
IMPLANTAÇÃO E DESENVOLVIMENTO DO CONTROLE …livros01.livrosgratis.com.br/cp097006.pdf ·...
119
UNIVERSIDADE DE TAUBATÉ Luciana Lopes Justo IMPLANTAÇÃO E DESENVOLVIMENTO DO CONTROLE ESTATÍSTICO DE PROCESSOS EM UMA INDÚSTRIA QUÍMICA: uma contribuição para o desenvolvimento local Taubaté – SP 2009
Transcript of IMPLANTAÇÃO E DESENVOLVIMENTO DO CONTROLE …livros01.livrosgratis.com.br/cp097006.pdf ·...

UNIVERSIDADE DE TAUBATÉ
Luciana Lopes Justo
IMPLANTAÇÃO E DESENVOLVIMENTO DO CONTROLE ESTATÍSTICO DE PROCESSOS EM UMA INDÚSTRIA QUÍMICA: uma contribuição
para o desenvolvimento local
Taubaté – SP 2009

Livros Grátis
http://www.livrosgratis.com.br
Milhares de livros grátis para download.
UNIVERSIDADE DE TAUBATÉ
Luciana Lopes Justo
IMPLANTAÇÃO E DESENVOLVIMENTO DO CONTROLE ESTATÍSTICO DE PROCESSOS EM
UMA INDÚSTRIA QUÍMICA - UMA CONTRIBUIÇÃO PARA O DESENVOLVIMENTO
LOCAL
Dissertação apresentada como requisito para obtenção do título de mestre em Gestão e Desenvolvimento Regional do Programa de Pós-Graduação em Administração da Universidade de Taubaté. Área de Concentração: Gestão de Recursos Sócioprodutivos Orientador: Prof. Dr. Edson Aparecida de Araújo Querido Oliveira
Taubaté – SP 2009
LUCIANA LOPES JUSTO
IMPLANTAÇÃO E DESENVOLVIMENTO DO CONTROLE ESTATÍSTI CO DE
PROCESSOS EM UMA INDÚSTRIA QUÍMICA: UMA CONTRIBUIÇÃ O PARA O
DESENVOLVIMENTO LOCAL
Dissertação apresentada como requisito para obtenção do título de mestre em Gestão e Desenvolvimento Regional do Programa de Pós-Graduação em Administração da Universidade de Taubaté.
Data: __________________
Resultado: ______________
BANCA EXAMINADORA
Prof. Dr. Edson Aparecida A. Querido Oliveira (Orientador) Universidade de Taubaté.
Assinatura __________________________________
Prof. Dr. José Glênio Medeiros de Barros (membro interno) Universidade de Taubaté.
Assinatura __________________________________
Prof. Dr. Antonio Henriques de Araújo Junior (membro externo) UERJ.
Assinatura _________________________________
Prof. Dr. Paulo Cesar R. Quintairos (membro interno suplente) Universidade de Taubaté.
Assinatura _________________________________

Dedico este trabalho aos meus pais e a
Deus, que sempre tão presente me
iluminou e me deu forças necessárias
para enfrentar e superar os desafios e
obstáculos que surgiram.
AGRADECIMENTOS
A Deus, por estar sempre me indicando o caminho certo a seguir.
Ao Prof. Dr. Edson Aparecida de Araújo Querido Oliveira, pela orientação, paciência
e carinho dedicados à elaboração desta dissertação.
Ao Prof. Mestre Paulo Lindgren pelas dicas nas horas que precisei.
Aos meus amigos e mestrandos André Fida e Geraldo José L. de Souza que me
acompanharam durante todo o Mestrado sempre dando valiosas sugestões, muita
atenção e muita alegria.
Aos meus amados pais, por todos os ensinamentos e orações.
RESUMO
Com a recente abertura econômica no Brasil, iniciada por volta de 1990, as
empresas atuantes no mercado passaram a enfrentar uma crescente concorrência.
Entre outros aspectos, a qualidade dos produtos e serviços tornou-se um dos
diferenciais de competitividade. Nesse contexto, muitas empresas foram estimuladas
a investir em sistemas capazes de identificar seus pontos fracos e a partir daí
melhorá-los. Neste sentido, o Controle Estatístico de Processos (CEP) passou,
então, a ser largamente utilizado por diversas empresas, predominantemente do
meio industrial, aqui instaladas. É devido a esse cenário que a presente dissertação
se faz oportuna, por desenvolver um estudo estudo que tem por objetivo a
implantação e desenvolvimento do CEP na área de envase de sabonetes líquidos de
uma indústria química, possibilitando identificar falhas, corrigi-las e assim buscar a
melhoria contínua da qualidade no processo. Apoiado em extensa bibliografia
pesquisada, o CEP foi construído e implantado, favorecendo a redução na
variabilidade dos processos envolvidos e, consequentemente, na melhoria da
qualidade dos produtos e produtividade. A partir dos resultados obtidos foi proposta
a aplicação do CEP para toda a linha de sabonetes líquidos da empresa.
Palavras chave: Indústria Química. Qualidade. Controle Estatístico de Processo.
ABSTRACT
With the recent economical opening in Brasil, initiated by 1990’s the actual
companies in the market started to confront a crescent competition. In the other
aspect, the quality of their products and services became one of their strongest
diferences of ability’s .On this context most of the companies were estimulated to
invest in methods that could identify their weak points, and from this identification,
improve them. This way the Statistic Process Control (SPC) began to be usefull by
diferent type’s of companies here installed, especially in the Industrial Environmente.
Due to this scenery the present dissertation became opportune. By the same was
developed a study to achieve a development of SPC in the area of liquid soaps
wappage in one Chemistry Industry, allowing it to identify and correct imperfections
this way being able to search for the improvement in the quality process
Key Words: Chemistry Industry. Quality. Statistic Process Control.

LISTA DE TABELAS
Tabela 1: Representatividade Financeira e Volumétrica das Linhas Produzidas 52
Tabela 2: Seleção dos Produtos Foco do Estudo de Caso 52
Tabela 3: Rendimento da Linha de Envase dos Sabonetes
Líquidos 92
LISTA DE QUADROS
Quadro 1 : Evolução Histórica da Qualidade 24
Quadro 2: Precursores da Qualidade 25
Quadro 3: Opções para Gráficos de Controle 32
Quadro 4: Exemplo de uma Lista de Coeficientes para o Gráfico Rx − 35
Quadro 5: Classificação a Partir do Índice Cp 44
Quadro 6: Valores de Referência que dão as Relações entre Cp e Cpk 46
Quadro 7: Especificações Técnicas dos Sabonetes Líquidos Estudados 64
Quadro 8: Resumo dos Processos de Envase Analisados 76
Quadro 9: Resumo dos Resultados dos Processos após Tratamento 87

LISTA DE EQUAÇÕES
Equação 1: Cálculo x de cada subgrupo 33
Equação 2: Cálculo x 33
Equação 3: Cálculo R 33
Equação 4: Cálculo R 34
Equação 5: Cálculo LC para gráfico x 34
Equação 6: Cálculo LSC para gráfico x 34
Equação 7: Cálculo LIC para gráfico x 34
Equação 8: Cálculo LC para gráfico R . 34
Equação 9: Cálculo LSC para gráfico R 34
Equação 10: Cálculo LIC para gráfico R 34
Equação 11: Cálculo Índice de Capacidade Cp 42
Equação 12: Cálculo do Valor σ 43
Equação 13: Cálculo para Determinação do Índice de Desempenho Cpk 45
Equação 14: Cálculo do uCp 45
Equação 15: Cálculo do lCp 45
Equação 16: Cálculo da massa específica/densidade 69
LISTA DE FIGURAS
Figura 1: Folha de Verificação 26
Figura 2: Diagrama de Causa e Efeito de um Processo 27
Figura 3: Fluxograma do processo Tapeçaria 28
Figura 4: Histograma de Frequência de uma Distribuição Normal 29
Figura 5: Gráfico de Controle para Processo Sob Controle 31
Figura 6: Gráfico de Controle para Processo Fora de Controle 31
Figura 7: Pontos fora do Limites de Controle 36
Figura 8: Sequência Pontos que Incidem num mesmo Lado da Linha Central 37
Figura 9: Tendência dos Pontos formando uma Linha Ascendente ou
Descendente 37
Figura 10: Proximidade dos Limites de Controle 38
Figura 11: Periodicidade 39
Figura 12A: Fluxograma Metodológico 54
Figura 12B: Fluxograma Metodológico. 55
Figura 13: Organograma Funcional da Empresa 60
Figura 14: Foto da Bolsa Plástica do Sistema Bag-in-the-box 61
Figura 15: Bag´s dos Sabonetes Líquidos Estudados 61
Figura 16: Exemplo de uma Caixa onde é colocada a Bolsa Plástica do Sistema
Bag-in-the-box 61
Figura 17A: Fluxograma Completo do Processo Produtivo 66
Figura 17B: Fluxograma Completo do Processo Produtivo 67
Figura 18: Diagrama de Causa e Efeito – Ishikawa – Variação de Peso dos
Bag´s de 800 e 1200 ml – Máquina de Envase Automática 76
Figura 19A: Fluxograma Completo reestruturado do Processo Produtivo 85
Figura 19B: Fluxograma Completo reestruturado do Processo Produtivo 86
Figura 20: Gráfico de Controle Sabonete Líquido Rosa 800 ml 94
Figura 21: Gráfico de Controle Sabonete Líquido Azul 800 ml 94
Figura 22: Gráfico de Controle Sabonete Líquido Verde 800 ml 95
Figura 23: Gráfico de Controle Sabonete Desengraxante Verde 120 ml 95

LISTA DE ABREVIATURAS E SIGLAS
CEP – Controle Estatístico de Processos
ISO – International Organization for Standardization
SGQ – Sistema de Gestão da Qualidade
SUMÁRIO
1 INTRODUÇÃO 14
1.1 OBJETIVOS 15
1.1.1 Objetivo geral 16
1.1.2 Objetivo específico 16
1.2 DELIMITAÇÃO DO ESTUDO 17
1.3 RELEVÂNCIA DO ESTUDO 17
1.4 ORGANIZAÇÃO DO TRABALHO 18
2 REVISÃO DA LITERATURA 20
2.1 EVOLUÇÃO E CONCEITO DA QUALIDADE 20
2.2 PRECURSORES DA QUALIDADE 23
2.3 FERRAMENTAS DA QUALIDADE 26
2.3.1 Folha de verificação 26
2.3.2 Diagrama de causa e efeito 27
2.3.3 Fluxograma 28
2.3.4 Histograma 29
2.3.5 Gráficos de controle 30
2.3.5.1Como construir gráficos de controle 33
2.3.5.2 Interpretação dos gráficos de controle 35
2.4 CONTROLE ESTATÍSTICO DE PROCESSO 39
2.5 VARIABILIDADE 40
2.6 A CAPABILIDADE DO PROCESSO 41
2.6.1Índice de desempenho do processo (Cpk ) 45
2.7 IMPLANTAÇÃO DO CEP 46
3 METODOLOGIA 48
3.1 CLASSIFICAÇÃO DA PESQUISA 48
3.2. O ESTUDO DE CASO 49
3.3 UNIVERSO E AMOSTRA 50
3.4 INSTRUMENTOS DE COLETA DE DADOS 52
4 IMPLANTAÇÃO E DESENVOLVIMENTO DO CEP EM UMA EMPRE SA DO
SETOR QUÍMICO 57
4.1 BREVE HISTÓRICO DO GRUPO.EMPRESARIAL 57
4.2 CARACTERIZAÇÃO DA EMPRESA 59

4.3 CARACTERIZAÇÃO DOS DEPARTAMENTOS 62
4.4 CARACTERIZAÇÃO DOS PRODUTOS FABRICADOS 63
4.5 CARACTERIZAÇÃO DA UNIDADE DE ESTUDO 65
4.6 COLETA DE DADOS 70
4.7 MONTAGEM E ANÁLISE DOS GRÁFICOS DE CONTROLE 71
4.8 CÁLCULO DOS ÍNDICES DE CAPABILIDADE 71
4.9 ANÁLISE DAS POSSÍVEIS CAUSAS DOS PROBLEMAS
IDENTIFICADOS 78
5 RESULTADOS E DISCUSSÃO DA IMPLANTAÇÃO DO CEP 79
5.1 TRATAMENTO DAS POSSÍVEIS CAUSAS DOS PROBLEMAS
IDENTIFICADOS 85
5.2 COLETA DA SEGUNDA FASE DE LEVANTAMENTO DE DADOS 85
5.3 ANÁLISE DA SEGUNDA FASE DE LEVANTAMENTO DE DADO S 87
5.4 PADRONIZAÇÃO DO PROCESSO DE ENVASE DOS SABONETE S
LÍQUIDOS 93
6 CONSIDERAÇÕES FINAIS 97
6.1 SUGESTÕES PARA A EMPRESA 99
REFERÊNCIAS 101
ANEXO 1 PORTARIA INMETRO N °°°° 74, DE 25 DE MAIO DE 1995 104
ANEXO 2 PLANILHA DE CONTROLE DE PESO E VOLUME 112
ANEXO 3 MODELO CARTA DE CONTROLE 113
ANEXO 4 CRONOGRAMA DA 1ª COLETA DE DADOS 114
ANEXO 5 CRONOGRAMA DA 2ª COLETA DE DADOS 115
14
1 INTRODUÇÃO
Com o processo de abertura econômica iniciada no Brasil por volta de 1990,
diversas empresas brasileiras, aqui instaladas, começaram a deparar-se com uma
crescente competição com produtos importados, aportando num mercado em que a
maioria das organizações não detinha elevados índices.
Para o segmento químico, associado às empresas fabricantes de produtos de
higiene e limpeza, a forte concorrência estabeleceu a necessidade de uma “luta”
acirrada pela sobrevivência no mercado.
Visando aumentar a capacidade de suprir a crescente demanda por seus
produtos bem como a melhoria da produtividade e da qualidade da produção,
automatizou seu processo de envase, projetando e implantando uma máquina de
envase semiautomática, com elevado índice de automação.
Com esses investimentos, a empresa buscou maior competitividade no
mercado, buscando o aumento da produtividade de processos e a qualidade de seus
produtos. Entretanto, com a modernização do processo de produção, identificou-se a
necessidade de implantar mecanismos de controle da produção mais eficazes. O
Controle Estatístico de Processos - CEP foi implantado, então como recurso
essencial para garantir melhores condições de confiabilidade do processo.
Contudo, o aumento da produtividade por si só não garante a competitividade
da empresa, é necessário que o produto atenda às necessidades dos clientes. Para
isso, além da redução de custos de produção, obtida com o aumento da
produtividade, se faz necessário um controle rigoroso do padrão de qualidade.
O modo tradicional de controle da qualidade como o adotado pela empresa
em estudo, resulta, muitas vezes na elevação do risco de reprovação de grandes
lotes de produto acabado seja elevado. Já em um processo com controle estatístico
15
de processo, o risco de se colocar no mercado lotes de produtos defeituosos é
minimizado, visto que ocorrerá um gerenciamento prévio das anomalias do
processo.
Segundo Soares (2001), a aplicação da estatística a problemas relacionados
à qualidade iniciou-se na década de 20 e se intensificou nas décadas de 40 e 50 ,
quando passou a ser conhecida por controle estatístico da qualidade. Na década de
80 a filosofia do CEP começou a impor-se sobre a aceitação (inspeção) por
amostragem que imperava até o momento.
Segundo Campos (1992) não se pode mais garantir a sobrevivência da
empresa exigindo que as pessoas façam o melhor possível, ou cobrando apenas
resultados, hoje são necessários métodos em direção aos objetivos de sobrevivência
da empresa, que devem ser apreendidos e praticados por todos.
O CEP possibilita monitorar as características de interesse da produção,
assegurando sua manutenção dentro de limites preestabelecidos e indicando
quando adotar ações de correção e melhoria. Permite ainda a redução sistemática
da variabilidade nas características da qualidade do produto, num esforço de
melhorar a qualidade intrínseca, a produtividade, a confiabilidade e o custo do que
está sendo produzido.
1.1 OBJETIVOS
Os objetivos deste trabalho podem ser divididos em objetivo geral e
específicos, conforme o detalhamento que se segue.

16
1.1.1 Objetivo Geral
O objetivo geral do trabalho foi implantar e desenvolver o controle estatístico
de processos, visando ampliar as condições de análise e melhoria da produção na
linha de envase de sabonetes líquidos de uma indústria química, fabricante de
produtos de higiene e limpeza.
1.1.2 Objetivos Específicos
Para se alcançar o objetivo geral foram definidos os seguintes objetivos
específicos:
• Detalhar o processo de envase dos sabonetes líquidos (sistema bag-in-
the-box);
• Levantar, do processo de envase atual, os dados referentes aos
produtos a serem estudados;
• Analisar, por intermédio de determinadas ferramentas da qualidade
implantadas, os problemas do processo de envase dos sabonetes
líquidos;
• Implantar no CEP as seguintes ferramentas da qualidade: folha de
verificação, histograma, fluxograma e gráficos de controle, e
• Explicitar oportunidades de melhoria para o processo de envase dos
sabonetes líquidos.
17
1.2 DELIMITAÇÃO DO ESTUDO
Quando estudados e analisados os diversos temas relacionados à qualidade
que podem ser aplicados neste sistema produtivo, tem-se a noção da grande
dimensão do assunto.
No presente caso, o trabalho foi desenvolvido fazendo uso de algumas
ferramentas da qualidade aplicadas especificamente em uma empresa fabricante de
produtos de higiene e limpeza, situada na região do Vale do Paraíba Paulista, tendo
o seu âmbito restrito ao processo de envase da linha de sabonetes líquidos no
sistema bag-in-the-box.
1.3 RELEVÂNCIA DO ESTUDO
O processo de envase, utilizado pela indústria química estudada, pode ser
aplicado a outros tipos de produtos da mesma empresa, ampliando a sua
capacidade produtiva. Portanto, a implantação de um controle de qualidade mais
eficaz nos produtos provenientes desse processo é um procedimento que pode
beneficiar à empresa, os fornecedores envolvidos e os clientes, ou seja, todas as
partes interessadas.
Nessa classe de indústria ainda se verificam altas taxas de retrabalho,
resultando no desperdício de tempo, material e mão-de-obra. Assim, se faz
necessário um sistema de controle que possibilite a melhoria da qualidade de
processos e produtos, favorecendo o crescimento da produtividade e,
consequentemente, a redução de custos.
A empresa objeto de estudo já possui um sistema de gestão da qualidade
(SGQ) certificado ISO 9001:2000 desde o ano de 2001, o que significa que já existe,
por parte de seus colaboradores uma preocupação permanente com a qualidade.

18
Entretanto, apesar de as exigências do SGQ terem sido cumpridas para efeito de
certificação, indicadores do processo de envase dos sabonetes líquidos no sistema
bag-in-the-box ainda refletem perdas não desprezíveis. Tal fato evidencia a
necessidade de “mecanismos” que eliminem ou minimizem essas perdas.
Ao se levar em conta que o controle estatístico de processo pode contribuir
para a redução das perdas, por constituir-se um fator de aumento de lucratividade da
empresa, diminuindo retrabalhos, desperdício de tempo e também de mão-de-obra,
por aumentar o lucro ou, no mínimo, não dar prejuízos, deve-se considerar, também,
que se torna um importante instrumento de mudança na cultura produtiva interna de
trabalho pois devem ocorrer mudanças substanciais nas etapas da implantação das
ferramentas, no sentido de melhorar os índices de retrabalho, produtividade e
qualidade.
1.4 ORGANIZAÇÃO DO TRABALHO
O trabalho foi elaborado de forma, a princípio, de indicar didaticamente
alguns dos principais conceitos teóricos e as suas diversas aplicações em relação ao
assunto.
No Capítulo 1 descreve-se o problema geral do trabalho, sua importância e
contextualização, a delimitação, relevância, e sua estrutura geral do trabalho a
serem desenvolvidos.
No Capítulo 2 são abordados os diversos conceitos que proporcionam
embasamento teórico e empírico a este estudo. São eles os conceitos de qualidade,
ferramentas básicas da qualidade, com ênfase no controle estatístico de processo.
O capítulo 3 descreve a metodologia utilizada para implantação do CEP no
processo produtivo em análise, indicando as etapas das atividades.
19
O Capítulo 4 contextualiza a empresa, a unidade industrial, caracterizando
seus departamentos e produtos. Apresenta, também, a coleta de dados, a análise e
tratamento do dados.
O Capítulo 5 traz as discussões e os resultados da implantação do Controle
Estatístico de Processos.
O Capítulo 6 contempla as considerações finais e as sugestões para a
empresa.

20
2 REVISÃO DE LITERATURA
A revisão de literatura inicia-se com a apresentação de conceitos referentes à
qualidade e às suas principais ferramentas. Na seqüência, descreve-se o
embasamento teórico do controle estatístico de processo, explicitando a elaboração
dos gráficos de controle e o cálculo da capabilidade do processo e dos seus índices
de desempenho associados.
2.1 EVOLUÇÃO E CONCEITO DA QUALIDADE
Para as organizações, quando se fala em planejar e controlar a qualidade, é
necessário estar sempre evoluindo e se adequando às mudanças políticas, sociais e
econômicas.
Conceituar a qualidade é uma tarefa complexa, pois são encontrados vários
aspectos em relação a esse tema. Longo (1996, p. 9) diz que:
Qualidade, enquanto conceito é um valor conhecido por todos e, no entanto, definido de forma diferenciada por diferentes grupos ou camadas da sociedade — a percepção dos indivíduos é diferente em relação aos mesmos produtos ou serviços, em função de suas necessidades, experiências e expectativas.
Entretanto, alguns desses aspectos têm uma larga aceitação, conforme
definição de Juran (1993), para quem a “qualidade é adequação ao uso”. Já para
Campos (1992, p.12) diz que “um produto ou serviço de qualidade é aquele que
atende perfeitamente, de forma confiável, de forma acessível, de forma segura e no
tempo certo as necessidades do cliente”.
Após analisar as definições dos autores Juran (1993) e Campos (1992) pode-
se concluir que a qualidade não é um tema novo. O homem busca a melhoria, o
aperfeiçoamento e a realização pela sua própria natureza. Qualidade só faz quem
quer, pois é uma mudança de comportamento e cultura.

