Industral Training Report - Kansanshi Mine 2013
18
LIST OF FIGURES Figure page Figure 1: Warman SP Sump Pump ……………………………………………………………………………….........4 Figure 2: Exploded views of Warman Sump Pumps …………………………………………………………...5 Figure 3: Pump curve for a Warman sump pump 100RV SPR…………………………………………….12 Figure 4: Larox Pressure Filter Machine ……………………………………………………………………………13 Figure 5: Layout of the larox machine ……………………………………….........................................14 Figure 6: Warman Pipe Friction Chart ……………………………………………….............................. 16 Figure 7: Approximate resistance of valves and fittings frequently used on slurry pipelines...............................................................................................................................17 Figure 8: Head & Efficiency de-rate charts ………………………………………………………………………18
-
Upload
mubanga-chilufya -
Category
Documents
-
view
358 -
download
0
Transcript of Industral Training Report - Kansanshi Mine 2013

LIST OF FIGURES
Figure page
Figure 1: Warman SP Sump Pump ……………………………………………………………………………….........4
Figure 2: Exploded views of Warman Sump Pumps …………………………………………………………...5
Figure 3: Pump curve for a Warman sump pump 100RV SPR…………………………………………….12
Figure 4: Larox Pressure Filter Machine ……………………………………………………………………………13
Figure 5: Layout of the larox machine ……………………………………….........................................14
Figure 6: Warman Pipe Friction Chart ………………………………………………..............................16
Figure 7: Approximate resistance of valves and fittings frequently used on slurry pipelines...............................................................................................................................17
Figure 8: Head & Efficiency de-rate charts ………………………………………………………………………18

2
CONTENTS
1. ACKNOWLEDGEMENT …………………………………………………………………………………………………………………3
2. SUMMARY……………………………………………………………………………………………………………………………………3
3. INTRODUCTION……………………………………………………………………………………………………………………………3
4. COMPANY PROFILE……………………………………………………………………………………………………………………...4
5. MACHINERY…………………………………………………………………………………………………………………………………4
5.1 Sump Pumps………………………………………………………………………………………………………………………..........4
6. MAIN ACTIVITIES………………………………………………………………………………………………………………………….6
6.1. Plant Sump Optimization.............................................................................................……………….………..6
6.1.1 Review of the pumping system………………………………………………………………………………………………………...6
6.1.2 Analysis of the pumping system…………………………………………………………………………………………………….….7
6.1.3 Data collected………………………………………………………………………………………………………….....................…….9
6.2. Miscellaneous activities ……………….........................................................................……………………….…….12
6.2.1 Larox Machine…………………………………………………………………...................………………………………………….12
7. CONCLUSION………………………………………………………………………………………………………………………………15
8. RECOMMENDATIONS………………………………………………………………………..……………………………………….15
9. APPENDIX……………………………………………………………………………………………………………………………………15

3
1. ACKNOWLEDGEMENT
I would like to thank First Quantum Minerals and Kansanshi Mine, especially the Training
department, for the opportunity I was given to work at Kansanshi Mine. I thank the entire
Engineering Department, Mr. Joseph Kasaji the superintendent, Mr. Ahmed Boba Moctar
my Supervisor, Kushang Desai (Mechanical Engineer), Wasa Kampamba (Reliability
Engineer), Robert du Plessis (Project Engineer) and Privy Cheelo (Reliability Engineer), as
well as other students working on attachments there for the guidance they gave me in
trying to help me familiarize with the duties there.
I thank my family and friends, for being there to grant me the support, encouragement and
also for believing in me.
2. SUMMARY
This is a six weeks report of my Industrial training at Kansanshi Mine for the partial
fulfillment of the requirements for the award of The Bachelor of Engineering degree at The
University of Zambia.
The report outlines the activities carried out while working at t Kansanshi Mine, the details
of these activities, tools and equipment used, precautions taken and the experience
obtained.
During the course of the training, I was assigned to work in the department of Engineering
under the supervision of Engineer Ahmed Boba Moctar. I was assigned to work on a project,
entitled Plant Sump Pump Optimization. The project was brought about because of frequent
failures on the sump pumps in the plant which are driving a huge cost concern and
downtime on these equipment. The project in particular involved familiarization with site
equipment in general and specifically the sump pumps, assessment and review of the
current operating points of each pump, and recommending suitable solution for better
pumps efficiency and reliability.
3. INTRODUCTION
This report covers the general overview of the industrial training experience obtained during
the work period at Kansanshi Mine in Solwezi. The work involved a project to optimize sump
pumps in the plant.

