Improved GMAW/FCAW on Primed Steels and Aluminum Phase II · Improved GMAW/FCAW on Primed Steels...
19
March 12, 2015 Improved GMAW/FCAW on Primed Steels and Aluminum Phase II Nick Kapustka 614-688-5175 [email protected] Category B Data – Government Purpose Rights Approved for Public Release; Distribution is Unlimited
Transcript of Improved GMAW/FCAW on Primed Steels and Aluminum Phase II · Improved GMAW/FCAW on Primed Steels...
March 12, 2015
Improved GMAW/FCAW on Primed Steels and Aluminum Phase II
Nick Kapustka
614-688-5175
Category B Data – Government Purpose Rights
Approved for Public Release; Distribution is Unlimited
Outline
� Project overview
� Phase II project team
� Phase II scope of work
Category B Data – Government Purpose Rights
Approved for Public Release; Distribution is Unlimited
Project Overview
� Objective─ Improve the quality and speed of welding on pre-construction
primer-coated steels and aluminum structures using FCAW and GMAW
� Phase I was performed by Applied Thermal Sciences, Inc. (ATS) and Robotic Technologies of Tennessee (RTT)─ Phase I Final Report dated July 7, 2014
� It is anticipated that the benefits will include:─ Higher levels of automation/mechanization will be enabled,─ Time to remove primer prior to welding will be reduced or
eliminated,─ Reduction of porosity and rework,─ Since rework involves adding weld, net distortion will be reduced,─ Reduced costs and build time.
Category B Data – Government Purpose Rights
Approved for Public Release; Distribution is Unlimited
Phase II Project
� Period of performance─ January 5, 2015 to January 4, 2016
� Program Technical Manager─ Justin Montague, SCRA, 843-760-3339,
� Program Technical Representative (PTR)─ Gaylene McHale, HII-Ingalls Shipbuilding, 228-935-3413,
Category B Data – Government Purpose Rights
Approved for Public Release; Distribution is Unlimited

Project Team
� EWI – Prime─ Nick Kapustka, 614-688-5175, [email protected]─ Paul Blomquist, 207-251-8500, [email protected]─ Harvey Castner, 614-688-5063, [email protected]
