IN METALLOGRAPHY AWARD - mpif.org · Volume 52, No. 4, 2016 International Journal of Powder...
7
ENHANCED POWDER- PROCESSED ALNICO MAGNETS BY THERMAL GRADIENT CONTROL Emma M.H. White,* Aaron G. Kassen,** Kevin W. Dennis,*** Andriy Palasyuk,**** R. William McCallum***** and Iver E. Anderson, FAPMI****** INTRODUCTION Permanent magnets are critical to several clean propulsion and green ener- gy technologies, such as traction-drive motors for electric vehicles and gener- ators for wind turbines. Nd-Fe-B-based permanent magnets have the highest maximum-energy product (~55 MGOe) among all types of magnets, and so are currently used in the majority of these applications. 1–4 However, Nd has been identified as a critical material (Figure 1) with limited supply as a rare-earth (RE) element, and original equipment manufacturers (OEMs) are reluctant to rely on RE’s because of market and supply uncertainty. 5 Also, the energy product of Nd-Fe-B falls rapidly with increasing temperature, and especially for operation above 120 °C, Nd-Fe-B requires added Dy, which is also a critical material with a greatly increased cost. 6 *Postdoc Research Associate, **PhD Candidate, ***Assistant Scientist IV, ****Associate Scientist, *****Retired Senior Scientist, ******Senior Metallurgist, Ames Laboratory, Iowa State University, 258K Metals Development, Ames, Iowa 50010, USA; Email: [email protected] Volume 52, No. 4, 2016 International Journal of Powder Metallurgy 33 Presented at POWDERMET2016 and published in Advances in Powder Metallurgy & Particulate Materials—2016, proceedings of the 2016 Conference on Powder Metallurgy & Particulate Materials, which are available from the Publications Depart- ment of MPIF www.mpif.org. Replacing rare-earth magnets with alternatives, such as alnico, will eliminate supply instability, increase sustainability, and decrease costs of permanent magnets for applications such as traction-drive motors. Conventional processing of alnico magnets with the best second quadrant squareness and energy product involves directionally solidified casting and final machining, which leads to higher costs and material waste. Due to their randomly oriented fine- grained microstructure, pow- der-processed, sintered alnico magnets have had inferior energy product and therefore have been used only for low energy–density applications. This work describes epitaxially seeded solid-state grain growth driven by thermal gradient control, leading to enhanced alnico magnets produced by powder processing. A modified alnico 8 composition was high-pressure gas atomized, compression molded, sintered to full density, and heat treated to achieve improved magnetic properties. These alnico magnets were thoroughly characterized using scanning electron microscopy (SEM), orientation image mapping (OIM), electron backscattered diffraction (EBSD), and hysteresisgraph measure- ments. Grain growth and some texturing control have been demonstrated through solid-state thermal processing of a fully dense, powder-processed sample of the modified alnico 8 composi- tion. Directionally grown alnico 9 shows promise for being able to control grain orientation and epitaxially seed the [001] direction for grain growth. 2016 EXCELLENCE IN METALLOGRAPHY AWARD Figure 1. Critical materials according to importance and supply as identified by the USDOE 5
Transcript of IN METALLOGRAPHY AWARD - mpif.org · Volume 52, No. 4, 2016 International Journal of Powder...

