Information Dependencies

of 16
-
Upload
pareshkessani7092 -
Category
Documents
-
view
231 -
download
0
Transcript of Information Dependencies
-
8/3/2019 Information Dependencies
1/16
Information dependencies withinproduct architecture: prospects
of complexity reductionA.H.M. Shamsuzzoha and Petri T. Helo
Department of Production, University of Vaasa, Vaasa, Finland
Abstract
Purpose The purpose of this paper is to help organizational managers to keep track of theinformation management needed not only for product design and development but also to trackbetween different organizational levels.
Design/methodology/approach The research objectives are achieved through implementing the
concept in a case company, where various measures of information management are taken intoconsideration. This empirical study is conducted with a view to formulating and validating theinformation flow among product development (PD) participants.
Findings The strategic management of information exchange transforms the nature of competitionthrough reducing complexities in product design and bringing flexibility into the production process.This achievement could orientate firms towards rapid and continuous growth of their PD strategies,which are essential for survival in a global business environment.
Research limitations/implications This research was conducted through a single case studyapproach, which limits its scope for generalizing the concept. It would be more authentic if theapproach was validated over multiple case studies.
Practical implications Managing the information flow among PD participants has beenconsidered to be an important issue in todays competitive business environment. It helps to formulatethe design architecture, both at the product and organizational level.
Originality/value The strategic management of information exchange transforms the structure ofproduct architecture, which helps to reduce the complexities in product design and bring flexibilityinto the production process. The presented approach shows the intrinsic relationships between firmsresources and customers requirements, which could help product developers to improve theirproduction flexibility, overcome bottlenecks and achieve product customization.
Keywords Product development, Product design, Information management
Paper type Case study
1. Introduction1.1 Overview of the product development processThe product development (PD) process is a collaborative network designed to driveincreased productivity. Owing to increasing complexity the PD process entails areconfiguration process, new product architectures and powerful information exchangetools to connect its network team. These strategic visions might play larger roles infocusing on product innovation without requiring additional capacity and capabilitiesfrom manufacturers. Manufacturers need a distributed information network along withup-to-date product and process architecture throughout a products lifecycle to meettodays manufacturing and PD challenges and anticipating those of tomorrow.
Manufacturing firms today are facing the challenge of a changing businessenvironment, where customization is required to manage efficiently in terms of business
The current issue and full text archive of this journal is available at
www.emeraldinsight.com/1741-038X.htm
JMTM22,3
314
Received February 2010Revised July 2010Accepted September 2010
Journal of Manufacturing Technology
Management
Vol. 22 No. 3, 2011
pp. 314-329
q Emerald Group Publishing Limited
1741-038X
DOI 10.1108/17410381111112693
-
8/3/2019 Information Dependencies
2/16
-
8/3/2019 Information Dependencies
3/16
Error-free information modeling reduces PD lead-time and complexity, which positivelyaffects the firms revenue earnings.
1.3 Influence of architecture on the PD processIn the PD process, the design architecture plays a crucial role in terms of productivity,variety management and developmental lead-time. This product architecture canbe defined as the scheme by which the function of a product is allocated to physicalcomponents (Ulrich, 1995). It is typically embedded in the communication patternamong PD processes such as design, manufacturing and supply chain networks.The architecture influences product performance and quality, PD management throughvariety, changes, component standardization and operational processes. It is consideredas a structured approach that integrates design interfaces onto communication patternsfor PD processes (Sosa et al., 2004).
Based on operational strategies, product architecture can be divided into two types,namely, modular and integral architecture (Ulrich, 1995). As Ulrich (1995, p. 422) states:
[. . .
] modular architecture includes a one-to-one mapping from functional elements to physicalcomponents of the product, and specifies de-coupled interfaces between components. Anintegral architecture includes a complex (non one-to-one) mapping from functional elementsto physical components and/or coupled interfaces between components.
Modular product architecture offers higher process flexibility than integral architectureand acts as the base requirement for creating product variants through productplatforms. On the other hand, integral product architecture offers higher design integrityand standardization between components and their functionalities.
The selection of product architecture is practically related to the innovation processof a firm and is considered as an important decision-making process for organizationalmanagers. It initiates the customization mechanism from both the sales and engineering
perspectives (Du et al., 2001). Fixson (2005) has developed a multi-dimensional frameworkthat enables comprehensive assessments of product architecture before implementing thePD process. This framework develops existing PD characteristics such as productplatforms, product modularity and component commonality. The main objective of thisassessment is to observe the impact of productarchitecture decisions between the extremesof modular and integral architecture on product, process and supply chain networks.
The rest of the paper is organized as follows: Section 2 presents the research scopeand objectives, while Section 3 presents a literature review on the generic theme ofinformation exchange and tools for information management, the perspective ofmodularity and product platform. Section 4 presents the empirical research performedon a case company. The fundamental results from the case example are also illustratedin Section 4. The overall outcomes and lessons learnt from this research are discussed
and concluded in Section 5.
2. Research scope and objectivesThe focus of this research is to integrate the essential features of information flow withthe PD process. This perspective includes specific research challenges and problems,which have been identified as the research outcomes.
The aim of the research is to provide new insight into and enhance knowledge in thearea of PD as part of a better design approach through managing information flow.
