
Indigenous production of nickel and cobalt
16
Indigenous production of nickel and cobalt * S. K. S. Pashine and *K., S. Narasimhan INTRODUCTION Production of nickel and cobalt in the country has been engaging the attention of the Government of India for more than two decades now. Indigenous production is needed to meet the domestic demand of nickel, cobalt and their compounds worth Rs. 400 million presently being imported 1 as detailed in Table-1. These imports account for nearly 8,000 tonnes of con- tained nickel most of which is used in stainless steel making. Till recently major requirement has been for unwrought nickel compared to class (II) products like oxide sinters and ferro Table-1 : Import statistics of nickel, cobalt and other compounds( 1 ' Item Quantity Tonnes Value in million Rs. Nickel ore and concentrates 28 1.49 Nickel matte 250 10.25 Ferro nickel 1869 24.51 Unwrought nickel 2871 142.00 Monel metal 6.7 0.66 Cupro-nickel 94 5.42 Nickel alloys (40%) 183 9.21 German silver 8.6 0.50 Nickel alloys (10-40%) 3252 162.79 Waste nickel scrap and alloys 2056 23.49 Cobalt and alloys 102 44.99 Naste scrap cobalt 5.1 1.99 Cobalt oxide 2.9 1.04 Cobalt hydroxide 0.05 0.02 nickel. The international prices being on the basis of contained nickel2 , the relative domestic demand for pure nickel ( class I and class II ) products fluctuates depending on prevalent duty levies. At present more of ferro nickel and nickel oxide sinters are being consumed compared to the situation a few years ago. However, from the point of view of economics of making nickel bearing alloy steels, while the class (I!) products would be cheaper, from the technical point of view, with the advent of carbon bearing charge chrome usage, it is advisable to use carbon free oxide sinters. Primary sources for nickel (and cobalt) are either sulphide ores in which these metals occur as sulphides or laterite ore bodies in which these occur as oxides. 75% of the total world nickel is derived from sulphides and the balance originate from laterites. The former is not rele- vant to India which has only nickel and cobalt bearing laterites as potential source. Status . As of now there are at least 21 operating plants in the world extracting nickel and cobalt based on their oxide ores, with an estimated installed capacity of 0.4 million tonnes of nickel equivalent. Some details of these plants are indicated in Table-2. Four of them use hydro- metallurgical route accounting for 18% of the capacity whereas the rest adopt pyrometallurgy. Two plants based on hydrometallurgy and three on pyrometallurgy have recently been closed down. Two plants based on hydrometallurgy to produce 60,000 tonnes nickel equivalent per year are coming up in Cuba3 . In addition a plant to produce 8,500 tonnes is being set up in the United States, which will simultaneously * Mineral Development Board, Deptt. of Steel, New Delhi
Transcript of Indigenous production of nickel and cobalt
Indigenous production of nickel and cobalt
* S. K. S. Pashine and *K., S. Narasimhan
INTRODUCTION
Production of nickel and cobalt in the
country has been engaging the attention of the
Government of India for more than two decades
now. Indigenous production is needed to meet
the domestic demand of nickel, cobalt and their
compounds worth Rs. 400 million presently
being imported 1 as detailed in Table-1. These
imports account for nearly 8,000 tonnes of con-
tained nickel most of which is used in stainless
steel making. Till recently major requirement
has been for unwrought nickel compared to
class (II) products like oxide sinters and ferro
Table-1 : Import statistics of nickel,
cobalt and other compounds( 1 '
Item Quantity Tonnes
Value in million Rs.
Nickel ore and
concentrates
28 1.49
Nickel matte 250 10.25
Ferro nickel 1869 24.51
Unwrought nickel 2871 142.00
Monel metal 6.7 0.66
Cupro-nickel 94 5.42
Nickel alloys (40%) 183 9.21
German silver 8.6 0.50
Nickel alloys (10-40%) 3252 162.79
Waste nickel scrap
and alloys
2056 23.49
Cobalt and alloys 102 44.99
Naste scrap cobalt 5.1 1.99
Cobalt oxide 2.9 1.04
Cobalt hydroxide 0.05 0.02
nickel. The international prices being on the basis of contained nickel2 , the relative domestic
demand for pure nickel ( class I and class II )
products fluctuates depending on prevalent duty
levies. At present more of ferro nickel and nickel
oxide sinters are being consumed compared to
the situation a few years ago. However, from the
point of view of economics of making nickel
bearing alloy steels, while the class (I!) products
would be cheaper, from the technical point of
view, with the advent of carbon bearing charge
chrome usage, it is advisable to use carbon free
oxide sinters.
Primary sources for nickel (and cobalt)
are either sulphide ores in which these metals
occur as sulphides or laterite ore bodies in which
these occur as oxides. 75% of the total world
nickel is derived from sulphides and the balance
originate from laterites. The former is not rele-
vant to India which has only nickel and cobalt
bearing laterites as potential source.
Status .
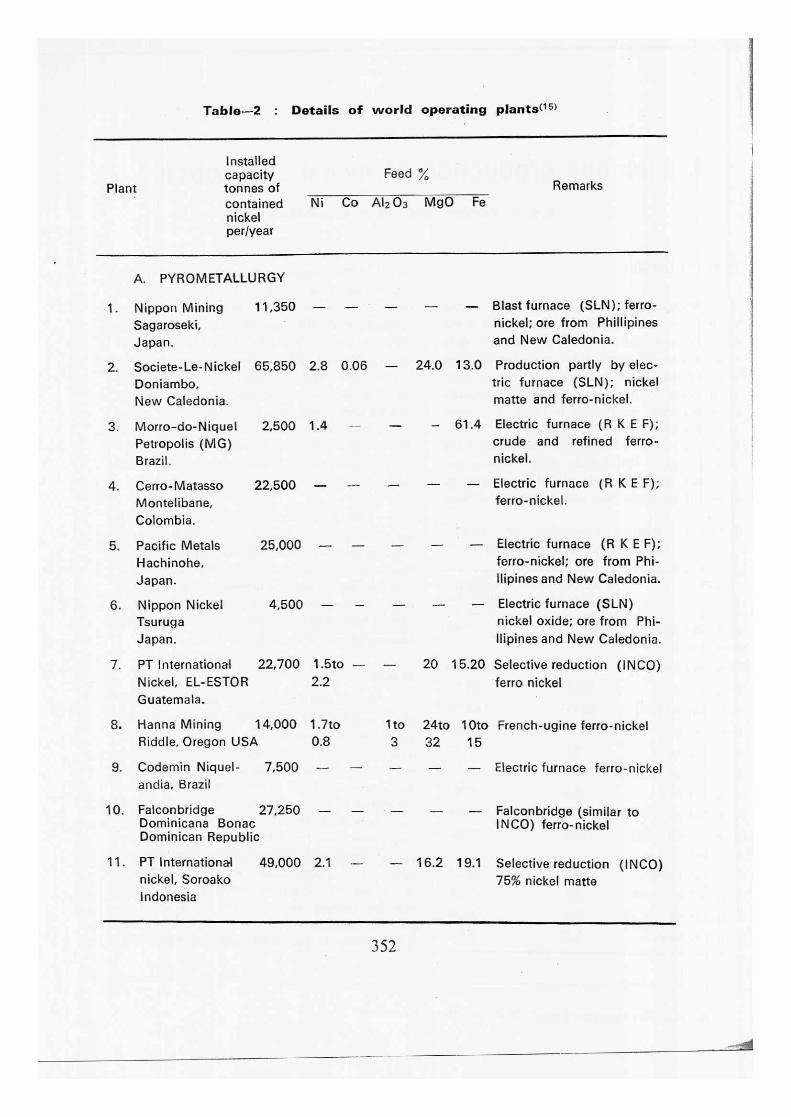
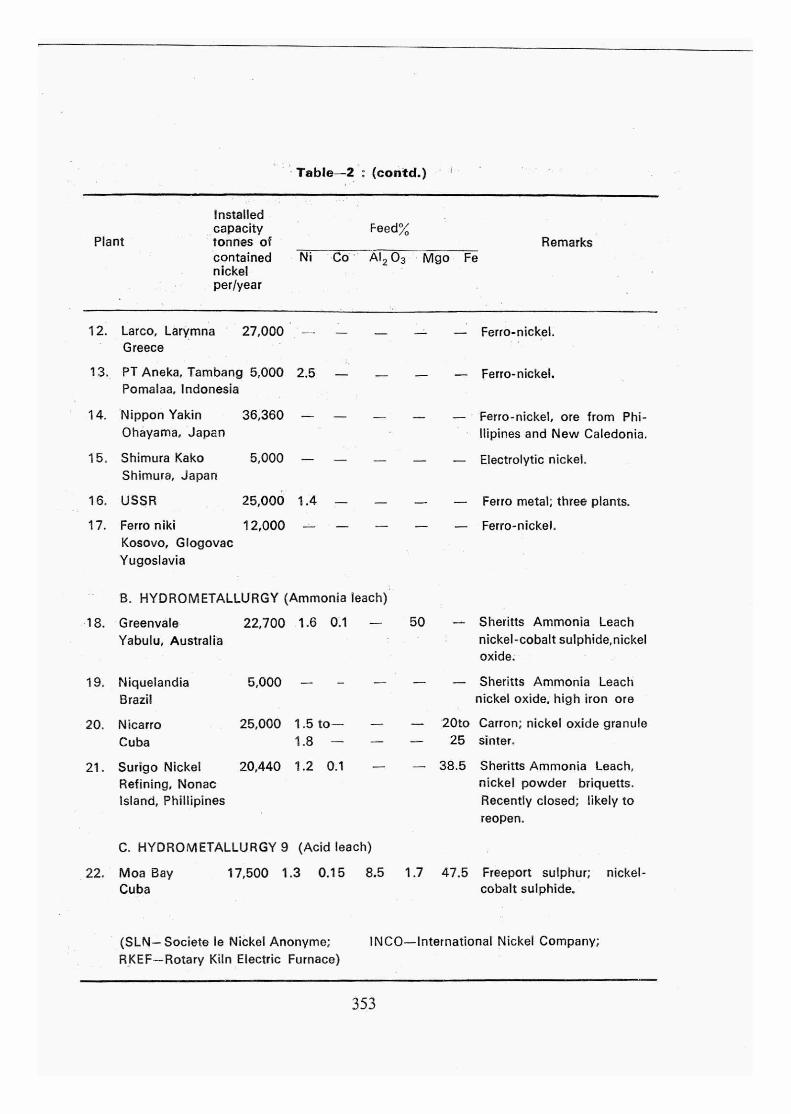
As of now there are at least 21 operating
plants in the world extracting nickel and cobalt
based on their oxide ores, with an estimated
installed capacity of 0.4 million tonnes of nickel
equivalent. Some details of these plants are
indicated in Table-2. Four of them use hydro-
metallurgical route accounting for 18% of the
capacity whereas the rest adopt pyrometallurgy.