4
4. COMPANY PROFILE
Kansanshi Mine is the largest copper mine in Africa, the company is 80% owned by
Kansanshi Mining PLC, a First Quantum subsidiary. The other 20% is owned by a
subsidiary of ZCCM. The mine is located 10 kilometres north of the town of Solwezi and
180 kilometres North West of the Copperbelt town of Chingola. The company produces
copper ore, copper cathodes, sulphuric acid, copper concentrates and gold.
5. MACHINERY
5.1 Sump Pumps
Plant sump pumps are vertical shaft centrifugal pumps. These pumps are of heavy-duty
construction, designed for submerged mounting in pits or sumps. They are particularly
suited to continuous pumping of highly abrasive and corrosive slurries in the Mining,
Chemical, and General Process Industries.
Figure 1: Warman SP Sump Pump

5
Figure 2: Exploded views of Warman Sump Pumps

6
6. MAIN ACTIVITIES
6.1 Plant Sump Pumps Optimization
During the whole course of attachment, work involved a project which in particular
involved; familiarization with site equipment in general and specifically the sump pumps;
assessment and review of the current operating points of each pump; and recommending
suitable solution for better pumps efficiency and reliability. This project is still on going.
6.1.1. Review of the pumping system
To review the pumping system, the following was carried out
• Gathering data to define the pumping system configuration
• Gathering pump and drive motor nameplate information and determine the pump drive,
operating speed of when the pump operates.
• Identification the fluid being pumped, viscosity, solids concentration and particle size,
density or specific gravity and other inputs needed for the spreadsheet pump system.
• Note or determine the design system maximum and variation in flow rate and system
head.
• Obtain flow rate versus system head characteristic curves from the pump manufacturers
to assess the pumping system design and operating points.
• determine the design system maximum and variation in flow rate and system head.
• Look for designs that are associated with inefficient pump operation, including:
pumps that may be oversized in that they operate in a highly throttled condition or with
large by pass flow rates
pumping systems that operate with large flow rate or pressure variations
Low flow rate, high-pressure end use applications.
A change in the pumping system configuration from initial design conditions that may
change the original system resistance curve.
• Note maintenance conditions that are associated with inefficient pump operation,
including:
pumps with high maintenance requirements
noisy pumps due to cavitation or internal recirculation

7
wear on pump impellers and casings that increase clearances between fixed and moving
parts
• Find out the costs of energy and estimate the cost of running the pump
6.1.2. Analysis of the pumping system
The approach to analyze the current systems is to use spreadsheets, manual calculations
and graphically by hand. Design Software may be used.
Assumptions:
Negligible losses from valves and conical enlargements.
The slurry density in the sump remains fairly constant
The net positive suction head NPSH is zero.
For a fixed-piping network, there will be a specific relationship between the flow through
the network and the head or pressure required to produce the flow, regardless of the pump
used. Plotting the system head requirement against system flow generates a system curve
that defines how the pump will interact with the system.
If the system curve is plotted on the same axes as the pump curve, the point where the
system curve and the pump curve intersect will be the resulting system operating point. One
of the primary goals of a pumping-system design is to select a pump so that the system
curve and the pump curve intersect at or very near the peak-efficiency point of the pump.
Pipe System Calculations
The total dynamic head on the pump is calculated as;
Total dynamic = static head + velocity head + head loss
The static head is calculated as the difference between the discharge static head and the
suction static head. For the sump pumps, the suction static head is assumed zero as
pumping is maintained even when the top inlet is not submerged, thus enabling the level of
liquid to be lowered right down to the bottom inlet or the bottom of any suction extension
pipe.
The velocity is determined by dividing the flow by the cross section area of the pipe. Upon
which the velocity head and head loss can be calculated.
The velocity head is calculated as follows;