JMTM22,3
316
-
8/3/2019 Information Dependencies
4/16
Valuable information flow, basic configuration principle and different designapproaches are presented in this research with a view to optimizing product variantsfor greater customer satisfaction. Therefore, this research has three objectives:
(1) to investigate design architecture and display the component dependencies orinformation flows in a matrix format;
(2) to examine the formation of suitable clusters/modules through clusteringoperation with a view to developing modular product architecture; and
(3) to identify the dependencies and clusters between internal resources(components) and external offerings/solutions (customer requirements) inorder to investigate the critical components.
3. Literature review3.1 Theories of information exchange and strategic perspectiveGlobal competition and a distributed business environment make PD processes muchmore complex than ever. This complexity does not arise simply from the technical pointof view, but also from the managerial point of view. Technical complexity could bemanaged through decomposing the designing process into more manageable smallerengineering tasks and assigning these tasks to individuals or teams (Kusiak and Park,1990; Steward, 1991). On the other hand, managerial complexity, which is evolved fromthe information gap between organizations and different engineering disciplines, can bemanaged through project management tools, which interface the dependencies betweendesign tasks and organizations departments (Yassine et al., 1999).
The design complexities are normatively suppressed by proper execution of a designplan and structuring various information dependencies. Information dependencies aremodeled according to the design plan, which shows the order of execution in whichdesign tasks are performed. This planned execution order reduces the product design risk
and magnitude of iteration between design tasks, which in turn explores opportunities forreducing the overall project cycle time. The number of design iterations, which causeslengthy cycle time, occurs due to the information gap between design elements. Thedevelopment of a proper information modeling approach bridges the gap between designprocesses. The exchange of design information could be fragmented and released on atimely basis during the development processes (Yassine et al., 2008).
Information processing among the design elements eases the decision-makingprocess, as the information is considered as input, while the decisions arereleased as output. Each design activity collects the required information as input,which is analyzed internally for specific decision making before being released as output(Zhu, 2002). Before exchanging information between design elements, it is worthwhilestudying how information is created, communicated and implemented during the
development process, and what might be the possible impacts on design activities.Through understanding the possible impact and risk of information, better decisionscould be made to develop quality products with higher efficiency.
3.2 Information management tools and approachesThere are various tools or methodologies available to manage design processinformation. Lawler (1976) introduced the directed graph approach, which ismost popular for presenting the precedence relationships among design tasks.
Informationdependencies
317
-
8/3/2019 Information Dependencies
5/16
In this approach, nodes present different tasks, and their dependencies are displayedthrough directed lines connecting those nodes. Ross (1977) presented graph-basedtechniques known as structured analysis and design technique (SADT), where designinformation is captured through intra-task complexity. The dependencies of various
tasks are also presented by using a matrix-based approach known as design structurematrix (DSM), introduced by Steward (1981, 1991). This matrix-based informationexchange approach uses a binary form of dependency representation and isimplemented within single domain.
The DSM representation has been used and proven by many researchers(Eppinger et al., 1990; Steward, 1991; Kusiak and Wang, 1993), and can be implementedsuccessfully for project management, concurrent engineering CE, etc. The dependencyrepresentation through matrix-based approach provides a concise and systematicmapping of design tasks, which is clear and easy to read whatever the sizes are. Thistool has been successfully implemented in different fields of research such as designengineering (Pektas and Pultar, 2006; Shamsuzzoha, 2008, 2009; Tang et al., 2009),managing design knowledge (Tang et al., 2010), software engineering (Helo et al., 2010),project management (Danilovic and Browning, 2007), etc. An extension of the DSM toolnamed domain mapping matrix (DMM) is also widely used for representing thedependency pattern between two domains (Danilovic and Borjesson, 2001; Danilovic andBrowning, 2007).
Spinner (1989) presented the project evaluation and review technique (PERT) methodthat is a digraph representation of a project information flow, where the tasks or nodesare arranged along a time line. In the PERT method, three probabilistic times, namelyoptimistic, pessimistic and most likely, are presented in order to reflect the uncertainty oftask duration. Another technique critical path method, which is a variation of the PERTmethod, applies deterministic task duration with minimal uncertainty in the projectcompletion time.
The US Air Force developed the integration definition (IDEF) method, whichoriginated from SADT (do we know what this is) to perform information modelingactivities in support of computer-integrated manufacturing and CE (Mayer et al., 1992).IDEF3 is a method that provides a mechanism for collecting and documenting processes(Belhe and Kusiak, 1995). IDEF3 descriptions can determine the impact of anorganizations information resources on the major operation scenarios of an enterprise.It captures all temporal information, including precedence and casualty relationshipsassociated with enterprise processes. IDEF3 builds structured descriptions, whichcapture information about what a system actually does, or will do, and provides anorganizations system views.
3.3 Complexity reduction: perspectives of modularity and product platform
Generic business processes require suitable PD strategies in order to be flexibleand more productive. The trend towards creating a greater number of product varietiesinfluences firms to initiate accurate and appropriate product design architecture inorder to stay competitive with higher customer satisfaction (Pine, 1993). In such asituation developing a module-based production system offers valuable insight forany firm. In modularity, modules are usually formed based on the functionalities andinterdependencies of the components. These interdependencies are acted on as flowsof information, which can be in the form of functionality, material, energy, force, etc.
JMTM22,3
318
-
8/3/2019 Information Dependencies
6/16
These information dependencies need to be managed carefully in order to reduce thenumber of feedback loops and for the formation of the optimum number of modulesrequired for developing modular products.
