
Inf. de Pasasntia ONELIS REV
90
DIAGNOSTICO SOBRE EL COMPORTAMIENTO PRODUCTIVO DE LA PLANTA EXTRUSORA EN C.V.G ALCASA Autora: Onelis Narváez Puerto Ordaz, 2015 .REPÚBLICA BOLIVARIANA DE VENEZUELA INSTITUTO UNIVERSITARIO POLITÉCNICO “SANTIAGO MARIÑO” EXTENSIÓN PUERTO ORDAZ ESCUELA INGENIERIA INDUSTRIAL
-
Upload
jose-angel-marquez-acevedo -
Category
Documents
-
view
238 -
download
0
description
informe pasantia planta de extrusion
Transcript of Inf. de Pasasntia ONELIS REV

DIAGNOSTICO SOBRE EL COMPORTAMIENTO PRODUCTIVO DE LA
PLANTA EXTRUSORA EN C.V.G ALCASA
Autora: Onelis Narváez
Puerto Ordaz, 2015
.REPÚBLICA BOLIVARIANA DE VENEZUELAINSTITUTO UNIVERSITARIO POLITÉCNICO
“SANTIAGO MARIÑO”
EXTENSIÓN PUERTO ORDAZESCUELA INGENIERIA INDUSTRIAL
DIAGNOSTICO SOBRE EL COMPORTAMIENTO PRODUCTIVO DE LA PLANTA EXTRUSORA EN C.V.G ALCASA
Informe de Pasantía, presentado como requisito que establece la Institución para optar al Título de Ingeniero Industrial.
REPÚBLICA BOLIVARIANA DE VENEZUELAINSTITUTO UNIVERSITARIO POLITÉCNICO
“SANTIAGO MARIÑO”
EXTENSIÓN PUERTO ORDAZESCUELA INGENIERIA INDUSTRIAL
Autora: Onelis Narváez Tutor Académico (a): Ing. José Ángel Márquez Tutor Metodológico (a): Msc. Milagros López Tutor Industrial: Ing. Leosmar Fuentes
José Angel Márquez Acevedo, 06/06/15,
La esta ahí es para que distingas el hombre de la mujer. No para que las dejes allí.

REPÚBLICA BOLIVARIANA DE VENEZUELAINSTITUTO UNIVERSITARIO POLITÉCNICO
SANTIAGO MARIÑOEXTENSIÓN PUERTO ORDAZ
ESCUELA INGENIERÍA INDUSTRIAL
Puerto Ordaz, 2015
Autora: Br. Onelis Narváez Tutor Académico: Msc. José Márquez Asesor Metodológico: Msc. Milagros López
Tutor Industrial: Ing. Leosmar FuentesMes y Año: Junio 2.015
Resumen
CVG Aluminios del Caroní, S.A (ALCASA), es una empresa productora de aluminio primario, ofrece sus productos a nivel nacional e internacional. Cuenta con grandes Plantas e instalaciones para el desarrollo de su proceso productivo, áreas auxiliares y de servicios. La realización de esta pasantía tiene como objeto fundamental hacer un diagnóstico sobre el comportamiento productivo de la planta extrusora, la cual se le realizarán diferentes estudios con el propósito de describir, cada área o etapa del proceso productivo que lleva la misma, los cuales describen su niveles y capacidad de produccion. Por esta razón surge la necesidad de realizar un análisis de su comportamiento y así estimar sus niveles de avance en la produccion. Se tuvo presente cumplir cada uno de los objetivos planteados y establecer las recomendaciones pertinentes que puedan otorgar mejoras al proceso productivo de la planta. Para el completo desarrollo de esta pasantía se aplicó una modalidad de campo, bibliográfica y documental. Obteniendo como conclusión principal un diagnóstico sobre los niveles de produccion, en donde se indica que es necesario tomar decisiones con respecto a insumos y repuestos para los equipos, y con esto garantizar una completa produccion. Dando como recomendación a esto realizar un almacén con un stock de repuestos e insumos para los equipos de la planta y realizar las gráficas pertinentes al proceso para llevar un control programado de los niveles de produccion.
José Angel Márquez Acevedo, 06/06/15,
Es mujer.

Palabras claves: Diagnostico, Proceso Productivo. Capacidad de Produccion
INTRODUCCIÓN
C.V.G Aluminios del Caroní es una de las empresas básicas del estado
venezolano y tutelado por la Corporación Venezolana de Guayana. Es unas
de las empresas productoras y comercializadoras de aluminio primario, la
cual tiene como compromiso elaborar y comercializar productos elaborados
de aluminio. La presente pasantía se expone el estudio que permitirá realizar
un diagnóstico sobre el comportamiento productivo de la planta extrusora en
C.V.G Aluminios del Caroní. Dicha pasantía es importante ya que por medio
de este diagnóstico, permitirá Evaluar su comportamiento y sus niveles de
produccion además de indicar cuál es su capacidad programada, mediante
gráficas y evaluación a cada una de sus áreas.
El presente diagnóstico, está centrado en el proceso productivo existente
de la planta, lo cual permitirá a la planta extrusora observar sus niveles de
produccion y cómo va avanzando su capacidad de produccion, con un
mínimo margen de fallas y un bajo costo en sus operaciones. Para efectos
de la presente pasantía se utiliza como muestra el proceso productivo de
extrusión realizado en la planta. Este diagnóstico. Permitirá en un futuro
cercano mejorar el proceso productivo. Dando beneficio al sistema de
produccion que lleva la misma.
En el presente estudio tuvo presente las herramientas de investigación
campo descriptivo, los cuales permitió identificar las causas y fallas
predominantes que están afectando el proceso los cuales son la falta de
insumos y repuestos para los equipos. Se estima que la realización de este
diagnóstico otorgue las recomendaciones que permitan dar las soluciones a
la problemática presente actualmente en el proceso.

Este trabajo de campo se presenta detalladamente de la siguiente
manera.
Capitulo I. Se expone la estructura y funcionamiento de la empresa en la que
se realizó la pasantía.
Capitulo II. Se explica detalladamente las actividades realizadas en la
pasantía.
Capitulo III. Se presenta los aportes generados por la empresa y los objetivos de este informe de pasantías. A continuación informe de pasantías.

CAPÍTULO I
1. ESTRUCTURA Y FUNCIONAMIENTO DE LA EMPRESA.
1.1. Descripción y Funcionamiento de la Organización
CVG Aluminio del Caroní S.A. (ALCASA), es una empresa del estado
venezolano, cuyo fin es producir y comercializar aluminio primario y sus
derivados, bajo estándares de calidad que le permitan mantenerse como una
empresa productiva y rentable, posee una capacidad de producción instalada
de aluminio primario de 210.000 TM/año y se encuentra constituida
fundamentalmente por 7 principales instalaciones, las cuales se conjugan
para producir aluminio primario y sus aleaciones, en sus diferentes formas
(pailas, lingotes, cilindros, planchones, láminas, bobinas y perfiles extruidos).
Funciones de la Empresa
Apoyar a la Alta dirección de metas en el establecimiento de la misión
de la organización, sus objetivos y las estrategias definidas para
alcanzarlos.
Garantizar la metodología y mecanismos que permitan evaluar la
situación de la empresa y su entorno y anticipación de amenaza y
oportunidades para la definición de los cursos de acción.
José Angel Márquez Acevedo, 06/06/15,
Los números no se presentan asi (del 1 al 9 en letras) del (10 en adelante en números)

Asegurar la definición de las metas y la formulación de planes, que
permitan orientar a la administración hacia el logro de mejores niveles
de competencias.
Recomendar estrategias que contribuyan a la adecuación interna de la
empresa, con miras al proceso de apertura al capital privado con
asociaciones estratégicas.
Evaluar y definir mitologías para la adecuación de los procesos
administrativos y objetivos como apoyo al proceso de asociaciones
estratégicas
Mantener el control sobre las variables estratégicas que permitan
evaluar la gestión integrada de la organización.
Garantizar la emisión de toda información requerida por los
organismos autorizados en la materia y necesaria para el control y
evaluación del plan operativo de la organización, en donde se refleja
la situación operativa, económica y financiera de la empresa.
Garantizar la existencia y la efectividad del sistema de formulación
presupuestaria que aseguren información oportuna y contable para la
toma de decisiones en materia de presupuesto para el gasto de
inversiones.
Evaluar el comportamiento de los indicadores de gestión, analizar las
desviaciones destacadas en la auditoria de gestión e implantar las
decisiones necesarias, de acuerdo a los objetivos y metas
establecidas en los planes corporativos.

Velar y asegurar, el cumplimiento de los programas de capacitación
y/o adiestramiento, necesario para el manejo y el análisis estadísticos
de los indicadores de gestión generadas en el control de la Gestión, a
fin de asegurar el dominio y la divulgación de la metodología para
todos los trabajadores.
Garantizar el establecimiento de instrumentos de evaluación y
medición, que permitan identificar los requerimientos, expectativas y
necesidades de los clientes internos a la Gerencia.
Garantizar el diseño de las políticas y lineamientos en consonancia
con la filosofía de gestión de la empresa, a fin de orientar la gestión de
sus diferentes áreas, de acuerdo a las condiciones cambiantes del
entorno.
Velar por el cumplimiento de las normas de higiene y seguridad
industrial, en todas las áreas de la gerencia.
Ubicación de la Empresa
CVG ALCASA se encuentra ubicada al sur del país a unos cinco (5)
kilómetros del margen derecho del Río Orinoco y a unas ciento noventa y
cinco (195) millas náuticas de su desembocadura en el Océano Atlántico. en
la avenida Fuerzas Armadas, Zona Industrial Matanzas, en la parte sur-oeste
de Ciudad Guayana, Estado Bolívar, ocupando una superficie de 174
hectáreas. Geográficamente su localización está definida por las siguientes
coordenadas. 62°40’W – 62°41’W y 8°14’N – 8°15’N.