ENHANCED POWDER-PROCESSED ALNICO MAGNETS BY THERMAL GRADIENT CONTROLEmma M.H. White,* Aaron G. Kassen,** Kevin W. Dennis,*** Andriy Palasyuk,**** R. William McCallum***** and Iver E. Anderson, FAPMI******
INTRODUCTIONPermanent magnets are critical to several clean propulsion and green ener-
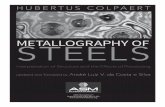
gy technologies, such as traction-drive motors for electric vehicles and gener-ators for wind turbines. Nd-Fe-B-based permanent magnets have the highest maximum-energy product (~55 MGOe) among all types of magnets, and so are currently used in the majority of these applications.1–4 However, Nd has been identified as a critical material (Figure 1) with limited supply as a rare-earth (RE) element, and original equipment manufacturers (OEMs) are reluctant to rely on RE’s because of market and supply uncertainty.5 Also, the energy product of Nd-Fe-B falls rapidly with increasing temperature, and especially for operation above 120 °C, Nd-Fe-B requires added Dy, which is also a critical material with a greatly increased cost.6
*Postdoc Research Associate, **PhD Candidate, ***Assistant Scientist IV, ****Associate Scientist, *****Retired Senior Scientist, ******Senior Metallurgist, Ames Laboratory, Iowa State University, 258K Metals Development, Ames, Iowa 50010, USA; Email: [email protected]
Volume 52, No. 4, 2016International Journal of Powder Metallurgy 33
Presented at POWDERMET2016 and published in Advances in Powder Metallurgy & Particulate Materials—2016, proceedings of the 2016 Conference on Powder Metallurgy & Particulate Materials, which are available from the Publications Department of MPIF www.mpif.org.
Replacing rare-earth magnets with alternatives, such as alnico, will eliminate supply instability, increase sustainability, and decrease costs of permanent magnets for applications such as traction-drive motors. Conventional processing of alnico magnets with the best second quadrant squareness and energy product involves directionally solidified casting and final machining, which leads to higher costs and material waste. Due to their randomly oriented fine- grained microstructure, pow-der-processed, sintered alnico magnets have had inferior energy product and therefore have been used only for low energy–density applications. This work describes epitaxially seeded solid-state grain growth driven by thermal gradient control, leading to enhanced alnico magnets produced by powder processing. A modified alnico 8 composition was high-pressure gas atomized, compression molded, sintered to full density, and heat treated to achieve improved magnetic properties. These alnico magnets were thoroughly characterized using scanning electron microscopy (SEM), orientation image mapping (OIM), electron backscattered diffraction (EBSD), and hysteresisgraph measure-ments. Grain growth and some texturing control have been demonstrated through solid-state thermal processing of a fully dense, powder-processed sample of the modified alnico 8 composi-tion. Directionally grown alnico 9 shows promise for being able to control grain orientation and epitaxially seed the [001] direction for grain growth.
2016 EXCELLENCEIN METALLOGRAPHYAWARD
Figure 1. Critical materials according to importance and supply as identified by the USDOE5

Volume 52, No. 4, 2016International Journal of Powder Metallurgy34
ENHANCED POWDER-PROCESSED ALNICO MAGNETS BY THERMAL GRADIENT CONTROL
All of these factors led to the renewed search for alter-native non-RE permanent magnet materials with suffi-cient energy density for compact, high-performance electric motors and generators. Figure 2 shows the development of different magnet materials relative to their room temperature magnetic energy product over time.7 The highest energy products are from RE-con-taining permanent magnets, followed by alnico perma-nent magnets. Alnico was first developed in the 1930s and optimized during the 1960s, and has potential for further improvement due to the advent of modern processing methods, and many high-resolution charac-terization tools that can be directed to “tune” the self-organized nano-structure of these complex magnet-ic alloys. Additionally, alnico has excellent corrosion resistance and maintains its energy product at high temperatures, which is essential for electric trac-tion-drive motors.
Conventional alnico magnet production involves directionally-solidified casting to achieve the best micro-structural alignment and, after thermal-magnetic treat-ment, the best second quadrant squareness and energy product.8 Directional solidification is a complicated, costly processing method that leads to high-production costs and large quantities of excess scrap material from extensive machining of each casting. Sintered alnico maintains high coercivity, vital to motor applications, while lowering production costs through near-net shape processing and simplified manufacturing methods.9 If an aligned type of sintered alnico permanent magnet with an optimized composition for high coercivity and magnetic induction could be produced, it would be a competitive alternative to RE permanent magnets.