Two plants based on hydrometallurgy and three
on pyrometallurgy have recently been closed
down. Two plants based on hydrometallurgy
to produce 60,000 tonnes nickel equivalent per
year are coming up in Cuba3 . In addition a
plant to produce 8,500 tonnes is being set up
in the United States, which will simultaneously
* Mineral Development Board, Deptt. of Steel, New Delhi
Plant Remarks
Installed capacity tonnes of contained nickel per/year
Ni Co Ale 03 Mg0 Fe
Feed io
Table-2 Details of world operating plants(15)
1.
2.
3.
A. PYROMETALLURGY
Nippon Mining 11,350
Sagaroseki,
Japan.
Societe-Le-Nickel 65,850
Doniambo,
New Caledonia.
Morro-do-Niquel 2,500
Petropolis (MG)
Brazil.
— —
2.8 0.06
'1.4 --
— —
24.0
—
13.0
61.4
Blast furnace (SLN); ferro-
nickel; ore from Phillipines
and New Caledonia.
Production partly by elec-
tric furnace (SLN); nickel
matte and ferro-nickel.
Electric furnace (R K E F);
crude and refined ferro-
nickel.
4. Cerro-Matasso 22,500
Montelibane,
Colombia.
— — — Electric furnace (R K E F);
ferro-nickel.
5. Pacific Metals 25,000
Hachinohe,
Japan.
— Electric furnace (R K E F);
ferro-nickel; ore from Phi-
Ilipines and New Caledonia.
6. Nippon Nickel 4,500
Tsuruga
— Electric furnace (SLN)
nickel oxide; ore from Phi-
Japan. Ilipines and New Caledonia.
7. PT International 22,700 1.5to — 20 15.20 Selective reduction (INCO)
Nickel, EL-ESTOR 2.2 ferro nickel
Guatemala.
8. Hanna Mining 14,000 1.7to 1 to 24to 10to French-ugine ferro-nickel Riddle, Oregon USA 0.8 3 32 15
9. Codemin Niguel- 7,500
andia. Brazil
— Electric furnace ferro-nickel
10. Falconbridge 27,250 Falconbridge (similar to Dominicana Bonac INCO) ferro-nickel Dominican Republic
11 PT International 49,000
nickel, Soroako
2.1 — 16.2 19.1 Selective reduction (INCO)
75% nickel matte Indonesia
352