21
Para Montgomery (2001, p. 2), o conceito mais difundido está relacionado
com as características desejáveis que produtos e serviços deveriam possuir, isto é,
existe uma importância fundamental em se diferenciar as distintas dimensões da
Qualidade. Essas dimensões, de acordo com Garvin (1987, p. 104) são compostas
por oito componentes, discriminados a seguir:
• Desempenho do produto: expectativa do consumidor quanto ao
desempenho esperado.
• Confiabilidade: frequência de falhas que o produto pode apresentar
• Durabilidade: vida útil do produto
• Manutenção: facilidade de manutenção do produto
• Estética: aparência do produto.
• Características: utilidade do produto e seu diferencial em relação a um
similar.
• Qualidade Percebida: relaciona a reputação de uma empresa com os seus
produtos.
• Grau de conformidade: relaciona a conformidade do produto com os
padrões previamente estabelecidos.
Ainda segundo Montgomery (2001), a qualidade tornou-se um dos mais
importantes fatores para o consumidor na hora da decisão entre os produtos e
serviços oferecidos. O fenômeno é generalizado, independentemente se o
consumidor é um indivíduo, uma organização industrial ou uma loja de varejo.
Portanto, a compreensão e melhoria da qualidade é um fator-chave para os líderes
de sucesso empresarial,para o crescimento e um reforço na posição competitiva.

22
O conceito de qualidade evoluiu juntamente com as empresas no sentido de
adequarem-se às novas situações impostas pelo mercado. As primeiras ações reais
referentes à qualidade datam das décadas de 1920 e 1930 diz Ballestero-Alvarez
(2001), quando vários estudos deram importantes contribuições, utilizadas até hoje,
para a visão da qualidade do produto.
Esses estudos prosseguiram, mas só a partir da década de 1950 tornaram-se
públicos e o mundo passou a conhecer, oficialmente, o que estava sendo feito em
relação à qualidade. Ballestero-Alvarez (2001) ainda cita que na década de 1960
acontece a mudança do enfoque para o uso, e o consumidor passou a ditar as
regras da qualidade.
Na década de 1970 surgiu o movimento pelo controle total da qualidade
devido a escassez do dinheiro e à preocupação com os custos. Na década de 1980,
marcada por grandes transformações políticas e econômicas, surge a garantia de
qualidade e a famosa frase “sua satisfação garantida ou seu dinheiro de volta”. Isso
se deu devido à necessidade de as empresas terem que prever a próxima
necessidade que o consumidor apresentaria, devido à alta concorrência.
A preocupação com o processo é o que se pode considerar de mais recente
em termos de qualidade. E quando se trata processo, engloba-se o processo fabril e
todos os custos despendidos para atender e satisfazer consumidores.
Essa preocupação com todos os processos industriais e administrativos
visando satisfazer às necessidades do cliente é conhecida como Total Quality
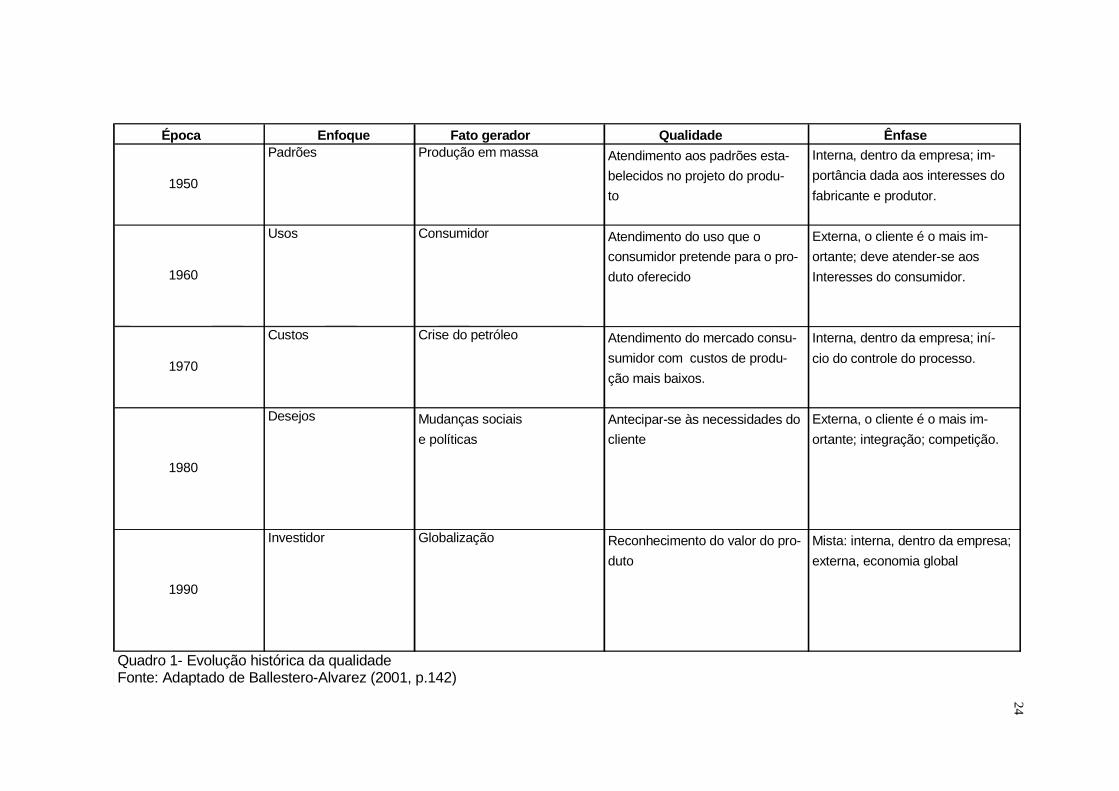
Control ou apenas TQC (Campos, 1992). No Quadro 1, segundo Ballestero-Alvarez
(2001), tem-se um resumo da evolução histórica da qualidade.
23
2.2 PRECURSORES DA QUALIDADE
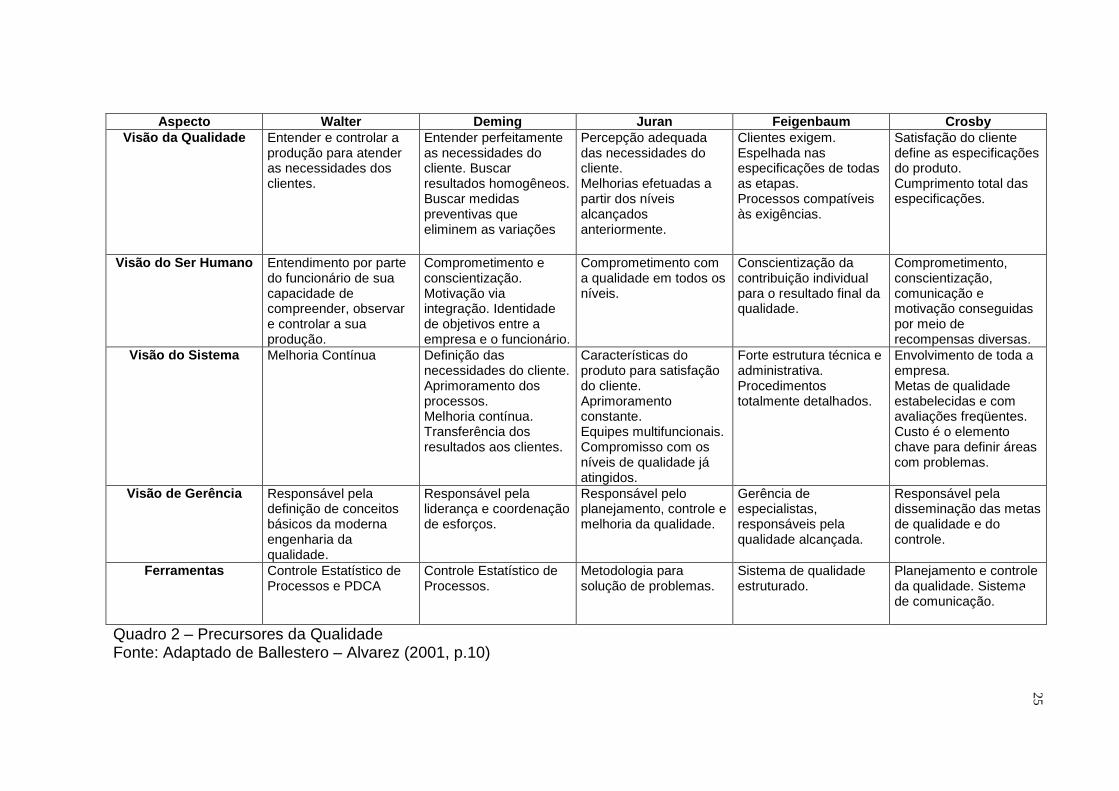
É muito difícil abordar o tema qualidade e não comentar as contribuições,
resumidas no Quadro 2, dos grandes autores, comumente chamados de “gurus da
qualidade”. São eles : Walter Shewhart, Deming, Juran, Feigenbaum, Crosby e
Ishikawa.
Ballestero-Alvarez (2001) cita que quando se fala em qualidade, o primeiro
nome que vem à memória é o de W. D. Deming. Porém, de acordo com Longo
(1996), a preocupação com a qualidade, no sentido mais amplo da palavra,
começou com W.A. Shewhart, estatístico norte-americano que já na década de 20,
tinha um grande questionamento com a qualidade e com a variabilidade encontrada
na produção de bens e serviços. Shewhart desenvolveu um sistema de mensuração
dessas variabilidades que ficou conhecido como Controle Estatístico de Processo
(CEP), criou, também, o Ciclo PDCA (Plan, Do, Check e Action), método essencial
da gestão da qualidade, que ficou conhecido como Ciclo Deming da Qualidade.
O segundo nome citado, ainda de acordo com Ballestero-Alvarez (2001), é o
de J. M. Juran e que contribuiu com o postulado de Deming. Outro profissional que
também deixou sua marca foi A. Feigenbaum, a quem se deve a expressão TQC,
Controle da Qualidade Total. E por último, temos P. Crosby, que se tornou
mundialmente famoso com seu “zero defeito”.
Finalmente, deve ser citado K. Ishikawa, sempre associado à espinha de
peixe e às sete ferramentas básicas da qualidade: folha de verificação, diagrama de
dispersão, gráfico de pareto, diagrama de causa e efeito, fluxograma, histograma e
gráfico de controle.
24
Época Enfoque Fato gerador Qualidade Ênfase
Atendimento aos padrões esta- Interna, dentro da empresa; im-
belecidos no projeto do produ- portância dada aos interesses do
to fabricante e produtor.
Atendimento do uso que o Externa, o cliente é o mais im-
consumidor pretende para o pro- ortante; deve atender-se aos
duto oferecido Interesses do consumidor.
Atendimento do mercado consu- Interna, dentro da empresa; iní-
sumidor com custos de produ- cio do controle do processo.
ção mais baixos.
Mudanças sociais Antecipar-se às necessidades do Externa, o cliente é o mais im-
e políticas cliente ortante; integração; competição.
Reconhecimento do valor do pro- Mista: interna, dentro da empresa;
duto externa, economia global
Quadro 1- Evolução histórica da qualidadeFonte: Adaptado de Ballestero-Alvarez (2001, p.142)
Globalização
Produção em massa
Consumidor
Crise do petróleo
1990
Investidor
Desejos
1950
1960
1980
Custos
1970
Usos
Padrões
24
25
Aspecto Walter Deming Juran Feigenbaum Crosby Visão da Qualidade
Entender e controlar a produção para atender as necessidades dos clientes.
Entender perfeitamente as necessidades do cliente. Buscar resultados homogêneos. Buscar medidas preventivas que eliminem as variações
Percepção adequada das necessidades do cliente. Melhorias efetuadas a partir dos níveis alcançados anteriormente.
Clientes exigem. Espelhada nas especificações de todas as etapas. Processos compatíveis às exigências.
Satisfação do cliente define as especificações do produto. Cumprimento total das especificações.
Visão do Ser Humano
Entendimento por parte do funcionário de sua capacidade de compreender, observar e controlar a sua produção.
Comprometimento e conscientização. Motivação via integração. Identidade de objetivos entre a empresa e o funcionário.
Comprometimento com a qualidade em todos os níveis.
Conscientização da contribuição individual para o resultado final da qualidade.
Comprometimento, conscientização, comunicação e motivação conseguidas por meio de recompensas diversas.
Visão do Sistema
Melhoria Contínua Definição das necessidades do cliente. Aprimoramento dos processos. Melhoria contínua. Transferência dos resultados aos clientes.
Características do produto para satisfação do cliente. Aprimoramento constante. Equipes multifuncionais. Compromisso com os níveis de qualidade já atingidos.
Forte estrutura técnica e administrativa. Procedimentos totalmente detalhados.
Envolvimento de toda a empresa. Metas de qualidade estabelecidas e com avaliações freqüentes. Custo é o elemento chave para definir áreas com problemas.
Visão de Gerência
Responsável pela definição de conceitos básicos da moderna engenharia da qualidade.
Responsável pela liderança e coordenação de esforços.
Responsável pelo planejamento, controle e melhoria da qualidade.
Gerência de especialistas, responsáveis pela qualidade alcançada.
Responsável pela disseminação das metas de qualidade e do controle.
Ferramentas
Controle Estatístico de Processos e PDCA
Controle Estatístico de Processos.
Metodologia para solução de problemas.
Sistema de qualidade estruturado.
Planejamento e controle da qualidade. Sistema de comunicação.
Quadro 2 – Precursores da Qualidade Fonte: Adaptado de Ballestero – Alvarez (2001, p.10)
25
26
2.3 FERRAMENTAS DA QUALIDADE
Reconhecidamente existem algumas ferramentas básicas da qualidade que
devem ser de conhecimento de todas as pessoas da organização, pois constituem
na aplicação dos conceitos essenciais referentes à cultura da qualidade.
Segundo Ballestero-Alvarez (2001), as sete ferramentas da qualidade
compõem um conjunto de instrumentos estatísticos que faz com que as
organizações melhorem a qualidade de seus produtos, serviços e processos. São
elas: Folha de Verificação, Diagrama de Dispersão, Gráfico de Pareto, Diagrama de
Causa e Efeito, Fluxograma, Histograma e Gráficos de Controle. Foram escolhidas
apenas cinco na elaboração deste trabalho, que serão analisadas a seguir.
2.3.1 FOLHA DE VERIFICAÇÃO / COLETA DE DADOS
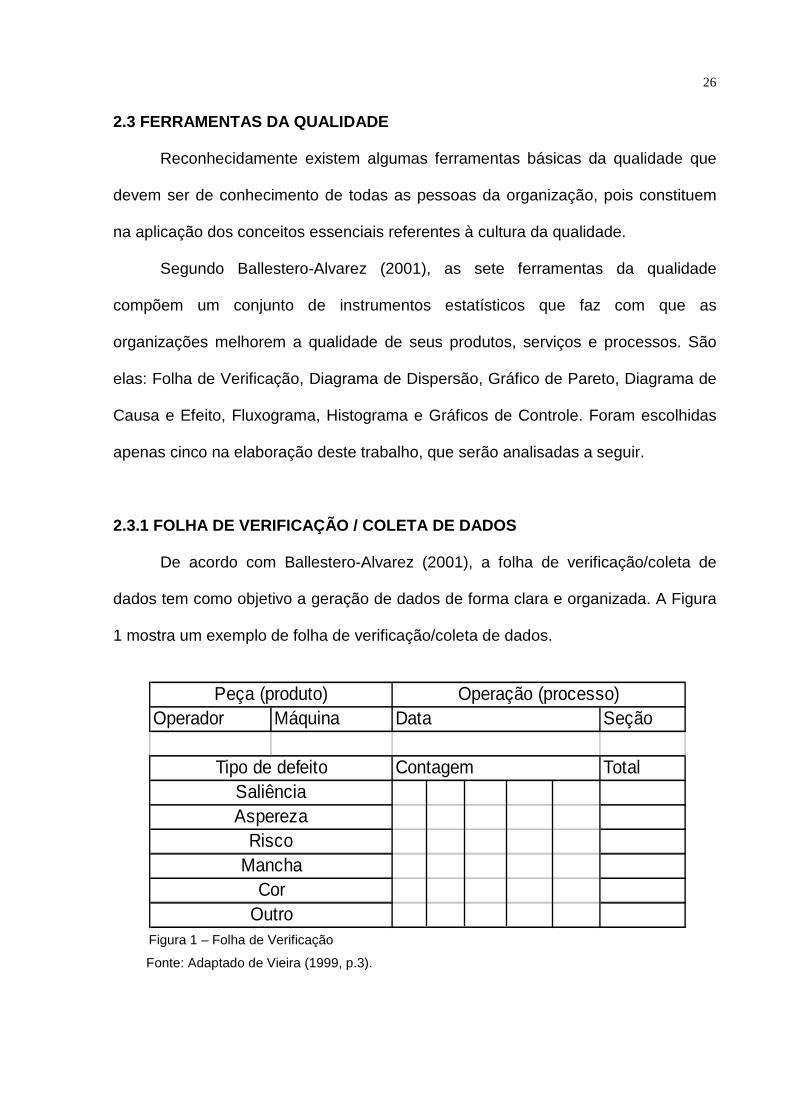
De acordo com Ballestero-Alvarez (2001), a folha de verificação/coleta de
dados tem como objetivo a geração de dados de forma clara e organizada. A Figura
1 mostra um exemplo de folha de verificação/coleta de dados.
Figura 1 – Folha de Verificação
Fonte: Adaptado de Vieira (1999, p.3).
Operador Máquina Data Seção
Contagem Total
Operação (processo)
ManchaCor
Outro
Peça (produto)
Tipo de defeitoSaliênciaAspereza
Risco
27
Cada empresa elabora a sua folha de verificação/coleta de dados de acordo
com as suas características e necessidades a serem analisadas. Essa folha deve
ser de fácil entendimento para que não gere nenhum tipo de dúvida no momento do
seu preenchimento.
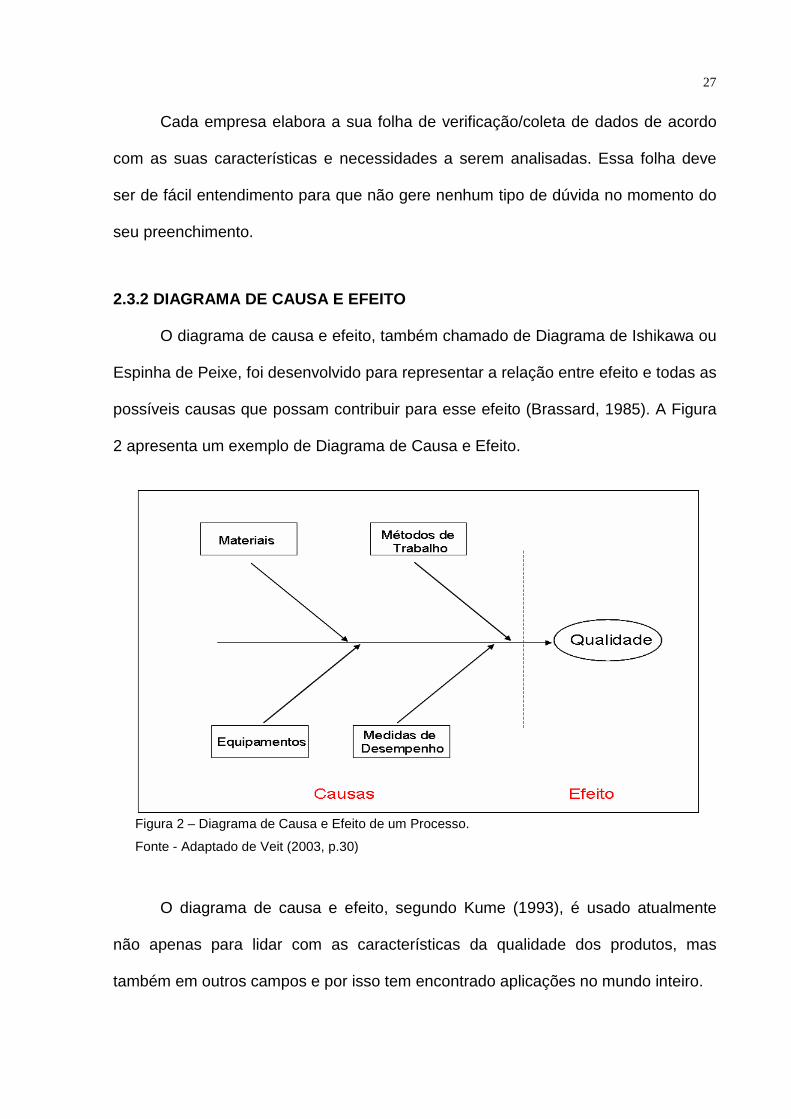
2.3.2 DIAGRAMA DE CAUSA E EFEITO
O diagrama de causa e efeito, também chamado de Diagrama de Ishikawa ou
Espinha de Peixe, foi desenvolvido para representar a relação entre efeito e todas as
possíveis causas que possam contribuir para esse efeito (Brassard, 1985). A Figura
2 apresenta um exemplo de Diagrama de Causa e Efeito.
Figura 2 – Diagrama de Causa e Efeito de um Processo.
Fonte - Adaptado de Veit (2003, p.30)
O diagrama de causa e efeito, segundo Kume (1993), é usado atualmente
não apenas para lidar com as características da qualidade dos produtos, mas
também em outros campos e por isso tem encontrado aplicações no mundo inteiro.