In modularity, modules can be mixed and matched to create new variants of a
product, which is the pre-requisite for gaining mass customization in the business areas(Fixson, 2007). Mikkola and Gassmann (2003) develop the modularization functiondepending on the number of components and the degree of coupling between modules.Modular design describes the best configuration of components or parts and as akey process feature it facilitates continuous improvement (Evans, 1963, 1970; Uptonand McAfee, 2000). Modular product architecture reduces process complexity andmanufacturing inventory, increases economies of scale and risk pooling, which in turnreduces the cost of production (Fixson, 2006). It increases the processing flexibilities ofmachines and offers agility in the manufacturing system through integrating bothproduct and process (Watanabe and Ane, 2004).
Modular PD offers greater product variation and shorter developmental lead timesthrough implementing platform-based PD (Simpson, 2004). The main benefit from theproduct platform is that variants of a product can be derived either by adding, removingor substituting one or more modules to the platform, or by scaling the platform in one ormore dimensions into specific market segments (Martin and Ishii, 2002). This strategybrings an important competitive advantage for a firm and provides benefits of reductionin design effort and time-to-market. Robertson and Ulrich (1998) provided planning forthe development of a robust product platform architecture, which includes taking intoconsideration marketing, design and manufacturing strategies. Claesson et al. (2001)modeled product platforms using configurable components from which designers couldchoose appropriate manufacturing and design strategies.
4. Empirical research
This section describes the empirical part of the paper, which was carried out in acase company and was formulated to justify the study and to present how it couldbe implemented for the benefit of the case company. The study method, deploymentexamples, experiences and research outcomes are discussed in the followingsub-sections.
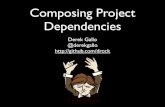
4.1 Research methodologyTo perform this research, a case study approach was employed to investigate informationflows or dependencies within component levels of the PD process. The study followed themethodology shown in Figure 1. As shown in Figure 1, the research started by reviewingthe literature in information processing, modularity and product platforms. Based on theliterature, this empirical study involves information dependencies among the component
levels and their consequences, the possible benefits of modular architecture, and theclustering effects on customers requirements with product architecture. The requireddata were collected by interviewing, from weekly/bi-weekly meetings of managers,designers, engineers, from active participation in the companys daily assembly activities,and from the companys standard register.
The goal of the technical meetings was to discuss and decide on the strategicinitiatives which the business unit should be directed towards from the technologypoint of view. The very first review meeting was mostly used to brief the status
Informationdependencies
319
-
8/3/2019 Information Dependencies
7/16
of the production floor, and problems, challenges and trends in the competitiveenvironment. The generic target of the technology review meetings was muchmore ambitious: the discussions between designers and managers could lead tofruitful innovative decisions. The benefits from these reviewmeetings were observed to beworthwhile in revealing various problems and weaknesses to the case company.Therefore, specific improvements in engine architecture and the necessity of interfacebetween customers needs and design architecture were suggested in order to cope with
existing problems or bottlenecks.The case study research was formulated with a view to justifying the researchscope and objectives and to illustrate how these could be implemented for the benefitof the case company. The research was justified through intrinsic investigationand implementation of the research issues, namely, information perspectives, modulardesign strategies and clustering between the companys offerings/solutions with theexisting component architectures applicable for developing customer-specific product.Various research perspectives were tested and verified through real data taken from thecase company. Owing to the issue of confidentiality, mostly sample data or data setswere implemented for this study purpose. In this study, we used two tools, namely:
(1) PSM32; and
(2) Multiplan Professional
for the DSM and DMM, respectively.4.1.1 The case company. The case study was carried out in Company A, Finland, in
order to implement the theoretical concept of information flow on the component leveland to achieve the modular design strategy in practice. Company A is a global leader incomplete lifecycle power solutions for the marine and energy markets. By emphasizingtechnological innovation and total efficiency, Company A maximizes the environmentaland economic performance of the vessels and power plants of its customers.
Figure 1.Research methodology
Literature review on information flow in component level,
modularity and product platform
Structured interview with designers, engineers, managers and workers
Data collection (active participation and fromcase companys register)
Weekly or bi-weekly meetings with managers, designers and engineers
Formation of modules for modular design (using DSM tool)
Clustering between customer offerings/solutions and product
architecture (using DMM tool)
JMTM22,3
320
-
8/3/2019 Information Dependencies
8/16
In 2009, the companys net sales totaled e5.3 billion, with 19,000 employees. Thecompany has operations in 160 locations in 70 countries around the world.
The main product of case Company A is diesel engines used in the powerplant business for generating electrical energy, and in the ship industry for producing
electrical energy and power for driving the propeller. The capacities of the differentdiesel engines are from 2,880 to 9,000 kW, with six to 18 cylinder V or line enginesaccording to customers requirements. The engines have a cylinder bore of 320 mm,piston stroke 400 mm and speed of 720-750 rpm. Most of the engines are customized anddelivered according to specific customer orders.
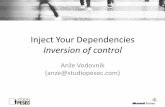
4.2 Capturing and analyzing component interactions/dependencies: modular perspectiveTo fulfill the first two research objectives, we collected data for high-level componentarchitecture from case Company A, and the dependencies of the components with eachother are shown in Figure 2. From Figure 2, we could visualize the complex networkrepresentation of the components/modules, which is quite difficult to capture, especially
when the component architectures are displayed in the lower level. From this networkrepresentation it is also difficult to look for specific dependencies required forimprovements or to find bottlenecks in the design architecture. Keeping this limitation inmind, we implemented matrix-based methodology with the DSM tool, which is relativelysimple to use and visualize the dependency pattern or information flow within theproduct architecture. The DSM tool can be outlined as a tool or methodology to displaycompact, matrix representation of design architecture or a project network (Steward,1981; Browning, 2001).