Table— : contd.)
Plant
Installed capacity Feed% tonnes of contained Ni Co Ale 03 Mgo Fe nickel per/year
Remarks
12. Larco, Larymna 27,000 --
-
— Ferro-nickel. Greece
13., PT Aneka, Tambang 5,000 2.5
-
— Ferro-nickel. Pomalaa, Indonesia
14. Nippon Yakin
Ohayama, Japan
15. Shimura Kako
Shimura, Japan
16. USSR
17. Ferro niki
Kosovo, Glogovac
Yugoslavia
36,360
-
— Ferro-nickel, ore from Phi- llipines and New Caledonia.
5,000 — — Electrolytic nickel.
25,000 1.4
-
— Ferro metal; three plants.
12,000 Ferro-nickel.
B. HYDROMETALLURGY (Ammonia leach
18. Greenvale
22,700 1.6 0.1 — 50 Sheritts Ammonia Leach
Yabulu, Australia nickel-cobalt sulphide,nickel
oxide.
19. Niquelandia 5,000 — Sheritts Ammonia Leach
Brazil nickel oxide, high iron ore
20. Nicarro 25,000 1.5 to-- 20to Carron; nickel oxide granule
Cuba 1.8 — 25 sinter.
21. Surigo Nickel
20,440 1.2 0.1
38.5 Sheritts Ammonia Leach,
Refining, Nonac nickel powder briquetts.
Island, Phillipines
Recently closed; likely to
reopen.
C. HYDROMETALLURGY 9 (Acid leach)
22. Moa Bay
17,500 1.3 0.15 8.5 1.7 47.5 Freeport sulphur; nickel- Cuba cobalt sulphide.
(SLN— Societe le Nickel Anonyme; 1NCO—International Nickel Company;
RKEF --Rotary Kiln Electric Furnace)
353

produce cobalt, chromite and high pure
magnesia4 .
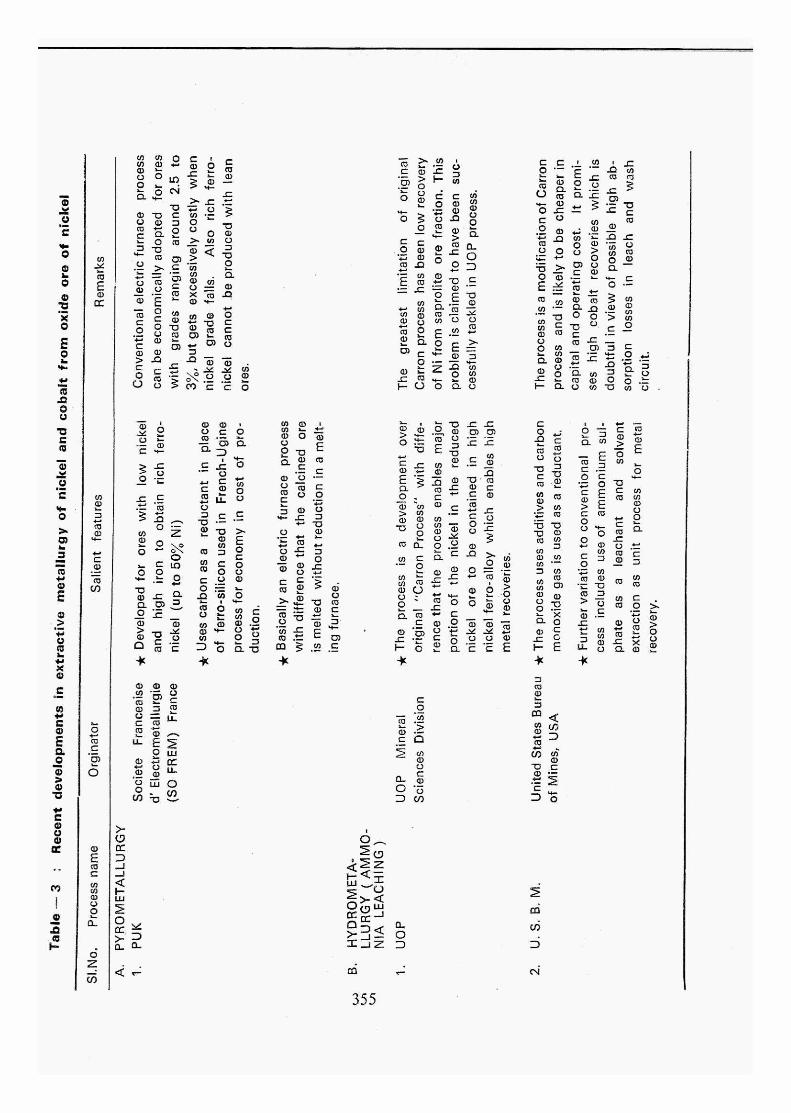
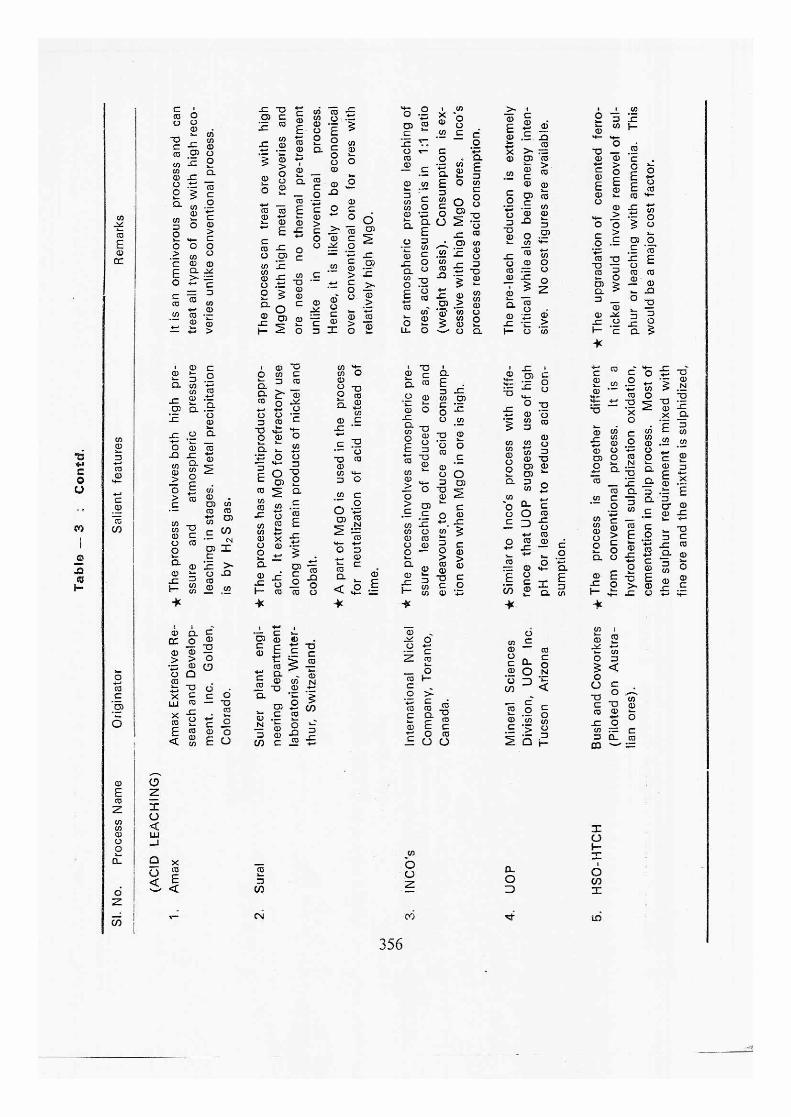
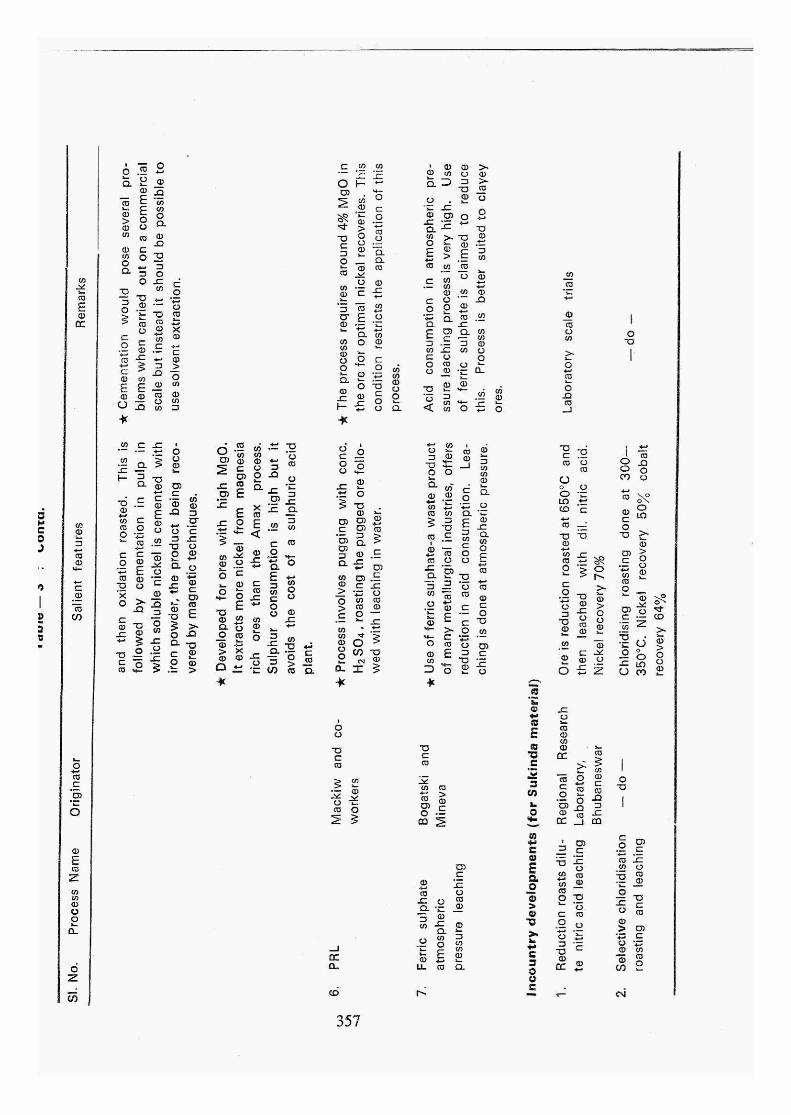
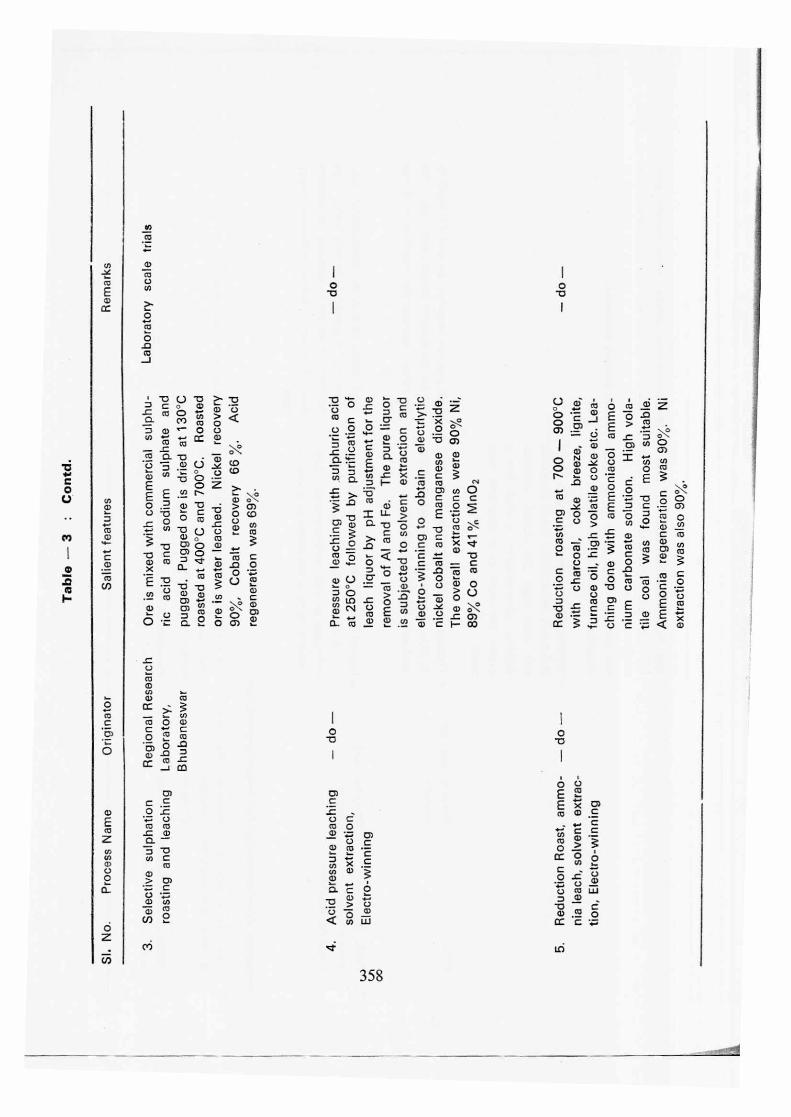
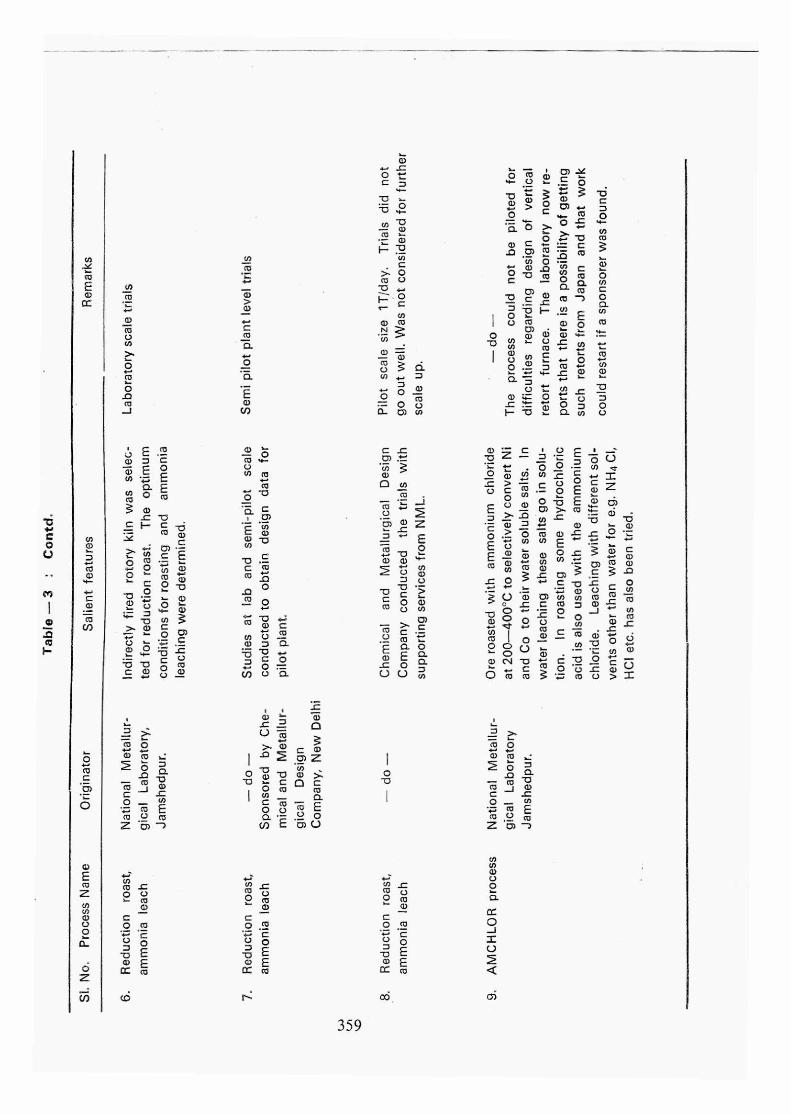
All operating plants working on hydrometa-
llurgical route are based essentially on one of
the two alternatives involving acid leaching
under pressure or reduction-roast followed by
leaching with ammonia with minor modifications
in the process steps depending upon the raw
material availability and final product required.