28
2.3.3 FLUXOGRAMA
Ballestero-Alvarez (2001) diz que o fluxograma é uma representação gráfica
que mostra as etapas de um processo utilizando uma série de símbolos
padronizados. A Figura 3 apresenta um exemplo de fluxograma de processo de uma
tapeçaria.
O fluxograma consegue demonstrar de forma clara as informações relativas
ao fluxo das operações e dos insumos que fazem parte dessas operações. As
informações relativas ao fluxo das operações e dos materiais envolvidos, segundo
Veit (2003), são explicitadas por meio do fluxograma de maneira clara, o que permite
visualizar, por exemplo, a inserção de um micro-fluxo dentro de todo o processo
produtivo.
Figura 3 – Fluxograma do Processo Tapeçaria
Fonte:- Veit (2003, p.31)
29
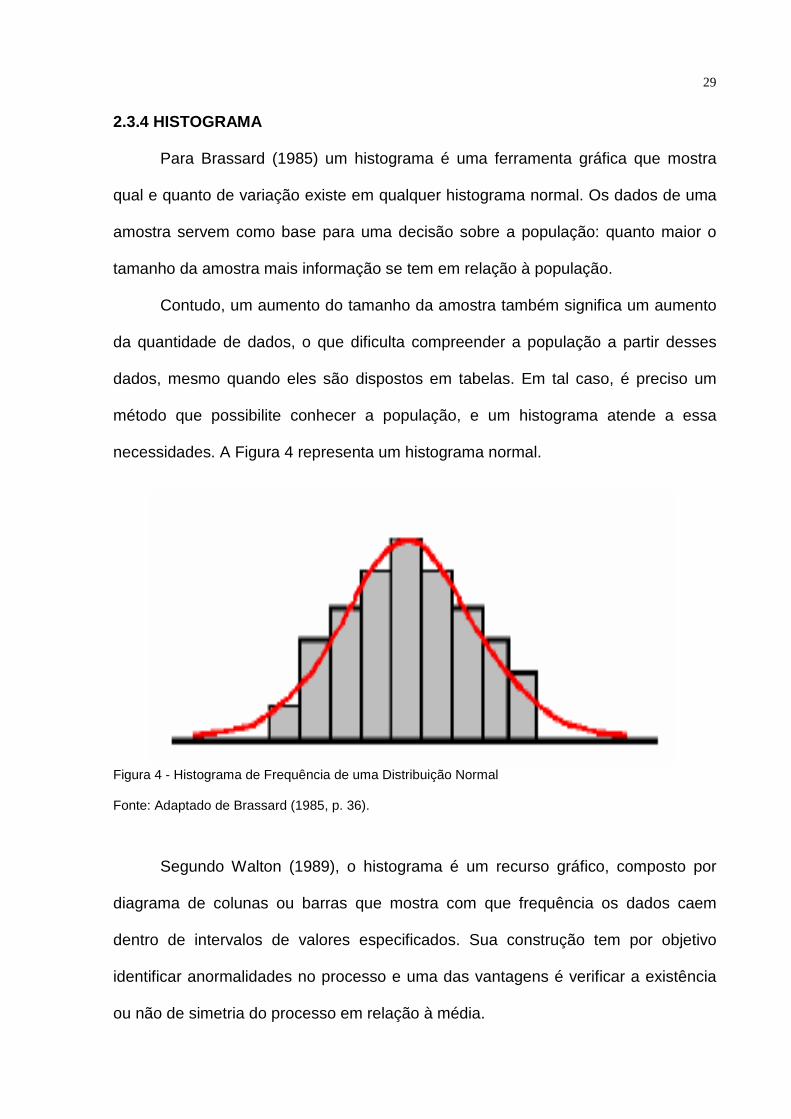
2.3.4 HISTOGRAMA
Para Brassard (1985) um histograma é uma ferramenta gráfica que mostra
qual e quanto de variação existe em qualquer histograma normal. Os dados de uma
amostra servem como base para uma decisão sobre a população: quanto maior o
tamanho da amostra mais informação se tem em relação à população.
Contudo, um aumento do tamanho da amostra também significa um aumento
da quantidade de dados, o que dificulta compreender a população a partir desses
dados, mesmo quando eles são dispostos em tabelas. Em tal caso, é preciso um
método que possibilite conhecer a população, e um histograma atende a essa
necessidades. A Figura 4 representa um histograma normal.
Figura 4 - Histograma de Frequência de uma Distribuição Normal
Fonte: Adaptado de Brassard (1985, p. 36).
Segundo Walton (1989), o histograma é um recurso gráfico, composto por
diagrama de colunas ou barras que mostra com que frequência os dados caem
dentro de intervalos de valores especificados. Sua construção tem por objetivo
identificar anormalidades no processo e uma das vantagens é verificar a existência
ou não de simetria do processo em relação à média.
30
2.3.5 GRÁFICOS DE CONTROLE
Condensando os conceitos apresentados por diversos autores, os gráficos de
controle são geralmente utilizados para monitoramento e análise do grau de
variabilidade das atividades e, com isso, conseguir identificar qual a tendência do
processo.
Segundo Juran (1993), os gráficos de controle são utilizados para alcançar
um estado de controle estatístico, monitorar e determinar a aptidão do processo,
podendo ter um papel importante na aceitação ou não do produto.
Kume (1993) cita que o gráfico de controle, originalmente proposto por W. A.
Shewart, tinha como intenção a eliminação de variações ditas como anormais
provocadas pela diferenciação entre causas assinaláveis e aleatórias.
Existem gráficos de controle para atributos e para variáveis. Os gráficos de
controle para atributos, segundo Montgomery (2001), estudam características
classificadas como defeituosas/não-defeituosas, conforme/não - conforme,
claro/escuro, trinca/sem trina, entre outras. Para Juran e Gryna (1993, p.210), “os
gráficos de controle por atributos são úteis desde que a taxa de defeitos seja alta o
bastante para aparecer no gráfico com um tamanho de subgrupo razoável”.
Segundo Veit (2003), um gráfico de controle para variáveis estuda o
comportamento de variáveis como peso, comprimento, densidade, entre outros.
Besterfield (1990) diz que o gráfico de controle para variáveis mostra se o processo
está ou não estável. Dois exemplos de gráficos de controle são mostrados nas
Figuras 5 e 6.
Ainda segundo Besterfield (1990), o gráfico de controle para variáveis fornece
informações para melhoria da qualidade, determina a capabilidade do processo,

31
decide quais as especificações dos produtos e toma decisões a respeito do
processo de produção.
No Quadro 3 mostram-se as opções possíveis para cada tipo gráfico, seu uso
típico, as vantagens e desvantagens do seu uso e os limites de controle.
Figura 6 - Gráfico de controle para processo fora de controle
Fonte : Kume (1993, p. 98)
Limite superior de controle
Limite central
Limite inferior de controle
y
x
Figura 5 - Gráfico de controle para processo sob controle
Fonte : Kume (1993, p. 98)
Limite superior de controle
Limite central
Limite inferior de controle
y
x

32
- Monitora a variação - É o mais conhecido - Indica com menor segurança da média e da amplitude. e usado na prática. a variabilidade do processo
- Apresenta facilidade - Processos nos quais na elaboração dos - Relação indireta entre Limites predomina o uso de cálculos de Controle e Tolerância máquinas - Uma ótima visão de
um processo
sx − - Monitora a variação da - Uma ótima visão da - Relação indireta entre Limites média e do desvio padrão. variação estatística do de Controle e Tolerância.
processo. - Indica com maior - Apresenta mais dificuldade segurança a variabili- operacional. dade do processo.
__ Rx− - Média individual e amplitude - Mais rápidos de montar. - Não são tão sensíveis a alte- da amostra. - Mais fáceis de serem rações do processo quanto os - Quando se tem inspeção completados. gráficos. automatizada em 100%. - Mais fáceis de serem __ - Apenas uma observa- explicados. X, R e s. ção por lote é disponível. - Comparados diretamente
à Tolerância. - Indicados para casos de medições dispendiosas, demoradas e em testes destrutivos.
Quadro 3 - Opções para gráficos de controle Fonte : Adaptado Soares (2001, p.48)
USO TÍPICO VANTAGENS DESVANTAGENS
Rx −
TIPO DE GRÁFICO
32
33
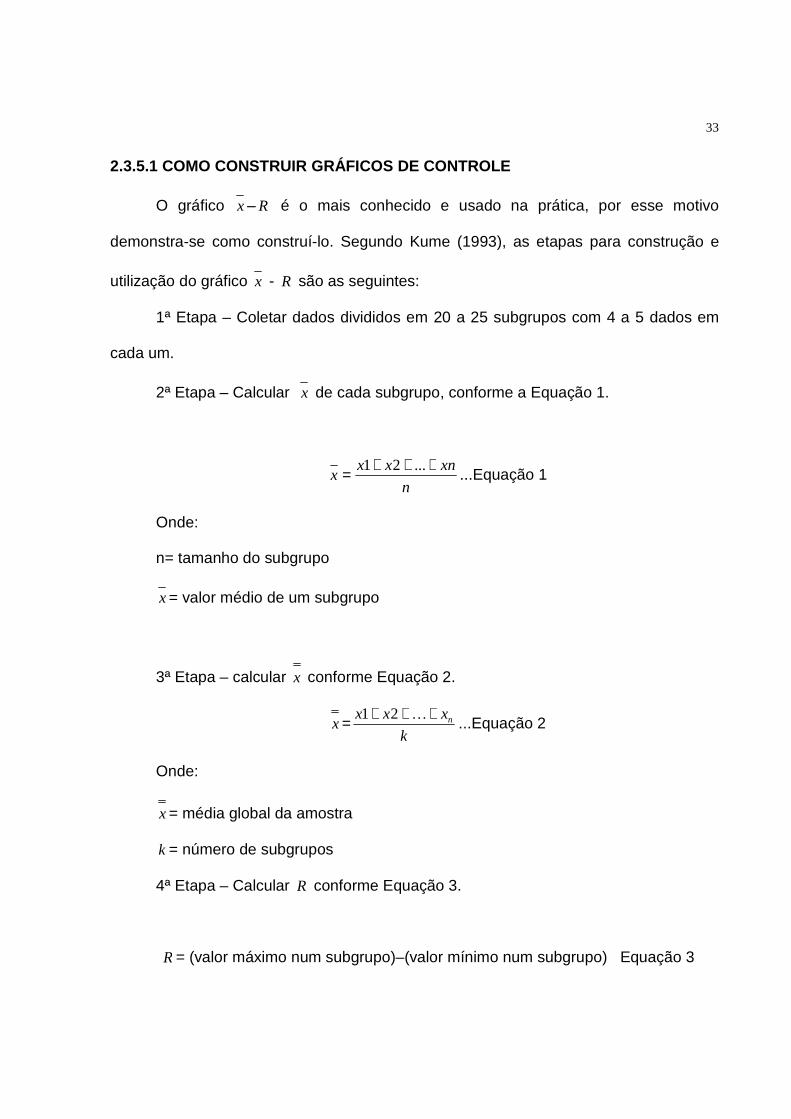
2.3.5.1 COMO CONSTRUIR GRÁFICOS DE CONTROLE
O gráfico x – R é o mais conhecido e usado na prática, por esse motivo
demonstra-se como construí-lo. Segundo Kume (1993), as etapas para construção e
utilização do gráfico x - R são as seguintes:
1ª Etapa – Coletar dados divididos em 20 a 25 subgrupos com 4 a 5 dados em
cada um.
2ª Etapa – Calcular x de cada subgrupo, conforme a Equação 1.
n
xnxxx
+++= ...21...Equação 1
Onde:
n= tamanho do subgrupo
x = valor médio de um subgrupo
3ª Etapa – calcular x conforme Equação 2.
x =k
xxx n+++ K21...Equação 2
Onde:
x = média global da amostra
k = número de subgrupos
4ª Etapa – Calcular R conforme Equação 3.
R = (valor máximo num subgrupo)–(valor mínimo num subgrupo) Equação 3

34
Onde:
R = amplitude de cada subgrupo
5ª Etapa – Calcular R conforme Equação 4.
R = K
RRR n+++ K21...Equação 4
Onde:
R = média da amplitude R
6ª Etapa – Calcular os limites de controle conforme Equações 5, 6, 7, 8, 9 e 10.
Gráfico x
Linha Central: LC = x ......................................................,..................Equação 5
Limite Superior de Controle: LSC = x + A2 R ..................................Equação 6
Limite Inferior de Controle: LIC = x – A2 R .......................................Equação 7
Gráfico R
Linha Central: RLC = ......................................................................Equação 8
Limite Superior de Controle; RDLSC 4= .........................................Equação 9
Limite Inferior de Controle: RDLIC 3= ............................................Equação 10

35
O LIC não é conhecido quando o n é < que 6. Os limites de controle
LCLICLSC ,, são os limites de tolerância, dentro dos quais um processo pode variar.
2A , 4D e 3D são coeficientes determinados pelo tamanho do subgrupo ( n ) conforme
exemplo apresentado no Quadro 4.
Tamanho do
Subgrupo n
Gráfico x
2A
3D
Gráfico R
4D
2D
2 1,880 - 3,267 1,128
3 1,023 - 2,575 1,693
4 0,729 - 2,282 2,059
5 0,577 - 2,115 2,326
6 0,483 - 2,004 2,534
Quadro 4 - Exemplo de uma lista de coeficientes para gráfico x - R
Fonte: Kume (p. 106, 1993)
7ª Etapa – Traçar os limites de controle.
8ª Etapa – Marcar os pontos.
9ª Etapa – Escrever itens necessários, como tamanho do subgrupo ( n ), nome do
processo e do produto, período, turno, entre outros.
2.3.5.2 INTERPRETAÇÃO DOS GRÁFICOS DE CONTROLE
Existem algumas regras de comportamento não-aleatórias, aquelas que
apresentam uma disposição atípica, utilizadas por Kume (1993), conforme demonstrado
36
nas Figuras 7, 8, 9, 10 e 11 a seguir, que podem sinalizar a possibilidade de o processo
estar fora de controle. Há mais autores que também têm conceitos bem similares, como
Juran e Gryna (1993, p.215) e Montogomery (2001, p.229). São eles:
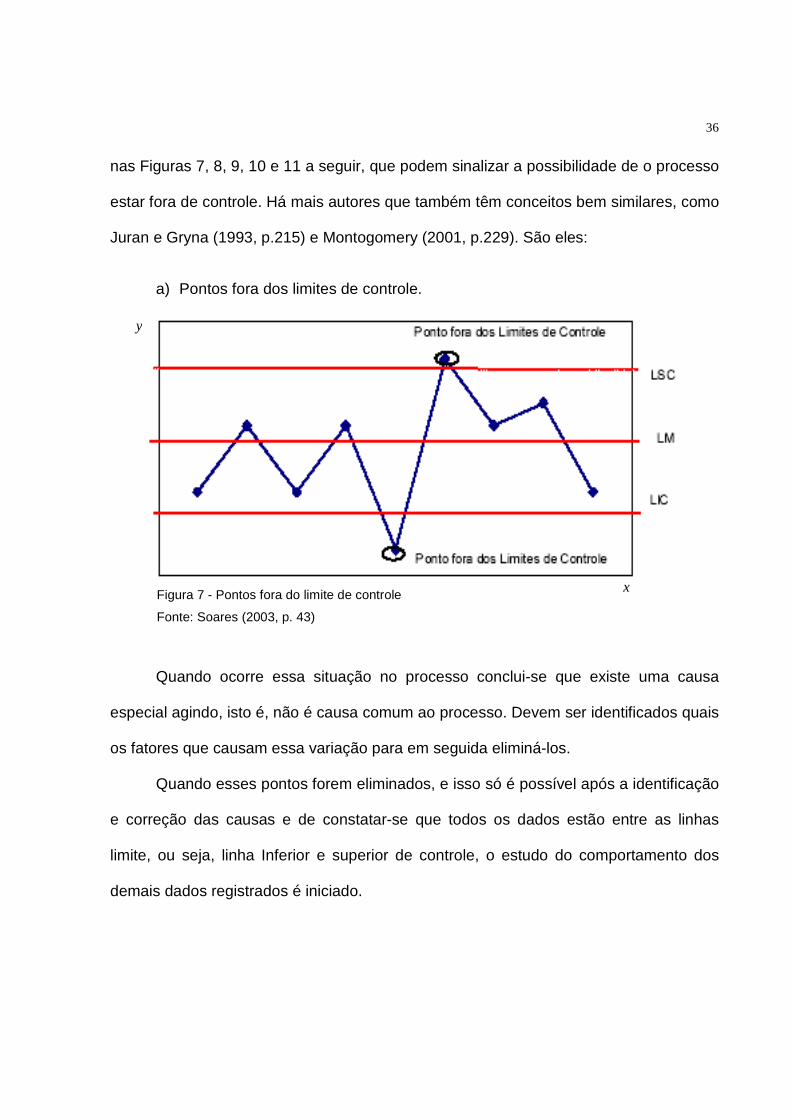
a) Pontos fora dos limites de controle.
Figura 7 - Pontos fora do limite de controle
Fonte: Soares (2003, p. 43)
Quando ocorre essa situação no processo conclui-se que existe uma causa
especial agindo, isto é, não é causa comum ao processo. Devem ser identificados quais
os fatores que causam essa variação para em seguida eliminá-los.
Quando esses pontos forem eliminados, e isso só é possível após a identificação
e correção das causas e de constatar-se que todos os dados estão entre as linhas
limite, ou seja, linha Inferior e superior de controle, o estudo do comportamento dos
demais dados registrados é iniciado.
x
y

37
b) Sequência de pontos que incidem num mesmo lado da linha central.
Segundo Senai (1987), essa situação caracteriza um desvio do processo, que
deveria ser centralizado antes de prosseguir para poder, assim, evitar não-
conformidades.
Figura 8 - Seqüência de pontos que incidem num mesmo lado da linha central
Fonte: Kume (1993, p.113)
c) Tendência dos pontos formando uma linha contínua ascendente ou
descendente ( sete pontos ascendentes ou descendentes)
Figura 9 - Tendência dos pontos formando uma linha ascendente ou descendente.
Fonte: Kume (1993, p.114)
x
y
l
y
x

38
Quando os pontos se direcionam nitidamente para cima, ou para baixo, devem
ser procuradas causas, de acordo com Senai (1987), como ferramenta gasta ou fadiga
do operador.
d) Proximidade dos limites de controle. Dois pontos consecutivos além das linhas
2-sigma, mas ainda dentro dos limites de controle.
“Pontos próximos dos limites (2 em 5 pontos consecutivos) indicam mudanças
no processo ou variabilidade casual” (SENAI, 1987, p. 108).
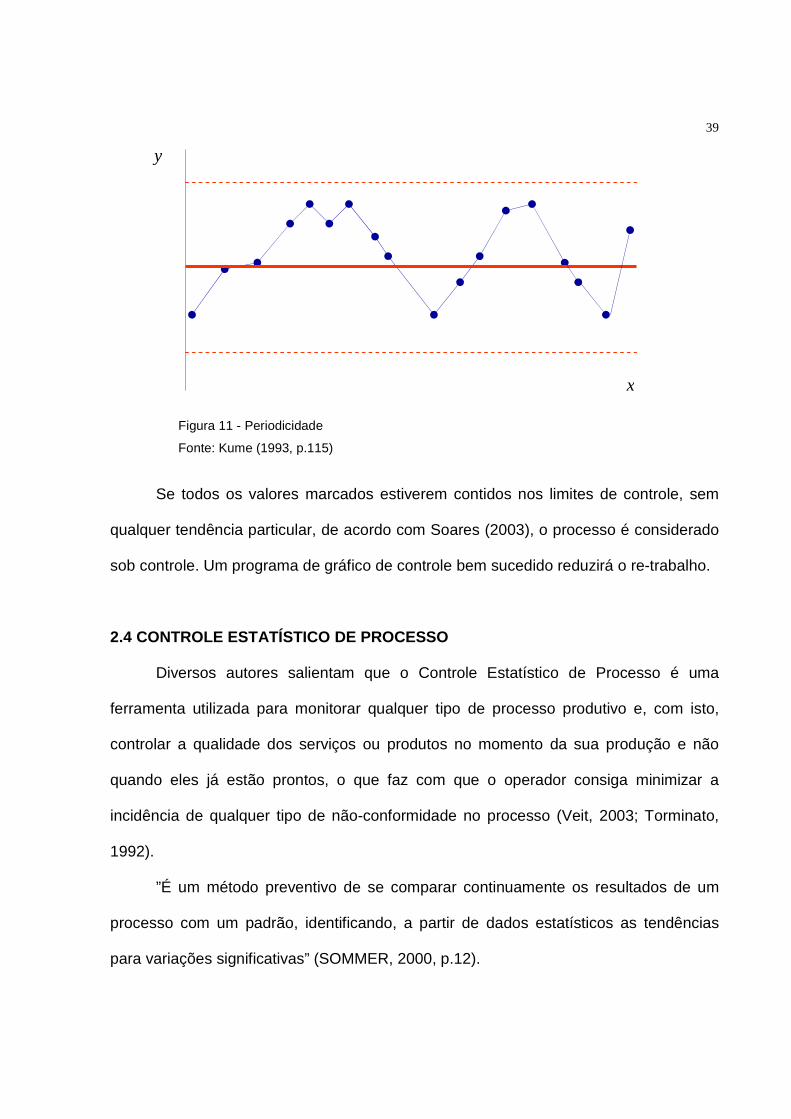
e) Periodicidade, ou seja, quando o traçado mostra repetidamente uma tendência
para cima e para baixo em intervalos quase sempre iguais.
Esse tipo de gráfico demonstra que “deve-se procurar causas de natureza
periódica como início do ajuste, rotação de operadores, período de aquecimento, etc”
(SENAI, 1987, p. 109)
x
y
Figura 10 - Proximidade dos limites de controle Fonte: Kume (1993, p.114)
LC
LIC
LSC
39
Figura 11 - Periodicidade
Fonte: Kume (1993, p.115)
Se todos os valores marcados estiverem contidos nos limites de controle, sem
qualquer tendência particular, de acordo com Soares (2003), o processo é considerado
sob controle. Um programa de gráfico de controle bem sucedido reduzirá o re-trabalho.
2.4 CONTROLE ESTATÍSTICO DE PROCESSO
Diversos autores salientam que o Controle Estatístico de Processo é uma
ferramenta utilizada para monitorar qualquer tipo de processo produtivo e, com isto,
controlar a qualidade dos serviços ou produtos no momento da sua produção e não
quando eles já estão prontos, o que faz com que o operador consiga minimizar a
incidência de qualquer tipo de não-conformidade no processo (Veit, 2003; Torminato,
1992).
”É um método preventivo de se comparar continuamente os resultados de um
processo com um padrão, identificando, a partir de dados estatísticos as tendências
para variações significativas” (SOMMER, 2000, p.12).
x
y

40
Com a utilização do CEP é possível conhecer melhor o processo e com isso
conseguir mantê-lo e melhorá-lo ainda mais, porque se consegue controlar e reduzir as
variáveis do processo em análise.
2.5 VARIABILIDADE
Segundo Kume (1993, p.3), a variação que acontece nos produtos defeituosos e
não-defeituosos é universal.
Variações nos materiais, na condição dos equipamentos, no método de trabalho, e na inspeção são as causas dos defeitos. Se nenhuma dessas variações existisse, todos os produtos seriam idênticos e não haveria nenhuma variação da qualidade tal como a ocorrência de defeituosos e não-defeituosos.
Segundo Veit (2003), em qualquer processo existe certa quantidade de
variabilidade decorrente das causas, e essas variações geram a variação observada
nos efeitos. Basicamente, a variabilidade nos efeitos pode surgir devido a dois tipos de
causas:
- comuns, aleatórias ou naturais;
- especiais ou assinaláveis.
Causas comuns, segundo Torminato (2004), são variações que afetam todos os
valores individuais do processo e nenhuma delas tem predominância sobre a outra.
Quando se fala que um processo está sob controle, ou estatisticamente estável, se quer
dizer que somente causas comuns estão presentes e controladas.
Por outro lado, causas especiais geralmente não fazem parte do processo todo o
tempo. Elas acontecem ocasionalmente e afetam o comportamento do processo de

41
maneira imprevisível produzindo resultados muito diferentes em relação aos outros
valores. “Quando se está operando com causas especiais de variação, diz-se que o
processo está fora do controle estatístico”. (DELARETI e DRUMOND, 1994, p. 63).
Quando somente causas comuns agem sobre o processo, pode-se concluir que
a variabilidade pode ser controlada, mas não totalmente eliminada, visto que ela faz
parte natural de todo processo e com isso o CEP pode ser aplicado.
2.6 A CAPABILIDADE DO PROCESSO
A capabilidade do processo, segundo Torminato (2004, p.29) “é a variabilidade
mínima que pode ser alcançada depois que todas as causas especiais forem
eliminadas”.
Quando todas as causas especiais de variação estão controladas, ou seja,
quando a variabilidade só pode ser explicada por causas comuns, o processo atingiu o
estado de controle estatístico, conforme citado por Vieira (1999).
Assim, quando o processo está sob controle e a sua capabilidade já foi
estabelecida, é possível conhecer os limites naturais do processo. De acordo com
Sommer (2000) a capacidade de um processo está diretamente relacionada com a
comparação entre os “Limites Naturais” do processo com os “Limites Especificados”.
Assim, um processo pode ser classificado, quanto à sua capacidade, em:
• Processo capaz: quando os resultados das medições encontram-se dentro
dos limites das especificações estabelecidas pelo projeto, ou seja,
estatisticamente não estão sendo produzidos produtos com algum tipo de
defeito.

