
Improving maintenance management: Case Study of a Local...
14
International Journal of Modern Research in Engineering & Management (IJMREM) ||Volume|| 1||Issue|| 1 ||Pages|| 11-24 ||January- 2018|| ISSN: 2581-4540 www.ijmrem.com IJMREM Page 11 Improving maintenance management: Case Study of a Local Textile Company 1 Monageng R, 1 Kommula V P, 1 Mapfaira H, 1 Gandure J, 1 Segatlhe B T and 1 Thabano K O H 1 Department of Mechanical Engineering, University of Botswana, Gaborone, P/Bag UB0061, Gaborone, Botswana. --------------------------------------------------------ABSTRACT-------------------------------------------------- The manufacturing sector in Botswana has been rapidly growing in recent times. Maintenance management system plays a vital role in keeping equipment on condition and also major contributor for overall productivity. The current study seeks to improve maintenance management of a local textile case study company with its operations based in Gaborone Botswana. The study sought to assist the organization take advantage of low labor costs and good export policies to manufacture goods for both local and the international markets through effective maintenance management. In order to effectively compete, organizations need to produce quality products and services. In that regard, manufacturers need to reduce redundancy in business processes, redesign products using prime components and increase availability of products and services through provision of effective equipment maintenance. The case study company’s current maintenance management system is simple and not effectively contributing in terms of equipment availability. Through this present work, we were able to develop, document and implement a maintenance management system for the organization. Keywords: Maintenance management, Maintenance management strategies, Total Productive Maintenance, Maintenance Policy --------------------------------------------------------------------------------------------------------------------------------------- Date of Submission: Date, 06 January 2018 Date of Accepted: 25 January 2018 --------------------------------------------------------------------------------------------------------------------------------------- I. INTRODUCTION Maintenance has a tremendous impact on any company’s capability to optimize its production system to meet its long-term objectives. Generally, a production system in which maintenance is not given attention produces defective products because of machine defects. Maintenance is defined as activities required or undertaken to conserve as nearly as possible the original condition of an asset or resource while compensating for normal wear and tear (Raju 2011). It can also be defined as actions necessary for retaining or restoring a piece of equipment, machine, or system to the specified operable condition to achieve its maximum useful life (Raju, 2011). Maintenance management is the process of overseeing maintenance resources so that the organization does not experience downtime from broken equipment or waste money on inefficient maintenance procedures. Maintenance management contributes in reducing equipment downtime, improving quality and increasing productivity. The maintenance cost varies from 15 to 70 percent of total production cost due to the high cost of restoring equipment, secondary damage and safety/health hazards inflicted by the failure (O'Connor, 2005). This means if this cost is not managed properly it could easily spiral out of control and lose business. Maintenance management goal is to enhance equipment effectiveness and maximize output. It strives to attain and maintain optimal equipment conditions to prevent unexpected breakdowns, speed losses, and quality defects in process (Islam, et al., 2006). There are several maintenance management strategies which organizations need to be aware of so they can customize to their environment and context. 1.1 Maintenance Management Strategies: Maintenance strategies can be divided into two groups namely planned and unplanned maintenance (Raju, 2011). Figure 1 shows one way of how different maintenance strategies can be categorized and how they can be deployed. Unplanned maintenance activities are generally restricted to correcting an emergency to prevent injury, loss of property or to return an asset to service.
Transcript of Improving maintenance management: Case Study of a Local...

International Journal of Modern Research in Engineering & Management (IJMREM)
||Volume|| 1||Issue|| 1 ||Pages|| 11-24 ||January- 2018|| ISSN: 2581-4540
www.ijmrem.com IJMREM Page 11
Improving maintenance management: Case Study of a Local
Textile Company
1Monageng R, 1Kommula V P, 1Mapfaira H, 1Gandure J, 1Segatlhe B T and
1Thabano K O H 1Department of Mechanical Engineering, University of Botswana, Gaborone,
P/Bag UB0061, Gaborone, Botswana.
--------------------------------------------------------ABSTRACT-------------------------------------------------- The manufacturing sector in Botswana has been rapidly growing in recent times. Maintenance management
system plays a vital role in keeping equipment on condition and also major contributor for overall productivity.
The current study seeks to improve maintenance management of a local textile case study company with its
operations based in Gaborone Botswana. The study sought to assist the organization take advantage of low
labor costs and good export policies to manufacture goods for both local and the international markets through
effective maintenance management. In order to effectively compete, organizations need to produce quality
products and services. In that regard, manufacturers need to reduce redundancy in business processes,
redesign products using prime components and increase availability of products and services through provision
of effective equipment maintenance. The case study company’s current maintenance management system is
simple and not effectively contributing in terms of equipment availability. Through this present work, we were
able to develop, document and implement a maintenance management system for the organization.
Keywords: Maintenance management, Maintenance management strategies, Total Productive Maintenance,
Maintenance Policy
---------------------------------------------------------------------------------------------------------------------------------------
Date of Submission: Date, 06 January 2018 Date of Accepted: 25 January 2018
----------------------------------------------------------------------------------------------------------------------------- ----------
I. INTRODUCTION
Maintenance has a tremendous impact on any company’s capability to optimize its production system to meet its
long-term objectives. Generally, a production system in which maintenance is not given attention produces
defective products because of machine defects. Maintenance is defined as activities required or undertaken to
conserve as nearly as possible the original condition of an asset or resource while compensating for normal wear
and tear (Raju 2011). It can also be defined as actions necessary for retaining or restoring a piece of equipment,
machine, or system to the specified operable condition to achieve its maximum useful life (Raju, 2011).