Similarly, all pyrometallurgical operations either
adopt a blast furnace or an electric furnace with
minor modifications based thereon. Besides,
numerous attempts have been made to improve
the efficiency and economy of the processes in
practice as a result many modified processes
tried on a pilot scale have been patented. These
are summarised in Table-3.
Comparative evaluation :
For the purpose of comparative evaluation,
a pyrometallurgical route based on electric smel-
ting, two hydrometallurgical routes one based
on reduction-roast ammonia leach and the other
on acid leach are considered in the present
exercise. Other potential processes narrated in
Table-3 are left out since adoption of any one
of them would mean much more in-country
developmental work compared to operating one
of the commercially established processes.
Besides, the economics of the process will not
be drastically altered with minor modifications
brought out over the basic processes considered.
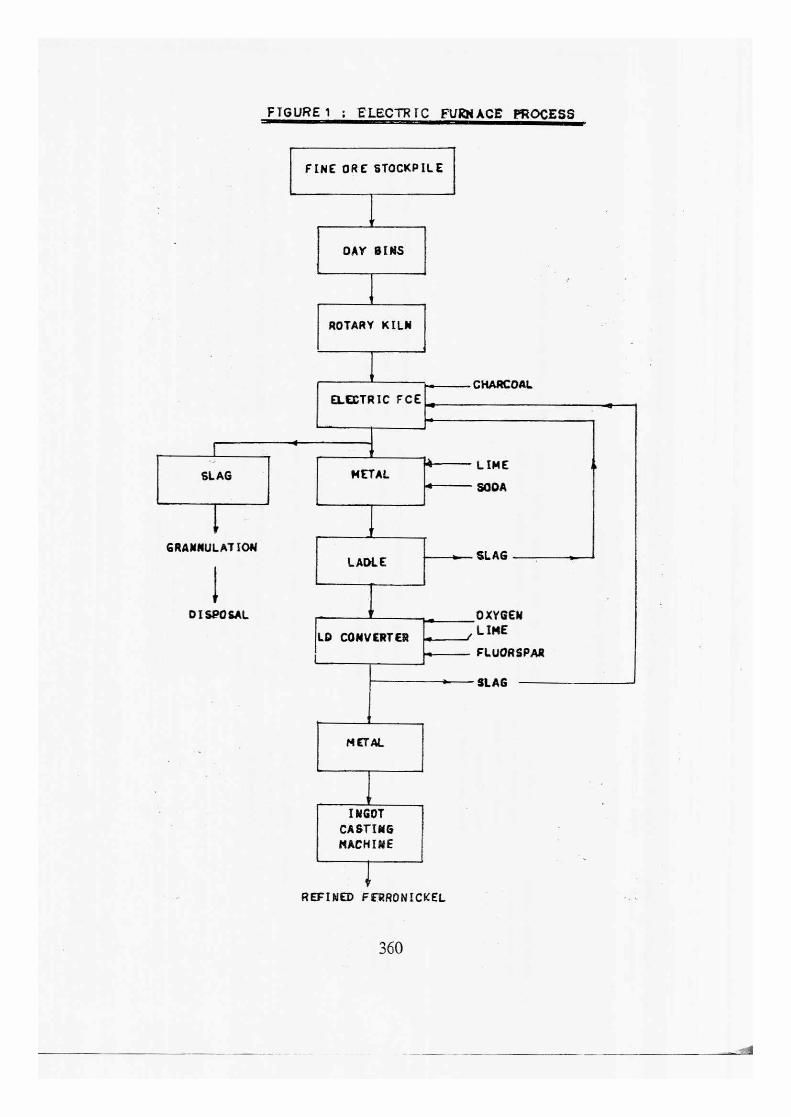
Electric furnace process (as practiced in
Brazil by Morro-do-NiqueI5,6 ) :
The oxide ore is treated in ore washing
plant for removal of SiO2 . The nickel values
are limited to the serpentinic fraction, the quartz
veins and silica box work is barren. This allows
beneficiation using hydrocyclones and spiral
classifier. The overall nickel recovery in washing
is 50%. The concentrate has 2% Ni and the
reject has 0.6-0.7% Ni and 80% SiO2. This
concentrate is mixed with normal ore such that
final SiO 2/ MgO ratio does not exceed 1,7_
Such a feed has 1.2 to 1.7% Ni. The feed is
mixed with below 12 mm charcoal fines and
miniballed. The miniballs are dried for a day
in shed and then calcined in rotary kilns
where drying also takes place. Calcined
miniballs, discharged at 850'C are smelted
in electric furnace to crude ferro-nickel,
seventy percent of which is sold as it is,
and. remaining is refined first by desulfurizing in
spouts and ladles by lime and soda and is then
oxygen blown in L. D. converters to remove C.
Si and P to the desired levels. The alloy is cast
into 10-20 kg ingots in an ingot casting ma-
chine. The slags obtained on desulfurizing and
converter treatment are recycled to electric
furnace.
A flow sheet of the processes followed in
Pratopolis, Brazil by Morro-do-Niquel is shown
in Figure 1.
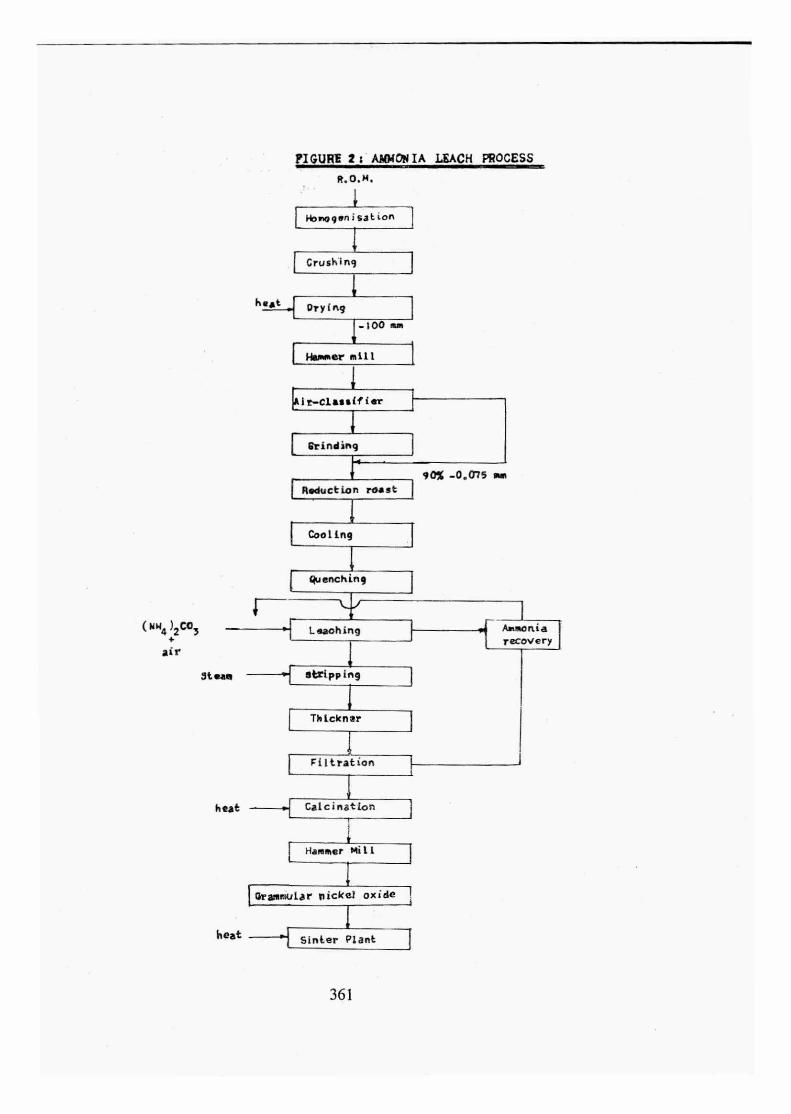
Ammonia leach process (as practiced in
Phillipines by Surigo nickel refinery)?
The ore is crushed and dried in rotary
kilns to 2.5% free moisture and then milled in
ball mills to 85% below 74 microns. Fine ore is
roasted in multiple hearth roasters. Roasted ore
is cooled and sent for two stage leaching in
leach circuits with ammonium carbonate (80 WI
ammonia and 50 g/I CO2 ). The leach solution
is sent for nickel recovery after two stage cobalt
recovery. Cobalt is recovered as sulphide. For
nickel recovery, cobalt free solution is stripped
in boil columns to precipitate basic nickel carbo-
nate (BNC). Any nickel which escapes precipita-
tion in boil columns is recovered by ion exchange.
The BNC is dissolved in ammonium sulphate and
the solution is passed through a oxidation pipe
reactor to ensure that all nickel is in the sulphate
state. It is then reduced in autoclave under
hydrogen pressure to obtain nickel powder
which is further briquetted and sintered. A flow
sheet of the process as practiced by Surigo Ni-
ckel refinery in Phillipines is shown in Figure 2.
354
To
.– C
0
0
0
c.)0
•...
0
C)
cc
E
id x
O
O
0. 0
0
° co tc
cf)
70.