� Robotic Technologies of Tennessee LLC (RTT)─ Jamie Beard, 615-390-8723, [email protected]
� Miller Electric Mfg. Co. ─ Clay Byron, 251-802-3265, [email protected]
� Fronius USA─ Mike Ludwig, 810-844-3456, [email protected]
� HII-Ingalls Shipbuilding─ Lee Kvidahl, 228-935-3564, [email protected]
� BAE Systems─ Jody Heusman, 251-690-4868, [email protected]
� Vigor Industrial─ Ken Johnson, [email protected]
Category B Data – Government Purpose Rights
Approved for Public Release; Distribution is Unlimited
Scope of Work
� Task 1 – Project Management (January 2015 to January 2016)
� Task 2 – Preparation for On-Site Process Demonstrations (March – June 2015)
� Task 3 – Perform On-Site Process Demonstrations (May – October 2015)
� Task 4 – Inspection and Validation of Results (June –November 2015)
� Task 5 – Mobile Robot Platform Development and Demonstration (February – November 2015)
� Task 6 – Technology Transfer and Reporting (January 2015 – January 2016)
Category B Data – Government Purpose Rights
Approved for Public Release; Distribution is Unlimited
Task 1 – Project Management
� Project kick-off meeting and minutes
� Project management plan
� Quarterly reports─ Due: March 20, June 20, September 20, December 20
� Quarterly meetings─ March, June, September, December
Category B Data – Government Purpose Rights
Approved for Public Release; Distribution is Unlimited
Task 2 – Phase II Work Scope
� Objectives─ Demonstrate that the benefits of pulse variations determined in Phase I are
applicable to other equipment manufacturers─ Determine procedures that align with the equipment and applications
suitable for the on-site shipyard demonstrations in Task 3
� Approach─ Select steel and aluminum applications
─ FCAW for primed steel─ GMAW for aluminum
─ Select equipment manufacturer types of interest─ Develop semi-automatic welding procedures for each combination of
application and equipment manufacturer─ Miller and Fronius will develop procedures for their respective equipment─ EWI will develop procedures for other selected manufacturer types
