspectrum (200 to 280 nanome -tres) are generally adequate, sincein the absence of pigments thereduced penetrating strength ofthe energy-rich UV-C radiationdoes not impair curing. If, forexample during inline preprinting,the coating competes withpigments to absorb radiation,then photoinitiators capable ofabsorbing UV-B and, above all,UV-A radiation must be used,since radiation in this wavelengthrange has greater penetrativepower even though it has a lowerenergy level.As has already been explained inthe practical tips on pages 10-11,ageing in UV lamps primarilymanifests itself in a substantialdrop in UV-C radiation, which canimpair surface hardening and thuscause stickiness.
Task sharingIn general, shortwave radiation,which only penetrates the sur -face, triggers curing and theformation of a (superficial) film,while longwave radiation, whichpenetrates further, cures thedeeper layers and causes thecoating to adhere to the sub -strate. Printing inks are usuallyformulated to include a photo -initiator for each of these twofunctions – eg alpha-hydrox y -ketone (AHK) for surface hard -ening and alpha-aminoketone(AAK) or daylight-sensitive bisacyl -phosphinoxide (BAPO) for deepcuring. Other modern photo -initiators for printing inks areCiba’s Irgacure 369 and 379,isopropyl thioxanthone (ITX),trimethylbenzoyl diphenyl phos -phinoxide (TPO) and monoacyl -
phosphinoxide (MAPO). Benzoinether, which tends to yellow, was initially replaced by benzyl deriva-tives such as benzyl dimethyl ketal(BDK). These were subsequentlysucceeded by acetophenones suchas alpha-hydroxyketone, whichalong with benzophenone (BP) isnow commonly used to cure clearcoatings.When exposed to UV radiation,photoinitiators create radicals viatwo main reactions: fragmenta -tion and hydrogen abstraction.Most initiators fragment (“decom -pose”) instantly into reactiveradicals with free electrons. Theothers, among them BP and ITX,require the presence of amines oramine-modified acrylates as so-called synergists, which cancreate reactive radicals whenhydrogen atoms are split. Inaddition ITX can function as asensitiser for other photoinitiators(eg certain AAKs; usually inconjunction with Ciba’s Irgacure907), to enhance the curingprocess.
Care with food packagingEvery item of packaging makesdifferent demands on the printinginks, depending on which prod -ucts it must hold. Packaging foraggressive products like house -hold cleaning agents primarilydemand chemically resistant com -ponents if there is a likelihoodthat ink and coatings could comeinto contact with the contents.One essential for food and semi-luxury goods is that inks andcoatings must be neutral fromthe sensory point of view, ieodour- and taint-free. This appliesnot only to the cured binding-agent film but also to theunconverted photoinitiators andtheir fission products. Migration,
UV-curing inks contain pigments with different chemical, physical and spectral propertiesfrom those in oxidation-cured inks. If the absorption curves α(λ) of the photoinitiators arelaid over the transmission curves τ(λ) for the pigments in UV inks, the impact of the relevantpigment dye on the reactivity of the different photoinitiators in the UV range (250 to 400nm)becomes clear. The absorption curves (not shown) for colour pigments are similar to thetransmission curves; only black (K) is substantially higher
From the position of the absorption curves α(λ) for photoinitiators ITX, Irgacure 369 and TPOrelative to the emission curve I(λ) of the UV lamp Hg (UV) it can be seen which photoinitiatorsare excited into a reaction in the peaks of the UV lamp
Choosing suitable photoinitiatorsWhen inks and coatings are exposed to UV radiation, radical photoinitiators interact with the binding agents. The type of photoinitiator determines the type of
radicals released, which in turn can cause differences in curing. One of the main tasks in formulating and using UV inks and coatings is to optimise key properties
whose impact may be contradictory: good runability and spread, rapid reactivity and flexibility yet good adhesion with minimal colour and sensory impairment.
Process_4_d_e.qxd:Seite 17-23 19.11.2007 12:41 Uhr Seite 17

18 Process 4 | 2007
ie the transfer of ink and coatingparticles to the packaged con -tents, is also undesirable, even ifthey are taint- and odour-free.The same applies to bindings forchildren’s books and textbooks,which today are often producedmore cheaply in thresholdcountries where inspections forhazardous substances are not yetup to EU standards.A migration barrier such as alu-minium foil within laminates doesnot always prevent contaminationof the contents, as traces of ITXfound in packaging for children’smilk drinks in November 2005 inItaly demonstrated. Ink can comeinto contact with the contents as a result of set-off, which mayoccur if the unprinted innersurface of the packaging comesinto contact with the printedouter surface during printproduction. While ITX may not begenetically harmful, in packagingcontaining fat or fruit pulp ittends to leave residues whoselong-term impact on health hasnot yet been determined.Following the scandal, the use ofinks and coatings containing ITXwas prohibited for food packaginguntil further notice, at least inItaly, and packaging manufacturersin other countries voluntarilydispensed with their use.A specific migration limit wasstip ulated for benzophenonewhen used in food packaging.When developing migration-freeUV coating the Vegra Groupfocused on eliminating photo -initiators such as benzophenoneand fission products such astexanol diisobutyrate (TXIB) (seefollowing chapter). AlthoughTXIB, like BP, does not rank asacutely toxic for humans on the
LD50 scale (which indicates thelethal dose per unit body weightat which half the test animals towhich it has been administeredwill die), the material safety datasheet for BP does warn ofirritation to the eyes, respiratoryorgans and skin, and a hazard foraquatic organisms.
Interaction with binding agentsThe choice of photoinitiatordepends, as ever, on how well itcan be worked into a coating oran ink. Liquid photoinitiators(eg blends of BP and specificAHKs) have the edge becausethey dissolve or disperse easily inthe binding agent. Powder-basedphotoinitiators (eg TPO) must bedissolved prior to blending.In radically curing coatings, acrylicresins are not suitable as bindingagents for every application.While epoxy acrylates are highlyreactive and resistant tochemicals, they are also highlyviscous and the coating film willbecome correspondingly hard.Polyester acrylates have arelatively low level of viscosity andcreate a flexible coating film, andtheir low price and good adhesionmake up for their average reac -tivity. Polyurethane acrylatesare highly resistant to chemicals,adhere well to substrates andcreate a flexible coating film, butare generally more expensive.Polyether acrylates typicallyhave a very low viscosity and arelatively high reactivity. Siliconacrylates are reserved for specialappli cations, or function as anadditive. Their reactivity is com -paratively low and they aregenerally expensive.The properties of acrylates, egreactivity, viscosity or their
potential to irritate, depend inmany cases on their chemicalstructure. For example, somepolyester acrylates have a wholerange of the properties men -tioned.
Odour developmentUpon exposure to UV radiationthe above-mentioned photoini -tiators create fission productswhich may emit more or lessperceptible odours; some arevirtually odourless. In general itmay be said that needlessly highquantities of photoinitiators leadto high concentrations of fissionproducts, which may make theirpresence felt by causing the inkor coating to emit powerfulodours. Here it should be empha -sised that unreticulated acrylatebinding agents may have acharacteristic odour that dimin -ishes after polymerisation.Improved acrylates have beenavailable for some years that weredeveloped expressly to reduceodour and skin irritation.Unpleasant odours can also becaused by the paper coating,which in the absence of UVinks or coatings can develop aperceptible odour during expo -sure to UV radiation. This may belimited by radiating the unprintedsheet. Often odour generation isindicative of too high a radiationlevel, a more obvious indicationbeing a brittle paper coating.This issue is discussed exhaus-tively in KBA Process No. 3:Quality enhancement with hybridproduction. From all the variablesit may be deduced that in UV andhybrid offset printing it is vital toachieve an optimum balancebetween the level of radiation,photoinitiators and substratesensitivity. And, of course, UVcoatings must be compatible withUV or hybrid inks.
Ask your supplierIn the end it is the manufacturerwho decides which componentsare used in UV inks and coatings.Hazardous ingredients are listedin the material safety data sheet.Ink manufacturers in the Euro -pean Printing Ink Association
(EuPIA) undertake to dispensewith the toxic and environ -mentally hazardous raw mate -rials contained in an exclusionlist.As a matter of principle, testsshould be conducted on thetoxicity of coatings, inks andsubstrates when in contact withfoodstuffs. Coatings and inksshould only be applied to theouter surface of food packagingand must comply with EUdirective 82/711/EEC. Typical rawmaterials for manufacturingsynthetics must not exceed aspecified migration limit (SML);however, for common raw mate -rials used in inks and coatingsthere are no official SML values.To avoid unpleasant surprises it isadvisable to obtain details fromthe supplier of UV inks andcoatings. If in doubt all thematerials used should be tested ina real production environment.Dieter Kleeberg
With grateful thanksfor their critical scrutiny and editing to:
Dr André FuchsTechnical Industry Manager New Ventures,Business Line Imaging & Inks,Ciba Specialty Chemicals Inc., Basel (Switzerland)[email protected]
Dr Erich FrankTechnical Service Center Stuttgart/TechnologyManagement Flint Group Europe,Flint Group Germany GmbH, [email protected]
SourcesFrank, Dr Erich: UV print production. – presentati-on, XSYS Print Solutions (Flint Group), Stuttgart,December 2005 (illustrations).Fuchs, Dr André: Funktion der Photoinitiatoren inUV-Druckfarben und -Lacken. In: UV-Technologie.Der Praxisleitfaden für alle Druckverfahren. –Arbeitskreis UV-Druck der BG Druck andPapierverarbeitung, Wiesbaden 2006.Bundesinstitut für Risikobewertung (BfR):Bestandteile von Druckfarben in Getränken ausKartonverpackungen. Stellungnahme Nr. 044/2005
Fragmenting photoinitiators: benzyl ketal (1:decomposes into two radicals with one freeelectron apiece), benzoin ether (2) and alpha-hydroxy/alpha-amino acetophenone (3)
Hydrogen-abstracting photoinitiators:benzophenone (1: in conjunction with ahydrogen atom from a synergist it creates theradical benzhydrol, the synergist becoming aradical in the process) and ITX (2)
Interaction | Photoinitiators
Process_4_d_e.qxd:Seite 17-23 19.11.2007 12:41 Uhr Seite 18
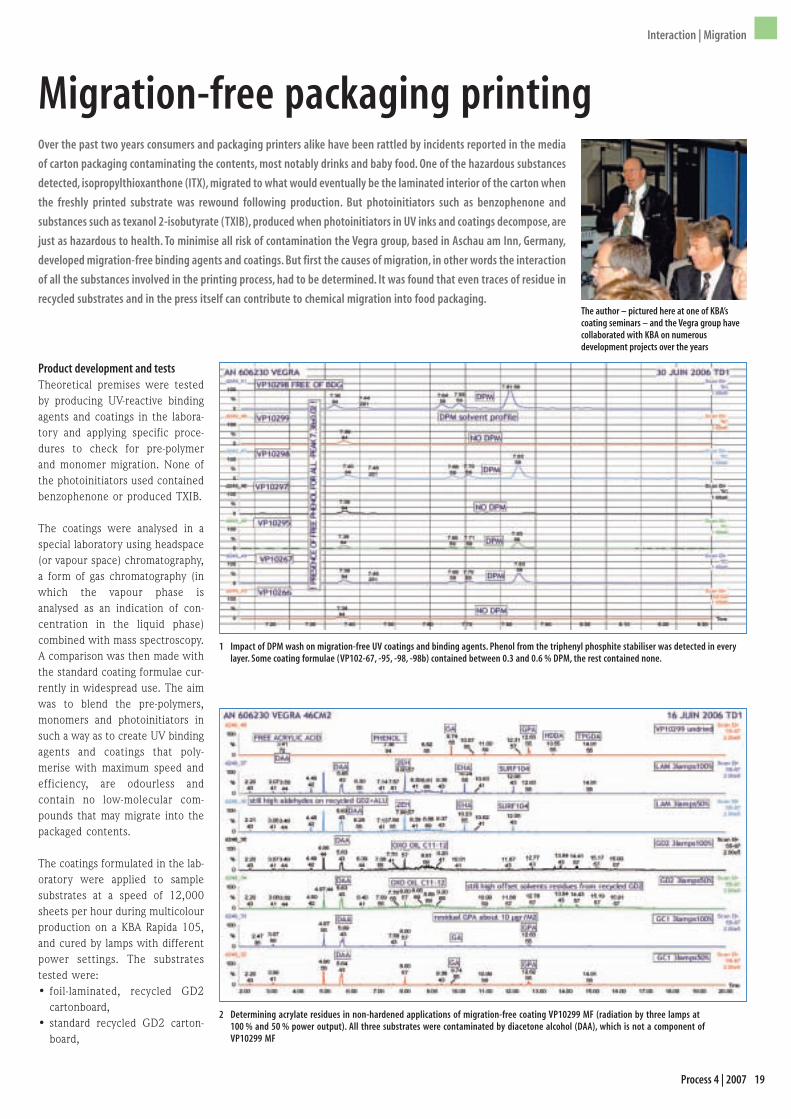
19Process 4 | 2007
Interaction | Migration
Product development and testsTheoretical premises were testedby producing UV-reactive bindingagents and coatings in the labora-tory and applying specific proce-dures to check for pre-polymerand monomer migration. None ofthe photoinitiators used containedbenzophenone or produced TXIB.
The coatings were analysed in aspecial laboratory using headspace(or vapour space) chromatography,a form of gas chromatography (inwhich the vapour phase isanalysed as an indication of con-centration in the liquid phase)combined with mass spectroscopy.A comparison was then made withthe standard coating formulae cur-rently in widespread use. The aimwas to blend the pre-polymers,monomers and photoinitiators insuch a way as to create UV bindingagents and coatings that poly-merise with maximum speed andefficiency, are odourless andcontain no low-molecular com-pounds that may migrate into thepackaged contents.
The coatings formulated in the lab-oratory were applied to samplesubstrates at a speed of 12,000sheets per hour during multicolourproduction on a KBA Rapida 105,and cured by lamps with differentpower settings. The substratestested were:• foil-laminated, recycled GD2
cartonboard,• standard recycled GD2 carton-
board,
2 Determining acrylate residues in non-hardened applications of migration-free coating VP10299 MF (radiation by three lamps at100 % and 50 % power output). All three substrates were contaminated by diacetone alcohol (DAA), which is not a component ofVP10299 MF
Migration-free packaging printingOver the past two years consumers and packaging printers alike have been rattled by incidents reported in the media
of carton packaging contaminating the contents, most notably drinks and baby food. One of the hazardous substances
detected, isopropylthioxanthone (ITX), migrated to what would eventually be the laminated interior of the carton when
the freshly printed substrate was rewound following production. But photoinitiators such as benzophenone and
substances such as texanol 2-isobutyrate (TXIB), produced when photoinitiators in UV inks and coatings decompose, are
just as hazardous to health. To minimise all risk of contamination the Vegra group, based in Aschau am Inn, Germany,
developed migration-free binding agents and coatings. But first the causes of migration, in other words the interaction
of all the substances involved in the printing process, had to be determined. It was found that even traces of residue in
recycled substrates and in the press itself can contribute to chemical migration into food packaging.
1 Impact of DPM wash on migration-free UV coatings and binding agents. Phenol from the triphenyl phosphite stabiliser was detected in everylayer. Some coating formulae (VP102-67, -95, -98, -98b) contained between 0.3 and 0.6 % DPM, the rest contained none.
The author – pictured here at one of KBA’scoating seminars – and the Vegra group havecollaborated with KBA on numerousdevelopment projects over the years
Process_4_d_e.qxd:Seite 17-23 19.11.2007 12:41 Uhr Seite 19
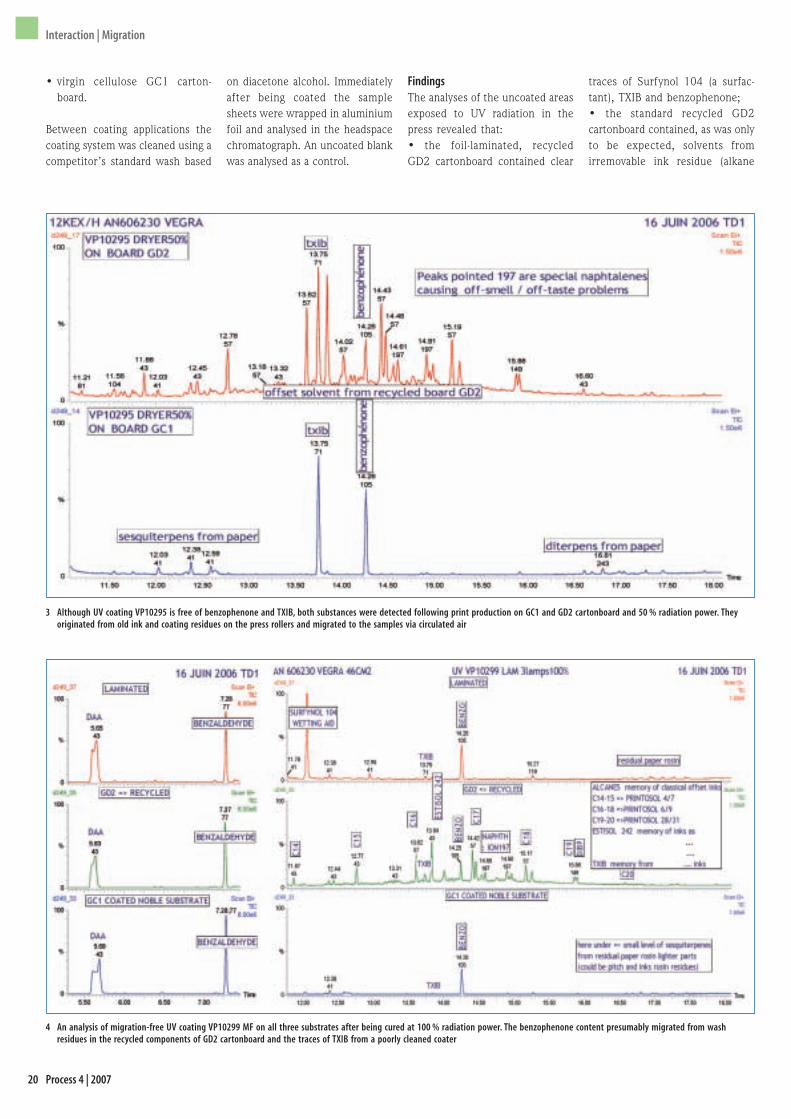
20 Process 4 | 2007
Interaction | Migration
• virgin cellulose GC1 carton-board.
Between coating applications thecoating system was cleaned using acompetitor’s standard wash based
on diacetone alcohol. Immediatelyafter being coated the samplesheets were wrapped in aluminiumfoil and analysed in the headspacechromatograph. An uncoated blankwas analysed as a control.
FindingsThe analyses of the uncoated areasexposed to UV radiation in thepress revealed that:• the foil-laminated, recycledGD2 cartonboard contained clear
traces of Surfynol 104 (a surfac-tant), TXIB and benzophenone;• the standard recycled GD2cartonboard contained, as was onlyto be expected, solvents fromirremovable ink residue (alkane
3 Although UV coating VP10295 is free of benzophenone and TXIB, both substances were detected following print production on GC1 and GD2 cartonboard and 50 % radiation power. Theyoriginated from old ink and coating residues on the press rollers and migrated to the samples via circulated air
4 An analysis of migration-free UV coating VP10299 MF on all three substrates after being cured at 100 % radiation power. The benzophenone content presumably migrated from washresidues in the recycled components of GD2 cartonboard and the traces of TXIB from a poorly cleaned coater
Process_4_d_e.qxd:Seite 17-23 19.11.2007 12:41 Uhr Seite 20
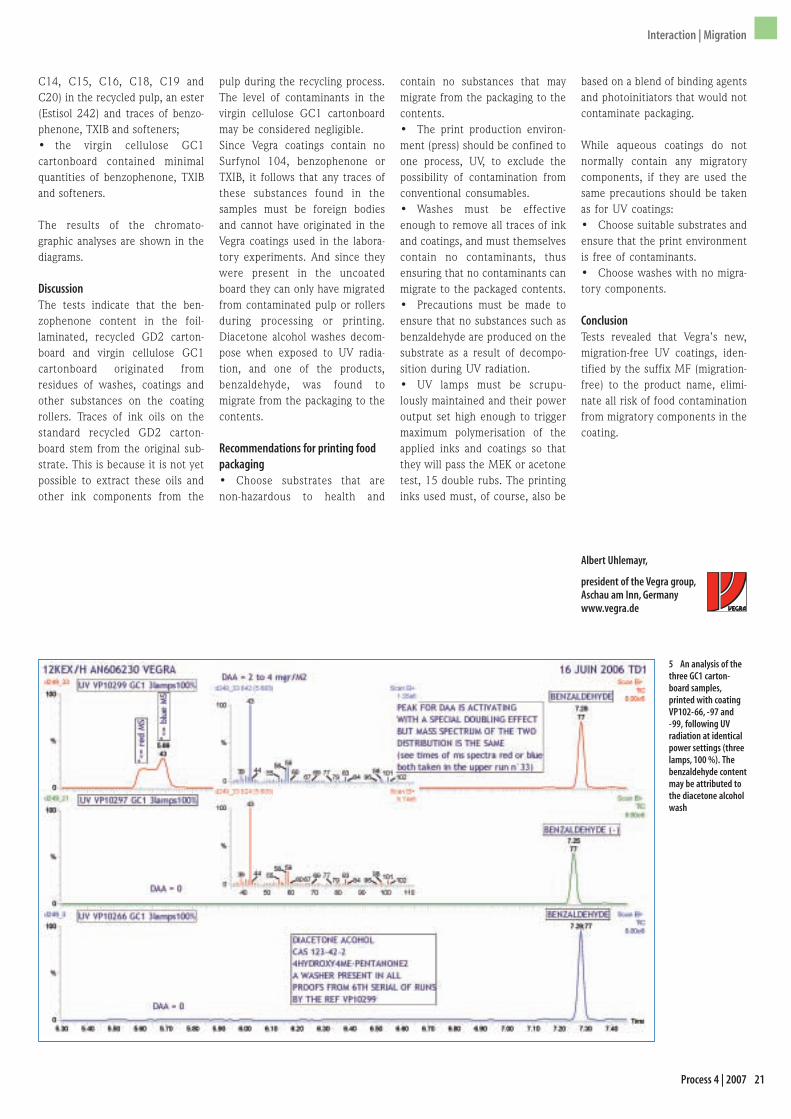
21Process 4 | 2007
Interaction | Migration
C14, C15, C16, C18, C19 andC20) in the recycled pulp, an ester(Estisol 242) and traces of benzo -phenone, TXIB and softeners;• the virgin cellulose GC1cartonboard contained minimalquantities of benzophenone, TXIBand softeners.
The results of the chromato-graphic analyses are shown in thediagrams.
DiscussionThe tests indicate that the ben-zophenone content in the foil-laminated, recycled GD2 carton-board and virgin cellulose GC1cartonboard originated fromresidues of washes, coatings andother substances on the coatingrollers. Traces of ink oils on thestandard recycled GD2 carton-board stem from the original sub-strate. This is because it is not yetpossible to extract these oils andother ink components from the
pulp during the recycling process.The level of contaminants in thevirgin cellulose GC1 cartonboardmay be considered negligible.Since Vegra coatings contain noSurfynol 104, benzophenone orTXIB, it follows that any traces ofthese substances found in thesamples must be foreign bodiesand cannot have originated in theVegra coatings used in the labora-tory experiments. And since theywere present in the uncoatedboard they can only have migratedfrom contaminated pulp or rollersduring processing or printing.Diacetone alcohol washes decom-pose when exposed to UV radia-tion, and one of the products,benzaldehyde, was found tomigrate from the packaging to thecontents.
Recommendations for printing foodpackaging• Choose substrates that arenon-hazardous to health and
contain no substances that maymigrate from the packaging to thecontents.• The print production environ-ment (press) should be confined toone process, UV, to exclude thepossibility of contamination fromconventional consumables.• Washes must be effectiveenough to remove all traces of inkand coatings, and must themselvescontain no contaminants, thusensuring that no contaminants canmigrate to the packaged contents. • Precautions must be made toensure that no substances such asbenzaldehyde are produced on thesubstrate as a result of decompo-sition during UV radiation.• UV lamps must be scrupu-lously maintained and their poweroutput set high enough to triggermaximum polymerisation of theapplied inks and coatings so thatthey will pass the MEK or acetonetest, 15 double rubs. The printinginks used must, of course, also be
based on a blend of binding agentsand photoinitiators that would notcontaminate packaging.
While aqueous coatings do notnormally contain any migratorycomponents, if they are used thesame precautions should be takenas for UV coatings:• Choose suitable substrates andensure that the print environmentis free of contaminants.• Choose washes with no migra-tory components.
ConclusionTests revealed that Vegra’s new,migration-free UV coatings, iden -tified by the suffix MF (migra tion-free) to the product name, elimi-nate all risk of food contaminationfrom migratory components in thecoating.
Albert Uhlemayr,
president of the Vegra group,Aschau am Inn, Germanywww.vegra.de
5 An analysis of thethree GC1 carton -board samples,printed with coatingVP102-66, -97 and-99, following UVradiation at identicalpower settings (threelamps, 100 %). Thebenzaldehyde contentmay be attributed tothe diacetone alcoholwash
Process_4_d_e.qxd:Seite 17-23 19.11.2007 12:41 Uhr Seite 21