Maintenance management is the process of overseeing maintenance resources so that the organization does not
experience downtime from broken equipment or waste money on inefficient maintenance procedures.
Maintenance management contributes in reducing equipment downtime, improving quality and increasing
productivity. The maintenance cost varies from 15 to 70 percent of total production cost due to the high cost of
restoring equipment, secondary damage and safety/health hazards inflicted by the failure (O'Connor, 2005). This
means if this cost is not managed properly it could easily spiral out of control and lose business. Maintenance
management goal is to enhance equipment effectiveness and maximize output. It strives to attain and maintain
optimal equipment conditions to prevent unexpected breakdowns, speed losses, and quality defects in process
(Islam, et al., 2006). There are several maintenance management strategies which organizations need to be
aware of so they can customize to their environment and context.
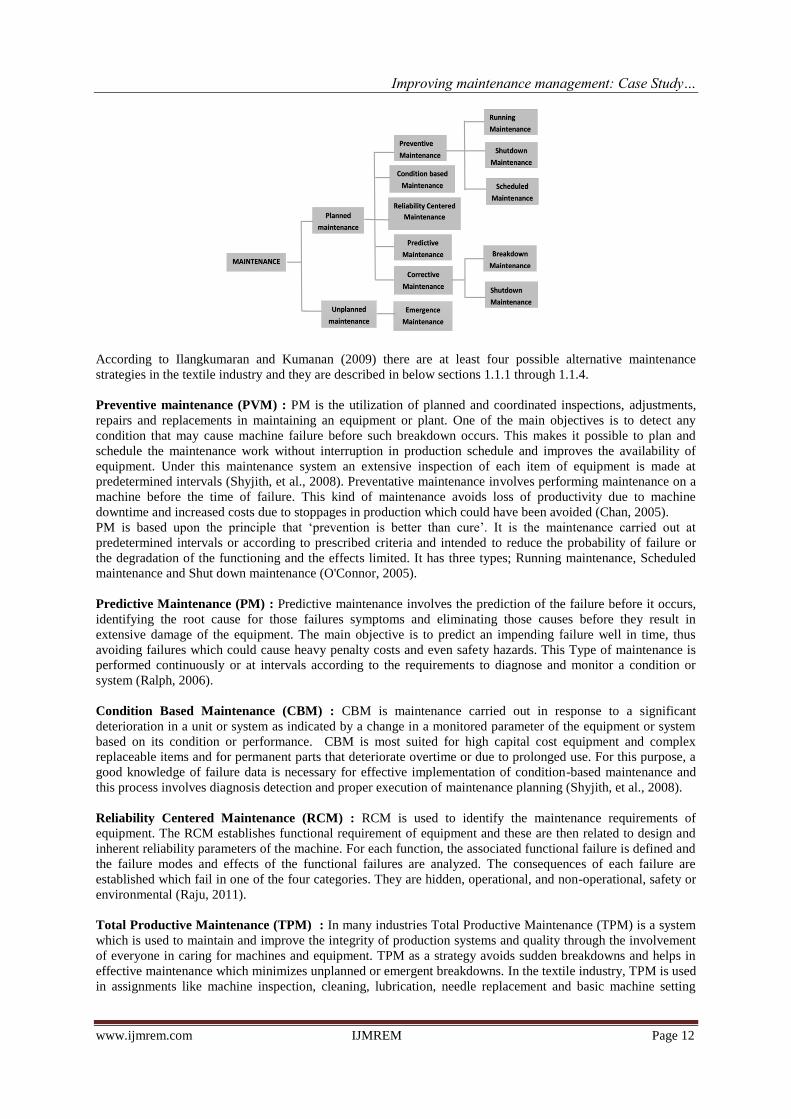
1.1 Maintenance Management Strategies: Maintenance strategies can be divided into two groups namely
planned and unplanned maintenance (Raju, 2011). Figure 1 shows one way of how different maintenance
strategies can be categorized and how they can be deployed. Unplanned maintenance activities are generally
restricted to correcting an emergency to prevent injury, loss of property or to return an asset to service.
Improving maintenance management: Case Study…
www.ijmrem.com IJMREM Page 12
According to Ilangkumaran and Kumanan (2009) there are at least four possible alternative maintenance
strategies in the textile industry and they are described in below sections 1.1.1 through 1.1.4.
Preventive maintenance (PVM) : PM is the utilization of planned and coordinated inspections, adjustments,
repairs and replacements in maintaining an equipment or plant. One of the main objectives is to detect any
condition that may cause machine failure before such breakdown occurs. This makes it possible to plan and
schedule the maintenance work without interruption in production schedule and improves the availability of
equipment. Under this maintenance system an extensive inspection of each item of equipment is made at
predetermined intervals (Shyjith, et al., 2008). Preventative maintenance involves performing maintenance on a
machine before the time of failure. This kind of maintenance avoids loss of productivity due to machine
downtime and increased costs due to stoppages in production which could have been avoided (Chan, 2005).
PM is based upon the principle that ‘prevention is better than cure’. It is the maintenance carried out at
predetermined intervals or according to prescribed criteria and intended to reduce the probability of failure or
the degradation of the functioning and the effects limited. It has three types; Running maintenance, Scheduled
maintenance and Shut down maintenance (O'Connor, 2005).