U) U) a)
0
PY
RO
E VIE
TA
LLU
RG
Y
<
U)
co
CC
(/)
3 cc CD 4-
C 4-,
a)
co Cf)
0
(7) C 0)
C C . 2. cn . _c 1... t-: (1, 0 co c.) — CL _C V cr_S 0. ..E ., CD CD > 7= -0 ..1_ 0- ...0 •-•
— C C C) cn cc 0 a) 4-: .0 a) V.,' .0 z--- _a _c co ow a) c.) cn
4 0
.7. 4-' (..) >
° OU) 0'3 -E) >, 0
-) o C CD 0 cu >._ 7--
- fri ̀O C E - •- L: 4- 0:3 0 CZ > (/) . cn cn a ja a) c.) ..... cn 70 0 0 > cn cn L.) c) c 0 a) al c O co -0 0 w 0) 3 c U — = 4- 0 4.; 0 . o ap _,L
4- 4- --4-7,
O 0 E_ o 0- ()
cn ,- 0 cn - 0 c n 0
_C ,. ca a) 0 0 H
C
co
C cc
U)
"ES -0 co
cn CD
U)
cn
cll
0 0_ cc
"4(
U) U) ca 0) CD
0 C
met
al re
co
veri
es.
as
a r
ed
ucta
nt.
* F
urt
he
r va
riatio
n to c
onve
nt i
on
al p
ro-
cess
in
clu
de
s u
se
of am
mon
ium
su
l-p
hate
as a
lea
chant a
nd s
olv
ent
extr
acti
on a
s u
nit p
roce
ss for
me
tal
Un
ite
d S
tate
s B
ure
au
of M
ine
s, U
SA
cis
cc cc O. 7,-
(f) cl) U cn U 0
.cn
CD cc
0 w }• O O f2 (..)
,... a) 'E..) -0 _c _c
> ‘4- 00) 0)
0 .4-- cc o D ..0 --E C -0 ..--, Cl)
c- C a)
a) _0 E "§- ..0 CD -0 czI CL (.3 _C 0 C 0 r- 4-C 0 . _
c̀n o c as
> E-' 0 u)
(n 0 a) o
U cc L o c) 0
C _0 w 0. 0 (D <1.) W
u) 4-, 4--• a) O
- a)
U cz (5 0 o a a:, a--' c
C 0 o _ 0 0 •..0 ,.. C Z5- (..) 0
a) F- cp L.. Q. c c -4(
ferr
o-a
lloy w
hic
h
Conve
nt i
ona
l e
lectr
ic f
urn
ace
cf) Cl) O c cn a) 0 0
0 L.. 'CI .2. CNI
-0 -0 C a) 0 0 •
r:
2
0 co cn Tv' 7(T
co > .— >-
c7) (Du' cn 0 x cc .4--
C ° u) a) 0Z
0 -0 O cc 2 oc
Cl) m
a)
-Q _o a) a) .y 6
co a)
c.) C"') c c 0
a) o , (r) Cl) 3.--. 0Cr) .X 0 C 0 ... CD . 0- 0 0 0 CU ) '0.. CD
0 -0 ,.... a)
0 a c ...c c.)
...c
.., a) 'Z) o -L.- c .-::
a) co c) co
0 c..) _c c LL CD C ...--, .._ (1
.0 . C 4- ) ...c ..--.
•
4 , (i) 0 Z >, 0
0 •■., E -..
.4--, .4-. co (1.)
O co co o c_.) ...c O 0 (1) +,
0 Lo 0) 0 0 co o
c..) (3.) a) O 0 C a) c
0 1.- M c
S CL) 0
0- a) C U) . — ......, ...... 0 1E 0 (/) 0 co (1) <1) cn a) o o 4 D
0
.f) . -. 0) 0 -0
CU E D 6 0 c
CL -0 CL/ ..., U) C . — 4( -K 4(
C) a) 0 cf) — C.) Cti c CD a) 0 03 (..) — LL ___ C QC) co
,4.7",
..., ,--. ' 03 1) U_ E 2 0
2 w 0 - cc tt-') ci.mI.L.
a_ 0 LU 0 0
Cr) :0 (I) D
be
pro
duc
ed
wit
h le
an
Scie
nce
s D
ivis
ion
355
Am
ax
Ex
tra
ctiv
e R
e-
sea
rch
an
d
thu
r, S
witz
erl
an
d.
Salie
nt fe
atu
res
Ta
ble
— 3
0 a) C 0)
O
(AC
ID L
EA
CH
ING
)
It is a
n o
mn
ivor o
us
"5 ° ' u) > i
-47-, o . I ■ u)
U 2 -3 LE el) a) -: F-
-,, :7. _ a) a co z c_ a) .- in 4- l....- -C 0 co cci 0 ‘.-. C -.-4-7. 15-‹ >. :-.7--_ -0 ca 0 a a) o) as a) C
a a) , c 0 o -`-'
_ o_ P ._
_ u) 0 .
u) E 0 CD CD a) E
U C = = C 4-
C U) ,-, 0 0) CO CI) (1:3 cn 0 c 0
lJ 0 ... ci) 0 C — 4_, • — en _C cn
0 *Z...- 0 CD -0 C) C1) 0.)
1.. N-- +-■ N... • c o
a 0 2 -5- 0 -CD C.) 0_ M 0 S
= _C al -0 a) 00) C
0 0 C) 0) u•- cn :-.-- 0 0) 0
a) 4-, C , CO
o _c cn 03 -0 ..E co -47,-
a o co z (..) co 0 -c) o 0. 0 co a
4-, -0 co c.) co C co co
v) -0 "c .7 a) LE a) 0 N- 0 cu „.. a) (..) 4-,
,c_ o_ - ..0 c a) u) a)
co = o ct:1 7:3 C•13 .0) . -> CO a c.) a)
cn- •a (I) 0 _Y
a) , u) 0 ".r....- n N.. 0 > o N.. _c - _a 0 .. 0 L.L. 0 C.) I— 0 Ci) }-- .2 a
-Or
a) C i a) -0 u) -0 IL ci., _C ; 4.-. cu .-6 _c -6' a) N_ 0 o cn = u) 0 a)I c 0) c C 4-,
.) 0 a co E ,r--• :E 8
-= 2 (/) > a)
co 2 coa, 0 a) cn 0-) Z -E :-E) ,15 ..0 a) .....co (8 '75
X g_
0 .,.-, Q. 'Z-_ = :E
a. 5- 4-, .„, a) o 0 _a ._ '6 . _
a) = 0 .r.) -- a)
u_. C a) C
u) _a 0 u) .4- D (.)
u) c, D ... °
. 1E o E 5 0 4- a) 46 4-, u) 73 _C C.) CL. 0 u) 0 c) -0 0 a) a) u) c
48' to” —co a '-
- c.,) a 75 E (3) -(3,,, '6 4-, cr) o 4- a) 0 -47-,-
ou) 0 . cn -0 a, ca 'Do C CI) -0
u) 0) 0 a)
4.-, a a) .0 _c -t-D -4---,- 0 0 .- o cn a 4- a) a) — CD a) o a N Cl) = a) CI) 2 -3
(n Cl) ,.. > 0 E 0 -co "6 a) o 0 0) 'a E ,<
0) > "8 = 0) n 7) LE a) ..--- ° ui -0 u) 0 E >
co ,_ (:). u) C -6 a) 2 .,-., a .- a co cD0 v.; cn .1--__-_ 2 0_ +''' u) -5 CO o) 0) C C (2) 0 '4"--", a- o C 0 co03 ci.) _C
-.5 co .— 0 cl) en v) cn cn co E 0) C13 N en ....E cu c cr) 73 5 co
C •cn ... u) 0 ,... cn 4-, co CD E 0 o co csi a) ;< -c co o co 0 m c
.4-, = co 0 0 .§- 0 0 — 0 a) 4-, 0 N_ _a
.-;-"co -c ca'') 4-, a_
C , ,.. > > a o N... o .0 CI) Z a 03 2 (2.) a) 8 fo.. cn a o LE >- a o) ,,, tEi C a co (4) t FC1)
-5 ,... 0
..c. .0 a Cl.) -0 C Oc E a) E -0 E a) u) . w
-X 4' 4' -iv -
0 _C "0 'a' uj C L cu 0) C cn
LE co r- a) o 0 SD .:
7:3 u) ta 0 C -C 0 CI) -C
O CL cC1 0) 0 4-, co -E cn a 2 co ..a o a 0 -s-, ,... 03 C 0 c 0 0 3...- u)
0 ....,.+--;
a.) 4;:: CO To r:
C a) : -.47 ,_ Q.) a) >
CO 4-
> E a
0 0 ca c 0 CD
-= 0 _.Y
C...) — (n o 0)
Q .).e u) LE U) U a) cn u) C
>... = a) -=
. C 0 .4-. '0 .4-. = 0 ,1) ca 6' ....
u) 0. k....) — c 0 o ..x
C a)
4-, > i— 0 = = 0
n
to b
e e
conom
ical
con
vention
al o
ne
fo
r o
res w
ith
rela
tively
hig
h M
gO
.