Figura 1. Ubicación Geográfica de CVG Alcasa
Fuente: Intranet de CVG Alcasa
Figura 2. Ubicación Geográfica de CVG Alcasa
Fuente: Intranet de CVG Alcasa

1.2 Reseña Histórica
En diciembre de 1960, se constituye en Venezuela la empresa C.V.G
Aluminios del Caroní, S.A (Alcasa) como producto de la asociación entre la
corporación de Venezolana de Fomento (50 por ciento), que en Febrero de
1961 traspasa sus acciones a la Corporación Venezolana de Guayana
(C.V.G), y Reynolds International INC (50 por ciento). Quedando oficialmente
inaugurada el 14 de octubre de 1967, la cual está constituida por la Sala “A”
de la línea I de celdas de reducción, una sala de Envarillado de Ánodos y
una sala de Fundición en 1968, se desarrolló Fase II, que consistió en una
Sala de Reducción Sala “B” con una capacidad de 13 mil toneladas de
producción por año, más otra planta de ánodos y sus hornos de cocción
denominada planta de Carbón, una planta de Laminación y una Planta de
Hoja Delgada, esta última ubicada en Guacara, estado Carabobo
(actualmente no forma parte de ALCASA, y es conocida como ALUCASA-
GUACARA. Para 1973 se culminó la Fase II, constituida por una nueva Línea
II de Reducción de 28 mil toneladas, y una expansión de la Sala de
Fundición.
A finales de 1974, se cambia la tecnología usada hasta ese momento
para la producción de aluminio, mediante la incorporación de una nueva
Línea III elevando la producción a 180 mil T/A, de alta densidad de corriente
de 160 mil amperios. Posteriormente, a los cinco años de operación exitosa
de la línea III, con una nueva tecnología para atender al incremento del
mercado de exportación, se planteó aumentar la capacidad de Reducción, es
allí cuando nace la Línea IV, y las celdas capaces de producir 84mil T/A, con
216 celdas tipo Hamburgo. Para mediados de los años 80, CVG ALCASA
Alcanzaba una capacidad instalada de producción de 210 mil /A, además de
sumarle una 60 mil t/A de productos laminados.

El crecimiento de la capacidad instalada en C.V.G Aluminios del Caroní,
S.A ALCASA, se ha desarrollado hasta la presente Fecha en seis fases. Para
cada una de ellas se ha utilizado las siguientes Tecnologías:
FASE I: En el año 1968, con la instalación de 70 celdas de reducción tipo
Niagara de tecnología REYNOLDS la cual está constituida por la Sala “A” de
la Línea I de las Celdas de reducción, una sala de Envarillado de Ánodos y
una sala de Fundición con una Capacidad de 10.000 t/año.
FASE II: En el año 1968, con una instalación de 70 celdas de reducción
adicionales con la misma tecnología de la Fase I. que consistió en la Sala de
reducción sal “B” con una capacidad productiva de 13000 t/año, más otra
Planta de ánodos y sus hornos de cocción denominada planta de Carbón,
una Planta de Laminación u una Planta de Hoja Delgada, esta última ubicada
en Guacara estado Carabobo.
FASE III: En el Año 1973, se culminó la Fase II, constituida por una nueva
Línea II de reducción de 28000 T/año, y una expansión de la Sala de
fundición, para el año 1974 con la puesta en marcha de la línea II de
Reducción, elevando la capacidad de producción a 50.000 T/año. A finales
del 1974, se cambia la tecnología usada hasta ese momento para la
producción de aluminio, mediante la incorporación de una nueva línea III,
elevando la producción a 180.000 TM/año.
FASE IV: En el año 1980, posteriormente, a los cinco (5) años de operación
exitosa de la Línea III, con una nueva tecnología para atender el incremento
en el mercado de exportación, se planteó aumentar la capacidad de
reducción, es allí cuando nace la Línea V, y la celdas capaces de producir
84.000 T/año, con 216 celdas tipo Hamburgo. En este periodo la
composición accionaria para ser 14,6 por ciento de la Corporación
Venezolana de Guayana (C.V.G); 27,68 por ciento de la de Reynolds
Internacional y 57,52 por ciento del Fondo de Inversiones de Venezuela
(F.I.V).
FASE V y VI: En el año 1985, finalmente, fueron iniciadas en 1985,
alcanzando una capacidad de reducción nominal de 210.000 t/año además
de sumarle unas 60.000 t/año de productos laminados. C.V.G Aluminios del
Caroní, S.A, ALCASA planteo, con la aprobación de la Ley de Crédito
Publico en el año 1988, para la culminación de la IV y ampliar su capacidad a
415.000 t/año, contribuyendo la V Línea de Reduccion para el año 1991.
Este Proyecto no se pudo emprender por diversos escenarios negativos,
tanto en el ámbito nacional como internacional.
FASE VI: En febrero de 1994, se inician las operaciones en las instalaciones
en un nueve por ciento, se construyeron y está en funcionamiento algunos
servicios como los de Envarillado y Fabricación de Ánodos, C.V.G Aluminios
del Caroní, S.A (ALCASA), para la fecha ha cedido en donación de pago las
siguientes empresas y/o activos, C.V.G CARBONORCA con una
participación de cinco por ciento, cedida a INTRAALUMINA.
Actualmente, luego de haber recibido las aprobaciones correspondientes
por parte del Ejecutivo Nacional. C.V.G ALCASA ha puesto en marcha su
proyecto de expansión operativa para la construcción de su Línea V de
Reducción, sobre la cual ya ha dado sus primeros pasos, lo que le permitirá
a mediano plazo alcanzar su punto de equilibrio operativo, así como una
capacidad instalada de producción en el orden de 450.000 toneladas anuales
en el 2007. Así Venezuela está intentando incrementar su producción anual
de aluminio hasta más de un millón de toneladas durante los próximos años.
La producción actual de C.V.G ALCASA y C.V.G VENALUM es de unas
630.000 toneladas anuales , además C.V.G ALCASA cuenta con un equipo
humano perseverante, incondicional y valiosísimo, aunado a una alta

tecnología la cual resumen la historia de esta dinámica empresa venezolana
pionera de las industrias del aluminio.
Misión
Producir, transformar y comercializar en forma eficiente los productos de
aluminio garantizando el suministro de materia prima al sector transformador
nacional, fomentando la diversificación productiva con mayor valor agregado
defendiendo la soberanía productiva y tecnológica.
Visión
Posicionar a C.V.G ALCASA como promotor del desarrollo endógeno,
impulsado la industria del aluminio, permitiendo diversificar y transformar la
materia prima en productos terminados, que aporten al sostenimiento socio-
económico del país, a través de empresa de producción social, bajo las
premisas del nuevo modelo productivo que apunta al socialismo del siglo
XXI.
1.3. Objetivos de la Empresa
1.3.1. Objetivo General
Produce, transforma y comercializa en forma eficiente los productos de
aluminio garantizando el suministro de materia prima al sector transformador
nacional, fomentando la diversificación productiva con mayor valor agregado,
defendiendo la soberanía productiva y tecnológica. De igual manera servir de
plataforma para el impulso de las EPS y diversas formas asociativas de
producción.

1.3.2. Objetivos Específicos
Para lograr cumplir las metas la empresa se plantea los siguientes
objetivos:
Mercadeo: Desarrollar, consolidar y mantener los mercados en el
ámbito nacional e internacional, a través de la identificación y
aprovechamiento de las necesidades de los clientes actuales y
potenciales, y de optimizar la participación en dichos mercados.
Productivos: Alcanzar el nivel óptimo de producción respondiendo a
las exigencias del mercado, de acuerdo a la capacidad de la planta y a
las normas de calidad establecidas, obteniendo las mejores
condiciones de rentabilidad.
Tecnológicos: Dominar y desarrollar la tecnología de la producción de
aluminio y sus derivados, para satisfacer las necesidades del mercado
y las expectativas del mismo.
Financieros: Optimizar la administración del patrimonio de la Empresa.
Imagen: Proyectar a la Empresa CVG ALCASA como una empresa
rentable, productiva y comprometida con el desarrollo de la Industria
del Aluminio.
Proyectos: Ejecutar planes de inversión aprobados con la oportunidad,
costo y alcances exigidos.
Administrativos: Conformar una estructura y sistema de información
a la toma de decisiones oportunas y confiables.