Predictive Maintenance (PM) : Predictive maintenance involves the prediction of the failure before it occurs,
identifying the root cause for those failures symptoms and eliminating those causes before they result in
extensive damage of the equipment. The main objective is to predict an impending failure well in time, thus
avoiding failures which could cause heavy penalty costs and even safety hazards. This Type of maintenance is
performed continuously or at intervals according to the requirements to diagnose and monitor a condition or
system (Ralph, 2006).
Condition Based Maintenance (CBM) : CBM is maintenance carried out in response to a significant
deterioration in a unit or system as indicated by a change in a monitored parameter of the equipment or system
based on its condition or performance. CBM is most suited for high capital cost equipment and complex
replaceable items and for permanent parts that deteriorate overtime or due to prolonged use. For this purpose, a
good knowledge of failure data is necessary for effective implementation of condition-based maintenance and
this process involves diagnosis detection and proper execution of maintenance planning (Shyjith, et al., 2008).
Reliability Centered Maintenance (RCM) : RCM is used to identify the maintenance requirements of
equipment. The RCM establishes functional requirement of equipment and these are then related to design and
inherent reliability parameters of the machine. For each function, the associated functional failure is defined and
the failure modes and effects of the functional failures are analyzed. The consequences of each failure are
established which fail in one of the four categories. They are hidden, operational, and non-operational, safety or
environmental (Raju, 2011).
Total Productive Maintenance (TPM) : In many industries Total Productive Maintenance (TPM) is a system
which is used to maintain and improve the integrity of production systems and quality through the involvement
of everyone in caring for machines and equipment. TPM as a strategy avoids sudden breakdowns and helps in
effective maintenance which minimizes unplanned or emergent breakdowns. In the textile industry, TPM is used
in assignments like machine inspection, cleaning, lubrication, needle replacement and basic machine setting

Improving maintenance management: Case Study…
www.ijmrem.com IJMREM Page 13
tasks by the machine operators. The key measurement of TPM is machine effectiveness which includes
availability, performance efficiency, and Overall Equipment Effectiveness (OEE). (Senthilkumar, et al., 2012).
TPM is mainly accomplished through 7 pillars which help to ensure zero defects, zero breakdown, zero waste,
and zero accident with total employee participation (Raju, 2011). These seven pillars defined as follows:
1. Focused Improvement: In this pillar, cross-functional teams are assembled with the main aim of working
on problematic equipment and coming up with improvement suggestions. The use of cross-functional teams
is important to have a large and varied number of employees involved to bring in different experience or
views.
2. Autonomous Maintenance: It places the responsibility of basic maintenance activities on the hands of the
operators and leaves the maintenance staff with more time to attend to more complex maintenance tasks.
3. Planned Maintenance: It schedules maintenance activities based on observed behavior of machines such
as failure rates and breakdowns. By scheduling these activities, the cycle of breakdowns and failure is
broken thus contributing to a longer service life of machines.
4. Training and Education: This pillar is concerned with filling the knowledge gap that exists in an
organization when it comes to TPM. Ensuring that employees are trained gives the organization a reliable
pool of knowledgeable staff that can drive the initiative competently.
5. Quality Maintenance: This ensures that equipment can detect and prevent errors during production. By
detecting errors, processes become reliable enough to produce the right specification the first time.
6. Early Equipment Management: It uses the experience gathered from previous maintenance improvement
activities to ensure that new machinery reaches its optimal performance much early than usual.
7. Safety, Health and Environment: This pillar of TPM ensures that all workers are provided with an
environment that is safe and that all conditions that are harmful to their well-being are eliminated.
Maintenance Policy : Maintenance policies are a set of protocols that are followed to reduce the number of
unexpected stoppages. Performing PVM actions at certain point of time regardless of component’s condition is
defined as a Block policy. Block policy aims to maintain the component so that the failure could be avoided as
much as possible that may lead to a catastrophic failure. The policy is to work as a guiding principle of how the
company is to achieve its vision and goals, taking into consideration the values and methodologies of the
company. A policy may be a bigger picture for the employees, feeling the attendance of doing something with
the right cause. The policy is a way in which the higher objectives are translated to more concrete objectives. It
is a means to explain the objectives for all employees. To get an understanding and support in these goals and
objectives it is important that everyone understands the meaning of the organization policy (Mobley, 2004).
Computer Maintenance Management System (CMMS) : CMMS is software that is used to schedule and
record operation and preventive/planned maintenance activities associated with facility equipment. It allows
managers to stay up-to-date on facilities operations, even while out of the office, on the progress of maintenance
requests. The utilization of CMMS facilitates the collection, processing, and analysis of maintenance data which
helps to control effectively the maintenance of an organization by properly keeping information about occurring
events. CMMS are designed to gather all data related to maintenance and to file it in the history of
corresponding asset. CMMS have been proven to have several impacts on the maintenance management of
organizations. Some of them have been listed as reducing equipment downtime through the benefits of regular
scheduled preventive maintenance, increasing equipment life, increasing productivity, reducing inventory,
providing historical records to assist in maintenance planning and budgeting, and providing maintenance
reports.
II. METHODOLOGY The research methodology employed in this work is presented in sections 2.1 through 2.2.
Assessment of current maintenance system : The initial/current status of the maintenance system was
assessed in order to identify the problems that were experienced regarding maintenance management. This
included interviews with the maintenance manager as well as document analysis to triangulate information
obtained from interview with maintenance manager.

