Informationen Kunden Ausgabe 22...5 Umstellung auf Cr6+-freie Zink-Schutzschichten Grundsätzlich...
12
1622/14.01 Informationen für unsere Kunden Umstellung auf Cr 6+ -freie Zink-Schutzschichten für Verbindungselemente Ausgabe 22 Cr 6+ -freie Alternativen ab Lager lieferbar frei
Transcript of Informationen Kunden Ausgabe 22...5 Umstellung auf Cr6+-freie Zink-Schutzschichten Grundsätzlich...
1622/14.01
Informationenfür unsereKunden
Umstellung auf Cr6+-freie Zink-Schutzschichtenfür Verbindungselemente
Ausgabe 22
Cr6+-freie
Alternativen ab
Lager lieferbarfrei

Cr6+
3
Das Ende der Cr6+-haltigen Oberflächenfür Verbindungselemente
Das Inkrafttreten der branchenspezifischen EU-Verordnungen, dieden Einsatz gefährlicher Stoffe in der Elektroindustrie, hier
WEE (Waste of Electrical and Electronical Equipment)und ROHS (Restriction of Hazardous Substan-
ces), sowie der Automobilindustrie, hier ELV(End of Life Vehicles Directive), regelt, hat
bereits in den Jahren 2006 und 2007stattgefunden. In diesen Marktsegmen-
ten sind Cr6+-haltige Oberflächenbereits verboten.
Im Jahr 2013 ist durch die Europäi-sche Chemikalienagentur imZusammenhang mit der besserenKontrolle von Gefahren, die vonder Verwendung von Cr6+ unddessen Verbindungen ausgehen,zur Aufnahme in den Anhang XIVder REACH Verordnung entschie-
den worden. Mit dieser Aufnahme ist, nach einer
gewissen Übergangsfrist, ein Verwen-dungsverbot für Cr6+ als Werkstoff ver-
bunden. Dies betrifft alle Verwender inner-halb der Europäischen Union und tritt im
September 2017 in Kraft. Aus diesem Grundist eine Verfügbarkeit von Verbindungselementen
mit Cr6+-haltigen Oberflächen darüber hinaus nichtmehr gegeben. Ausnahmeregelungen sind aufgrund
der bereits etablierten Oberflächen im Zusammenhang mit dengenannten EU-Regelungen (Automobil- und Elektroindustrie) ausgeschlossen.
Das hat unmittelbar Auswirkung auf einige immer noch handelsübliche Oberflächensysteme. Insbesondere verzinkteSchichten mit chromathaltigen Nachbehandlungen, wie z. B. Gelbchromatierungen oder die Dacromet Beschichtung,sind hiervon betroffen.