Participación Nacional: Participar en la formulación de la política y
planes generales sobre la Industria Nacional del Aluminio.
Inversiones: Promover y desarrollar las nuevas inversiones
nacionales e internacionales dentro de los planes de crecimiento de la
empresa y administrar las inversiones en empresas asociadas, para
maximizar los beneficios.
Legales: Dictaminar sobre aspectos legales y jurídicos que incidan
sobre las operaciones e intereses de CVG ALCASA, así como
garantizar los aspectos legales en materia de nuevas inversiones y
negociaciones internacionales.
Política de Calidad
En C.VG. Alcasa, nuestro compromiso es, elaborar y comercializar,
productos de aluminio que satisfaga los requisitos de nuestros clientes,
mediante el mejoramiento continuo de la eficiencia del sistema de gestión de
calidad.
Valores
Humanismo
Patriotismo
Ética Socialista
Disciplina
Eficiencia
Lealtad
Excelencia
Visión Colectiva
Honestidad

Solidaridad
Sector Productivo
CVG ALCASA es una empresa perteneciente al sector secundario, ya que
procesa la Alúmina suministrada por la empresa CVG BAUXILUM
(encargada del procesamiento de la Bauxita para la obtención de dicho óxido
de aluminio), para finalmente obtener Aluminio primario a través de un
tratamiento de separación electrolítica, contando con un equipo humano
perseverante, incondicional, valiosísimo, aunado en una alta tecnología
alcanzando un nivel óptimo de producción respondiendo a las exigencias del
mercado, de acuerdo a la capacidad de la planta y a las normas de calidad.
Opera con un proceso integrado de fabricación de ánodos, reducción,
fundición y laminación de aluminio en diversas instalaciones industriales que
permiten obtener aluminio de la más alta calidad a costos competitivos. La
producción y comercialización del aluminio se hace en forma de:
Lingotes estándar: CVG ALCASA produce lingotes de 22.5 Kg. en bultos de
45 lingotes de 1012.5 Kg cada uno.
Lingotes para extrusión: produce lingotes en el rango 5 1/8”-10” en
diámetro y 16”152” en longitud.
Lingotes de 454 kg: CVG ALCASA suministra lingotes tipo paila de 454 Kg,
adecuados para aquellos clientes con hornos de tamaño moderado.
Lingotes para laminados: El proceso emplea la tecnología de colada DC
vertical más común en todo el mundo para producir planchones para
laminación en una variedad de formatos y longitudes.
Bobinas, láminas y cintas: CVG ALCASA produce una amplia gama de
bobinas, láminas y cintas en su planta de laminación.

Estos productos son consumidos en Venezuela por la industria de la
construcción, electricidad, transporte, empaque, refrigeración, bienes de
consumos y otras.
Figura 3. Productos de C.V.G Alcasa
Fuente: Intranet C.V.G Alcasa
Materias Primas
1. Energía Eléctrica: CVG ALCASA cuenta con una de las instalaciones
más avanzadas del mundo: el complejo hidroeléctrico de Gurí
(Represa Raúl Leoni). La energía eléctrica es recibida por dos
grandes subestaciones donde es convertida de corriente alterna a
corriente continua, para su utilización directa en las celdas
electrolíticas.
2. La alúmina (óxido de aluminio): se extrae del mineral Bauxita, materia
de erosión compuesta principalmente por oxido hidratado de aluminio,
laterita y mineral de aluminio. La alúmina se extrae mediante el
proceso Bayer, el cual consiste en someterla con una solución de
soda cáustica a elevada presión y temperatura.
3. La Antracita Calcinada: La Antracita es uno de los carbones
geológicamente más antiguos. Esta se mezcla con el alquitrán LPS

(bajo punto de ablandamiento) para revestir las paredes de las celdas.
Esta mezcla permite una buena conductividad eléctrica, baja
porosidad para minimizar la absorción de los materiales del baño, y
dureza para resistir la erosión que se origina en el proceso de
reducción.
4. El coque de petróleo calcinado: se utiliza para la fabricación de
ánodos, es un excelente conductor eléctrico relativamente barato y
obtenido en la destilación de petróleo a temperaturas cercanas a los
1300 °C.
5. Brea Alquitrán Anódica: es el producto aglutinante en mezcla de
fabricación de ánodos, se obtiene de los carbones minerales. El
alquitrán se encarga de soldar o unir las partículas de coque y cabo, y
darle resistencia mecánica así como también conductividad al ánodo,
lo cual se logra en la cocción.
6. La Criolita: es el electrolito que se usa en el proceso de reducción,
cuando está fundido se conoce como baño. Tiene la propiedad de
disolver la alúmina haciendo posible el proceso de la electrolisis para
la reducción.
7. Fluoruro de Aluminio y el Coque Metalúrgico: son las demás materias
primas necesarias, la mayoría de ellas materias primas importadas.
Proceso Productivo de C.V.G ALCASA
En la producción del aluminio primario, la energía eléctrica es recibida por
dos grandes subestaciones donde es convertida en corriente alterna a
corriente continua, para su utilización directa en las celdas electrolíticas. La
alúmina es extraída de la bauxita mediante el proceso Bayer, que consiste en

someter con una solución de soda cáustica, a elevada presión y temperatura
logrando separar el óxido de aluminio de otros elementos presentes en la
bauxita (este proceso es realizado por la empresa BAUXILUM).
La alúmina es depositada en tolvas que alimentan a las Líneas de
Reducción y estas a su vez alimentan a cada una de las celdas electrolíticas.
Para producir el aluminio como producto semielaborado es necesario que la
alúmina sufra un proceso de reducción, que consiste en descomponerla en
aluminio y oxígeno, este proceso es llevado a cabo en dichas celdas
electrolíticas. Cabe mencionar que cada celda está conformada por tres
partes principales: el ánodo, el cátodo y el baño electrolítico.
Se cuenta con una fuente generadora de potencia que envía a la sala de
celdas la corriente eléctrica a través de las barras distribuidoras, esta
corriente pasa por los flexibles rumbo al puente para distribuirse a través de
los ánodos para continuar por el baño que contiene a la alúmina disuelta en
la criolita fundida, la cual se descompone en iones de aluminio y oxígeno.
Por efecto del paso de corriente del ánodo al cátodo, los iones de aluminio
son reducidos a aluminio metálico, mientras que los iones de oxigeno se
combinan con el carbón de los ánodos formando dióxido de carbono y
monóxido de carbono. La electricidad después de pasar por el baño sigue su
camino a través del metal para finalmente salir por las barras, pasando luego
a través de los flexibles rumbos a la barra distribuidora que lleva la
electricidad a la celda siguiente.

Diagrama del Proceso Productivo

1.4. Organigrama de la Empresa
La estructura organizativa de C.V.G. Aluminios del Caroní ALCASA, S.A
presenta la relación lineal, dividiendo en niveles jerárquico en forma vertical,
iniciándose con la Junta Directiva y finalizando con la Gerencia General de
operaciones. A continuación se presenta la estructura organizativa de la
empresa:
Figura 2. Organigrama de CVG. ALCASA
Fuente: Intranet CVG ALCASA
José Angel Márquez Acevedo, 06/06/15,
En que gerencia o área estas debes resaltarlo.

Descripción de las Gerencias
Gerencia General de Operaciones
Es una unidad adscrita a la Presidencia, la cual tiene como misión
garantizar la producción de aluminio primario y sus aleaciones, en
condiciones de eficiencia y productividad, definidas conforme a los planes y
metas de la corporación.
Vale acotar que dicho cargo hoy en día no está en ejercicio por algún
personal aunque aún pertenece suscrita a la estructura organizativa de la
empresa.
Gerencia de Servicios Industriales
Garantizar a las áreas operativas y administrativas de la planta, el
suministro de fluidos industriales, así como un eficiente apoyo técnico
mediante la planificación, supervisión, control y evaluación de las actividades
destinadas a mantener, mejorar e incrementar la vida útil de los equipos,
sistemas e instalaciones vinculadas al proceso productivo.
Gerencia de Carbón
Administrar eficientemente las actividades operativas y de mantenimiento,
que garanticen la disponibilidad de los equipos, la producción y suministro de
ánodos horneados en las mejores condiciones de calidad, cantidad,
oportunidad y al menor costo. Construida para establecer el consumo interno de
sus cuatro líneas de reducción, con tecnología de mezclado tipo Batch, da inicio al
proceso de producción del aluminio con la preparación de los ánodo, que
representan el polo positivo en el proceso de producción del aluminio con la
preparación de los ánodos, que representen el polo positivo en el proceso
electrolítico. Los ánodos están compuestos de coque de petróleo calcinado y brea
de alquitrán, que se combinan y compactan en una maquina vibradora a 145°C

Gerencia de Reducción
Producir y transferir aluminio líquido en condiciones competitivas de
calidad, cantidad, seguridad y costo en un ambiente de mejoras continuas.
Gerencia de Fundición
Administrar eficientemente las actividades operativas que garanticen la
transformación del aluminio líquido, procedente de reducción y el sólido
reciclado en productos de fundición, conforme a los planes de producción y
ventas de la empresa, en las mejores condiciones de productividad y
competitividad
Gerencia de Laminación
Administrar las actividades operativas que garanticen la elaboración de
productos laminados de aluminio, a fin de satisfacer los requerimientos del
mercado en las mejores condiciones de productividad y competitividad.
Gerencia de Control de Calidad y Proceso
Garantizar la ejecución oportuna de actividades de planificación,
prevención, análisis, mejoras y aseguramiento de la calidad, que contribuyan
al buen funcionamiento de los procesos productivos, en concordancia con los
objetivos de la organización y los requerimientos de los clientes.
1.5. Identificación del Departamento donde se realizó la Pasantía
La investigación fue realizada bajo la dirección de la Superintendencia
de Administración Tecnológica, perteneciente a la Gerencia Técnica
(Gerencia General de Operaciones), pero ejecutada en Planta Extrusora,
cuya unidad también se encuentra adscrita a dicha Gerencia. A continuación
se hace una breve descripción de cada una de las unidades intervinientes en
el estudio, de acuerdo al portal web de intranet de la empresa:

Gerencia Técnica
Es una unidad de línea adscrita a la Gerencia General de Operaciones,
que garantiza la ejecución y la puesta en marcha de los proyectos que se
deseen implementar en la empresa.
Misión
Garantizar la ejecución oportuna de actividades de planificación,
prevención, análisis, mejoras y aseguramiento de la calidad, que contribuyan
al buen funcionamiento de los procesos productivos, el suministro servicios
de asistencia técnica en materia de ingeniería de métodos e ingeniería
económica, y la evaluación, desarrollo y control de las innovaciones,
transferencia y asimilación de tecnología, en concordancia con los objetivos
de la organización y los requerimientos de los clientes.
En la Figura 3 mostrada a continuación, se presenta de manera esquemática
la estructura organizativa correspondiente a la Gerencia técnica.
José Angel Márquez Acevedo, 06/06/15,
Párrafos con sangría párrafos que no.