Improving maintenance management: Case Study…
www.ijmrem.com IJMREM Page 14
Fishbone (Root cause) analysis : A root cause analysis was carried out to understand the contributing factors to
system failures so that actions can be developed. Figure 2 was used to analyze the causes of defects that led to
downtime in categories of material, methods, manpower and machines.
Figure 2: Fishbone Diagram
III. RESULTS AND DISCUSSIONS
Assessment of current maintenance system: At the assessment of current maintenance system, it was found
that maintenance manager is randomly called by the machine operator to repair the damaged machines. In
addition there were no records of maintenance carried out on machines such as maintenance log and
preventative maintenance log. Upon assessment of the current maintenance system it was found out that the
problems at the company included the following:
Frequent machine breakdowns: These were caused by lack of history of machine failure since there was no
maintenance log. Furthermore, there is no root cause analysis to determine the cause of machine failures.
Limited tools and equipment spares: Machine spares and tools were limited and this caused the machines to
idle in cases where the machines had breakdowns and waiting for parts to be replaced. This problem was due to
lack of strategy to order the machine parts that are used frequently.
Unreliable machines in production: The company did not have preventative logs hence the reliability of
machines was unknown and there was more downtime because machines randomly failed. Preventative
maintenance is the diagnosis of the machine before it fails in order to avoid the unexpected failure on a
particular machine.
Lack of knowledge about Autonomous Maintenance: Most operators in the workshop demonstrated limited
knowledge on autonomous machine maintenance which keeps machine operational. This explained observed
machine high down times. Table 1 shows common types of machine failures and causes of failures diagnosed
through the root cause analysis.
Table 1: Types of failures and their Causes
Common types
of Failure
Cause(s) of failure
Needles damage
a) Needle
breakage:
b) Bent
Needle:
i. Misuse of the machine usually causes
needle breakage. Using wrong sized
needle.
ii. A bent needle which results in low
quality of products and ultimately needle
breakage is commonly due to wrong
insertion of a needle in the machine by
the operator.
iii. Top tension is too tight or thread is
wrapped around something. Needle may
be in loosely.
Improving maintenance management: Case Study…
www.ijmrem.com IJMREM Page 15
iv. Operator pulls fabric ahead of the feed
dogs and causes needle to hit the needle
plate.
v. Fabric is too thick and too heavy for your
machine.
Looper damages i. When a needle is bent and repeatedly hits
the looper, it may break or bend it.
ii. Incorrect winding of threads on to the
bobbin.
iii. Excessive tension to the bobbin threads.
iv. Incorrect fitting of bobbin case.
Upper Thread
breakage
i. Wrong threading of the machine
ii. Poor quality of tread
iii. Irregular tension
iv. Wrong timing Inferior thread may have
been used, or thread may be knotted
somewhere. Needle may be too fine for
thread or fabric.
v. Upper tension is too tight.
vi. Thread may be wrapped around spool
holder or thread guides, or caught on
spool's thread slot.
Lower thread
breaks
i. Wrong threading of the machine
ii. Poor quality of thread
iii. Irregular tension
iv. Inferior thread or mis- matched thread.
v. Tension on bobbin case is too tight
vi. Needle plate hole has sharp edges or
shuttle has rough spot
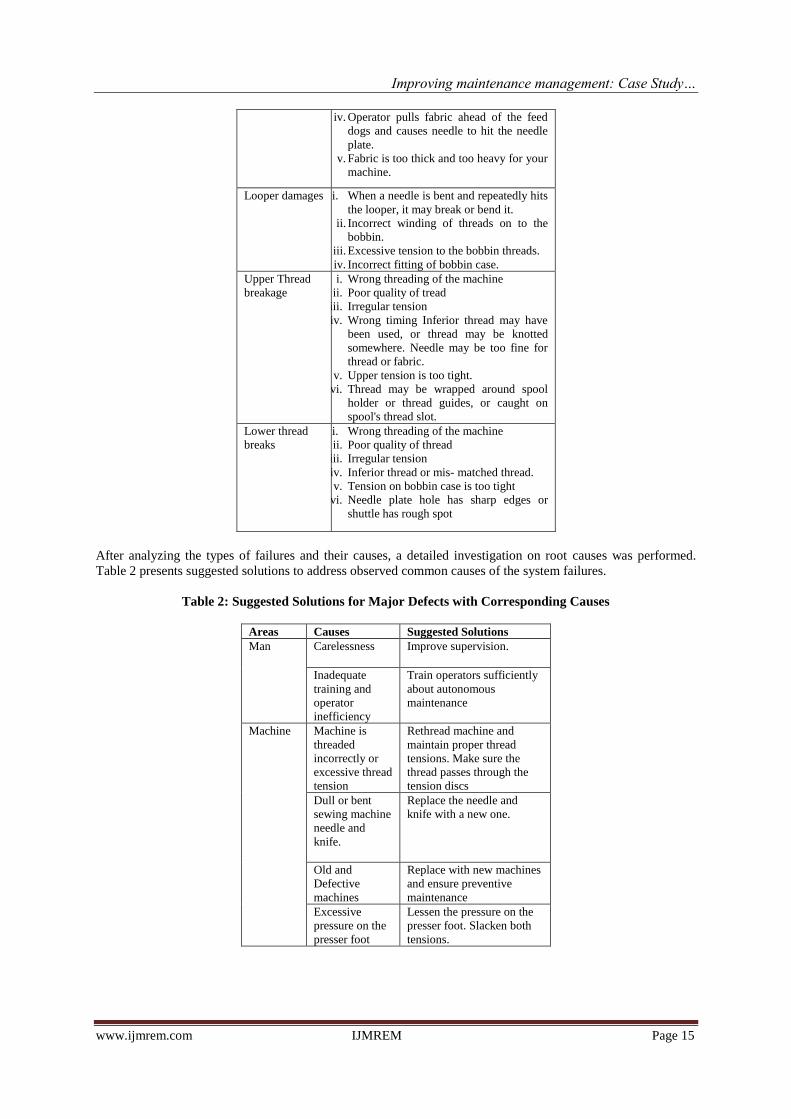
After analyzing the types of failures and their causes, a detailed investigation on root causes was performed.