Die von den beschriebenen Regelun-gen vorgegebenen Zusammenhängemöchten wir in der Unternehmens-gruppe Böllhoff umgehend umsetzenund helfen, gefährliche Stoffe zeitnahaus dem Güterkreislauf zu eliminieren.Bereits seit 1999 verfügt Böllhoff über
ein nach DIN EN ISO 14001 zertifizier-tes Umweltmanagementsystem. DerSchutz der Umwelt ist für Böllhoff, alsinternationaler Dienstleister der Ver-bindungs-, Montage- und System-technik, seit vielen Jahren ein zentra-ler Wert in der Geschäftsstrategie,
bestimmt Produktinnovationen maß-geblich und eröffnet damit auch neueWachstumsfelder.Aus diesem Grund haben wir fürunsere Kunden ein Sortiment vonVerbindungselementen mit Cr6+-freienBeschichtungen konzipiert.
Verantwortung und Umweltschutz
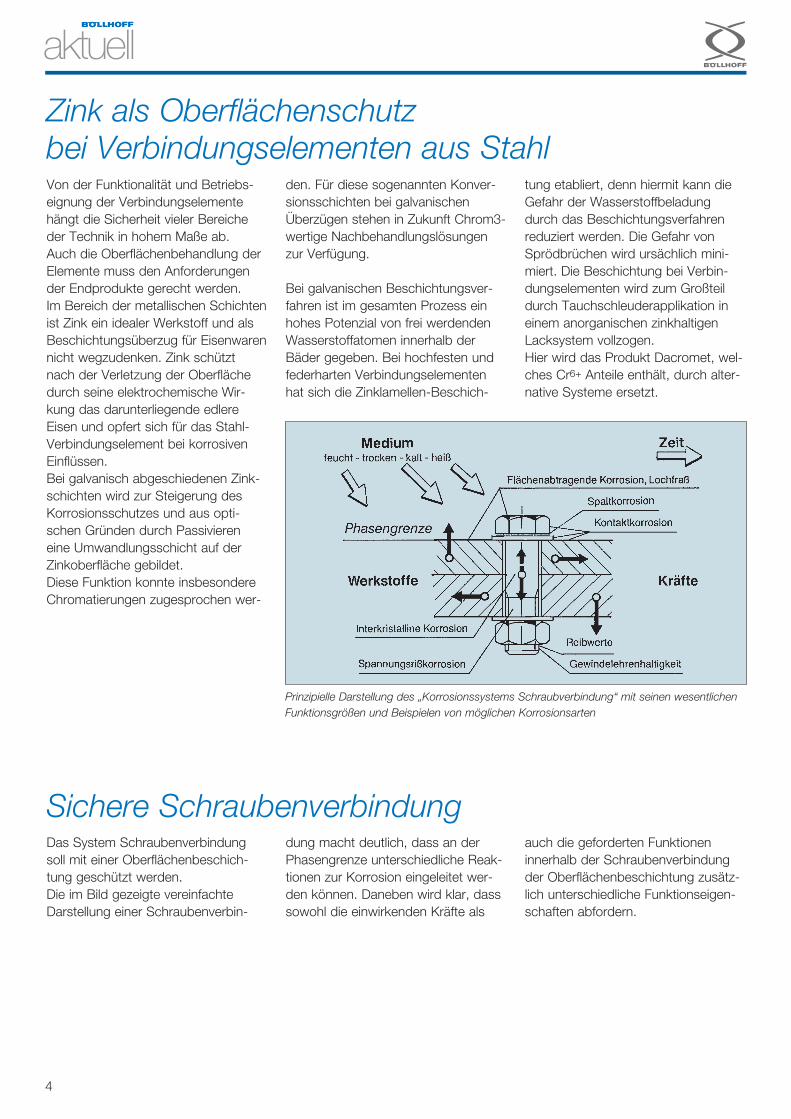
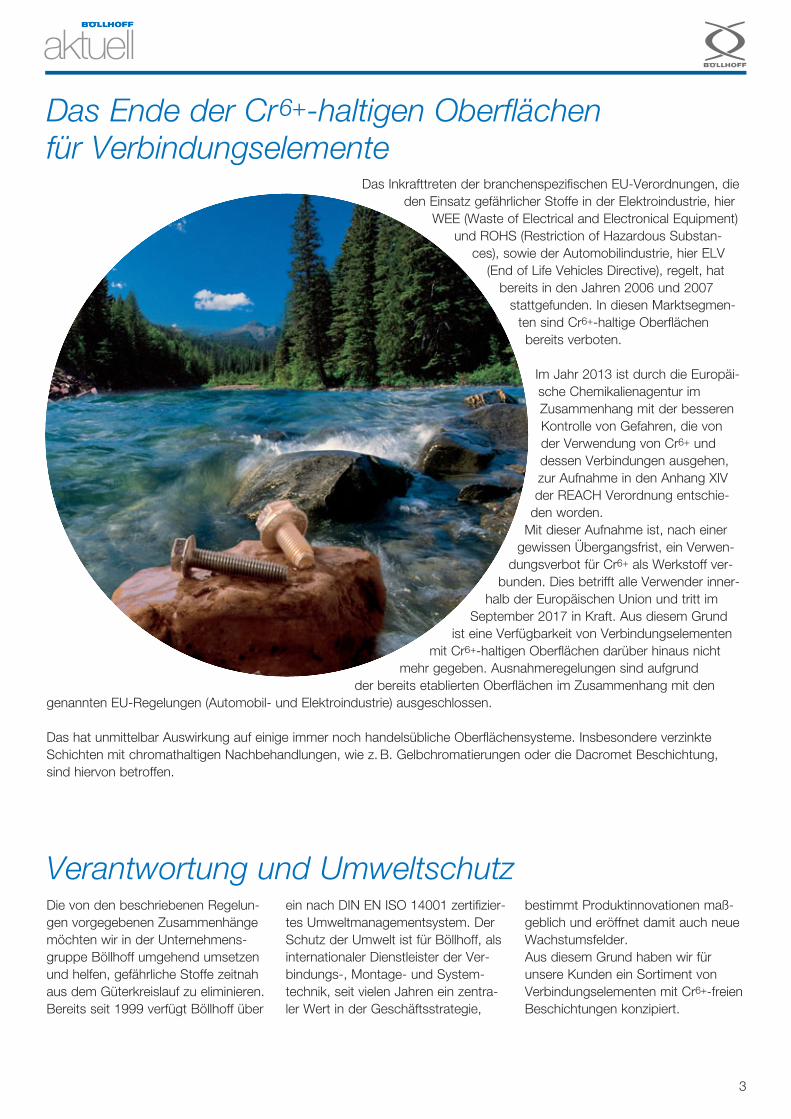
Prinzipielle Darstellung des „Korrosionssystems Schraubverbindung“ mit seinen wesentlichen Funktionsgrößen und Beispielen von möglichen Korrosionsarten
4
Zink als Oberflächenschutzbei Verbindungselementen aus Stahl Von der Funktionalität und Betriebs -eignung der Verbindungselementehängt die Sicherheit vieler Bereicheder Technik in hohem Maße ab.Auch die Oberflächenbehandlung derElemente muss den Anforderungender Endprodukte gerecht werden.Im Bereich der metallischen Schichtenist Zink ein idealer Werkstoff und alsBeschichtungsüberzug für Eisenwarennicht wegzudenken. Zink schütztnach der Verletzung der Oberflächedurch seine elektrochemische Wir-kung das darunterliegende edlereEisen und opfert sich für das Stahl-Verbindungselement bei korrosivenEinflüssen. Bei galvanisch abgeschiedenen Zink-schichten wird zur Steigerung desKorrosionsschutzes und aus opti-schen Gründen durch Passiviereneine Umwandlungsschicht auf derZinkoberfläche gebildet.Diese Funktion konnte insbesondereChromatierungen zugesprochen wer-
den. Für diese sogenannten Konver-sionsschichten bei galvanischenÜberzügen stehen in Zukunft Chrom3-wertige Nachbehandlungslösungenzur Verfügung.