Process 4 | 200722
Interaction | Testing for hardness
Testing for hardness in the press roomOne property of radically curableconsumables is that the cross-linking sequence continues only aslong as it is exposed to UV radia-tion. Unlike cationic polymerisa-tion, which is completed in asingle triggered chain reaction butis not yet used in sheetfed offset,radical UV cross-linking requiressome means of checking the hard-ness of the film. At present thesimple tests that can be carriedout directly at the press by print-ers or finishers do not deliver reli-able results. There are currentlytwo methods for testing hardnessat the press:Tape test, Scotch tape test oradhesive test: this entails pressinga strip of adhesive tape onto the
print and peeling it off again. Ifany coating or ink film is pulled offwith it this indicates that thecoating is not yet hard enough.Acetone test: here acetone isapplied to the coating or ink filmand the image surface subse-quently rubbed. If the solvent failsto loosen the surface of the layerand cause it to shift then thecoating or ink is considered to beadequately cured.However, both methods have theirdrawbacks: the informational valueof the tape test heavily depends onthe force with which the tape wasapplied and removed, and on theproperties of the tape itself, whichin some circumstances may vary.On top of this it cannot be usedon uncoated paper. To make thetape test more reliable Fogra has
developed a coating adhesiontesting device known by itsGerman initials of LHT. It stan-dardises the force, the speed andthe angle at which the tape ispeeled off.Following changes in the formula-tion of radically cured UV consum-ables the acetone test is no longerreliable. Most of the UV inks andcoatings currently in use cannotbe loosened and removed withacetone even if the layers have notyet cured completely. A universallyapplicable solvent that allows thedifference between well hardenedand insufficiently hardened layersto be determined has not yet beendeveloped. Nonetheless, it is stillpossible to monitor the curingprocess by testing solvent resist-ance at the press – namely whenthe ink or coating supplier recom-mends another solvent that can beused. To conduct such a test Fograhas developed an acetone testing
device, or ACET, which can befilled with any type of solvent.A new testing device was unveiledat the Fogra User Forum on UVPrinting in Munich on 8 Novem-ber 2006. Developed in collabora-tion with Ushio, this UV curingtester was designed for thepurpose of checking whether UVinks (but not UV coatings!) havecured right through on paper andcartonboard. The printed sheetsare inserted in the tester with asheet of contact paper on top, andsubjected to a predefined pressureand temperature. Ink set-off onthe contact paper at the end of thetest indicates that curing is incom-plete; if the contact paper is clean,curing is complete.All three devices – the LHT, ACETand UV curing tester – can be ob -tained from Fogra (www.fogra.org).Other simple, familiar testingmethods described in the relevantliterature as a means of determin-
Even though acetone no longer dissolves all UV-curable consumables, Fogra’s ACET can still beused with the solvent recommended by the coating or ink manufacturer. The test sample isinserted in the device and a felt pad soaked in solvent measured with a pipette is placed ontop. The force with which the pad is pressed onto the sample is controlled precisely via aspring. The lid of the device is closed and the duration of contact carefully timed with a stopwatch, after which the sample is removed for examination. If the coating has not yet curedcompletely some of it will dissolve along with the underlying ink and the paper will showthrough. The higher the degree of polymerisation, the more difficult it is to dissolve thecoating with the solvent and the more often it must be rubbed with the pad until the ink isvisibly smeared.
Fogra’s coating adhesion testing device, LHT, makes the tape test more reliable bystandardising the parameters. The objective was to retain the underlying concept of the tapetest while mechanising the test sequence to allow the degree of adhesion to be determinedprecisely, objectively and reproducibly by eliminating human influence and subjectivity. Aspart of a research project Fogra then examined impairments to cross-linking and adhesionduring UV coating on paper and cartonboard (Fogra no. 4.051). The knowledge gained wasapplied to develop an easy-to-use testing device for print professionals. LHT is based on asimple principle: a length of ordinary adhesive tape is applied to the coated surface of a testsample via a mechanical unit that exerts a predefined pressure. A metal tag is attached tothe free end and clamped in the peel-off device. A rotating disc simulates manual taperemoval. The device is suitable for all flat coatings on thin substrates.
Is the UV coating hard enough?This is a question that frequently occupies press operators. How fast and thoroughly a UV coating cures, and how well it adheres to the underlying ink, aqueous
coating and/or overprint varnish, depends on the press and dryer settings, which thus have a decisive impact on the quality of coated prints and the time delay
before they can be finished. Usually the operator must fall back on tests whose parameters are not defined with the degree of accuracy required. This is why
Fogra has devised more standardised methods for testing the hardness of radically cured UV coatings and inks.
Process_4_d_e.qxd:Seite 17-23 19.11.2007 12:41 Uhr Seite 22
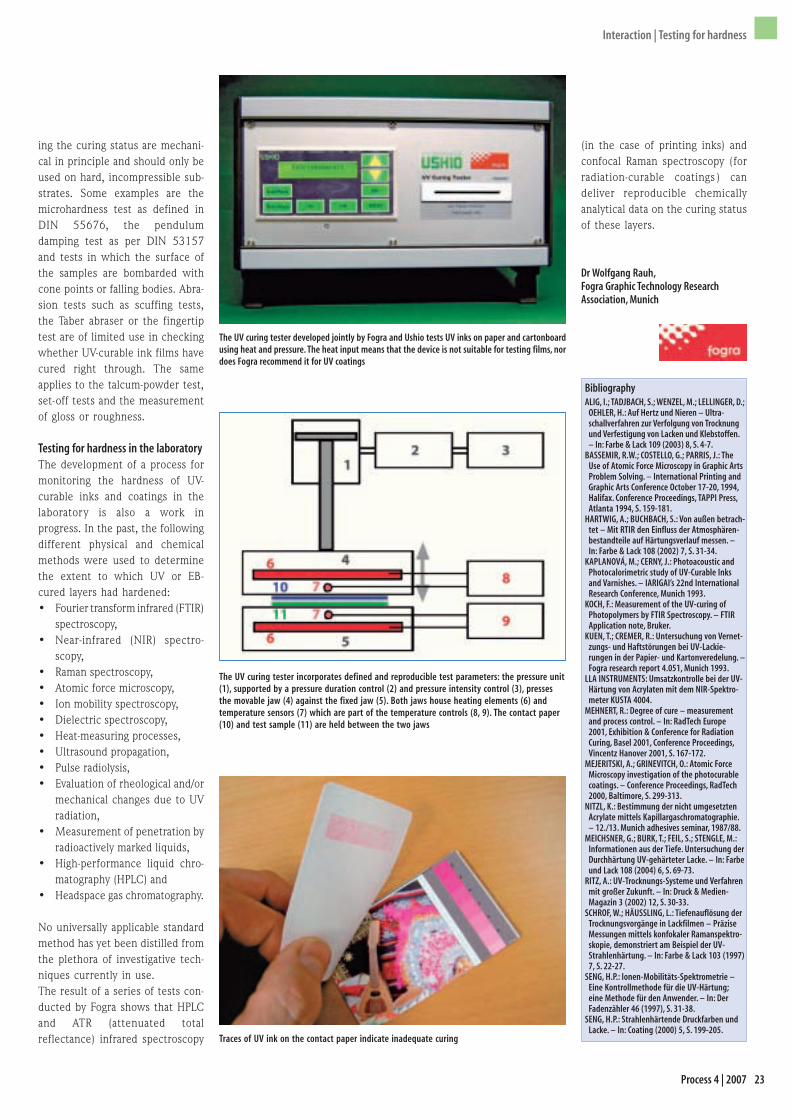
Process 4 | 2007 23
The UV curing tester developed jointly by Fogra and Ushio tests UV inks on paper and cartonboardusing heat and pressure. The heat input means that the device is not suitable for testing films, nordoes Fogra recommend it for UV coatings
The UV curing tester incorporates defined and reproducible test parameters: the pressure unit(1), supported by a pressure duration control (2) and pressure intensity control (3), pressesthe movable jaw (4) against the fixed jaw (5). Both jaws house heating elements (6) andtemperature sensors (7) which are part of the temperature controls (8, 9). The contact paper(10) and test sample (11) are held between the two jaws
Traces of UV ink on the contact paper indicate inadequate curing
Interaction | Testing for hardness
ing the curing status are mechani-cal in principle and should only beused on hard, incompressible sub-strates. Some examples are themicrohardness test as defined inDIN 55676, the pendulumdamping test as per DIN 53157and tests in which the surface ofthe samples are bombarded withcone points or falling bodies. Abra-sion tests such as scuffing tests,the Taber abraser or the fingertiptest are of limited use in checkingwhether UV-curable ink films havecured right through. The sameapplies to the talcum-powder test,set-off tests and the measurementof gloss or roughness.
Testing for hardness in the laboratoryThe development of a process formonitoring the hardness of UV-curable inks and coatings in thelaboratory is also a work inprogress. In the past, the followingdifferent physical and chemicalmethods were used to determinethe extent to which UV or EB-cured layers had hardened:• Fourier transform infrared (FTIR)
spectroscopy,• Near-infrared (NIR) spectro -
scopy,• Raman spectroscopy,• Atomic force microscopy,• Ion mobility spectroscopy,• Dielectric spectroscopy,• Heat-measuring processes,• Ultrasound propagation,• Pulse radiolysis,• Evaluation of rheological and/or
mechanical changes due to UVradiation,
• Measurement of penetration byradioactively marked liquids,
• High-performance liquid chro-matography (HPLC) and
• Headspace gas chromatography.
No universally applicable standardmethod has yet been distilled fromthe plethora of investigative tech-niques currently in use.The result of a series of tests con-ducted by Fogra shows that HPLCand ATR (attenuated totalreflectance) infrared spectroscopy
(in the case of printing inks) andconfocal Raman spectroscopy (forradiation-curable coatings ) candeliver reproducible chemicallyanalytical data on the curing statusof these layers.
Dr Wolfgang Rauh,Fogra Graphic Technology ResearchAssociation, Munich
BibliographyALIG, I.; TADJBACH, S.; WENZEL, M.; LELLINGER, D.;
OEHLER, H.: Auf Hertz und Nieren – Ultra -schallverfahren zur Verfolgung von Trocknungund Verfestigung von Lacken und Klebstoffen.– In: Farbe & Lack 109 (2003) 8, S. 4-7.
BASSEMIR, R.W.; COSTELLO, G.; PARRIS, J.: TheUse of Atomic Force Microscopy in Graphic ArtsProblem Solving. – International Printing andGraphic Arts Conference October 17-20, 1994,Halifax. Conference Proceedings, TAPPI Press,Atlanta 1994, S. 159-181.
HARTWIG, A.; BUCHBACH, S.: Von außen betrach -tet – Mit RTIR den Einfluss der Atmosphären -bestandteile auf Härtungsverlauf messen. –In: Farbe & Lack 108 (2002) 7, S. 31-34.
KAPLANOVÁ, M.; CERNY, J.: Photoacoustic andPhotocalorimetric study of UV-Curable Inksand Varnishes. – IARIGAI’s 22nd InternationalResearch Conference, Munich 1993.
KOCH, F.: Measurement of the UV-curing ofPhotopolymers by FTIR Spectroscopy. – FTIRApplication note, Bruker.
KUEN, T.; CREMER, R.: Untersuchung von Vernet -zungs- und Haftstörungen bei UV-Lackie -rungen in der Papier- und Kartonveredelung. –Fogra research report 4.051, Munich 1993.
LLA INSTRUMENTS: Umsatzkontrolle bei der UV-Härtung von Acrylaten mit dem NIR-Spektro -meter KUSTA 4004.
MEHNERT, R.: Degree of cure – measurementand process control. – In: RadTech Europe2001, Exhibition & Conference for RadiationCuring, Basel 2001, Conference Proceedings,Vincentz Hanover 2001, S. 167-172.
MEJERITSKI, A.; GRINEVITCH, O.: Atomic ForceMicroscopy investigation of the photocurablecoatings. – Conference Proceedings, RadTech2000, Baltimore, S. 299-313.
NITZL, K.: Bestimmung der nicht umgesetztenAcrylate mittels Kapillargaschromatographie.– 12./13. Munich adhesives seminar, 1987/88.
MEICHSNER, G.; BURK, T.; FEIL, S.; STENGLE, M.:Informationen aus der Tiefe. Untersuchung derDurchhärtung UV-gehärteter Lacke. – In: Farbeund Lack 108 (2004) 6, S. 69-73.
RITZ, A.: UV-Trocknungs-Systeme und Verfahrenmit großer Zukunft. – In: Druck & Medien-Magazin 3 (2002) 12, S. 30-33.
SCHROF, W.; HÄUSSLING, L.: Tiefenauflösung derTrocknungsvorgänge in Lackfilmen – PräziseMessungen mittels konfokaler Ramanspektro -skopie, demonstriert am Beispiel der UV-Strahlenhärtung. – In: Farbe & Lack 103 (1997)7, S. 22-27.
SENG, H.P.: Ionen-Mobilitäts-Spektrometrie –Eine Kontrollmethode für die UV-Härtung; eine Methode für den Anwender. – In: DerFadenzähler 46 (1997), S. 31-38.
SENG, H.P.: Strahlenhärtende Druckfarben undLacke. – In: Coating (2000) 5, S. 199-205.
Process_4_d_e.qxd:Seite 17-23 19.11.2007 12:41 Uhr Seite 23

24 Process 4 | 2007
Process technology | Inline coating in sheetfed offset
Inline coating with offset technologyIn standard sheetfed offset, apply-ing overprint varnish via theinking unit, plate and blanket inthe final printing unit is the onlycoating system that still utilisesoffset technology. In conjunctionwith hybrid consumables it hasattained a new status as an optionfor creating sophisticated gloss/matt contrasts.With KBA-Metronic’s OC 200 it isalso possible to apply UV coatingsvia the inking unit, plate andblanket when printing individualplastic cards in sets of two withwaterless UV offset inks. Sincethe OC200 has keyless inkingunits with temperature-controlledscreened metering rollers, and thedwell section after the final print-ing unit is adequate, the quality ofthe gloss coating delivered isexceptionally high. The samesystem can be used to apply a UV
primer that is cured immediately,before the first colour is printed.One of the more commonmethods in the 1990s was to applya water-based coating via thedampening duct and blanket, butnowadays this is confined to userswho seldom have to apply acoating and are therefore preparedto accept the attendant qualityimpairments. There are still a fewcoating manufacturers who offeroptimised aqueous coatings, ordampening-duct coatings as theyare known.In place of dampening-duct meter-ing one press manufacturer offersa modular doctor-blade attach-ment, which on an offset press canbe positioned where the blanketwashing system is usually found.This well-meaning approach,intended for medium-formatpresses which are rarely used forcoating, is not one that KBA is
planning to adopt. The reason isobvious: the presses concernedare normally not equipped with anadequate number of IR andthermal dryers, so the water-basedcoating is generally not dried aswell as it should be, particularly ifthe attachment can only apply asolid coating. So the claim thatinserting one such attachment inthe first printing unit prior to thefirst colour, or two attachments forperfect coating with no intermedi-ate drying, seems reckless, to saythe least. For aqueous coatingsKBA recommends a dedicatedcoater (with which it is also possi-ble to apply spot coatings) plus theappropriate drying technology.From the economic point of viewthat is perfectly justifiable becausecoating, far from being the excep-tion, has long since become therule, and allows prints to be fin-ished much sooner.
Inline coating with coaterIt is only possible to achieve asuperior, consistently reproduciblequality with an inline applicationof aqueous and/or UV coating ifone or more dedicated coaters are
used. These can apply a muchlarger volume of coating thanother systems, and also meter itmore uniformly on the coatingforme. For solid applications it iscustomary to use a smoothblanket, for spot coatings astripped coating blanket or photo -polymer letterpress plate.Initially roller-type coaters, whichare available in a choice of ver-sions, were the most commoncoaters used. The simplest designis the two-roller coater, which isstill the preferred choice in webprinting, basically on account ofits simplicity, its trouble-free appli-cation at high web speeds and thefrequently changing applicationsfor which it is used. This isbecause gloss coatings are usedrelatively rarely compared to rub-ber coatings, gluing, rub-off inkor scented coatings. Two-rollercoaters typically consist of a rub-ber-coated dip roller that ro tatesin a coating pan, a chromium-plated coating forme roller and acoating forme cylinder.Two-roller coaters for sheetfedpresses have been transmuted intowhat are known as squeezecoaters. The rubber roller hasbeen replaced by a chrome rollerand the coating is applied througha slit in a tank positioned abovethe roller nip. The volume ofcoating applied is controlled byadjusting the size of the roller nip,so exceptionally thick layers ofcoating can be applied. The rollers
Coating in offset: on KBA-Metronic’s OC 200 press for printing plastic cards, UV primers and coatingsare applied by keyless inking units specially modified for waterless UV inks. The anilox roller metersthe coating from the ink duct
Inline coaters for sheetfed presses: two-roller coater (“squeeze coater”) with metering via the nip (1), reverse-action (2) andsynchronous three-roller coater (3) and anilox coater (4)
Anilox coaters are the stateof the artOver the past twenty years the range of inline coating options available on the market has improved out of all
recognition. In sheetfed offset, the raft of benefits delivered by anilox coaters has made them the most popular choice.
KBA has systematically promoted anilox coating technology for a number of years now, initially for its Rapida and
74 Karat presses and, more recently, for its Performa presses. While a roller-type coating unit is occasionally requested
as an alternative in VLF format, and is also available as an option with KBA-Metronic’s B3 (20-inch) Genius 52UV, only
Performa presses offer the option of coating via the dampening duct.
1 2 3 4
Process_4_d_e.qxd:Seite 24-35 19.11.2007 12:42 Uhr Seite 24

25Process 4 | 2007
Process technology | Inline coating in sheetfed offset
can be rotated at different speeds,which means that the volume ofcoating is infinitely adjustable rel-ative to press speed.Three-roller coaters feature a diproller that is immersed in thecoating pan and has a rider rollermounted on it. The dip roller canrun with or counter to cylinderrotation. The volume of coatingapplied can be adjusted via therider roller and by changing rollerspeed and the direction of rota-tion. As a result coating can becontrolled more accurately thanwith a two-roller coater using thenip system.Even though roller-type coaters arenow considered to be rather out-dated for small- and medium-format presses, there are stillsome manufacturers that continueto offer them. The reason whyKBA-Metronic’s Genius 52UV isoffered with an optional squeezecoater is mainly because it canapply a much thicker coating film.
The Swedish pilot user, Inplastor,wanted to avoid having to use anoffline coating system for theplastic cards it prints, and optedfor a squeeze coater after testingan anilox coating system with avariety of screen rollers.Nonetheless, anilox coaters arethe present state of the art forsheetfed presses. Because they arebased on flexography, a letterpressprocess, the quality of the coatingdelivered is much better than inoffset with regard not only to thehomogeneity of full solids but alsoto detail reproduction in spot coat-ings. Anilox coaters consume onaverage 15% less coating thanroller-type coaters. While it is truethat anilox coaters are unable toapply an infinitely adjustablecoating film, coating application ismuch more consistent and reliablyreproducible because it is influ-enced solely by the pick-upvolume and the engraved screenroller – speed is irrelevant. As a
result anilox coaters require lessskill on the part of the pressminder than do roller-type coaters,and also less monitoring.With anilox coaters it is possible toapply not only aqueous and UVcoatings but also metallic andpearlescent coatings and opaquewhite. The volume of coatingapplied can be defined and repro-duced at any time with the utmostprecision.Purchasers of Rapida and Performa74 presses equipped with coater(s)can choose systems from eitherHarris & Bruno or Tresu, both ofwhich also offer automated sys-tems for changing the coating. (seepages 32 to 35: “Technologies forautomating changes of coating”).
Coater on a KBA 74 Karat: the aqueous coating is pumped from the coating reservoir into thedoctoring chamber (1). The anilox roller (2) with 100lpc (245lpi) hachure applies approximately7ml of coating per m² (0.02fl.oz/ft²). A strippable blanket is clamped on the coating formecylinder (3). The transfer cylinder has been converted into a coating impression cylinder (4). Thedryer (5), comprising four IR emitters and three hot-air knives, dries the coated sheets as theypass underneath on their way to the delivery pile. An extractor system (6) removes water vapour.The press housing (7) can be swung up to afford access to the coater for cleaning andmaintenance work
Criterion
Metering
Thickness of coating film that can be applied
Specified coating thickness
Impact of production speed
Adjustment to suit substrate
Application of pigmented coating
Coating quality
Solid
Spot
HandlingCleaning
Changing components
Roller-type coaters
very thick
can be set fast by changing the roller nip or speed and direction of roller rotation
Changes in speed cause fluctuations in the volume of coating applied
limited (solely via volume)
poor
homogeneity depends on speed
blurred edges
with a roller-washing device
seldom necessary
Anilox coaters
generally thinner, but with special screen roller thicker
reproducible thickness can be set by using a screen roller with a predefined pick-up volume
none (volume always constant)
precise (by using a screen roller with the corresponding engraving)
good in conjunction with a screen roller spefically engraved for larger pigment particles
always homogeneous
outstanding reproduction of type and fine details
automatic washing within the coating circulation system, very efficient with sealed doctor chamber
insertion of new screen roller (at large-format presses with the aid of a crane); regular replacement of worn blades and seals
Roller-type versus anilox coaters
Four printing units plus an anilox coater: that is the standard configuration for the Rapida 74 G,which like the 74 Karat consumes waterless offset inks and aqueous coatings
Simple to clean: the coating blanket andother coater components in the 74 Karat canbe accessed easily from above Photo: Kleeberg
6 6
7
42
3
5
1
Process_4_d_e.qxd:Seite 24-35 19.11.2007 12:42 Uhr Seite 25

26 Process 4 | 2007
Process technology | Inline coating in sheetfed offset
Anilox systems from Tresu areinstalled in KBA’s two waterlessoffset presses, the 74 Karat andRapida 74 G, with technotrans sys-tems available as an alternative.Coating change systems areoptional with the 74 Karat andRapida 74 G, because most userstend to use just one type of aque-ous coating; a change of coatingwould only be necessary if pig-mented coatings or opaque whitewere applied, and if paper wereprinted instead of plastic film.
Doctoring chambers can either beswivelled (Tresu) or shifted side-ways (Harris & Bruno) to allowaccess to the screen roller, the twodoctoring blades and the seals(see “Technologies for automatingchanges of coating”). In both casesthe blade chamber can be thrownon and off manually and is excep-tionally easy to operate.
Dieter Kleeberg
The buyer has the choice: the doctor blades in the Rapida 105 pictured at the top of this page arefrom Tresu, those in the Rapida 142 above are from Harris & Bruno
Screen roller and coating forme cylinder: on this Rapida 105 there are no streaks in the coating
Supersize press: even the Rapida 205 boasts anilox technology. In this instance the customeropted for a two-metre (78-inch) wide blade from Harris & Bruno
Consumable parts: the sealing anddoctoring blades must be changed atregular intervals along with the sealsPhoto: Tresu
No compromise: an anilox coater – like the onehere from Harris & Bruno – is a routine featureon the Performa 74. Roller-type coaters areconsidered old hat in small and medium formatsbecause the quality they deliver is inferior
Process_4_d_e.qxd:Seite 24-35 19.11.2007 12:43 Uhr Seite 26

27Process 4 | 2007
Offline gloss coating options for sheetfed products
Photopolymer plate in a Billhöfer roller-based coating machine
Coating application Aqueous coatings Other coatings Gloss inks Possible coating finishFull-solid or spot with inline coater all types (gloss and metallic, gloss and matt UV coatings (metallic and lustre inks sheetfed printing (additional pass), (as separate pass) metallic and lustre, scented and are applied inline in printing blind and hot-foil stamping
scratch-off, gumming, units)blister and sealant coatings; primer)
Full-solid, strip or spot with roller-based coater all types gloss and matt UV coatings — high-gloss calendering (inline or offline), blind and hot-foil stamping
Full-solid with hot calender — hot-melt plastic — inline high-gloss calendering is part of the process
Full-solid or spot with flatbed or rotary gloss and matt, metallic and lustre, gloss and matt UV, metallic and lustre inks, high-gloss calendering (offline), screen-printing press gumming and adhesive, relief and contour UV coatings holographic and mirror inks blind and hot-foil stamping
blister and sealant coatings
Full-solid with sheetfed gravure press — gloss and metallic UV, metallic and lustre inks sheetfed printing, solvent-based gloss coatings blind and hot-foil stamping
Film lamination Consumables applied Possible film finishFull-solid with wet laminator first aqueous or UV adhesive, then film calendering, colour, hot-foil or structural embossing, spot coating
Full-solid with dry laminator first solvent-based, hot-melt or polyurethane adhesive or wax, then film calendering, colour, hot-foil or structural stamping, spot coating
Full-solid with thermal laminator film with pre-applied hot-melt adhesive calendering, colour, hot-foil or structural stamping, spot coating
Process technology | Offline gloss coating
Excursus: offline gloss coatingIt is worth applying an offline gloss coatingto the substrate if the surface must demon -strate specific visual, tactile or mechanicalproperties – or if additional finishingprocesses such as stamping, punching orflocking are to follow. An inline combinationwith other materials, eg hologram-like film,is simply not possible. Screen printing, beinga common process, is often the most versatileoffline finishing option, even though theproduction speeds of rotary screen-printingpresses are, at best, only 70 to 80 per cent asfast as roller-based coating machines, whichcan have maximum speeds in excess of10,000 sheets per hour.In contrast to inline coating, which is typi -cally applied wet on wet, offline coatings areusually applied once the ink has dried orcured. It is therefore generally possible toapply a UV coating to oxidation-dried inkwithout the need for a primer. Basically, thiswill also function on a printing press,
provided it is used for a separate coating passafter the ink has dried. Instead of a printingunit some coating specialists use a roller-based coater capable of applying both a full-solid and a spot coating. It is even possibleto fit photopolymer coating plates, whichreproduce detail better than an inline roller-based coater. Detail reproduction withscreen-printing presses is also good.Film adheres well to all types of inks oncethey are dry. Film-laminating machines arenormally equipped with a cleaning systemthat removes powder and paper particlesprior to lamination. Whether a coating or afilm should be used is primarily determinedby the proposed function or purpose of theprinted product in question. Visually, extra-thick layers of gloss coating, smooth-calen -dered for additional shine, are just as goodas a gloss film. Polypropylene (OPP, PPVK),polyester (PET), polyvinyl chloride (PVC,PVDC) and cellulose acetate (CA) film are
the most popular types currently in use.Prestamped or pre-embossed film is alsoavailable, and this dispenses with the needfor stamping or embossing after the film hasbeen applied. Structured embossing gener -ally simulates the tactile properties of linen,parchment or leather and is frequently used
for presentation files and forbooks (eg reference booksand textbooks). More conspic -
uous visual effects can be created by usingcoloured and metallised film. Laminating filmis generally between 10 and 100µm (0.4 to4 thou) thick. Although hot-melt film doesnot boast the same wide range of propertiesas other types of coating, and the priorapplication of adhesive makes it moreexpensive, it is becoming increasingly popu -lar because it is easier to apply. Film-lami -nating machines for sheetfed prints currentlyhave a maximum throughput of 10,000sheets per hour. The speed is reduced iflaminating is combined with embossing orlamination of the reverse side of the sheet.Dieter Kleeberg
GBC Voyager³ automatic thermal film laminator
Steinemann Hibis 104medium-format screen-printing press with circularscreens for applying UV inksand coatings
Process_4_d_e.qxd:Seite 24-35 19.11.2007 12:43 Uhr Seite 27
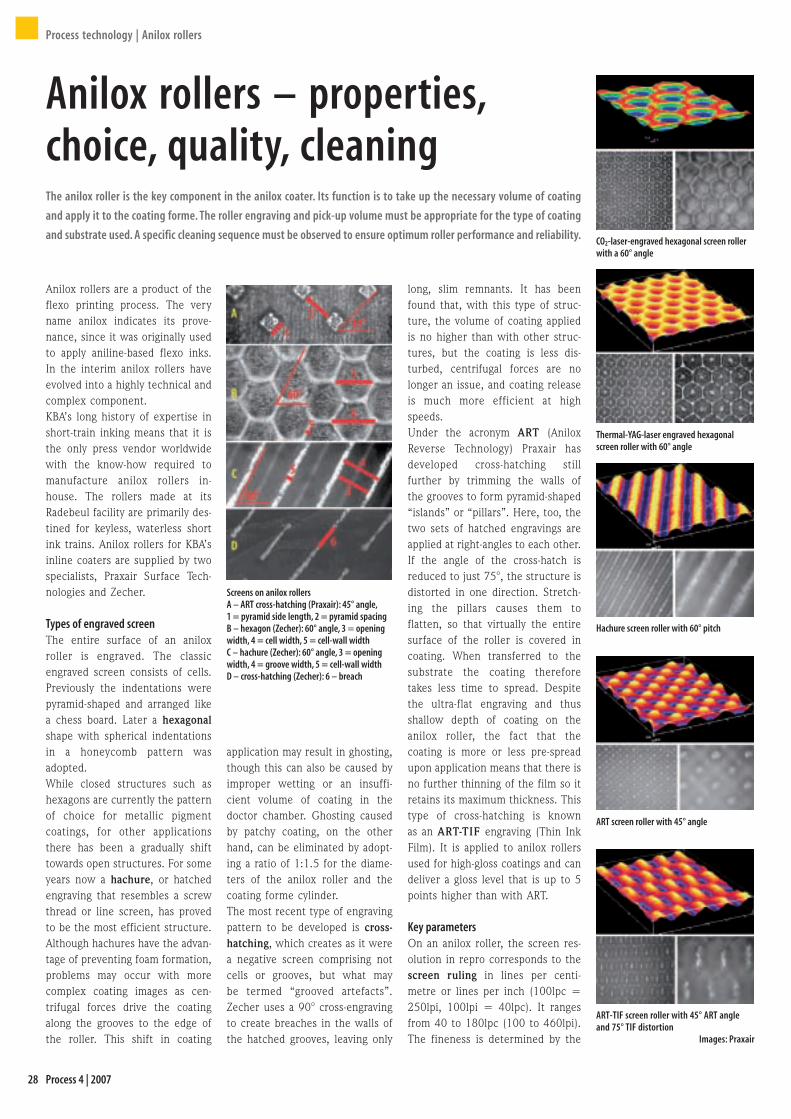
28 Process 4 | 2007
Process technology | Anilox rollers
Anilox rollers are a product of theflexo printing process. The veryname anilox indicates its prove-nance, since it was originally usedto apply aniline-based flexo inks.In the interim anilox rollers haveevolved into a highly technical andcomplex component.KBA’s long history of expertise inshort-train inking means that it isthe only press vendor worldwidewith the know-how required tomanufacture anilox rollers in-house. The rollers made at itsRadebeul facility are primarily des-tined for keyless, waterless shortink trains. Anilox rollers for KBA’sinline coaters are supplied by twospecialists, Praxair Surface Tech-nologies and Zecher.
Types of engraved screenThe entire surface of an aniloxroller is engraved. The classicengraved screen consists of cells.Previously the indentations werepyramid-shaped and arranged likea chess board. Later a hexagonalshape with spherical indentationsin a honeycomb pattern wasadopted.While closed structures such ashexagons are currently the patternof choice for metallic pigmentcoatings, for other applicationsthere has been a gradually shifttowards open structures. For someyears now a hachure, or hatchedengraving that resembles a screwthread or line screen, has provedto be the most efficient structure.Although hachures have the advan-tage of preventing foam formation,problems may occur with morecomplex coating images as cen-trifugal forces drive the coatingalong the grooves to the edge ofthe roller. This shift in coating
application may result in ghosting,though this can also be caused byimproper wetting or an insuffi-cient volume of coating in thedoctor chamber. Ghosting causedby patchy coating, on the otherhand, can be eliminated by adopt-ing a ratio of 1:1.5 for the diame-ters of the anilox roller and thecoating forme cylinder.The most recent type of engravingpattern to be developed is cross-hatching, which creates as it werea negative screen comprising notcells or grooves, but what maybe termed “grooved artefacts”.Zecher uses a 90° cross-engravingto create breaches in the walls ofthe hatched grooves, leaving only
long, slim remnants. It has beenfound that, with this type of struc-ture, the volume of coating appliedis no higher than with other struc-tures, but the coating is less dis-turbed, centrifugal forces are nolonger an issue, and coating releaseis much more efficient at highspeeds.Under the acronym ART (AniloxReverse Technology) Praxair hasdeveloped cross-hatching stillfurther by trimming the walls ofthe grooves to form pyramid-shaped“islands” or “pillars”. Here, too, thetwo sets of hatched engravings areapplied at right-angles to each other.If the angle of the cross-hatch isreduced to just 75°, the structure isdistorted in one direction. Stretch-ing the pillars causes them toflatten, so that virtually the entiresurface of the roller is covered incoating. When transferred to thesubstrate the coating thereforetakes less time to spread. Despitethe ultra-flat engraving and thusshallow depth of coating on theanilox roller, the fact that thecoating is more or less pre-spreadupon application means that there isno further thinning of the film so itretains its maximum thickness. Thistype of cross-hatching is knownas an ART-TIF engraving (Thin InkFilm). It is applied to anilox rollersused for high-gloss coatings and candeliver a gloss level that is up to 5points higher than with ART.
Key parametersOn an anilox roller, the screen res-olution in repro corresponds to thescreen ruling in lines per centi -metre or lines per inch (100lpc =250lpi, 100lpi = 40lpc). It rangesfrom 40 to 180lpc (100 to 460lpi).The fineness is determined by the
Anilox rollers – properties,choice, quality, cleaningThe anilox roller is the key component in the anilox coater. Its function is to take up the necessary volume of coating
and apply it to the coating forme. The roller engraving and pick-up volume must be appropriate for the type of coating
and substrate used. A specific cleaning sequence must be observed to ensure optimum roller performance and reliability. CO2-laser-engraved hexagonal screen rollerwith a 60° angle
Thermal-YAG-laser engraved hexagonalscreen roller with 60° angle
Hachure screen roller with 60° pitch
ART screen roller with 45° angle
ART-TIF screen roller with 45° ART angleand 75° TIF distortion
Images: Praxair
Screens on anilox rollersA – ART cross-hatching (Praxair): 45° angle, 1 = pyramid side length, 2 = pyramid spacingB – hexagon (Zecher): 60° angle, 3 = openingwidth, 4 = cell width, 5 = cell-wall widthC – hachure (Zecher): 60° angle, 3 = openingwidth, 4 = groove width, 5 = cell-wall widthD – cross-hatching (Zecher): 6 – breach
Process_4_d_e.qxd:Seite 24-35 19.11.2007 12:43 Uhr Seite 28