Table 2 presents suggested solutions to address observed common causes of the system failures.
Table 2: Suggested Solutions for Major Defects with Corresponding Causes
Areas Causes Suggested Solutions
Man Carelessness Improve supervision.
Inadequate
training and
operator
inefficiency
Train operators sufficiently
about autonomous
maintenance
Machine Machine is
threaded
incorrectly or
excessive thread
tension
Rethread machine and
maintain proper thread
tensions. Make sure the
thread passes through the
tension discs
Dull or bent
sewing machine
needle and
knife.
Replace the needle and
knife with a new one.
Old and
Defective
machines
Replace with new machines
and ensure preventive
maintenance
Excessive
pressure on the
presser foot
Lessen the pressure on the
presser foot. Slacken both
tensions.

Improving maintenance management: Case Study…
www.ijmrem.com IJMREM Page 16
Method Incorrect size of
the needle and
thread for
operation
The size of the needle and
thread should be
synchronized. Ensure both
the needle and bottom
(looper) positions are
rightly fed by the correct
thread type and size.
Incorrectly
inserted needle
Insert the needle on correct
position. Check that the
bobbin is wound
correctly and no loose
threads or loops sticking
out.
Comparatively
long stitch for
the type of
fabric in work.
Shorten the stitch length by
means of the stitch
regulator, especially when
sewing fine fabrics.
Material Poor quality
thread
Use good quality thread.
Poor quality
needle
Use high quality needles
from another brand. Needle
should have high heat and
wear resistance capacity.
Limited spare
parts
Develop an inventory
control system for ordering
spare parts.
Improper
Finishing
To cut thread properly, start
regularly checking system
to check the machine is
properly functioning or not.
Also, to Improve quality
inspection system.
Documentation of maintenance practices : In order to improve the maintenance management of the case-
study organization, documentation of current maintenance management process was carried out to expose areas
that needed improvement. Figure 4 below shows how the maintenance system was currently operating (AS IS
model).
Figure 4: Current Maintenance process flow
The proposed maintenance process flow is shown in Figure 5.

Improving maintenance management: Case Study…
www.ijmrem.com IJMREM Page 17
Figure 5: Developed Maintenance Process Flow
For effective functionality, the developed maintenance process flow needed institution of assert labelling,
maintenance log, inventory management system, maintenance checklist and objectives, control procedures and
maintenance policy.
Asset Labelling : Production machines were labelled for ease of identification and access to machine
specifications. This information is also useful for documents such as maintenance log, preventive maintenance
log and developing database for the machines. All machines in production, cutting, design, embroidery and
ironing departments were labelled using stickers.The sticker design includes the company name and section
where the asset belongs (for example P8 means the machine is from production and it is number 8 on the
workshop). The stickers were pasted on the machine using a sticker labelling machine.
Figure 6 shows a labelled stitching machine, the label makes it easier to identify the machine even if it is moved
to a different location.
Figure 6: Sample of labelled machine
Maintenance log: A maintenance log was developed and implemented upon completion of machine labelling
for maintaining information about the machines in production line. Maintenance log provides a record of all
work performed on the system regarding maintenance, thus it provides a history of system failures which is

Improving maintenance management: Case Study…
www.ijmrem.com IJMREM Page 18
helpful for preventative maintenance. Information on the maintenance log includes machine name, model
number, asset number, department of the machine, machine location of the machine, time of failure, cause of
failure and remarks. Figure 7 shows an implemented maintenance log for recording information about
equipment maintenance.
Figure 7: Developed maintenance log
Maintenance checklist: A checklist is a document which should be filled prior to using the machine and this
document acts as a preventive maintenance log because it provides a history of which parts of the machine
should be addressed. The checklist is to be filled by the machine operators daily and then be sent to the
maintenance manager to view which parts of the machine have problems. Figure 8 shows a sample maintenance
checklist that was developed for the case-study company. The form is mainly in two parts, the cleaning of the
machine before it is used and just a general condition check of the machine. It also includes the date the machine
was last used and the employee name and number of the employees who used it last.
Figure 8: Developed Maintenance checklist

Improving maintenance management: Case Study…
www.ijmrem.com IJMREM Page 19
Inventory Management System: ABC analysis is a system for inventory classification. It was used to divide
inventory into three classes based on Rand volume. These classes were as follows:
a) Class A - High Rand volume
b) Class B - Medium Rand volume
c) Class C - Low Rand volume
The classification was then used to establish policies that could focus on the few critical parts and not the many
trivial ones. Figures 9 and 10 show ABC calculations that were done and the graphical presentation based on the
inventory order information from the case-study company. The vertical axis on Figure 10 shows the combined
percentage use of the materials in the different ABC categories.