Figure 2.Network representation
of the case companyscomponent architecture
Cylinder liner
Thermostat valve
Air vent systemPiston ring
set
Cylinder head
Cam shaft
Connecting rod
Crank shaft
Exhaust system
Lubricating oil system
Cooling water system
UNIC
Valve tappet
Sump
Exhaust gas and
charge air systemStarting air system
Injection pump
Insulation box
main parts
Flywheel
Automation system
Charge air system
Conventional/
common rail
Main bearing
Turbocharger
Control oil pump
Fuel pipe with damper
Oil nozzle
Lube oil filter
Water pump
Sensors
Control system
Booster
Governor
Over speed trip module
Solenoid valve
Thermometer
Connecting box
Common base plate
Leak fuel system
Starter motor
Thrust bearing
Big end bearing
Cylinder head equipment
Shutdown mechanism
Engine block
Piston
Exhaust system
Inlet gas valves
Gear train
Fuel pump
Water pipes
Fuel pipes
Air block
Charge air cooler
TappetAccumulator
Air pipesCharge air cooler
Pulsation damper
Exhaust gas valves
Lubricating oil module
Sample components interactionsSource: Company As standard register
Fuel injection
Dependencies of
components/modules
Informationdependencies
321
-
8/3/2019 Information Dependencies
9/16
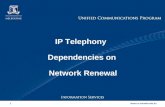
The DSM is a square matrix with identical rows and columns, where the rows andcolumns are named and ordered identically. All the components of a product architectureare assigned along rows and corresponding columns by using DSM. The dependencies ofthe components with each others are represented by placing marks (such as 0, 1, X, etc.)
within the matrix. The marks in a single row represent all thecomponents whose output isrequired to perform the fabrication/assembly of the component corresponding to thatrow. In a similar fashion, reading down a specific column reveals which componentreceives information/dependency from the component corresponding to that column.Marks above the diagonal depict information fed back to earlier listed components(i.e. feedback mark) and indicate that an upstream task is dependent on a downstreamcomponent.
In order to display the interdependencies among components leveling thematrix format, we have implemented a component-based DSM tool PSM32from the company Problematic, the USA (www.problematics.com/download.asp). Thistool can accommodate a large number of design elements and their interdependenciesin a convenient way. It can be used quite easily to display the iterations or feedbackloops within the design architecture. It manages the design architecture throughclustering, which results in optimum clusters or modules that are required for asmoother assembly process. These clusters provide insights into how to managecomplex architecture through increasing interactions within modules and reducinginteractions between modules. Figure 3 shows the matrix representation of the casecompanys engine component architecture, which is presented early in a network formatin Figure 2.
From Figure 3, we could observe 30 components along the rows and correspondingcolumns, where the information flows or dependencies on each other are presentedby the mark 1. For instance, the component Inlet gas valves (number 15) depends onthe components Camshaft (number 11) and Cylinder head equipment (number 17),
respectively, in order to be fabricated or assembled. In order to reduce the feedbackloops or iteration numbers/times, we need to perform the clustering operation within thecomponent architecture in Figure 3. In clustering, the rows and corresponding columnsare rearranged in such a way that the upper diagonal marks are brought back as closeto the diagonal line as possible. This results in the formation of five modules, as shownin Figure 4. These modules contribute to the modular design architecture, which isan essential strategy for profitable business in terms of reduced lead-time, higherproductivity, more design flexibility and lower manufacturing/assembly cost.
From this dependency or information flow pattern among the engine components it iscomparatively easy to look for design improvement or finding bottlenecks within thedesign architecture. The way of module formation guides the case companys designersin terms of developing common or standard components and/or initiating the adoption
of modularization decisions as a whole. The developed modules also enhance thepossibility of adopting platform-based PD from which variants of engine types can beproduced to fulfill most of the potential customers needs. From this study it is noticedthat the case companys engine architecture is not fully, but only partly, modular, whichcan be improved further based on the outcomes of this research. It is also noticed that thecompanys management could consider modular product platform strategies, fromwhich it can benefit in several ways such as technology changeover, option to expandsales by adding a new feature, etc.
JMTM22,3
322
-
8/3/2019 Information Dependencies
10/16
4.3 Capturing and analyzing interactions/dependencies between component architectureand solutionsThe third and final objective is investigated and fulfilled through implementing theDMM tool, which is used to bring the relationships between component architecture andsolutions for customer in a compact way, as shown in Figure 5. DMM is a rectangulartwo-dimensional matrix tool used to represent and analyze dependencies andrelationships between two different domains (Danilovic and Borjesson, 2001). Thistool provides a clear representation of complex systems and visualizes the interactionsacross two different domains, where the rows represent the nodes of one domain and thecolumns represent the nodes of another domain. The DMM tool Multiplan Professional
from the company RedTeam, Sweden (www.redteam.se/products.asp) is used to map thedependency pattern or information flow between the companys 218 higher level enginecomponents and 70 solutions for customer orders.