42
• Processo não-capaz: quando os resultados das medições encontram-se fora
dos limites das especificações estabelecidas pelo projeto, ou seja,
estatisticamente existem indicações e tendências de que estão sendo
produzidos produtos com algum tipo de defeito.
Para Galuch (2002), quando se deseja saber o quanto o processo é capaz de
atender as especificações utiliza-se o que se chama de índices de capacidade. São
dois os índices de capacidade:
a) Potencial do Processo ( ρC )
b) Desempenho do Processo (Cpk )
Sommer (2000) diz que para que o cálculo desses índices tenha significado
estatístico, deve-se ter pelo menos 30 valores de controle e a sua distribuição deve
tender a normal.
O índice de capacidade ( ρC ), de acordo com Galuch (2002), não se preocupa
com a centralização do processo, isto é, com a média estimada do processo ( x ) em
relação aos limites de especificação, e é calculado da seguinte forma, conforme
equação 11:
σ6
LIELSECp
−= ...Equação 11
43
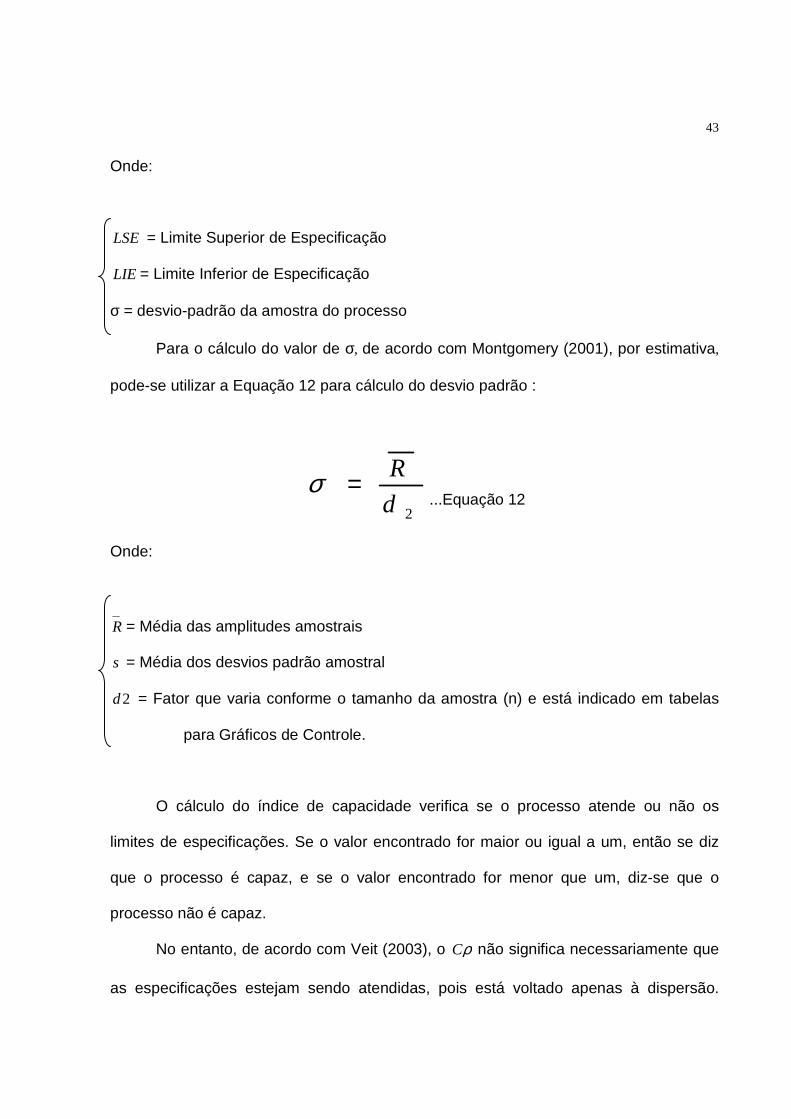
Onde:
LSE = Limite Superior de Especificação
LIE = Limite Inferior de Especificação
σ = desvio-padrão da amostra do processo
Para o cálculo do valor de σ, de acordo com Montgomery (2001), por estimativa,
pode-se utilizar a Equação 12 para cálculo do desvio padrão :
2d
R=σ...Equação 12
Onde:
R = Média das amplitudes amostrais
s = Média dos desvios padrão amostral
2d = Fator que varia conforme o tamanho da amostra (n) e está indicado em tabelas
para Gráficos de Controle.
O cálculo do índice de capacidade verifica se o processo atende ou não os
limites de especificações. Se o valor encontrado for maior ou igual a um, então se diz
que o processo é capaz, e se o valor encontrado for menor que um, diz-se que o
processo não é capaz.
No entanto, de acordo com Veit (2003), o ρC não significa necessariamente que
as especificações estejam sendo atendidas, pois está voltado apenas à dispersão.

44
Portanto, pode significar que o processo é capaz, porém, o continua produzindo
refugos. No Quadro 5 pode ser vista uma classificação de processos, levando em conta
índice ρC .
CLASSIFICAÇÃO DO PROCESSO
COMPARAÇÃO DO HISTOGRAMA COM AS ESPECIFICAÇÕES VALOR DE Cp PROPORÇÃO DE
DEFEITUOSOS (p)
ADEQUADO CAPAZ
33,1≥ρC
ppmp 64≤
ACEITÁVEL
33,11 ≥≤ ρC
ppm64 < 27,0≤p %
NCAPAZ INADEQUADO
ρC < 1
ρ > 0,27%
Quadro 5 - Classificação a Partir do Índice Cp.
Fonte: Werkema (1995, p.280)
LE LSE
LSE LIE
LSE LE

45
2.6.1 INDÍCE DE DESEMPENHO DO PROCESSO (CpK)
Segundo Veit (2003), esse é o índice que demonstra a capacidade real do
processo, sendo uma medida de dispersão e de posição. Dentre as várias fórmulas
existentes para a determinação do ρκC , uma delas é a seguinte:
( )lu CpCC −= ρρκ min ...Equação 13
Onde:
σ3xLSE
Cpu
−= ..............Equação 14 σ3LIEx
Cpl
−= .............Equação 15
Onde:
σ = desvio padrão do processo
uCp = Superior de Capabilidade
lCp = Inferior de Capabilidade
Assim, o Cpk é escolhido pela simulação do limite de especificação mais próximo
da média. Logo, se o ρκC é igual ao ρC indica que o processo está centrado no valor
nominal, mas no caso de ser menor do que o ρC o processo estará deslocado.
46
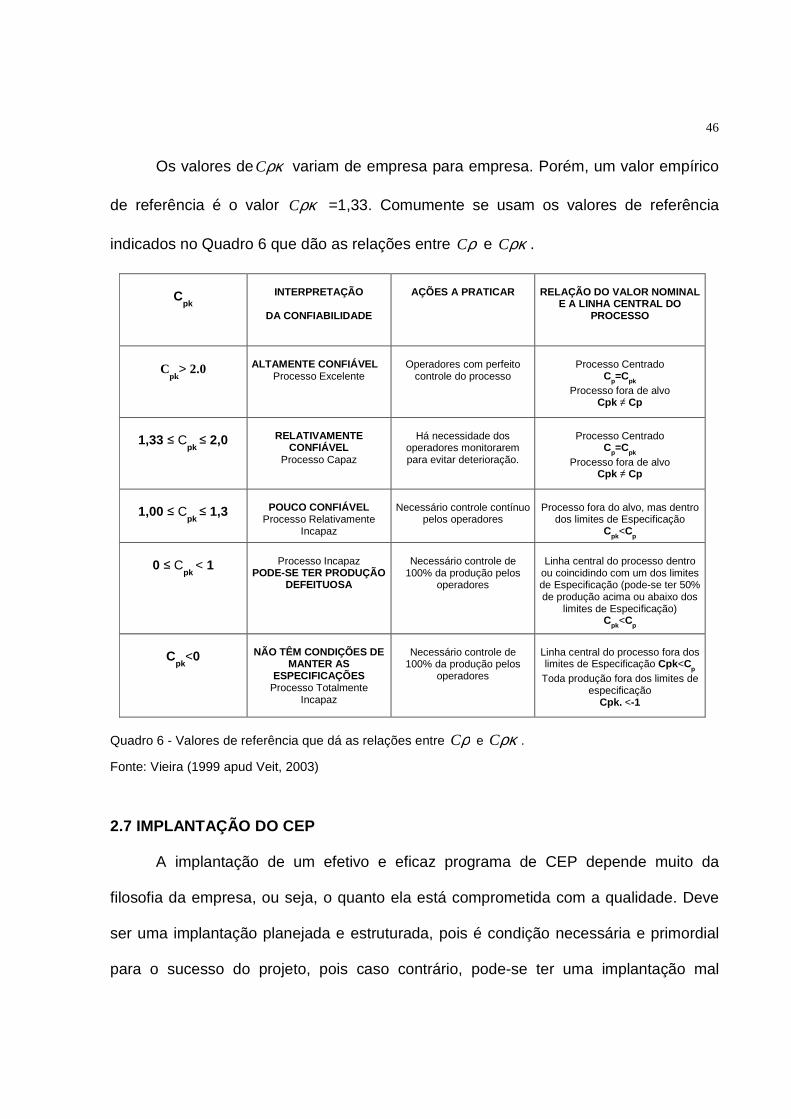
Os valores de ρκC variam de empresa para empresa. Porém, um valor empírico
de referência é o valor ρκC =1,33. Comumente se usam os valores de referência
indicados no Quadro 6 que dão as relações entre ρC e ρκC .
C
pk
INTERPRETAÇÃO
DA CONFIABILIDADE
AÇÕES A PRATICAR
RELAÇÃO DO VALOR NOMINAL
E A LINHA CENTRAL DO PROCESSO
C
pk> 2.0
ALTAMENTE CONFIÁVEL
Processo Excelente
Operadores com perfeito
controle do processo
Processo Centrado
Cp=Cpk Processo fora de alvo
Cpk ≠ Cp
1,33 ≤ C
pk ≤ 2,0
RELATIVAMENTE
CONFIÁVEL Processo Capaz
Há necessidade dos
operadores monitorarem para evitar deterioração.
Processo Centrado
Cp=Cpk Processo fora de alvo
Cpk ≠ Cp
1,00 ≤ C
pk ≤ 1,3
POUCO CONFIÁVEL
Processo Relativamente Incapaz
Necessário controle contínuo
pelos operadores
Processo fora do alvo, mas dentro
dos limites de Especificação C
pk<C
p
0 ≤ C
pk < 1
Processo Incapaz
PODE-SE TER PRODUÇÃO DEFEITUOSA
Necessário controle de
100% da produção pelos operadores
Linha central do processo dentro
ou coincidindo com um dos limites de Especificação (pode-se ter 50% de produção acima ou abaixo dos
limites de Especificação) Cpk<Cp
C
pk<0
NÃO TÊM CONDIÇÕES DE
MANTER AS ESPECIFICAÇÕES
Processo Totalmente Incapaz
Necessário controle de
100% da produção pelos operadores
Linha central do processo fora dos limites de Especificação Cpk<C
p
Toda produção fora dos limites de especificação
Cpk. <-1
Quadro 6 - Valores de referência que dá as relações entre ρC e ρκC .
Fonte: Vieira (1999 apud Veit, 2003)
2.7 IMPLANTAÇÃO DO CEP
A implantação de um efetivo e eficaz programa de CEP depende muito da
filosofia da empresa, ou seja, o quanto ela está comprometida com a qualidade. Deve
ser uma implantação planejada e estruturada, pois é condição necessária e primordial
para o sucesso do projeto, pois caso contrário, pode-se ter uma implantação mal

47
sucedida em que os resultados colhidos não são satisfatórios ou não exprimem a atual
realidade.
O uso de técnicas estatísticas pode reduzir custos, aumentar a produtividade e a
qualidade. Conforme citado por Davis (2001, p.176): “a alta qualidade não é uma
despesa, ela é antes de tudo um custo útil, especialmente quando é dada ênfase à
prevenção de defeitos” e quando se aumenta a produtividade e a qualidade há uma
probabilidade alta de a empresa melhorar consideravelmente sua participação no
mercado, e com isto promover o desenvolvimento local e regional.
Basicamente não existem desvantagens na implantação do CEP. O que se pode
encontrar são, quando muito, relatos de implantações mal sucedidas, por falha em
diversos pontos, dentre eles:
• não envolvimento da alta administração, nem dos departamentos e
funcionários que deveriam participar do processo;
• desconhecimento dos conceitos do CEP pela equipe;
• não investigação da causa-raiz das variabilidades, entre outros.
Para que o CEP seja implantado com sucesso, é necessário que se tenha o
envolvimento de todos os indivíduos participantes do processo produtivo, bem como o
conhecimento, por parte deles, do é o controle estatístico. Segundo TOLEDO,
Canavezi, Soares (2007) para que CEP seja eficaz são necessários 10% de ação
estatística e 90% de ação administrativa.
No capítulo seguinte será apresentada a metodologia utilizada para a elaboração
da pesquisa, ou seja, sua classificação, universo e amostra, e também como o
instrumento de coleta de dados.

48
3 METODOLOGIA
Neste capítulo será apresentada a metodologia nesta pesquisa, o estudo de
caso. Serão definidos a natureza da pesquisa, a amostra, os instrumentos de coleta de
dados e de que forma os dados foram utilizados e tratados.
3.1 CLASSIFICAÇÃO DA PESQUISA
Para que se consiga atingir o objetivo deste trabalho é necessário apresentar os
dados do estudo de caso realizado a partir da pesquisa a respeito da aplicação do
controle estatístico de processos em uma indústria da região do Vale do Paraíba,
fabricante de produtos para higienização das mãos e limpeza em geral, também
conhecidos como domissanitários.
A pesquisa é um procedimento reflexivo, controlado, crítico e sistemático que
permite descobrir novos fatos, relações ou leis, em qualquer campo do conhecimento,
de acordo com Lakatos e Marconi (1986). Também é um tratamento formal com método
de pensamento reflexivo que requer um tratamento científico e constituiu o caminho
para conhecer a realidade ou verdades parciais.
Salomon (1996) define o trabalho científico como uma atividade que, por meio de
uma metodologia rigorosa, se presta à pesquisa e à análise por escrito de questões
e/ou problemas levantados.
A pesquisa realizada neste trabalho é de natureza qualitativa, baseada no estudo
de caso de uma empresa situada na região do Vale do Paraíba. A abordagem
qualitativa, segundo Byrman (1989, apud Leite 2005) tem como principal característica
a tentativa de aproximação da teoria e dos fatos a partir da descrição e da interpretação
de fatos isolados ou únicos, destacando as relações entre o contexto e a ação.

49
Yin (2005) diz que estudos de casos são aplicados a pesquisas de natureza
descritiva e exploratória e são caracterizados pela investigação que examina o
fenômeno enquanto acontece no meio de diversos métodos de coleta de dados.
Esta pesquisa é exploratória por que, segundo Dencker e Viá (2002), pesquisas
exploratórias são investigações empíricas, utilizados para esclarecer ou modificar
conceitos. Suas descrições podem ser qualitativas ou quantitativas e o método de
coleta de dados varia entre pesquisa bibliográfica, documental, questionários,
entrevistas e observações.
3.2. O ESTUDO DE CASO
A tendência de se utilizar o estudo de caso como estratégia de pesquisa em
muitas situações é para contribuir, segundo Yin (2005), com os estudos
organizacionais, gerenciais, sociais, políticos e de grupos, entre outros. Trata-se de
uma técnica tida como a mais adequada aos trabalhos de conclusão de curso e às
dissertações de mestrado em Administração, segundo Roesch (2005).
Yin (2005) também afirma que o método estudo de caso é o mais utilizado para
responder às questões “como” ou "por que” e quando o investigador tem pouco controle
sobre os eventos. A utilização da técnica do estudo de caso, para Martins (2006, p. 9):
É própria para a construção de uma investigação empírica que pesquisa o fenômeno dentro de seu contexto real [...], busca-se criativamente, aprender a totalidade se uma situação – identificar e analisar a multiplicidade de dimensões que envolvem o caso – e, de maneira engenhosa, descrever, discutir e analisar a complexidade de um caso concreto, construindo uma teoria que possa explicá-lo e prevê-lo [...], o estudo de caso possibilita a penetração em uma realidade social, não conseguida plenamente por um levantamento amostral e avaliação exclusivamente quantitativa.

50
As fontes primárias, ou dados primários, são encontradas, segundo Rampazzo
(2004), em arquivos, fontes estatísticas e fontes não-escritas. Os arquivos podem ser
públicos, nacional, estaduais e municipais - ou particulares, de instituições e órgãos
privados, assim como as fontes estatísticas.
O método utilizado neste trabalho é o do estudo de caso, documental, de
natureza exploratória e descritiva, como já dito anteriormente, e orientado segundo um
estudo bibliográfico. Entendeu-se que a aplicação do estudo de caso é o meio mais
apropriado para analisar as dificuldades enfrentadas em um ambiente real em
comparação com a teoria desenvolvida a fim de evitar problemas comuns, que podem
ser encontrados em todos os tipos de organizações como a estudada neste trabalho.
3.3 UNIVERSO E AMOSTRA
Foi selecionada para este trabalho a área de envase de sabonetes líquidos no
sistema bag-in-the-box, da indústria química objeto de estudo. Sempre que se observa
algo, Dencker e Viá (2002) dizem que se faz um tipo de seleção dos elementos para os
quais se dirige o foco de atenção. Portanto, quando se escolhe uma pesquisa,
selecionam-se elementos com características que podem ser generalizadas.
Os dados deste estudo de caso referem-se ao controle das medições de
pesagem dos bag´s de sabonetes líquidos e aos gráficos gerados no final do processo
de envase.
A amostra é determinada como um conjunto de elementos, empresas, produtos e
pessoas entre outros, que possuem características passíveis de estudo e que
representam a parte do todo escolhida para ser analisada sob o critério da
representatividade. Segundo Vergara (2005), a amostra: pode ser probabilística, que se

51
baseia em métodos estatísticos que podem ser por método aleatório simples,
estratificado ou conglomerado e a não-probabilística, destacando-se o método por
acessibilidade ou tipicidade.
Para este trabalho foi escolhida a amostra composta por dados de pesagem de
determinados sabonetes líquidos. A amostra foi constituída de três maneiras:
• escolha da linha de produtos do foco do estudo: maior valor financeiro
(venda) e maior complexidade em seu processo de envase devido ao número
de itens para o setup da máquina e número maior de funcionários para operar
uma única máquina em cada linha de produtos fabricados pela empresa,
conforme Tabela 1. Nota-se que a linha escolhida, mesmo representando
cerca de 40% do total produzido das duas linhas de produtos, representa
mais de 60% do valor financeiro vendido pela empresa.
• seleção dos produtos: foram considerados para determinação dos produtos
que serão o foco deste estudo, aqueles que, dentro do volume total de
vendas, tem maior representatividade, conforme Tabela 2. Nota-se que os
quatro sabonetes escolhidos para este estudo representa cerca de 40% do
total produzido.
• determinação do período que serão coletados os dados (peso): junho/08 a
ago/08. Vide Cartas de Controle a seguir.