1.5.1. Estructura organizativa del Departamento
Figura 3. Organigrama de la Gerencia Técnica de Operaciones
Fuente: Intranet C.V.G ALCASA
La pasantía se realizó en la Gerencia Técnica, es una unida de línea
adscrita a la Gerencia General de operaciones, que garantiza la ejecución y
la puesta en marcha de los proyectos que se deseen implementar en la
empresa.

Su misión es garantizar la ejecución oportuna de actividades de
planificación, prevención, análisis, mejoras y aseguramiento de la calidad,
que contribuyan al buen funcionamiento de los procesos productivos, el
suministros de servicio de asistencia técnica en materia de ingeniería de
métodos e ingeniería económica, la evaluación y desarrollo de control de las
innovaciones, transferencia y asimilación de tecnología, en concordancia con
los objetivos de la organización y los requerimientos de los clientes.
Funciones de la Gerencia Técnica
Asegurar asistencia técnica requerida, para el diseño e implantación
de métodos de trabajo y prácticas operativas dirigidas al
funcionamiento constante y sostenido de la productividad así como la
eliminación de esfuerzo.
Asegurar la asistencia técnica para la determinación de las
alternativas de inversión rentables cónsonas con la naturaleza y
misión en la empresa y la adecuada capacidad técnica y
administrativa.
Garantizar alternativas de inversiones rentables y adecuadas a su
capacidad técnica y administrativa de la empresa.
La Planta Extrusora
La Planta Extrusora instalada en C.V.G ALCASA, la cual es un proyecto
realizado luego del cierre de las líneas de celdas I y II a raíz de la crisis
energética por la que atravesó el país a finales del 2.009. La planta extrusora
está conformada por áreas y líneas de producción las cuales son el horno de
precalentamiento, área de prensa, área de Estreche, área de sierra,
transferidor y apilador de perfiles, área de almacenamiento temporal de
perfiles en cestas, áreas de horno de endurecimiento, línea de embalaje y

empaque y el área de almacenamiento de perfiles según el tipo. De igual
forma la planta extrusora cuenta con un sistema de recopilación automático
de celdas y un sistema de enfriamiento de aire “HECS”.
Esta planta es la encargada de convertir aluminio primario a aluminio
extruido por medio de un proceso productivo de extrusión el cual es realizado
por medio de unas prensas de extrusión, las cuales son las encargadas de la
fabricación de perfiles de aluminio extruidos para puertas y ventanas de 7 y 8
pulgadas.
Objetivo de la Planta Extrusora
Aumentar el valor nominal del aluminio primario a través de un proceso de
transformación de primario a productos terminados, elevando así su valor,
diversificando los productos y alcanzando nuevos mercados.
Funciones de la Planta Extrusora
Transformación de cilindros de aluminio en perfiles de aluminio a uso
doméstico y comercial, dándole a esta variada gama de productos
características específicas a pedido, entre las que podemos mencionar: el
tratamiento térmico, el anodizado de perfiles y pintura a través del sistema de
pintura en polvo. A continuación organigrama de la planta extrusora:

1.5.2. Estructura Organizativa de la Planta Extrusora
Figura 4. Organigrama de la Planta Extrusora
Fuente: Intranet C.V.G ALCASA
Descripción de la Gerencia de Extrusión
El área de la planta de extrusión es un área nueva dentro de C.V.G.
ALCASA, ya que es producto de los acuerdos binacionales entre Venezuela
y China, esta planta cuenta con dos prensas de extrusión una de 7 pulgadas
ubicada en la sala “D” y otra de 8 pulgadas ubicada en la sala “B” ambas
interconectadas a través de un transferidor en la sala “C” donde se

encuentran los horno de endurecimiento de perfiles, la planta en general
cuenta con tres departamentos o superintendencias como son:
Superintendencia de Mantenimiento: Es la encargada de realizar los
trabajos de mantenimiento preventivo y correctivo de cada uno de los
equipos de esta área, a su vez se encarga de realizar los trabajos de
inspección y retinas de mantenimiento de los cuales se obtienen los análisis
de las condiciones y comportamiento de los equipos.
Superintendencia de Producción: Es la encargada de la transformación de
los cilindros de aluminio provenientes del área de Fundición II, en perfiles a
pedido elevando considerablemente el valor del metal y transformándolo en
productos terminador con alto valor agregado.
Superintendencia de Acabado y Empaque: Esta es el área que recibe los
perfiles ya endurecidos en el horno por parte de la superintendencia de
Producción, ella se encarga de llevar los perfiles ya tratados térmicamente a
través de una serie de tanques con sustancias químicas especiales para
limpiar la superficie de los perfiles los cuales son sumergidos en varios
tanques para su limpieza, una vez pasado este proceso los perfiles continúan
su recorrido mediante cadenas transportadoras que los llevan hacia el horno
de secado siguiendo a la estación de pintura en polvo donde una serie de
inyectores disparan una pequeña capa de pintura sobre los perfiles para
luego pasarlos por el horno de calentamiento o de fijación de pintura una vez
culminado el proceso los perfiles son llevados al área de embalaje y
despacho donde son almacenados y posterior mente cargados para su
despacho.

CAPÍTULO II
2.- ACTIVIDADES REALIZADAS
2.1 Propósitos y Fines de la Pasantía
La pasantía se ejecutó en C.V.G Alcasa. El propósito de la pasantía es la
adquisición de los conocimientos en las prácticas profesionales en el área
laboral, los cuales forman parte fundamental es nuestra formación como
profesionales. Esta pasantía tiene como finalidad hacer un Diagnóstico sobre
el Comportamiento Productivo de la Planta Extrusora, permitiendo así tener
una reseña histórica de producción de la planta y como lleva su
funcionamiento.
2.2. Cronograma de Actividades Realizadas
ACTIVIDADES
SEMANAS
1 2 3 4 5 6 7 8 9 1
0
11 12
Ingreso a la Empresa.Charla de inducción y charla de Seguridad.
Asignación del tutor industrial.Recorrido y asignación al tema de pasantía.
Investigación y recopilación de información sobre el comportamiento Productivo de la Planta Extrusora.
José Angel Márquez Acevedo, 06/06/15,
Debes colocar una actividad donde expliques el desarrollo de la propuesta.
José Angel Márquez Acevedo, 06/06/15,
Nunca dejes que un cuadro quede asi, todo cuado debe tener una continuación en la otra pagina y debe ser identificado.
José Angel Márquez Acevedo, 06/06/15,
Yo creo que dejaras mas que una reseña histórica, echale coco.
José Angel Márquez Acevedo, 06/06/15,
Si todos los propósitos fueran eso, todos saldrían bien, debes relacionar el propósito con el trabajo que haces para la empresa más que para la universidad.
Intercambio Directo con el personal de produccion y departamento de PCP.
Análisis de información y recopilación de información.
Desarrollo del informeRevisión y Entrega del informe de pasantía
2.3. Explicación del cronograma de Actividades
Ingreso a la Empresa y Charlas de inducción y charla de Seguridad.
La primera semana estuvo comprendida por el proceso de inducción y
charlas de seguridad e higiene laboral, las cuales consistió de una serie de
informaciones importantes sobre la seguridad dentro de la empresa, seguida
de una charla sociopolítica realizada por el personal de la empresa, estas
charlas se dieron lugar en el centro “Negro Primero”.
Asignación del Tutor Empresarial, Recorrido y Asignación del Tema de
Pasantía
La segunda semana fue la asignación del tutor industrial de la empresa el
cual se encargara de otorgar las informaciones y el apoyo para la realización
de esta práctica profesional, también se realizó el recorrido por las
principales instalaciones de la empresa para conocer su proceso productivo,
así como por el departamento (gerencia Técnica) y la planta de extrusión
donde será realizada la pasantía. El tutor da a conocer el proyecto a ejecutar
en la empresa y hace sugerencia a algunos que ya se están desarrollando
para adecuar tecnológicamente el proceso productivo. Este práctica estima

hacer un diagnóstico al comportamiento productivo de la planta extrusora, el
cual se requiere un informe que permita visualizar y evaluar cómo se lleva a
cabo el proceso y como ha ido avanzando.
Investigación y Recopilación de información sobre el comportamiento
Productivo de la Planta Extrusora
La tercera y cuarta semana se procedió a la búsqueda de información
referente al tema asignado, y la revisión de documental sobre el proceso
productivo de la planta, sus funciones, entre otros detalles que lo
comprenden. Esto se realizó a través del uso de fuentes primarias
(trabajadores del área, y el ingeniero industrial), guías y los manuales del
proceso suministrado por la empresa PRESEZZI la cual es la encargada de
la tecnología de la planta, también se revisaron informes de pasantías, con el
fin de conocer todo sobre el proceso productivo y su funcionamiento.
Intercambio Directo con el personal de producción y departamento de
Planificación y Control de los Proceso (PCP).
Se realizó una serie de preguntas no estructuradas al personal encargado
de la producción, sobre todo el proceso y mecanismo utilizados en el proceso
de extrusión, además de tener contacto directo con el personal encargado de
la planificación y control de procesos (PCP), para la obtención de la
información sobre la planificación requerida para el proceso y el control del
mismo, además del proceso estadístico que requiere dicho proceso del
cuales se obtuvo información muy valiosa para el conocimiento y el
desarrollo de la práctica profesional.