29Process 4 | 2007
Process technology | Anilox rollers
difference in the cell wall widthand the opening width (cell orgroove diameter in micrometres,µm). This is known as the cell-to-wall ratio and normally varies from1:8 (fine) to 1:25 (coarse). In ARTand TIF engravings the pyramidspacing and pyramid side lengthsare measured instead.The best screen angle relative tothe cylinder axis has proved tobe 60° for hexagonal and hachurescreens. For ART and TIF it is just45°, with TIF there is an additional75° distortion.The finer the screen, the shal-lower the engraving depth (in µm)and thus the pick-up volume (incm³/m² or BCM; 1 cm³/m² =0.645BCM; 1BCM = 1.55cm³/m²). No pick-up volume canbe calculated for ART and ART-TIFscreens. The smaller the pick-upvolume, the smaller the actualvolume of wet coating applied (incm³/m²). How completely thestructures are emptied of coatingdepends partly on the form andcoarseness of the walls and partlyon the surface tension of thematerial of which the coatingforme is made. The volume actu-ally applied to the substrate alsodepends on how the coating filmis split on the coating forme. As arule of thumb, approximately onequarter to one third of the coatingon the roller – and thus of thepick-up volume – will be trans-ferred to the substrate.Because the density of low-viscos-ity coatings (approx. 1 g/cm³) issimilar to that of water, thevolume applied wet is the same asthe quantity applied wet (in
g/cm³). So in practice the aniloxrollers are often referred to as “6-gram” rollers, “12-gram” rollersetc.If a smaller quantity of coating isapplied to the substrate it followsthat the layer of coating will bethinner. This is referred to as thelayer thickness index. It is basedon the engraved depth (in µm)divided by the pick-up volume (incm³/m²). The resulting conflict inthe unit of measurement is solvedby deleting the unit of measure-ment from the index. As the nameimplies, a thin ink film engravinghas the lowest index value (1.3),followed by ART (1.8). Otherscreens lie between 2.5 and 3.5,depending on the laser employed.
Choosing the right type of aniloxrollerThe volume of coating transferredby the anilox roller is constant anduniform across the entire formatwidth. The total volume applied canonly be changed by changing theroller, zonal metering is not possi-ble. So where production entailsvarious coating applications, it isessential to choose the anilox rollerwith the screen and pick-up volumebest suited to the type of coatingand substrate being used for the jobin hand (see table).It is not just the volume of coatingtransferred that is influenced by
the screen structure: where a pig-mented coating is used the cells,grooves or interspatial columnsmust also be large enough toaccommodate the pigment parti-cles. Metallic pigments range insize from 7 to 17µm, interferencepigments (eg Merck’s Iriodin asindividual flakes or encapsulatedas pearlets) and scented capsulescan measure between 5 and200µm, depending on specifica-tions. By comparison pigments instandard printing inks are just 1 to3µm across. Even if the cells andgrooves are large enough, not allthe pigment particles will disap-pear into them: the residue will bepressed against the walls by thedoctoring blade, acceleratingsurface abrasion. This is onereason why pearlescent coatingsshould be applied with ARTrollers.Most printing plants generally usea variety of anilox rollers. To avoidconfusion, roller data must be easyto identify. As a rule, anilox rollersshould be stored together with
their specifications in containersor on shelves. In case of doubt itis best to check the roller with avolumeter.Unfortunately, a lot of aniloxrollers still have non-standardmarkings that are stamped orvibration-etched into the steel sidefaces. This has the drawback ofmaking them hard to read at thepress. For some time now bothPraxair’s standard and customisedrollers have featured an ID stripwhich provides roller data that canbe read at a glance, even in thecoater. This ID strip, whose widthvaries according to roller size andcustomer specs, is engraved at theedge of the cylindrical surface,outside the screen structure. Thedata are generated by computerand engraved in the ceramicsurface along with the screenstructure. The strip is as hard-wearing as the engraved surface.
Surface and engraving qualityThe surface of anilox rollers con-sists of a ceramic layer into whichthe screen structure is engravedby laser. Ceramic is particularlyhard and resistant to abrasion. Theceramic layer should also adherefirmly to the metal roller body,protect it from corrosion, containno foreign particles and be laser-engravable to a high qualitystand ard. But its most importantquality is low porosity, so thesurface must be totally smoothand sealed. The smoother thesurface, the lower the interfacialtension relative to the coating.And the lower the interfacialtension, the easier it is to emptythe screen of coating during trans-fer and cleaning. Praxair guaran-tees that the proportion ofmicropores (pinholes) in its rollersurfaces does not exceed 3%,even though with ART and TIFscreens the impact of these pin-holes is negligible.A special surface treatment can beused to lower interfacial tension orset it to a precise value. Praxair’srainbow surface treatment is a thin,iridescent layer which combinesthe benefits of good detail repro-duction and a uniform applicationto deliver the matt and gloss values
If rollers are to be used efficiently they mustbe clearly identified. A tag (eg Zecher) or anidentity strip on the roller (eg Praxair) aretwo accepted methods
The coating film transferred from a TIF roller(blue), is thinner at maximum elasticity thanthe coating film from an ART roller (grey). Butalthough it is thinner, it is smoother so thevolume of coating applied is higher than withan ART roller. In this illustration the differenceis exaggerated
Right: The elasticity of special-effect pigmentparticles in coatings must be appropriate forthe structure of the anilox roller. Examples ofrollers manufactured by Zecher: 120 lpc, cell-to-cell-wall ratio 1:10 (hexagon) or 1:16(hachure), cell/groove width 83µm, openingwidth 78µm, cell wall width 5µm
Left: Ultra-fine coating images, eg small fonts,require anilox rollers with an ultra-fine screenand a low pick-up volume. In the top imagethe gold coating was applied correctly at180lpc and 6cm³/m², in the bottom image itwas applied excessively, at 14cm³/m²Photos: Flint Group
Process_4_d_e.qxd:Seite 24-35 19.11.2007 12:43 Uhr Seite 29
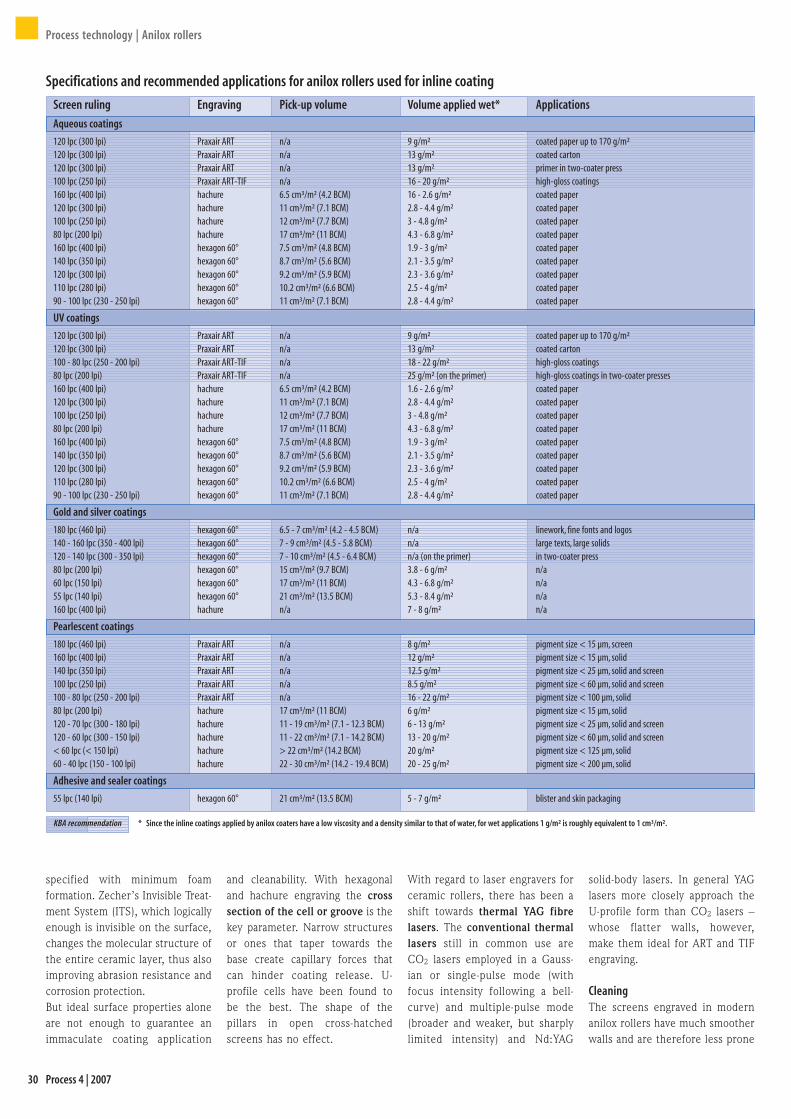
30 Process 4 | 2007
KBA recommendation * Since the inline coatings applied by anilox coaters have a low viscosity and a density similar to that of water, for wet applications 1 g/m² is roughly equivalent to 1 cm³/m².
Process technology | Anilox rollers
specified with minimum foamformation. Zecher’s Invisible Treat- ment System (ITS), which logicallyenough is invisible on the surface,changes the molecular structure ofthe entire ceramic layer, thus alsoimproving abrasion resistance andcorrosion protection.But ideal surface properties aloneare not enough to guarantee animmaculate coating application
and cleanability. With hexagonaland hachure engraving the crosssection of the cell or groove is thekey parameter. Narrow structuresor ones that taper towards thebase create capillary forces thatcan hinder coating release. U-profile cells have been found tobe the best. The shape of thepillars in open cross-hatchedscreens has no effect.
With regard to laser engravers forceramic rollers, there has been ashift towards thermal YAG fibrelasers. The conventional thermallasers still in common use areCO2 lasers employed in a Gauss-ian or single-pulse mode (withfocus intensity following a bell-curve) and multiple-pulse mode(broader and weaker, but sharplylimited intensity) and Nd:YAG
solid-body lasers. In general YAGlasers more closely approach theU-profile form than CO2 lasers –whose flatter walls, however,make them ideal for ART and TIFengraving.
CleaningThe screens engraved in modernanilox rollers have much smootherwalls and are therefore less prone
Specifications and recommended applications for anilox rollers used for inline coating
Screen ruling
Aqueous coatings
120 lpc (300 lpi)120 lpc (300 lpi)120 lpc (300 lpi)100 lpc (250 lpi)160 lpc (400 lpi)120 lpc (300 lpi)100 lpc (250 lpi)80 lpc (200 lpi)160 lpc (400 lpi)140 lpc (350 lpi)120 lpc (300 lpi)110 lpc (280 lpi)90 - 100 lpc (230 - 250 lpi)
UV coatings
120 lpc (300 lpi)120 lpc (300 lpi)100 - 80 lpc (250 - 200 lpi)80 lpc (200 lpi)160 lpc (400 lpi)120 lpc (300 lpi)100 lpc (250 lpi)80 lpc (200 lpi)160 lpc (400 lpi)140 lpc (350 lpi)120 lpc (300 lpi)110 lpc (280 lpi)90 - 100 lpc (230 - 250 lpi)
Gold and silver coatings
180 lpc (460 lpi)140 - 160 lpc (350 - 400 lpi)120 - 140 lpc (300 - 350 lpi)80 lpc (200 lpi)60 lpc (150 lpi)55 lpc (140 lpi)160 lpc (400 lpi)
Pearlescent coatings
180 lpc (460 lpi)160 lpc (400 lpi)140 lpc (350 lpi)100 lpc (250 lpi)100 - 80 lpc (250 - 200 lpi)80 lpc (200 lpi)120 - 70 lpc (300 - 180 lpi)120 - 60 lpc (300 - 150 lpi)< 60 lpc (< 150 lpi)60 - 40 lpc (150 - 100 lpi)
Adhesive and sealer coatings
55 lpc (140 lpi)
Pick-up volume
n/an/an/an/a6.5 cm³/m² (4.2 BCM)11 cm³/m² (7.1 BCM)12 cm³/m² (7.7 BCM)17 cm³/m² (11 BCM)7.5 cm³/m² (4.8 BCM)8.7 cm³/m² (5.6 BCM)9.2 cm³/m² (5.9 BCM)10.2 cm³/m² (6.6 BCM)11 cm³/m² (7.1 BCM)
n/an/an/an/a6.5 cm³/m² (4.2 BCM)11 cm³/m² (7.1 BCM)12 cm³/m² (7.7 BCM)17 cm³/m² (11 BCM)7.5 cm³/m² (4.8 BCM)8.7 cm³/m² (5.6 BCM)9.2 cm³/m² (5.9 BCM)10.2 cm³/m² (6.6 BCM)11 cm³/m² (7.1 BCM)
6.5 - 7 cm³/m² (4.2 - 4.5 BCM)7 - 9 cm³/m² (4.5 - 5.8 BCM)7 - 10 cm³/m² (4.5 - 6.4 BCM)15 cm³/m² (9.7 BCM)17 cm³/m² (11 BCM)21 cm³/m² (13.5 BCM)n/a
n/an/an/an/an/a17 cm³/m² (11 BCM)11 - 19 cm³/m² (7.1 - 12.3 BCM)11 - 22 cm³/m² (7.1 - 14.2 BCM)> 22 cm³/m² (14.2 BCM)22 - 30 cm³/m² (14.2 - 19.4 BCM)
21 cm³/m² (13.5 BCM)
Volume applied wet*
9 g/m²13 g/m²13 g/m²16 - 20 g/m²16 - 2.6 g/m²2.8 - 4.4 g/m²3 - 4.8 g/m²4.3 - 6.8 g/m²1.9 - 3 g/m²2.1 - 3.5 g/m²2.3 - 3.6 g/m²2.5 - 4 g/m²2.8 - 4.4 g/m²
9 g/m²13 g/m²18 - 22 g/m²25 g/m² (on the primer)1.6 - 2.6 g/m²2.8 - 4.4 g/m²3 - 4.8 g/m²4.3 - 6.8 g/m²1.9 - 3 g/m²2.1 - 3.5 g/m²2.3 - 3.6 g/m²2.5 - 4 g/m²2.8 - 4.4 g/m²
n/an/an/a (on the primer)3.8 - 6 g/m²4.3 - 6.8 g/m²5.3 - 8.4 g/m²7 - 8 g/m²
8 g/m²12 g/m²12.5 g/m²8.5 g/m²16 - 22 g/m²6 g/m²6 - 13 g/m²13 - 20 g/m²20 g/m²20 - 25 g/m²
5 - 7 g/m²
Applications
coated paper up to 170 g/m²coated cartonprimer in two-coater presshigh-gloss coatingscoated papercoated papercoated papercoated papercoated papercoated papercoated papercoated papercoated paper
coated paper up to 170 g/m²coated cartonhigh-gloss coatingshigh-gloss coatings in two-coater pressescoated papercoated papercoated papercoated papercoated papercoated papercoated papercoated papercoated paper
linework, fine fonts and logoslarge texts, large solidsin two-coater pressn/an/an/an/a
pigment size < 15 µm, screenpigment size < 15 µm, solidpigment size < 25 µm, solid and screenpigment size < 60 µm, solid and screenpigment size < 100 µm, solidpigment size < 15 µm, solidpigment size < 25 µm, solid and screenpigment size < 60 µm, solid and screenpigment size < 125 µm, solidpigment size < 200 µm, solid
blister and skin packaging
Engraving
Praxair ARTPraxair ARTPraxair ARTPraxair ART-TIFhachurehachurehachurehachurehexagon 60°hexagon 60°hexagon 60°hexagon 60°hexagon 60°
Praxair ARTPraxair ARTPraxair ART-TIFPraxair ART-TIFhachurehachurehachurehachurehexagon 60°hexagon 60°hexagon 60°hexagon 60°hexagon 60°
hexagon 60°hexagon 60°hexagon 60°hexagon 60°hexagon 60°hexagon 60°hachure
Praxair ARTPraxair ARTPraxair ARTPraxair ARTPraxair ARThachurehachurehachurehachurehachure
hexagon 60°
Process_4_d_e.qxd:Seite 24-35 19.11.2007 12:43 Uhr Seite 30

31Process 4 | 2007
Process technology | Anilox rollers
to contamination than their pre- -decessors. ART and TIF rollers areparticularly easy to clean. Even so,it is still essential to clean themimmediately after use and to cleanthem thoroughly on a regular basisby way of maintenance. Followingimpression the anilox roller iscleaned inline by the coating feedsystem, and can therefore remainin the doctor chamber (see nextfeature). For maintenance pur-poses it must be removed fromthe unit. The revolving magazinefor the anilox rollers in thecoaters of one of KBA’s competi-tors does not conform to KBA’s
philosophy of easy roller mainte-nance (and identification).There are various processes thatcan be used to clean the rollers out-side the press, and all of themshould be employed with caution.Manufacturers’ instructions shouldbe followed explicitly!Chemical cleaning agents are allaggressive to a greater or lesserdegree. Biologically degradableproducts are also available. Themore aggressive the agent, themore harmful it is to the rollersurface and the greater the risk ofcorrosion. A lot of printers carryout an aggressive deep clean once
a week with due regard to healthand safety precautions.The traditional mechanical clean-ing aid is the steel brush. Thedrawback with this is that it is notone hundred per cent efficient atcleaning out all the cells, and itmay damage the cell walls.Media blasting is a more efficientmethod. Sodium bicarbonate andplastic beads are relatively gentle,solid carbon dioxide (dry ice) ismore effective, but can also be tooaggressive.Ultrasound is another method,though it is more expensive thanmedia blasting. An ultrasonic
system is available from KBA, oralternatively a CleanMobil can behired by the hour from Zecher.Properly used, it is outstandinglyeffective, but uncontrolled inten-sity can destroy the ceramic.Laser cleaning employs a relativelyweak laser beam to evaporate coat-ing residue. The thoroughness isdetermined by the length of timethe laser acts on the roller.
Jürgen Veil, Dieter Kleeberg
Practical tips from KBA’s coating seminar: how to handle anilox rollers
1. Cleaning discipline• The pick-up volume deter-mines the coating thickness. Inthe interests of accurate meteringthe press operator must ensurethat the anilox roller is kept freeof dried coating residue. Theanilox rollers must therefore becleaned after every job.• After inline cleaning (warmwater is recommended) the rollersshould first be thoroughly wipedby hand with a damp cloth andthen dried with a fresh cloth untilall traces of moisture have beenremoved.• The anilox roller should becleaned immediately following theapplication of special-effect coat-ings containing, say, metallic orpearlescent pigments, blister coat-ings and opaque white. Gold andblister coatings justify the connec-tion of an additional warm-watercircuit.
2. Checking the pick-up volume• Quality assurance proceduresshould specify regular mainte -nance that includes the micro -scopic examination and measure - ment of anilox rollers to facilitateroller selection, promote cleaningdiscipline and monitor rollerabrasion.• Depending on the process used,the pick-up volume and otherparameters can be monitored withgreater or less accuracy either at
the printing plant or the roller man-ufacturer using roller impressions.Under ideal conditions interfero-metric, ie three-dimensional, vol- ume measurements taken directlyon the roller can reduce the errortolerance to ± 3%. With indirectoptical and interferometric volumemeasurement using an anilox stripthe error range is between +4%and -7%.• Major fluctuations are mostlycaused by interference from:
- contamination by coatingresidue (measurement can alsoprovide proof of contamination),- irregular engraving with exces-sive pinholes,- faulty roller impression on thepaper,- errors in the interferometricevaluation of the strip impression.• The engraving depth is not nor-mally logged, since sizeable localfluctuations can be misleading.What is important is that the pick-up volume should be tested on alarge enough section of the roller.• Streaking normally has nothingto do with fluctuations in the pick-up volume. If streaking occurs,check the rigidity and abrasion ofthe two doctoring blades on theanilox roller.
3. Changing the anilox rollers• KBA recommends using acrane to change the anilox rollerson large-format presses. Thisavoids the risk of damage causedby manual handling and excessiveforce. The rollers for small- andmedium-format presses are lightenough to be changed by hand.• The roller must be removedfrom the press prior to being deep-cleaned and checked for signs ofabrasion.
Direct interferometric examination using a Wyko microscope of the structure and volume of ananilox roller with various test engravings Photos: Zecher
Left: The pick-up volume can be checkedquickly and directly, but not with anygreat degree of accuracy, with a manualmeasuring device like the URMI II(Ucarlox Roll Measuring Instrument)available from Praxair and other vendors
Right: The pick-up volume can be deter-mined indirectly by rolling a paste withdefined force into the screen structure,taking impressions on paper and sendingthem to Zecher for measurement
Process_4_d_e.qxd:Seite 24-35 19.11.2007 12:43 Uhr Seite 31

32 Process 4 | 2007
Harris & Bruno systems: one coating circuitA Harris & Bruno automatedcoating feed system is cleanedimmaculately in just three toeight minutes, depending on thecoating type and the press format.Since the cleaning process isactuated by push-button and runsautomatically, the operator canturn to other tasks within amatter of seconds.
Preconditions for total automationAutomation levels can vary sub-stantially. Total automation meansthat all coating-specific compo-nents – even the hoses back to thedrums – are cleaned at the touchof a single button, with no manualpumping, valve switching or sub-sequent cleaning necessary. Forcompleteness it should be possibleto switch from one type of coatingto another in a single feed system.Using a single circuit avoids theneed to manually switch the hosesor valves, thus eliminating the riskof accidentally mixing the coat-ings.As a precondition the doctoringsystem must be fully embedded inthe controls, and the filling anddraining valves for the doctorchamber controlled automatically.This is the case with our Hydro-
Comp doctoring system, which isa standard feature of H&B feedsystems.To avoid mixing different coatingsin one circuit, one part of thecleaning process must be carriedout in what is known as purgemode (an H&B patent). This entailsusing the new coating to squeezeany residual cleaning agent orcoating out of the system and intothe waste container.Two options are available for opti-mising automatic operation. Aninline heating module is especiallyuseful for warming UV coatings totheir optimum viscosity, with thetemperature at the anilox rollermeasured continuously by asensor. There is also a specialcoating circulator, SCC, whichincludes cooling and agitation tomake rheologically problematicalcoatings workable.
Single- and dual-circuit systems: the pros and consPreviously, if cross contaminationwas to be avoided, two separatecoating circuits were indispensa-ble. While changeover times areshorter than with basic manualsystems, Harris & Bruno believesthat this gain comes at theexpense of automation, sincehoses must be re-attached or addi-
tional valves switched. What ismore, it requires twice thenumber of pumps and valves,which in turn doubles cleaningand maintenance input and makesthe system more prone to mal-functions and operating errors,thus pushing up costs.In a single coating circuit there isno risk of cross-contamination ifthe system has a patented purgemode capability. If this is the case
it is possible to automate thesystem completely and minimiseoperator intervention, so thatmakeready and press down timesare shorter than with two circuits.A system that is half the size ofanother system requires 50% lessmaintenance and is vulnerable tofewer operator errors.Nonetheless, a separate coatingfeed system, or to be more precisean SCC, may be advisable or nec-
Process technology | Coating feed systems
The coater and feed system mustbe cleaned at the end of each shiftand when switching from one typeof coating to another (eg from UVto aqueous, or from aqueous withspecial-effect pigments to aqueouswithout). Changes of coating are
all part of the routine with hybridand two-coater presses, but canalso occur with any other type ofcoater press. They should take aminimum of time and require aminimum of input from the pressoperator.
Manual cleaning is time-consum-ing and gives rise to lengthy downtimes. An average cleaning cycleusing simple coating pumps anddoctor blades that are not embed-ded in the feed system takesbetween 20 and 25 minutes per
coater, with the press operatorfully occupied for the duration.By contrast, automated feed sys-tems like those from Harris &Bruno clean all the coating-specificcomponents thoroughly in just afew minutes, depending on thetype of coating used, the press for-mat and the degree of automation.This was not always the case,because for a long time theautomation levels available forinline coaters could not comparewith those for offset printing units.
The most sophisticated version of Harris & Bruno’s single-circuit coating feed systemcomprises an inbuilt HydroComp doctoring system (1), a LithoCoat circulator (2) for switchingfrom one type of coating to another (shown here as two drums: coating 1 and coating 2), anoptional inline heating module (3) for UV coatings and an optional special coating circulatorSCC (4) which includes cooling (5) and agitation (6) for rheologically problematical coatings.All the components – including the hoses to the drums – are cleaned automatically at thetouch of a button
Technologies for automating changes ofcoatingChanging from one type of coating to another is no longer a time-consuming business, thanks to automation. Users
of KBA sheetfed presses can choose between single-circuit pumping systems from Harris & Bruno or dual-circuit
systems from Tresu. As KBA has found in tests, both systems deliver essentially the same results – but the level of
automation and the manual input involved vary, as do the benefits and the underlying philosophies.
Process_4_d_e.qxd:Seite 24-35 19.11.2007 12:43 Uhr Seite 32
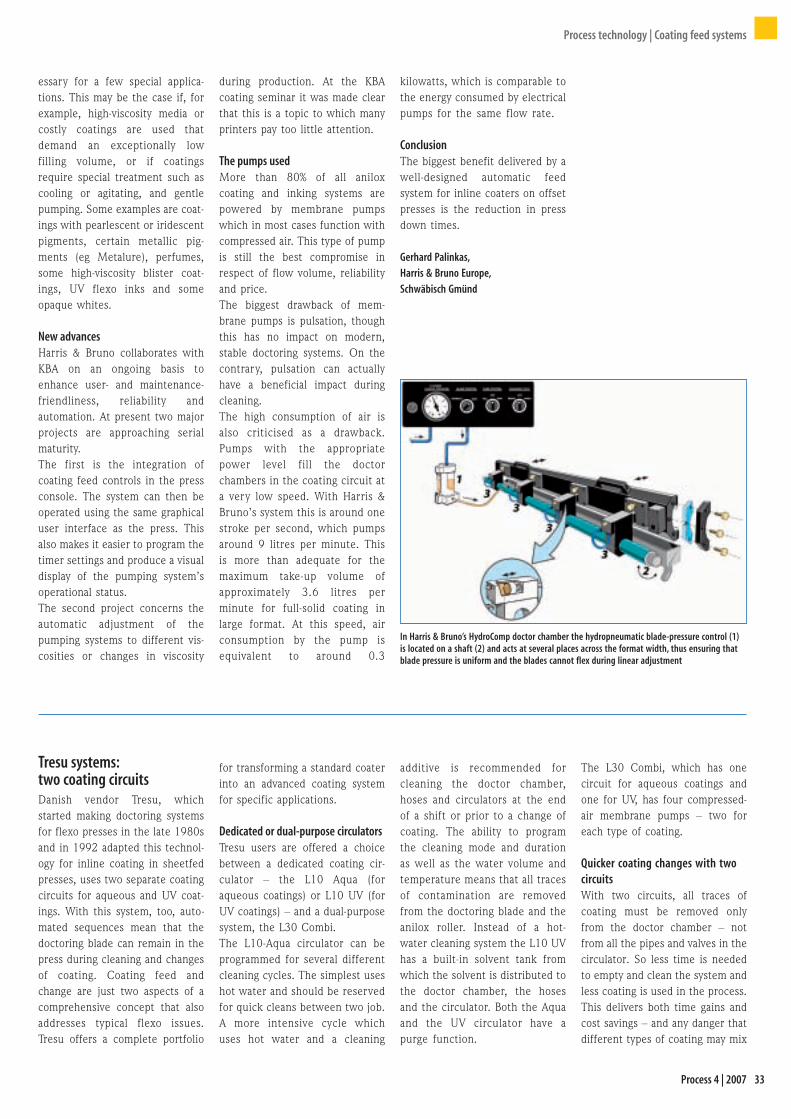
33Process 4 | 2007
Process technology | Coating feed systems
essary for a few special applica-tions. This may be the case if, forexample, high-viscosity media orcostly coatings are used thatdemand an exceptionally lowfilling volume, or if coatingsrequire special treatment such ascooling or agitating, and gentlepumping. Some examples are coat-ings with pearlescent or iridescentpigments, certain metallic pig-ments (eg Metalure), perfumes,some high-viscosity blister coat-ings, UV flexo inks and someopaque whites.
New advancesHarris & Bruno collaborates withKBA on an ongoing basis toenhance user- and maintenance-friendliness, reliability andautomation. At present two majorprojects are approaching serialmaturity.The first is the integration ofcoating feed controls in the pressconsole. The system can then beoperated using the same graphicaluser interface as the press. Thisalso makes it easier to program thetimer settings and produce a visualdisplay of the pumping system’soperational status.The second project concerns theautomatic adjustment of thepumping systems to different vis-cosities or changes in viscosity
during production. At the KBAcoating seminar it was made clearthat this is a topic to which manyprinters pay too little attention.
The pumps usedMore than 80% of all aniloxcoating and inking systems arepowered by membrane pumpswhich in most cases function withcompressed air. This type of pumpis still the best compromise inrespect of flow volume, reliabilityand price.The biggest drawback of mem-brane pumps is pulsation, thoughthis has no impact on modern,stable doctoring systems. On thecontrary, pulsation can actuallyhave a beneficial impact duringcleaning.The high consumption of air isalso criticised as a drawback.Pumps with the appropriatepower level fill the doctorchambers in the coating circuit ata very low speed. With Harris &Bruno’s system this is around onestroke per second, which pumpsaround 9 litres per minute. Thisis more than adequate for themaximum take-up volume ofapproximately 3.6 litres perminute for full-solid coating inlarge format. At this speed, airconsumption by the pump isequivalent to around 0.3
kilowatts, which is comparable tothe energy consumed by electricalpumps for the same flow rate.
ConclusionThe biggest benefit delivered by awell-designed automatic feedsystem for inline coaters on offsetpresses is the reduction in pressdown times.
Gerhard Palinkas,Harris & Bruno Europe, Schwäbisch Gmünd
In Harris & Bruno’s HydroComp doctor chamber the hydropneumatic blade-pressure control (1) is located on a shaft (2) and acts at several places across the format width, thus ensuring thatblade pressure is uniform and the blades cannot flex during linear adjustment
Tresu systems: two coating circuitsDanish vendor Tresu, whichstarted making doctoring systemsfor flexo presses in the late 1980sand in 1992 adapted this technol-ogy for inline coating in sheetfedpresses, uses two separate coatingcircuits for aqueous and UV coat-ings. With this system, too, auto-mated sequences mean that thedoctoring blade can remain in thepress during cleaning and changesof coating. Coating feed andchange are just two aspects of acomprehensive concept that alsoaddresses typical flexo issues.Tresu offers a complete portfolio
for transforming a standard coaterinto an advanced coating systemfor specific applications.
Dedicated or dual-purpose circulatorsTresu users are offered a choicebetween a dedicated coating cir-culator – the L10 Aqua (foraqueous coatings) or L10 UV (forUV coatings) – and a dual-purposesystem, the L30 Combi.The L10-Aqua circulator can beprogrammed for several differentcleaning cycles. The simplest useshot water and should be reservedfor quick cleans between two job.A more intensive cycle whichuses hot water and a cleaning
additive is recommended forcleaning the doctor chamber,hoses and circulators at the endof a shift or prior to a change ofcoating. The ability to programthe cleaning mode and durationas well as the water volume andtemperature means that all tracesof contamination are removedfrom the doctoring blade and theanilox roller. Instead of a hot-water cleaning system the L10 UVhas a built-in solvent tank fromwhich the solvent is distributed tothe doctor chamber, the hosesand the circulator. Both the Aquaand the UV circulator have apurge function.
The L30 Combi, which has onecircuit for aqueous coatings andone for UV, has four compressed-air membrane pumps – two foreach type of coating.
Quicker coating changes with twocircuitsWith two circuits, all traces ofcoating must be removed onlyfrom the doctor chamber – notfrom all the pipes and valves in thecirculator. So less time is neededto empty and clean the system andless coating is used in the process.This delivers both time gains andcost savings – and any danger thatdifferent types of coating may mix
Process_4_d_e.qxd:Seite 24-35 19.11.2007 12:43 Uhr Seite 33