8
The head loss includes losses due to friction in a straight pipe. Friction loss varies with;
diameter, length, material (roughness), and flow rate (velocity). The friction loss will be
calculated using a method called “Equivalent pipe Length” method.
Total Equivalent Length, Le = straight pipe length (L) + equivalent length of all pipe fittings.
The fitting is treated as a length of straight pipe giving equivalent resistance to flow, see
Appendix C. The values of equivalent length of fittings whose diameters are not shown on
the table are interpolated.
The total equivalent length, Le, is used to calculate the head loss using the Darcy Weisbach
Equation;
Where, f = friction factor, D = internal diameter of the pipe, g = 9.8m/s2.
The friction factor, f is obtained from the friction chart, see Appendix B.
The head obtained is the head of slurry. However the pump curves are for water. Thus the
calculated head is corrected using the de-rating chart, Appendix D. The chart gives the head
ratio, HR, and efficiency ratio, ER. The corrected head can then be used on the pump curve.
HR = Head on slurry/Head on water.
The obtained head is adjusted to absorb any measurement errors, usually a 20% error is
allowed, thereby multiplying the head on water by 1.2.
The above procedure is repeated for different flow rates to obtain corresponding pump
head. The plot of head in meters against flow rate in liter/sec gives the system curve. The
system curve is plotted on the pump curve and where the pump curve meet the system
curve is the operating point of the pump.
The pump curve is determined by calculating the speed of the pump using the pulley ratio of
the drive, i.e. motor pulley diameter and pump pulley diameter, and the speed of the motor
which is indicated on the motor.
Where D1 = pitch diameter of motor pulley
D2 = pitch diameter of pump pulley

9
The efficiency is obtained from the pump curve corresponding to the operating point. The
power consumed at the pump shaft is then calculated as follows;
Where; P = power (kW)
Q = flow rate (l/s)
Hw= total equivalent head on water (m)
Sm= specific gravity of slurry
Ew= efficiency of water (%)
6.1.3. Data Collected
Table 1: Motor and Pulley Information Gathered
UNIT NAME/INFO MOTOR PULLEY SIZES
No. Pump Name
Type Description Speed (rpm)
kW Motor (mm)
Pump (mm)
1 PP3337 100RV - SPR
OSA Sample Return Pump 1 1455 11 190 375
2 PP3338 100RV - SPR
OSA Sample Return Pump 2 1455 11 190 375
3 PP3111
150SP
Rougher Tails Spillage Pump
1475
55
315
560
4 PP3515B
65QV- SPR1800
Sulphide Rough Area Sump Pump 1455 11 224 315
5 PP3565
100RV - SPR1200
Sulphide Bank 2 OSA Sample Pump 4 1455 22 140 180
6 PP3516
65QV-SPR
Sulphide Cleaner Area
1455
11
150
170
7 PP5028
100RV SPR
1475
37
300
37
8 PP3561
65QV SPR 180
CPS 2 Scavenger 3 Sump Pump
1455
11
160
200
9 PP3538 65QV SPR
Sulphide Scavenger Area Sump Pump 1460 15 90 15.173