Bei galvanischen Beschichtungsver-fahren ist im gesamten Prozess einhohes Potenzial von frei werdendenWasserstoffatomen innerhalb derBäder gegeben. Bei hochfesten undfederharten Verbindungselementenhat sich die Zinklamellen-Beschich-
tung etabliert, denn hiermit kann dieGefahr der Wasserstoffbeladungdurch das Beschichtungsverfahrenreduziert werden. Die Gefahr vonSprödbrüchen wird ursächlich mini-miert. Die Beschichtung bei Verbin-dungselementen wird zum Großteildurch Tauchschleuderapplikation ineinem anorganischen zinkhaltigenLacksystem vollzogen.Hier wird das Produkt Dacromet, wel-ches Cr6+ Anteile enthält, durch alter-native Systeme ersetzt.
Sichere SchraubenverbindungDas System Schraubenverbindungsoll mit einer Oberflächenbeschich-tung geschützt werden.Die im Bild gezeigte vereinfachteDarstellung einer Schraubenverbin-
dung macht deutlich, dass an derPhasengrenze unterschiedliche Reak-tionen zur Korrosion eingeleitet wer-den können. Daneben wird klar, dasssowohl die einwirkenden Kräfte als
auch die geforderten Funktioneninnerhalb der Schraubenverbindungder Oberflächenbeschichtung zusätz-lich unterschiedliche Funktionseigen-schaften abfordern.
5
Umstellung auf Cr6+-freie Zink-SchutzschichtenGrundsätzlich kann kein Oberflächen-system alle Anforderungen in ver-schiedensten Anwendungen in unter-schiedlichen Branchen optimal erfül-len.Wir haben uns im Bereich der galvani-schen Zinkoberflächen für ein Sorti-
ment entschieden, das viele Anwen-dungsbereiche abdeckt.
Die Argumente für die Beschichtungs-variante waren folgende:■ Gleichwertiger Korrosionsschutz zu
einer anspruchsvollen Oberfläche
analog zur DIN ISO 4042 = A3C(Referenzsystem)
■ Vereinheitlichung vieler Variantenführen zu wirtschaftlicherenApplikationsmöglichkeiten
■ Anwendbarkeit an das große Spek-trum der Verbindungselemente inseinen unterschiedlichen Dimen -sionen
■ Sichere Anwendung und Montage■ Sehr gute Verfügbarkeit■ Ansprechende Optik
Gleichzeitig mussten wir feststellen,dass keine der aktuellen DIN oder ISONormen diese Eigenschaften in einerDefinition als technisches Regelwerkabdecken.So ist eine Oberflächendefinition ent-standen, die sich unter dem Begriff„B1“ wie folgt beschreiben lässt:■ Es wird eine Zinkschicht von min.
5 my Schichtstärke garantiert■ Die Korrosionsbeständigkeit im
Salzsprühnebeltest ist oberhalb deso. a. Referenzsystems angesiedelt;das bedeutet: größer 72h auf Zink-Korrosionsbeständigkeit und min.144h bis Grundmetallkorrosion
■ Eine Konservierung der Zinkschichtist generell erlaubt