34 Process 4 | 2007
Process technology | Coating feed systems
and contaminate each other iseliminated right from the start.The only drawback with thissystem is the fact that the hosesfor the aqueous and UV coating
must be switched over manually atthe doctor chamber, depending onwhat type of coating is to be used.But even this takes no more than30 seconds.
Conditioner is more than a heatingmoduleWarming a UV coating lowers itsviscosity, which enhances runabil-ity on the substrate and allows it
to flow more readily through mem-brane pumps. But Tresu’s X10 con-ditioner is more than just aheating module because it cuts offdirect coating feed from the drum
Tresu’s dual-circuit coating system comprises an integrated doctoring system (1), an L30 Combicirculator (2) for two different types or makes of coating (or alternatively an L10 Aqua circulator foraqueous coatings plus an L10 UV for UV coatings) and an X10 conditioner (3) with a heatingmodule for UV coatings. The X10 also restricts the volume of coating circulated and preventscontaminated coating from being returned to the drum. Cleaning is automatic, but when changingthe coating the ends of the hoses (4) at the doctoring chamber must be switched manually
With Tresu’s pivoting doctoring system the chamber is always full and the sealing blade (1) is above the doctoring blade (2). With this patented E-Line chamber the optimum torque isset by a torsion rod (3) via a lever (4). The torsion rod creates a uniform blade pressure acrossthe entire width, thus preventing blade deflection
1. More effective circuit cleaning• An inline heating system canbe used not only to control thetemperature of UV coatings but toheat the water for flushing outaqueous coating systems. Thismethod of cleaning is much moreeffective because pumping hotwater through the system removeseven the most obstinate residue.• An agitator module in thecoating circuit makes UV coatingsmore workable, and this is whyagitators are a standard feature onRapida presses sporting a UV capa-bility.• A dedicated coating circuit isrecommended for special high-vis-cosity coatings. Although thisoption is less common in the USA,elsewhere it has long sincebecome the norm.• An automatic cleaning systemis generally more effective thanmanual cleaning at removingsticky blister coatings with a
viscosity of 100s or more (DINrun-out cup) from the aniloxroller. Even so, it may benecessary to finish cleaning theroller manually, which is why – aswith all special applications – theroller should be given a carefulpost-wash inspection.
2. Choosing and setting the coatingpump• Low-viscosity coatings arepumped by H&B systems, forexample, at a speed of 1 stroke persecond (approximately 9 litres perminute). Depending on the pressformat, coating take-up variesbetween 1.6 l/min (Rapida 105)and 3.5 l/min (Rapida 205), ie thepumped volume and the returnvolume are much higher than thetake-up volume. If the feed volumeis too high it can cause excessivepressure within the doctoringchamber, forcing out some of thecoating.
• If high-viscosity coatings areused on a regular basis it is bestto obtain advice on which type ofcoating pump to buy. Coatingswith a viscosity of around 200spush the pumps to the limits oftheir mechanical capabilities andcause excessive wear and tear. Amodification to the pump ispossible for coating viscosities of150s or more, but even somembrane pumps have proved tobe less suitable.• Return pumping is possiblefor a residual volume of no morethan 1.5 litres. Since air ispumped back as well, it is fatalto pump back costly metalliccoatings as the metallic pigmentswould rapidly oxidise.
3. Undesirable effects at thedoctoring bladeThe coating feed systems built byHarris & Bruno and Tresu differ inthe design of the integrated doc-
toring systems. Tresu’s doctoringchamber is pivoted above theupper blade so that it can beraised and lowered. The throw-onangle is thus determined equallyby the pressure of the two blades.The blade pressure, which resultsfrom the torque of the relativelyheavy chamber, is therefore alwaysuniform and unaffected by bladeabrasion. With H&B’s chamber,on the other hand, the throw-on/throw-off movement is linear.As a result the chamber is alwaysapplied at the same angle to theanilox roller. The blade throw-onpressure is controlled hydropneu-matically, either at a standard 2bar (2000 hectopascal) or anotherprespecified value, with the bladeautomatically adjusted to allow forabrasion.Nonetheless, chamber operation isnot entirely problem-free. To avoidor eliminate undesirable effectsthe following must be checked.
Practical tips from KBA’s coating seminar: problem-free coating feed
Process_4_d_e.qxd:Seite 24-35 19.11.2007 12:43 Uhr Seite 34

35Process 4 | 2007
Process technology | Coating feed systems
to the circulator and restricts thevolume of coating circulatingwithin the system, which is there-fore heated faster and with alower input of energy. What ismore, no contaminated coating isreturned to the drum.
Pigmented coatingsAs an option the X10 can befitted with an agitator to ensurethat the particles in pigmentedcoatings are distributed evenly.Depending on their size andstructure, pigment particles alsoincrease viscosity. While this caneasily be remedied by reducingthe concentration of pigments, itnaturally impairs the overallquality of the coating and theoptical effects created.Pigmented spot coatings arenormally applied in a coater usinga polymer flexo plate. They areprone to build up at the edges ofthe spots. The press operatormust keep a sharp watch if he isto maintain a consistently high
coating quality, because he mustclean the coating plate at thefirst sign of build-up. Tresu’sPrinting Plate Cleaner (PPC) – asystem that cleans the flexo plateduring print production – wasdeveloped specifically for thispurpose. A “turbo” version can beused during press standstill.
Anti-foaming agentsAir that could cause the coating tofoam does not stand a chance inan E-Line doctoring system. Thechamber is always full of coating,so there are no air pockets, andthe coating is pumped through ata high flow speed. If air is appliedwith high-viscosity coatings, whichcan happen, this can escape via asiphon valve that can be actuatedon demand.
Patented torsion rods in E-linechamberTo eliminate all risk of excessiveor uneven abrasion that couldnecessitate a premature change of
blade, and to ensure that thecoating is doctored uniformlyacross the entire width of theroller, the doctoring blades inTresu’s E-Line system are thrownon at a uniform torque via atorsion rod. The rod replaces theconventional chamber in whichseveral screws had to betightened simultaneously. A bladecan be changed in a matter ofseconds by simply loosening thetorsion rod.
Hans Henrik Christiansen,Tresu Production, Bjert (Denmark)
• Leakage from the doctoringchamber can have three basiccauses:- Insufficient throw-on pressurecan leave a minute gap betweenthe blade and the anilox roller, asa result of which too much coatingremains on the roller and is there-fore applied to the plate, andcoating leaks out during pressstandstill.- One or both blades, andmaybe also the seals or bladeclamps, may be worn and /orcontaminated. They should bechecked once a week and cleanedif necessary. If no coating isapplied for any length of timethe chamber should be tippedup and the seals lubricated. Ifblade abrasion is excessive it maybe better to use a different type,eg synthetic, long-life or ceramicones or – if quality standardsallow – unsegmented blades.Causes of wear and tear thatshould be avoided are abrasivecoating pigments (eg titanium
oxide in aqueous opaque white;UV opaque white is a possiblealternative) and anilox rollers withinappropriate surface finishes orabrasive engraved patterns.- Press speed may be too high,causing the blades to be pushedback for a split second by coatingturbulence and cavitation (theformation and collapse of regionsof low pressure in a flowingliquid).• Trail doctoring is a phenome-non that can occur at both theupper and the lower blade, even ifthe seals are tight and blade pres-sure sufficiently high. Leakage isnot the cause.- If the blade throw-on pressureis too high, the two doctoringblades will bend along their lengthso that one side of the blade is incontact with the roller instead ofthe edge. Increasing throw-onpressure to try and remedy whatappears to be a loose line ofcontact will only exacerbate theproblem.
- Open anilox-roller engravings(ART, ART-TIF) have no cell wallsand therefore cannot form a tightseal with the doctoring blade. Solow-viscosity coatings may leak outeven when the press is at a stand-still.- Excessive pressure inside thedoctoring chamber (filling pres-sure) can force coating out of thechamber.• Centrifugal drift can occur onhachure rollers, especially withscreen resolutions of less than50lpc and low-viscosity coatings.
Centrifugal forces drive thecoating along the endless groove,causing it to build up on one side.Here it is advisable to use a dif-ferent engraving and/or a coatingwith a higher viscosity.• Ghosting can occur if the inkis not wetted properly by thecoating or if there is insufficientcoating or an uneven level ofcoating in the doctoring chamber,which will result in a patchyapplication of coating even if theblade is in the correct position.
Trail doctoring always occurs at the sealing blade (1), not at the doctoring blade (2).Depending on the direction of roller rotation, droplets (left) or a trickle of coating (right) willgather at the sealing blade. If there is a leakage this will usually occur at the lower blade,irrespective of its function Illustration: Harris & Bruno
Process_4_d_e.qxd:Seite 24-35 19.11.2007 12:43 Uhr Seite 35
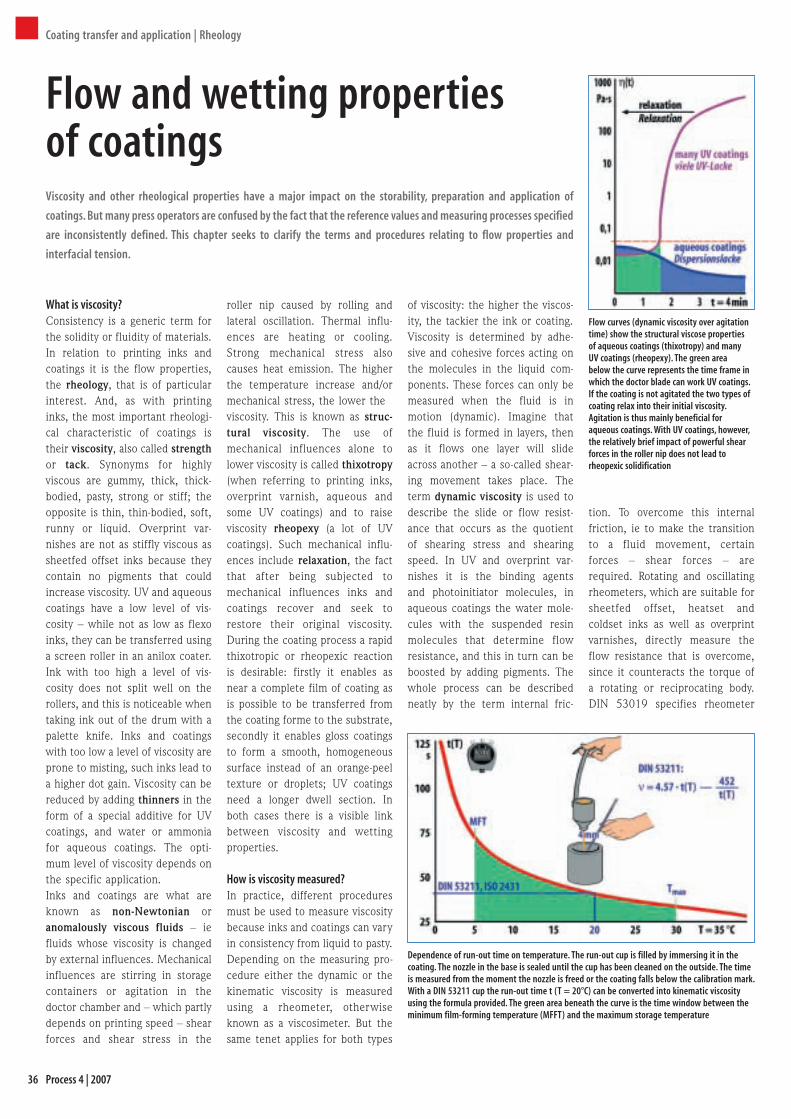
36 Process 4 | 2007
Coating transfer and application | Rheology
What is viscosity?Consistency is a generic term forthe solidity or fluidity of materials.In relation to printing inks andcoatings it is the flow properties,the rheology, that is of particularinterest. And, as with printinginks, the most important rheologi-cal characteristic of coatings istheir viscosity, also called strengthor tack. Synonyms for highlyviscous are gummy, thick, thick-bodied, pasty, strong or stiff; theopposite is thin, thin-bodied, soft,runny or liquid. Overprint var-nishes are not as stiffly viscous assheetfed offset inks because theycontain no pigments that couldincrease viscosity. UV and aqueouscoatings have a low level of vis-cosity – while not as low as flexoinks, they can be transferred usinga screen roller in an anilox coater.Ink with too high a level of vis-cosity does not split well on therollers, and this is noticeable whentaking ink out of the drum with apalette knife. Inks and coatingswith too low a level of viscosity areprone to misting, such inks lead toa higher dot gain. Viscosity can bereduced by adding thinners in theform of a special additive for UVcoatings, and water or ammoniafor aqueous coatings. The opti -mum level of viscosity depends onthe specific application.Inks and coatings are what areknown as non-Newtonian oranomalously viscous fluids – iefluids whose viscosity is changedby external influences. Mechanicalinfluences are stirring in storagecontainers or agitation in thedoctor chamber and – which partlydepends on printing speed – shearforces and shear stress in the
roller nip caused by rolling andlateral oscillation. Thermal influ-ences are heating or cooling.Strong mechanical stress alsocauses heat emission. The higherthe temperature increase and/ormechanical stress, the lower the viscosity. This is known as struc-tural viscosity. The use ofmechan ical influences alone tolower viscosity is called thixotropy(when referring to printing inks,overprint varnish, aqueous andsome UV coatings) and to raiseviscosity rheopexy (a lot of UVcoatings). Such mechanical influ-ences include relaxation, the factthat after being subjected tomechanical influences inks andcoatings recover and seek torestore their original viscosity.During the coating process a rapidthixotropic or rheopexic reactionis desirable: firstly it enables asnear a complete film of coating asis possible to be transferred fromthe coating forme to the substrate,secondly it enables gloss coatingsto form a smooth, homogeneoussurface instead of an orange-peeltexture or droplets; UV coatingsneed a longer dwell section. Inboth cases there is a visible linkbetween viscosity and wettingproperties.
How is viscosity measured?In practice, different proceduresmust be used to measure viscositybecause inks and coatings can varyin consistency from liquid to pasty.Depending on the measuring pro-cedure either the dynamic or thekinematic viscosity is measuredusing a rheometer, otherwiseknown as a viscosimeter. But thesame tenet applies for both types
of viscosity: the higher the viscos-ity, the tackier the ink or coating.Viscosity is determined by adhe-sive and cohesive forces acting onthe molecules in the liquid com-ponents. These forces can only bemeasured when the fluid is inmotion (dynamic). Imagine thatthe fluid is formed in layers, thenas it flows one layer will slideacross another – a so-called shear-ing movement takes place. Theterm dynamic viscosity is used todescribe the slide or flow resist-ance that occurs as the quotientof shearing stress and shearingspeed. In UV and overprint var-nishes it is the binding agentsand photoinitiator molecules, inaqueous coatings the water mole-cules with the suspended resinmolecules that determine flowresistance, and this in turn can beboosted by adding pigments. Thewhole process can be describedneatly by the term internal fric-
tion. To overcome this internalfriction, ie to make the transitionto a fluid movement, certainforces – shear forces – arerequired. Rotating and oscillatingrheometers, which are suitable forsheetfed offset, heatset andcoldset inks as well as overprintvarnishes, directly measure theflow resistance that is overcome,since it counteracts the torque ofa rotating or reciprocating body.DIN 53019 specifies rheometer
Flow curves (dynamic viscosity over agitationtime) show the structural viscose propertiesof aqueous coatings (thixotropy) and manyUV coatings (rheopexy). The green areabelow the curve represents the time frame inwhich the doctor blade can work UV coatings.If the coating is not agitated the two types ofcoating relax into their initial viscosity.Agitation is thus mainly beneficial foraqueous coatings. With UV coatings, however,the relatively brief impact of powerful shearforces in the roller nip does not lead torheopexic solidification
Dependence of run-out time on temperature. The run-out cup is filled by immersing it in thecoating. The nozzle in the base is sealed until the cup has been cleaned on the outside. The timeis measured from the moment the nozzle is freed or the coating falls below the calibration mark.With a DIN 53211 cup the run-out time t (T = 20°C) can be converted into kinematic viscosityusing the formula provided. The green area beneath the curve is the time window between theminimum film-forming temperature (MFFT) and the maximum storage temperature
Flow and wetting propertiesof coatingsViscosity and other rheological properties have a major impact on the storability, preparation and application of
coatings. But many press operators are confused by the fact that the reference values and measuring processes specified
are inconsistently defined. This chapter seeks to clarify the terms and procedures relating to flow properties and
interfacial tension.
Process_4_d_e.qxd:Seite 36-51 19.11.2007 12:44 Uhr Seite 36
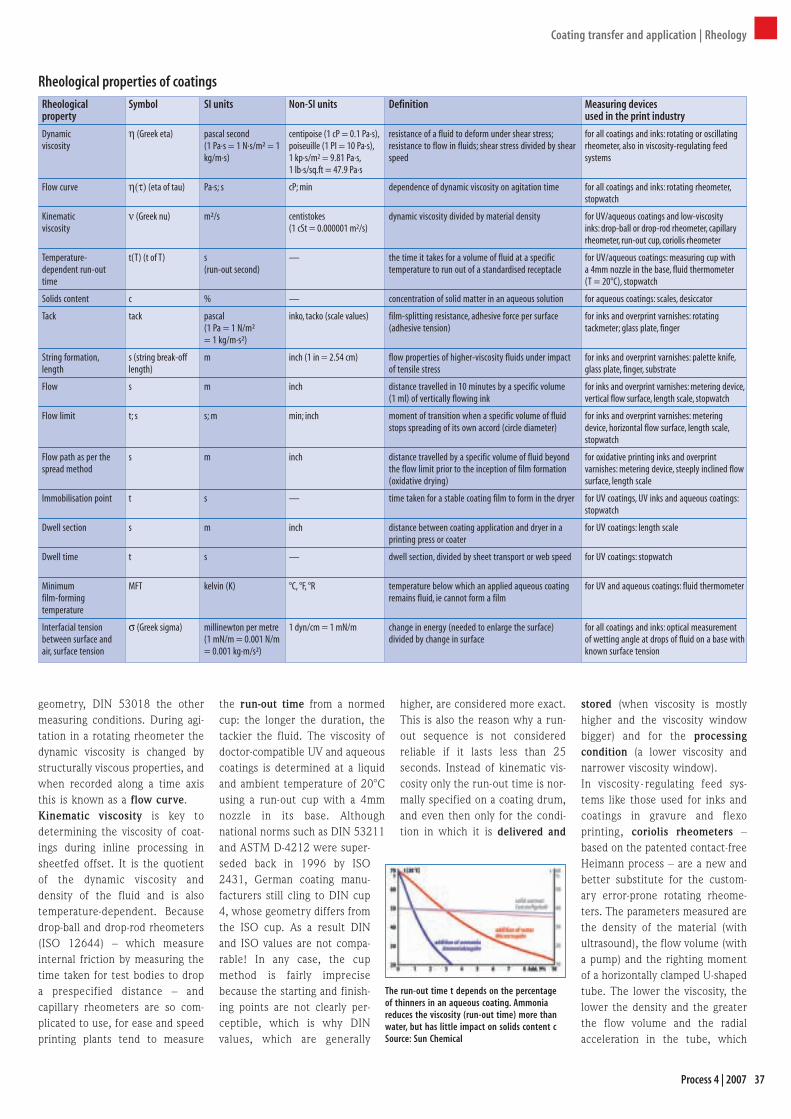
37Process 4 | 2007
Coating transfer and application | Rheology
geometry, DIN 53018 the othermeasuring conditions. During agi-tation in a rotating rheometer thedynamic viscosity is changed bystructurally viscous properties, andwhen recorded along a time axisthis is known as a flow curve.Kinematic viscosity is key todetermining the viscosity of coat-ings during inline processing insheetfed offset. It is the quotientof the dynamic viscosity anddensity of the fluid and is alsotemperature-dependent. Becausedrop-ball and drop-rod rheometers(ISO 12644) – which measureinternal friction by measuring thetime taken for test bodies to dropa prespecified distance – andcapillary rheometers are so com-plicated to use, for ease and speedprinting plants tend to measure
the run-out time from a normedcup: the longer the duration, thetackier the fluid. The viscosity ofdoctor-compatible UV and aqueouscoatings is determined at a liquidand ambient temperature of 20°Cusing a run-out cup with a 4mmnozzle in its base. Althoughnational norms such as DIN 53211and ASTM D-4212 were super-seded back in 1996 by ISO2431, German coating manu-facturers still cling to DIN cup4, whose geometry differs fromthe ISO cup. As a result DINand ISO values are not compa-rable! In any case, the cupmethod is fairly imprecisebecause the starting and finish-ing points are not clearly per-ceptible, which is why DINvalues, which are generally
higher, are considered more exact.This is also the reason why a run-out sequence is not consideredreliable if it lasts less than 25seconds. Instead of kinematic vis-cosity only the run-out time is nor-mally specified on a coating drum,and even then only for the condi-tion in which it is delivered and
stored (when viscosity is mostlyhigher and the viscosity windowbigger) and for the processingcondition (a lower viscosity andnarrower viscosity window).In viscosity - regulating feed sys -tems like those used for inks andcoatings in gravure and flexoprinting, coriolis rheometers –based on the patented contact-freeHeimann process – are a new andbetter substitute for the custom-ary error-prone rotating rheome-ters. The parameters measured arethe density of the material (withultrasound), the flow volume (witha pump) and the righting momentof a horizontally clamped U-shapedtube. The lower the viscosity, thelower the density and the greaterthe flow volume and the radialacceleration in the tube, which
Rheological properties of coatingsRheologicalproperty
Dynamic viscosity
Flow curve
Kinematic viscosity
Temperature-dependent run-outtime
Solids content
Tack
String formation, length
Flow
Flow limit
Flow path as per the spread method
Immobilisation point
Dwell section
Dwell time
Minimum film-formingtemperature
Interfacial tension between surface andair, surface tension
Symbol
η (Greek eta)
η(τ) (eta of tau)
ν (Greek nu)
t(T) (t of T)
c
tack
s (string break-off length)
s
t; s
s
t
s
t
MFT
σ (Greek sigma)
SI units
pascal second (1 Pa·s = 1 N·s/m² = 1kg/m·s)
Pa·s; s
m²/s
s (run-out second)
%
pascal (1 Pa = 1 N/m² = 1 kg/m·s²)
m
m
s; m
m
s
m
s
kelvin (K)
millinewton per metre (1 mN/m = 0.001 N/m = 0.001 kg·m/s²)
Non-SI units
centipoise (1 cP = 0.1 Pa·s), poiseuille (1 PI = 10 Pa·s), 1 kp·s/m2 = 9.81 Pa·s,1 lb·s/sq.ft = 47.9 Pa·s
cP; min
centistokes (1 cSt = 0.000001 m2/s)
—
—
inko, tacko (scale values)
inch (1 in = 2.54 cm)
inch
min; inch
inch
—
inch
—
°C, °F, °R
1 dyn/cm = 1 mN/m
Definition
resistance of a fluid to deform under shear stress; resistance to flow in fluids; shear stress divided by shearspeed
dependence of dynamic viscosity on agitation time
dynamic viscosity divided by material density
the time it takes for a volume of fluid at a specific temperature to run out of a standardised receptacle
concentration of solid matter in an aqueous solution
film-splitting resistance, adhesive force per surface (adhesive tension)
flow properties of higher-viscosity fluids under impact of tensile stress
distance travelled in 10 minutes by a specific volume (1 ml) of vertically flowing ink
moment of transition when a specific volume of fluid stops spreading of its own accord (circle diameter)
distance travelled by a specific volume of fluid beyond the flow limit prior to the inception of film formation(oxidative drying)
time taken for a stable coating film to form in the dryer
distance between coating application and dryer in a printing press or coater
dwell section, divided by sheet transport or web speed
temperature below which an applied aqueous coating remains fluid, ie cannot form a film
change in energy (needed to enlarge the surface) divided by change in surface
Measuring devices used in the print industry
for all coatings and inks: rotating or oscillating rheometer, also in viscosity-regulating feedsystems
for all coatings and inks: rotating rheometer, stopwatch
for UV/aqueous coatings and low-viscosity inks: drop-ball or drop-rod rheometer, capillaryrheometer, run-out cup, coriolis rheometer
for UV/aqueous coatings: measuring cup with a 4mm nozzle in the base, fluid thermometer (T = 20°C), stopwatch
for aqueous coatings: scales, desiccator
for inks and overprint varnishes: rotating tackmeter; glass plate, finger
for inks and overprint varnishes: palette knife, glass plate, finger, substrate
for inks and overprint varnishes: metering device, vertical flow surface, length scale, stopwatch
for inks and overprint varnishes: metering device, horizontal flow surface, length scale,stopwatch
for oxidative printing inks and overprint varnishes: metering device, steeply inclined flowsurface, length scale
for UV coatings, UV inks and aqueous coatings: stopwatch
for UV coatings: length scale
for UV coatings: stopwatch
for UV and aqueous coatings: fluid thermometer
for all coatings and inks: optical measurement of wetting angle at drops of fluid on a base withknown surface tension
The run-out time t depends on the percentageof thinners in an aqueous coating. Ammoniareduces the viscosity (run-out time) more thanwater, but has little impact on solids content c Source: Sun Chemical
Process_4_d_e.qxd:Seite 36-51 19.11.2007 12:44 Uhr Seite 37