The techniques to achieve texture, or alignment, within the solid state, include hot deformation, and
recrystallization or grain growth.10–11 Steinort et al. found that recrystallization and grain growth could be promoted if sufficient grain edge strains were induced through a thermal gradient and by grain boundary, γ-phase precipitation that involves a volume change.12 Luborsky and Aust followed up to find the γ-phase does not promote grain growth, but elements that stabilize the γ-phase may be necessary.11 Furthermore, they concluded it is very difficult to control the grain orientation of the recrystallized grains.11 This paper investigates thermal-gradient driven, solid-state recrys-tallization and grain growth of a modified alnico 8 com-position, using a conjoined grain-oriented (alnico 9) material to seed the grain growth and control the grain orientation of the recrystallized grains.
EXPERIMENTAL METHODSFine, spherical alloy powders were produced using
high-pressure gas atomization at Ames Laboratory of a composition within the alnico 8 family. The gas-atom-ized powder was size classified and then compression molded at 160 MPa using a QPAC®40 poly(propylene carbonate) binder (from Empower Materials Inc., New Castle, Delaware) into a 9.5 mm diameter, ~1 cm tall cylinder. The sample was debound at 300 ºC in air for 2 hours and vacuum sintered for an initial 4 hours to obtain >99% relative density. Kassen et al. and Ander-son et al. detail the gas-atomization process, resulting powder characteristics, and sintering procedures.13–15 Each sintered sample was then placed in a tube fur-nace, set to 1,260 °C, in contact with a water-cooled cold finger to produce a >20 °C/cm gradient through the height of the cylinder. To minimize oxidation, the furnace was purged with high-purity nitrogen gas and two type-K thermocouples monitored the temperature across the height of the sample. A disk of polished and oriented alnico 9, provided by Arnold Magnetic Technol-ogies, was placed in contact with the hotter end of the sample in the furnace, to epitaxially seed the preferred grain-growth direction. EBSD of the alnico 9 disk, veri-fying the texture, is included in Figure 3. SEM, using an FEI Quanta FEG 250 SEM, and EBSD, using a JEOL JAMP-7830F field emission auger electron spectroscopy (FE-AES) instrument, were performed on polished, transverse and longitudinal surfaces of the samples.
The 9.5 mm diameter cylinder was cut using an electrical discharge machine (EDM) into three, 3-mm diameter rods for magnetic property measurements. The rods were heated to 1,250 °C for 30 minutes in an Oxy-Gon quench furnace (from OXY-GON Industries, Inc., Epsom, New Hampshire) with a vacuum of 0.1–0.01 mPa, followed by an oil quench to solutionize the micro-structure to eliminate γ-phase precipitation, and to min-imize spinodal decomposition of the high-temperature
Figure 2. Development of different hard magnet materials and energy density at room temperature over time, and comparable volumes of different materials required to achieve the same field7

Volume 52, No. 4, 2016International Journal of Powder Metallurgy 35
ENHANCED POWDER-PROCESSED ALNICO MAGNETS BY THERMAL GRADIENT CONTROL
solid-solution phase. After being wrapped in tantalum foil and sealed in a quartz vial, the rods were magnetical-ly annealed under a ~1T field at 840 °C for 10 minutes. Finally, anneals were performed at 650 °C for 5 h, and 580 °C for 15 h to achieve a full heat treatment. The magnetic properties were measured on a closed-loop Laboratorio Elettrofisico AMH-500 hysteresigraph, under a maximum applied field of 1.2 MA/m (15 kOe).
RESULTS & DISCUSSIONSEM of the polished, transverse cross-sectional end
surfaces of the cylindrical sample showed significant differences between the hot/alnico 9 seeded side and the end in contact with the cold finger. Figure 4(a) shows a montage SEM micrograph of the alnico
9 (seeded) end, while Figure 4(b) shows the cold-finger end. The primary goal of this work was to achieve grain growth within the sample. It is apparent this was achieved, at least at the hot end (Figure 4(a)) that was seeded with alnico 9, as evidenced by the ~2 mm size grains in the sample. The center of the hot end retained a fine-grain size, indicating further time might be necessary at temperature in order to achieve complete recrystallization. The cold-finger end (Figure 4(b)) showed a mostly fine-grained structure with two larger grains (see arrows).