Figure 9: ABC analysis
Figure 10: Graphical presentation
ABC inventory control allows inventory managers to concentrate on controlling the more significant items of
stock. The aim of introducing this system is to ensure that critical parts will always be in stock to avoid
downtime of machines due to limited spare parts. Class A items as shown in Figure 10 comprise of items such
as needles, straight cutting blades, button clamp slides, loopers, feed dogs, idle gears, spiral gears, sharpening
gstone and yoke slide which make approximately 20% of high-usage-value items which account for 78.5% of
the total maintenance parts usage value.
Class B items are those of medium usage, usually the next 30 per cent of items which often account for around
13.1% of the total usage value. Examples of these are pressure foots & needle bars. Class C items are those low-
usage which, although comprising around 50 per cent of the total types of items stocked, probably only account
for around 8.2% of the total usage value of all maintenance operations. Some examples of these items are needle
bar balance and clamps, needle bar thread guide, chaining finger and screw for pressure foot.
Maintenance Policy: Since the case-study company did not have any policy or set of documented maintenance
procedures, a maintenance policy was developed for effective maintenance management. Maintenance policy is
Needle(blind stitch) LW-6T-12G 10 78 780.00 23.7%
Straight cutting blade 10E-S/E 24 14 336.00 10.2%
Button clamp slide B2552-372-000 3 107.8 323.40 9.8%
Looper B1239-372-000 3 82.5 247.50 7.5%
Feed dog 23-216 1 214.5 214.50 6.5% 78.5% A
Idle gear DE 161 2 99 198.00 6.0%
Spiral gear DE 174 2 93.5 187.00 5.7%
SHARPENING GSTONE MT260-E-24 1 159 159.00 4.8%
Yoke slide B1237-372-000 3 47.3 141.90 4.3%
Knife B-2702-047-N00 20 6 120.00 3.6%
Knife B-2702-047-L00 20 6 120.00 3.6% B
Pressure foot DE 147 2 52.8 105.60 3.2% 13.1%
Needle bar 400-09083 1 89 89.00 2.7%
Cloth retainer 137-77 1 60.5 60.50 1.8%
Needle bar clamp B31123-372-00 1 57.2 57.20 1.7%
Screw SS-1060210-TP 10 4.4 44.00 1.3%
Needle bar balance B3112-372-00 1 38.5 38.50 1.2% 8.2% C
Needle bar thread guide 400-09093 1 28 28.00 0.9%
Chaining finger 122-35 1 19.8 19.80 0.6%
Srew for pressure foot DE 146 4 4.4 17.60 0.5%
Screw SS-4080415-SP 1 5.5 5.50 0.2%
3293.00 100%
INVENTORY FOR THE MONTH OF FEBRUARY 2017
TOTAL
% of Rand
VolumeClassPart name
Inventory
Volume (units)Part number
Unit Cost
(ZAR)
Rand Volume
(ZAR)

Improving maintenance management: Case Study…
www.ijmrem.com IJMREM Page 20
a statement of principle used to achieve maintenance objectives and guide maintenance management decision
making. Maintenance management can be defined as the organization of maintenance within an agreed policy.
The key requirements and procedures that were covered in the developed maintenance policy include
Maintenance Objectives, Metal Control Procedure, Maintenance Plan-Preventive and Work Allocation, and
Training of Staff.
Maintenance Objectives: Effectiveness of the maintenance is measured by the ability of the policy to achieve
the desired outcomes regarding maintenance in the organization. The following are the objectives of the
maintenance policy developed for the case-study company.
1. To keep the maintenance cost per production item produced as low as possible.
2. To keep the quality of the product very high.
3. To keep the downtime for critical equipment as low as possible.
4. To keep maintenance cost as low as possible.
5. To provide effective and trained personnel.
a) Metal Control Procedures: Since the organization uses a lot of sharp objects in their production processes,
there was a need to develop metal control procedures under the maintenance policy. These procedures were
designed to cover all the actions that must be carried out when handling sharp objects in different task.
Sewing and Knitting Needle Control: Needle control policy covers the strict control of all needles to ensure
that the only ones in use are for the manufacturing process and that the disposal of all worn or broken needles is
carried out by authorized personnel. The only needles allowed at work stations are those currently needed to
operate the machine process. No spare needles should be held at machine point therefore new needles are kept in
a locked location only to be accessed by trained or authorized personnel.
Worn and damaged needle replacement: Needles which are worn or damaged but not broken are to be
collected and a new needle must be issued by the authorized personnel. Old needles are to be disposed of into a
sealed jar or tin with a small opening in the top. The jar must be kept in the secure location and disposed of
responsibly.
When a needle breaks, the operation must be stopped and the maintenance supervisor be informed. All the
needle pieces must be located and checked against a whole needle to make sure all the pieces have been found.
The pieces must be immediately attached to the record sheet with clear adhesive tape and fully recorded with all
information. A new needle may only be issued when it is confirmed that all the needle pieces are found. If all
needle pieces cannot be found then the product being worked on and any other work near must be placed into a
bag or box and taken to the isolation area for further checking. The workplace must be checked with a hand-held
metal detector or magnet before work restarts. The handheld detector must be calibrated and operating correctly,
using the 1.2mm test piece before being used. Check for the missing needle pieces in the isolation area. If found,
all the pieces are to be recorded on the record sheet as normal.
Knives, blades, scissors and snips can be used in every area of the factory from cutting rooms to warehouses.