38 Process 4 | 2007
Coating transfer and application | Rheology
under the impact of what isknown as the coriolis force willimpact at a right-angle to thedirection of flow, thus causing ameasurable righting of the tube.
What is tack?Tack is the surface-specific force(ie a mechanical tension) withwhich a fluid film counteractssplitting. Tack is thus a measure ofhow well an ink or coating filmwill split. The higher the tack of anink, the stronger its adhesion tothe printing plate and blanket(which has a positive impact ondetail reproduction and the open-ness of the screen) and thestronger its tendency to pick. Inorder to prevent the ink from theprevious printing unit from re-splitting, experienced printersreduce tack from the first to thelast printing unit, if the ink seriesis not already formulated accord-ingly – one reason to prespecifythe colour sequence. No type ofcoating causes picking, because itstack is always lower than that ofthe ink. Nonetheless, tack is ofinterest if the coating adheresmore firmly to the coating formethan to the substrate or the ink
film, which can be the case whenprinting synthetics.Each ink series has it ownindividual tack/temperature ratio.The higher the tack, the greaterthe heat emission when the ink issplit in the roller nip and thehigher the temperature needed towork the ink, which in turninfluences the viscosity. Thisdependence is particularly criticalin waterless offset inks, whichhave a higher viscosity than wetoffset inks, but the same tack. Inorder to remain in an optimumtack range during print production(when the tack value inevitablyincreases from that set in thefactory), waterless inks requiresome form of temperature controlin the inking unit. This is whythe inking-unit temperature isspecified on the ink drum. If thistemperature is exceeded the tackwill be too high and can causetoning. The prespecified temper -ature range is therefore also calledthe critical tone temperature(CTT) or critical toning index(CTI). It can be between 2° and15° wide, starts at around 18°C,depending on the manufacturerand application, and finishes at
35°C (in the case of particularlylarge temperature windows).
How is tack measured?ISO 12634 specifies the parame-ters for measuring tack. Theseinclude what is known as a rotat-ing tackmeter comprising a tem-perature-controlled system-drivingroller and a distribution roller witha measuring roller resting on it.The deflection of the measuringroller at a specified speed orrolling distance per time unit indi-cates the tack value. While thesetack values (inko, tacko) vary from
apart – it forms either a long,stable string or a short one thattears. The longer the string, thestronger the traction, ie the higherthe tack, the stronger the adhe-sion on the paper or carton. Long-stringing ink flows well into theink duct and can be pumped inink-feed systems. Having said that,UV and aqueous coatings can allbe pumped even though they donot form a string. Thin long-string-ing ink runs easily off the paletteknife and has a high tack whendabbed onto paper. Thick long-stringing ink is hard to scoop outof the drum. Short-stringing inkadheres weakly, but is not proneto misting. Thin short-stringing inkis soft and gel-like and runs slowlyoff the palette knife. Thick short-stringing ink sticks to the paletteknife and several strings breaksimultaneously.Long, tacky ink and, to an evengreater extent, UV and aqueouscoatings, have a high yieldstrength. This can be determinedby timing how long it takes for adefined volume of ink to stopspreading when applied to asmooth surface. Flow is deter-mined by measuring the distance amillilitre of ink or coating travelsvertically in ten minutes. Eveninks with a higher viscosity shouldhave a flow rate of no less thanfour centimetres.
Rheology and film formationAs inks and coatings form a filmtheir consistency changes, theirviscosity transmutes into elasticityand plasticity, and the surfacebecomes textured or smooth andreflective. The point of transitionfrom viscosity, ie the point at
Viscosity data on drums of offset and flexo inks and coatings inGermanyInks and coatings
Oxidative and UV offset inks, overprint varnishes
Heatset inks
Coldset inks
Flexo inks as delivered
Printable flexo inks
Aqueous coatings with metallic pigments for doctor blade
Aqueous coatings for doctor blade
Aqueous coatings with pearlescent pigments for doctor blade
UV coatings as delivered
UV coatings for coater and offline coating
Drip-off coatings for coater
UV opaque white for doctor blade
Aqueous and scratch-off coatings for web offset roller-type coaters
UV coatings for dampener
UV coatings for dampener (eg KBA-Metronic OC 200)
Dynamic viscosity as perDIN 53018/53019
440 - 100 Pa·s
20 - 75 Pa·s
3 - 6 Pa·s
0.05 - 0.5 Pa·s
0.05 Pa·s
n/a
n/a
n/a
n/a
n/a
n/a
n/a
n/a
n/a
n/a
Run-out time as perDIN 53211
— (too pasty)
— (too pasty)
— (uncommon)
20 - 100 s
15 - 25 s
20 - 30 s
30 - 60 s
30 - 60 s
40 - 300 s
40 - 45 s
40 - 80 s
50 - 70 s
50 - 70 s
60 - 150 s
200 - 300 s
IGT’s Tacktester measures tack
one device manufacturer toanother (eg Prüfbau Inkomat, IGTTacktester), there is a correlation.The median tack value is generallyconsidered to be around 12 inko.Experienced operators in the pressroom resort to other proven aids,because the possible impact ofadditives on tack is even moreimportant than numerical values.Tack is also evident in adhesion, sothat it is possible to test the inkor coating by dabbing it with afinger onto a glass plate. A closelyassociated phenomenon is stringformation. When a fluid isstretched – scooped out or dabbedon a surface or two test bodies (egfingers) which are then drawn
It’s easy to test whether an ink is short, or long and tacky
Process_4_d_e.qxd:Seite 36-51 19.11.2007 12:44 Uhr Seite 38
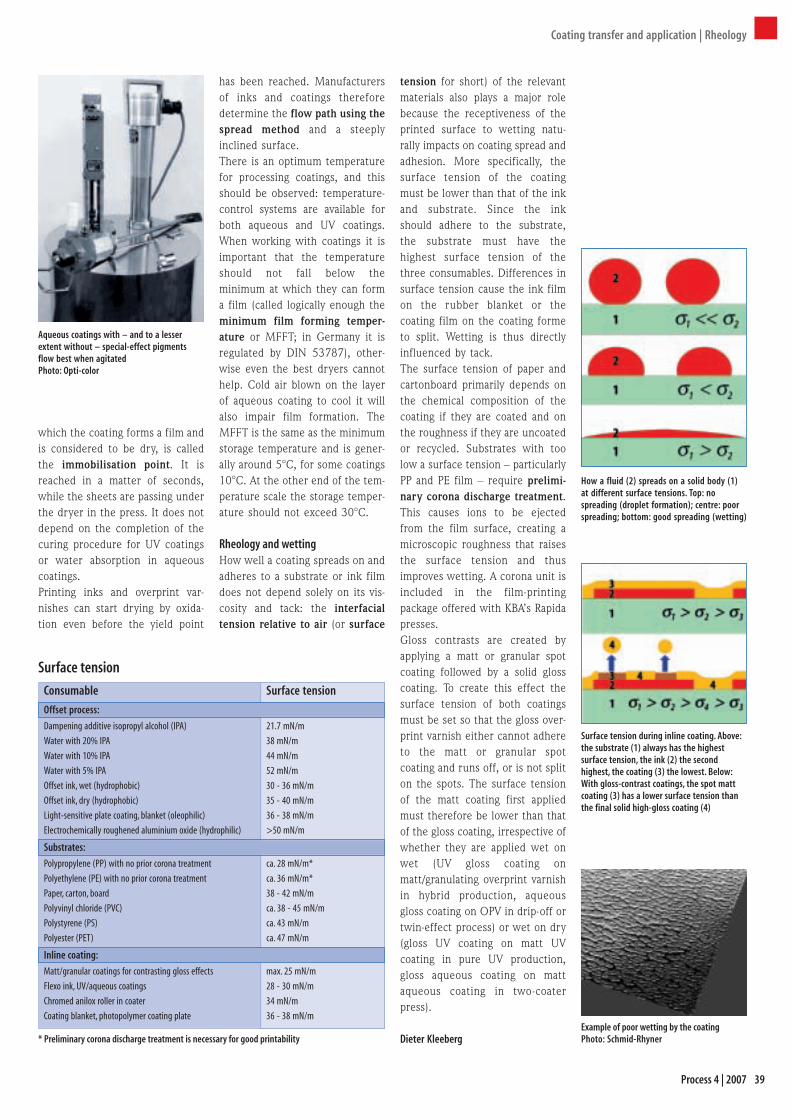
39Process 4 | 2007
Consumable
Offset process:
Dampening additive isopropyl alcohol (IPA)
Water with 20% IPA
Water with 10% IPA
Water with 5% IPA
Offset ink, wet (hydrophobic)
Offset ink, dry (hydrophobic)
Light-sensitive plate coating, blanket (oleophilic)
Electrochemically roughened aluminium oxide (hydrophilic)
Substrates:
Polypropylene (PP) with no prior corona treatment
Polyethylene (PE) with no prior corona treatment
Paper, carton, board
Polyvinyl chloride (PVC)
Polystyrene (PS)
Polyester (PET)
Inline coating:
Matt/granular coatings for contrasting gloss effects
Flexo ink, UV/aqueous coatings
Chromed anilox roller in coater
Coating blanket, photopolymer coating plate
Surface tension
21.7 mN/m
38 mN/m
44 mN/m
52 mN/m
30 - 36 mN/m
35 - 40 mN/m
36 - 38 mN/m
>50 mN/m
ca. 28 mN/m*
ca. 36 mN/m*
38 - 42 mN/m
ca. 38 - 45 mN/m
ca. 43 mN/m
ca. 47 mN/m
max. 25 mN/m
28 - 30 mN/m
34 mN/m
36 - 38 mN/m
* Preliminary corona discharge treatment is necessary for good printability
Coating transfer and application | Rheology
which the coating forms a film andis considered to be dry, is calledthe immobilisation point. It isreached in a matter of seconds,while the sheets are passing underthe dryer in the press. It does notdepend on the completion of thecuring procedure for UV coatingsor water absorption in aqueouscoatings.Printing inks and overprint var-nishes can start drying by oxida-tion even before the yield point
has been reached. Manufacturersof inks and coatings thereforedetermine the flow path using thespread method and a steeplyinclined surface.There is an optimum temperaturefor processing coatings, and thisshould be observed: temperature-control systems are available forboth aqueous and UV coatings.When working with coatings it isimportant that the temperatureshould not fall below theminimum at which they can forma film (called logically enough theminimum film forming temper -ature or MFFT; in Germany it isregulated by DIN 53787), other-wise even the best dryers cannothelp. Cold air blown on the layerof aqueous coating to cool it willalso impair film formation. TheMFFT is the same as the minimumstorage temperature and is gener-ally around 5°C, for some coatings10°C. At the other end of the tem-perature scale the storage temper-ature should not exceed 30°C.
Rheology and wettingHow well a coating spreads on andadheres to a substrate or ink filmdoes not depend solely on its vis-cosity and tack: the interfacialtension relative to air (or surface
tension for short) of the relevantmaterials also plays a major rolebecause the receptiveness of theprinted surface to wetting natu-rally impacts on coating spread andadhesion. More specifically, thesurface tension of the coatingmust be lower than that of the inkand substrate. Since the inkshould adhere to the substrate,the substrate must have thehighest surface tension of thethree consumables. Differences insurface tension cause the ink filmon the rubber blanket or thecoating film on the coating formeto split. Wetting is thus directlyinfluenced by tack.The surface tension of paper andcartonboard primarily depends onthe chemical composition of thecoating if they are coated and onthe roughness if they are uncoatedor recycled. Substrates with toolow a surface tension – particularlyPP and PE film – require prelimi-nary corona discharge treatment.This causes ions to be ejectedfrom the film surface, creating amicroscopic roughness that raisesthe surface tension and thusimproves wetting. A corona unit isincluded in the film-printingpackage offered with KBA’s Rapidapresses.Gloss contrasts are created byapplying a matt or granular spotcoating followed by a solid glosscoating. To create this effect thesurface tension of both coatingsmust be set so that the gloss over-print varnish either cannot adhereto the matt or granular spotcoating and runs off, or is not spliton the spots. The surface tensionof the matt coating first appliedmust therefore be lower than thatof the gloss coating, irrespective ofwhether they are applied wet onwet (UV gloss coating onmatt/granulating overprint varnishin hybrid production, aqueousgloss coating on OPV in drip-off ortwin-effect process) or wet on dry(gloss UV coating on matt UVcoating in pure UV production,gloss aqueous coating on mattaqueous coating in two-coaterpress).
Dieter Kleeberg
Aqueous coatings with – and to a lesserextent without – special-effect pigmentsflow best when agitatedPhoto: Opti-color
Surface tension
How a fluid (2) spreads on a solid body (1)at different surface tensions. Top: nospreading (droplet formation); centre: poorspreading; bottom: good spreading (wetting)
Surface tension during inline coating. Above:the substrate (1) always has the highestsurface tension, the ink (2) the secondhighest, the coating (3) the lowest. Below:With gloss-contrast coatings, the spot mattcoating (3) has a lower surface tension thanthe final solid high-gloss coating (4)
Example of poor wetting by the coatingPhoto: Schmid-Rhyner
Process_4_d_e.qxd:Seite 36-51 19.11.2007 12:44 Uhr Seite 39
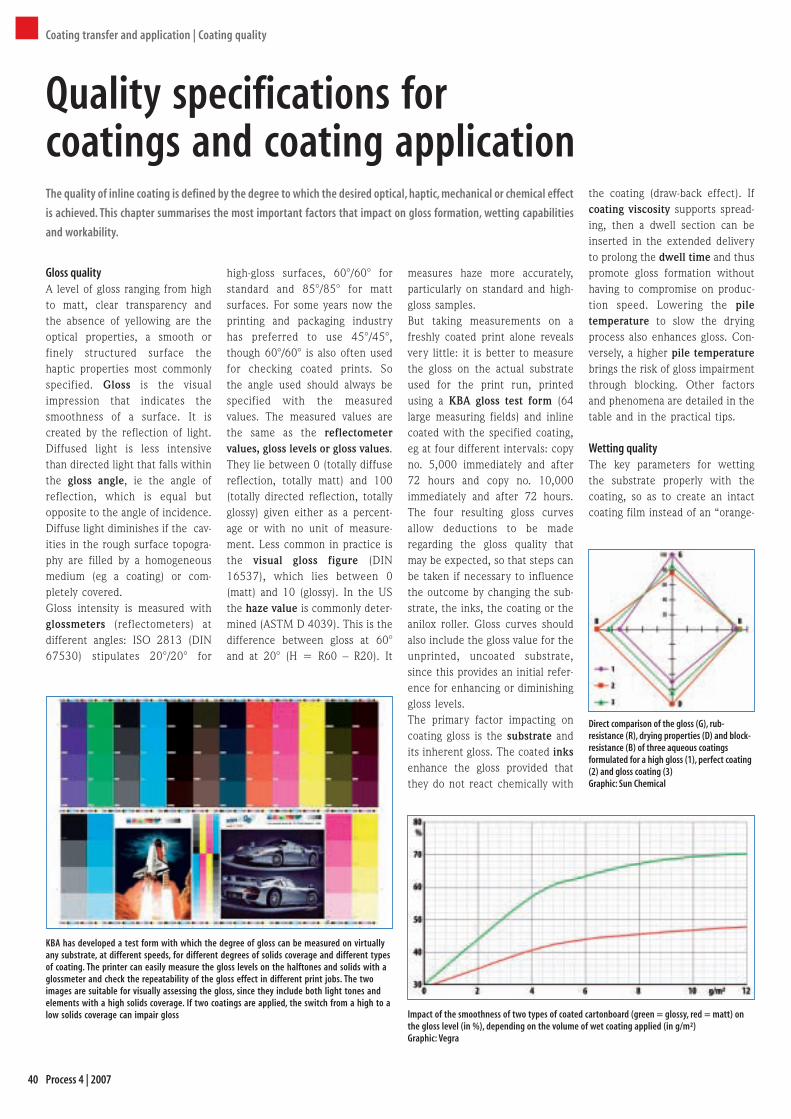
40 Process 4 | 2007
Coating transfer and application | Coating quality
Gloss qualityA level of gloss ranging from highto matt, clear transparency andthe absence of yellowing are theoptical properties, a smooth orfinely structured surface thehaptic properties most commonlyspecified. Gloss is the visualimpression that indicates thesmoothness of a surface. It iscreated by the reflection of light.Diffused light is less intensivethan directed light that falls withinthe gloss angle, ie the angle ofreflection, which is equal butopposite to the angle of incidence.Diffuse light diminishes if the cav-ities in the rough surface topogra-phy are filled by a homogeneousmedium (eg a coating) or com-pletely covered.Gloss intensity is measured withglossmeters (reflectometers) atdifferent angles: ISO 2813 (DIN67530) stipulates 20°/20° for
high-gloss surfaces, 60°/60° forstandard and 85°/85° for mattsurfaces. For some years now theprinting and packaging industryhas preferred to use 45°/45°,though 60°/60° is also often usedfor checking coated prints. Sothe angle used should always bespecified with the measuredvalues. The measured values arethe same as the reflectometervalues, gloss levels or gloss values.They lie between 0 (totally diffusereflection, totally matt) and 100(totally directed reflection, totallyglossy) given either as a percent-age or with no unit of measure-ment. Less common in practice isthe visual gloss figure (DIN16537), which lies between 0(matt) and 10 (glossy). In the USthe haze value is commonly deter-mined (ASTM D 4039). This is thedifference between gloss at 60°and at 20° (H = R60 – R20). It
measures haze more accurately,particularly on standard and high-gloss samples.But taking measurements on afreshly coated print alone revealsvery little: it is better to measurethe gloss on the actual substrateused for the print run, printedusing a KBA gloss test form (64large measuring fields) and inlinecoated with the specified coating,eg at four different intervals: copyno. 5,000 immediately and after72 hours and copy no. 10,000immediately and after 72 hours.The four resulting gloss curvesallow deductions to be maderegarding the gloss quality thatmay be expected, so that steps canbe taken if necessary to influencethe outcome by changing the sub-strate, the inks, the coating or theanilox roller. Gloss curves shouldalso include the gloss value for theunprinted, uncoated substrate,since this provides an initial refer-ence for enhancing or diminishinggloss levels.The primary factor impacting oncoating gloss is the substrate andits inherent gloss. The coated inksenhance the gloss provided thatthey do not react chemically with
the coating (draw-back effect). Ifcoating viscosity supports spread-ing, then a dwell section can beinserted in the extended deliveryto prolong the dwell time and thuspromote gloss formation withouthaving to compromise on produc-tion speed. Lowering the piletemperature to slow the dryingprocess also enhances gloss. Con-versely, a higher pile temperaturebrings the risk of gloss impairmentthrough blocking. Other factorsand phenomena are detailed in thetable and in the practical tips.
Wetting qualityThe key parameters for wettingthe substrate properly with thecoating, so as to create an intactcoating film instead of an “orange-
KBA has developed a test form with which the degree of gloss can be measured on virtuallyany substrate, at different speeds, for different degrees of solids coverage and different typesof coating. The printer can easily measure the gloss levels on the halftones and solids with aglossmeter and check the repeatability of the gloss effect in different print jobs. The twoimages are suitable for visually assessing the gloss, since they include both light tones andelements with a high solids coverage. If two coatings are applied, the switch from a high to alow solids coverage can impair gloss Impact of the smoothness of two types of coated cartonboard (green = glossy, red = matt) on
the gloss level (in %), depending on the volume of wet coating applied (in g/m²)Graphic: Vegra
Direct comparison of the gloss (G), rub-resistance (R), drying properties (D) and block-resistance (B) of three aqueous coatingsformulated for a high gloss (1), perfect coating(2) and gloss coating (3)Graphic: Sun Chemical
Quality specifications forcoatings and coating applicationThe quality of inline coating is defined by the degree to which the desired optical, haptic, mechanical or chemical effect
is achieved. This chapter summarises the most important factors that impact on gloss formation, wetting capabilities
and workability.
Process_4_d_e.qxd:Seite 36-51 19.11.2007 12:44 Uhr Seite 40

41Process 4 | 2007
Gloss phenomena during coating, and their causes
Coating transfer and application | Coating quality
peel” appearance, were examinedin the chapters on rheology andanilox rollers. Above all, thecoating, anilox roller, coatingforme and substrate must have thecorrect interfacial tension relativeto each other (not least to ensurea dependable coating film adhe-sion), the coating must have thecorrect viscosity and the aniloxroller the appropriate engravedsurface for the volume of coatingthat must be applied wet. Glossrequires a higher volume ofcoating, though excess coatingcannot spread properly.Temperature materially influencesviscosity and thus the volume ofcoating that is applied, so it isimportant to observe the working
temperature specified by the coat-ing manufacturer. In this respectmetallic coatings represent some-thing of a challenge, since theymust be worked at less than 27°C(81°F) to preserve the brilliance ofthe pigments. In general the vis-cosity set by the manu-facturer can be changedwith additives such assilicone for UV coatingsor slip additives forspecial applications. Toavoid unpleasant sur-prises arising from afaulty dosage or duringhybrid finishing andhot-foil stamping it isadvisable to consult themanufacturer and mayberequest a test coating.Flawless wetting can bespoiled during drying orcuring. Excessive heatcan cause aqueous coat-ings on highly colouredimages to crack or craze– see practical tips.
WorkabilityDetailed product-specificproperties are listed in
the tables on pages 4 to 6. Thissection focuses on the generalhandling of coatings.Problem-free handling begins withcorrect storage. Frost primarilydamages aqueous coatings, whileUV coatings must be stored in
light-proof containers. Aqueousand UV coatings with special-effect pigments blended in cannotbe stored as long as standard coat-ings without suffering a loss ofquality.Conditioning prior to and duringimpression includes preparing thecoating in accordance with themanufacturer’s specified parame-ters. These include temperature,viscosity and – for aqueous andspecial-effect pigment coatings –the even distribution of solid par-ticles through thorough, foam-freeagitation. Special-effect pigmentcoatings should even be stirredduring print production. With theproper conditioning, a coating willbe easy to pump, will neither foamnor mist and will have the desiredsurface tension. Aqueous coatingsmay sometimes dry slightly in thecoater through evaporation if pro-duction is interrupted for anylength of time.The volume of coating appliedshould always represent a com-promise between the desiredeffect, frugal coating consumptionand minimum radiation input.Applying a thicker film of coatingthan necessary not only results inan excessive consumption ofcoating and energy but can also
have an undesirableimpact on the substrateand impair drying orcuring, which in turncan lead to set-off andblocking in the deliverypile. Applying thinnerlayers of coating gener-ally eliminates the needfor powder, which wouldimpair the quality of thecoating. And, of course,a thin application isimportant when perfectcoating. Iridescent, met -allic and blister coatingscause more contami -nation in the coater,especially around theanilox roller.The choice of coatingalso influences print fin-ishing. Many coatingscombine several func-tions, though specialised
Example of poor wetting of the substrate orink film by the coatingPhoto: J+S
Container for aqueous coating (white) and UV coating (blue-black)connected to a Harris & Bruno LithoCoat circulator. The pump hoses forthe UV coating must be black, light-proof and impervious to UVcoatings and their solvents; all metal auxiliaries should be of refinedsteel
Gloss phenomenon
Desirable
High gloss
Gloss
Matt/dull gloss
Graining
Spot
Gloss contrast
Undesirable
Gloss impairment
Pin holes
Cracking
Streaking
Banding
Mottling
Cloudiness
Moiré
Cause, description
Light reflection with a very high proportion of directed light from a smooth, unbroken coating surface; gloss levels 90 to almost 100
Light reflection with a high proportion of directed light from a smooth, intact coating surface; gloss levels 65 to 90
Light reflection with a high proportion of diffuse light from a microscopically uneven to rough but unbroken coating surface; gloss levels 20 to almost 0
The formation of three-dimensional reticulated grains in the coating film that reduce gloss and make the substrate appear more matt
Partial application of coating (images or image areas, text, graphic elements) to form a contrast with the surroundings through a high or matt gloss surface, graining or special-effect pigments
Differences in reflection of two types of coating with contrasting gloss properties, eg high-gloss UV coating on a matt or grainy overprint varnish (hybrid coating) or high-gloss aqueous coating on a matt overprint varnish (drip-off/twin-effect coating)
Impairment of a smooth, unbroken coating surface, eg as a result of the coating reacting chemically with the ink (draw-back effect) or the paper coating, overrapid drying or blocking in the delivery pile
Small holes in the coating surface caused by foaming prior to or following coating application
Cracks in the coating surface (primarily on thick layers of ink) caused by heat shocks during drying
The accidental formation of streaks on the coating surface resulting from uneven application
Periodic streaks in the coating surface resulting from an uneven application
Spotty, uneven coating that may also be grainy. Caused by poor wetting or insufficient dwell time
Random streaks in the coating surface due to irregular spreading
The apparently periodic appearance of speckles or streaks in the coating surface caused by the optical resonance of the spot coating screen and the print screen
Process_4_d_e.qxd:Seite 36-51 19.11.2007 12:44 Uhr Seite 41

42 Process 4 | 2007
Coating transfer• KBA recommends Planeta uni-versal clamping bars or Ternesclamping bars for coating blankets,and automatic clamping bars withno underpacking clamps for varnishplates.• The throw-on pressure be -tween the anilox roller and coat -ing forme cylinder should be aslow as possible.
Overprint varnishes• According to Fogra, ghostingcaused by the oil particles in the inkreacting with the reverse side ofthe substrate in the delivery pilecan be prevented by applying anaqueous coating. Overprint varnishis not recommended as this wouldonly exacerbate ghosting.• Granular overprint varnish hasa much higher boundary surfacetension than gloss coatings, so thismust be taken into account whenchoosing the substrate.
Inks should contain no surfactantssuch as wax or silicone; in waterlessoffset, coating silicone-oil-free inksis a standard procedure.• The ink film will crack if it isdried too fast after being applied toa thick layer of ink. This can beremedied by reducing dryer poweror printing at a higher speed,increasing the volume of coatingapplied, adding retardant or using adifferent coating.• During perfect coating, ink maybuild up on the coating forme. Thiscan be remedied by increasing thecoating volume.• With some images, coating maybuild up on the coating forme, so amanual clean may be necessary.Matt coatings are particularly prone.• Streaking in matt coatingscaused by mineral components canbe remedied by agitating them.• If the surface tension of thesubstrate or ink is too low (it shouldbe at least 35mN/m), use theappropriate coating additive. Con-versely, if the coating does not relaxproperly, add a surfactant.• An orange-peel skin forms if thecoating is worked below the mini-mum film forming temperature.This can happen if the coating isstored at too low a temperature ornot conditioned properly, or if theair blown onto the coating film istoo cold.• Poor abrasion resistance (nailtest, laboratory abrasion carriage)indicates that the dryer was on toolow a setting, so no film could form.Run the prints under the dryeragain. Generally the radiator powershould be increased if the coatingdoes not dry right through.• Poor scratch-resistance is mani-fested in a brittle coating film. The
answer is to use a more flexiblecoating. If inks containing siliconeor wax are the cause, use differentinks.• If an aqueous coating is not agi-tated thoroughly, agitate it again.Any sheets that were coated toothinly should be coated again.• Foam need not be caused bythe anilox roller or the doctorchamber. So check whether thepumping system is drawing in air,and maybe add a suitable defoamer.• If the substrate is too absorbent,use a primer to seal the surface be-fore applying the specified coatingin order to achieve the desired levelof gloss. Of course, it is better tochoose an appropriate paper in thefirst place.• Always allow for the loss of vis-cosity caused by the increase in tem-perature at high press speeds. If theinitial coating viscosity is set at thelower limit of 25s (DIN 4 cup) thereis no reserve. However, in conjunc-tion with high-speed inline coatingtoo high a viscosity will cause splash-ing. Viscosity can be kept constantwith a rotational viscometer.• Blocking in the pile indicatesthat the pile temperature is toohigh because the sheets wereunder the dryer for too long – per-haps the coating contains too muchadditive to stop it cracking. Block-ing can also occur if a gloss coatingformulated for perfect coating isused for single-sided coating, caus-ing a glass-plate effect (where avacuum is created between thesheets, pressing them firmlytogether).• During prolonged down timesthe coater should continue to runso as to prevent the coating fromdrying out.
• Coating metallic inks (evenwith a primer) can lead to discol-oration and flaking. Conduct sometests in collaboration with the coat-ing manufacturer.
UV coatings• During hybrid operation withaqueous coatings, a second coatingcircuit will eliminate the risk ofcontamination with water, whichwould prevent the UV coating fromcuring.• If blocking or odour in thedelivery pile is a recurrent problemthis indicates that the coating isnot curing properly (test hardness!).The reasons may be too high aprint speed, contaminated/damagedreflectors or ageing lamps.• If the coating fails to spreadeven though the dwell section is ad-equate, the UV coating may be toothick because it is too cold. Warm-ing it should help – either via aheater in the coating circulation sys-tem or IR radiation in the dwell sec-tion. Another cause may be that thesheet pile was stored at too low atemperature. If the volume of coat-ing applied is too high this can causecloudiness and hinder spreading.• As with aqueous coatings, if thesubstrate has too low a surfacetension this can be counteractedwith the appropriate coatingadditive and by avoiding the use ofinks with surfactants.• If sheets printed with standardinks are to be UV coated separately,the powder must be removed. If theink is not dry enough a primer mustbe applied prior to UV coating.• On two-coater presses theprimer and UV coating shouldalways be obtained from the samesupplier.
Practical tips from KBA’s coating seminar: troubleshootingCompiled from various discourses and discussions, and from instruction manuals issued by Actega Terra, DS Druckerei Service, Jänecke+Schneemann, Schmid Rhyner, SunChemical, Vegra and Weilburger
The surface of a granular overprint varnishPhoto: J+S
Aqueous coatings• Only use solvent- and alkali-proof printing inks that complywith DIN 16524 (if necessary,check using Schmid-Rhyner’s SRAGtesting solution). Do not use dry-ing-retardant or scratch-proof inks,or anti-abrasion pastes. Fresh andovernight inks are also unsuitable.
Coating transfer and application | Coating quality
properties such as slippage inpackaging lines are best createdusing high-slip or playing-card coat-ings rather than a standard glosscoating. Measuring the slippageangle on two sheets placed one ontop of the other at an incline will
reveal the coating’s suitability orotherwise for this type of applica-tion. And not all gloss coatings areequally scratch- and rub-resistant.If in doubt test the material, forexample to see whether theaqueous coating film is compatible
with a specific adhesive orwhether a UV coating film cansubsequently have a hot-stampingfoil added.When selecting a coating, printersand their customers must increas-ingly consider environmental cri-
teria, eg whether the coating isnon-hazardous and whethercoating residue and prints can berecycled and/or are biodegradable.
Dieter Kleeberg
Process_4_d_e.qxd:Seite 36-51 19.11.2007 12:44 Uhr Seite 42