─ Test coupons produced with the best developed procedures for each combination of application and equipment manufacturer will be evaluated
Category B Data – Government Purpose Rights
Approved for Public Release; Distribution is Unlimited
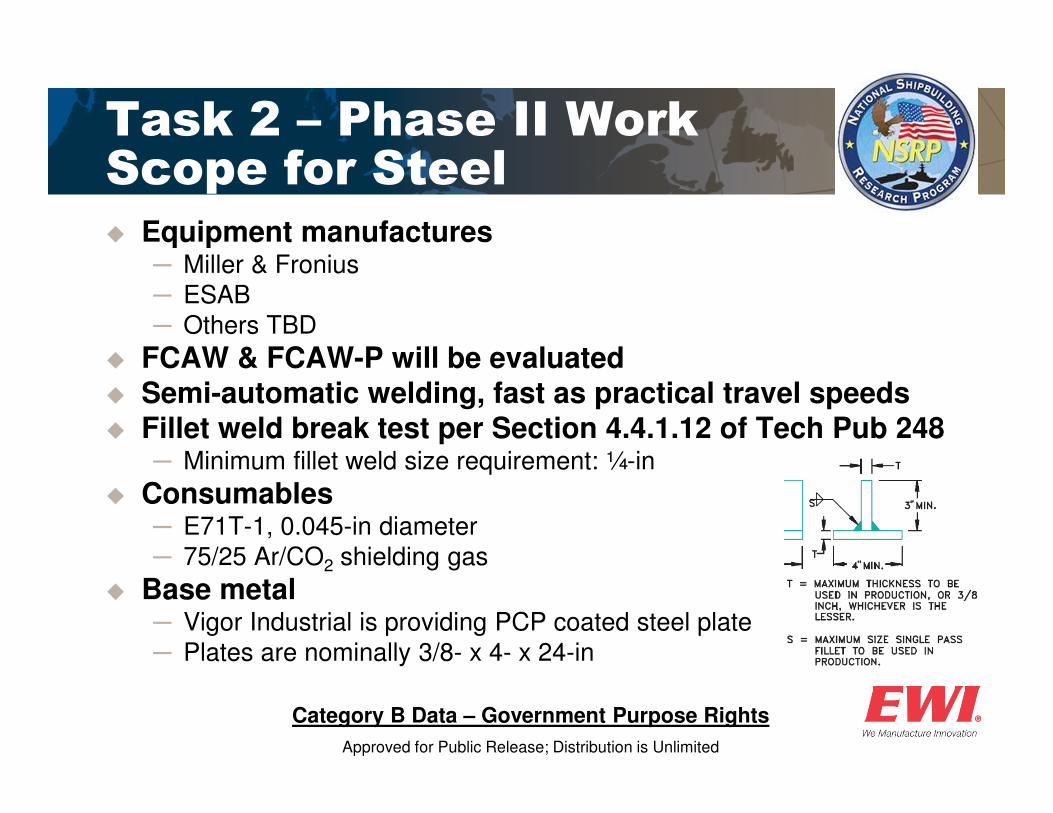
Task 2 – Phase II Work Scope for Steel
� Equipment manufactures─ Miller & Fronius─ ESAB─ Others TBD
� FCAW & FCAW-P will be evaluated � Semi-automatic welding, fast as practical travel speeds� Fillet weld break test per Section 4.4.1.12 of Tech Pub 248
─ Minimum fillet weld size requirement: ¼-in
� Consumables─ E71T-1, 0.045-in diameter─ 75/25 Ar/CO2 shielding gas
� Base metal ─ Vigor Industrial is providing PCP coated steel plate─ Plates are nominally 3/8- x 4- x 24-in
Category B Data – Government Purpose Rights
Approved for Public Release; Distribution is Unlimited

Task 2 – Fillet Weld Break Test for PCP Coated Steel
� Fillet weld break test per Section 4.4.1.12 of Tech Pub 248 will be the primary test for evaluation
� Baseline parameters from Phase I are listed in tables
FCAW of PCP Coated Steels
Mode WFS(ipm)
Avg. I(A)
Avg. V(V)
FCAW-CV 358 265 25.5
FCAW-P 350 202 28.8 – 30.0
Note: PP is not recommended for FCAW due to potential for slag entrapment resulting from excessive penetration
Category B Data – Government Purpose Rights
Approved for Public Release; Distribution is Unlimited
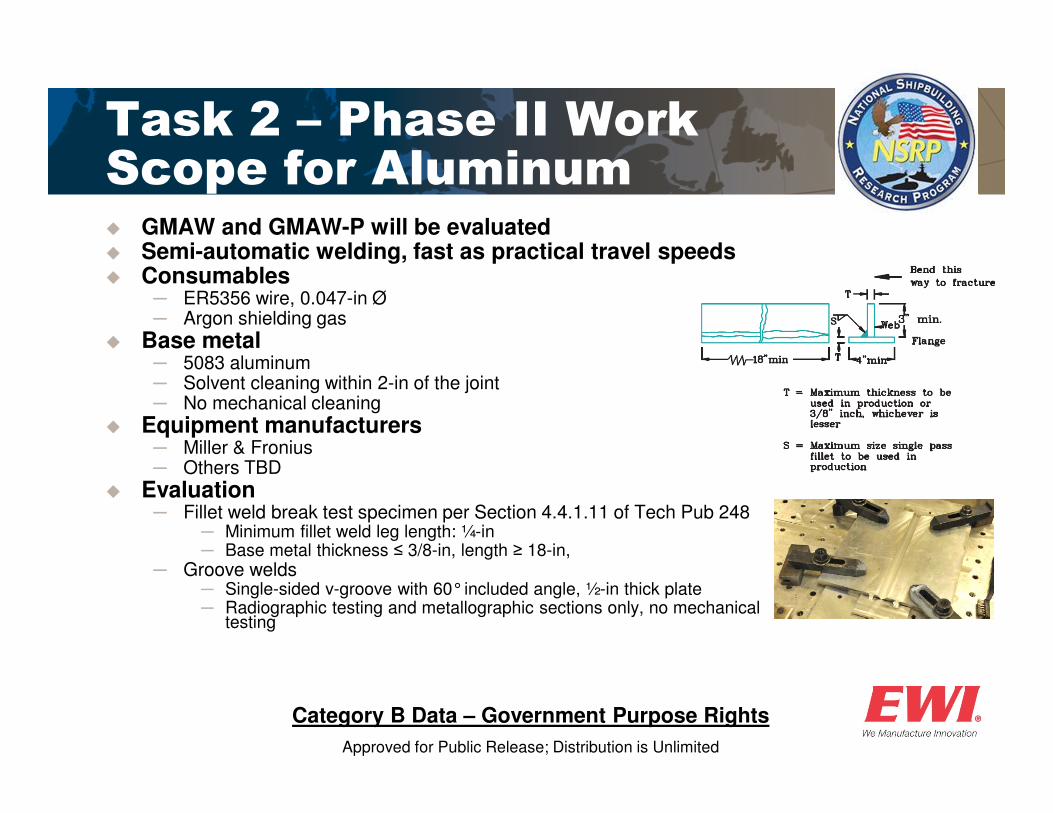
Task 2 – Phase II Work Scope for Aluminum� GMAW and GMAW-P will be evaluated� Semi-automatic welding, fast as practical travel speeds� Consumables
─ ER5356 wire, 0.047-in Ø─ Argon shielding gas
� Base metal ─ 5083 aluminum─ Solvent cleaning within 2-in of the joint─ No mechanical cleaning
� Equipment manufacturers─ Miller & Fronius─ Others TBD
� Evaluation─ Fillet weld break test specimen per Section 4.4.1.11 of Tech Pub 248
─ Minimum fillet weld leg length: ¼-in─ Base metal thickness ≤ 3/8-in, length ≥ 18-in,