The rows in Figure 5 shows the potential solutions/offerings, while thecolumns display part of the component list. The interactions/dependencies within thetwo domains are also displayed with mark 3, which represents the highest strength ofdependency. There could be a low dependency mark 1 and medium dependency levelmark 2 as well. In order to find the most important or critical components that satisfy
Figure 3.DSM representation of the
case companyscomponent architecture
(un-clustered)
1
Component versus
component (DSM)
Crankshaft
Mainbearing
Thrustbearing
Lubricatingoilsystem
Fly-wheel
Cylinderliner
Piston
Pistonringset
Connectingrod
Big-end
bearings
Camshaft
Cooling
watersystem
Valvetappet
Cylinderhead
Inletgas
valves
Exhaust
gasvalves
Cylinderheadequipment
UNIC
Starting
airsystem
Leakfue
lsystem
Engineb
lock
Fuelinje
ctionsystem
Overspeedtripdevice
Starterm
otor
Waterpipes
Pulsationdamper
Fuelpum
p
Spashguard
Injection
pump
Turbochargingsystem
Crankshaft 1 1 1 1 1 1 1
Main bearing 2 1
Thrust bearing 3 1
Lubricating oil system 4 1
Fly-wheel 5 1
Cylinder liner 6 1 1 1
Piston 7 1
Piston ring set 8 1 1
Connecting rod 9 1 1
Big-end bearings 10 1
Camshaft 11 1 1 1
Cooling water system 12 1 1 1
Valve tappet 13 1 1
Cylinder head 14 1 1 1 1Inlet gas valves 15 1
Exhaust gas valves 16 1
1
1
Cylinder head equipment 17 1 1 1
UNIC 18
19
Leak fuel system 20 1
Engine block 21 1 1 1 1 1
Fuel injection system 22 1 1 1 1 1 1 1
Overspeed trip device 23
Starter motor 24 1
Water pipes 25 1
Pulsation damper 26
Fuel pump 27 1
Splash guard 28
Injection pump 29
Turbocharging system 30
Starting air system 1 indicates that Inlet gas
valves have a dependency
over camshaft
Component
dependency by
DSM tool
Informationdependencies
323
-
8/3/2019 Information Dependencies
11/16
Figure 4.Proposal for moduleswith optimal interaction(clustered)
Cran
kshaft
Mainbearing
Thru
stbearing
Fly-wheel
UNI
C
Startingairsystem
Overspeedtripdevice
Pulsationdamper
Spla
shguard
Injectionpump
Turb
ochargingsystem
Cylinderliner
Piston
Pistonringset
Connectingrod
Cam
shaft
Coolingwatersystem
Cylinderhead
Inletgasvalves
Exhaustgasvalves
Cylinderheadequipme
Engineblock
Waterpipes
Big-
endbearings
Startermotor
Lubricatingoilsystem
Valv
etappet
Leakfuelsystem
Fuelinjectionsystem
Fuelpump
1 2 3 5 18 19 23 26 28 29 30 6 7 8 9 11 12 14 15 16 17 21 25 10 24 4 13 20 22 27
Crankshaft 1 1 1 1 1
Main bearing 2 1 2
Thrust bearing 3 1 3
Fly-wheel 5 1 5
UNIC 18 18
Starting air system 19 19
Overspeed trip device 23 23
Pulsation damper 26 26
Splash guard 28 28
Injection pump 29 29
Turbocharging system 30 30
Cylinder liner 6 6 1 1 1
Piston 7 7 1 1
Piston ring set 8 1 1 8
Connecting rod 9 1 1 9
Camshaft 11 11 1 1 1
Cooling water system 12 1 12 1 1
Cylinder head 14 1 14 1 1Inlet gas valves 15 1 15 1
Exhaust gas valves 16 1 16 1
Cylinder head equipment 17 1 1 1 17
Engine block 21 1 1 11 21
Water pipes 25 1 25
Big-end bearings 10 1 10
Starter motor 24 1 24
Lubricating oil system 4 1 4
Valve tappet 13 13 1
Leak fuel system 20 20 1
Fuel injection system 22 1 1 1 1 1 1 22 1
Fuel pump 27 1 27
Optimal
crankshaft
module
Optimal
driving unit
module
Engine block
module
F1ue system
module
Figure 5.Screen shot of casecompanys enginedependency matrixbetween customerspreferences andcomponents (un-clustered)
Application
Engine installation (only marine engines)
Cylinger configuration
Engine speed mode
Design stage
Cylinder output( kW/cyl.)
Classification
Engine area classification(only if pump d rive)
Engine mounting
Installation
Emission optmization
PTO shaft
PTO shaft output (kW)
Frequency
Voltage for electric motors (V)
Voltage for solenoids (VDC)
Speed (rpm)
Rotation direction
Fuel
Fuel system
Fuel feed pump
Stand-by connection
Fuel system with return pipe
common rail
Oil sump
Sump depth
Oil level (oil dipstick)
Separator oil pipes with valves
Stand-by connection
Engineblock
Drillingofengineblockforflexiblemountedengine
Drillingofengineblock
Crankshaft
Mainbearing
Thrustbearing
PTO-shaftequipments
Fly-wheel
Fittinngscrewsforflywheel
Cylinderliner
Cylinderlinerfasterningequipment
Piston
Pistonringset
Connectingrodupperpart
Connectingrodlowerpart
Shim
Big-endbearingupperhalf
Big-endbearinglowerhalf
Camshaft
Bearingforca
haft
Valvetappet
Intermediategear
Bearingsforgearwheels
Cylinderhead
Inletgasvalves
Exhaustgasvalves
Cylinderheadequipment
Coverforindicatorvalve
Regulatingshaft
Shut-downmechanism
Controllinkrod
Crankcasevalve
Covers
Domain mapping matrix
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
3
3
3
3
3
3
3
3 3
3
3
3 3 3 3
3
3
333
3
3 3
3333333
Solutions
or offerings
Componentslist
Interactions between
components and solutions
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 26 27 28 29 30 31 32 33 3425
Bearingcoverfo
mshaft
JMTM22,3
324
-
8/3/2019 Information Dependencies
12/16
most of the solutions for customer demands, we have to cluster the contents in Figure 5by rearranging the rows and columns according to the level of dependencies betweensolutions and components. As a result of clustering two clusters were formed, oneof which is partlyshown in Figure 6. From Figure 6, we could look for the most important
or valuable components needing special care during the design and maintenance phase.This clustering principle opens up the decision-making process with respect to designbottlenecks and possible improvements.