52
Tabela 1- Representatividade Financeira e Volumétrica das Linhas Produzidas
Produto Representatividade
Financeira do total da amostra
Representatividade Volumétrica do total da amostra
Total de Itens Verificados para Setup Inicial da Máquina
Nº de Funcionários
Linha Sabonete Líquido
(16 itens) 67% 33% 9 9
Linha Saneantes (26 itens)
33% 67% 1 3
Total 100% 100% - -
Tabela 2 – Seleção dos Produtos Foco deste Estudo de Caso
Produto Volume Mensal (t) Representatividade
Volumétrica do total da amostra (50t)
Sab. Líq. Rosa 3,4 6,8
Sab. Líq. Azul 6,3 12,6
Sab. Líq. Verde 3 6
Sab. Líq.Deseng. 8 16
Total 20,7 41,4%
3.4 INSTRUMENTOS DE COLETA DE DADOS
No estudo de caso, segundo Yin (2005) o pesquisador pode coletar dados para a
pesquisa de várias maneiras, tais como a observação (participante ou não), entrevistas

53
(estruturadas ou semi-estruturadas), questionários (abertos ou fechados), formulários.
Ou seja, a investigação pode ocorrer de diversas formas.
A observação é classificada por Lakatos e Marconi (1991) como uma das fontes
mais ricas para a construção de hipóteses, com a função de comprovar ou não as
relações existentes e explicá-las.
De acordo com Yin (2005), o pesquisador pode coletar os dados para a pesquisa
em várias fontes de evidência, entre as quais se destaca a observação participante, que
foi a escolhida para este trabalho. No caso da observação participante, o pesquisador é
o principal instrumento de recolhimento de dados, que são provenientes de situação
natural.
Ainda para Martins (1996):
Um dos pressupostos da observação participante é o de que a convivência do investigador com a pesquisa ou grupo estudado cria condições privilegiadas para que o processo de observação seja conduzido e de acesso a uma compreensão que de outro modo não seria alcançável. Admiti-se que a experiência direta do observador com a vida cotidiana do outro, seja ele indivíduo do grupo, é capaz de revelar na sua significação mais profunda, ações, atitudes, episódios, etc. que de certo ponto de vista exterior poderiam permanecer obscurecidas ou até mesmo opacas.
Assim, utilizar a metodologia da observação participante possibilita ao
pesquisador, que está inserido na organização, visualizar a situação real e construir
uma base de conhecimento que permita estabelecer relações reais com os processos
em questão.
Também se fez uso das seguintes fontes de dados já existentes, como
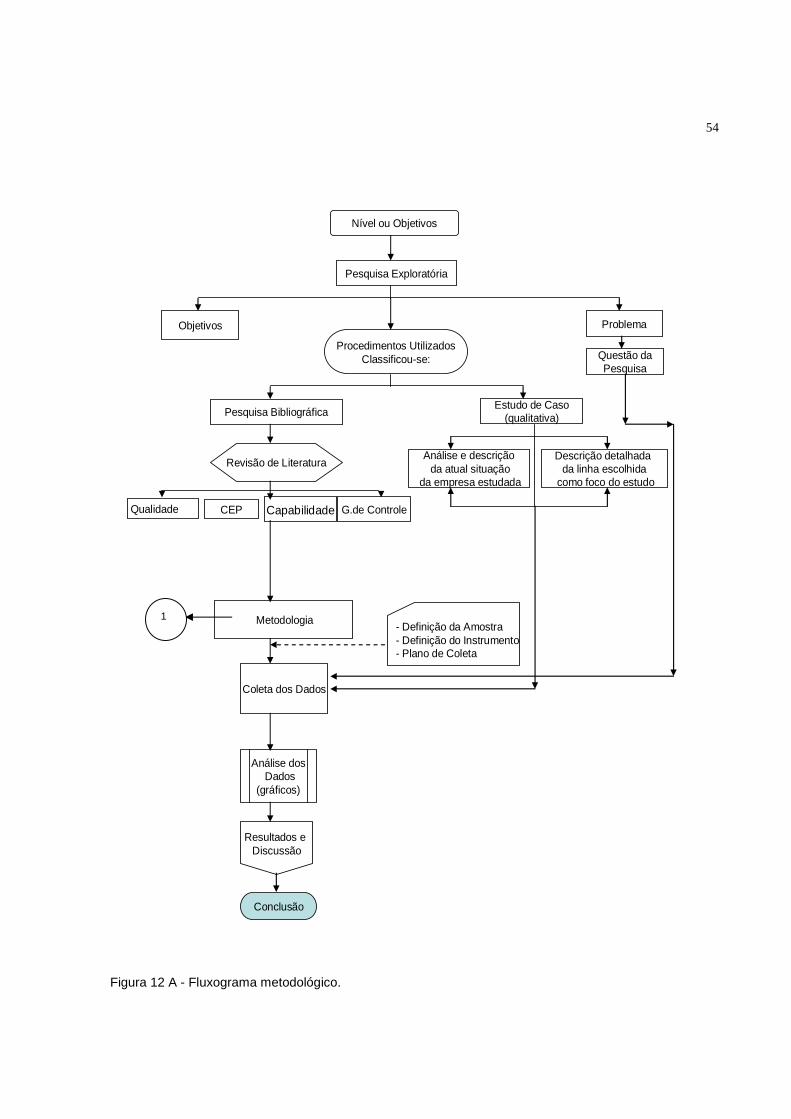
documentação, registros em arquivos operacionais, e tabelas. As Figuras 12A e 12B
resumem o método.
54
Nível ou Objetivos
Pesquisa Exploratória
Objetivos Problema
Questão daPesquisa
Procedimentos UtilizadosClassificou-se:
Pesquisa BibliográficaEstudo de Caso
(qualitativa)
Revisão de Literatura
Qualidade CEP Capabilidade
- Definição da Amostra- Definição do Instrumento- Plano de Coleta
Metodologia
Coleta dos Dados
Análise dosDados
(gráficos)
Resultados e Discussão
Conclusão
Análise e descriçãoda atual situação
da empresa estudada
Descrição detalhada da linha escolhida
como foco do estudo
G.de Controle
Figura 12 A - Fluxograma metodológico.
1

55
Figura 12 B - Fluxograma Metodológico
Fonte: Adaptado de Veit (2003, p.66)
Análise dos Dados
Processo sob Controle?
Análise da Capabilidade
Melhora ?Cpk
Padronização da Rotina
Estudo das Causas
DecisãoAdministrativa
Coleta de Dados Ação Corretiva
Existem mais Características?
Folha de Verificação
Gráfico de Controle
Diagrama de Ishikawa
S
N
N
S
FIM
Examinar próximo característico
S
N
Ferramentas daQualidade
1
Análise dos Dados
Processo sob Controle?
Análise da Capabilidade
Melhora ?Cpk
Padronização da Rotina
Estudo das Causas
DecisãoAdministrativa
Coleta de Dados Ação Corretiva
Existem mais Características?
Folha de Verificação
Gráfico de Controle
Diagrama de Ishikawa
S
N
N
S
FIM
Examinar próximo característico
S
N
Ferramentas daQualidade
Análise dos Dados
Processo sob Controle?
Análise da Capabilidade
Melhora ?Cpk
Padronização da Rotina
Estudo das Causas
DecisãoAdministrativa
Coleta de Dados Ação Corretiva
Existem mais Características?
Folha de Verificação
Gráfico de Controle
Diagrama de Ishikawa
S
N
N
S
FIM
Examinar próximo característico
S
N
Análise dos Dados
Processo sob Controle?
Análise da Capabilidade
Melhora ?Cpk
Padronização da Rotina
Estudo das Causas
DecisãoAdministrativa
Coleta de Dados Ação Corretiva
Existem mais Características?
Folha de Verificação
Gráfico de Controle
Diagrama de Ishikawa
S
N
N
S
FIM
Examinar próximo característico
S
N
Ferramentas daQualidade
1
56
As atividades desenvolvidas na implantação do controle estatístico de processo
estão basicamente demonstradas nos Fluxogramas da Figura 12A e 12B que permitem
visualizar melhor os passos que serão seguidos e as atividades desenvolvidas ao longo
do trabalho.
Inicialmente são feitas as fases de levantamento de dados, depois de terem sido
determinadas e definidas as características a serem melhoradas. Esse levantamento de
dados pode ser feito de várias formas, como quantidade de reclamações de clientes,
índices de devolução, entre outros. A partir desses dados, determina-se onde será
aplicado o Controle Estatístico de Processo e volta-se, então, a levantar dados, mas,
agora, especificamente da característica escolhida.
Faz-se a análise dos dados verificando se, também, se o processo está sob
controle. Caso não esteja, estudam-se as causas que fazem com que o processo se
torne instável e propõem-se ações corretivas. Essas ações devem ser tomadas e
aplicadas com o comprometimento da alta administração e de todos gerentes
envolvidos no projeto para que se tenha sucesso.
O processo, estando sob controle estatístico, determina-se a sua capabilidade do
mesmo. Se esta capabilidade estiver dentro dos limites aceitáveis, padroniza-se a
rotina. Se existir alguma outra característica a ser estudada, dá-se início a todo o
processo novamente.
No capítulo seguinte serão apresentados a implantação e o desenvolvimento do
CEP, a caracterização da unidade estudada, a primeira de coleta de dados, a análise e
o tratamento adotado, a segunda fase de coleta e análise final.

57
4 IMPLANTAÇÃO E DESENVOLVIMENTO DO CEP EM UMA EMPRE SA DO SETOR
QUÍMICO
Neste capítulo será relatado o histórico da empresa, descritos seus
departamentos, em especial o estudado neste trabalho, e também como será feita,
detalhadamente, a implantação do controle estatístico de processo – CEP na área em
questão.
4.1 BREVE HISTÓRICO DO GRUPO EMPRESARIAL
A empresa estudada neste trabalho faz parte de um grupo hoje composto por
mais quatro empresas, todas voltadas para o ramo de prestação de serviço e produtos
de higiene e limpeza.
O nascimento da primeira empresa aconteceu no ano de 1963, quando um
empresário que até então era do ramo calçadista decidiu comercializar produtos de
higiene e limpeza na própria loja de calçados. Era uma demanda não explorada na
cidade, que na época contava com cerca de 40 mil habitantes.
Como o negócio de produtos de higiene e limpeza foi crescendo, foi adquirido um
veículo Kombi e se passou a fazer, além das entregas aos seus cliente, a venda de
porta-em-porta. E essa situação durou por cerca de 5 anos até a fundação da primeira
empresa do grupo que foi a distribuidora de produtos de higiene e limpeza.
A distribuidora de produtos de higiene e limpeza tem atualmente cerca de 200
funcionários diretos e 150 indiretos que são os representantes comerciais. A matriz
está situada na região do Vale do Paraíba Paulista e as três filiais situam-se nas
cidades de Campinas, Rio de Janeiro e São Paulo.
58
Em seguida, no ano de 1980 criou-se a prestadora de serviços de limpeza. Ao
vender os produtos de higiene e limpeza para as empresas, ofereceria também o
serviço de mão-de-obra. E assim surgiu a limpadora.
A partir de então, em 1990 fundou-se outra empresa prestadora de serviço, porém
agora na área de serviços de logística, assim, se conseguiria atingir mais espaço dentro
das unidades de negócio.
Um dos principais produtos comercializados pela distribuidora era a linha de
sabonetes líquidos, no sistema bag-in-the-box até então vendidos no mercado pela
empresa e também pelos seus concorrentes em galões de 5l e 20l. Esses sabonetes
bag-in-the-box eram importados de uma empresa americana e revendidos aqui no
Brasil com a marca da distribuidora. Foi a primeira empresa brasileira a trabalhar com
esse sistema aqui no Brasil.
A parceria durou cerca de 5 anos. Mas, no início dos anos 2000, com a crise do
dólar, a distribuidora resolveu buscar uma indústria química aqui no Brasil que fizesse
seus sabonetes, e na época, foi contratada uma importante instituição para desenvolver
seus produtos. Daí então, com as fórmulas dos sabonetes em mãos e definida a
indústria química brasileira que iria fabricá-los, passou a não mais importar os produtos.
Porém, paralelamente, teve início a construção de sua própria indústria química,
que a partir de 2001, teve suas atividades industriais iniciadas. A última empresa do
grupo criada, no ano de 2004, foi a convertedora de papéis para uso doméstico e
sanitário. É feita a compra de papel em rolos tamanho jumbo, que são cortados em
rolos menores ou em de toalhas.
59
4.2 CARACTERIZAÇÃO DA EMPRESA
A indústria química estudada neste trabalho é fabricante de produtos de higiene
em sistema bag-in-the-box, composto por um bolsa plástica onde se acondiciona o
produto, e um cartucho de papelão, que envolve a bolsa. Também fabrica produtos de
limpeza conhecidos como domissanitários que são detergentes de cozinha,
desinfetantes, limpadores, ceras. Outra linha fabricada é a de odorizadores de
ambiente.
A empresa possui uma produção mensal que gira em torno de 120 toneladas,
com um faturamento anual de aproximadamente R$15.000.000,00 e conta, hoje, com
cerca de 35 funcionários divididos em departamentos, conforme Figura 13.
Essa unidade industrial está dividida em duas pequenas unidades fabris: uma
que fabrica e envasa somente os sabonetes líquidos e outra que fabrica e envasa
somente os produtos de limpeza. Isso é necessário devido às normas e regras da
Vigilância Sanitária, um dos órgãos fiscalizadores desse tipo de atividade.
A empresa possui um processo produtivo automatizado em quase sua totalidade,
porém não tem nenhum sistema de controle estatístico dos pesos de seus bag´s de
sabonetes líquidos e, assim, não se sabe se durante o processo de envase dos
mesmos ocorre algum tipo de variação, possibilitando o envio de mais ou menos
produto para os consumidores finais. Se essa situação ocorrer poderá causar dois
problemas: uma possível multa pelo órgão fiscalizador de pesos e medidas (IPEM) e a
e um baixo rendimento no envase dos produtos.
60
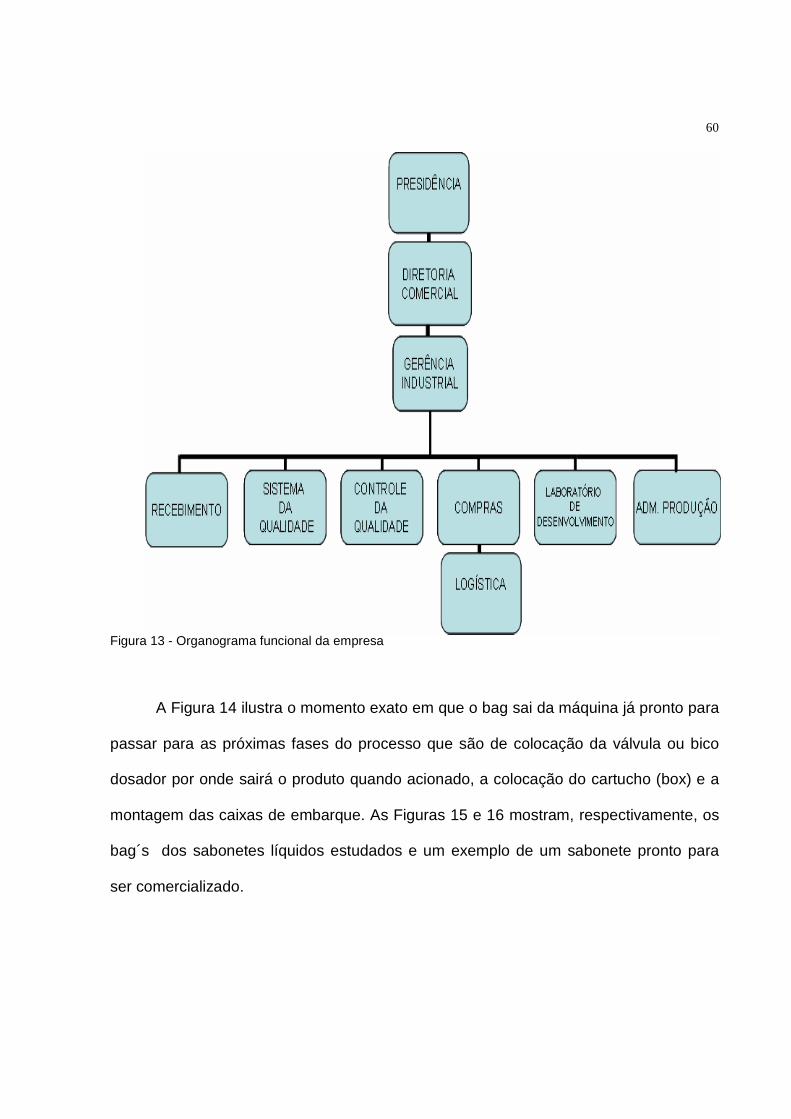
Figura 13 - Organograma funcional da empresa
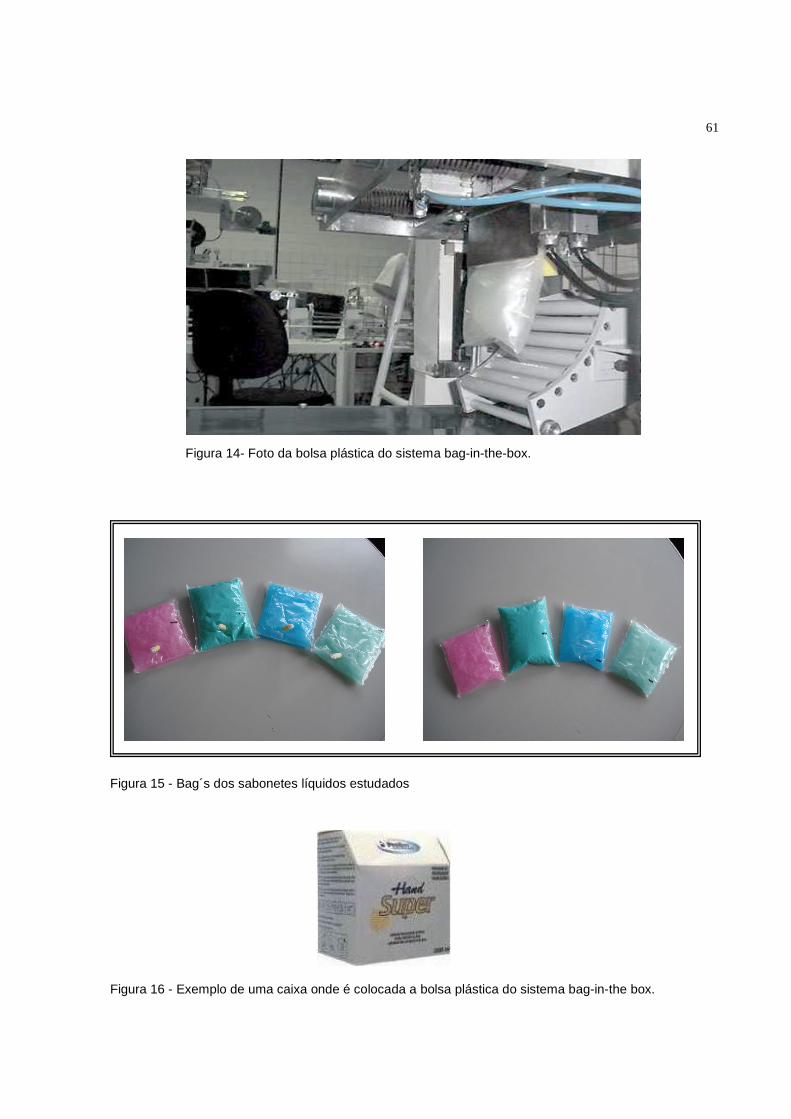
A Figura 14 ilustra o momento exato em que o bag sai da máquina já pronto para
passar para as próximas fases do processo que são de colocação da válvula ou bico
dosador por onde sairá o produto quando acionado, a colocação do cartucho (box) e a
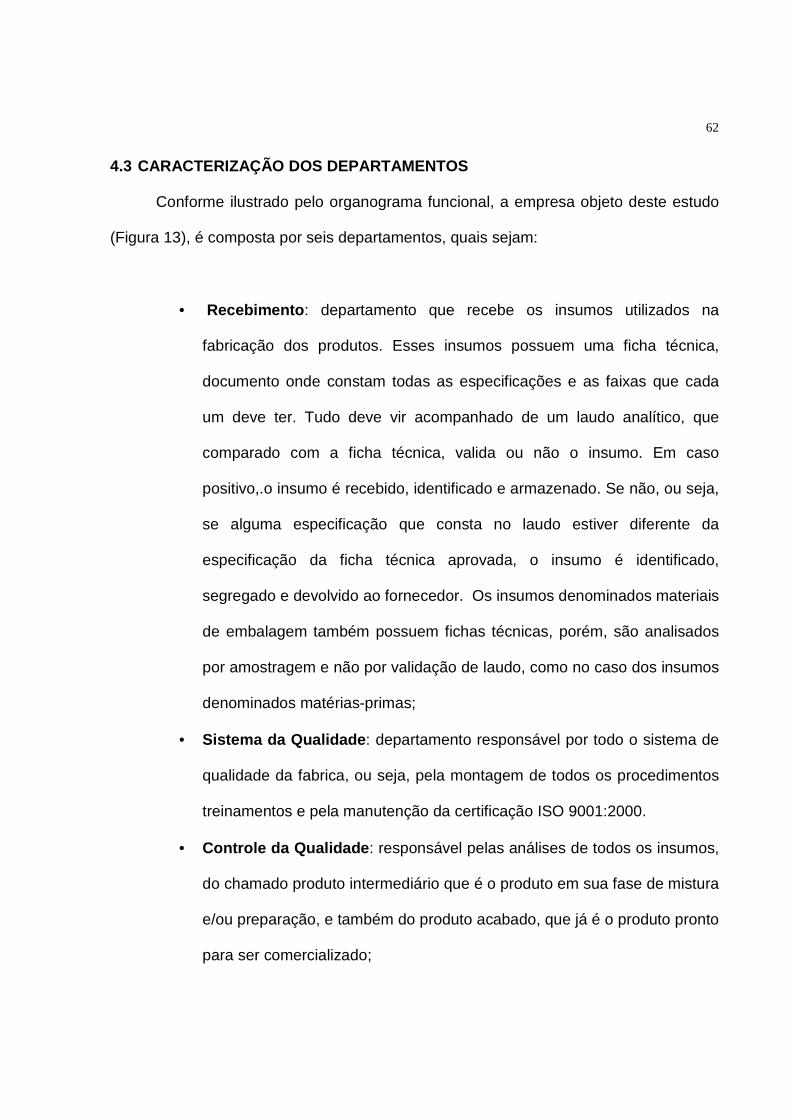
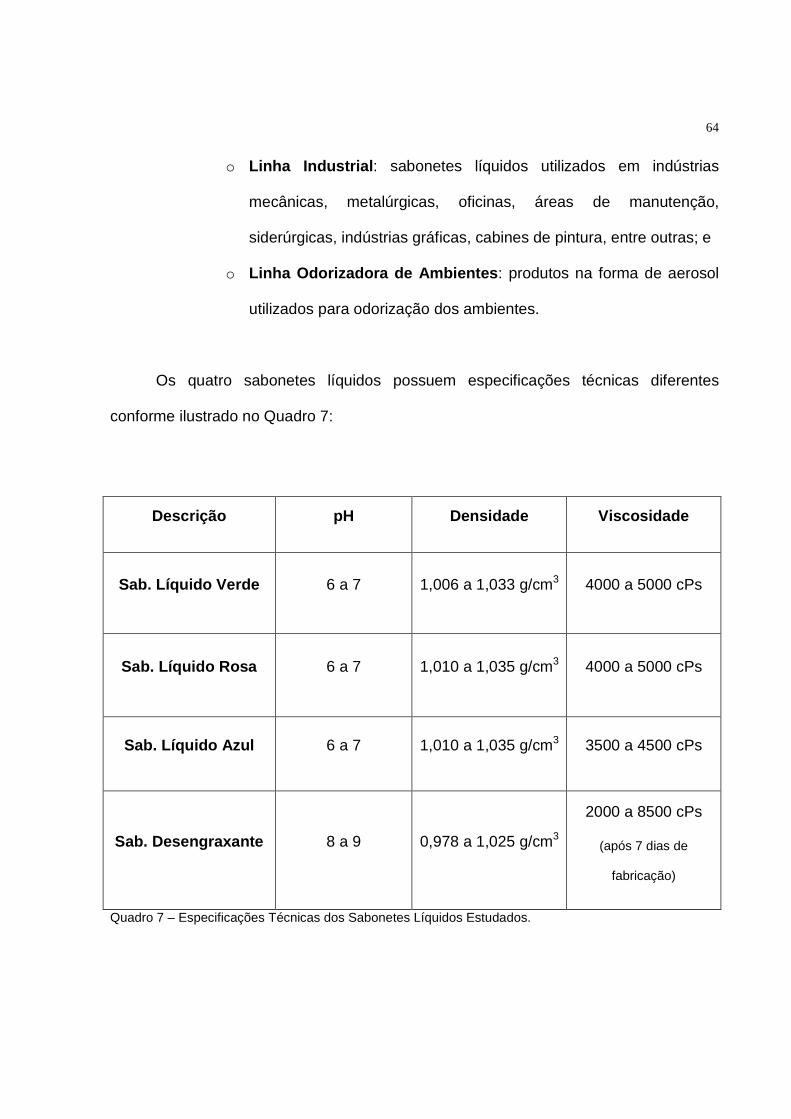
montagem das caixas de embarque. As Figuras 15 e 16 mostram, respectivamente, os
bag´s dos sabonetes líquidos estudados e um exemplo de um sabonete pronto para
ser comercializado.
61
Figura 14- Foto da bolsa plástica do sistema bag-in-the-box.
Figura 15 - Bag´s dos sabonetes líquidos estudados
Figura 16 - Exemplo de uma caixa onde é colocada a bolsa plástica do sistema bag-in-the box.
62
4.3 CARACTERIZAÇÃO DOS DEPARTAMENTOS
Conforme ilustrado pelo organograma funcional, a empresa objeto deste estudo
(Figura 13), é composta por seis departamentos, quais sejam:
• Recebimento : departamento que recebe os insumos utilizados na
fabricação dos produtos. Esses insumos possuem uma ficha técnica,
documento onde constam todas as especificações e as faixas que cada
um deve ter. Tudo deve vir acompanhado de um laudo analítico, que
comparado com a ficha técnica, valida ou não o insumo. Em caso
positivo,.o insumo é recebido, identificado e armazenado. Se não, ou seja,
se alguma especificação que consta no laudo estiver diferente da
especificação da ficha técnica aprovada, o insumo é identificado,
segregado e devolvido ao fornecedor. Os insumos denominados materiais
de embalagem também possuem fichas técnicas, porém, são analisados
por amostragem e não por validação de laudo, como no caso dos insumos
denominados matérias-primas;
• Sistema da Qualidade : departamento responsável por todo o sistema de
qualidade da fabrica, ou seja, pela montagem de todos os procedimentos
treinamentos e pela manutenção da certificação ISO 9001:2000.
• Controle da Qualidade : responsável pelas análises de todos os insumos,
do chamado produto intermediário que é o produto em sua fase de mistura
e/ou preparação, e também do produto acabado, que já é o produto pronto
para ser comercializado;