■ Bei Schrauben der Festigkeitsklas-se ab 8.8 wird ein Gleitmittelzusatzaufgetragen, um eine sichere Mon-tage zu gewährleisten (Gesamtrei-bungszahl 0,12 – 0,18 μ ges. nachDIN ISO 10644)
■ Eine temperaturbeständige (bis120°C) Dickschichtpassivierung
■ Sicherungsmuttern mit metalli-schem Klemmteil und gewindefor-mende Schrauben für Metallehaben einen optimierten Gleitmittel-zusatz zur prozesssicheren Monta-ge
■ Silberne, irrisierende Optik
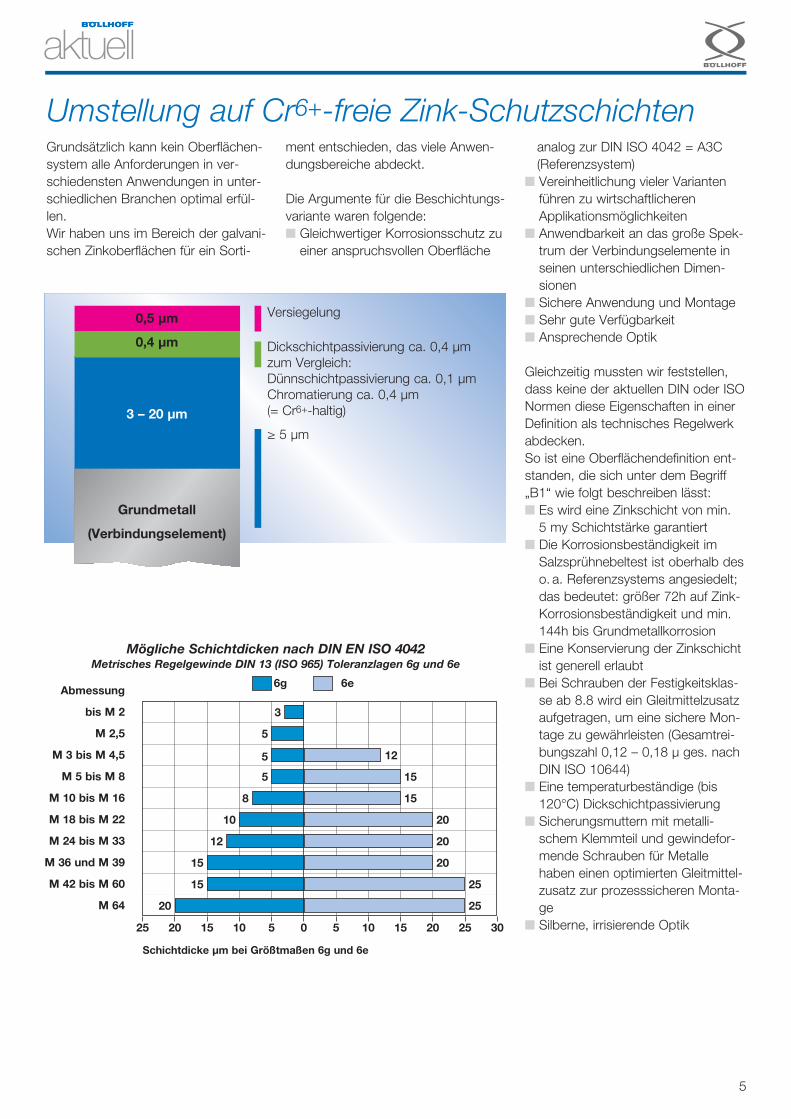
Mögliche Schichtdicken nach DIN EN ISO 4042Metrisches Regelgewinde DIN 13 (ISO 965) Toleranzlagen 6g und 6e
Abmessung
bis M 2
M 2,5
M 3 bis M 4,5
M 5 bis M 8
M 10 bis M 16
M 18 bis M 22
M 24 bis M 33
M 36 und M 39
M 42 bis M 60
M 64
25 20 15 10 5 0 5 10 15 20 25 30
20
15
15
12
10
8
5
12
15
15
20
20
20
25
25
5
5
3
6g 6e
Schichtdicke µm bei Größtmaßen 6g und 6e
Versiegelung
Dickschichtpassivierung ca. 0,4 μmzum Vergleich:Dünnschichtpassivierung ca. 0,1 μmChromatierung ca. 0,4 μm (= Cr6+-haltig)
≥ 5 μm
0,5 µm
0,4 µm
3 – 20 µm
Grundmetall
(Verbindungselement)


7
Qualitätsmanagement –Produktsicherheit an erster StelleQualitätsmanagement ist ein elemen-tarer Baustein im Unternehmensprofilder Böllhoff Gruppe. Produktsicher-heit steht an erster Stelle, mit Sicher-heit garantieren wir Qualität. Deshalblässt sich Böllhoff stets nach denneusten Anforderungen im Qualitäts-und Umweltmanagement zertifizieren.Zum Vorteil unserer Kunden, dieunmittelbar von dieser Verbesserungprofitieren, die auf Kontinuität ange-legt ist.
Modernste Mess- und Prüfeinrichtun-gen bilden die Basis für eine zuverläs-sige Qualitätssicherung und eine ein-wandfreie Produktqualität. Wir über-lassen nichts dem Zufall. Das physi-kalisch-technische Prüflabor derBöllhoff Gruppe ist zertifiziert, diePrüfverfahren sind akkreditiert. Bei besonders komplexen Herausfor-derungen profitieren unsere Kundenvon unserer engen Zusammenarbeitmit Universitäten und Fachhochschu-len sowie mit den Instituten derFraunhofer Gesellschaft.
Beste Qualität planen wir systema-tisch. In interdisziplinären Teams steu-ern wir die Qualitäts vorausplanungaller neuen Prozesse und Produkte –gemeinsam mit unseren Kunden. Füralle Funktionsbereiche definieren wirmessbare Ziele – und beziehen dabeiunsere Mitarbeiterinnen und Mitarbei-ter ein. Zielvereinbarungen leiten wiraus Kundenerwartungen ab, jährlichvon Neuem. Denn was gestern das
Maß aller Dinge war, kann heuteschon nicht mehr ausreichend sein.Die systematische Prozesssteuerungund das permanente Streben nachkontinuierlicher Verbesserung sind dieBasis für unser Idealziel: Wir wollendie Null-Fehler-Quote erreichen undzielen deshalb auf Fehlervermeidungstatt Fehlerbeseitigung.