Análisis de información y recopilación de información
En la quinta semana, se procedió al análisis general y excautivo de toda
la información recabada y obtenida mediante todo el proceso investigativo,
sobre el proceso que se lleva a cabo en la planta y su comportamiento
histórico desde que se puso en marcha dicho proyecto, para así determinar
la información detalla y compleja para la realización del informe.
Desarrollo del informe
Con toda la información obtenida en los meses de la práctica profesional,
se desarrolló el informe de pasantía. El cual se ordenó las informaciones e
ideas, se redactó y desarrollo el informe cumpliendo las normas establecidas
por el manual de la institución y las normativas de la empresa.
Revisión y Entrega del informe de pasantía
Al finalizar el desarrollo del informe, se procedió a realizar la revisión
preliminar del informe para su corrección y posterior aceptación final por
parte de los tutores concerniente a la evaluación; durante este proceso cada
uno realizo y detallo sus sugerencias desde su punto de vista profesional,
siguiendo así todas las pautas, normas y requerimientos tanto de la empresa
como la de la universidad.
2.4. Experiencia Adquirida
Durante la realización de la pasantía se adquirió conocimientos
profesionales y como trabajar en un área laboral, además de aplicar las
herramientas y destrezas de ingeniería industrial. Esta práctica profesional
permitió conocer cómo se lleva una planificación para un proceso productivo

además de cómo se controla dicho proceso de extrusión en la planta y la
realización de las actividades correspondientes, como llevar datos históricos
sobre el comportamiento de la planta y su evolución en la fabricación de
perfiles de distintos tipos y tamaños. En el tiempo que se realizó la práctica
profesional se puso a prueba los conocimientos obtenidos de forma teórica
otorgados por profesores en la institución, dicha práctica permitió descubrir
cada una de los objetivos de la carrera como ingeniero industrial en la
empresa. Es importante destacar que una de las más gratas experiencias
adquiridas, durante todo el tiempo de pasantía, fue el trabajo en equipo con
el personal de la planta, los cuales demostraron su apoyo y participación en
todo momento, lo que facilito la adaptación al ambiente laboral y al desarrollo
de los objetivos primordiales para la realización del informe.
.

CAPÍTULO III
3.- APORTES GENERADOS A LA EMPRESA
3.1. Descripción de la Situación Actual
La planta extrusora lleva a cabo un proceso productivo de extrusión, el
cual es el encargado de la fabricación de perfiles de aluminio extruidos en
distintos modelos y tamaños, para la fabricación de puertas, ventanas y
estructuras, este proceso cumple con una serie de lineamientos los cuales
son totalmente automatizados con manufactura y tecnología Italiana. La
planta extrusora en la actualidad se encuentra en funcionamiento con una
sola prensa de extrusión la cual es la siete pulgadas, ya que la de ocho
pulgadas está paralizada por falta de repuestos e insumos. La planta está en
espera de las entregas de repuestos y materiales para proceder con sus
planes de mantenimientos a las presas. Además los proveedores de materia
prima están con déficit de insumos para la elaboración de los cilindros los
cuales son la materia prima para la realización de los perfiles, de la misma
manera también presenta una problemática con el horno limpiador de
matrices y el horno de nitruración los cuales se encuentran parados por falta
de algunos repuestos y por fallas de instalación, por lo tanto no están en
funcionamiento.
Debido a las problemáticas q presenta la misma está en la espera de una
segunda etapa del proyecto la cual se encuentra aprobada, dicha etapa
contara con la inclusión de repuestos para los equipos y maquinarias, a la
hora de que se presente alguna fallas en las prensas y así incluir también la

de la instalación de la prensa de extrusión de diez pulgadas para así lograr
con la capacidad de producción programada.
3.1.1 Diagrama de Flujo de la situación actual
Inicio
Almacén de la Materia
Traslado de la materia Prima al
Proceso
Proceso de Extrusión
Fin
Fabricación de los perfiles
Perfiles de aluminio a almacén

3.2. Propuesta Asignada a Desarrollar
Como tema asignado a desarrollar, se me otorgo Diagnostico al
comportamiento Productivo de la Planta extrusora instalada en C.V.G
Aluminios del Caroní (ALCASA).
3.2.1 Objetivo General
Diagnosticar el Comportamiento Productivo de la planta extrusora
3.2.2 Objetivos Específicos
Conocer el comportamiento Productivo de forma Estadística e
Histórica de la planta.
Evaluar las condiciones operativas que lleva el proceso Productivo de
extrusión.
Elaboración de gráficas para determinar el comportamiento de la
producción real con lo programado
3.3. Análisis y Desarrollo de la Propuesta
Estudiar el comportamiento Productivo de forma estadística e Histórica
de la planta
Para iniciar a desarrollar este objetivo, se explica cuál es el proceso
productivo que lleva la planta. El cual está diseñado en la de extrusión de
perfiles de aluminio, dicho proceso cumple con un sistema automatizado de
manufactura italiana realizada por la empresa PRESEZZI EXTRUSION, este
José Angel Márquez Acevedo, 06/06/15,
MAL REDACTADO.
José Angel Márquez Acevedo, 06/06/15,
AHORA ME CAMBIAS EL OBJETIVO?
José Angel Márquez Acevedo, 06/06/15,
Concoer es una actividad…. Debería ser DIAGNOSTICAR.
José Angel Márquez Acevedo, 06/06/15,
Coloca una finalidad a este objetivo. La planta extrusora es de alcasa no?
José Angel Márquez Acevedo, 06/06/15,
Tercera persona no es un cuento…. Pendiente con todo el documento.

proceso se lleva a cabo mediante la entrada de un lingote de aluminio
precalentado usualmente cilíndrico, es transformado en un tramo largo de
sección uniforme, haciéndolo pasar a presión por el orificio de una matriz a
través de la cual obtiene su configuración, recibiendo el nombre de perfil de
aluminio. El diseño de la boquilla o abertura de la matriz se hará de acuerdo
con las necesidades que sean requeridas, ya sean geométricas, simétricas o
asimétricas, donde la limitante es la imaginación del proyectista a cargo.
El proceso de extrusión llevado a cabo en la planta extrusión nos proporciona
secciones transversales solidas o huecas con dimensiones previamente
establecidas que en otros metales serían imposibles de obtener sin recurrir al
ensamble de muchas piezas. Usualmente el aluminio se extruye en caliente
para así aumentar la plasticidad del metal y lograr menores costos a la
empresa.
Una de las formas de medir el comportamiento de este proceso es de
forma estadística e histórica, el cual proporcionara toda la información
importante a la hora de diagnosticar o analizar si el proceso cumple con todo
lo programado por el departamento de planificación y control de proceso de
la planta, este departamento permitió conocer cómo se realiza un control
total del comportamiento del proceso de extrusión y toda la materia prima
utilizada en proceso. Dicho control es realizado diariamente por los
supervisores y el jefe de cada turno, mediante de un reporte de consumo y
producción de extrusión, por medio de este reporte se lleva el control de lo
producido en las áreas del proceso diariamente y turno a turno.
Actualmente se llevan los siguientes formatos de reportes para el control
de la producción y demás parámetros en la extrusora:
Reporte de consumo y producción de extrusión: Por medio de este
reporte se lleva el control de lo producido en las prensas diariamente y turno
a turno.

Fecha: / / Turno:Operador:
Línea de Extrusión: Supervisor:Presión Inicial:Presión Constante:
CILINDRO PRENSA PERFIL
Inicio Extrusión
ParadaExtrusión
N° Colada Longitud
(cm) CantidadExtruidos
CantidadDesacrtados
VelocidadExtrusión (mm/seg)
Longitud(m.)
HORA TOCHOS
OBSERVACIONES Matriz
REPORTE DE CONSUMO Y PRODUCCIÓN DE EXTRUSIÓN1 2 3
10"8"7"
Cuadro N°1. Reporte Diario de Producción
Fuente: Intranet C.V.G Alcasa

Reporte de sierra: Con este reporte se lleva el control de lo cortado en las
sierras diariamente y turno a turno.
Fecha: N° de Dado: Piezas Pedidas:
Turno: ( ) 1 ( ) 2 ( ) 3 Largo Acabado: Temple Esperado:
Operador: Hora de Inicio: Temperatura Inicio:
Supervisor: Hora de Culminación: Temperatura Final:
N° de Rack Cantidadde Piezas
1
2
3
4
5
6
7
8
9
10
11
12
13
14
N° de Piezas N° de Piezas N° de Piezas
DATOS REALES DE LA PRODUCCIÓN
TOTAL DE PERFILES DESCARTADOS IMPULSABLES A:
Comentario
Impurezas del Cilindro
OBSERVACIONES
Extrusión Matricería
ComentarioComentario
REPORTE DE SIERRA
Cuadro N°2. Reporte Diario de Producción de la Sierra
Fuente: Intranet C.V.G Alcasa
Reporte diario de hornos de envejecimiento: Con este reporte se lleva el
control de lo recocido en los hornos de envejecimiento diariamente y turno a
turno.

Cuadro N°3. Reporte Diario del Horno de Envejecimiento
Fuente: Intranet C.V.G Alcasa
Reporte de empaque: Con este reporte se lleva el control del material
empacado en la extrusora diariamente y turno a turno.
Programa de producción: Por medio de este formato se les notifica al
personal de producción que es lo que se debe producir, en que cantidad
producir y las especificaciones técnicas del material a producir.