63
• Compras : departamento responsável pela aquisição de todos os insumos,
tanto para a fabricação dos produtos como também para outros fins. É
responsável também por toda a logística de entrega dos produtos
vendidos pela área comercial;
• Laboratório de Desenvolvimento : departamento responsável pelo
desenvolvimento de novos produtos e possíveis melhorias para os já
existentes; e
• Administração da Produção : departamento responsável pela emissão de
todas as ordens de fabricação e envase dos produtos, PCP e custos.
4.4 CARACTERIZAÇÃO DOS PRODUTOS FABRICADOS
A empresa estudada, conforme já citado anteriormente, fabrica duas linhas
distintas de produtos: produtos de higiene e produtos de limpeza e/ou domissanitários.
São eles:
• Produtos de Higiene : são sabonetes líquidos no sistema bag-in-the-box
utilizados para a higienização das mãos e também odorizadores de
ambientes. São divididos em:
o Linha Zeladoria : sabonetes líquidos utilizados em áreas
administrativas, shoppings, hotéis, motéis, restaurantes, vestiários,
academias e clubes;
o Linha Hospitalar : sabonetes líquidos utilizados em ambientes de
saúde e alimentos;
64
o Linha Industrial : sabonetes líquidos utilizados em indústrias
mecânicas, metalúrgicas, oficinas, áreas de manutenção,
siderúrgicas, indústrias gráficas, cabines de pintura, entre outras; e
o Linha Odorizadora de Ambientes : produtos na forma de aerosol
utilizados para odorização dos ambientes.
Os quatro sabonetes líquidos possuem especificações técnicas diferentes
conforme ilustrado no Quadro 7:
Descrição pH Densidade Viscosidade
Sab. Líquido Verde 6 a 7 1,006 a 1,033 g/cm3 4000 a 5000 cPs
Sab. Líquido Rosa 6 a 7 1,010 a 1,035 g/cm3 4000 a 5000 cPs
Sab. Líquido Azul 6 a 7 1,010 a 1,035 g/cm3 3500 a 4500 cPs
Sab. Desengraxante 8 a 9 0,978 a 1,025 g/cm3
2000 a 8500 cPs
(após 7 dias de
fabricação)
Quadro 7 – Especificações Técnicas dos Sabonetes Líquidos Estudados.
65
• Produtos de Limpeza : produtos concentrados para limpeza profissional.
São divididos em:
o Cozinhas Industriais : químicos concentrados para limpeza de
utensílios domésticos;
o Sanitários/Pisos : químicos concentrados para limpeza e
desinfecção de ambientes sanitários ou que requeiram tal
especificidade; e
o Tratamento de Piso : produtos utilizados para tratamento e
proteção de pisos.
4.5 CARACTERIZAÇÃO DA UNIDADE DE ESTUDO
Apesar de os produtos serem acondicionados em embalagens cujo conteúdo
para o consumidor, é controlado em volume, o processo de produção é todo baseado
em peso “proporcional ao seu volume”, que, para essa linha de produtos, está definido
em 800 e 1200 ml. Assim, um produto que tem massa específica igual a 1,01 deve
pesar 808g.
Nas Figuras 17A e 17B estão ilustrados os fluxogramas completo do processo
produtivo, com todas as etapas, iniciando-se pelo recebimento de todos os insumos até
a estocagem final.
É possível verificar que já existe um controle do departamento de qualidade
durante todo o processo, porém não existe um estudo, nem um controle em relação ao
peso dos sabonetes líquidos envasados, que é a característica selecionada para este
estudo.

66
INÍCIO
Recebimento dos insumos
Análises do Controle da Qualidade
Produto Ok? Devolução para o
fornecedor
Estoque
Liberação da Ordem de Fabricação (OF)
Pesagem
Mistura
Control e da Qualidade (Análises de pH e viscosidade e massa específics/densidade)
Produto Ok?
Ajuste
N
S
S
N
1
Figura 17A - Fluxograma completo do processo produtivo.

67
Emissão da ordem de envase
Acerto da máquina de envase (SETUP)
Conferência dos pesos dos bag´s para acerto inicial da máquina
Peso Ok?
N
Colocação da válvula
Colocação dos cartuchos
Encartuchadeira
Montagem das caixas de transporte
Estoque
FIM
S
1
Figura 17 B - Fluxograma completo do processo produtivo.
S
A cada 30 minutos é pesado e tirado
volume de um (01) bag
Controle de Qualidade
68
Tem-se apenas por controle a pesagem dos primeiros bag´s para ajustar seu
peso dentro do especificado. Após os bag´s terem atingido seu peso, passa-se, então,
a pesá-los e a aferir o volume a cada 30 minutos. Isso fica registrado em uma planilha,
conforme exemplo ilustrado no Anexo 2.
Inicialmente tem-se o recebimento de todos os insumos utilizados no processo
fabril da indústria química. Esses insumos são encaminhados para uma área de análise
onde aguardam liberação. O controle de qualidade precede todas as análises da
qualidade já pré-estabelecidas em ficha técnica.
Se o produto não estiver conforme, providencia-se sua segregação e
posteriormente a devolução ao respectivo fornecedor. Em estando conforme, transfere-
se para o estoque. A equipe da pesagem recebe uma “Ordem de Fabricação (OF)”
onde constam todas as informações necessárias para a pesagem, separação e
processo de mistura dos produtos.
Durante a fase de mistura, o Controle da Qualidade faz as análises pré-
estabelecidas, como pH, viscosidade e massa específica. Primeiro calcula-se a
viscosidade e depois o pH, que são itens para liberação ou não do produto. Em estando
dentro da especificação, calcula-se a massa específica ou densidade.
Em não estando conforme, fazem-se os ajustes e volta-se à fase da mistura,
analisando novamente. Se o produto estiver conforme para estas duas especificações,
o laboratório de controle de qualidade o resfria o produto a 24 °C e daí, por meio de um
equipamento chamando picnômetro, determina-se a massa específica. Com o valor em
mãos, calcula-se o peso nominal, máximo e mínimo de cada refil, a partir da fórmula
ilustrada abaixo pela Equação 16.
69
...Equação 16
Onde:
d = densidade
m = massa
v = volume
A Portaria INMETRO n° 74 de 25 de Maio de 1995, vide Anexo 1, permite que se
tenha uma variação para menor no peso e/ou volume. Esse valor varia de acordo com a
faixa de peso e/ou volume. No caso dos produtos estudados cujos volumes variam de
800 e 1200 ml, a tolerância é diferente. Porém, a empresa optou por adotar um único
coeficiente que são 15g. Esse coeficiente é utilizado para determinação do peso
máximo e mínimo. Feito isso, o produto está liberado para o envase.
A equipe do envase recebe um documento chamado “Ordem de Envase (OE)”
onde constam todas as informações necessárias para o envase dos produtos,
internamente conhecidos como “produtos acabados”, que é o produto pronto para ir
para o mercado.
Faz-se o acerto da máquina (setup). Esse setup consiste em regular a
temperatura, ajustar os parâmetros do CLP, alinhar as bobinas de filme dianteiro e
traseiro que formam os bag´s plásticos, ajustar o leitor da fotocélula do filme plástico,
ajustar os parâmetros do inversor de frequência. Depois de cumprido todos esses
passos, dá-se início ao envase, verificando as soldas horizontais, verticais e de corte, e
v
md =
70
a soldagem do flange, que é a peça onde irá ser encaixada a válvula dosadora do,
sabonete. Em seguida, inicia-se a conferência do peso de alguns refis (bag´s), até que
estejam com o peso como o especificado na ordem de envase.
A cada 30 minutos uma pessoa do laboratório de controle de qualidade coleta
um bag para análise de peso e volume e os valores ficam anotados em uma planilha
conforme demonstrado no Anexo 2. Estando o peso dentro da especificação, os bag´s
correm por uma esteira e em seguida recebem as válvulas dosadoras que é por onde
sai o produto quando colocado dentro do aparelho dosador. Em seguida são colocados
em cartuchos de papelão (box) e encaminhados para a máquina encartuchadeira, onde
são fechados e liberados para a montagem das caixas de transporte. Nessa fase é
retirado um cartucho que servirá como amostra de retenção daquele lote envasado
para possíveis processos de rastreabilidade em caso de problemas no mercado.
Posteriormente, o controle de qualidade faz novas análises, como a verificação
do peso de cada cartucho e de uma caixa fechada, as informações contidas nas
etiquetas de identificação das caixas, e, também, a análise microbiológica. Enquanto o
controle de qualidade realiza esta série de análises, o produto fica armazenado em uma
área chamada de “quarentena”. Somente depois de obtidos os resultados de todas as
análises, o produto para a área de estoque de produto acabado, pronto para ser
comercializado.
4.6 COLETA DE DADOS
Para a coleta de dados dos pesos foi elaborada, pelos funcionários do
departamento de controle da qualidade, desenvolvimento e em conjunto com a
empresa que presta consultoria na área da qualidade, uma carta de controle para
71
agilizar o registro dos dados da coleta e proporcionar informações mais precisas
referentes o processo. Vide Anexo 3.
Os pesos foram inseridos na carta de controle pelo responsável do laboratório de
controle de qualidade e foram coletadas, pesando-se sequencialmente, 125 amostras
de cada produto estudado, conforme cronograma ilustrado no Anexo 4. Os produtos
foram envasados em uma única máquina de envase, conforme datas mencionadas nas
Cartas de Controle e ilustradas nas páginas a seguir.
4.7 MONTAGEM E ANÁLISE DOS GRÁFICOS DE CONTROLE
A montagem dos gráficos de controle foi feita automaticamente quando da
inserção dos valores coletados na carta de controle e as análises se basearam em
critérios técnicos e na interpretação dos gráficos de controle visto nos item 2.7.
Os gráficos de controle constituem-se em ferramentas para avaliar a estabilidade
de um processo. E um processo estável, ou seja, sob controle estatístico, que
apresenta previsibilidade, pois se o processo é instável, seu comportamento é
imprevisível, portanto, não faz sentido a sua avaliação.
4.8 CÁLCULO DO ÍNDICE DE CAPABILIDADE
O cálculo dos índices de capabilidade é outra forma para se conhecer a
consistência do processo que será executado com base nos dados coletados após
análises e melhorias e até mesmo novas coletas. Porém, é importante reforçar que
somente com um processo estável, sob controle estatístico, tem sentido avaliar a sua
capacidade, o que pode levar, às vezes, a um longo período de coleta, melhoria e
análise.
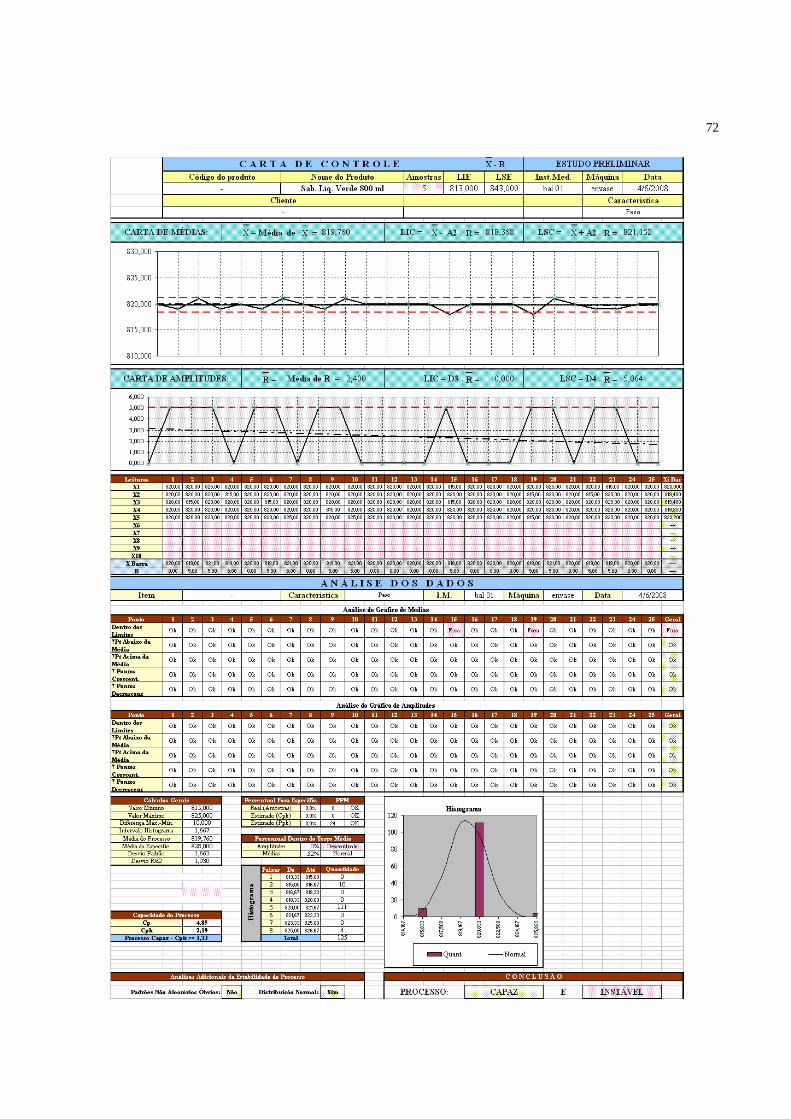
72
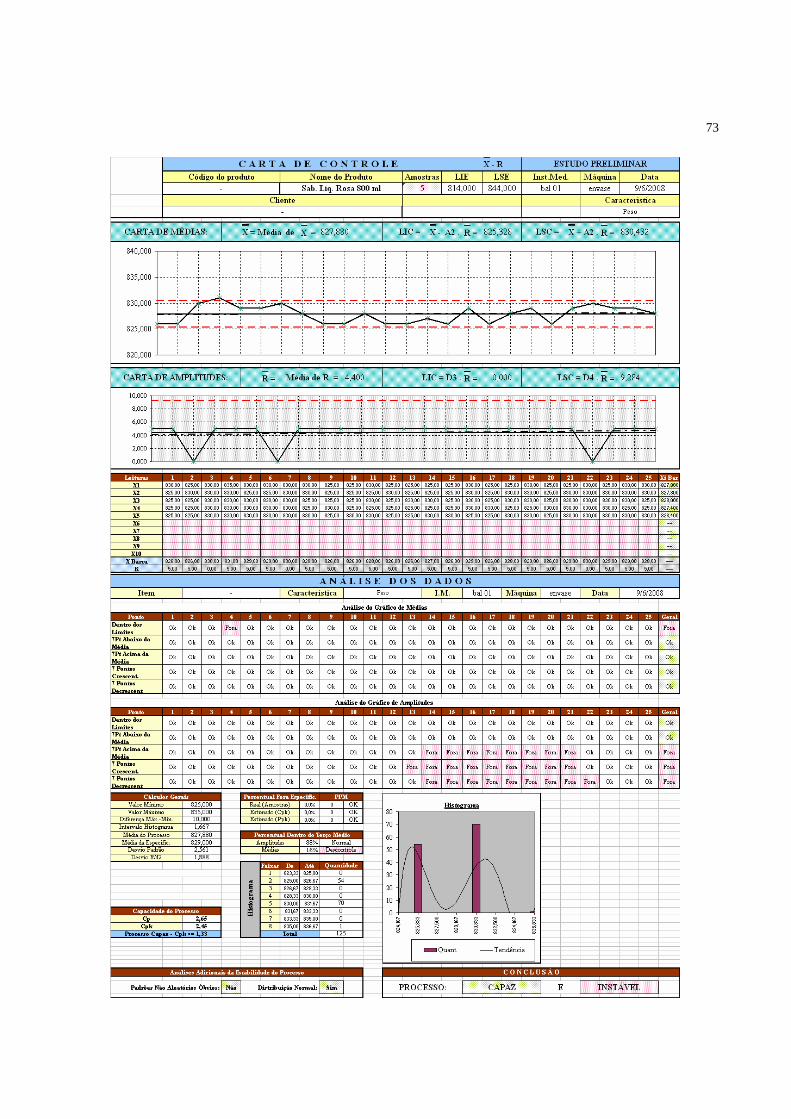
73

74

75

76
Os dados coletados, a montagem e análise dos gráficos de controle, o cálculo da
capabilidade do processo e a análise final, ou seja, a conclusão se o processo é estável
e capaz são todos registrados nas cartas de controle.
4.9 ANÁLISE DAS POSSÍVEIS CAUSAS DOS PROBLEMAS IDENTIFICADOS
Observou-se até aqui a utilização das ferramentas estatísticas básicas que
marcam o início de processo no qual se está interessado. O objetivo básico ao qual
está ligado este trabalho é de se obter um processo de envase capaz e estável e assim
diminuir o risco de se colocar produto no mercado fora da especificação de peso e/ou
volume, o que poderia causar sérios problemas para a empresa em questão. Por meio
dos resultados obtidos nas cartas de controle, pode-se notar que o processo de envase
para os produtos em questão evidenciaram os seguintes problemas, conforme o
Quadro 7.
Descrição do Produto Capaz Estável
Sab. Líquido Verde Capaz Não Estável
Sab. Líquido Rosa Capaz Não Estável
Sab. Líquido Azul Capaz Não Estável
Sab. Desengraxante Capaz Não Estável
Quadro 8- Resumo dos processos de envase analisados.
77
No caso em que o processo é capaz, mas instável, isso significa que é capaz de
fornecer produtos de acordo com as especificações. Entretanto, em um determinado
momento ele passa a apresentar instabilidade que pode resultar em produtos
inaceitáveis. Assim, pode ocorrer porcentagem de produtos fora das especificações,
devido às variações que ocorrem em decorrência de causas especiais agindo no
processo.
Essas causas, porém, podem ser identificadas e eliminadas pelas pessoas
envolvidas diretamente no o processo. As ações, nesse caso, devem ser feitas no
sentido de eliminar a instabilidade, o que, como já dito, pode ser feito pelo próprio
pessoal da área, utilizando-se de técnicas de análise e solução de problemas. Neste
caso, utilizou-se o Diagrama de Ishikawa ou Diagrama de Causa-e-Efeito.
Segundo Kume (1993), a saída ou resultado de um dado processo pode ser
atribuído a um grande número e fatores e uma relação de causa-e-efeito pode ser
encontrado entre esses fatores. O diagrama é utilizado atualmente não somente para
lidar com características da qualidade de produtos, mas também em outros campos, e
tem encontrado aplicações pelo mundo inteiro. E foi essa a ferramenta utilizada para se
identificar os fatores relevantes, elaborada pelas pessoas envolvidas diretamente no
processo: responsável pela manutenção, operador da máquina de envase em questão,
o responsável pelo controle da qualidade e a gerente industrial. O resultado final do
diagrama de causa-e-efeito está ilustrado na Figura 18.
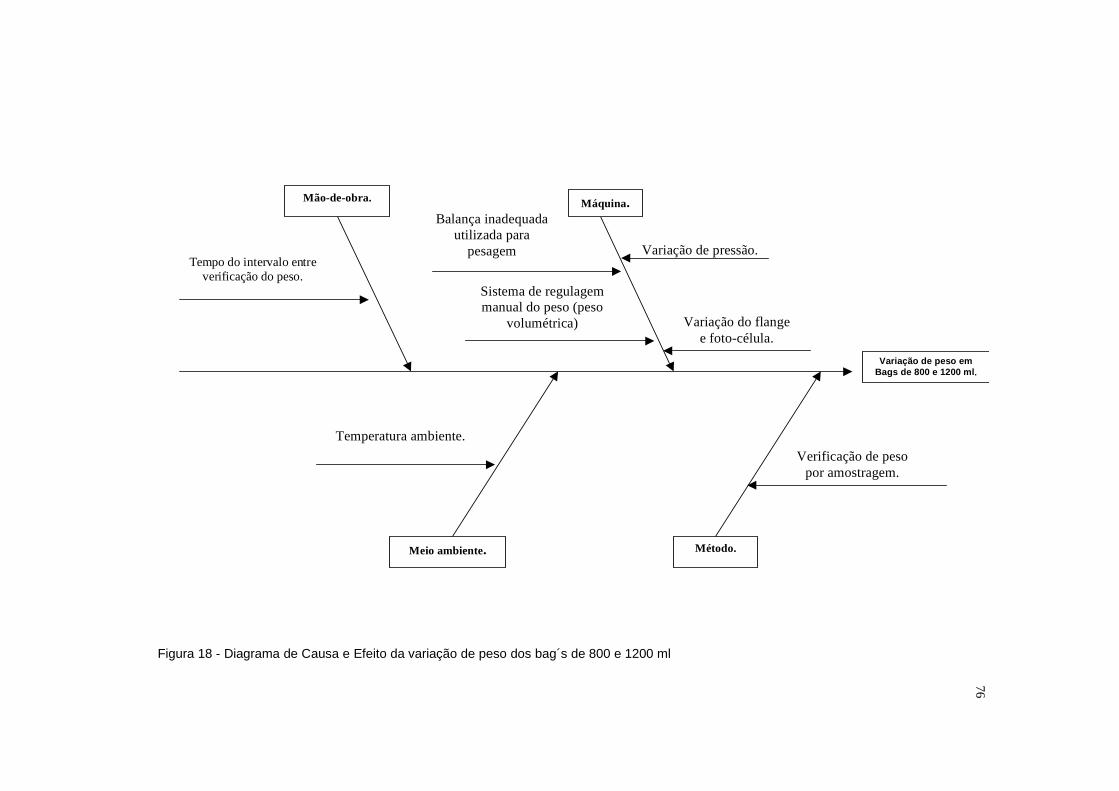
78
Figura 18 - Diagrama de Causa e Efeito da variação de peso dos bag´s de 800 e 1200 ml
76
Mão-de-obra. Máquina.
Método.Meio ambiente.
Tempo do intervalo entre verificação do peso.
Sistema de regulagemmanual do peso (peso
volumétrica)
Variação de pressão.
Variação do flangee foto-célula.
Verificação de pesopor amostragem.
Temperatura ambiente.
Variação de peso emBags de 800 e 1200 ml .
Balança inadequadautilizada para
pesagem