The visualization and analysis of the two domains by DMM methodology formulatethe case companys overall planning process. The companys designers and managerswould benefit from this analysis from various perspectives, such as finding criticalcomponents, balancing the component costs with solutions for the customer, the toolingor resource requirements for further improvements of the existing design architecture,etc. The overall dependencies or information flows between the component level andcustomer demand or desire are required to track the developmental work within caseCompany A. The lessons learnt from this case example could also be implemented in asimilar way for any industrial establishments in the future.
5. Discussion and conclusionsIn this research, we have focused mainly on how information flow in the businessenvironment iterates within PD processes in order to achieve customized product. Tocope with todays trends towards customization or individualization, information flow ispresented as a dynamic way to build relationships among designers, engineers andcustomers. From this research study, we have noticed that along with the information
Figure 6.Screen shot of case
companys enginedependency matrixbetween customers
preferences andcomponents (clustered)
Direction of exhaust gas outlet
Wastegate arrangement
Classification
Turbocharger
Turbocharger type
Design stage
Automation level
Application
TC location
Cylinder configuration
Common rail
Fuel
Oil sump
Stand-by connectionStand-by connection (LT-water)
Emission optimization
Rotation direction
Fuel feed pump
Fuel system with return pipe
Stand-by connection (HT-water)
Engine driven pump (LT-water)
Oversize LT-water pump-flow rate
Oversize LT-water pump
Air inlet to TC
FAKS sensors
Aircooler
Additional external lube oil cooler
Cylinder liner temp. sensors
49
3 42156162 170 39119118 76 78 84 86 100 122123127153165166128193197144146148152 41116 97141139158
48
7
41
42
5
54
1
43
3
24
19
25
2935
11
18
21
23
32
34
39
38
44
56
47
30
55
DMM Output
Drillingofengineblock
Equipmentforpumpcovercon
nections
ExhaustsystemafterTC
Insulationforexhaustoutletca
sing
Vibrationmesurementspoints
Pumpcover
EquipmentifwithoutLTwaterpump
EquipmentforLTwaterpump
Oilpipeforpressureregulatingvalve
Lub.oilpipesbetweenaut.filterandcent.f
ilter
Lubricatingoilmodule
Fasteningequipmentforlub.oi
lmodule
Lubeoiloutlet(fromoilsump)
HT-waterpipeformTC-bracke
ttopumpcover
HT-waterpipeformstandbypump
Drainpipeformairreceiver
Turbochargerbracket
Turbochargerfasteningequipm
ent
HT-waterpipefromaircooler
Equipmentforconnectingbox
Coverfoxhotboxendcover
Waterpipes
Chargeaircooler
Chargeairsystem
Coversforairduct
Waterconncetions,pumpcover-TCbracket
WaterpumpLT
Lub.oilpipefromel.drivenpump
BracketforLT-pipeandlub.oilpipe
LT-waterpipes
InsulationbetweenTCandinsulationbox
Waterpipeformpunpcoverto
lub.oilcooler
Cluster of solutions
versus components
3
3 3 3 3 3 3
3
3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3
333333
3
33333333
3
3 3
3
3
33
3
33
3
333
3
3 3
3
3 333
3333
3
3 3
33
3 3 3 3
3 3 3
3 3
3
3
3
3
3
3
3
33
333
Informationdependencies
325
-
8/3/2019 Information Dependencies
13/16
perspective, firms are also lagging behind with appropriate product design anddevelopment measures, which are the base requirements for enhancing productivityand customer satisfaction. Available measures such as modularity, product platform,product variants, etc. are widely implemented by firms, although there are limited rules
or methodologies for applying these strategies efficiently.The basic scope and objective of this research was to understand the generic
concept of information perspective among design architecture that affects thedecision-making process of a company in terms of modular design, platform-based PD,and potential solutions for customers, etc. Throughout this study the analytical issues ofproduct architecture and its consequences for PD strategies and customizations wereinvestigated. The basic concepts of module formation and its usability and benefits forpotential market growth were discussed. The modeling concept of product modularity,which is one of the basic strategies for developing customized product quickly andeconomically, was presented. This phenomenon enhances production flexibility, whichinfluences business capability at a higher level. Through the presented case example,it was fairly easy to understand the basics of modular design approach. It is believedthat organizational managers would benefit from adopting the presented approach ofmodularity with a view to scheduling their overall PD processes.