Wir brauchen die besten Lieferantenfür Rohmaterialien, Halbzeuge undVerbindungselemente.Sicherheit und Zuverlässigkeit sinddas Ergebnis langjähriger Partner-schaften mit diesen Lieferanten. Ver-trauen ist gut, dennoch kontrollierenwir durch klar definierte Audits dieEinhaltung aller vereinbarten Prozes-se. Neue Lieferanten durchlaufen einmehrstufiges Prüfverfahren, imAnschluss werden Probelieferungenvereinbart. Nur so erreichen wir unserZiel: Wir können unsere Kunden nachHGB §378 vom Haftungsausschlussbefreien. Das senkt die Kosten fürderen Qualitäts kontrolle undbeschleunigt den innerbetrieblichenWarenfluss.
Böllhoff Produkte müssen in einemHaushaltsgerät ebenso zuverlässigfunktionieren wie im Auto oder in derLuft- und Raumfahrt. Das setzt höch-ste Produkt- und Dienstleistungsqua-lität voraus. Für unsere Mitarbeiterin-nen und Mitarbeiter ist das ein selbst-verständlicher Anspruch. Sie sindkompetent, motiviert und bestens
ausgebildet. Sie bilden sich regelmä-ßig weiter – und damit leisten siejeden Tag den bestmöglichen Beitrag,um die Qualitätsansprüche unsererKunden zu erfüllen.
Das Optimierte Böllhoff System (OBS)arbeitet an der schlanken Produktion,Montage, Logistik und Verwaltung.Monat für Monat setzen wir bis zuhundert kleinere und größere Verbes-serungsmaßnahmen um. In Work -shops erarbeiten wir weitere Monta-gezeitreduktionen, Produktionsver-besserungen oder standardisiertePrüfprozesse. Gemeinsam mit unse-ren Kunden wollen wir Verpackungs-einheiten anpassen, den innerbetrieb-lichen Transport optimieren, Ver -packungskosten reduzieren unddamit die Umwelt schonen. Ver-schwendung wird vermieden, dieWertschöpfung steht im Fokus unse-rer Konzentration.
Wir rechnen damit, dass das ThemaQualität in Zukunft eine noch größereRolle spielen wird. Dafür sprechen diekurzen Produktionszyklen unsererKunden, dafür spricht auch eineimmer höhere Komplexität in der Pro-duktion unserer Kunden. Die derzeitinternational zunehmende Quote beiden Produktrückrufen kann nur durchdie konsequente Einhaltung derQualitätsan forderungen gestoppt wer-den. Davon wird der gesamte Marktprofitieren.
Laborprüfung zur Bestimmung von Cr6+ in Korrosionsschutzschichten
Mit der notwendigen Umstellung vonden o. g. etablierten Oberflächen aufdie Alternativoberfläche „B1“ ist inBetrachtung, Entscheidung, Änderun-gen des Artikelstamms usw. erstmalAufwand verbunden. Es besteht hierbeijedoch auch die Chance einerBestands aufnahme in Bezug auf dieFunktionsanforderungen an die Verbin-dungselemente durchzuführen undSchwachstellen zu kompensieren.Weiterhin ist die Möglichkeit gegeben,Produkte und Sortimente zu vereinheit-lichen, wo bisher unterschiedlicheSysteme im Einsatz waren. Sind Ober-flächen mit unterschiedlichen Schicht-stärken und Passivierungsarten im Ein-satz, lassen sich in vielen Fällen dieVariantenvielfalt reduzieren und Kosteneinsparen. Durch ein hochwertigesSystem lassen sich in jedem Fall Ver-besserungen in der Qualität gegenüber„verzinkt-gelbchromatiert“ erreichen.Durch die Gewährleistung eines Reib-wertfensters kann die Montage opti-miert, Überdimensionierungen einge-dämmt und fehlerhaft montierteSchraubfälle ausgeschlossen werden.