79
5. RESULTADOS E DISCUSSÃO DA IMPLANTAÇÃO DO CEP
Neste capítulo será apresentado o tratamento das causas dos problemas
encontrados, o resultado e análise da segunda fase de coleta de dados após o
tratamento bem como a padronização do processo de envase dos sabonetes líquidos.
5.1 TRATAMENTO DAS CAUSAS DOS PROBLEMAS IDENTIFICAD OS
Depois de feito o levantamento das possíveis causas do efeito variação do peso
dos bag´s de 800 e 1200 ml, deu-se início ao tratamento dessas causas para que,
posteriormente fosse feito nova coleta de dados e assim verificar se as correções
propostas foram eficazes, tornando o processo capaz e estável.
Balança
A primeira correção foi a substituição da balança utilizada até então, cujo valor
nominal era de 0,005kg, por outra cujo valor nominal era de 0,001kg.
Variação de pressão
A máquina de envase possui um amplo sistema pneumático. Tanto o sistema de
dosagem quanto os sistemas de corte e soldagem dos bag´s são interligados entre si
por um sistema de distribuição e controle eletro-pneumático. Pequenos vazamentos na
rede de ar comprimido, nos cilindros ou válvulas, entre outros, podem acarretar em
picos e quedas de pressão no sistema que acabam por provocar variações no
processo, como, por exemplo, a variação no volume de dosagem. Para solucionar essa
causa tomou-se a seguinte ação:
80
• instalação filtro regulador de pressão e manômetro na entrada de ar
comprimido da máquina e nos atuadores pneumáticos garantindo deste modo
que a pressão seja constante na sua atuação, possibilitando o controle da
pressão durante atuação dos cilindros; e
• no caso do controle de produto a ser dosado foi substituído o sistema de
dosagem por pistão volumétrico pelo sistema de dosagem automático por
célula de carga. Este sistema consiste em um pequeno reservatório acoplado
a uma célula de carga onde é realizada uma pré-dosagem. A quantidade de
produto controlada pela célula de carga, ao atingir o valor especificado
interrompe a dosagem do reservatório e libera a dosagem para o bag pelo
vácuo. Esse sistema garante a dosagem precisa de 100% dos bag´s,
eliminando também a interferência de fatores externos como pressão, bolhas
de ar, viscosidade do produto, temperatura.
Variação da soldagem do flange e desvio da foto-cél ula:
O tamanho padrão dos bag´s de 800 e 1200 ml é determinado pelo conjunto de
tração das bobinas do filme utilizado para a sua fabricação. O sistema consiste em uma
foto-célula responsável pela leitura do passo da máquina, ou seja, pela distância entre
as tarjas impressas no filme que determinam o tamanho dos bag´s.
Após a leitura da tarja pela foto-célula um sinal digital é enviado ao CLP -
controlador lógico programável responsável pela interpretação - e ao sistemas de
tomadas de decisões do sistema, que, ao processar a informação, envia um sinal de

81
parada ao inversor de frequência responsável pelo controle do motor que realiza a
tração das bobinas utilizadas durante o processo de fabricação dos bag´s.
Como o inversor de frequência exige uma rampa de aceleração e desaceleração
que varia entre 1,5 segundos ocorre uma variação de mais ou menos 3 mm no ponto de
parada para soldagem do flange o que exige uma regulagem constante da frequência.
Isto requer a atenção redobrada do operador, impossibilitando de realizar outras
tarefas, como o monitoramento do peso de bag´s e o teste hidrostático. Para solucionar
essa causa tomaram-se as seguintes ações:
• substituição do motor convencional e inversor de frequência por servo-motor
controlado diretamente pelo CLP, o que garantiu uma precisão de 0.5 mm
para mais ou para menos, melhorando a qualidade do processo. Essa ação
possibilitou a programação das medidas do bag 800 e 1200 ml, eliminando a
impressão da tarja e permitindo a impressão de informações referentes ao
produto no filme traseiro (filme com flange). Eliminou-se, assim, a necessidade
de ajustes mecânicos ou eletrônicos durante o processo.
Regulagem manual do peso (Volumétrica).
A regulagem do peso na máquina de envase automática é realizada por meio de
um sistema volumétrico que consiste em um pistão dosador. Neste tipo de equipamento
o peso do produto é resultante do volume de produto absorvido pelo pistão em função
do seu diâmetro interno e comprimento da haste (percurso). Um cilindro pneumático é
responsável pelo recuo e avanço do pistão dosador e esse percurso é controlado por
um limitador mecânico.
82
Um dos fatores que interferem na regularidade da dosagem é a variação de
pressão, na entrada de avanço e retorno do cilindro pneumático, que precisa manter o
mesmo patamar durante o processo para que não ocorra variação na velocidade de
avanço e retorno do pistão, o que acarreta variação no volume de produto absorvido
pelo pistão. Outro fator que influencia na regulagem do peso é a presença de bolhas de
ar no produto, resultantes do processo de fabricação, armazenagem e transferência,
pelas tubulações, do produto para a máquina de envase. Para solucionar essa causa
tomaram-se as seguintes ações:
• instalou-se um filtro regulador de pressão e manômetro na entrada de ar
comprimido responsável pelo avanço e retorno do cilindro dosador garantindo ,
desse modo, que a pressão seja constante nos dois sentidos de atuação do
cilindro, conforme já citado no item variação de pressão; e
• no caso do controle de produto a ser dosado foi substituído o sistema de
dosagem por pistão volumétrico pelo sistema de dosagem automático por célula
de carga. Este sistema consiste em um pequeno reservatório acoplado a uma
célula de carga onde é realizada uma pré-dosagem. A quantidade de produto
controlada pela célula de carga, ao atingir o valor especificado interrompe a
dosagem do reservatório e libera a dosagem para o bag pelo vácuo. Esse sistema
garante a dosagem precisa de 100% dos bag´s, eliminando também a
interferência de fatores externos como pressão, bolhas de ar, viscosidade do
produto, temperatura.
83
• adotou-se como medida de prevenção e eliminação das bolhas de ar no produto,
um tempo de descanso mínimo entre a fabricação e o envase. Essa medida
elimina possíveis vazamentos ou entrada de ar nas tubulações e bombas
responsáveis pela transferência do produto do misturador de fabricação até a
máquina de envase.
Tempo de intervalo entre a verificação do peso
Atualmente a verificação do peso de bag´s é realizada por amostragem. Nesse
processo o operador da máquina realiza a pesagem de alguns bag´s consecutivos até
obter o peso especificado para aquele produto. O peso passa, então, a ser controlado a
cada 30 minutos por uma pessoa do controle da qualidade, porém não há garantia que
o mesmo esteja sendo realizando corretamente. Para solucionar essa causa tomou-se
a seguinte ação:
• implementação do sistema automático de pesagem e seleção de bag´s,
garantindo, assim, o controle do peso de 100% dos bag´s produzidos. O sistema
consiste em uma esteira transportadora com célula de carga conectada a uma
interface de controle digital responsável pela verificação do peso, integrada ao
sistema de seleção pneumático responsável pelo desvio dos bag´s abaixo ou
acima do peso especificado. A lógica do sistema consiste em um “passa não
passa” garantindo, desse modo, que somente os bag´s dentro dos limites
especificados continuarão no processo.
84
Temperatura Ambiente
Os produtos fabricados pela empresa objeto de estudo possuem suas
especificações determinadas dentro de uma temperatura ambiente. Todos os produtos
são analisados e liberados a uma temperatura igual a 24ºC, pelo fato de se estar pouco
acima do nível do mar, no mesmo nível as análises seriam feitas a 25ºC. Quando
ocorre de a temperatura ambiente alcançar um valor superior a este, acontece uma
redução da viscosidade (fluidez). Esta fato acontece pois quanto maior a temperatura ,
mais afastadas estão as micelas (moléculas de tensoativos) umas das outras e,
consequentemente, estão em maior estado de agitação para se manterem ligadas, o
que torna o produto menos viscoso.
Quando a viscosidade do produto abaixa favorece a entrada de ar no pistão
dosador da máquina, podendo, então, ocorrer alteração no peso durante o envase
devido à presença de bolhas de ar. Para solucionar essa causa tomou-se a seguinte
ação:
• instalação de exaustores na área fabril da fábrica a fim de se manter a
temperatura em 24º C.
Verificação do Peso por Amostragem
Esse item já foi solucionado quando se tratou a questão do tempo de
intervalo entre a verificação do peso.

85
5.2 COLETA E ANÁLISE DA SEGUNDA FASE DE LEVANTAMENT O DE DADOS
Após ter tratado todos os itens identificados no Diagrama de Causa e Efeito, que
eram os causadores da instabilidade do processo de envase dos sabonetes líquidos e
ter reestruturado o fluxograma do processo produtivo, conforme ilustrado nas Figuras
19A e 19B, foi feita nova coleta de dados, conforme cronograma ilustrado no Anexo 5.
Produto Ok?
INÍCIO
Recebimento dos insumos
Análises do Controle da Qualidade
Produto Ok?
Devolução para o fornecedor
Estoque
Liberação da Ordem de Fabricação (OF)
Pesagem
Mistura
CQ (análises de pH, viscosidade e massa
Ajuste
N
S
N
S
Preto : processo já existente Marron : processo proposto
Figura 19 A - Fluxograma completo reestruturado do processo
1

86
Emissão da ordem de envase
Acerto da máquina de envase (SETUP)
Conferência dos pesos
Peso Ok?
Colocação da válvula
Colocação dos cartuchos
Encartuchadeira
Montagem das caixas de transporte
Estoque
FIM
COLETA DAS AMOSTRAS PARA O CEP MONTAGEM DOS GRÁFICOS DE
CONTROLE E CÁLCULA DOS INDÍCES DE CAPABILIDADE
ANÁLISE PARA O CEP
É NECESSÁRIO AJUSTE NO
PROCESSO?
PADRONIZAÇÃO
FIM
EXECUÇÃO DOS AJUSTES
NECESSÁRIOS
S
S
N
S
N
Processo já existente
Processo proposto
1
Figura 19 B - Fluxograma completo reestruturado do processo produtivo.

87
Mais uma vez fez-se uso das cartas de controle utilizadas na primeira fase de
levantamento de dados. Foram coletadas 125 amostras seqüenciais de cada sabonete
líquido foco deste estudo, divididas em 25 grupos com 5 amostras em cada. Os dados
foram inseridos nas cartas de controle que automaticamente montam os gráficos de
controle, analisam, calculam a capabilidade do processo e finalizam concluindo se o
processo é capaz e estável. Essas novas cartas de controle estão ilustradas nas
páginas a seguir.
5.3 ANÁLISE DA SEGUNDA FASE DE LEVANTAMENTO DE DADO S
Após ter tratado todos os itens identificados no Diagrama de Causa e Efeito foi
feita nova coleta de dados e o resultado, ilustrado no Quadro 9, mostrou que foram
eficientes todas as ações corretivas propostas e executadas.
Descrição do Produto Processo Antes do Tratamento dos Possíveis
Efeitos
Processo Após o Tratamento dos
Possíveis Efeitos
Sab. Líquido Verde Capaz ( 19,2=Cpk )
Instável
Capaz ( 46,1=Cpk )
Estável
Sab. Líquido Rosa Capaz ( 45,2=Cpk )
Instável
Capaz ( 62,1=Cpk )
Estável
Sab. Líquido Azul Capaz ( 19,2=Cpk )
Instável
Capaz ( 31,7=Cpk )
Estável
Sab. Deseng. Verde Capaz ( 28,3=Cpk )
Instável
Capaz ( 47,2=Cpk )
Estável
Quadro 9 - Resumo dos Resultados dos Processos após Tratamento

88
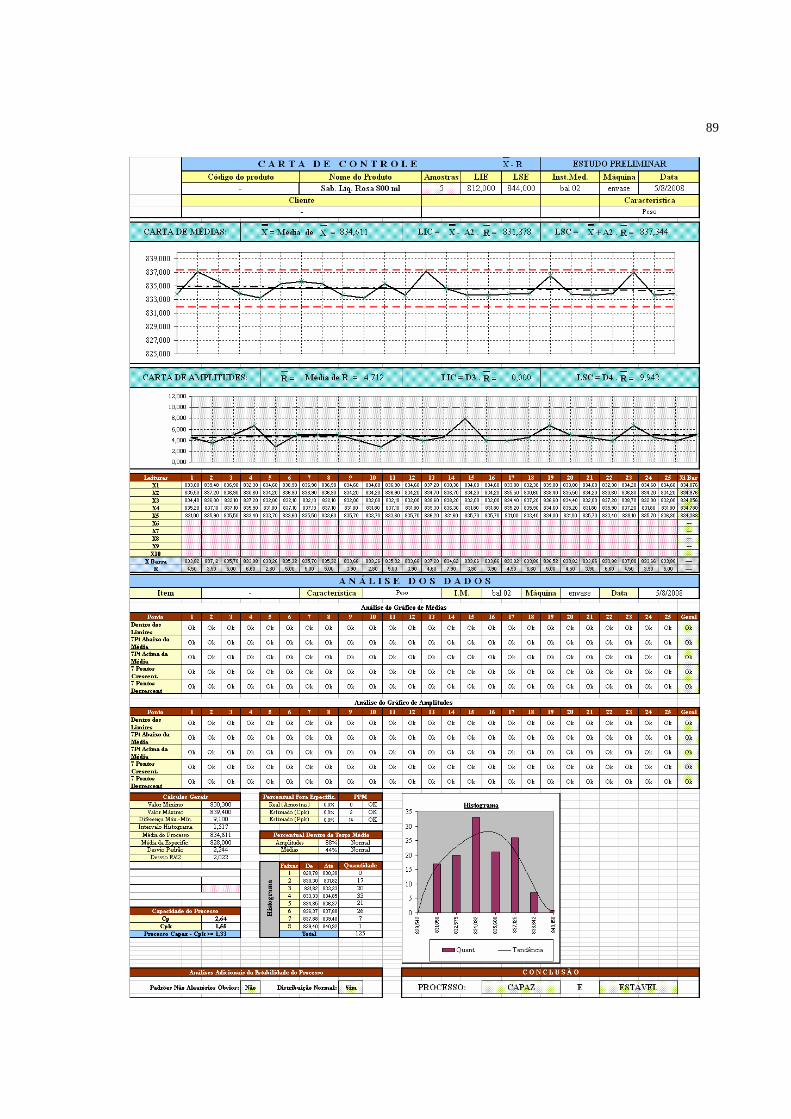
89

90
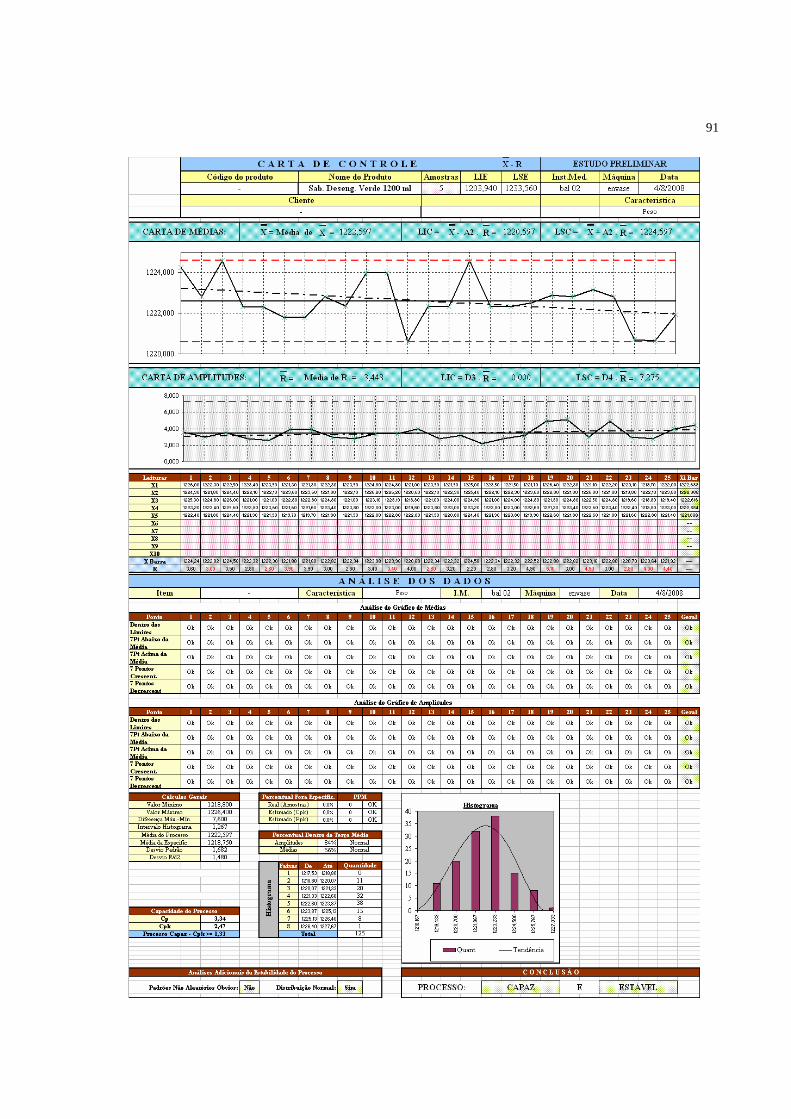
91
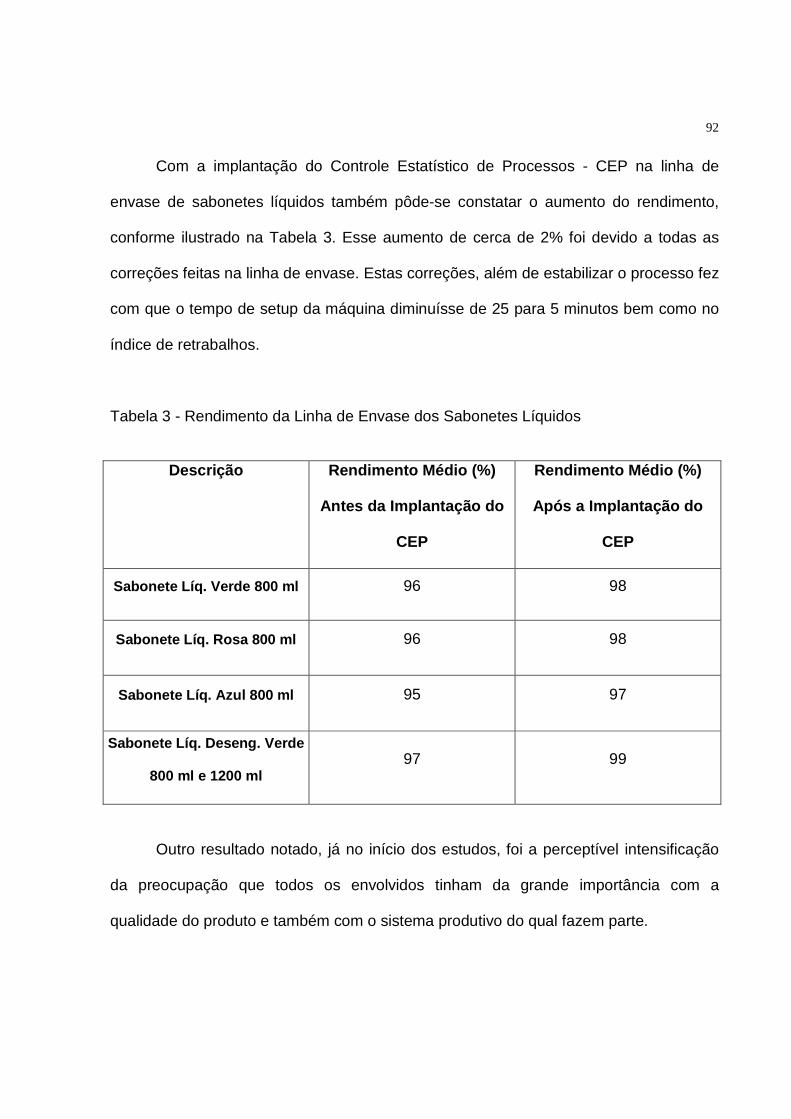
92
Com a implantação do Controle Estatístico de Processos - CEP na linha de
envase de sabonetes líquidos também pôde-se constatar o aumento do rendimento,
conforme ilustrado na Tabela 3. Esse aumento de cerca de 2% foi devido a todas as
correções feitas na linha de envase. Estas correções, além de estabilizar o processo fez
com que o tempo de setup da máquina diminuísse de 25 para 5 minutos bem como no
índice de retrabalhos.
Tabela 3 - Rendimento da Linha de Envase dos Sabonetes Líquidos
Descrição Rendimento Médio (%)
Antes da Implantação do
CEP
Rendimento Médio (%)
Após a Implantação do
CEP
Sabonete Líq. Verde 800 ml 96 98
Sabonete Líq. Rosa 800 ml 96 98
Sabonete Líq. Azul 800 ml 95 97
Sabonete Líq. Deseng. Verde
800 ml e 1200 ml 97 99
Outro resultado notado, já no início dos estudos, foi a perceptível intensificação
da preocupação que todos os envolvidos tinham da grande importância com a
qualidade do produto e também com o sistema produtivo do qual fazem parte.