10
10 PP3542 65QV SPR1800
Sulphide Rougher Area Sump Pump 1455 11 160 200
11 PP4029 100 SPR
Concentrate Thickener 2 Sump Pump 1475 75 280 375
12 PP4018
100RV SPR
Concentrate Thickener Area Sump Pump
1480
75
290
360
13 PP4011 65Qv SPR1800
Concentrate Filter Area Sump Pump 1455 15 140 170
14 PP3508 100RV - SPR 1475 45 270 360
15 PP3562 65QV SPR1800
Sulphide Bank 2 Scavenger Sump Pump 1455 11 200 220
16
PP9091
65QV SPR1800
Reagent Area Sump Pump
1460
15
150
170
17 PP9092
65 QV SPR
Lime Area Sump Pump
1465
15
150
230
18 PP3520
65QV SPR
Sample Return Pump
1455
11
180
200
Table 2: Pipe system installation Information
UNIT NAME/INFO PIPELINE FITTINGS
No. Pump Name
Type Description Pipe Lines
Nominal Diameter (mm)
Length (m)
90° long
90° short
45° bend
Static Head (m)
1 PP3337 100RV - SPR
OSA Sample Return Pump 1 110 21.26 0 2 2 8.12
2 PP3338 100RV - SPR
OSA Sample Return Pump 2 90 22.32 1 3 2 5.25
3 PP3111
150SP
Rougher Tails Spillage Pump
Pipe 1 160 34.79 0 4 1 5.24
Pipe 2 180 16.62 0 1 2 8.12
4 PP3515B 65QV- SPR1800
Sulphide Rough Area Sump Pump 110 11.17 1 1 1 8.12
5 PP3565
100RV - SPR1200
Sulphide Bank 2 OSA Sample Pump 4 160 19.65 0 2 2 9.00
6 PP3516
65QV-SPR
Sulphide Cleaner Area
Pipe 1 90 14.43 1 0 3 2.51
Pipe 2 90 4.49 1 2 2 3.16
7 PP5028
100RV SPR
Pipe 1 160 106.60 8 2 8 10.51
Pipe 2 160 16.88 1 2 2 9.62
8 PP3561 65QV SPR 180 CPS 2 Scavenger 3 Sump Pump
Pipe 1 90 26.71 2 1 1 14.22
Pipe 2 90 8.00 1 0 1 1.80
9 PP3538 65QV SPR
Sulphide Scavenger Area Sump Pump 90 15.17 2 0 2 1.80
10 PP3542 65QV SPR1800 Sulphide Rougher Area 110 36.89 2 1 1 0.00

11
Sump Pump
11 PP4029 100 SPR
Concentrate Thickener 2 Sump Pump 160 21.82 2 2 2 13.70
12 PP4018
100RV SPR
Concentrate Thickener Area Sump Pump
Pipe 1 160 28.96 0 4 2 13.70
Pipe 2 160 42.74 0 5 3 13.70
13 PP4011 65Qv SPR1800
Concentrate Filter Area Sump Pump 90 34.36 1 2 2 0.00
14 PP3508 100RV - SPR 160 33.35 0 1 4 7.80
15 PP3562 65QV SPR1800
Sulphide Bank 2 Scavenger Sump Pump 90 14.00 1 0 1 9.00
16
PP9091
65QV SPR1800
Reagent Area Sump Pump
Pipe 1 90 9.73 1 3 0 4.81
Pipe 2 90 15.54 0 2 0 3.00
17 PP9092
65 QV SPR
Lime Area Sump Pump
Pipe 1 110 6.10 0 1 1 3.71
Pipe 2 110 21.92 1 4 1 4.55
18 PP3520
65QV SPR
Sample Return Pump
Pipe 1 110 17.24 3 1 0 7.08
Pipe 2a 110 10.46 0 2 1 3.00
Pipe2b 110 18.95 0 2 2 3.20
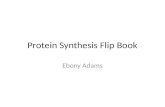
The graph bellow shows a typical pump curve with indicated operating point and proposed
operating point. Note that the pump is operating on the far left of the best efficiency line as
shown on the pump curve with discharge internal pipe diameter of 101.2 mm. The flow rate
at this point is 27 l/s at head of 14 m with efficiency of 56.5%. The proposed operating point
indicated as new operating point with pipe diameter changed to 147.1mm; the flow rate is
now 48 l/s at head of 12m with pump efficiency of 61.85%. The flow rate has been increased
by 74% while the head is reduced by 14% with an increase in efficiency by 5.35%. This
implies that the pump will be operating very close to the best efficiency, 62.2%, and
delivering more liquid compared the current point. This favor reduces the rate of wear and
down time on this equipment.
It should be noted that various factors determine where the pump should be operated on
the pump curve. Some of the factors are the size of the sump, the frequent number of times
the sump gets filled with liquid, the desired time by the processing plant to empty the sump,
and the head to pump the liquid. Thus these constraints both limit and guide the system
designer to size the pump and pipe sizes to optimize pump performance.