8
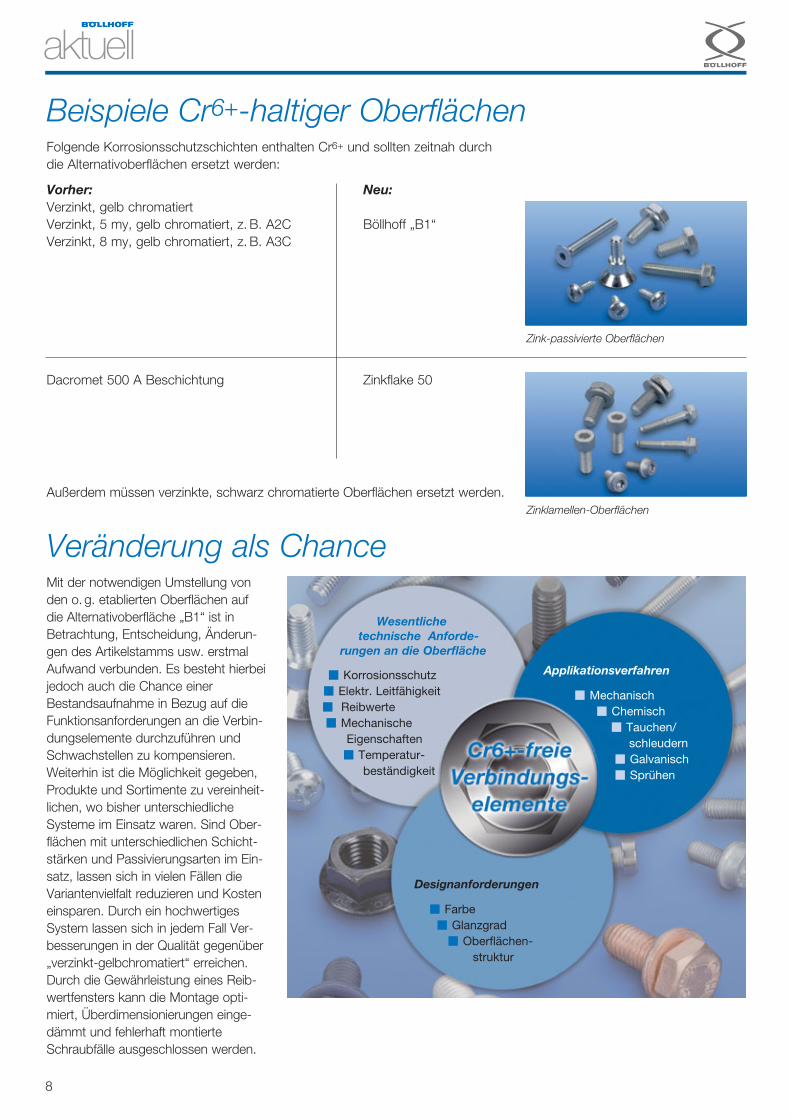
Zinklamellen-Oberflächen
Zink-passivierte Oberflächen
Beispiele Cr6+-haltiger Oberflächen
Vorher: Neu:Verzinkt, gelb chromatiertVerzinkt, 5 my, gelb chromatiert, z. B. A2C Böllhoff „B1“Verzinkt, 8 my, gelb chromatiert, z. B. A3C
Dacromet 500 A Beschichtung Zinkflake 50
Veränderung als Chance
Folgende Korrosionsschutzschichten enthalten Cr6+ und sollten zeitnah durchdie Alternativoberflächen ersetzt werden:
Außerdem müssen verzinkte, schwarz chromatierte Oberflächen ersetzt werden.
MechanischChemisch
Tauchen/schleudernGalvanischSprühen
KorrosionsschutzElektr. LeitfähigkeitReibwerteMechanische Eigenschaften
Temperatur-beständigkeit
FarbeGlanzgrad
Oberflächen-struktur
Wesentlichetechnische Anforde-
rungen an die Oberfläche
Designanforderungen
Applikationsverfahren
9
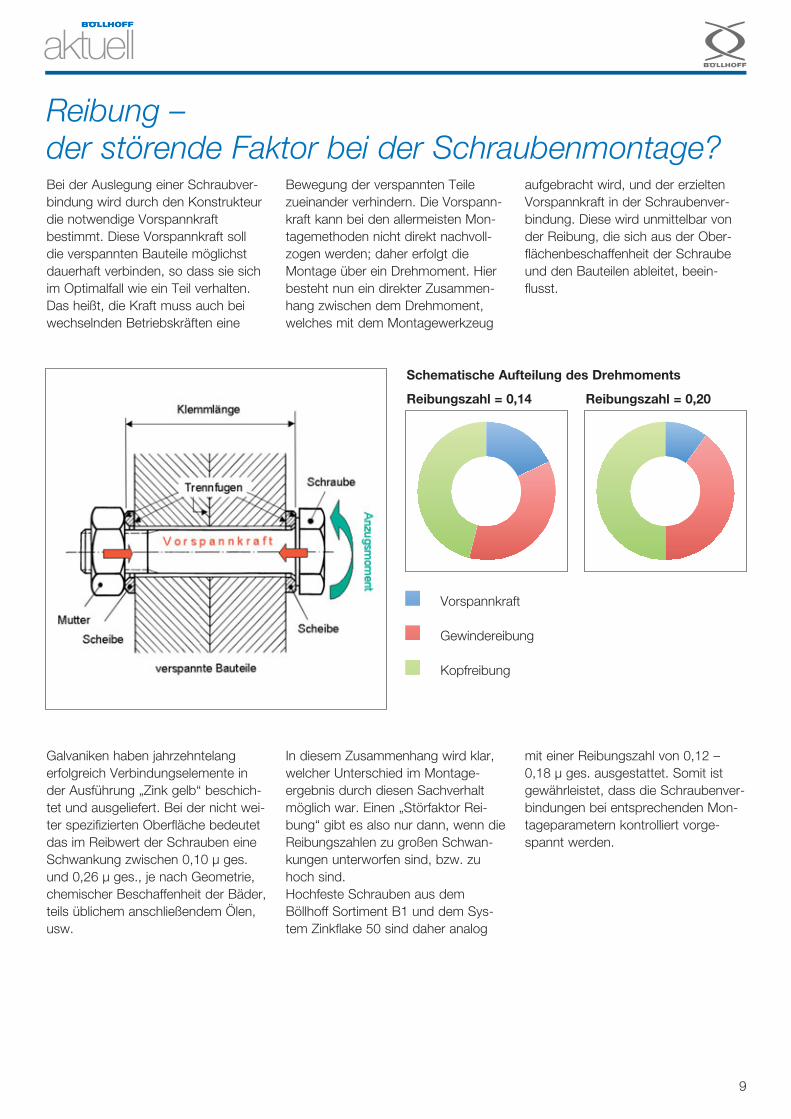
Reibung –der störende Faktor bei der Schraubenmontage?Bei der Auslegung einer Schraubver-bindung wird durch den Konstrukteurdie notwendige Vorspannkraftbestimmt. Diese Vorspannkraft solldie verspannten Bauteile möglichstdauerhaft verbinden, so dass sie sichim Optimalfall wie ein Teil verhalten.Das heißt, die Kraft muss auch beiwechselnden Betriebskräften eine
Bewegung der verspannten Teilezueinander verhindern. Die Vorspann-kraft kann bei den allermeisten Mon-tagemethoden nicht direkt nachvoll -zogen werden; daher erfolgt dieMontage über ein Drehmoment. Hierbesteht nun ein direkter Zusammen-hang zwischen dem Drehmoment,welches mit dem Montagewerkzeug
aufgebracht wird, und der erzieltenVorspannkraft in der Schraubenver-bindung. Diese wird unmittelbar vonder Reibung, die sich aus der Ober -flächenbeschaffenheit der Schraubeund den Bauteilen ableitet, beein-flusst.
Galvaniken haben jahrzehntelangerfolgreich Verbindungselemente inder Ausführung „Zink gelb“ beschich-tet und ausgeliefert. Bei der nicht wei-ter spezifizierten Oberfläche bedeutetdas im Reibwert der Schrauben eineSchwankung zwischen 0,10 μ ges.und 0,26 μ ges., je nach Geometrie,chemischer Beschaffenheit der Bäder,teils üblichem anschließendem Ölen,usw.