Orientations of the recrystallized grains in Figure 4 were analyzed using EBSD and are shown in Figures 5 and 6 with overlays on the montage SEM micrographs. The fine-grain sections are clearly randomly oriented
Figure 3. (a), (b) Inverse pole figures along the [001] and [100] directions and (c) orientation image map of alnico 9 seed disk
Figure 4. (a) montage SEM micrograph of hot end that was seeded with an alnico 9 disk, (b) montage SEM micrograph of cold end that was in contact with the cold finger (yellow arrows highlight larger grains)

Volume 52, No. 4, 2016International Journal of Powder Metallurgy36
ENHANCED POWDER-PROCESSED ALNICO MAGNETS BY THERMAL GRADIENT CONTROL
Figure 5. EBSD analysis of grain texture overlayed on the SEM montage micrograph with corresponding inverse pole figures showing orientation. The transverse (TD) and rolling (RD) directions are as noted.
Figure 6. EBSD analysis of grain texture overlaid on the SEM montage micrograph with corresponding inverse pole figure showing orientation of the lower left rectangular area

Volume 52, No. 4, 2016International Journal of Powder Metallurgy 37
ENHANCED POWDER-PROCESSED ALNICO MAGNETS BY THERMAL GRADIENT CONTROL
(Figure 6), while a large portion of the recrystallized region of the alnico 9 (seeded) end has tended towards the preferred [001] orientation, as shown by the section labeled D in Figure 5.
The sectioned samples for magnetic property measurements were chosen from the areas shown in Figure 7 (corresponding to the sample shown in Figure
5), with three, longitudinal cross-sections from the labeled locations. Figure 8 shows an SEM micrograph of the polished “Long. 1” (longitudinal) cross-section of the cylindrical sample where the grain size transition occurs over halfway through the height of the sample. Figure 9 includes EBSD overlays on the longitudinal cross- section, with the orientations of the grains correlating well with the transverse cross-section.
The other longitudinal cross-sections showed similar results and good correspondence with the transverse cross-sections. It is evident from these results that over 50% of the sample height and over 90% of the sample area within that height exhibited abnormal grain growth. Processing defects, such as the crack extending across the middle of the sample from the left side in Figure 8, seemed to be a barrier to continued grain growth, possibly due to both oxygen contamination and grain pinning effects.
A fine-grain microstructure was evident around the circumference of the entire sample. Further examina-tion of the edge of the sample, using SEM/EDS map-ping, included in Figure 10, showed significant oxidation of both Ti and Al at the edge of the sample. Oxygen contamination promotes γ-phase formation at the grain boundaries and, apparently, stabilization of the fine grained microstructure.
Magnetic property measurements of the three cylin-ders machined from the bulk sample are included in Table I. Comparison with Arnold Magnetic Technologies (AMT) sintered alnico 8H and cast alnico 9, showed these samples to lie between the two sets of properties, as expected for these initial results of a sintered micro-structure with some grain alignment. The values for remanence (Br), coercivity (Hc), intrinsic coercivity (Hci), and maximum energy product (BHmax) of the pink, green, and teal cylinders bridge the gap between the AMT sintered alnico 8H and cast alnico 9. There is potential for improvement in Br, Hc, Hci, and BHmax of the sintered samples by further grain growth, texture, and compositional adjustments. Future work includes improving the furnace atmosphere, and optimizing the temperature and time to achieve full grain growth and preferred texture within the sintered alnico magnet.
CONCLUSIONSGrain growth and some texturing control have been
demonstrated through solid-state thermal processing of a fully dense powder processed sample of the modified alnico 8 composition. Directionally grown alnico 9 shows promise for being able to control grain orienta-tion and epitaxially seed the [001] direction for grain growth. The γ-phase appears to stabilize the grain size and random orientation, and must be minimized along with oxidation of the sample.