Cuadro N°4. Programación de Producción por Matrices
Fuente: Intranet C.V.G ALCASA
Llevando así los datos estadísticos de cada área del proceso de la planta,
además de tener comunicación con el jefe de turno o supervisor encargado
del turno para obtener y comparar los datos de la producción.

Luego se procede a realizar las estadísticas pertinentes mediante un
programa de producción que permite calcular la cantidad de perdidos de
perfiles y extruidos, además de llevar todo el comportamiento mediante los
indicadores de gestión establecidos por el departamento de Planificación y
Control de Proceso PCP.
Sierra 7´´ Sierra 8´´ HORNO Empacado Por Despachar
Kgs Entrada Kgs Extruidos Kgs Entrada Kgs Extruidos Kgs Cortados Kgs Cortados Kgs Recocidos Kgs Empacados Kgs Por Despachar
Año 2014 1.467.193 1.331.853 1.263.380 1.114.706 1.180.636 980.474 2.155.922 2.106.838 2.207.284 189.033
ene-15 186.614 170.448 0 0 156.628 0 154.408 156.485 256.813 88.322
feb-15 349.296 326.345 0 0 292.846 0 295.441 294.357 257.444 125.235
mar-15 221.091 217.140 0 0 191.010 0 190.337 189.585 238.931 74.162
abr-15 341.813 330.903 0 0 295.496 0 296.142 289.476 224.944 138.665
may-15 163.974 150.378 0 0 145.350 0 131.263 125.111 101.267 162.510
-----
Totales: 2.729.981 2.527.067 1.263.380 1.114.706 2.261.967 980.474 3.223.514 3.161.853 3.286.682 138.665
Despachado
lunes, 25 de mayo de 2015
Prensa 8´´
3.242.441
Cortados
3.161.853
Por Despachar
Situacion e Inventarios Diarios de la Produccion en la Planta de Extrusora
Empacados
Prensa 7´´
3.641.773
Extruidos Despachado
138.665
Mes
Gerencia de Planificación y Control de la ProducciónSuperintendencia de Extrusión
PRODUCCION ACUMULADA
3.286.682
CORPORACI
Tabla N° 1. Situación e Inventarios de la Producción
Fuente: Elaboración Propia
José Angel Márquez Acevedo, 06/06/15,
NO SE VE BIEN DEBERIAS COLOCARLO NO COMO IMAGEN SINO COMO TABLA.

Grafico Histórico de los Kilogramos Extruidos por la Prensa
Cuadro N°6. Comportamiento Histórico de la Producción
Fuente: Elaboración Propia
José Angel Márquez Acevedo, 06/06/15,
PORQUE PONES CUADROS Y ARRIBA PONES TABLA?

Evaluar las condiciones operativas que lleva el proceso Productivo de
extrusión
Esta evaluación se llevó a cabo en cada estación de proceso de
extrusión, mediante la observación directa y la toma datos para la realización
de la evaluación detallada en cada estación, la cual inicio desde el comienzo
del proceso en el área de la prensa, observando así todo el proceso
realizado por la misma y llevando así el conteo de los parámetros
establecidos por cada uno de los equipos, avanzando así hasta cada una de
las estaciones como lo es el área de la sierra y la mesa de estrecher,
tomando de esta área los datos correspondientes al seguimiento del proceso
de los perfiles extruidos, seguido de esta estación se procede a llevar el
control de los parámetros establecidos por el sistema automatizado del horno
de envejecimiento, hasta culminar la evolución con la última estación que es
al área de empaque y despacho de la planta.
Evaluando así cada una de las condiciones operativas que lleva el proceso
de extrusión mediante una práctica diseñada para determinar las
condiciones operativas del mismo, tanto para la producción de perfiles
huecos o perfiles sólidos.
Todos los datos arrojados en la evaluación Fueron estudiados y
calculados mediante un trabajo de campo en la planta. Llevando así el
seguimiento del proceso productivo y obteniendo los resultados pertinentes
en conjunto a los parámetros establecidos que lleva el proceso de extrusión.
NOTA: EXPLICA LOS CUADROS QUE TIENES ABAJO NO TIENEN
EXPLICACIÓN Y NADIE SABE QUE APORTAN.
José Angel Márquez Acevedo, 06/06/15,
CUANTO DURO?
José Angel Márquez Acevedo, 06/06/15,
ANEXALA.

EVALUACION EN LAS ESTACIONES DEL PROCESO PRODUCTIVO DE EXTRUSION EN LA
PRENSA 7MATRIZ SOLIDA
Fecha
10-05-15
Elaborado por:
Onelis Narváez
1. Precalentamiento del cilindro 8. Máximo Avance de la Sierra
a) 400 a 420 °C c) 430 a 460 °C a) 20 m/mm c) 30 m /mm
b) 460 a 490 °C d) 500 a 520°C b) 25.5 m/mm d) 40 m/mm
2. Rango de temp. Para el horno de Matrices 9. Cuál es la variable que influye
a) 400 a 450 °C c) 420 a 460 °C en el corte de la Sierra
b) 420 a 480°C d) 460 a 480°C a) Avance del Disco
3. Velocidad de Extrusión de la Prensa b) Altura del Disco
a) 8 mm/s c) 15 mm/s 10. Tiempo del Tratamiento en
b) 10 mm/s d) 19 mm/s en el Horno de Envejecimiento
4. Rango de Temp. De salida de la Prensa a) 5 H c) 7 H
a) 460 a 550°C c) 500 a 580°C b) 6 H d) 8 H
b) 500 a 550 °C d) 520 a 580°C 11. Temperatura de tratamiento
6. Tiempo de Enfriamiento de Horno de Envejecimiento
a) 1 minuto c) 3 minutos a) 150 °C b) 160 °C
b) 2 minutos d) 4 minutos b) 170 °C c) 180 °C
7. Centímetros de Estrecher máximos para una
Mesa de 40 m
a) 8 cm c) 12 cm
b) 10 cm d) 14 cm

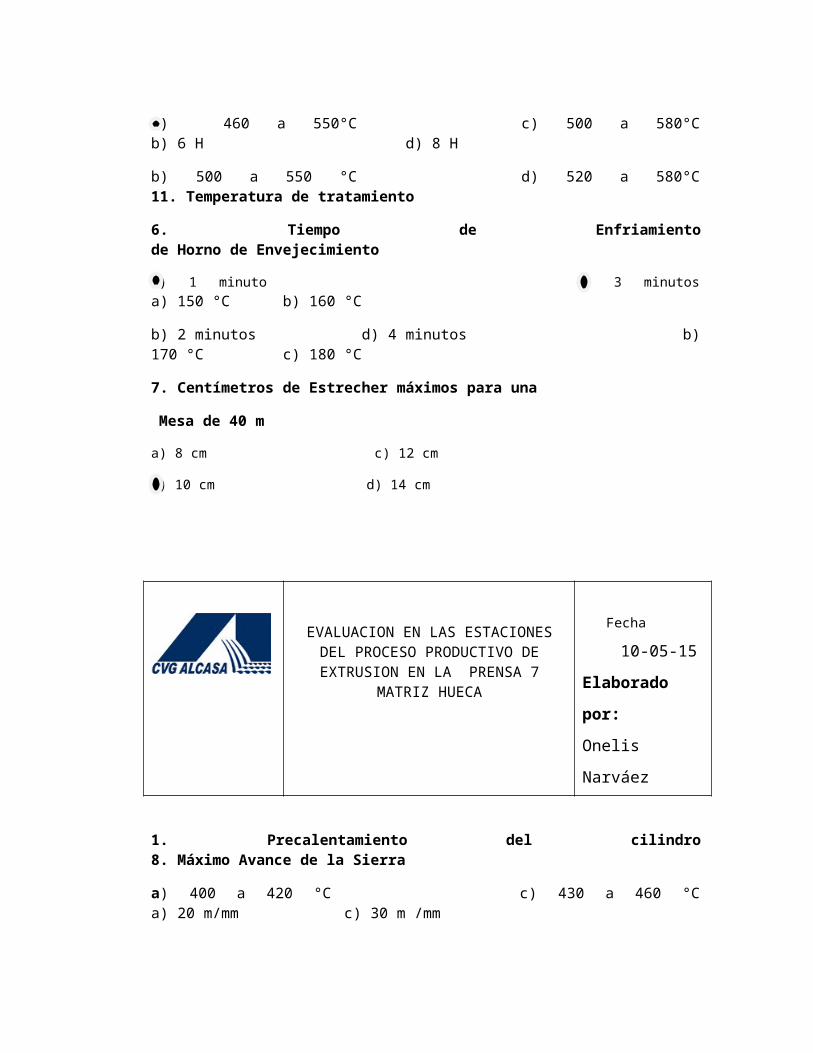
EVALUACION EN LAS ESTACIONES DEL PROCESO PRODUCTIVO DE EXTRUSION EN LA
PRENSA 7MATRIZ HUECA
Fecha
10-05-15
Elaborado por:
Onelis Narváez
1. Precalentamiento del cilindro 8. Máximo Avance de la Sierra
a) 400 a 420 °C c) 430 a 460 °C a) 20 m/mm c) 30 m /mm
b) 460 a 490 °C d) 500 a 520°C b) 25.5 m/mm d) 40 m/mm
2. Rango de temp. Para el horno de Matrices 9. Cuál es la variable que influye
a) 400 a 450 °C c) 420 a 460 °C en el corte de la Sierra
b) 420 a 480°C d) 460 a 480°C a) Avance del Disco
3. Velocidad de Extrusión de la Prensa b) Altura del Disco
a) 8 mm/s c) 15 mm/s 10. Tiempo del Tratamiento en
b) 10 mm/s d) 19 mm/s en el Horno de Envejecimiento
4. Rango de Temp. De salida de la Prensa a) 5 H c) 7 H
a) 460 a 550°C c) 500 a 580°C b) 6 H d) 8 H
b) 500 a 550 °C d) 520 a 580°C 11. Temperatura de tratamiento
6. Tiempo de Enfriamiento de Horno de Envejecimiento
a) 1 minuto c) 3 minutos a) 150 °C b) 160 °C
b) 2 minutos d) 4 minutos b) 170 °C c) 180 °C
7. Centímetros de Estrecher máximos para una
Mesa de 40 m
a) 8 cm c) 12 cm
b) 10 cm d) 14 cm
PARAMETROS DEL PROCESO DE EXTRSUSION
PARAMETROS PRENSA 7” PRENSA 8”
Diámetro del Lingote (mm) 178 mm 203 mm
Presión de Trabajo 315 Bar 315 Bar
Velocidad de Extrusión Max. 19 (mm/seg) 19(mm/seg)
Temp. Salida de Lingote 450 a 490 °C 450 a 490°C
Temp. Contenedor 425 a 460°C 425 a 460°C
Temp. Pre-Calentamiento de la Matriz
425 a 450°C 425 a 450°C
Tiempo de Precalentamiento de la Matriz
Matriz Hueca: 4 HrsMatriz Solida: 2 Hrs
Matriz Hueca: 4 Hrs.Matriz Solida: 2 Hrs.
Longitud del TochoMáxima: 1030 mmMínima: 350 mm
Máxima: 1150 mmMínima: 350 mm
Producción Promedio 2400 kg/Hrs 2900 Kg/Hrs.
Producción Anual 10.500 Ton/año 13000 Ton./año
Peso Promedio de los Perfiles
1.5 Kg/m 2.4 Kg/m