(
a) 4-! a
0 co c 0
C ,4 co co C a 0
a) E co
U co C a) — co 0 C C CL 0 a) t-, N ,.., C.) --) V) <
Ls .0
a) .7) 0
C
0 -, 0
...-_ z 2 -t-- B
ush
and Cow
ork
ers
co 4-,
C 0 -0
a—,
CC
E
356
U)
0 U A-
O
HS
O-H
TC
H
CD E
U)
CC CL)
4—
CD
CC
(f)
CC C C)
0
Pro
cess N
am
e
pose
sev
era
l *
C
em
en
tati
on
wou
ld
bett
er su
ited
to
cla
yey
P
rocess is
Lab
ora
tory
sca
le
0
Ore
is
redu
cti
on
C a)
Nic
ke
l CT)
cr)
0 re
covery
64
%
Ineou
ntr
y d
eve
lop
ments (
for
Su
lcin
da
ma
ter
ial)
Redu
cti
on
roasts
dil
u-
co O C)
C) CC
0 CO C) a) cc
te n
itri
c a
cid
le
ac
hin
g
5.1
0
0 a-)
c0
Bh
ubane
swar
Se
lecti
ve c
hlo
rid
isa
tion
CNi
C)
0
C co
C
U)
O
6 1.- r- ...c: 0.) (f) 0
C2. a) 0 }- '-' a D =
a) _c2 CS) -0
E (7, s (Dui "5 0 a)
E (l) c .7.-_ o 0or.
* .9) _c 0 cn o
0 a t. > ,-, o. --E
co a) -o o , (,) >-. --c.--.,
_o o c
O
0_ Y . _
0 co _.. ...._ C.) 0 ...0 0 a) C u)
a)u) -E c v u) to
- 4— a) -- .z 0:3 u) 0 0 co
4-(7')_ 4-, - -0
0 4-,
a cf) E cs) a u) c — C u) 0 CD D --I C V) ,_
w : .-E u) a) ._ C o.. a) > 0
.7) 0 CZ C.) > 0 0 ,..:
1_ 0 coo c (/) Ui a) 03 _c c) 5 D a)
c., _C 0 __-- cf) ..-
-C2 ci) I-- ..--, c.) 0_ <4.. w u 4-, u
-4(
,,, op a) u? cd C 0
(1) 0 C.) = = 2 a 0
1- -0 2 imc LO 21 0 ,... (II (L) 0_ (,„ c5, .c co a -.7 ..c a 6- -
- 0) E _c .4-, b-- a.) a) 0c. a- -6 -c (pc .(1) al ...E o)
X :E fi -0 . ..-, u) ''--- '47-,- 0
E -c:' D E co a) a) cz. *c.".,-; Q. ' C a)
0 0 t.) C ,... .4— < a. 0 --,:z ca .0 U) co -- -0 0 u) n ...c -a-) , oc (13
- -o) a o) a) 0 a) c 0
= Ea- a rj) '13 23 °E a) a) cs) = 7 5<- a.) .c -,--, c 1' 00 c ..c-- = _ 0 co
0 ...c c -;-_-, 0 ch co
(fp ca a) 0 ›.- .0 i) ,9) E 4-• o al a) .2 4'1' C C
0-- ,: -0°
a) .a, >-. a 40 al :".. . ...7.,_ s.,,__ ›- o u.)
C 73 73. a) - _c
..c C 7_,- • --- --F.,) a -0 0 .;.,‹ ..0 4-; 0 5 03 0 rm -c) ,2 IE c a) _c a
c en -o a)EDc c -6 a a) a)> a) oo = _ C13 CV (1) u) -0 :E
--X -5(
0
C co
C) U CK3 0
C CD
CC (r)
CO O1 v O
C
CO
U
0- LL CO
erS
c
pre
ssu
re l
eac
hin
g
357
Cn -0
O
O
a)
F- _c
ext
ract
ion
C
.o C O
Ui cr) o c
.E +6 • — (i)
O =
,a) _c U CC a)
cr) c\I LO a) a_ co n
icke
l co
balt a
nd
ma
ng
ane
se
Ore
is
mix
ed w
ith c
om
merc
ial
rem
ov
al of A
l a
nd
Fe
.
O co Es
5 75 -a a) (f)
cu cl) 0-) o 0 c)0, 29) o.
• I I
° * -E Cr) E
(1) 0 O CD a) 0 ca
c.) ." 4- o ca = CE
_Y o 0 co C
c» 2 `" >
0
O0 b U a) -o
O (C O) .0 -c C cc -c
D C 0 C) 0co >
C) c.) _C al 4m'
CO --,- a al 0 -4- 0 C) ,-- 0 0 cn ....., cc 0 co ..-
_ 00 C ''',:.' O. 10 CO
(-0
"8 C5 >. E .(i) o z r--.
off.. m a) o €3 T. P > CY) :
0 C 0 CO 0 c..) (n -0 ''' , , 0 cn
‘.. co 0 "0
0)0) 0 ..-,
c (z) C c d' cc) C
4-,m _0 0
Ele
ctr o
-win
nin
g
Red
uct
ion
R
oast
,
U)
co E a)
Yr
0
Ta
ble
— 3
Salie
nt fe
a ture
s
0
C C)
O z_-
Pr o
cess
N
am
e
d z
Bhu
ba
ne
swar
0
_o O
C O U) U) cc
cC 0 _ cs) O
mo
s t s
uita
ble
.
z
N o'er O C.7)
c.".)
-C3 .0 4-•
0
C
co
4-
cn ri)
niu
m c
arb
on
ate
solu
tion.
cpc) 0 Cl) O
co
C 0 C.) CQ
>(a)
-o
0 0
0) 0)
C C C
0 ...E ...-C- . • -4:-.- 0 0 C
C cc) 03 0
,--- C) a) a c.)
47,- —
-5 -0 a) co —
cn C =
co X
a) a) >
a) a)
.1c a 4- ,-.
-0 a) a
CD > CU ll t.) (/) 0
,- _,.. ,-L. U)0
358
La
bo
rato
ry s
cale
tr i
als
Se
mi pilo
t p
lant le
ve
l tr
ials
0 C
Co 0 1
▪
-
-o
0
C. C
labora
tory
now
re
-
ouid
0) C
C)
O >_
-o
O '7)
CO (I) . _ a)
a 4-
a) 0
_c a)
Cu
U)
O4-,
d
Cu E Cu oc
C 0
Sa
lient
featu
res
Ta
ble
— 3
O Cu
0
Pro
cess
Nam
e
C)
Cs U 0
4-4 C)
CI) 0
ca 4-
0)
-0
0
E a) cr)
73 C cr,
.0
4-• as 0 0)
co
z E O
(/)
U)
C) C
0
(I)
C) 4-,
-0 a) C E
C) C)
0) C
cB
-0
:E
co
nducte
d
con
du
cte
d t
o o
bta
in
0 C co
C
0_
O 0_
U)
4., (/) O
re roaste
d w
ith a
mm
on
ium
0=:. - ".
C I 0 S
L. --- 73 • = o C..) -
,... 4-• 0 0 u) ,i- 0 a3 cr; en _c C ....-, I
e- > C • — 0
73 C 0 C --, c... C.) 0.) cr) 4-4, d
00 a) 0 -0 a) - a>" ..c)
Tu 0 4. U) -C
(1) M3 ,..,
co
•
a a) "C .c 0 4. 4-4
C..) 1....
a) a) 0 ..c7 a) 4-
-a-.) cr) al' (1) .4.
co a) -§" 0) c Z O
..c a) 4....
...- c -0
(..) a) cou, co o
C co 0 ..c .., 1E 0 _1
0 0 a)0 4t' cp co ...c I 0 a> c
'
CO ..,"' tf,
C.) ..7 . _ u) -0 u 0 ('J -o
CO CO c ;
4.! .12 10 4-.a) cO
CO 0 > C
co o 65 7.6 2 8 a
• -c3
▪
0.)
0 u) - _c
• E co co Z
ci) co O
C O
-o
cc
CSC
U) Co 0
C O
0
C) -T3
cc
... 0 -= .?''
....o CO4- a) CO ..:
o 2 o n ca _o co -c3 c _c 0 y) 4:1 co E co 0 CO Z 6)
COcn
0
0 O
-0 (1) cc a
mm
on
ia
lea
ch
am
mo
nia
leac
h
am
mo
nia
le
ac
h
AM
CH
L.O
R p
roce
ss
HC
I etc
. has
als
o b
ee
n tr i
ed.
359
LIME
SODA
SLAG
- CHARCOAL ELECTRIC FCE
SLAG
GRANNULAT ION
1 DISPOSAL
METAL
LADLE
OXYGEN
LD CONVERTER LIME
FLUORSPAR
SLAG
FIGURE 1 ; ELECTJ IC FURNACE PROCESS
FINE ORE STOCKPILE
DAY SINS
ROTARY KILN
METAL
INGOT CASTING MACHINE
REFINED FERRDNICKEL
360
t 90% -0„(775
FIGURE 2 ; AMI4Citi IA LEACH PROCESS
heat
R. O.M.
Homo gen i sat Lon
Crushing
Orying
- 100 nun
Hamm er
Reduction roast
Cool ing
quenching
stripping
Thicknar
Filtration
(NW4
)2
CO3
air
Leaching
Steam
Ammo rtia recovery I
heat Ca l c ination
Hammer Mill
Grammular nickel oxide
heat Sinter Plant
361

Acid leach process (as practiced in Cuba
at Moa Bay)8
capital return rate and value of realisation, the
acid leach process affords greatest margin to
make the process economically viable.
R.o.m. ore is screened and log washed to
obtain a slurry containing 30% of solids which is
heated in stages to reaction temperature of 200°C
and then acid leached. Leach liquor after solids
removal is neutralised with lime and heated with
H2 S to precipitate nickel and cobalt sulphides.
Nickel and cobalt extraction into leach liquor is
96%. The mixed nickel cobalt sulphide which
analyses 55% Ni, 6% Co, 36% S, along with •
minor impurities is redissolved in dilute
sulphuric acid in an autoclave under aeration to
convert sulphides into water soluble sulphates.