All new and used cutting blades for band knives and straight knives must be kept in a locked cupboard with
access only by the cutting room maintenance supervisor. Records must be kept of new blades in stock, issued
blades and returned blades so that every blade is accounted for. The instructions should be considered pertaining
to the sharp objects in the workshop;
1. Under no circumstances can old blades be turned into knives for use in the production area.
2. Old blades must be disposed of responsibly on a regular basis.
3. Where knives are needed to open containers; these should have a retractable blade, be numbered and
stored at the end of each day in a secure cupboard.
4. Small scissors and snips must be tied to work stations and this applies to all areas used for cutting,
sewing, inspection, pressing and warehouse.
5. Large scissors in the cutting room and sample room are to be numbered and stored in a secure cupboard
at the end of each working day. The supervisor responsible for scissors must check all have been returned
to ensure that they are not lost or stolen.
6. Proper care must also be ensured when the operators are holding sharp tools; they must be held with the
blades pointing downwards to avoid injuring one another.
b) Maintenance Plan-Preventive and Work Allocation: Maintenance will be carried out by the
maintenance manager on regular basis to keep the production machines working. Information about the

Improving maintenance management: Case Study…
www.ijmrem.com IJMREM Page 21
maintenance activities should be should be continuously updated Duties of the maintenance manager could
include at least the following inspecting the facility, checking electrical units of machines, ordering parts and
equipment, recording daily maintenance activity and preparing work schedules. Machine operators should
record the maintenance checklist before using any machine.
The proposed maintenance strategy for the organization is preventive maintenance. Each property will have a
Preventive Maintenance Schedule that will be completed by the maintenance manager. Preventive maintenance
will be done based on the history provided on the maintenance log. The following points are to be checked
consistently cleaning, lubrication, periodical service. The below cleaning regime could be used.
Table 3: Cleaning Procedures
# Descriptio
n
Schedul
e
Mode
of
cleanin
g
Remarks
1 Spool
stand
Everyda
y
Cotton Ensure that
there is no Pins,
labels, and
buttons other
than the thread
cone on the
spool.
2 Machine
head
Everyda
y
Cotton Remove the
complete dust
from the entire
areas including
Bobbin winding
area,
Knee lifter
connecting
areas, backside
of the machine
arm.
3 Hook
shuttle
Twice a
week
Soft
Brush
Unscrew the
needle plate and
remove the dust
and threads and
clean the feed
dog, trimming
mechanism,
hook set areas,
feed bar areas
etc.,
4 Oil tank Everyda
y
Brush
Tweeze
r /
Magnet
Where the flap
and thread etc.,
Will
accumulate.
5 Bottom oil
tank
Once in
a week
Blower Check there is
no pins, bits of
cloth and bits of
thread, labels
etc., in the oil
tank and edge
of the oil tank.
The table 4 below was also developed to assist with Preventive Maintenance in terms of what to check and when
in order to achieve the preventive maintenance strategy.

Improving maintenance management: Case Study…
www.ijmrem.com IJMREM Page 22
Table 4: Stitching Machine Check Points
Description Schedule Remarks
Needle Daily
• Check type of the needle
• Check size of the needle
• Check position of the needle
• Check needle point of the
needle (suitable to the fabric)
• If the needle is bent/broken/
blunt
Thread Daily
• Make sure the thread is
suitable to the fabric and
sizes of the needle.
Thread
stand
Daily • To release the thread freely
match the angle of spool-
holder and thread hanger
assembly.
Thread cone Once in
15 days • Should be kept vertically on
the thread spool.
Thread
guide holes
Thread to
be
replaced
800 to
1200 M/C
• Thread guides/Tension
disk/spring to be change if
grooved damaged.
Thread
check spring
depending
on the
condition
of the
spring
• The spring to be adjusted
according to the thread and
the fabric
Needle
thread
tension
Daily • Check threading: Threading
should be done properly
(should pass through every
hole of thread guides)
• Tension shoulder be kept as
light as possible.
Bobbin
thread
tension
Daily Check the bobbin condition, if
damaged/ bent to be replaced.
• Bobbin winding: Make sure
the bobbin is evenly wind
with even tension.
• Bobbin thread tension: To be
adjusted as per the fabric and
the thread.
Hook/Loope
r timing
Every 15
days
Check the timing of
hook/looper and needle (refer to
the service manual)
• Check hook/looper point
daily whether it is damaged.
Make it smooth or replace it.
• Check the needle plate hole
daily whether it is damaged.
Make it smooth or replace it.
Pressure
foot feed
dog/ Needle
plate
Every 15
days • Use the correct types of the
needle plate/pressure
foot/feed dog according to
the fabric and operations.
Pressure Every 15
days • Pressure should be adjusted
according to type of fabric
and operation.

Improving maintenance management: Case Study…
www.ijmrem.com IJMREM Page 23
However the above-mentioned tips are more useful to the sewing room personnel. Sewing mechanics can
prevent the sewing defects by maintaining the care of the industrial sewing machines. Defect free seam and
stitches of garments are always having the value-added products that gain more profits. Seams quality must be
obtained through the preventive maintenance of the industrial sewing machines respectively
Training of all Operators on Autonomous maintenance: The core idea of autonomous maintenance is to
provide the operators with more responsibility and allow them to carry out preventive maintenance tasks. All
workers in the production unit must be properly trained in order for the preventive maintenance to be effective.