Elaboración de gráficas para determinar el comportamiento de la
producción real con lo programado
Una vez explicado en los objetivos anteriores como se ejecuta el proceso
productivo de la planta, se procedió a realizar este objetivo con la finalidad de
elaborar graficas pertinentes de cada estación del proceso que permitan
diagnosticar y determinar el comportamiento que lleva el proceso productivo
de la planta extrusora. Por lo que se realizó un trabajo de campo para tomar
los datos tanto históricos como estadísticos de las áreas, las cuales son
analizadas por el departamento de planificación y control de proceso,
seguido a esto se realizó la búsqueda de los valores programados o
estimados para cada prensa de extrusión y así hacer la comparación con los
valores reales arrojados por la producción actual.
Dado que los datos se toman por las estaciones que comprenden el
proceso se hizo el llenado de los datos en el programa para realizar las
gráficas de cada área y así determinar el comportamiento real de la
producción con lo programado o estimado por la empresa, a pesar de que la
planta se encuentra en proceso de adaptación, además de que la producción
de la misma se encuentra perjudicada por falta de insumos y repuestos para
los equipos del proceso de extrusión. Se estima que los valores alcanzados
de producción lleguen a cumplirse en la segunda etapa del proyecto el cual
permitirá poner en funcionamiento todas las prensas de extrusión y con esto
obtener la capacidad de producción programada.

TABLA CON LAS VARIABLES DE PRODUCCIÓN EXISTENTES EN EL
PROCESO
VARIABLES DE PRODUCCIÓN
Enero Febrero Marzo Abril Mayo Junio Julio Agosto Septiembre Octubre Noviembre Diciembre Total Promedio
Produc. Prensas Program. (Tn)
600,00 600,00 600,00 600,00 600,00 600,00 600,00 600,00 600,00 600,00 600,00 600,00 6.000,00 600,00
Produc. Prensas Real (Tn)
170,45 326,34 217,14 309,45 216,76 248,03
Desviación % 28,41 54,39 36,19 51,57 36,13 206,69 41,34
Produc. Sierras Program. (Tn)
525,00 525,00 525,00 525,00 525,00 525,00 525,00 525,00 525,00 525,00 525,00 525,00 5.250,00 525,00
Produc. Sierras Real (Tn)
156,63 292,85 191,01 277,42 211,07 225,80
Desviación % 29,83 55,78 36,38 52,84 40,20 215,04 43,01
Produc. Hornos Program. (Tn)
523,00 523,00 523,00 523,00 523,00 523,00 523,00 523,00 523,00 523,00 523,00 523,00 5.230,00 523,00
Produc. Hornos Real (Tn)
154,41 295,44 190,34 266,62 197,24 1.104,04 220,81
Desviación % 29,52 56,49 36,39 50,98 37,71 42,22
Produc. Empaque Program.(Tn)
500,00 500,00 500,00 500,00 500,00 500,00 500,00 500,00 500,00 500,00 500,00 500,00 5.000,00 500,00
Produc. Empaque Real (Tn)
156,49 294,36 189,59 236,59 193,37 1.070,38 214,08
Desviación % 31,30 58,87 37,92 47,32 38,67 42,82
AÑO 2015
Tabla N° 2. Variables de Producción
Fuente: Elaboración Propia
José Angel Márquez Acevedo, 06/06/15,
NO SE PERCIBE BIEN LA TABLA…

GRAFICA DE LA PRODUCCIÓN REAL VS LO PROGRAMADO
0.00
100.00
200.00
300.00
400.00
500.00
600.00
700.00600.00 600.00 600.00 600.00 600.00 600.00 600.00 600.00 600.00 600.00 600.00 600.00
170
326
217
309
217
GRAFICO DE PRODUCCIÓN REAL VS PROGRAM.
PROD. PRENSAS PROGRAM.PROD. PRENSAS REAL
MESES
PR
OD
UC
CIÓ
N (T
N)
Observaciones: En la gráfica se puede apreciar claramente que la Producción de
la Planta Extrusora neta producida aún no ha alcanzado los niveles de producción
programados. Los cuales se ven perjudicado por las fallas que se presentan en los
equipos y por la paralización de la prensa de 8”, sin embargo ha ido superando los
niveles en la producción con algunas desviaciones presentes las cuales son:
Enero: 28.41% Febrero: Marzo: 59.39% Abril: 36.19%
Calculando si el mes de mayo que va en cerrando en un porcentaje de 36.13%. En
conjunto a estos datos se realiza una gráfica al culminar el mes para justificar la
producción.


GRAFICA DE PRODUCCIÓN DE LA SIERRA DE CORTE.
CAPACIDAD PROGRAMADA VS LA REAL
Enero
Febre
ro
Mar
zoAbril
May
o
Junio
Julio
Agosto
Septie
mbre
Oct
ubre
Noviem
bre
Dicie
mbre
0.00
100.00
200.00
300.00
400.00
500.00
600.00525.00 525.00 525.00 525.00 525.00 525.00 525.00 525.00 525.00 525.00 525.00 525.00
156.63
292.85
191.01
277.42
211.07
GRAFICO DE PRODUCCION DE SIERRAS PROGRAM. VS REAL
PRODUC. PROGRAM. DE SIERRAS PRODUC. REAL DE SIERRAS
MESES
PR
OD
UC
CIO
N (
TN
)
Observaciones: En la Grafica se puede observar el comportamiento realizado por
la sierra de corte en el Proceso de Extrusión determinando así la producción de
perfiles cortados por mes.

GRAFICA DE PRODUCCIÓN DEL HORNO DE ENVEJECIMIENTO
PROGRAMADO VS LO REAL DE LA PRODUCCIÓN
Enero
Febre
ro
Mar
zoAbr
il
May
oJu
nio
Julio
Agost
o
Septie
mbr
e
Oct
ubre
Novie
mbr
e
Diciem
bre
0.00
100.00
200.00
300.00
400.00
500.00
600.00523,00 523,00 523.00 523.00 523.00 523.00 523.00 523.00 523.00 523.00 523.00 523.00
154.41
295.44
190.34
266.62
197.24
GRAFICO DE PRODUCCION DE HORNOS PROGRAM. VS REAL
PRODUCCION DE HORNOS PROGRAM. PRODUCCION DE HORNOS REAL
MESES
PR
OD
UC
CIÓ
N (
TN
)
Observaciones: Se observar el comportamiento de la producción en el área de
Horno de envejecimiento.

GRAFICA DE PRODUCCIÓN DEL ÁREA DE EMPAQUE PROGRAMADO VS LO
REAL DE LA PRODUCCIÓN
Enero
Febre
ro
Mar
zoAbril
May
o
Junio
Julio
Agosto
Septie
mbre
Oct
ubre
Noviem
bre
Dicie
mbre
0.00
100.00
200.00
300.00
400.00
500.00
600.00
500.00 500.00 500.00 500.00 500.00 500.00 500.00 500.00 500.00 500.00 500.00 500.00
156.49
294.36
189.59
236.59
193.37
GRAFICO DE PRODUCCION DE EMPAQUE PROGRAMADO VS REAL
PRODUC. PROGRAM. DE EMPAQUEPRODUC. REAL DE EMPAQUE
MESES
PR
OD
UC
CIO
N (
KG
)
Observaciones: Como se puede apreciar en la gráfica que el área de empaque
en los meses presentes presentaron desviaciones durante el proceso productivo.