Nickel powder is obtained by reducing nickel sul-
phate to nickel metal with hydrogen at elevated
temperature and pressure. The remaining liquor
with certain other impurities is evaporated to
crystallize Co, Ni and Zn as double salts with
ammonium sulphate. The salts are redissolved
with ammonia and the solution is aerated in oxi-
dation autoclaves after which Ni and Zn are
precipitated by H2 SO4 . The precipitate is re-
cycled and the solution containing Co as
sulphate is treated with hydrogen for recovery of
cobalt powder.
Economics :
On the basis of the details available for
the three processes enumerated above, a rough
estimate is made on the economics for adopting
them to produce 15,000 tonnes nickel equivalent
in the country.
The capital cost has been worked out
using 0.6 power9 scale down factor based on
the data provided by O'kanel 0. Operating costs
are cosidered to be proportional to estimated
inputs of raw materials and utilities. It is seen
that the capital cost expressed as million rupees
per annual tonne of nickel works out to be 0.35,
0.33, and 0.24 for the electric furnace, ammonia
and acid leach processes respectively. Similarly
the estimated cost of inputs per tonne of nickel
recovered is Rs. 62,000, Rs. 43,000 and
Rs. 37,000 respectively. Taking into account the
Salient information is given in Table-4 and
the details in Table-5.
Mineral Source :
As mentioned earlier, the only primary
potential source for nickel and cobalt in the
country is their oxide contained in the laterites
associated with chromite deposits in Orissa.
There are 154 million tonnes deposit in Sukinda
averaging 1.03% nickel and 0.01 % cobalt at 0.7%
Ni cut-off11 ,which has been under consideration by the Government as a source to be developed
into a mine. In the past, one of the reasons attri-
buted for not being able to harness the resources is the lower cut-off grade of nickel12. At the same time no report is available of any syste-
matic attempt to enrich the nickel and cobalt
content in the ore. In fact, much is to be under-
stood about the mineralogy.
As an alternative, the overburden associ-
ated with chromite mining is also considered to
be a potential source and could be preferred if
properly harnessed since the same being amena-
ble to physical enrichment provides a better
grade material with attendant improvement in
the economy of chromite mining.
It is estimated that the accumulated over-
burden can be a source for 75,000 tonnes
of nickel and 7,500 tonnes of cobalt. The
raisings at the current rate can be a source for
15,000 tonnes of nickel and 1,500 tonnes of
cobalt 13. This is likely to increase. The
projected production of chromite from the
major mines in the country which is likely to
touch 0.35 million tonnes per year in 1987 is
indicated in Table- 614.
Choise of technology
Beside the viability on the basis of eco-
nomics, even though more than 80% of world
nickel production from oxide ores is derived from
pyrometallurgical operations no new ventures
362
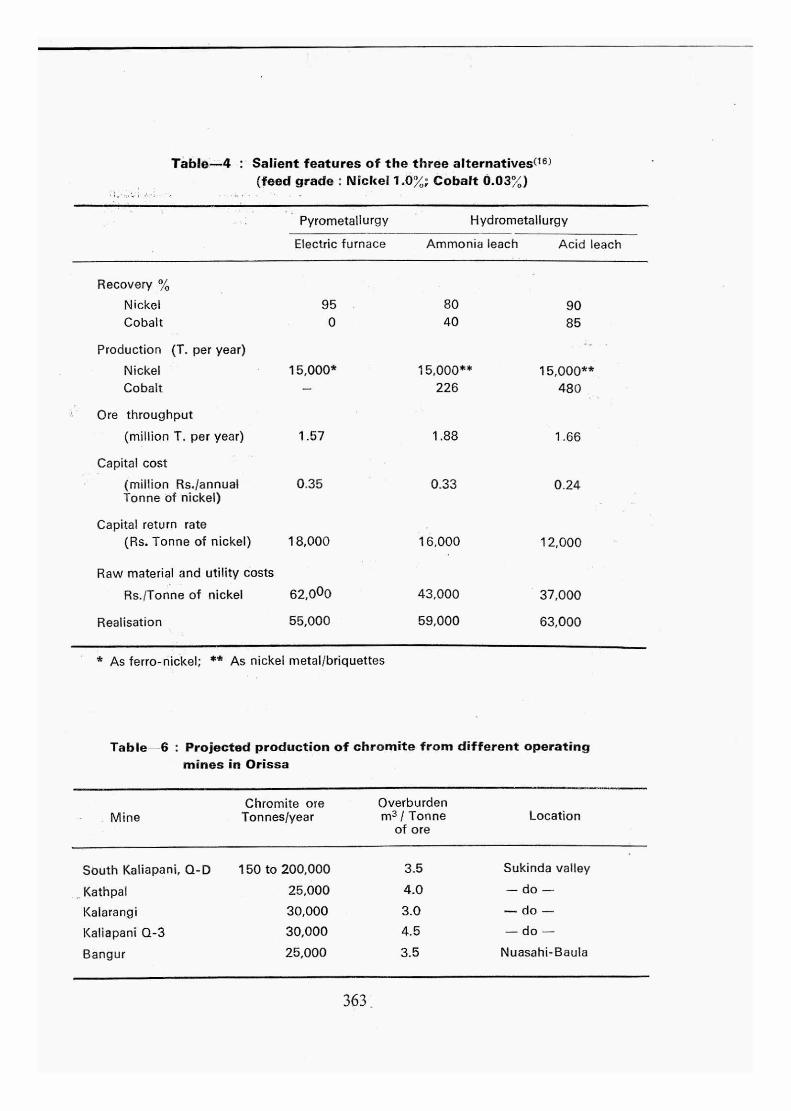
Table-4 : Salient features of the three alternatives(16) (feed grade : Nickel 1.0%; Cobalt 0.03%)
Pyrometallurgy Hydrometallurgy
Electric furnace Ammonia leach Acid leach
Recovery %
Nickel
Cobalt
95
0
80 40
90
85
Production (T. per year)
Nickel 15,000* 15,000** 15,000** Cobalt 226 480
Ore throughput
(million T. per year) 1.57 1.88 1.66
Capital cost
(million Rs./annual 0.35 0.33 0.24 Tonne of nickel)
Capital return rate (Rs. Tonne of nickel) 18,000 16,000 12,000
Raw material and utility costs
Rs./Tonne of nickel 62,000 43,000 37,000
Realisation 55,000 59,000 63,000
* As ferro-nickel; ** As nickel metal/briquettes
Table-6 : Projected production of chromite from different operating mines in Orissa
Mine Chromite ore Tonnes/year
Overburden m3 / Tonne
of ore Location
South Kaliapani, Q-D 150 to 200,000 3.5 Sukinda valley
Kathpal 25,000 4.0 — do —
Kalarangi 30,000 3.0 — do
Kaliapani Q-3 30,000 4.5 do —
Bangur 25,000 3.5 Nuasahi-Baula
363
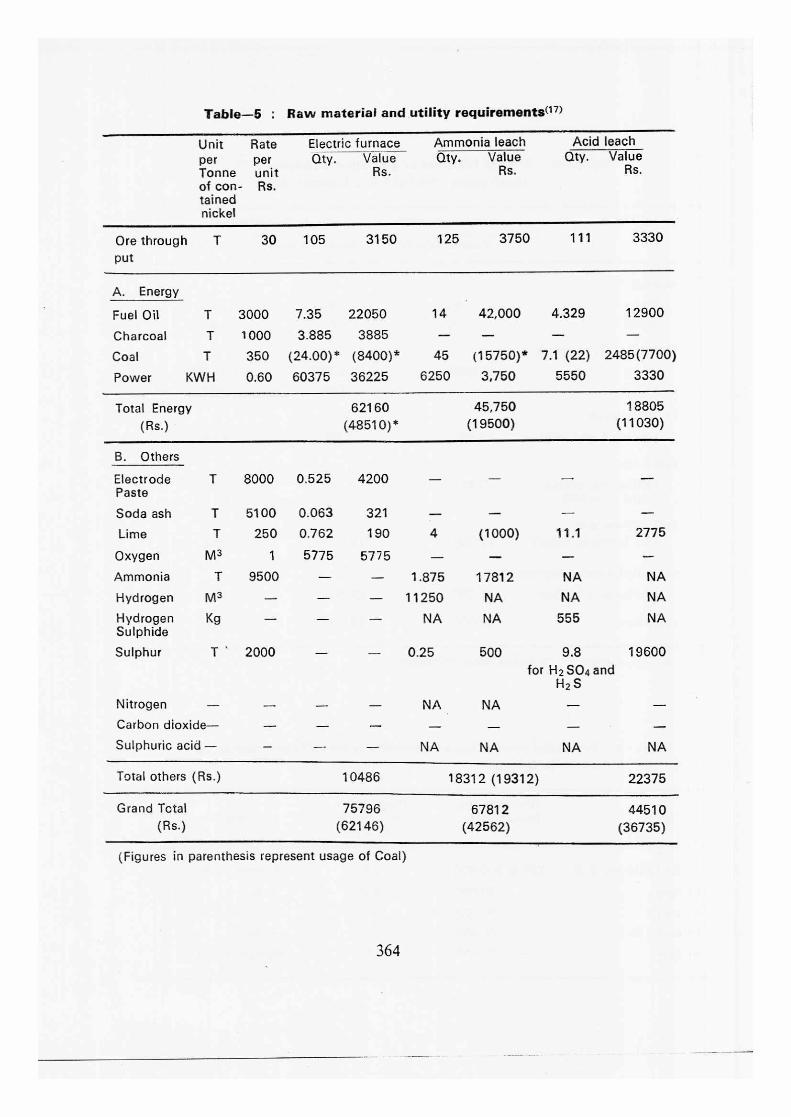
Table-5 : Raw material and utility requirements(17)
Unit Rate per per Tonne unit of con- Rs. tained nickel
Electric furnace Qty. Value
Rs.