43Process 4 | 2007
Blister coatings• Blister coatings are generallywater-based and are therefore com-patible with the same inks asaqueous coatings. They can be usedwith all the above-mentioned rec-ommended types of ink, whichhave a similar thermal sensitivity.Occasionally solvent-based blistercoatings are used that heat-sealfaster.• Blister coatings can be heat-sealed only on hard elastic typesof film, eg PET (G, A) or PVC.Recycled board is the best typeto use. (Tape test on raw material:board coating must tear off down tothe board fibre, since the coatingshould penetrate right down to thefibres.) The suitability of board forblister coating should be confirmedby the supplier.• To ensure that the coating filmseals properly with the plastic filmthe volume applied should notexceed 6 to 8gsm. For some highlyabsorbent cartonboard, or board-to-board heat-sealing, two applica-tions of coating may be needed. Insuch cases it is more economic touse a primer for the first coatbecause this is cheaper and alsoseals the board surface more effec-tively than a blister coating.• A lower level of IR radiationmust be used to ensure that theblister coating is not “heat-sealed”in the press.• Blister coatings have a tendencyto clog the anilox roller surface andcoating feed, so the system must becleaned thoroughly after the printrun. The anilox roller should also becleaned if production is interruptedfor any length of time. The sameapplies to special-effect coatings.• The ideal storage temperatureand relative humidity for carton-board prior to the print run andblister cards after printing andcoating are 18-25°C (64-77°F) and
55% respectively. Weilburger hasfound that in conditions such asthese blister cards with itsSenolith-WL blister coating willremain workable for up to twoyears. Even if storage conditionsare not ideal, blister cards canusually be processed with notrouble if they are acclimatisedbeforehand.• Packaging machines are used toheat-seal the blister cards onto theskins. Heat-sealing quality dependson the temperature, throw-onpressure and plane-parallelism ofthe sealing tools and the length ofheat contact (machine timing),which is set according to boardthickness, the length of the sealingtools, the type of film and thethickness of the coating.
Special-effect pigments and aromaticcoatings• Special-effect pigments can beblended into both aqueous and UVcoatings, aromatic coatings arealways aqueous. The particle sizemust be considered when selectingan anilox roller. Iridescentpigments (up to 200µm) andscented capsules (up to 30µm)require a cell aperture that is 1.5times the size of the cell apertureon the anilox roller.• Special-effect pigment coatingsmust be well agitated whenworked, aromatic coatings mustalso be cooled.• Aromatic coatings are veryexpensive (1kg can cost as much as€500), but can be applied sparinglyand thinned without difficulty. It isadvisable to consult the coatingmanufacturer on the best way ofhandling and applying the coating.As an option, “spacers” canblended into aromatic coatings toprevent the minute capsules frombeing crushed during coatingapplication and in the pile.
Coating transfer and application | Coating quality
Resources and alliance partnersWe wish to express our thanks and appreciation to all those whose keen commitment, activeparticipation and invaluable support contributed in no small part to the success of KBA’sinline sheetfed coating technology and high attendance at the KBA coating seminar inMarch 2006.
Consultants, certifying institutesBerufsgenossenschaft Druck und Papierverarbeitung, D-Wiesbaden (www.bgdp.de)Druck & Beratung D. Braun, D-Mülheim/Ruhr (www.wluv.de)Fogra Forschungsgesellschaft Druck e.V., D-Munich (www.fogra.org)Coatings, special-effect pigments, additives and washesActega Terra Lacke GmbH, D-Lehrte (www.terralacke.de)Ciba Specialty Chemicals Inc., CH-Basel (www.cibasc.com)DS Druckerei Service, D-Reutlingen (www.dsgroup.de, www.fujihunt.com)Eckart GmbH & Co. KG, D-Fürth (www.eckart.de)Epple Druckfarben AG, D-Neusäss (www.epple-druckfarben.de)Flint Group Germany GmbH, D-Stuttgart; Day International GmbH/Varn Products GmbH,
D-Reutlingen (www.flintgrp.com, www.dayintl.com)Huber Group, D-Munich; Hostmann-Steinberg GmbH, D-Celle (www.mhm.de,
www.hostmann-steinberg.de)Jänecke+Schneemann Druckfarben GmbH, D-Hanover (www.js-druckfarben.de)Merck KGaA, D-Darmstadt (www.merck-pigments.com)SunChemical Hartmann Druckfarben GmbH, D-Frankfurt am Main (www.sunchemical.com)Schmid Rhyner AG Print Finishing, CH-Adliswil (www.schmid-rhyner.ch)Siegwerk Group, D-Siegburg (www.siegwerk-group.com)Werner Tippl, A-Vienna ([email protected])Vegra GmbH, D-Aschau am Inn (www.vegra.de)Weilburger Graphics GmbH, D-Gerhardshofen (www.weilburger-graphics.de)Zeller+Gmelin GmbH & Co. KG, D-Eislingen (www.zeller-gmelin.de)Coating and fount solution managementBaldwin Germany GmbH, D-Friedberg (www.baldwin.de)DS Druckerei Service, D-Reutlingen (www.dsgroup.de, www.fujihunt.com)Coating plates/blankets, post-press and repro servicesBirkan Drucktechnik GmbH, D-Eching; Duco International Ltd., GB-Slough (www.birkan.de,
www.duco.co.uk)ContiTech Elastomer-Beschichtungen GmbH, D-Northeim; Phoenix Xtra Print GmbH,
D-Hamburg (www.contiair.com, www.pxp.de)Flint Group Germany GmbH, D-Stuttgart; Day International GmbH, D-Reutlingen
(www.flintgrp.com, www.dayintl.com)Flexo Service Klischee-Anstalt Jaehde, D-Berlin (www.jaehde.de)Folex GmbH, D-Cologne (www.folex.de)Nessmann GmbH, D-Lahr (www.nessmann-lackierplatten.de)Streb GmbH, D-Dreieich (www.streb.de)Anilox rollers and roller materialsFelix Bötcher GmbH & Co. KG, D-Cologne (www.boettcher.de)Praxair Surface Technologies, D-Schlüchtern (www.praxair.com)Zecher GmbH, D-Paderborn (www.zecher.com)Coating feed and doctor blade technologyHarris & Bruno Europe GmbH, D-Schwäbisch Gmünd (www.harris-bruno.de)Tresu GmbH, D-Celle (www.tresu.com)Dryer and radiation technologyAdphos Vertriebs GmbH, D-Hamburg (www.adphos.de, www.eltosch.de)Grafix GmbH Zerstäubungstechnik, D-Stuttgart (www.grafix-online.de)Heraeus Noblelight GmbH, D-Hanau (www.heraeus-noblelight.com)Dr. Hönle AG UV Technology, D-Gräfelfing (www.hoenle.de)IST Metz GmbH, D-Nürtingen (www.ist-uv.com)RadTech Europe, NL-Den Haag (www.radtech-europe.com)SubstratesM-real Technical Sales and Marketing, D-Hamburg (www.m-real.com)Sappi Deutschland GmbH, D-Hanover (www.sappi.com)Schneidersöhne Unternehmensgruppe, D-Ettlingen (www.schneidersoehne.de)UPM-Kymmene Sales GmbH, D-Hamburg (www.upm-kymmene.com)
Process_4_d_e.qxd:Seite 36-51 19.11.2007 12:44 Uhr Seite 43
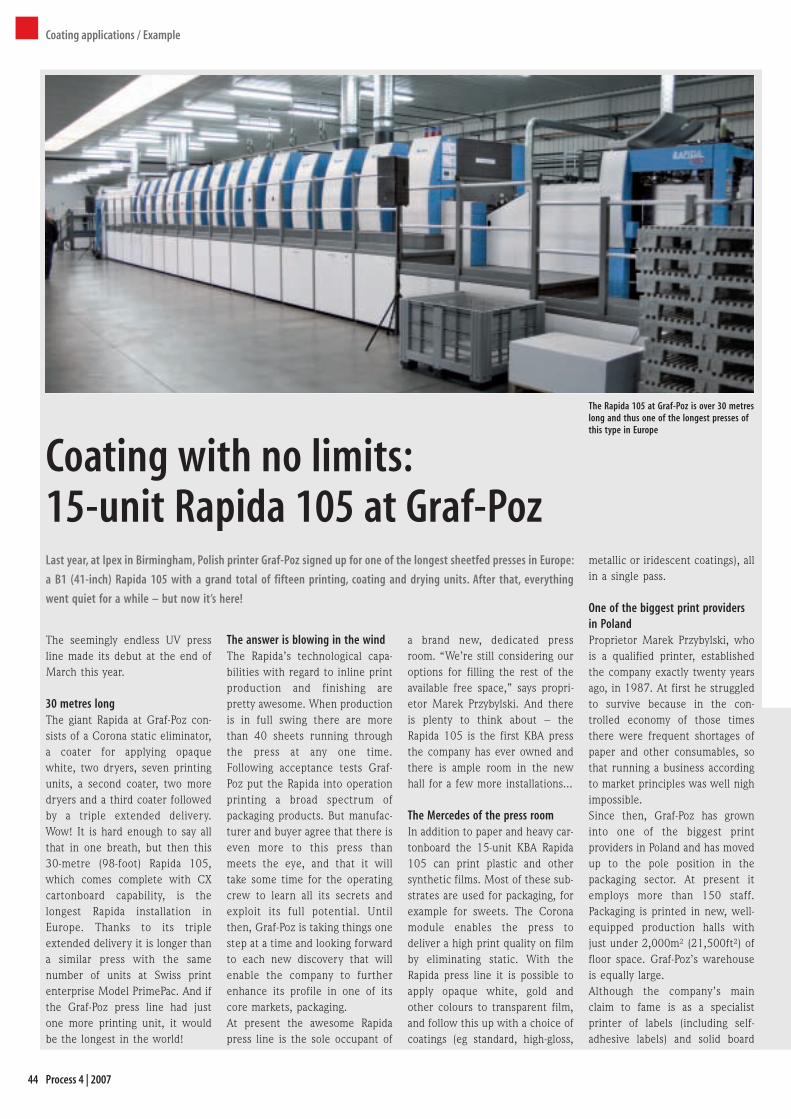
44 Process 4 | 2007
The seemingly endless UV pressline made its debut at the end ofMarch this year.
30 metres longThe giant Rapida at Graf-Poz con-sists of a Corona static eliminator,a coater for applying opaquewhite, two dryers, seven printingunits, a second coater, two moredryers and a third coater followedby a triple extended delivery.Wow! It is hard enough to say allthat in one breath, but then this30-metre (98-foot) Rapida 105,which comes complete with CXcartonboard capability, is thelongest Rapida installation inEurope. Thanks to its tripleextended delivery it is longer thana similar press with the samenumber of units at Swiss printenterprise Model PrimePac. And ifthe Graf-Poz press line had justone more printing unit, it wouldbe the longest in the world!
The answer is blowing in the windThe Rapida’s technological capa -bilities with regard to inline printproduction and finishing arepretty awesome. When productionis in full swing there are morethan 40 sheets running throughthe press at any one time.Following acceptance tests Graf-Poz put the Rapida into operationprinting a broad spectrum ofpackaging products. But manufac -turer and buyer agree that there iseven more to this press thanmeets the eye, and that it willtake some time for the operatingcrew to learn all its secrets andexploit its full potential. Untilthen, Graf-Poz is taking things onestep at a time and looking forwardto each new discovery that willenable the company to furtherenhance its profile in one of itscore markets, packaging.At present the awesome Rapidapress line is the sole occupant of
a brand new, dedicated pressroom. “We’re still considering ouroptions for filling the rest of theavailable free space,” says propri-etor Marek Przybylski. And thereis plenty to think about – theRapida 105 is the first KBA pressthe company has ever owned andthere is ample room in the newhall for a few more installations...
The Mercedes of the press roomIn addition to paper and heavy car-tonboard the 15-unit KBA Rapida105 can print plastic and othersynthetic films. Most of these sub-strates are used for packaging, forexample for sweets. The Coronamodule enables the press todeliver a high print quality on filmby eliminating static. With theRapida press line it is possible toapply opaque white, gold andother colours to transparent film,and follow this up with a choice ofcoatings (eg standard, high-gloss,
metallic or iridescent coatings), allin a single pass.
One of the biggest print providersin PolandProprietor Marek Przybylski, whois a qualified printer, establishedthe company exactly twenty yearsago, in 1987. At first he struggledto survive because in the con-trolled economy of those timesthere were frequent shortages ofpaper and other consumables, sothat running a business accordingto market principles was well nighimpossible.Since then, Graf-Poz has growninto one of the biggest printproviders in Poland and has movedup to the pole position in thepackaging sector. At present itemploys more than 150 staff.Packaging is printed in new, well-equipped production halls withjust under 2,000m² (21,500ft²) offloor space. Graf-Poz’s warehouseis equally large.Although the company’s mainclaim to fame is as a specialistprinter of labels (including self-adhesive labels) and solid board
The Rapida 105 at Graf-Poz is over 30 metreslong and thus one of the longest presses ofthis type in Europe
Coating with no limits:15-unit Rapida 105 at Graf-PozLast year, at Ipex in Birmingham, Polish printer Graf-Poz signed up for one of the longest sheetfed presses in Europe:
a B1 (41-inch) Rapida 105 with a grand total of fifteen printing, coating and drying units. After that, everything
went quiet for a while – but now it’s here!
Coating applications / Example
Process_4_d_e.qxd:Seite 36-51 19.11.2007 12:44 Uhr Seite 44

45Process 4 | 2007
packaging, it also prints commer-cial products. Its folding cartonsare used by a raft of Europeanbrand manufacturers, among themCadbury, Stollwerck, Nestlé andPhilips.
Izabella Kwiatkowska
A DensiTronic S densitometry and colorimetrysystem for inline quality control is positionedto the left of the control desk for the 15-unitRapida 105
The following observations applyto the transfer of low-viscosity, iethin-bodied, UV and aqueous coat-ings with and without special-effect pigments. They do not applyto imaged offset plates for spotcoating with pasty overprint var-nishes.
Coating formes for the direct andindirect application of coatingsAs a rule low-viscosity coatings areapplied directly. Nowadays thisoccurs with the aid of an aniloxcoater, whereas previously roller-type coaters were used. Both typesof coater are based on direct let-terpress technology which isperhaps more akin to flexo.Located in the coater is thecoating forme cylinder on whichthe coating forme – the coatingblanket or coating plate – is gen-erally clamped or, more rarely,glued.Low-viscosity coatings can also beapplied indirectly, though thecoating quality will not be as good
• strippable offset blankets(which may, but need not be, des-ignated as coating blankets by themanufacturer) with a sealed oropen-weave layer of fabric(carcass) on the backing for clamp-ing on the coater cylinder;• strippable coating blanketswith an adhesive backing forattaching to the coater cylinder.
Coating plates usually have ametal backing, which makes themstiffer and less prone to distortionthan coating blankets. There areseveral types:• strippable coating blanketswith a polyester (PET) or alu-minium backing, mounted on thecoater cylinder;• strippable coating blanketswith an adhesive backing forattaching to a polyester carrier oreither a raw or used aluminiumplate, mounted on the coatercylinder;
as with a direct application be -cause the film of coating appliedis thinner. As with the applicationof overprint varnish, the coating
forme is mounted on the formecylinder in the printing unit –with the difference that for low-viscosity coatings a letterpressforme is used. While this principleis very similar to indirect letterset,photopolymer letterset plates areonly suitable for the most basictype of spot coatings. It is betterto use hard PVC film on a carrierplate, or special photopolymerplates.
Coating formes for low-viscositycoatingsRubber blankets are the only typeof coating blankets used. Thereare two basic types:
Coating transfer and application | Coating formes
Blankets, plates and films for coatingA certain level of experience is demanded on the part of an offset printer when selecting the best materials for making coating formes and using them in
inline coating processes. This is because the transfer of low-viscosity coatings from the coating forme to the substrate is a letterpress process that is subject
to its own specific laws.
Continued from page 44
Continued on page 46
Examples of the structure and stencil depthof Duco coating blankets. With the fabric-backed Superstrip FB (top) the knife cutsthrough the rubber and fabric layers and intothe easy-strip compression layer. With theSuperstrip PB (centre) it penetrates down tothe cut-proof polyester backing. With theself-adhesive Superstrip SB (bottom) eventhe adhesive layer is cut out to expose themetal cylinder underneath
Process_4_d_e.qxd:Seite 36-51 19.11.2007 12:44 Uhr Seite 45