In diesem Zusammenhang wird klar,welcher Unterschied im Montage -ergebnis durch diesen Sachverhaltmöglich war. Einen „Störfaktor Rei-bung“ gibt es also nur dann, wenn dieReibungszahlen zu großen Schwan-kungen unterworfen sind, bzw. zuhoch sind.Hochfeste Schrauben aus demBöllhoff Sortiment B1 und dem Sys -tem Zinkflake 50 sind daher analog
mit einer Reibungszahl von 0,12 –0,18 μ ges. ausgestattet. Somit istgewährleistet, dass die Schraubenver-bindungen bei entsprechenden Mon-tageparametern kontrolliert vorge-spannt werden.
Schematische Aufteilung des Drehmoments
Reibungszahl = 0,14 Reibungszahl = 0,20
Vorspannkraft
Gewindereibung
Kopfreibung
10
Korrosionsbeständigkeiten von Cr6+-freienOberflächen im Salzsprühnebeltest
Beschichtung min. Schichtdicke [µm] DIN EN ISO 9227SS Weißrost [h]
DIN EN ISO 9227SS Rotrost [h]
Böllhoff Oberfläche
Zn (dünnschicht-)passiviertohne Versiegelung
5 12 36 C1
8 24 72 C2
Zink, dickschicht-passiviertoptional versiegelt 5 72 144 B1
Standardoberfläche*
Zn dickschicht-passiviertmit Versiegelung
5 96 168 V4
8 96 240 V5
ZnNi transparentmit Versiegelung
5 144 480 N3
8 144 720 N4
ZnNi schwarzmit Versiegelung
5 120 480 N8
8 120 720 N9
Zinkflake BeschichtungDIN EN ISO 10683 -flZnnc-720 h-L
~ 10 – 720Beispiele:
G7 = Geomet 321 B + VL,L2 = Delta Protekt
KL 100 + VH 301 GZ
Zinkflake 50 BeschichtungDIN EN ISO 10683 -flZnncL-480 h
~ 8 – 480Beispiele:
G9 = Geomet 500 AL8 = Delta Protekt KL 105
Standardoberfläche
Zinkflake BeschichtungDIN EN ISO 10683 -flZnnc-480 h schwarz
~ 8 120 480
Beispiele:L4 = Delta-Protekt
+ Delta Seal,L9 = Zintek 300+ Techseal SL
Die Werte sind Richtwerte für Trommelware unmittelbar nach der Beschichtung.* Mit Gleitmittelzusatz bei hochfesten Schrauben (≥ 8.8), Reibungszahl B1 = 0,12 - 0,18 μ ges.,
auch mit Reibungszahl B2 = 0,09 - 0,14 μ ges. (nach VDA) möglich.** Zu empfehlende Mindestschichtstärke
11
FazitDie Umstellung auf die Alternativ -systeme werden dringend empfohlen,bevor die Verknappung zu spüren ist.Neuanwendungen sollten auf jedenFall mit den neuen Cr6+-freien Ober-flächen umgesetzt werden.