Ammonia leach Acid leach Qty. Value
Rs. Qty. Value
Rs.
Ore through T
put
30 105 3150 125 3750 111 3330
A. Energy
Fuel Oil T 3000 7.35 22050 14 42,000 4.329 12900
Charcoal T 1000 3.885 3885
Coal T 350 (24.00)* (8400)* 45 (15750)* 7.1 (22) 2485(7700)
Power KWH 0.60 60375 36225 6250 3,750 5550 3330
Total Energy 62160 45.750 18805
(Rs.) (48510) * (19500) (11030)
B. Others
Electrode T 8000 0.525 4200 Paste
Soda ash T 5100 0.063 321 — — _
Lime T 250 0.762 190 4 (1000) 11.1 2775
Oxygen M3 1 5775 5775 — — ....._.
Ammonia T 9500 — 1.875 17812 NA NA
Hydrogen M3 — — 11250 NA NA NA
Hydrogen Kg — NA NA 555 NA Sulphide
Sulphur T . 2000 0.25 500 9.8 19600
for H2 SO4 and H2 S
Nitrogen — — NA NA
Carbon dioxide—
Sulphuric acid — — NA NA NA NA
Total others (Rs.) 10486 18312 (19312) 22375
Grand Total 75796 67812 44510 (Rs.) (62146) (42562) (36735)
(Figures in parenthesis represent usage of Coal)
364
are being thought of in view of high energy
requirement. Besides, basic conditions for pyro-
metallurgy are a higher percentage of nickel of
2.0% or more in the feed and the need for the
feed to be in a lumpy form. Both these condi-
tions are not satisfied in the Indian context,
since not only the grade is low (below 1%) but
also the mineral occurs in extremely fine form.
In the event pyrometallurigical route is to be
considered it would not only be necessary to
enrich the nickel content but also the need for
agglomeration is to be taken into account. The
latter under the prevalent conditions of high
energy cost would become prohibitive. In addi-
tion, in established pyrometallurgical operations
cobalt is not separately recovered and also the
product obtainable as ferro nickel is less preferred.
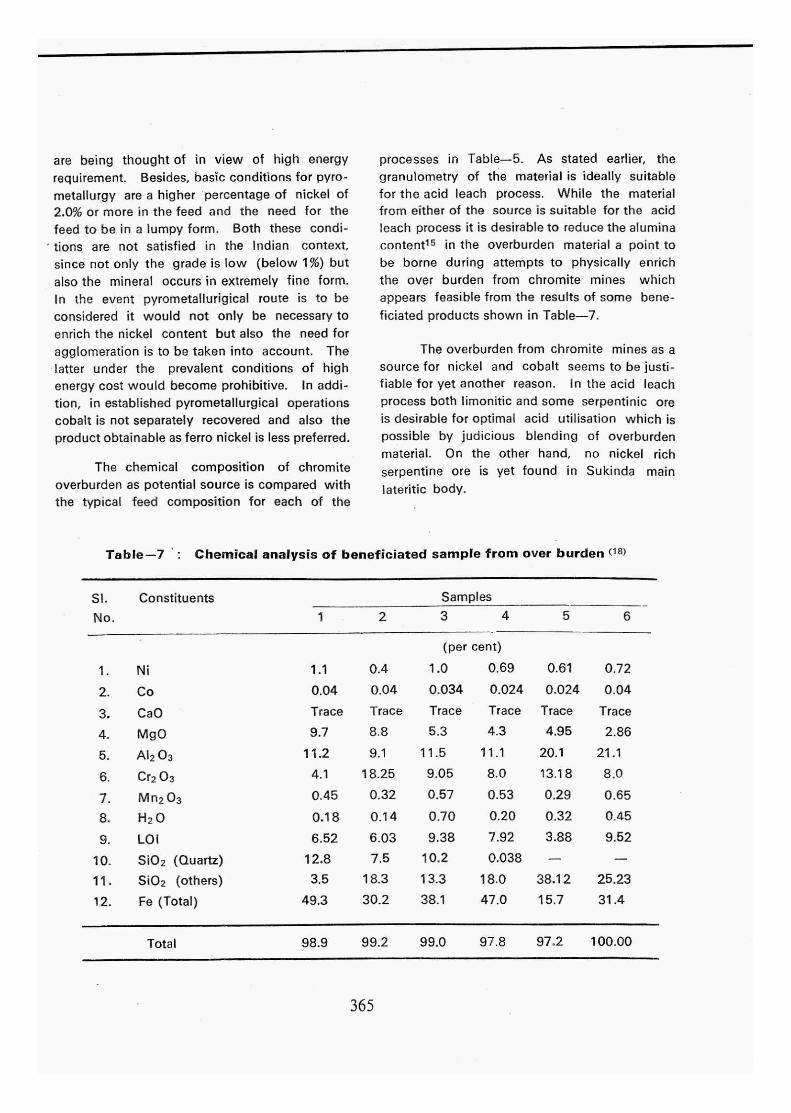
The chemical composition of chromite
overburden as potential source is compared with
the typical feed composition for each of the
processes in Table-5. As stated earlier, the
granulometry of the material is ideally suitable
for the acid leach process. While the material
from either of the source is suitable for the acid
leach process it is desirable to reduce the alumina
content15 in the overburden material a point to
be borne during attempts to physically enrich
the over burden from chromite mines which
appears feasible from the results of some bene-
ficiated products shown in Table-7.
The overburden from chromite mines as a
source for nickel and cobalt seems to be justi-
fiable for yet another reason. in the acid leach
process both limonitic and some serpentinic ore
is desirable for optimal acid utilisation which is
possible by judicious blending of overburden
material. On the other hand, no nickel rich
serpentine ore is yet found in Sukinda main
lateritic body.
Table-7 Chemical analysis of beneficiated sample from over burden (58)
SI.
No.
Constituents Samples
1 2 3 4 5 6
(per cent)
1. Ni 1.1 0.4 1.0 0.69 0.61 0.72
2. Co 0.04 0.04 0.034 0.024 0.024 0.04
3. Ca0 Trace Trace Trace Trace Trace Trace
4. MgO 9.7 8.8 5.3 4.3 4.95 2.86
5. Al2 03 11.2 9.1 11.5 11.1 20.1 21.1
6. Cr2 03 4.1 18.25 9.05 8.0 13.18 8.0
7. M n2 03 0,45 0.32 0.57 0.53 0.29 0.65
8. H2O 0.18 0.14 0.70 0.20 0.32 0.45
9. LO1 6.52 6.03 9.38 7.92 3.88 9.52
10. Si02 (Quartz) 12.8 7.5 10.2 0.038
it Si02 (others) 3.5 18.3 13.3 18.0 38.12 25.23
12. Fe (Total) 49.3 30.2 38.1 47.0 15.7 31.4
Total 98.9 99.2 99.0 97.8 97.2 100.00
365

Conclusions :
Nickel and cobalt are important strategic
metals. India does not produce any nickel
except as some by-product nickel sulphate.
Annually nickel and cobalt worth Rs. 400 million
are being imported. The quantity of nickel and
cobalt imported should increase with our indus-
trial growth. Lateritic nickel deposits of India
which have been explored in little details do not
constitute a major nickel find by world stan-
dards and is more of a geological curiosity than
anything else at the present moment. On the
contrary overburden material from chromite
mines is amenable to beneficiation and is better
suited to acid leach treatment, a process route
which according to present analysis appears to
be most favourable.
There are no commercial processes which
can be applied directly to each and every nickel
ore. Each one needs a tailor cut process. The
problem is further aggravated when lower grade
materials are to be treated. It is, therefore,
necessary to initiate lot of in-country develop-
ment and process adoption work. The strategy
being adopted in Cal-Nickel, California, USA
involving multi-product recovery appears very
interesting and warrants detailed examination.
REFERNCES
1. Import Export Statistics published by "The Directorate
General of Trade Intelligence, Calcutta.
2. Jim Ainsworth, Nickel - The International Perspective,
published by Financial Times Business Information Limited,
London, P. 42.
3. Jim Ainsworth, Nickel - The International Perspective,
published by Financial Times Business Information Limited,
London, P. 23.
4. Joan C. Todd, Engineering and Mining Journal June; 1983
P. 29
5. Abarham and Hans, Proceedings of International Laterite
Symposium, Louisiana, 1979, published by Society of
Mining Engineers, U. S. A., P. 397.
6. Ernst Langa, Proceedings of International Laterite Sympo-
sium, Louisiana, 1979 published by Society of Mining
Engineers, U. S. A., P. 397.
7. Colvin and Gulyas, Proceedings of International Laterite
Symposium, Louisiana, 1979, published by Society of
Mining Engineers U. S. A., P. 346.
8. Joseph R. Boldt., Jr. The Winning of Nickel. Published by
Methuen and Co. Ltd., London, 1967, P. 346.
9. T. C. Burnett, Trip Report to CIDA, 1981, P. 19.
10. P. T. 0' kana, Proceedings of International Laterite Sympo-
sium, Louisiana, 1979, P. 503.
11. M. D. B., New Delhi, A Status note on Lateritic Nickel
deposits of Orissa, 1981 ( For Private circulation )
12. M. D. B., New Delhi. A Status Report on Nickel 1984
( In House study )
13. R. B. Rao, S. Prakash, G. V. Rao and K. S. Narasimhan
14. K. S. Mahapatra, Private communication
15. AMAX, R&D, Golden Colorado, private communication
16. M. D. B. New Delhi. Inhouse study on Nickel, Vol. II,
Indigenous production of Nickel and Cobalt, P. 9.
17. — do — P. 14
18. — do — P. 15
19. R. B. Rao, Pvt. communication.
366


