12
Figure 3: Pump curve for a warman sump pump 100RV SPR
6.2 Miscellaneous Activities
Despite the main focus being the plant sump pump optimization project, other activities
involved introduction to plant equipment such as Larox Machine, steam pipe systems,
Warman slurry pumps, haul trucks, pit orientation etc.
6.2.1 Larox Machine.
This is the Automatic Pressure Filter which is a further development of the chamber filter
press principle and its main operating stages include filtering, diaphragm pressing, cake-
washing and compressed air drying.

13
Figure 4: Larox Pressure Filter Machine
Construction and operation
The filtration elements (i.e. plates) of the PF Filter are placed horizontally between two
pressure plates. During filtration the plate pack is pressed together, and the pack is opened
for cake discharge.
The plate pack is opened and closed by means of hydraulic cylinders. The endless filter cloth
zigzags between the filter plates, which results in the filtered cake being formed on either
side of the cloth. The filter cloth is thus automatically back flushed and any particles
adhering to it or lodged in the filter cloth from the previous filtration cycle are washed out
when filtering on the reverse sideof the cloth.
The cloth transports the cakes off the filter and, at the same time, the cloth is cleaned on
both sides by high pressure water sprays. The cloth moving device is driven by the hydraulic
motor which actuates the cloth drive roller. When the filter plates are opening and closing,

14
the tension of the filter cloth is maintained at aconstant level by a simple cloth tensioning
device. The cloth tensioning device does not operate when the plate pack is closed.
Slurry is fed into sealed filter chambers through the distribution piping. Wash water and
drying air are fed in through the same pipe. The feed pipe is emptied through a drain valve
on completion of the feed pumping cycle.
The operation unit containing the programmable logics and indicator lamps controls the
operation of the filter automatically.
The automatically controlled actuators for the pinch valves are hydraulic operated and for
the ball valves pneumatic.
Figure 5: Layout of the larox machine
R Right side of the Filter
L Left side of the Filter
Rear Rear side of the Filter
HC51 Hydraulic cylinder no.1

15
HC52 Hydraulic cylinder no.2
HC53 Hydraulic cylinder no.3
HC54 Hydraulic cylinder no.4
1 Filter plate, lowest (plate no. 1)*
2 Filter plate, right (plate no. 2)
3 Filter plate, left (plate no.3)
4 Filter plate, top (plate no.9)
*filter plates are numbered from bottom to top
7. CONCLUSION
Working at Kansanshi Mine was a worthwhile experience in that knowledge and skill were
gained especially in fluid mechanics.
The projects undertaken required application of a lot of concepts learnt in class and thus
gave more insight to design and application of engineering concepts in the industry, the
mine. The machinery and new technologies encountered were of greatly appreciated as the
principles learnt in class, Thermodynamics, Dynamics, Material Science and Fluid Mechanics,
were seen applied in reality.
8. RECOMMENDATIONS
1. Level or float switches maintenance should be emphasize and carried out regularly to ensure
that sump pumps operate within the “Performance Specifications.
2. Sump screen should be checked regularly to ensure that they are in good condition, not
allowing large particles to enter the sump.
3. Pumps should run in automatically to ensure that the required level of fluid in the sump
does not result into cavitation.
4. The sump should be regularly cleaned of sediment material and dirty to prevent clogging of
the pump or pipe.
9. APPENDIX
APPENDIX A
REFERENCES
Grzina, A. Roudnev, K.E. Burgess. 2002, “Weir Slurry Pumping Manual” First Edition.
H. Rosen “Keynote address: Variability of Pump System Performance” The 7th
International Heavy Minerals Conference ‘What next’, The Southern African Institute
of Mining and Metallurgy, 2009.

16
Alfa Laval Pump Handbook, 2002, Second Edition.
Warman Pumps, Assembly, Operating and Maintenance Instructions.
Larox Installation operation and Maintenance Manual
APPENDIX B
Figure 6: Warman Pipe Friction Chart

17
APPENDIX C
Figure 7: Approximate resistance of valves and fittings frequently used on slurry pipelines

18
APPENDIX D
Figure 8: Head & Efficiency de-rate charts