─ Groove welds─ Single-sided v-groove with 60°included angle, ½-in thick plate─ Radiographic testing and metallographic sections only, no mechanical
testing
Category B Data – Government Purpose Rights
Approved for Public Release; Distribution is Unlimited
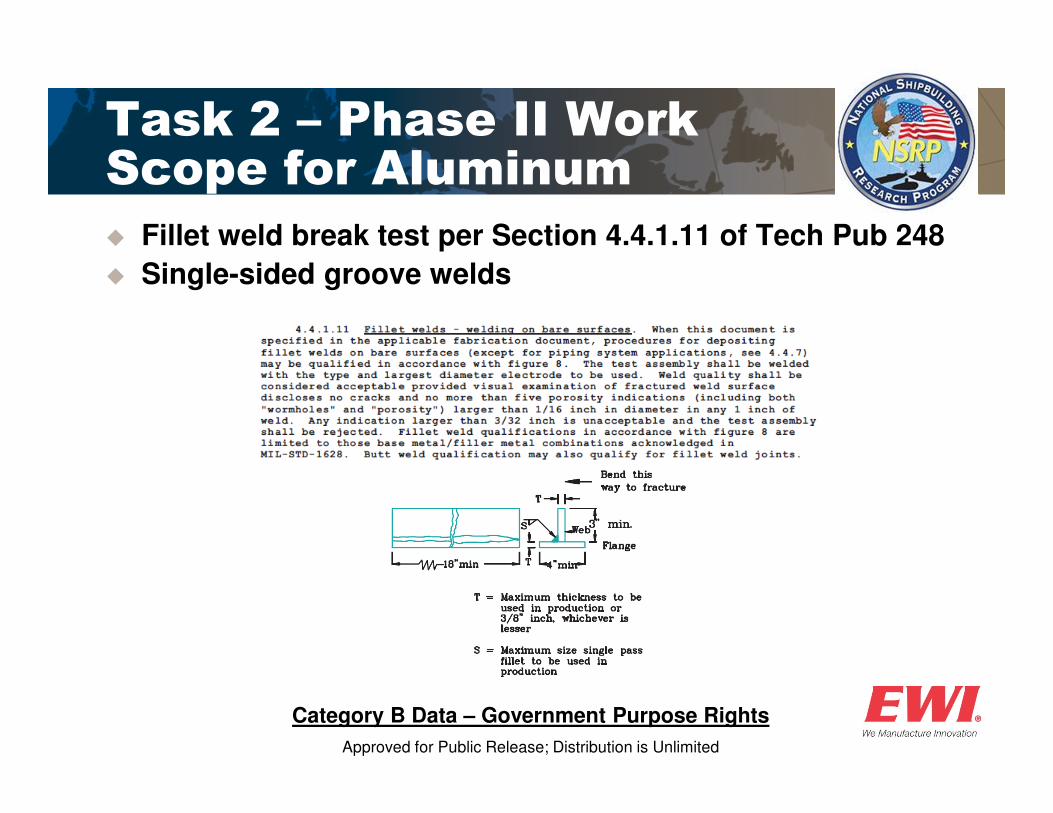
Task 2 – Phase II Work Scope for Aluminum
� Fillet weld break test per Section 4.4.1.11 of Tech Pub 248
� Single-sided groove welds
Category B Data – Government Purpose Rights
Approved for Public Release; Distribution is Unlimited
Task 3 – Shipyard On-Site Demonstrations � Objectives
─ Demonstrate the benefits of pulse welding in the shipyards
� Shipyards─ Vigor Industrial and HII-Ingalls Shipbuilding
� Draft agenda for shipyard evaluations─ Pre-meeting tasks
─ Equipment requirements─ Pertinent WPSs will be provided to the shipyard─ Materials for GMAW and GMAW-P of aluminum─ Materials for FCAW and FCAW-P of PCP coated steel
─ Day 1 – GMAW of aluminum─ Transfer GMAW and GMAW-P procedures to the shipyard’s welding system─ Fillet weld break test specimens with GMAW and GMAW-P ─ Single-sided v-groove weld specimens with GMAW and GMAW-P (radiography)
─ Day 2 – FCAW of steel─ Transfer FCAW and FCAW-P procedures to the shipyard’s welding system─ Fillet weld break test specimens with FCAW and FCAW-P
─ Day 3 – Benchmarking of existing practices & other activities
Category B Data – Government Purpose Rights
Approved for Public Release; Distribution is Unlimited
Task 4 – Demonstration Results
� Objective─ Document the results of the shipyard trials in Task 3
� Approach─ This task will proceed concurrently with Task 3
─ Shipyard weld lab test specimens will be inspected, verified, and documented
─ Benchmarking of existing practices for FCAW of PCP coated steel and GMAW of aluminum
─ All results will be summarized and reviewed with the project team
Category B Data – Government Purpose Rights
Approved for Public Release; Distribution is Unlimited
Task 5 – Mobile Robot Platform Development and Demonstration