Im Ergebnis erhält man zukunftsfähi-ge, umweltfreundliche Systeme undgleichzeitig eine Qualitätsverbesse-rung der Verschraubungen und End-produkte. Das bedeutet: Gute verein-heitlichte Korrosionsbeständigkeit,
ansprechende, einheitliche silberneOptik, sichere Montage bei hoch -festen Schrauben, Temperaturbestän-digkeit und Verfügbarkeit.
Böllhoff – Ihr Total-Cost OptimiererECOTECH bedeutet ECOnomicalTECHnical Engineering und steht fürKostenersparnis durch optimierteVerbindungstechnik. Die Herstell -kosten eines Produktes werdenbereits zu einem Großteil in derKonstruktionsphase einer Neu -entwicklung festgelegt. Wie wirt-schaftlich die Befestigungstechnikist, hängt nur unwesentlich vomPreis der Verbindungselemente ab.Viel bedeutender sind die Prozess-kosten für dieVorbereitung undMontage der zu verbindendenKomponenten.
Wesentliche Kostentreiber im Pro-zess sind:■ Konstruktion■ Beschaffung■ Qualitätssicherung■ Logistik■ Lagerhaltung■ Montagevorbereitung■ Endmontage■ Kapitalbindung
Demgegenüber ist der Teilepreis desVerbindungselementes mit ca. 20 %vergleichsweise gering. Daher gilt: Jefrüher die Spezialisten der Verbin-dungstechnik einbezogen werden,desto größer ist der Einfluss auf diegesamte Wertschöpfungskette.
Dabei können Sie auf ein umfang-reiches Leistungsangebot zurück-greifen:■ Konstruktion und Auslegung von
Verbindungselementen■ Konstruktion und Belieferung
kundenspezifischer Sonderartikel■ Anwendungstechnische Versuche
im akkreditierten Labor■ Eigener Musterbau■ Standardisierung von Verbin-
dungselementen■ Optimierung von Sortimenten■ Fachpublikationen rund um die
Verbindungstechnik■ KundenseminareDie Verbesserung der Kundenproduk-te und die gleichzeitige Senkung vonProduktionskosten stehen dabeiimmer im Vordergrund.
Die Angaben der oben stehenden Tabelle sind ermittelte Richtwerte für Verbindungselemente im Trommelverfahren.Der Korrosionsschutz ist dimensions- und geometrieabhängig.
Beschichtung min. Schichtdicke [µm] DIN EN ISO 9227SS Weißrost [h]
DIN EN ISO 9227SS Rotrost [h] Bezeichnung
Zink, Gelbchromatierung 3 24 24 DIN ISO 4042 / A1C
Zink, Gelbchromatierung 8 72 120 DIN ISO 4042 / A3L
Zink-Eisen,Schwarzchromatierung 8 72 360 DIN ISO 4042 / R3R
Zum Vergleich Cr6+-haltige Referenzoberflächen

Wichtige Hinweise:
Hergestellt aus Papier, das mit dem Umweltzeichen der Europäischen Gemeinschaft (RegNr. FR/11/003) zertifiziert ist. Gedruckt vom FSC®-zertifizierten Betrieb GFA-COC-001790.
Technische Änderungen vorbehalten.Nachdruck, auch auszugsweise, nur nach ausdrücklicher Genehmigung gestattet. Schutzvermerk nach DIN 34 beachten.
Die Angaben in dieser Broschüre basieren sowohl auf technischen Regelwerken, als auch auf Böllhoff Labor-untersuchungen und Erfahrungen. Mit den Inhalten wollen wir einen Wissensstand zu einem Fachthema dokumentieren. Für den speziellen Anwendungsfall können sich unter Berücksichtigung aller Einsatzbedingungen abweichende Ergebnisse ergeben. Es obliegt dem Anwender im Rahmen seiner konstruktiven Verantwortung für den Einzelfall entsprechende Bauteile freizugeben. Böllhoff übernimmt keine Haftung für evtl. auftretende Schäden.
Böllhoff GruppeArchimedesstraße 1 – 4 · 33649 Bielefeld · Deutschland
Telefon +49 (0)521 / 44 82-03 · Fax +49 (0)521 / 44 82-9 36 29www.boellhoff.com · [email protected]
Böllhoff GruppeJohann Roithner-Straße 131 · A-4050 Traun · Österreich
Telefon +43 (0) 7229 / 69169 · Fax +43 (0) 7229 / 73344www.boellhoff.com · [email protected]
Böllhoff International mit Gesellschaften in:
ArgentinienBrasilien
ChinaDeutschland
FrankreichGroßbritannien
IndienItalienJapan
KanadaKorea
MexikoÖsterreich
PolenRumänienRusslandSchweizSlowakeiSpanien
Tschechische RepublikTürkei
UngarnUSA
Außerhalb dieser 23 Länder betreut Böllhoff in enger Partnerschaft mit Vertretungen und Händlern den inter natio nalen Kundenkreis in
anderen wichtigen Industriemärkten.