Figure 7. Rough locations of the three cylinders that were cut for magnetic property measurements, as well as the locations for the longitudinal cross-sections that were examined microstructurally
Figure 8. SEM montage micrograph of the “Long. 1” (longitudinal) cross-section with the hot end at the top of the image and the cold finger end at the bottom. Note that ~1mm has already been cut off both ends for the transverse cross-sections

Volume 52, No. 4, 2016International Journal of Powder Metallurgy38
ENHANCED POWDER-PROCESSED ALNICO MAGNETS BY THERMAL GRADIENT CONTROL
Figure 9. EBSD analysis of grain texture overlayed on the SEM montage micrograph of longitudinal section 1 (“Long. 1”) with corresponding inverse pole figures showing orientations of large grains and randomly oriented fine grains
Figure 10. SEM/EDS map of select elements along the edge of longitudinal section 1 (“Long. 1”)

Volume 52, No. 4, 2016International Journal of Powder Metallurgy 39
ENHANCED POWDER-PROCESSED ALNICO MAGNETS BY THERMAL GRADIENT CONTROL
ACKNOWLEDGEMENTSThe authors would like to thank Rick Schmidt for
assistance with the compression molding and Wei Tang for composition and processing assistance. Dave Byrd and Ross Anderson performed the gas-atomization experiments and provided powder screening expertise. Jim Anderegg provided operation of the AES and EBSD data. Matt Kramer, Lin Zhou, and Liangfa Hu afforded valuable informative discussions during the course of this research. Arnold Magnetic Technologies, especially Steve Constantinides, is gratefully acknowledged for providing the alnico 9 samples and helpful discussions. This work was supported by the U.S. Department of Energy (DOE), Energy Efficiency and Renewable Energy Office (EERE), Vehicle Technologies (VT), EDT program. This research was performed at Ames Laboratory, which is operated for the U.S. DOE by Iowa State University under contract no. DE-AC02-07CH11358.
REFERENCES 1. D. Brown, B-M. Ma and Z. Chen, “Developments in the Processing and Prop-
erties of NdFeb-type Permanent Magnets”, J. Mag. Mag. Matls, 2002, vol. 248, no. 3, pp. 432–440.
2. G. Bai, R.W. Gao, Y. Sun, G.B. Han and B. Wang, “Study of High-Coercivity Sintered NdFeB Magnets”, J. Mag. Mag. Matls, 2007, vol. 308, no. 1, pp. 20–23.
3. O. Gutfleisch, A. Bollero, A. Handstein, D. Hinz, A. Kirchner, A. Yan, K-H. Muller and L. Schultz, “Nanocrystalline High Performance Permanent Mag-nets”, J. Mag. Mag. Matls, 2002, vol. 242–245, part 2, pp. 1,277–1,283.
4. D.W. Scott, B.M. Ma, Y.L. Liang and C.O. Bounds, “Microstructural Control of NdFeB Cast Ingots for Achieving 50 MGOe Sintered Magnets”, J. Appl. Phys., 1996, vol. 79, pp. 4,830–4,832.
5. DOE Critical Materials Strategy Report 2011. 6. M.S. Walmer, C.H. Chen and M.H. Walmer, “A New Class of Sm-TM Magnets
for Operating Temperatures up to 550 Degrees C”, IEEE Trans. Magn., 2000, vol. 36, no. 5, pp. 3,376–3,381.
7. O. Gutfleisch, M.A. Willard, E. Bruck, C.H. Chen, S.G. Sankar and J. Ping Liu, “Magnetic Materials and Devices for the 21st Century: Stronger, Lighter, and More Energy Efficient”, Adv. Matls, 2011, vol. 23, no. 7, pp. 821–842.
8. Y.L. Sun, J.T. Zhao, Z. Liu, W.X. Xia, S.M. Zhu, D. Lee and A.R. Yan, “The Phase and Microstructure Analysis of Alnico Magnets with High Coercivity”, J. Mag. Mag. Matls, 2015, vol. 379, no. 1, pp. 58–62.
9. H.M. Dillon, “Effects of Heat Treatment and Processing Modifications on Microstructure in Alnico 8H Permanent Magnet Alloys for High Temperature Applications”, 2014, M.S. Thesis, Iowa State University, Ames, IA.