46 Process 4 | 2007
Coating transfer and application | Coating formes
• cuttable transparent coatingfilms with an adhesive backing forattaching to an aluminium plate(exposed with the spot coatingimage as a template), mounted onthe plate cylinder for indirectcoating;• cuttable transparent coatingfilms with an adhesive backing forattaching to an aluminium plate orpolyester film, mounted on thecoater cylinder;• cuttable PVC plates with analuminium or polyester backing,mounted on the plate cylinder forindirect coating;• special photopolymer or flexoplates with a polyester or alu-minium backing, mounted on thecoater cylinder;• photopolymer letterset plateswith a polyester or aluminiumbacking, mounted on the platecylinder for indirect coating.Photopolymer coating plates areusually thin, around 1.15mm(0.04in) or less. DuPont and Flintare the leading suppliers inEurope, MacDermid (NAPP) is amajor player in the USA, Toray inJapan. Kodak’s Flexcel plates arenot designed for coating applica-tions, Asahi only offers plates upto a maximum of B2 (29in) invarious gauges.
Underpacking, auxiliaries andhandlingKBA offers a choice of clampingsystems suitable for coating formecylinders. Two coating formepunch patterns available fromGrapho-Metronic and BacherControl function as universal plateregister systems.The two types of clamping systemdiffer in their mode of operation.With the quick-action clampingsystem the plates are clamped viaa toggle lever with a mandrel andthen tightened pneumatically.However, only two coating plates –albeit with different carrier mate-rials – can be used, no blankets.With the universal clampingsystem the coating forme isclamped using bars that arescrewed on and must be tightenedmanually. In contrast to quick-action clamping systems it is pos-sible to use coating blankets that
have no prefitted bars, and coatingplates with different backings.Polyester and, more particularly,aluminium carriers not onlyenhance the register stability ofthe coated image, they also makeit easier to clamp on coatingformes. KBA has found that poly-ester-backed coating blankets aremore likely to slip than othercoating formes if the polyesterdoes not have a matt surface.Aluminium carriers are bent atthe rear edge, which can causejumping at the edge if the aniloxroller is thrown on too forcefully,and when clamped the front edgefollows the curve of the coatingforme cylinder. Coating formeswith prefitted bars or bent edgescan be stored and used for repeatjobs.Coating formes usually have to becombined with underlay sheetsor blankets to ensure optimumrolling. Polyester and polyurethanefilms, and also compressible blan-kets, are available in variousgauges, depending on whetherthe coating forme is already com-pressible or not. Coating withouta compressible structure is other-
wise only practicable for simplespot and glue knock-outs. Under-lay materials are available fromcoating forme manufacturers,coating plate manufacturers andspecialist suppliers.The hardness gauge used in theoverview on pages 47 and 48 isdegrees shore A, as this indicatesthe hardness of the entire coatingforme and allows a direct compar-ison between adhesive-backedrubber blankets and plates, andphotopolymer plates. Impressionpressure is even more crucial toan optimum transfer of coatingfilm than compressibility and hard-ness, which tend to have a higherimpact on dot gain in halftoneflexography. The pressure must beset to kiss impression, the lightestpossible contact between thecoating forme and the substrate.The coating forme is barelydeformed and the coating imageremains free of dot fringes. A com-pressible layer in the coatingforme sandwich broadens the kiss-printing zone. Basically, with com-pressible rubber blankets andplates a slight increase in theimpression pressure has no impacton the print length, while withflexible photopolymer formes theprint lengths must be correctedvia the distortion factor. Even theanilox roller, which determinesthe pick-up volume and thus thevolume of coating transferred,should be set with the minimumpossible pressure relative to thecoating forme. A contact strip4mm (0.15in) wide is recom-mended for the anilox roller rela-tive to the coating forme.
Since the thickness of the coatingformes and calibrated underlaymaterials are given in the manu-facturers’ data sheets, it is easy tocalculate the total thickness of thecoating cylinder packing. Toler-ances, rounding errors, compres-sion and expansion, however, maycause the actual thickness todeviate from this. So it is best tocheck the thickness of the entirecoating cylinder packing (seepractical tips).
Stencil profile and stabilityIn practice a distinction is madebetween two types of stencilprofile: full-solid and partial. Evena coating forme for a full-solidapplication of coating has a stencilprofile, since the coating appliedmust be contained at the edge bydeeper recessions. Partial coatingsare either spot coatings or knock-outs. Spot coatings are a designtool and are generally used onselected page elements, eg solids,images, text (6 points minimum),logos or lines and guilloches,either to enhance the gloss ormatt contrast compared to thesubstrate or other page elementsor to emphasise them usingpigment effects. When creatingcontrasting gloss effects with over-print varnish on hybrid inks it iseven possible to create spotscreens in images. Knock-outs infull-solid coating formes are pri-marily restricted to areas that willlater be glued (folding cartons),imprinted or stamped.A key criterion when selecting thecoating forme is the maximumstencil depth required to avoidcoating build-up on the raisedimage elements. However, thedeeper the recession the lessstable the profile, particularly ondelicate, slender elements. Withphotopolymer plates, delicate free-standing lines and dots are not anissue as far as coating is con-cerned: since the elements are notas fine as in halftone flexographythere is less of a compromisebetween the image area, the flankangle, the base and adequatespacing between elements. Thecase is different with coatingformes that are cut out and
Compressible rubber blankets can be easilystripped because the open structure of thecompression layer makes it a good separatorPhoto: Streb
A coating blanketbeing cut on an EskoKongsberg XE10digital cutting table
Process_4_d_e.qxd:Seite 36-51 19.11.2007 12:44 Uhr Seite 46
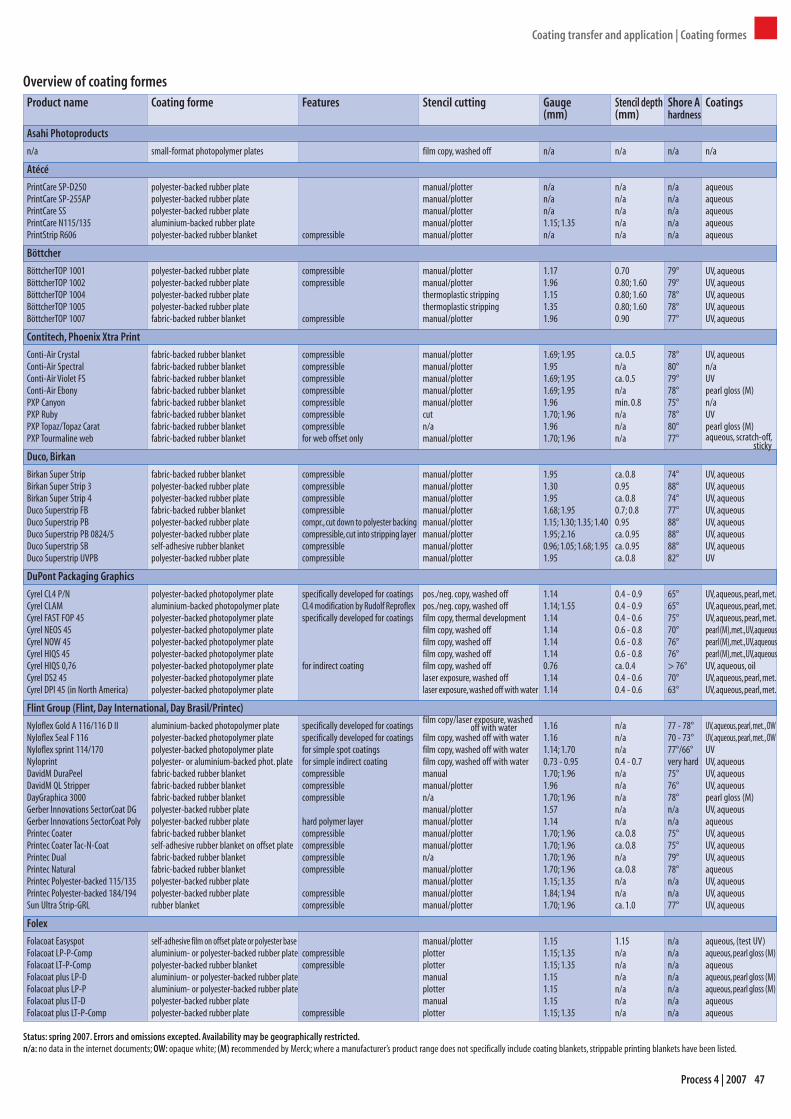
47Process 4 | 2007
Status: spring 2007. Errors and omissions excepted. Availability may be geographically restricted.n/a: no data in the internet documents; OW: opaque white; (M) recommended by Merck; where a manufacturer’s product range does not specifically include coating blankets, strippable printing blankets have been listed.
Coating transfer and application | Coating formes
Product name
Asahi Photoproducts
n/a
Atécé
PrintCare SP-D250PrintCare SP-255APPrintCare SSPrintCare N115/135PrintStrip R606
Böttcher
BöttcherTOP 1001BöttcherTOP 1002BöttcherTOP 1004BöttcherTOP 1005BöttcherTOP 1007
Contitech, Phoenix Xtra Print
Conti-Air CrystalConti-Air SpectralConti-Air Violet FSConti-Air EbonyPXP CanyonPXP RubyPXP Topaz/Topaz CaratPXP Tourmaline web
Duco, Birkan
Birkan Super StripBirkan Super Strip 3Birkan Super Strip 4Duco Superstrip FBDuco Superstrip PBDuco Superstrip PB 0824/5Duco Superstrip SBDuco Superstrip UVPB
DuPont Packaging Graphics
Cyrel CL4 P/NCyrel CLAMCyrel FAST FOP 45Cyrel NEOS 45Cyrel NOW 45Cyrel HIQS 45Cyrel HIQS 0,76Cyrel DS2 45Cyrel DPI 45 (in North America)
Flint Group (Flint, Day International, Day Brasil/Printec)
Nyloflex Gold A 116/116 D IINyloflex Seal F 116Nyloflex sprint 114/170NyloprintDavidM DuraPeelDavidM QL StripperDayGraphica 3000Gerber Innovations SectorCoat DGGerber Innovations SectorCoat PolyPrintec CoaterPrintec Coater Tac-N-CoatPrintec DualPrintec NaturalPrintec Polyester-backed 115/135Printec Polyester-backed 184/194Sun Ultra Strip-GRL
Folex
Folacoat EasyspotFolacoat LP-P-CompFolacoat LT-P-CompFolacoat plus LP-DFolacoat plus LP-PFolacoat plus LT-DFolacoat plus LT-P-Comp
Coating forme
small-format photopolymer plates
polyester-backed rubber platepolyester-backed rubber platepolyester-backed rubber platealuminium-backed rubber platepolyester-backed rubber blanket
polyester-backed rubber platepolyester-backed rubber platepolyester-backed rubber platepolyester-backed rubber platefabric-backed rubber blanket
fabric-backed rubber blanketfabric-backed rubber blanketfabric-backed rubber blanketfabric-backed rubber blanketfabric-backed rubber blanketfabric-backed rubber blanketfabric-backed rubber blanketfabric-backed rubber blanket
fabric-backed rubber blanketpolyester-backed rubber platepolyester-backed rubber platefabric-backed rubber blanketpolyester-backed rubber platepolyester-backed rubber plateself-adhesive rubber blanketpolyester-backed rubber plate
polyester-backed photopolymer platealuminium-backed photopolymer platepolyester-backed photopolymer platepolyester-backed photopolymer platepolyester-backed photopolymer platepolyester-backed photopolymer platepolyester-backed photopolymer platepolyester-backed photopolymer platepolyester-backed photopolymer plate
aluminium-backed photopolymer platepolyester-backed photopolymer platepolyester-backed photopolymer platepolyester- or aluminium-backed phot. platefabric-backed rubber blanketfabric-backed rubber blanketfabric-backed rubber blanketpolyester-backed rubber platepolyester-backed rubber platefabric-backed rubber blanketself-adhesive rubber blanket on offset platefabric-backed rubber blanketfabric-backed rubber blanketpolyester-backed rubber platepolyester-backed rubber platerubber blanket
self-adhesive film on offset plate or polyester basealuminium- or polyester-backed rubber platepolyester-backed rubber blanketaluminium- or polyester-backed rubber platealuminium- or polyester-backed rubber platepolyester-backed rubber platepolyester-backed rubber plate
Features
compressible
compressiblecompressible
compressible
compressiblecompressiblecompressiblecompressiblecompressiblecompressiblecompressiblefor web offset only
compressiblecompressiblecompressiblecompressiblecompr., cut down to polyester backingcompressible, cut into stripping layercompressiblecompressible
specifically developed for coatingsCL4 modification by Rudolf Reproflexspecifically developed for coatings
for indirect coating
specifically developed for coatingsspecifically developed for coatings for simple spot coatingsfor simple indirect coatingcompressiblecompressiblecompressible
hard polymer layercompressiblecompressiblecompressiblecompressible
compressiblecompressible
compressiblecompressible
compressible
Stencil cutting
film copy, washed off
manual/plottermanual/plottermanual/plottermanual/plottermanual/plotter
manual/plottermanual/plotterthermoplastic strippingthermoplastic strippingmanual/plotter
manual/plottermanual/plottermanual/plottermanual/plottermanual/plottercutn/amanual/plotter
manual/plottermanual/plottermanual/plottermanual/plottermanual/plottermanual/plottermanual/plottermanual/plotter
pos./neg. copy, washed offpos./neg. copy, washed offfilm copy, thermal developmentfilm copy, washed offfilm copy, washed offfilm copy, washed offfilm copy, washed offlaser exposure, washed offlaser exposure, washed off with water
film copy/laser exposure, washedoff with water
film copy, washed off with waterfilm copy, washed off with waterfilm copy, washed off with watermanualmanual/plottern/amanual/plottermanual/plottermanual/plottermanual/plottern/amanual/plottermanual/plottermanual/plottermanual/plotter
manual/plotterplotterplottermanualplottermanualplotter
Overview of coating formesGauge (mm)
n/a
n/an/an/a1.15; 1.35n/a
1.171.961.151.351.96
1.69; 1.951.951.69; 1.951.69; 1.951.961.70; 1.961.961.70; 1.96
1.951.301.951.68; 1.951.15; 1.30; 1.35; 1.401.95; 2.160.96; 1.05; 1.68; 1.951.95
1.141.14; 1.551.141.141.141.140.761.141.14
1.161.161.14; 1.700.73 - 0.951.70; 1.961.961.70; 1.961.571.141.70; 1.961.70; 1.961.70; 1.961.70; 1.961.15; 1.351.84; 1.941.70; 1.96
1.151.15; 1.351.15; 1.351.151.151.151.15; 1.35
Stencil depth(mm)
n/a
n/an/an/an/an/a
0.700.80; 1.600.80; 1.600.80; 1.600.90
ca. 0.5n/aca. 0.5n/amin. 0.8n/an/an/a
ca. 0.80.95ca. 0.80.7; 0.80.95ca. 0.95ca. 0.95ca. 0.8
0.4 - 0.90.4 - 0.90.4 - 0.60.6 - 0.80.6 - 0.80.6 - 0.8ca. 0.40.4 - 0.60.4 - 0.6
n/an/an/a0.4 - 0.7n/an/an/an/an/aca. O.8ca. O.8n/aca. O.8n/an/aca. 1.0
1.15n/an/an/an/an/an/a
Shore Ahardness
n/a
n/an/an/an/an/a
79°79°78°78°77°
78°80°79°78°75°78°80°77°
74°88°74°77°88°88°88°82°
65°65°75°70°76°76°> 76°70°63°
77 - 78°70 - 73°77°/66°very hard75°76°78°n/an/a75°75°79°78°n/an/a77°
n/an/an/an/an/an/an/a
Coatings
n/a
aqueousaqueousaqueousaqueousaqueous
UV, aqueousUV, aqueousUV, aqueousUV, aqueousUV, aqueous
UV, aqueousn/aUVpearl gloss (M)n/aUVpearl gloss (M)aqueous, scratch-off,
sticky
UV, aqueousUV, aqueousUV, aqueousUV, aqueousUV, aqueousUV, aqueousUV, aqueousUV
UV, aqueous, pearl, met.UV, aqueous, pearl, met.UV, aqueous, pearl, met.pearl (M), met., UV, aqueouspearl (M), met., UV, aqueouspearl (M), met., UV, aqueousUV, aqueous, oilUV, aqueous, pearl, met.UV, aqueous, pearl, met.
UV, aqueous, pearl, met., OWUV, aqueous, pearl, met., OWUVUV, aqueousUV, aqueousUV, aqueouspearl gloss (M)UV, aqueousaqueousUV, aqueousUV, aqueousUV, aqueousaqueousUV, aqueousUV, aqueousUV, aqueous
aqueous, (test UV)aqueous, pearl gloss (M)aqueousaqueous, pearl gloss (M)aqueous, pearl gloss (M)aqueousaqueous
Process_4_d_e.qxd:Seite 36-51 19.11.2007 12:44 Uhr Seite 47
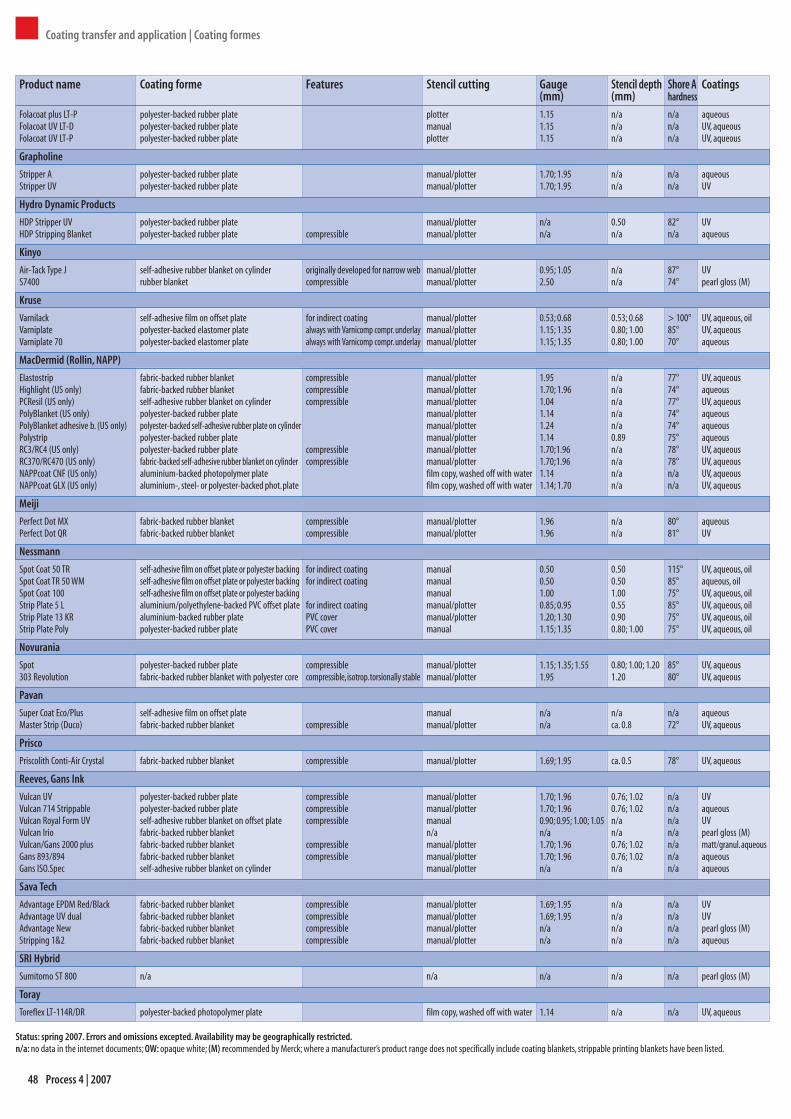
48 Process 4 | 2007
Coating transfer and application | Coating formes
Product name
Folacoat plus LT-PFolacoat UV LT-DFolacoat UV LT-P
Grapholine
Stripper AStripper UV
Hydro Dynamic Products
HDP Stripper UVHDP Stripping Blanket
Kinyo
Air-Tack Type JS7400
Kruse
VarnilackVarniplateVarniplate 70
MacDermid (Rollin, NAPP)
ElastostripHighlight (US only)PCResil (US only)PolyBlanket (US only)PolyBlanket adhesive b. (US only)PolystripRC3/RC4 (US only)RC370/RC470 (US only)NAPPcoat CNF (US only)NAPPcoat GLX (US only)
Meiji
Perfect Dot MXPerfect Dot QR
Nessmann
Spot Coat 50 TRSpot Coat TR 50 WMSpot Coat 100Strip Plate 5 LStrip Plate 13 KRStrip Plate Poly
Novurania
Spot303 Revolution
Pavan
Super Coat Eco/PlusMaster Strip (Duco)
Prisco
Priscolith Conti-Air Crystal
Reeves, Gans Ink
Vulcan UVVulcan 714 StrippableVulcan Royal Form UVVulcan IrioVulcan/Gans 2000 plusGans 893/894Gans ISO.Spec
Sava Tech
Advantage EPDM Red/BlackAdvantage UV dualAdvantage NewStripping 1&2
SRI Hybrid
Sumitomo ST 800
Toray
Toreflex LT-114R/DR
Coating forme
polyester-backed rubber platepolyester-backed rubber platepolyester-backed rubber plate
polyester-backed rubber platepolyester-backed rubber plate
polyester-backed rubber platepolyester-backed rubber plate
self-adhesive rubber blanket on cylinderrubber blanket
self-adhesive film on offset plate polyester-backed elastomer platepolyester-backed elastomer plate
fabric-backed rubber blanketfabric-backed rubber blanketself-adhesive rubber blanket on cylinderpolyester-backed rubber platepolyester-backed self-adhesive rubber plate on cylinderpolyester-backed rubber platepolyester-backed rubber platefabric-backed self-adhesive rubber blanket on cylinderaluminium-backed photopolymer platealuminium-, steel- or polyester-backed phot. plate
fabric-backed rubber blanketfabric-backed rubber blanket
self-adhesive film on offset plate or polyester backingself-adhesive film on offset plate or polyester backingself-adhesive film on offset plate or polyester backingaluminium/polyethylene-backed PVC offset platealuminium-backed rubber platepolyester-backed rubber plate
polyester-backed rubber platefabric-backed rubber blanket with polyester core
self-adhesive film on offset platefabric-backed rubber blanket
fabric-backed rubber blanket
polyester-backed rubber platepolyester-backed rubber plateself-adhesive rubber blanket on offset platefabric-backed rubber blanketfabric-backed rubber blanketfabric-backed rubber blanketself-adhesive rubber blanket on cylinder
fabric-backed rubber blanketfabric-backed rubber blanketfabric-backed rubber blanketfabric-backed rubber blanket
n/a
polyester-backed photopolymer plate
Features
compressible
originally developed for narrow webcompressible
for indirect coatingalways with Varnicomp compr. underlayalways with Varnicomp compr. underlay
compressiblecompressiblecompressible
compressiblecompressible
compressiblecompressible
for indirect coatingfor indirect coating
for indirect coatingPVC coverPVC cover
compressiblecompressible, isotrop. torsionally stable
compressible
compressible
compressiblecompressiblecompressible
compressiblecompressible
compressiblecompressiblecompressiblecompressible
Stencil cutting
plottermanualplotter
manual/plottermanual/plotter
manual/plottermanual/plotter
manual/plottermanual/plotter
manual/plottermanual/plottermanual/plotter
manual/plottermanual/plottermanual/plottermanual/plottermanual/plottermanual/plottermanual/plottermanual/plotterfilm copy, washed off with waterfilm copy, washed off with water
manual/plottermanual/plotter
manualmanualmanualmanual/plottermanual/plottermanual
manual/plottermanual/plotter
manualmanual/plotter
manual/plotter
manual/plottermanual/plottermanualn/amanual/plottermanual/plottermanual/plotter
manual/plottermanual/plottermanual/plottermanual/plotter
n/a
film copy, washed off with water
Gauge (mm)1.151.151.15
1.70; 1.95 1.70; 1.95
n/an/a
0.95; 1.052.50
0.53; 0.681.15; 1.351.15; 1.35
1.951.70; 1.961.041.141.241.141.70;1.961.70;1.961.141.14; 1.70
1.961.96
0.500.501.000.85; 0.951.20; 1.301.15; 1.35
1.15; 1.35; 1.551.95
n/an/a
1.69; 1.95
1.70; 1.961.70; 1.960.90; 0.95; 1.00; 1.05n/a1.70; 1.961.70; 1.96n/a
1.69; 1.951.69; 1.95n/an/a
n/a
1.14
Stencil depth (mm)n/an/an/a
n/an/a
0.50n/a
n/an/a
0.53; 0.680.80; 1.000.80; 1.00
n/an/an/an/an/a0.89n/an/an/an/a
n/an/a
0.500.501.000.550.900.80; 1.00
0.80; 1.00; 1.201.20
n/aca. 0.8
ca. 0.5
0.76; 1.020.76; 1.02n/an/a0.76; 1.020.76; 1.02n/a
n/an/an/an/a
n/a
n/a
Shore Ahardness
n/an/an/a
n/an/a
82°n/a
87°74°
> 100°85°70°
77°74°77°74°74°75°78°78°n/an/a
80°81°
115°85°75°85°75°75°
85°80°
n/a72°
78°
n/an/an/an/an/an/an/a
n/an/an/an/a
n/a
n/a
Coatings
aqueousUV, aqueousUV, aqueous
aqueousUV
UVaqueous
UVpearl gloss (M)
UV, aqueous, oilUV, aqueousaqueous
UV, aqueousaqueousUV, aqueousaqueousaqueousaqueousUV, aqueousUV, aqueousUV, aqueousUV, aqueous
aqueousUV
UV, aqueous, oilaqueous, oilUV, aqueous, oilUV, aqueous, oilUV, aqueous, oilUV, aqueous, oil
UV, aqueousUV, aqueous
aqueousUV, aqueous
UV, aqueous
UVaqueousUVpearl gloss (M)matt/granul. aqueousaqueousaqueous
UVUVpearl gloss (M)aqueous
pearl gloss (M)
UV, aqueous
Status: spring 2007. Errors and omissions excepted. Availability may be geographically restricted.n/a: no data in the internet documents; OW: opaque white; (M) recommended by Merck; where a manufacturer’s product range does not specifically include coating blankets, strippable printing blankets have been listed.
Process_4_d_e.qxd:Seite 36-51 19.11.2007 12:44 Uhr Seite 48

49Process 4 | 2007
Coating transfer and application | Coating formes
stripped: vertical cuts can desta-bilise the more delicate elementsso that they are unable to with-stand the shearing forces for anylength of time, and deform orcrumble. So it is best to ensurethat the flanks are angled slightly,at least when cutting by hand onrubber.
Creating a stencil profileCutting and stripping (lifting,releasing) are two processes inwhich the outlines for the applica-tion of coating are cut and coating-free areas on the blanket or plateremoved either manually or usinga computer-to-plate system and acutting plotter. Basically, anyblanket can be cut and stripped toa more or less acceptable quality.Whether a blanket is suitable forcoating does not just depend onthe ease with which it can bestripped: other key criteria are theability of the liner to accept andtransfer a coating, and its swell-resistance relative to oil-basedinks, diverse coatings and washes.The compressible layer in a rubber
blanket plays a decisive role duringstripping: if it is necessary to cutthrough compact layers, strippingthe cut-out areas can be quitedifficult. Open cell structures,however, make stripping easier.Stripping is also easier if it ispossible to cut down to the poly-ester or aluminium backing, whichis usually the case on thinnerblankets. Some manufacturers rec-ommend incompressible coatingblankets that can be cut deep,in tandem with a compressibleunderlay. Others use the com-pressible layer in the coatingblanket as a separating layer fromwhich the cut-out sections caneasily be stripped.There are tools available formanual cutting, and hotplates tofacilitate stripping. But first of allthe coating image must be copiedonto the opaque rubber liner tocreate a template. It is easiest todo this with the aid of a light-sen-sitive diazo film on the rubber,which can be exposed and devel-oped just like an analogue printingplate through a diapositive film.
Transparent films that are to beglued onto aluminium carriersshould be mounted on aluminiumplates imaged with the coatingpattern.Cutting plotters are controlledwith CAD data generated eg inpackaging design software or fromlayout data. But even here the cutelements must be removed manu-ally. Some dedicated plotter-cut-table blankets and plates areprotected by a non-scratch or non-stick film which must be removedafter plotting.Photopolymer plates are mostlyimaged through a template usingUV radiation, cleaned with wateror solvent and re-exposed. Thereare also photopolymer coatingplates that can be imaged digitallywith a laser, though laser engrav-ing is not yet available. And, as inoffset CTP, coating is also possiblewith chemistry-free plates (egDuPont’s Cyrel FAST) whichrequire UV imaging followed bydry thermal developing.
DIY or made to order?While it is customary to create theprofile on rubber and film formesin-house, and the coating forme isoften cut on the cylinder by thepress operator himself, photopoly-mer coating formes are manufac-tured almost exclusively byspecialist companies. For printingplants it is not usually cost-effec-tive to invest in a device forimaging and developing photopoly-mer plates, as it most probably willnot be utilised to the full.Printers all too rarely include thein-house labour input in their cal-culations when comparing theprices of different coating formes.A rubber or polymer forme deliv-ered ready to use may be moreexpensive than a coating blanketstripped in-house, but the sub-
stantial length of time required fortransferring the image and cuttingand stripping the blanket shouldalso be factored in. If the image iscomplex, additional labour may berequired, so it is worth checkingwhether in-house production isalways the most cost-effectivemethod. More and more printershave reviewed their proceduresand switched to ready-to-usecoating plates, which include agrowing number of photopolymerplates. And photopolymer platesare no longer used solely for par-ticularly delicate coating imagesdemanding precise registration butalso for simpler work such asknock-outs for adhesive.Dieter Kleeberg
A coating blanket with glue tag knock-outs cut on a plotter, manually stripped and mounted onrails ready for production on a KBA 74 Karat Photo: Kleeberg
Producing a rubber coating plate for a KBA Rapida 142 at STI Group, Lauterbach (Germany): the CAD data are generated for the folding carton, the knock-outs checked on a dummy, the plate cut on a plotter, the mounting holes stripped out, the rubber layers stripped off to reveal the ready stripped coating plate, the plate mounted and then removed after impression Photos: Streb
Process_4_d_e.qxd:Seite 36-51 19.11.2007 12:44 Uhr Seite 49

50 Process 4 | 2007
Coating transfer and application | Coating formes
Calculating the distortion factor forcoating imagesWhen creating the stencil profileon a coating forme – whethermanually, on a plotter or using UVor laser imaging – image distortionmust be factored in. This isbecause the curve of the cylindermakes the profile fan out in thedirection of rolling, so the coatingimage must be shortened accord-ingly. the larger the sheet size, thesmaller the relative distortion, buteven so the bigger cylinder cir-cumference increases the absolutedifference between the coated andthe printed image.Target values:K (in mm): curvature, distortionvalueD (in %): distortion factor, relativedistortion, foreshortening of coatingimageVariables:s (in mm): stencil depthu (in mm): coating forme cylindercircumferenced (in mm): coating forme cylinderdiameterπ: ratio of cylinder circumference tocylinder diameter (3.14…)Formulae:K = 2πsu = πdD = (K / u) · 100%
= (2πs / πd) · 100%= (2s / d) · 100%
Consequence:The length of the coating imagemust be shortened in the directionof cylinder rolling by distortionfactor D, eg from 100% by D =0.5% to 99.5%. The substratethickness and the total thickness
of the coating forme including allunderpacking exert an influencevia the cylinder diameter d that isnot mutually eliminated and cantherefore minimally alter distor-tion factor D. With photopolymerplates the impression pressure alsoincreases the distortion factor. Inpractice, mean values are oftenused for calculations: half- andmedium format 0.7%, large format0.6%, superlarge format 0.5%.Extreme values range from 0.2 to1%.
Problem-free cutting and strippingSpecial knives and awl-like liftingtools are used for manual cuttingand stripping. For straight edges itis advisable to use a metal rule. Inrectangular knock-outs the cutsmust meet in the corners so thatno rubber tags remain after strip-ping. The material to be removedis peeled off slowly at an acuteangle, and always away from thecorners and edges so as to avoidaccidentally lifting the remaininglayer(s). Mistakes can be remediedwith special repair adhesives suchas Folex’s Folaglue.
Servicing the coating forme cylindersThese should be serviced once aweek. Push up the protective gridand use the keyboard to rotate theplate-clamping bars so that theyare visible (1). Secure the press toprevent a restart. Clean the clamp-ing bars and spray lightly. Cleanthe setting screws (2) and othermovable parts through the gaps in
the covers, and spray lightly. Care-fully remove excess lubrication.Use sprays VI (with aqueous coat-ings) or VII (with UV and mixedproduction) – see KBA lubricationguide 8-1 to 8-4.
Storing used coating formesBasically, coating formes should becleaned thoroughly, covered with aprotective sheet of paper andstored in a cool, dry place. Alu-minium-backed plates can bestored upright, either suspendedor standing, all others should behung up or rolled up. In additionphotopolymer plates must be pro-tected from daylight.
Troubleshooting in the pressRecommendations by Folex, drawnfrom experienceThe coating forme carrier tears orbreaks:1. The carrier was cut too deeply,either overall or in certain areas.Since this often occurs withsingle-layer carriers, it may bebetter to use a carrier with a pro-tective polyester laminate.2. Aluminium plates sufferrapidly from fatigue when bentfrequently at the edge duringrepeat jobs, and may break at thatpoint. Check fatigue-prone pointsprior to clamping. Polyester carri-ers are more elastic and less proneto fatigue, but can endure fewerimpressions.
Practical tips from KBA’s coating seminar
Graphic: Folex
Measuring the thickness of the packing on the coating forme cylinder
Outside the press with a measuring device.Insert the entire sandwich and measure witha defined sensor pressure: it is even possibleto measure individual components
Photo: Streb
Inside the press with a Fischer Deltascope MP30 E-SZ. This calculates the thickness from theweakening of the magnetic field relative tothe cylinder diameter and metal
Photo: Streb
Inside the press with a PITSID packing gauge, version L (50 cm). This rests on the bearer or gaugering or the exposed cylinder surface and calculates the total thickness of the coating forme; italso suitable for blanket and plate cylinders. The photo shows a Nessmann coating forme beingmeasured on a KBA Rapida 105 at Mundschenk Druck + Medien, Kropstädt
Photo: Folex
Process_4_d_e.qxd:Seite 36-51 19.11.2007 12:44 Uhr Seite 50

51Process 4 | 2007
Coating transfer and application | Coating formes
3. The pressure between theanilox roller and the coating formeis too high because the underlay istoo hard or too thick.The anilox roller jumps:1. Incorrect cylinder rolling.2. The pressure between theanilox roller and the coatingforme is too high. The rollerstripe width should be a uniform4mm (0.15in) wide.3. A compressible underlay orcoating forme helps counteractthis problem right from the start.The coating image contains imper-fections:1. The impression pressure ofthe coating forme cylinder is toolow, ie it is lighter than the settingfor a kiss impression.2. The coating forme is too thin.Thicken the underlay.3. The coating is too thin. Thismay be due to a contaminatedroller or an anilox roller that isunsuitable for the pick-up volumerequired, or the anilox roller mayhave too little contact with thecoating forme; on large-formatpresses the anilox roller may notbe sufficiently rigid. Or thecoating transfer properties of thecoating forme (eg with blanketsthat are intended only for inktransfer) may be the culprit.4. The carton is of poor quality.This may be reflected in a highthickness tolerance.Ink builds up on the coatingforme faster and more frequently:1. Impression pressure is muchhigher than for a kiss impression,
so the load on the fresh print istoo high and ink rubs off. Reduceimpression pressure and stabiliseif possible with a compressibleunderlay.2. The coating is too thin (seeabove).3. The volume of ink is too high,the ink too thick, or highly pig-mented or metallic inks were used.4. Poorly or non-absorbent sub-strates such as parchment, met-allised or foil-coated paper impairink adhesion.5. When coating coarse carton,the pressure in the coater oftenhas to be increased and thisencourages ink build-up.Coating builds up on the coatingforme:1. The stencil cut is too shallow.2. The coating has the wrongviscosity.3. The coating is applied toothickly.4. At print start the coating formeslams the forme roller against thepolymer layer. Check rolling and ifnecessary exchange hard compo-nents for compressible ones.
Underlay compositionIf the coating forme is too hard,dot fringes may occur even withthe correct impression pressure.Experts therefore recommendincluding a compressible layer inthe coating forme or underlay.For example Folex, Kruse andNessmann offer compressibleunderpacking, so the coatingforme comprises just a polyesterbacking, a cut-proof polyesterlaminate and a polymer surfacelayer that can be cut right downto the laminate. If a compressiblecoating forme is used there is noneed for compressible layers inthe underpacking. Not all mate ri-als are suitable for use as incom-pressible underlay sheets, sincethese must have a specific thick-ness. Calibrated underlay sheetswere developed for this purpose.They can consist of paper or,most recently, an extruded, lightlycompressible sandwich of polyur -ethane (PUR) and polyester (PET)(available from Finito in Italy).
Choosing the coating formeSimple disposable coating formesor self-adhesive polymer films areoften perfectly adequate for shortprint runs. For longer runs it isbest to use either rubber blanketsor plates with a compressible com-ponent, or photopolymer plates.Depending on the distribution ofcoating-free areas and thus theconcentration of the mechanicalload, the service life of a com-pressible coating forme can be 2 to3 million impressions, spread overseveral repeat runs. Photopolymerplates have a similar lifespan.Compressible coating formesreduce the consumption of coating– provided an anilox roller with afiner profile is used – because theyhug the substrate. They also absorbwrinkles or folds in the substratewithout deforming.There is no alternative to pho-topolymer plates when coating com-plex images. And they are almostalways a viable alternative even withsimple images, since buying them inis often cheaper than cutting themby hand or with a plotter, or manu-ally stripping a rubber forme.
Gloss also depends on the coatingformeCoating formes with a high-glossrubber surface, ie smooth andunroughened, can enhance gloss,particularly when combined withhigh-gloss UV and special-effect pig-ment coatings. The surface tensionof the rubber should exceed32mN/mm. The plan parallelism ofthe coating forme also plays a role,since the contact surfaces shouldbe as uniform and even as possible.
Washes for coating formes
Perfect kiss prints (top) with the correct impression pressure, dot fringes (bottom) with too higha pressure – this is demonstrated equally clearly with a spot coating (left) and gold varnish(right), both applied using photopolymer plates Photos: Flint Group
Compressible ContiAir underblanketPhoto: Folex
Calibrated underlay sheet made of a polyur -ethane-polyester sandwich Photo: Streb
Calibrated underlay sheet made of syntheticpaper Photo: Streb
Aqueous coatings
UV coatings
AVOID
Blankets/plates
1:1 blend of petroleum ether +water, 1:1 blend of IPA + water,warm water, tested blanketwashes*
IPA, tested special washes*
relubricating and slow-evaporating washes
Photopolymer plates
water, 1:1 blend of IPA + water, blend of IPA+ water + tensides, pure IPA (test inadvance whether plates swell)
IPA, 1:1 blend of IPA + water, pure IPA (testin advance whether plates swell)
washes based on hydrocarbons (particularlyclass A-III, A-II and A-I benzines with aflashpoint of 0 to 100 °C) and vegetable oils,ink solvents and washes for UV inks andblankets
* Manufacturers of blankets and special washes include Brenntag, Day International (Varn),DC Druck-Chemie, FujiHunt, Huber group, Helmut Siegel and Vegra
Process_4_d_e.qxd:Seite 36-51 19.11.2007 12:44 Uhr Seite 51