This paper also contributes to making a balance between market potential andcompanies design philosophy. It makes a tradeoff between firms external pressuressuch as product variety, customer solutions, product costs, etc. with internal capabilitiessuch as available resources, capacity constraints, production lead-time, etc. From theempirical study, we also investigated how dependencies or information flows betweencomponent architecture and solutions for valuable customers influence the casecompanys business environment. After a clustering operation, the developed clustershelp designers to identify the companys most valuable components, which need to becarefully designed and implemented within the overall engine development process.
These valuable or critical components demand special attention as they are used tosatisfy most of the customers requirements efficiently and economically.
References
Belhe, U. and Kusiak, A. (1995), Resource constrained scheduling of hierarchically structureddesign activity networks, IEEE Transactions on Engineering Management, Vol. 42,pp. 150-8.
Browning, T.R. (2001), Applying the design structure matrix to system decomposition andintegration problems: a review and new directions, IEEE Transactions on Engineering
Management, Vol. 48, pp. 292-306.
Claesson, A., Johannesson, H. and Gedell, S. (2001), Platform product development: productmodel a system structure composed of configurable components, Proceedings of 2001
ASME Design Engineering Technical Conferences, Pittsburgh, USA, 9-12 September,ASME, New York, NY.
Danilovic, M. and Borjesson, H. (2001), Participatory dependence structure matrix approach,Proceedings of the Third Dependence Structure Matrix (DSM) International Workshop,Massachusetts Institute of Technology, Boston, MA.
Danilovic, M. and Browning, T.R. (2007), Managing complex product development projects withdesign structure matrices and domain mapping matrices, International Journal of Project
Management, Vol. 25 No. 3, pp. 300-14.
JMTM22,3
326
-
8/3/2019 Information Dependencies
14/16
Day, G.S. (1994), The capabilities of market-driven organizations, Journal of Marketing, Vol. 58No. 4, pp. 37-52.
Du, X., Jiao, J. and Tseng, M.M. (2001), Architecture of product family: fundamentals andmethodology, Concurrent Engineering, Vol. 9 No. 4, pp. 309-25.
Eppinger, S.D., Whitney, D.E., Smith, R.P. and Gebala, D.A. (1990), Organizing the tasks incomplex design projects, Proceedings of the 1990 ASME Conference of Design Theoryand Methodology, ASME, New York, NY, pp. 39-46.
Evans, D.H. (1963), Modular design a special case in nonlinear programming, OperationsResearch, Vol. 11 No. 4, pp. 637-47.
Evans, D.H. (1970), A note on modular design a special case in nonlinear programming,Operations Research, Vol. 18 No. 3, pp. 562-4.
Fixson, S.K. (2005), Product architecture assessment: a tool to link product, process, and supplychain design decisions, Journal of Operations Management, Vol. 23, pp. 345-69.
Fixson, S.K. (2006), A roadmap for product architecture costing, in Simpson, T.W., Siddique, Z.and Jiao, R.J. (Eds), Product Platform and Product Family Design: Methods and
Applications, Springer, New York, NY, pp. 305-33.Fixson, S.K. (2007), Modularity and commonality research: past developments and future
opportunities, Concurrent Engineering: Research and Applications, Vol. 15 No. 2,pp. 85-111.
Helo, P.T., Shamsuzzoha, AHM and Hilmola, O.P. (2010), Design structure matrix based valueanalysis of software product platforms,International Journal of Business Excellence,Vol.3No. 3, pp. 261-78.
Hubler, G.P. (1991), Organizational learning: the contributing processes and the literatures,Organizational Science, Vol. 2, pp. 88-115.
Inkpen, A.C. and Dinur, A. (1998), Knowledge management processes and international jointventures, Organization Science, Vol. 9, pp. 454-68.
Kusiak, A. and Park, K. (1990), Concurrent engineering: decomposition and scheduling of designactivities, International Journal of Production Research, Vol. 28, pp. 1883-900.
Kusiak, A. and Wang, J. (1993), Efficient organizing of design activities, International Journalof Production Research, Vol. 31, pp. 753-69.
Kyriakopoulos, K. and Ruyter, K.D. (2004), Knowledge stocks and information flows in newproduct development, Journal of Management Studies, Vol. 41 No. 8, pp. 1469-98.
Lawler, E. (1976), Combinatorial Optimization: Networks and Matroids, Holt, Rinehart &Winston, New York, NY.
Macdonald, S. (1998), Information for Innovation: Managing Change from an InformationPerspective, Oxford University Press, Oxford.
Martin, M.V. and Ishii, K. (2002), Design for variety: developing standardized and modularizedproduct platform architectures, Research in Engineering Design, Vol. 13, pp. 213-35.
Mayer, R., Painter, M. and de Witte, P. (1992), IDEF Family of Methods for Concurrent Engineering and Business Re-engineering Applications, Knowledge Based Systems,College Station, TX.
Mikkola, J.H. and Gassmann, O. (2003), Managing modularity of product architectures: towardan integrated theory, IEEE Transactions on Engineering Management, Vol. 50 No. 2,pp. 204-18.
Moorman, C. (1995), Organizational market information processes: cultural antecedents andnew product outcomes, Journal of Marketing Research, Vol. 32 No. 3, pp. 318-35.
Informationdependencies
327
-
8/3/2019 Information Dependencies
15/16
Nonaka, I., and Teece, D. (2001), Managing Industrial Knowledge: Creation, Transfer andUtilization, Sage, London.