10. N. Makino and Y. Kimura, “Techniques to Achieve Texture in Permanent Magnet Alloy Systems”, J. Appl. Phys., 1965, vol. 36, pp. 1,185–1,190.
11. F.E. Luborsky and K.T. Aust,”Grain Growth in Some Alnico Alloys”, Trans. Met. Soc. AIME, 1963, vol. 227, pp. 791–793.
12. E. Steinort, E.R. Cronk, S.J. Garvin and H. Tiderman, “The Formation of Monocrystalline Alnico Magnets by Secondary Recrystallization Methods”, J. Appl. Phys., 1962, vol. 33, pp. 1,310–1,313.
13. A.G. Kassen, E.M.H. White, A. Palasyuk, L. Zhou, R.W. McCallum and I.E. Anderson, “Compression Molding of High-Pressure Gas Atomized Powders to Form Near-Net Shape Alnico-Based Permanent Magnets”, Advances in Pow-der Metallurgy & Particulate Materials—2015, compiled by S.R. Bingert and S.H. Luk, Metal Powder Industries Federation, Princeton, NJ, 2015, vol. 2, part 7, pp. 13–27.
14. I.E. Anderson, A.G. Kassen, E.M.H. White, L. Zhou, W. Tang, A. Palasyuk, K.W. Dennis, R.W. McCallum and M.J. Kramer, “Novel Pre-Alloyed Powder Processing of Modified Alnico 8: Correlation of Microstructure and Magnetic Properties”, J. Appl. Phys., 2015, vol. 117, pp. 17D138-(1-4).
15. I.E. Anderson, E.M.H. White, M.J. Kramer, A.G. Kassen and K.W. Dennis, “Solid State Grain Alignment of Heat Treatable Permanent Magnets in Near- Final Shape”, U.S. Provisional Patent serial no. 62/390,513. March 31, 2016.
TABLE I. MAGNETIC PROPERTY MEASUREMENTS OF THERMAL GRADIENT, GRAIN-GROWTH SAMPLES COMPARED WITH ARNOLD MAGNETIC TECHNOLOGIES (AMT) COMMERCIAL MAGNET PROPERTIES
Sample ID Br Hc Hk Hci BHmax Squareness (T) (kA/m) (kA/m) (kA/m) (kJ/m3) (Hk/Hci)
Pink 0.88 126 34.6 135 38.9 0.26
Green 0.86 125 33.4 136 37.2 0.25
Teal 0.80 122 29.0 133 33.0 0.22
AMT sintered alnico 8H 0.67 143 — 161 35.8 —
AMT cast alnico 9 1.06 119 — 119 71.6 —
ijpm
The International Journal of Powder Metallurgy would also like to recognize the Papers of Merit from POWDERMET2016 (proceedings available at: mpif.org/pm-publications )
Microstructure and Mechanical Properties of High Strength α/β and Near β Stabilized Titanium Alloys via Metal Injection Molding (MIM)Paul Sheffield, Joe Grohowski, Praxis Technology, Queensbury, NY
Characterization of Prototype High-Temperature Lead-Free Solder Joints from Copper-Nickel/Tin-Alloy Composite Paste Produced by Liquid Phase Diffusion BondingStephanie M. Choquette, Materials Science and Engineering Department, Iowa State University ; and Iver E. Anderson, Materials Science and Engineering Department, Iowa State University/ Division of Materials Sciences and Engineering , Ames Laboratory, (USDOE), Ames, IA
Improving the Sintered Dimensional Response of FC-0208 for Applications Requiring Restrictive Dimensional Control after SinteringSuresh Shah, Gerry Wewers, and Gregory Falleur, MPG Gear Technologies, Subiaco, AR; Francis Hanejko, and Sunil Patel, Hoeganaes Corporation, Cinnaminson, NJ; and Bridget Reider, Hoeganaes Corporation, Milton, PAMetallographers: Barry Diamond and Eric Alesczyk, Hoeganaes Corporation