52 Process 4 | 2007
Coating applications | Waterless offset
KBA: pioneering waterlessWaterless offset with inlinecoating became an establishedtechnology many years ago – inprinciple at the same as inlinecoating units for wet offset weredeveloped.KBA and its subsidiary KBA-Metronic were among the first topioneer both waterless offset andinline coating. Screen rollers wereadopted even before anilox coatersin offset inking units, which iswhy the inking units are socompact and require no key-setting elements. Keyless inkingtechnology for waterless offsetwas utilised back in the early1990s – along with UV inks andcoatings – in the OC100/OC200single-card printing presses devel-oped by Metronic prior to itsacquisition by KBA. OC pressespredominantly print PVC/ABS(acrylonitrile-butadiene-styrene)mono plastic cards such as prepaidtelephone cards.In the meantime waterless offsetwith UV inks (WLUV) and inlineUV coatings has been adopted fora variety of applications. Thisapplies – generally with “long”ink trains – to sheetfed offset onboard for folding cartons and dis-plays, to printing on plastic andfoils and to narrow-web offset,which is often used to print labels.One press that operates solelywith keyless inking units is theGenius 52, which is available only
as a UV version marketed by KBA-Metronic. The Genius 52UV’smost striking feature – apart fromits user-friendliness and space-saving footprint – is the widerange of substrates it can print,which include paper, carton andplastic up to 0.8mm thick.The first Genius 52UV to incor-porate a UV coater with squeezerollers and an extra-long dwellsection was installed at prominentSwedish plastic print specialistInplastor. Both these featurespromote an exceptionally highlevel of gloss: the squeeze rollersallow the optimum thickness ofcoating to be applied, while thesix-metre-plus (20ft) dwell sectionallows the thick layer of coating todevelop its maximum smoothness.As a result the gloss of the printedand coated cards delivered closelyapproaches the gloss level andrub-resistance of laminated cards.Inplastor uses this configuration toprint smart cards of all kinds,including debit and credit cardsthat are produced in a high-secu-rity environment. Smart cards –plastic cards with digital storagecapabilities and functions, in asso-ciation with electronic systems –are a booming market.The four-colour 74 Karat DI offsetpress, which consumes waterlessinks that dry by oxidation andpenetration, is now shippedalmost exclusively with an aqueouscoater. This configuration was
developed in response to ademand by Karat users for fasterfinishing to keep pace with tightdelivery deadlines.
Coating quality benefits fromwaterless processThe use of coatings in waterlessoffset processes involving oxida-tion-dried or UV-cured inks has anumber of advantages, since thereis no water or isopropyl alcohol
present. The mere absence offount solution imparts a higherdegree of gloss to the inks used. Itfollows that the coating will alsobenefit from this higher basic glosslevel. The gloss levels are around3 to 4% higher than in inlinecoating in wet offset.Since there is no transfer of fountsolution to the substrate prior tocoating, the coating can wet thesubstrate and ink much more
The latest version, H-2/05, of the ink-trapping control strip developed by Druck & Beratung D. Braun for waterless UV offset. Waterless inks, even those for UV production, have higher tack values.The triangular geometry of the measuring patches enables them to overcome the forces of adhesion more easily, resulting in a clean rupture (“quick release”) when the ink is split between theblanket and the substrate. They therefore provide a realistic representation of the substrate’s ink-trapping characteristics. Rectangular patches, particularly on thin film, would produce undesirableresults because ink adhesion tends to make the film roll at the edges. The individual patches can, of course, be checked with a densitometer or spectral photometer
KBA-Metronic’s OC200 is a waterless UVoffset press for printing individual cards. The eight units all have keyless inking units.After being printed in pairs the plasticcards are UV-coated inline
Even the coating is applied via an inkingunit (photo below), as is a UV primerthat is applied and cured immediatelyprior to the first application of ink.An automatic perfecting unit at theend of the printing section allowsthe cards to be printed and finishedon both sides
Aqueous and UV coatingsin waterless offsetWaterless offset with conventional and UV-curing inks delivers a high-quality printed image. It is often combined with
other high-end technologies such as frequency-modulated screening and an expanded colour gamut. Here, too, inline
coating can be the crowning glory.
Process_4_d_e.qxd:Seite 52-60 19.11.2007 12:46 Uhr Seite 52

53Process 4 | 2007
Coating applications | Waterless offset
efficiently. In waterless UV pro-duction, in particular, dispensingwith fount solution delivers addi-tional benefits: the coating canadhere and dry faster and morethoroughly, so there are fewerproblems associated with dryingin the pile, thus minimising therisk of blocking.In narrow-web label printing,waterless UV with inline coatinghas been a common practice forsome years now because the fountsolution would be a major issueduring printing and finishing.Since seven- or eight-colourpresses are commonly used, thevolume of fount solution appliedwould be twice that required fora four-colour sheetfed press.
Essentially the usual coatingsIn waterless offset print produc-tion with inks that dry by oxida-tion/penetration or UV curing,perfectly normal aqueous or UVcoatings are used. Coating manu-facturers designate their productsas suitable for both wet andwaterless offset. Here the decisivecriteria are the solvent- and alkali-resistance of the waterless inksand the absence of surfactantssuch as wax or silicone. Sincewaterless inks today generallycontain silicone oil substitutes,special coatings are no longernecessary.One exception is if oxidation-driedwaterless inks are used to printplastic film. For example, for print-
ing on plastic the 74 Karat is runexclusively with Zeller+Gmelin’sToracard TF inks. Toracard TF issilicone-free, so it is only the pecu-liarities of the plastic surface thatcreate the need for a specialaqueous coating. Basically, poly-styrene (PS), PVC, ABS, polyester(PET) and polycarbonate films aresuitable for printing, but polyole-fines such as polypropylene (PP)are not. Vienna-based coating spe-cialist Werner Tippl manufacturesTipadur-Printcoat aqueous coatingsspecifically for printing plastic onthe 74 Karat.
Detlef Braun,Druck & Beratung (www.WLUV.de),European Waterless Printing Association(www.ewpa.org)
The KBA-Metronic Genius 52UV coater press at Inplastor in Sweden (above and right): printing unit (A); UV coater (B) with interdeck UV dryerfor inks (1) and a moveable squeeze coater (2, 3); extended delivery (C) with an IR dryer (4) on the 6-metre-plus dwell section; delivery (D)with a twin-lamp UV radiator (5)
For some years now virtually all the 74 Karat presses KBA has shipped have featured ananilox coater for aqueous coatings, so as to reduce the delay between printing and perfectingor finishing and thus minimise turnaround times
One of the Drent-Goebel narrow-web waterless UV offset presses that have been printing andcoating in triple-shift operation for many years at X-label in Erfurt. In the foreground, Harris& Bruno’s LithoCoat coating feed system can be seen at the second, active coater from whichthe dwell section rises up to the UV radiatorPhoto: Braun
Process_4_d_e.qxd:Seite 52-60 19.11.2007 12:46 Uhr Seite 53

54 Process 4 | 2007
Coating applications | Choosing substrates
Papermakers enhance their prod-ucts on an ongoing basis. As aresult paper has been transformedfrom a basic vehicle for informa-tion to a crucial and sophisticatedtool for product differentiation.Choosing the right combination ofconsumables, and maintainingclose communications with thetechnology vendors involved in theprocess, have enabled printers toachieve some stunning results inthe field of coating applicationsand hybrid finishing.Optimising the interplay of sub-strates, inks and coatings canvisibly enhance the overall impact,because not every permutation isequally good. If a customerchooses a substrate that has notbeen proven, the result may comeas a nasty shock. So for printersthe important thing is to workwith paper manufacturers andvendors to find the best possiblesubstrate for any specific coating.But the act of applying and dryinga coating, in itself, demands acertain level of knowledge and
skill on the part of the press oper-ator. When changing to a differentcoating it is important to test itscompatibility with the substrateand with any other form of finish-ing that has been specified.It is also important to make surethat substrate acidity does notretard the drying or curing process.Nowadays paper and board aregenerally pH neutral becausecalcium carbonate is a cheapalternative to fillers and coatings.In an acid medium, calciumcarbonate would decompose andcarbon dioxide bubbles cause theink and coating to foam.
Aqueous coatingsMost of the water contained inaqueous coatings is absorbed bythe paper or board, even if thesurface is coated. When the sheetspass under the IR dryer and hot-air knife, water evaporates notonly from the coating but alsofrom the substrate. Since theamount of moisture absorbed bythe substrate increases with the
volume of wet coating applied, itfollows that thin substrates shouldonly receive a thin application ofcoating.It is only possible – and advisable– to drive a certain proportion ofwater out of the substrate. For onething evaporation is hindered bythe dried or cured coating and foranother excessive drying wouldcause the paper to warp. So theonly answer is to adjust thevolume of wet coating to suit thethickness of the substrate. Thiscan be done by choosing theappropriate screen roller.Water evaporation produces acooling effect that is beneficial tothe delivery pile, which tends tobe hot. This allows more room formanoeuvre as far as dryer outputis concerned.If drip-off or twin-effect aqueouscoatings and matt overprint varnishare to be used then it is advisableto test substrate coatability inadvance. KBA recommends switch-ing to hybrid coating since this hasa much greater visual impact.
UV coatingsPaper and board with anextremely smooth surface and/orlow level of absorbency are agood choice for UV coating as theyimpair penetration. Substrateswith a rough surface but a lowlevel of absorbency will requireless ink for the same level ofcover, but surface roughness canreduce rub-resistance. Highlyabsorbent substrates are totallyunsuitable be cause they seriouslyimpair gloss and, since the pho to -initiators may escape UV radia -tion by pene trating the substrate,can even prevent the coating fromcuring completely. One disad -vantage of a smooth surface (par -ticularly with cast-coated stock)and poor absorption is that theink and coating may not adhereproperly.Although modern UV lamps largelyexclude the IR spectrum, thedelivery pile still becomes veryhot. This may frequently lead toblocking and distortion, becausethe temperature-dependent lossof substrate moisture may desta-bilise the sheets – a phenomenonthat may also be observed whenaqueous coatings are dried by IRradiation.Optical brighteners in the sub-strate can cause discoloration (yel-lowing) when exposed to UVradiation, though this is onlyvisible after several hours. Whenselecting substrates for UV print-ing and coating it is thereforebest to make sure that any opticalbrighteners they contain are suffi-ciently stable. Paper in which thepulp and fillers have a high inher-ent whiteness will yellow theleast.One example often quoted of theaesthetic benefits of spot UVcoating is reflection-free, easilyreadable text on matt-coatedpaper.Die-cutting and stamping requirea flexible UV coating film. The key
Four types of matt-coated paper with different inherent whiteness levels (percentages in the lower bars) and optical brighteners (upper bars) wereexposed to UV radiation. The higher the inherent level of whiteness, the smaller the loss (yellowing) after 1, 2, 4, 6 and 8 hours (graph)Source: UPM
How paper and board interactwith coatingsThe various types of coating available on the market harden by different processes, so the properties of the paper
and board that they coat must differ accordingly. This chapter summarises the recommendations, based on past
experience, made by paper manufacturers and vendors Sappi, Schneidersöhne and UPM at KBA’s coating seminar.
Process_4_d_e.qxd:Seite 52-60 19.11.2007 12:46 Uhr Seite 54
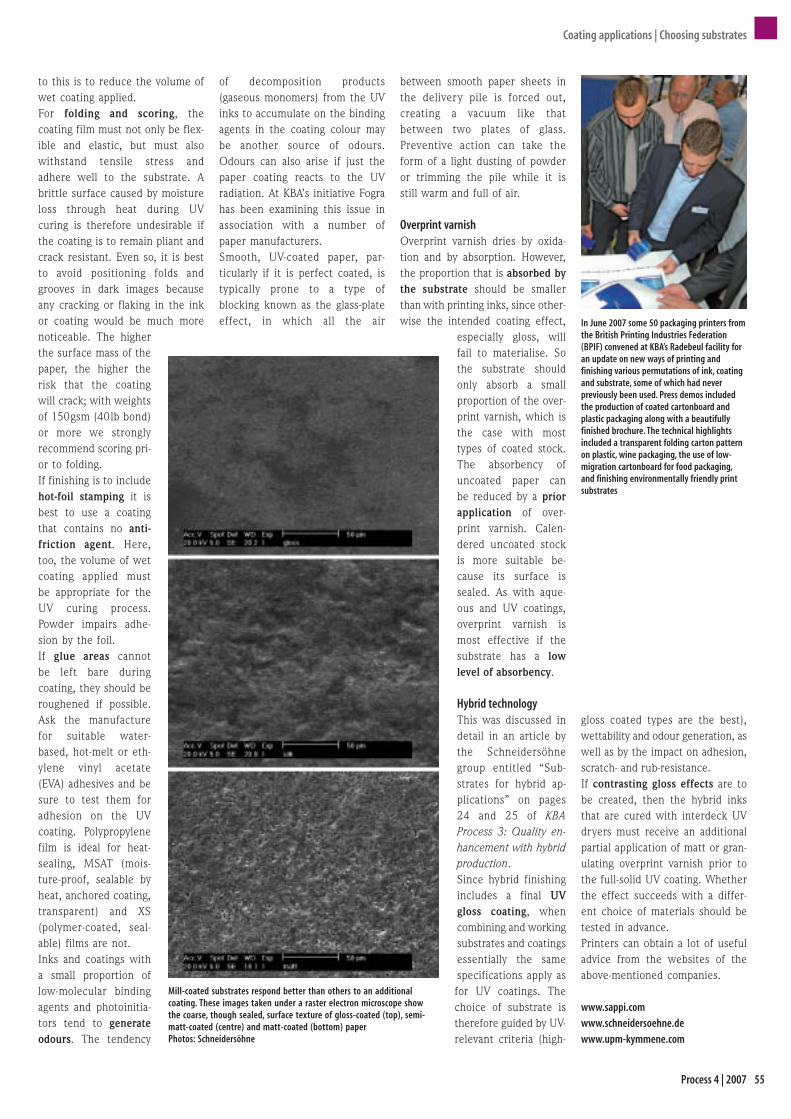
55Process 4 | 2007
Coating applications | Choosing substrates
to this is to reduce the volume ofwet coating applied.For folding and scoring, thecoating film must not only be flex-ible and elastic, but must alsowithstand tensile stress andadhere well to the substrate. Abrittle surface caused by moistureloss through heat during UVcuring is therefore undesirable ifthe coating is to remain pliant andcrack resistant. Even so, it is bestto avoid positioning folds andgrooves in dark images becauseany cracking or flaking in the inkor coating would be much morenoticeable. The higherthe surface mass of thepaper, the higher therisk that the coatingwill crack; with weightsof 150gsm (40lb bond)or more we stronglyrecommend scoring pri -or to folding.If finishing is to includehot-foil stamping it isbest to use a coatingthat contains no anti-friction agent. Here,too, the volume of wetcoating applied mustbe appropriate for theUV curing process.Powder impairs adhe-sion by the foil.If glue areas cannotbe left bare duringcoating, they should beroughened if possible.Ask the manufacturefor suitable water-based, hot-melt or eth-ylene vinyl acetate(EVA) adhesives and besure to test them foradhesion on the UVcoating. Polypropylenefilm is ideal for heat-sealing, MSAT (mois-ture-proof, sealable byheat, anchored coating,transparent) and XS(polymer-coated, seal-able) films are not.Inks and coatings witha small proportion oflow-molecular bindingagents and photoinitia-tors tend to generateodours. The tendency
of decomposition products(gaseous monomers) from the UVinks to accumulate on the bindingagents in the coating colour maybe another source of odours.Odours can also arise if just thepaper coating reacts to the UVradiation. At KBA’s initiative Fograhas been examining this issue inassociation with a number ofpaper manufacturers.Smooth, UV-coated paper, par -ticularly if it is perfect coated, istypically prone to a type ofblocking known as the glass-plateeffect, in which all the air
between smooth paper sheets inthe delivery pile is forced out,creating a vacuum like thatbetween two plates of glass.Preventive action can take theform of a light dusting of powderor trimming the pile while it isstill warm and full of air.
Overprint varnishOverprint varnish dries by oxida-tion and by absorption. However,the proportion that is absorbed bythe substrate should be smallerthan with printing inks, since other -wise the intended coating effect,
especially gloss, willfail to materialise. Sothe substrate shouldonly absorb a smallproportion of the over-print varnish, which isthe case with mosttypes of coated stock.The absorbency ofuncoated paper canbe reduced by a priorapplication of over-print varnish. Calen-dered uncoated stockis more suitable be -cause its surface issealed. As with aque-ous and UV coatings,overprint varnish ismost effective if thesubstrate has a lowlevel of absorbency.
Hybrid technologyThis was discussed indetail in an article bythe Schneidersöhnegroup entitled “Sub-strates for hybrid ap- plications” on pages24 and 25 of KBAProcess 3: Quality en-hancement with hybridproduction.Since hybrid finishingincludes a final UVgloss coating, whencombining and workingsubstrates and coatingsessentially the samespecifications apply asfor UV coatings. Thechoice of substrate istherefore guided by UV-relevant criteria (high-
gloss coated types are the best),wettability and odour generation, aswell as by the impact on adhesion,scratch- and rub-resistance.If contrasting gloss effects are tobe created, then the hybrid inksthat are cured with interdeck UVdryers must receive an additionalpartial application of matt or gran-ulating overprint varnish prior tothe full-solid UV coating. Whetherthe effect succeeds with a differ-ent choice of materials should betested in advance.Printers can obtain a lot of usefuladvice from the websites of theabove-mentioned companies.
www.sappi.comwww.schneidersoehne.dewww.upm-kymmene.com
In June 2007 some 50 packaging printers fromthe British Printing Industries Federation(BPIF) convened at KBA’s Radebeul facility foran update on new ways of printing andfinishing various permutations of ink, coatingand substrate, some of which had neverpreviously been used. Press demos includedthe production of coated cartonboard andplastic packaging along with a beautifullyfinished brochure. The technical highlightsincluded a transparent folding carton patternon plastic, wine packaging, the use of low-migration cartonboard for food packaging,and finishing environmentally friendly printsubstrates
Mill-coated substrates respond better than others to an additionalcoating. These images taken under a raster electron microscope showthe coarse, though sealed, surface texture of gloss-coated (top), semi-matt-coated (centre) and matt-coated (bottom) paperPhotos: Schneidersöhne
Process_4_d_e.qxd:Seite 52-60 19.11.2007 12:46 Uhr Seite 55

56 Process 4 | 2007
Coating applications | Examples
Coatings on the advancePrinters throughout the world aretaking inline coating on board.This is because product and brandmanufacturers must continuallycome up with new design ele-ments in order to differentiatetheir products and raise theircompetitive profiles in the globalmarketplace. This differentiation
is achieved by exploiting everypossible option that printing tech-nology offers with regard to sub-strates, ink application, coatingand finishing. The ability to printand coat in one pass can delivervital competitive advantages.KBA feels the pulse of this trendvia customer specifications fornew presses. For some years theproportion of small-, medium- andlarge-format KBA presses shippedwith a coating facility has variedbetween 40 and 60%. The foldingcarton and display sectors havethe highest rate of adoption world-wide, with 80 to 85% of pressesin the industrialised world featur-ing inline coating. There followslabel printing (64 - 77%), commer-cial printing (13 - 50%) and bookprinting (up to 15%). Weighted bymarket volume, folding cartons/displays come out top with 72%,ahead of labels (58%), commercials(21%) and books (12%).
Full-solid coating is the mostpopular form in the label, com-mercial and book sectors, whilespot coating is the preferredchoice in the folding carton and
display sector. Spot line andscreen coating is more popularamong book printers.According to a survey of Europeanprinters by Weilburger Graphics,in recent years there has been acontinual increase in the propor-tion of UV coatings and inks rel-ative to total consumption, andthis has been most marked in theUK and France. However, themajority of the printers surveyed
One of KBA’s many innovations is the abilityto create a hidden image within a coating.With the aid of hybrid technology it ispossible to conceal counterfeit-proof imagesin dark solids on packaging and not just inthe screen structures. They can only be readwith a special decoder lens
One of the many amazing products printed on a Rapida 105 hybrid press at C/A Grafica in Vigo(Spain) is this poster promoting the company’s products. Its speciality is the production offolding cartons for wine bottles, printed using FM screening and finished with gloss contrasthybrid coatings
The six-colour Rapida 105 at Meinders & Elstermann in Belm, near Osnabrück, Germany, has ahybrid capability that enables press operator Carsten Menzel to print up to five colours andfollow this up with a register-true spot overprint varnish in the sixth unit. A final full-solid high-gloss UV coating is subsequently applied to create the typical gloss contrasts and haptic effectsof hybrid finishing. Such effects are used on half of all the products printed on the Rapida, whichwas installed in 2006. The rest incorporate aqueous or UV solids coatings on magazine covers,musical programmes, catalogues and books
Mondadori Printing in Verona, northern Italy, is one of the top addresses in Europe when itcomes to the production of technologically challenging books, magazines or other illustratedpublications. The Rapida 105 six-colour hybrid press that came on stream in 2005 primarilyprints covers for books and glossy magazines
Coating and finishing underpinsuccess of KBA usersKBA is the global technology leader when it comes to inline coating in sheetfed offset. Evidence of this is provided by
the numerous printing presses with standard or customised coaters that have been installed by satisfied users the
world over. Not only that: KBA has accelerated the adoption of anilox technology in offset, developed hybrid coating
to perfection and also offers other systems for coating board and film in UV and waterless offset.
Process_4_d_e.qxd:Seite 52-60 19.11.2007 12:46 Uhr Seite 56

57Process 4 | 2007
Coating applications | Examples
the aesthetic and the economicpoint of view – to coating withtwo-coater presses. With hybridpresses it is also possible to applyconventional inks and aqueouscoatings.But it is not only hybrid technol-ogy which proves that all kinds ofoptions are possible with just one(anilox) coater. Many printershave recognised, for example, thatfull-solid or spot applications ofaqueous coatings, which offer farmore functions than just protec-tion and gloss, are a valuable toolfor enhancing their print portfoliowith value-added products. Glosscontrasts can even be achievedusing drip-off or twin-effect coat-ings (conventional inks plus spotoverprint varnish plus full-solidaqueous coating), though these are
less impressive than with hybridconsumables.The case is similar in UV printing:many companies have found thatapplying a pure UV coating insteadof two coatings can give foldingcartons a greater visual impact.Moreover, UV printing and coatingcapabilities have become a majorsource of income for a growingnumber of plastic and film print-ers. KBA-Metronic addresses thishighly specialised sector withsystems that can print and coatdirectly on plastic cards (theOC200) or print plastic alongwith paper and board (the Genius52UV, an increasing number ofwhich are being configured witha UV coater). The Rapida 74 G,which has waterless and keylessinking units, has already been
still use overprint varnishes andaqueous coatings. Among packag-ing printers aqueous and UV coat-ings have been widely adopted,largely because of their outstand-ing quality, which is due in nosmall part to anilox technology.The key function of a coating,according to print professionals,is to protect the freshly printedimage from damage due to me -chanical impact, thus eliminatingthe risk of process-related downtimes while ensuring that the prod-uct can be finished as specified. Butwhile ever tighter delivery dead-lines mean that production timeplays an increasingly major role, thecompanies surveyed place greateremphasis on product quality.
Business models for inline coatingThe substantial installed base ofKBA presses with coating capa-
bilities reflects a strong focus byprinters on sophisticated coatingsfor all kinds of products. This indi-cates that overprint varnish, whichcan be applied in a wet offsetprinting unit without the need fora coater, is often no longer capableof fulfilling the more challengingdemands placed on gloss coatings.And because it takes so long todry, it is also less suitable as a pro-tective shield for prints to allowthem to be finished without delay.However, it has acquired a newfield of application in the creationof contrasting gloss effects withmatt and granulating coatings inhybrid production, which is beingadopted by a rising number ofprint providers. Hybrid inks inconjunction with a spot overprintvarnish and full-solid high-glossUV coating have proved to be agenuine alternative – both from
Upmarket cosmetics manufacturers, whose packaging and displays are collated in thisreference catalogue, are key accounts at Vimer Industrie Grafiche Italiane in San Giustino. Thecompany’s Rapida 105 six-colour two-coater press also prints high-gloss brochures, books andpromotional literature
The most recent additions to the press room at the Pulheim operation of VG Nicolaus, asubsidiary of Belgium’s Van Genechten Packaging, are a six-colour Rapida 142 with two coatersand pile logistics for board (the model in the centre of the display) and a six-colour Rapida 105universal with coater and extended delivery. Both can apply special coatings, eg on playing cardsand food packaging. Examples include luxury packs of cards (left) for the James Bond film“Casino Royale” and double-gatefold packaging (right) for Scotch Whisky, which won an awardat Luxpack 06 in Monaco
The longest sheetfed offset press in Switzerland, an eight-colour KBA Rapida 105 with threecoaters, four dryers and a double extended delivery (above), went live in mid-2006 at ModelPrimePac in Au, near St Gallen. The first coater applies special-effect coatings or adhesive primer,the eight printing units apply four process and four special colours, and the two subsequentcoaters apply various other coatings. This, the longest custom-configured recto press worldwide,has proved to be the ideal tool for addressing new business fields and carving out a name forunusual coating effects in paper and cartonboard markets
Another 15-unit Rapida 105, a 30m (98ft) press line at packaging printer Graf Poz in Poznan,Poland (photo), has a triple extended delivery. It can print up to seven colours and has a coronaunit before the primer coater. This enables it to handle transparent film up to 0.3mm (0.01in)thick, first applying an opaque white or gold primer, then the various colours and finally special-effect coatings (eg metallic, iridescent, matt/gloss)
Process_4_d_e.qxd:Seite 52-60 19.11.2007 12:46 Uhr Seite 57

58 Process 4 | 2007
Coating applications | Examples
Selection from the broad product spectrum of London-based large-format printer AugustusMartin. Every year the company’s products win awards – for example from the SPA in thecategories plastic printing, large-format printing and non 3D POS in 2004. The press fleetincludes one Rapida 105, two Rapida 162s and one five-colour Rapida 205. Many displays thatcould previously only be printed in one piece using screen or inkjet systems can now be printedon the large-format sheetfed offset presses at a much higher speed and in a better quality
Chinese greetings cards and wrapping paper specialist Glory Moon in Yingde has three five-colour KBA presses – a Rapida 142, a Rapida 105 universal and a Performa 74 (pictured here)– each with a coater and extended delivery
A five-colour Rapida 205 with coater and dryer that came on stream in 2006 at Redditch-based SP Group, the POS arm of prominent UK print group St Ives, can print plastic film aswell as 1.2mm (48pt) packaging and microflute at a rate of 9,000 sheets per hour, and applyconventional and UV inks plus water-based and UV coatings
KBA’s coating seminar in 2006 included a demonstration in the Radebeul R&D centre of rotarydie-cutting in the coater of a Rapida 105. It was the first ever demonstration of inline kiss die-cutting on self-adhesive stamps, enabling the off-cuts to be pulled off cleanly leaving thestamps intact on the silicone backing. To surface die-cut the printed elements the screen rollerwas removed and a die-cutting forme mounted like a coating plate on the forme cylinder
shipped with a UV capability, aswell as with two coaters for print-ing and coating short runs of pack-aging and promotional products.But two-coater presses are still themost versatile. Their ability toapply a primer means that they canprint conventional inks followedby a high-gloss UV coating, or applya special-effect coating plus ahigh-gloss coating. Some printingplants have even put presses intooperation that feature an addi-tional coater plus dryer modulesahead of the first printing unit.This allows them to apply opaquewhite or special-effect primers,which can then be printed overand given a second coat for addedbrilliance.On top of all this, the complexityof the coating process makes itharder for packaging to be coun-terfeited. At the same time coat-ings can be combined withadditional counterfeit-proof fea-tures such as concealed imagetechnology (CIT). KBA hasdeveloped this technology for
use with hybrid coatings, as aresult of which it is now possibleto position the hidden image notjust in the screen structure of thecolour separations but anywherein the coated image.Again and again, KBA offers itscustomers new approaches toinline coating, and these are notconfined to the coating itself. Forexample, the coater – like thefinal printing unit – can now beused for other mechanical fin- ishing processes such as die-cutting, by mounting the relevantdie-cutting forme on the formecylinder so that it is thrownagainst the impression cylinder inthe coater.KBA will continue to focus onexpanding press applicationsthrough product enhancement andvalue-added advances – and notjust in inline coating processes.
Jürgen Veil, Martin Dänhardt, Dieter Kleeberg
Process_4_d_e.qxd:Seite 52-60 19.11.2007 12:46 Uhr Seite 58
59Process 4 | 2007
Koenig & Bauer AGWürzburg FacilityFriedrich-Koenig-Strasse 497080 WürzburgGermanyTel: +49 931 909-0Fax: +49 931 909-4101Web: www.kba-print.comE-mail: [email protected]
Koenig & Bauer AGRadebeul FacilityFriedrich-List-Strasse 4701445 RadebeulGermanyTel: +49 351 833-0Fax: +49 351 833-1001Web: www.kba-print.comE-mail: [email protected]
KBA-Metronic AGBenzstrasse 1197209 VeitshöchheimGermanyTel: +49 931 9085-0Fax: +49 931 9085-100Web: www.kba-metronic.comE-mail: [email protected]
KBA Processis a technical publication created to facilitate strategic investmentplanning by providing detailed, practical information on the currentstatus and future prospects of new technologies and advances.
Publications to date:KBA Process no. 1 ‘Focus on Direct Offset on Corrugated’ (2002)KBA Process no. 2 ‘Waterless and Keyless’ (2005)KBA Process no. 3 ‘Quality Enhancement with Hybrid Production’
(2006)
Publisher:KBA Group(www.kba-print.com)
Editors:Dieter Kleeberg (Kleeberg & Stein), trade journalist, PR service
provider to the print industry ([email protected])
Klaus Schmidt KBA, marketing director ([email protected])Jürgen Veil KBA, sheetfed offset marketing manager responsible
for the content ([email protected])
Authors:Detlef Braun Druck & Beratung/EWPAHans Henrik
Christiansen TresuMartin Dänhardt KBADr Erich Frank Flint Group GermanyDr André Fuchs Ciba Specialty ChemicalDieter Kleeberg Kleeberg & SteinIsabella Kwiatkowska European Media Group PoznanGerhard Palinkas Harris & Bruno EuropePeter Patzelt KBADr Wolfgang Rauh FograAlbert Uhlemayr VegraJürgen Veil KBA
Layout:Katrin Jeroch KBA
Translation:Christina Degens-Kupp KBA
Product specifications and features may be changed without prior notice.No part of this publication may be reproduced in any way without thepublisher’s permission and source data. Although registered trademarks,copyrighted and patented products are not specified as such, this doesnot mean that they are, or may be treated as, public domain.
If you wish to receive our free customer magazine, KBA Report, andare not yet a subscriber, please contact Anja Enders in the marketingdepartment:E-mail: [email protected]: +49 931 909-4518Fax: +49 931 909-6015
Printed in the Federal Republic of Germany
Process 4
Process_4_d_e.qxd:Seite 52-60 19.11.2007 12:46 Uhr Seite 59