� Objective─ Assemble and test a prototype mobile robot welding system for
welding PCP coated steel
� Approach─ Assembly of the platform
─ Install the reconfigured platform, oscillator carriage, and tool manipulator developed in Phase I
─ Robot can be used with FCAW and GMAW
─ On-site shipyard testing─ Test the robot at BAE systems in Mobile, Alabama─ Implement platform improvements identified during testing
─ Technology transfer─ Final report─ Final technology demonstrations
Category B Data – Government Purpose Rights
Approved for Public Release; Distribution is Unlimited

Transition Mobile Robot Design: Tracked � Trackless
Category B Data – Government Purpose Rights
Approved for Public Release; Distribution is Unlimited
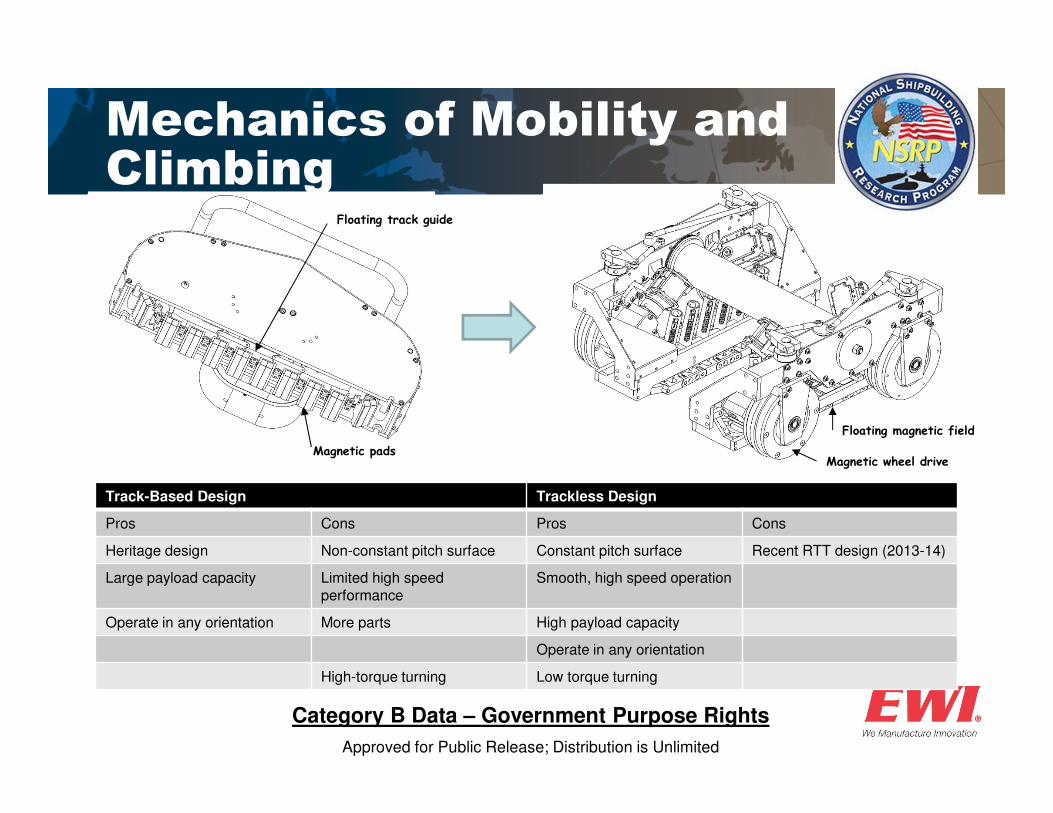
Mechanics of Mobility and Climbing
Track-Based Design Trackless Design
Pros Cons Pros Cons
Heritage design Non-constant pitch surface Constant pitch surface Recent RTT design (2013-14)
Large payload capacity Limited high speed performance
Smooth, high speed operation
Operate in any orientation More parts High payload capacity
Operate in any orientation
High-torque turning Low torque turning
Magnetic wheel drive
Floating magnetic field
Magnetic pads
Floating track guide
Category B Data – Government Purpose Rights
Approved for Public Release; Distribution is Unlimited
Task 6 – Technology Transfer & Reporting
� Presentations at two NSRP Panel meetings
� Presentation at other suitable venues such as FABTECH
� Final written report
Category B Data – Government Purpose Rights
Approved for Public Release; Distribution is Unlimited
Since the early 1980s, EWI has helped manufacturers in the energy, defense, transportation, heavy manufacturing, and consumer goods industries improve their productivity, time to market, and profitability through innovative materials joining and allied technologies. Today, we operate a variety of centers and consortia to advance U.S. manufacturing through public private cooperation.