Autonomous maintenance should be made part of induction training programmed. This Training is essential to
avoid unnecessary breakdown of equipment. The operators should be taught autonomous maintenance to avoid
downtime of machines. Autonomous maintenance is independent maintenance carried out by the operators of
the machines rather than by dedicated maintenance technicians. This is the core concept of TPM. TPM holds the
involvement of everyone as one of its key principles and thus makes the operators who use the machines more
responsible for the upkeep of the machines as well as the running of them. Training of the Operators will
involve several aspects as outlined below: Theoretical Training Theoretical training is about imparting basic
knowledge of machine components and functions. To perform properly the most important task such as machine
cleaning, operators should fully understand the objectives of autonomous maintenance and be even able to
deliver improvements in equipment reliability.
Initial Cleaning and Inspection: The initial cleaning of the machines is essential for high-quality maintenance.
It includes the thorough cleaning of the equipment and its surroundings. The purpose is to ensure that the
machine performance is fully restored by identifying and eliminating all signs of deterioration. The cleaning and
inspection should be done by the operators so that they become familiar with the machine details and can see
where dirt accumulates and how and what problems are occurring. The inspections that should be done on
machines could include;
• Leak detection
• Checking of loosened bolts
• Lubrication inspection
• Correction of defective items
• Removal of material rests from oil or water
Removal of dust and dirt and therefore reduction of paint corrections
Eliminating Contamination: After the initial cleaning has been performed and the equipment has been restored
again, it is highly important to make sure that it does not deteriorate again. This happens by eliminating all
possible contamination sources and improving accessibility for cleaning and maintenance. During cleaning it
will be vital to identify where the dirt that is removed is coming from; is it being produced inside the machine or
is it coming into the machine from outside. The sources of these contamination can then either be removed or
minimized.
Maintenance manager should consider the following possible solutions:
• Maintain cleaning standards
• Achieving lasting cleanliness by avoiding soiling
• Promoting cleanliness
• Encouraging operators to keep order
• Operators should be shown how to facilitate the planned inspections
Developing Standards for Cleaning, lubrication and inspection
The establishment of standards for operations of cleaning, inspection and lubrication follows the suggested
lubrication and inspection schedule. This is the step, which can be individually adjusted from the operators to
every machine. Inspection and Monitoring could involve the following:
• Checking lubrication level
• Locating leaks
• Tightening loose bolts
• Identifying possible mechanical problems as cracks
• Performing mechanical adjustments: tension measurement and regulate sensors
Finalizing Standards: The last step for a successful implementation of autonomous maintenance is to finalize
all provisional standards and establish a process for autonomous maintenance to be carried out by the operators
in the workshop.

Improving maintenance management: Case Study…
www.ijmrem.com IJMREM Page 24
Equipment Monitoring and Control: Top management of the company should be responsible for coordination
and monitoring of the maintenance activities. Continuous review of workflow will ensure that the management
of the property is aligned with client’s expectations and vision. Staff at all levels will be managing and
maintaining the property utilizing the standard checklists and work flows.
Safety and Occupational Standards: It is essential to implement appropriate risk assessment procedures for
maintenance operations, as well as employing adequate preventive measures to ensure the safety and health of
workers involved in maintenance activities. After maintenance operations are complete, special checks
(inspections and tests) should be carried out to ensure that maintenance has been properly carried out and that
new risks have not been created. During the whole process, good maintenance management should ensure that
maintenance is coordinated, scheduled and performed correctly as planned, and that the equipment or workplace
is left in a safe condition for continued operation.
V. CONCLUSIONS The aim of this study was to assist the local textile company to develop and implement an effective maintenance
management strategy. The maintenance management system of the organization was initially based on the
unplanned emergence maintenance management which meant machines were only fixed after they breakdown.
This reactive system was not suitable for the organization as the company lost lot of time in reacting to these
emergency breakdowns. The system is now changed to preventive maintenance which aims to prevent the
machines from breaking down hence ensuring that there is minimal downtime. ABC control system has also
been used to ensure that machine spare parts are ordered optimally so that there is minimal to no downtime of
the machines due to unavailability of spare parts.
REFERENCES 1. Chan, F. H. (2005). Total Productive Maintenance. Implementation of Total Productive Maintenance: A Case Study, 95.
2. Ilangkumaran, M and Kumanan, S (2009) Selection of maintenance policy for textile industry using hybrid multi-criteria
decision making approach, 20 (7), 1009 – 1022.
3. Islam, Anthony, K., Aubrey, M., kith, Ashley, & shyrsh. (2006). Identifying and Reducing Equipment Losses to
Maximise Overall Equipment Efficiency by Total Productive Maintenance. Dhaka: Bangladesh University of
Engineering & Technology.
4. Mobley, R. (2004). Maintenance Fundamentals. Butterworth: Heinemann.
5. O'Connor, P. D. (2005). Practical Realibility Engineering. West Sussex: John Wiley & Sons, LTD.
6. Raju, N. (2011). Plant Maintenance and Reliability Engineering. India: Cengage Learning.
7. Ralph, P. (2006). Maintenance Benchmarking and Best Practices. The McGraw Hill Companies, 4.
8. Senthilkumar, B., Sampath, V., Kumar, Demor, Kinash, & Simoph. (2012). Garment Manufacturing through Lean
Initiative on T Shirt Production Unit. European Journal of Scientific Research, 72(2), 245.
9. Shyjith, Ilangkumaran, Kumanan, David, Frank, & Chris. (2008). Multi-Criteria Decision-Making Approach to Evaluate
Optimum Maintenance Strategy in Textile Industry. Journal of Quality and Maintenance Engineering, 14 (4), 375-386.


