Pektas, S.T. and Pultar, M. (2006), Modeling detailed information flows in building design with
the parameter-based design structure matrix, Design Studies, Vol. 27 No. 1, pp. 99-122.
Piller, F.T., Moeslein, K. and Stotko, C.M. (2004), Does mass customization pay? An economic
approach to evaluate customer integration, Production Planning & Control, Vol. 15 No. 4,pp. 435-44.
Pine, B.J. (1993), Mass Customization: The New Frontier in Business Competition, HarvardBusiness School Press, Boston, MA.
Robertson, D. and Ulrich, K. (1998), Planning for product platforms, Sloan ManagementReview, Vol. 39 No. 4, pp. 19-31.
Ross, D. (1977), Structural analysis (SA): a language for communicating ideas,
IEEE Transactions on Software Engineering, Vol. SE-3, pp. 16-34.
Shamsuzzoha, AHM (2009), Restructuring design processes for better information exchange,
International Journal of Management and Enterprise Development, Vol. 7 No. 3, pp. 299-313.
Shamsuzzoha, AHM, Helo, P. and Kekale, T. (2008), Applying design structure matrix (DSM)
method in mass customizations, Operations and Supply Chain Management, Vol. 1 No. 1,pp. 57-71.
Simpson, T.W. (2004), Product platform design and customization: status and promise,
AI EDAM: Artificial Intelligence for Engineering Design, Analysis, and Manufacturing,Vol. 18 No. 1, pp. 3-20.
Sosa, M.E., Eppinger, S.D. and Rowles, C.M. (2004), The misalignment of product architecture
and organizational structure in complex product development, Management Science,Vol. 50 No. 12, pp. 1674-89.
Spinner, M. (1989), Improving Project Management Skills and Techniques, Prentice-Hall,Englewood Cliffs, NJ.
Steward, D.V. (1981), The design structure system: a method for managing the design ofcomplex systems, IEEE Transactions on Engineering Management, Vol. 28, pp. 71-4.
Steward, D.V. (1991), Planning and managing the design of systems, Proceedings of PortlandInternational Conference on Management of Engineering and Technology, Portland, USA,27-31 October.
Tang, D., Zhang, G. and Dai, S. (2009), Design as integration of axiomatic design and design
structure matrix, Robotics & Computer-Integrated Manufacturing, Vol. 25 No. 30,pp. 610-19.
Tang,D., Zhu, R., Tang,J., Xu, R. andHe, R. (2010), Productdesign knowledge managementbased
on design structure matrix, Advanced Engineering Informatics, Vol. 24 No. 2, pp. 159-66.
Tseng, M. and Piller, F. (2003), Customer centric enterprise, in Tesng, M. and Piller, F.T. (Eds),
The Customer Centric Enterprise: Advances in Mass Customization and Personalization,Springer, Berlin.
Ulrich, K. (1995), The role of product architecture in the manufacturing firm, Research Policy,Vol. 24 No. 3, pp. 419-40.
Upton, D.M. and McAfee, A.P. (2000), A path-based approach to information technology
in manufacturing, International Journal of Technology Management, Vol. 20 Nos 3/4,pp. 354-72.
von Hippel, E. (1988), The Sources of Innovation, Oxford University Press, New York, NY.
JMTM22,3
328
-
8/3/2019 Information Dependencies
16/16
Watanabe, C. and Ane, B.K. (2004), Constructing a virtuous cycle of manufacturing agility:concurrent roles of modularity in improving agility and reducing lead-time,Technovation, Vol. 24, pp. 573-83.
Yassine, A.A., Falkenburg, D. and Chelst, K. (1999), Engineering design management:
an information structure approach, International Journal of Production Research, Vol. 37No. 13, pp. 2957-75.
Yassine, A.A., Sreenivas, R.S. and Zhu, J. (2008), Managing the exchange of information inproduct development, European Journal of Operational Research, Vol. 184, pp. 311-26.
Zhu, Z. (2002), Evaluating contingency approaches to information systems design, International Journal of Information Management, Vol. 22, pp. 343-56.
Zipkin, P. (2001), The limits of mass customization, Sloan Management Review, Vol. 42 No. 3,pp. 81-7.
About the authorsA.H.M. Shamsuzzoha has been working as a Researcher in the Department of Production,University of Vaasa, Finland, since April 2007. He received his PhD in Industrial Managementfrom the University of Vaasa, Finland in 2010. He received his Master of Science (MechanicalEngineering) degree from the University of Strathclyde, Glasgow, UK. Currently his researchactivities are devoted to the integration of the DSM tool in the PD process. His major researchinterest lies in the area of PD and logistics. He has published several research papers ininternational journals and conference proceedings. A.H.M. Shamsuzzoha is the correspondingauthor and can be contacted at: [email protected]
Petri T. Helo is a Research Professor in theLogistics Systems Research Group at theUniversityof Vaasa, Finland. He received his PhD in Production Economics from the University of Vaasa,Finland in 2001. He is also involved in developing logistics information systems at Wapice Ltd,as a partner. His research addresses the management of logistics processes in supply demandnetworks, which take place in electronics, machine building and food industries. His areas ofexpertise include agile manufacturing, technology management and system dynamics. He haspublished several research papers in prestigious international journals and conferenceproceedings.
Informationdependencies
329
To purchase reprints of this article please e-mail: [email protected] visit our web site for further details: www.emeraldinsight.com/reprints