GRAFICA DE LA PRODUCCIÓN EN TENDENCIA
Enero
Febre
ro
Mar
zoAbr
il
May
oJu
nio Julio
Agost
o
Septie
mbr
e
Oct
ubre
Noviem
bre
Diciem
bre
0
100
200
300
400
500
600
700600 600 600 600 600 600 600 600 600 600 600 600
170
236
217
309
228
242.5
257
271.5
286
300.5
315
329.5
Grafico de Producción Program. vs Proyectada
Prod. Prensa programada Prod. Prensa Proyectada
Mes
Pro
du
cció
n (
Tn
)
Observaciones: Después de haber realizado las gráficas pertinentes en todas
etapas de producción del proceso. Se realizó una gráfica de tendencia para
observar a donde esta orientada o se estima que estará la producción de la planta.
La grafica de tendencia realizada para la producción, se calculó mediante una
ecuación lineal y con las herramientas pertinentes para proyectar la misma. La
cual arrojo un factor de crecimiento por mes de 14.5% y se estima que la
proyección culmine en 329,5%.

3.3.1. Diagrama de flujo de la situación Propuesta
NO
Inicio
Almacén de la Materia
Traslado de la materia Prima al
Proceso
Proceso de Extrusión
Fin
Fabricación de los perfiles
Revisión de los Parámetros del Proceso
de Extrusión
Perfiles Extruidos a
Almacén

3.2. Propuesta Asignada a Desarrollar
Como tema asignado a desarrollar, se me otorgo Diagnostico al
comportamiento Productivo de la Planta extrusora instalada en C.V.G
Aluminios del Caroní (ALCASA).
3.4. Alcance
La pasantía, se realizó en la planta extrusora, la cual consistió en realizar
un diagnóstico al proceso productivo de la planta y como es su
comportamiento productivo.
3.5. Fines
Esta práctica profesional se realizó con la finalidad de hacer un
diagnóstico actual de cómo es el comportamiento del Proceso Productivo de
la Planta Extrusora, con el fin de conocer cómo medir el proceso y
determinar un diagnostico actualizado del mismo. Además de sugerir
recomendaciones pertinentes para el mejoramiento de dicho proceso.
3.6. Limitaciones
En la realización de la Pasantía y en las actividades se planteó la
recolección de los datos pertenecientes a comportamiento del proceso
productivo, utilizando prácticas operativas para cada estación. En la
realización de las mismas se encontraron algunas limitantes ya que en
algunas oportunidades el proceso se encontrada sin funcionar por fallas o
paradas de mantenimiento. Lo cual permitió que la toma de datos para la
evaluación del proceso se viera afectada.
José Angel Márquez Acevedo, 06/06/15,
TODOS ESTOS PARRAFOS NO ESTAN JUSTIFICADOS.
José Angel Márquez Acevedo, 06/06/15,
TIENES QUE TENER MAYOR IMAGINACIÓN DARLE AMPLITUD A ESTA IDEA SINO NO HAY CHANCE
José Angel Márquez Acevedo, 06/06/15,
EXPLICA MAS POR FAVOR ARGUMENTA DALE IMPORTANCIA. (ASI QUERIAS ENTREGAR?)
José Angel Márquez Acevedo, 06/06/15,
OTRA VEZ----

GLOSARIO DE TERMINOS
Aluminio: Es un elemento químico y un metal no ferromagnético. Es el tercer
elemento más común encontrado en la corteza terrestre.
Anonizado: Es un proceso electrolítico por medio del cual la película
protectora natural del óxido se presenta en la superficie del aluminio y se
hace mayor espesor de reducción.
Backer: Pieza metálica hueca con abertura mayor al diámetro de desalojo
que tiene el troquel para permite el paso libre de los perfiles.
Bolster: Es un Bloque cilíndrico concéntrico de mayor diámetro y largo que
el troquel y el Backer.
Capacidad de Producción: Es el nivel de actividad máxima que pueda
alcanzarse con una estructura productiva dad. El estudio de la capacidad es
fundamental para la gestión empresarial en cuanto permite conocer y
analizar el grado de uso de cada uno de ellos en la organización y así tener
oportunidad de optimizarlos.
Cilindro: Cuerpo solido limitado por una superficie cilíndrica cerrada y dos
planos que forman sus bases.
Extrusión: Proceso tecnológico que consiste en dar forma o moldear una
masa haciéndola salir por una abertura especialmente dispuesta para
conseguir perfiles de diseño complicado.
Embalaje: Es una envoltura que contiene productos de manera temporal
principalmente para agrupar unidades de un producto pensado en su
manipulación, transporte y almacenaje.

Fundición: Es el proceso de fabricaciones de piezas, comúnmente metálicas
pero también de otros materiales, consiste en fundir un material e introducirlo
a una cavidad llamada molde donde se solidifica.
Indicadores: Elemento que se utiliza para indicar o señalar algo. Un
indicador puede ser tanto concreto como abstracto, una señal, un
presentimiento, una sensación o un objeto u elemento de la vida real.
Matrices: Es la pieza que está en contacto con el conteiner a través de la
cual se extruye el aluminio y da la forma a la sección del perfil.
Materia Prima: Elemento necesario y principal para la elaboración de un
producto. En el caso de los perfiles la materia prima seria el aluminio.
Perfiles: Son piezas de aluminio estructurales con medidas requeridas por el
cliente, utilizadas mayormente de manera ornamental y decorativa. Tiene
múltiples usos según su tamaño, modelo o dimensiones.
Precalentamiento: Tratamiento térmico que consiste alcanzar un nivel
determinado de temperatura uniforme para obtener la condición de
plasticidad (maleabilidad) adecuada de la materia, requerida para realizar el
proceso de extrusión.
Proceso: Es una secuencia de pasos o etapas que comprenden la
transformación del insumo en bien o servicio
Proceso de Extrusión: Es un proceso en el que un tocho es precalentado y
forzado a fluir a través del orifico de una matriz (troquel), mediante la
aplicación de elevadas presiones. La matriz puede tener formas simples o
intricadas, La sección transversal del perfil puede ser solida o hueca. Con el
empleo adecuado y diseño de materias se puede lograr un producto de
forma complicada en un solo paso de deformación.

Proceso productivo: Es el conjunto de operaciones planificadas de
transformación de unos determinados factores o insumos en bienes o
servicios mediante la aplicación de un procedimiento tecnológico.
Producción: Proceso de cualquier tipo de actividad destinado a la
fabricación, elaboración u obtención de bienes y servicios.
Productividad: Es la relación entre la cantidad de producto obtenida por un
sistema productivo y los recursos utilizados para obtener una producción.
Tocho: Es un corte del cilindro de acuerdo a especificaciones del cliente.

RECOMENDACIONES
En función a los Resultados obtenidos se recomienda las siguientes
acciones:
Precisar de acuerdo a los estudios que se realizaron la capacidad de
la producción de la Planta Extrusora y procurar elevar los niveles de la
producción en pro a esta.
Realizar trabajos de campo investigativo sobre la evaluación
constante sobre el comportamiento del proceso.
Priorizar la integración de un almacén con un stock de repuestos para
contar con insumos a la hora de realizar paradas por mantenimiento a
los equipos.
Establecer medidas de precaución a los operadores sobre los
parámetros correspondientes al proceso, con la finalidad de
resguardar el buen funcionamiento de los equipos.
Realizar constantemente graficas correspondientes para evaluar los
niveles de producción y así llevar el comportamiento productivo de la
planta.
Mantener al Personal operativo con los conocimientos sobre los
equipos y funcionamiento de los mismos.
Establecer las mejoras establecidas para garantizar la operatividad del
proceso productivo y se cumpla con la capacidad de producción
programada.
José Angel Márquez Acevedo, 06/06/15,
FINALIDAD.
José Angel Márquez Acevedo, 06/06/15,
PARA QUE?, COLOCA FINALIDAD.
José Angel Márquez Acevedo, 06/06/15,
POR QUE LAS RECOMENDACIONES ESTAN PRIMERO QUE LAS CONCLUSIONES.

CONCLUSIONES
Durante la realización de las pasantías, se llevó a cabo el cumplimiento
de cada uno de los objetivos propuestos de acuerdo a los resultados
obtenidos se puede desglosar las siguientes conclusiones:
Se evaluó el proceso productivo de cada una de las áreas que
conforman la planta extrusora, en con junto a esto, se evaluó los
desplazamientos y conocimientos que realiza el operador de cada
estación en el proceso.
Se tiene una tendencia marcada para alcanzar el nivel de producción
de acuerdo a los procesos de formación personal de la planta y por el
departamento de Planificación y Control de Procesos.
La capacidad de producción de la planta depende del comportamiento
individual de utilización de las matrices y de la materia prima (Cilindros
de Aluminio), generando mayor y menor producción de la planta.
Los parámetros establecidos para la producción dependen de las
características de la matriz utilizada para el proceso, la temperatura
del tocho y la capacidad de la mesa de estrecher para los perfiles.
Actualmente la producción de la planta cuenta con una sola prensa de
extrusión de 7 pulgadas, ya que la prensa de 8 pulgadas se encuentra
paralizada por falta de repuestos e insumos, lo cual influye en la
producción y no permite alcanzar a la capacidad programa.
Los trabajadores en la actualidad cumplen con los conocimientos para
el dominio de los equipos en cada etapa del proceso productivo
La Planta extrusora se encuentra en espera de una segunda etapa la
cual permitirá la reactivación de la prensa de 8 pulgadas. Se estima
que aumentara los niveles de producción programados y a su vez
poner en funcionamiento la Planta de pintura para los perfiles.

BIBLIOGRAFIA
Moncada. D. (2009). Informe de Pasantías Regular. I.U.P.S.M- Extensión.
3era edición Puerto Ordaz, Venezuela
Arias, Fidias (2006) El Proyecto de Investigación. Introducción a la
Metodología científica. (5ª. Ed.) Caracas: Editorial Episteme.
Generalidades de C.V.G ALCASA C.A Documento en línea, INTRANET
Manual Proyecto Planta Extrusora 40.000 Tm/Año, C.V.G ALCASA


