93
Essa preocupação gerou entre todos os operadores do processo a necessidade
de reunirem-se periodicamente para avaliar e analisar as melhorias implantadas e quais
deveriam ser aquelas características da qualidade que deveriam ser prioritariamente
tratadas.
Como exemplo prático da implantação do CEP, quando da verificação do
problema do peso/volume dos bag´s dos sabonetes líquidos, uma gama de causas
foram apresentadas. Indicados os problemas, verificadas as principais causas e
tratando-as, passou-se a ter uma segurança maior de que nenhum produto é colocado
no mercado fora da especificação, visto que não se pesam todos os bag´s.
É importante frisar o aparecimento, na empresa, da conscientização de se definir
a importância econômica de cada problema enfrentado e os interesses de lucro da
empresa, pois essa situação, que é a de colocar no mercado um produto que não
possui o seu conteúdo igual ao que consta na embalagem, pode originar grandes
prejuízos financeiros. O problema pode gerar, por exemplo, necessidade de
desembolso a título de indenizações relativas à responsabilidade civil junto àqueles
clientes que fizerem uso do produto e constatarem que foram lesados.
5.4 PADRONIZAÇÃO DO PROCESSO DE ENVASE DOS SABONETE S LÍQUIDOS
Assim, fez-se a padronização do processo, ou seja, como foi constatado que o
processo depois das correções havia se tornado capaz e estável passou-se a coletar os
dados (125 amostras) dos produtos foco deste estudo. Com esses dados (pesos),
foram elaborados os gráficos de controle e analisados de acordo com o que foi descrito
no item 2.4.5.2. Os gráficos e suas análises estão ilustrados nas Figuras 20, 21, 22 e
23.
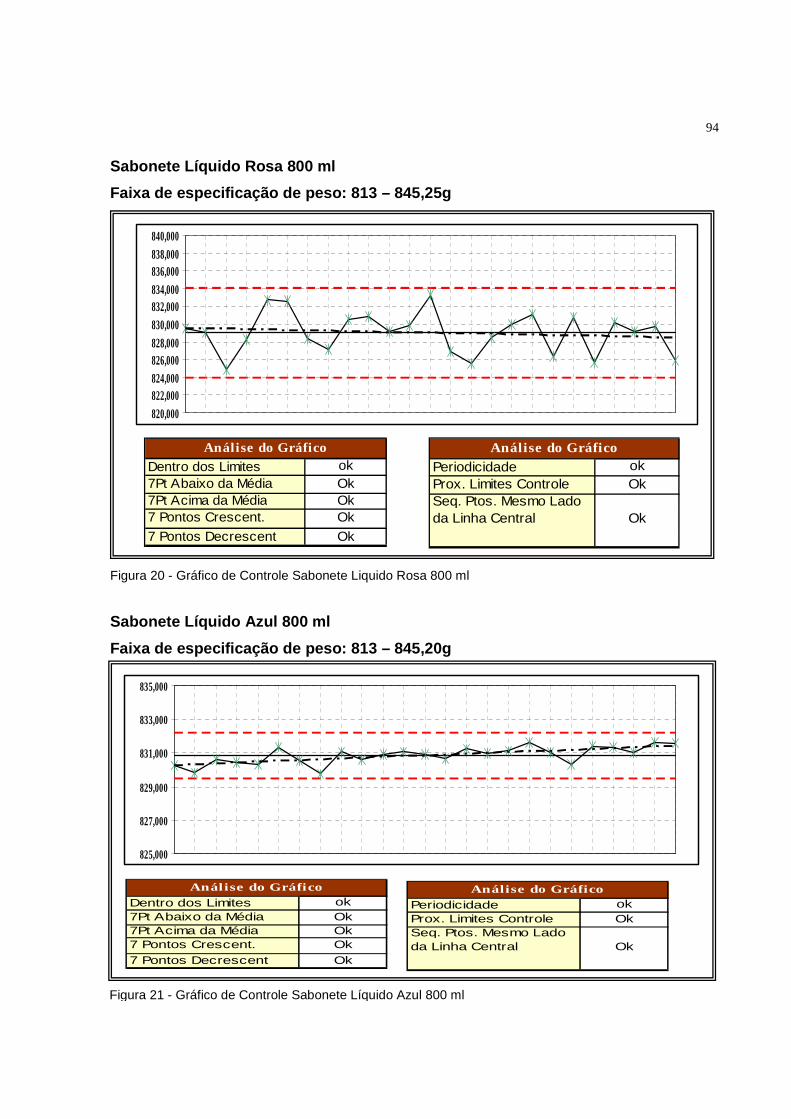
94
Sabonete Líquido Rosa 800 ml
Faixa de especificação de peso: 813 – 845,25g
Figura 20 - Gráfico de Controle Sabonete Liquido Rosa 800 ml
Sabonete Líquido Azul 800 ml
Faixa de especificação de peso: 813 – 845,20g
Figura 21 - Gráfico de Controle Sabonete Líquido Azul 800 ml
825,000
827,000
829,000
831,000
833,000
835,000
Dentro dos Limites ok7Pt Abaixo da Média Ok7Pt Acima da Média Ok7 Pontos Crescent. Ok
7 Pontos Decrescent Ok
Análise do Gráfico
Periodicidade okProx. Limites Controle OkSeq. Ptos. Mesmo Lado da Linha Central
Análise do Gráfico
Ok
820,000822,000824,000826,000828,000830,000832,000834,000836,000838,000840,000
Dentro dos Limites ok7Pt Abaixo da Média Ok7Pt Acima da Média Ok7 Pontos Crescent. Ok
7 Pontos Decrescent Ok
Análise do Gráfico
Periodicidade okProx. Limites Controle OkSeq. Ptos. Mesmo Lado da Linha Central
Análise do Gráfico
Ok

95
Sabonete Líquido Verde 800 ml
Faixa de especificação de peso: 806 – 839,22g
Sabonete Desengraxante Verde 1200 ml
Faixa de especificação de peso: 1198 – 1128,5 g
Figura 23 - Gráfico de Controle Sabonete Desengraxante Verde 1200 ml
Figura 22 - Gráfico de Controle Sabonete Líquido Verde 800 ml
824,000
826,000
828,000
830,000
832,000
834,000
836,000
Dentro dos Limites ok7Pt Abaixo da Média Ok7Pt Acima da Média Ok7 Pontos Crescent. Ok
7 Pontos Decrescent Ok
Análise do Gráfico
Periodicidade okProx. Limites Controle OkSeq. Ptos. Mesmo Lado da Linha Central
Análise do Gráfico
Ok
1200,000
1205,000
1210,000
1215,000
1220,000
1225,000
Dentro dos Limites ok7Pt Abaixo da Média Ok7Pt Acima da Média Ok7 Pontos Crescent. Ok
7 Pontos Decrescent Ok
Análise do Gráfico
Periodicidade okProx. Limites Controle OkSeq. Ptos. Mesmo Lado da Linha Central
Análise do Gráfico
Ok
96
Como pode ser constatado nos gráficos dos produtos estudados, e de acordo
com a interpretação exposta no item 2.3.5.2, pode-se reforçar a questão de que o
processo é capaz e estável, ou seja, não existe nenhuma causa especial agindo no
processo, algum tipo de desvio ou alguma ferramenta ou máquina utilizada no processo
de envase com desgaste ou fadiga ou algum tipo de causa de natureza periódica como
início do ajuste, rotação de operadores, períodos de aquecimentos, entre outros.
Como boa prática, a cada 6 lotes fabricados desses produtos, adotou-se como
medida preventiva realizar a análise completa do processo de envase, ou seja, faz-se
faz-se a análise dos gráficos, das amplitudes e do índice de capabilidade do processo
( ρκC ). Isto faz-se necessário pois como o processo de implantação do controle
estatístico de processos – CEP é novo, a diretoria em conjunto com toda a equipe
responsável pela implantação optou-se por trabalhar desta forma, nesta fase inicial, não
só por uma medida preventiva mas também como forma de buscar a melhoria contínua.
O capítulo seguinte finaliza o trabalho trazendo as considerações finais e
também as sugestões para a empresa, foco deste estudo de caso.

97
6 CONSIDERAÇÕES FINAIS
Ao apresentar uma visão geral da qualidade e sua importância e também da
utilização do CEP como ferramenta de análise por meio dos gráficos de controle e
índices, tinha-se o propósito de enfatizar a melhoria contínua da qualidade, o que já é
uma característica da empresa estudada, além de melhorar o acompanhamento do
desempenho de todo o processo de envase, fazendo uso de gráficos de monitoramento
do peso e do volume dos bag´s. Isso é possível graças ao CEP, que é uma importante
ferramenta tanto para controlar um processo que está fora de controle como também
para manter o processo que já está sob controle.
Essa filosofia necessariamente envolve todos aqueles que trabalham na
empresa, no entanto a maior responsabilidade está na alta gerência que precisa ter
sempre presente que a melhoria só é possível com dados e estes são conseguidos com
as ferramentas certas, tais como as que foram apresentadas neste trabalho.
A partir desses conceitos, este trabalho buscou destacar a importância de se ter
um controle estatístico de processos e à partir dele poder controlar o processo de forma
a atender às necessidades da empresa bem como a satisfação de seus clientes.
Para que a pesquisa fosse viabilizada, o primeiro passo foi definir em qual área,
departamento e característica seria aplicado o controle estatístico de processos. Assim,
optou-se por estudar a área de envase de sabonetes líquidos por ser, dentro todas as
outras áreas e departamentos, a que mais possui variáveis atuando e a variável
escolhida foi a do peso. Assim, foi detalhado o processo de envase dos sabonetes
líquidos (sistema bag-in-the-box) e levantados os dados referentes aos produtos que
foram estudados no processo de envase atual.
98
Na primeira fase de coleta dos dados, ou seja, dos pesos dos sabonetes,
concluiu-se que havia causas especiais agindo no processo e que poderiam estar
causando a variação do peso nos bag´s de 800 e 1200 ml, fazendo com que o processo
fosse capaz mas instável. Foi feito uma reunião entre as principais pessoas envolvidas
no processo estudado e fazendo uso da ferramenta da qualidade “Diagrama de Causa
e Efeito”, chegou-se às principais causas que poderiam estar gerando tal efeito.
Todas as causas foram tratadas e foi feito um segundo levantamento de dados
para verificar se as correções propostas haviam sido suficientes para tornar o processo
capaz e estável e, assim, garantir que não fosse colocado no mercado nenhum produto
fora da especificação.
O resultado obtido após as correções foi de que todas as causas foram
devidamente tratadas fazendo com que o processo se tornasse não só capaz, mas
também estável e apto para se aplicar o controle estatístico de processo. A partir daí,
fez-se a padronização do processo passando-se fazer somente a interpretação e
análise dos gráficos de controle de acordo com o que foi exposto no item 2.7. Em
seguida, foram feitas sugestões para a melhoria contínua do processo de envase dos
sabonetes líquidos.
Foi possível observar que o sucesso da implantação de ferramentas como o
controle estatístico de processos, está diretamente vinculado ao comprometimento de
todos os membros da equipe sempre focados em um único objetivo que é a satisfação
de seus clientes e o cumprimento da missão da empresa e suas metas.
Assim, o trabalho atingiu os objetivos propostos na medida em que a
implantação do CEP trouxe a demonstração de que é possível melhorar a qualidade
utilizando-se algumas ferramentas, e, mais ainda, o trabalho levantou e transformou os

99
dados relativos ao processo produtivo, gerando informação referentes às limitações,
dificuldades, problemas e possibilidades do sistema produtivo, provando serem as
ferramentas do CEP alternativas viáveis para o melhoramento contínuo da Qualidade.
Não se pode esquecer que a aplicação de técnicas estatísticas necessita sempre
de um aprendizado contínuo, pois a partir do momento que se conhece o processo, a
ele associa-se o esforço para a implantação de ferramentas que trarão melhoria, e o
resultado é a obtenção de resultados que contribuem para o sucesso do projeto.
6.1 SUGESTÕES PARA A EMPRESA
Neste trabalho foram analisados, apenas, o peso e o volume dos produtos
fabricados pela empresa. No instante em que a aplicação e a implantação do CEP,
nessa fase do processo, mostrarem ganho, sugere-se a implantação do CEP em outras
etapas e/ou fases da cadeia produtiva.
Seria também interessante, por parte da empresa, adquirir um aparelho
automático que faça a medição da densidade para poder agilizar a liberação do
produto. Com base nos resultados que serão obtidos seria conveniente efetuar uma
avaliação exata das perdas em termos econômicos para se avaliar a necessidade de
investimentos futuros, seja na área de treinamento seja na aquisição de modernos
equipamentos e/ou instrumentos de medição e controle.
O treinamento e a capacitação do pessoal se fazem sempre necessários,
abrangendo desde os operadores das máquinas até os gerentes e supervisores. Esse
treinamento deverá ser focado em controle de processo, ferramentas da qualidade e
noções básicas de técnicas estatísticas. E, finalmente, deve ser implantada a

100
ferramenta controle estatístico de processo para toda a linha de sabonetes líquidos, a
fim de se obter o controle total do processo de envase.
101
REFERÊNCIAS
BALLESTERO-ALVAREZ, Maria E. Administração de qualidade da produtividade. São Paulo: Atlas, 2001.
BESTERFIELD, D.H. Quality Control . 3. ed. New Jersey: Prentice-Hall, 1990.
BRASSARD, Michael. Qualidade: ferramentas para uma melhoria contínua. 1.ed. Rio de Janeiro: QualityMark, 1985.
CAMPOS, V. F. TQC: controle da qualidade total (no estilo japonês). 5.ed. Belo Horizonte: Fundação Christiano Ottoni, 1992.
DAVIS, M. M.; AQUILINO, N.J.; CHASE, R.B. Fundamentos da administração da produção . 3.ed. Porto Alegre: Bookman, 2001.
DELLARETI, O. F.; DRUMOND, F.B. Itens de controle e avaliação de processos . Belo Horizonte: Fundação Christiano Ottoni, 1994.
DENCKER, A. F. M.; VIÁ, S. C. Pesquisa empírica em ciências humanas : com ênfase em comunicação. 2. ed. São Paulo: Futura, 2002. 190 p.
GALUCH, L. Modelo para Implementação das Ferramentas Básicas d o Controle Estatístico do Processo – Cep em Pequenas Empresas Manufatureiras. Florianópolis, 2002. Dissertação apresentada ao departamento de Engenharia de Produção, Universidade Federal de Santa Catarina.
GARVIN, David A. Competing on the Eigth Dimensions of Quality . Boston: Harvard Business Review, 1987.
JURAN, J. M. Juran na liderança pela qualidade . 3.ed. São Paulo: Pioneira, 1993.
JURAN, J.M.; GRYNA, F.M. Controle da qualidade : handbook. 4. ed. São Paulo, Editora Mc Graw-Hill, 1993. v.2.

102
KUME, Hitoshi. Métodos estatísticos para melhoria da qualidade . São Paulo: Ed. Gente, 1993.
LAKATOS, E.M.; MARCONI, M.A. Metodologia científica . 2.ed. São Paulo: Atlas, 1991
LONGO, R.M.J. Gestão da Qualidade: evolução Histórica, conceitos básicos e aplicação na educação. In: SEMINÁRIO GESTÃO DA QUALIDADE NA EDUCAÇÃO: EM BUSCA DA EXCELÊNCIA, 1996. São Paulo, Anais ...SENAC, 1996. 7-14. Disponível em: <http://www.ipea.gov.br/pub/td/td_397.pdf>. Acesso em: 31 jan. 2008.
MARTINS, GILBERTO. A.; Estudo de caso : uma estratégia de pesquisa. São Paulo: Atlas, 2006.
MONTGOMERY, D.C. Introduction to statistical quality control . 4. ed. Arizona: John Wiley & Sons., Inc. 2001
RAMPAZZO, L. Metodologia Científica para alunos dos cursos de gr aduação e pós-graduação . 2. ed. São Paulo: Loyola, 2004. 141 p.
ROESCH, S. M. A. Projetos de Estágio e de Pesquisa em Administração . 3. ed. São Paulo: Atlas, 2005. 308 p.
SALOMON, D.V. Como fazer uma monografia. 4. ed. São Paulo: Martins Fontes, 1996.
SENAI. CEP: controle estatístico do processo. São Paulo, 1987. 266p.
SOARES, V.L.M.P. Aplicação e implantação do controle estatistico do processo em pintura industrial. Florianópolis, 2003. Dissertação apresentada ao departamento de Engenharia de Produção, Universidade Federal de Santa Catarina.
SOMMER, W.A. Avaliação da qualidade. Programa de Pós-Graduação em Engenharia de Produção. Florianópolis: UFSC, 2000.
TOLEDO, E.C; CANAVEZI, M.C; SOARES, S.L. Diretrizes básicas para implantação do controle estatístico de processos , Departamento de Produção, Escola Federal de Engenharia de Itajubá, Itajubá (2007).

103
TORMINATO, Silvio M. Análise da utilização da ferramenta CEP : um estudo de caso na manufatura de autopeças. Campinas, 1992. Dissertação (Mestrado em Engenharia Mecânica) – Programa de Pós-Graduação em Engenharia Mecânica, Universidade Estadual de Campinas, 1992.
VEIT, Eloi. O controle estatístico de processos na indústria qu ímica de cabinagem de veículos : um estudo de caso. Florianópolis, 2003. Dissertação apresentada ao departamento de Engenharia de Produção, Universidade Federal de Santa Catarina, 2003.
VERGARA, S. C. Projetos e relatórios de pesquisa em administração . 6. ed. São Paulo: Atlas, 2005.
VIEIRA, Sônia. Estatística para a qualidade : como avaliar com precisão a qualidade em produtos e serviços. Rio de Janeiro: Campus, 1999.
Yin, R.K. Case study research : design and methods. 2 ed. Thousand Oaks: Sage, 1994.
WALTON, Mary. O Método Deming de Administração. Rio de Janeiro: Marques Saraiva, 1989.
WERKEMA, Maria Cristina. Avaliação da qualidade de medidas . Belo Horizonte: Editora de Desenvolvimento Gerencial, 2000.

104
ANEXO 1 – PORTARIA INMETRO N °°°° 74, DE 25 DE MAIO DE 1995 Ministério da Indústria, do Comércio e do Turismo
Instituto Nacional de Metrologia, Normalização e Qu alidade Industrial -
INMETRO
Portaria INMETRO nº 74, de 25 de maio de 1995
O Presidente do Instituto Nacional de Metrologia, Normalização e Qualidade Industrial -
INMETRO, no uso de suas atribuições legais, em conformidade ao disposto nas alíneas
“a” e “c”, respectivamente dos itens 4.1 e 4.2, ambos da Regulamentação Metrológica
aprovada pela Resolução CONMETRO nº 11, de 12 outubro de 1988, e tendo em vista
a Resolução nº 91/94 do Grupo Mercado Comum - MERCOSUL, resolve: Art. 1º
Aprovar o Regulamento Técnico Metrológico que com esta baixa, estabelecendo os
critérios para a verificação do conteúdo líquido de produtos pré-medidos com conteúdo
nominal igual, e comercializados nas grandezas de massa e volume.
Art. 2º Esta Portaria entra em vigor para os produtos originários do MERCOSUL, na
data de sua publicação.
Art. 3º Esta Portaria entra em vigor em 01 de janeiro de 1996, revogando as
disposições em contrário.
Julio Cesar Carmo Bueno
Presidente do INMETRO
Regulamento Técnico Metrológico a que se refere a Portaria INMETRO nº 74 de 25 de
maio de 1995
1 Objetivo:

105
1.1 Este Regulamento Técnico Metrológico estabelece os critérios para verificação do
conteúdo efetivo de produtos pré-medidos, com conteúdo nominal igual, expresso em
unidades do Sistema Internacional de Unidades.
2 Aplicabilidade
2.1 Aplica-se ao controle metrológico de produtos pré-medidos verificados em fábricas
(linhas de produção), depósitos e pontos de venda, comercializados nas grandezas de
massa e volume.
3 Definições:
3 .1 Produtos Pré-Medidos:
É todo produto embalado e/ou medido sem a presença do consumidor e, em condições
de comercialização.
3.2 Produto Pré-Medido de conteúdo nominal igual:
É todo produto embalado e/ou medido sem a presença do consumidor, com conteúdo
nominal igual e predeterminado na embalagem durante o processo de fabricação.
3.3 Conteúdo Efetivo:
É a quantidade de produto contida na embalagem.
3.4 Conteúdo Efetivo Drenado:
É a quantidade de produto contido na embalagem, descontando-se qualquer líquido,
solução, caldo, segundo metodologia própria.
3.5 Conteúdo Nominal (Qn ):
É a quantidade líquida indicada na embalagem do produto.
3.6 Erro para menos em relação ao conteúdo nominal:
É a diferença para menos entre o conteúdo efetivo e o conteúdo nominal.
3.7 Incerteza de medição do conteúdo líquido ou efetivo:

106
É o erro existente na medição, o qual deve estar no intervalo ± 0,2 T (T encontra-se na
tabela I).
3.8 Lote:
3.8.1 na fábrica:
É o conjunto de produtos de um mesmo tipo, processados por um mesmo fabricante, ou
fracionados em um espaço de tempo determinado, em condições essencialmente
iguais. Considera-se espaço de tempo determinado, a produção de uma hora, sempre
que a quantidade de produtos for igual ou superior a 150(cento e cinqüenta) unidades.
Caso esta quantidade supere 10000(dez mil) unidades, o excedente poderá formar
novo(s) lotes(s).
3.8.2 no depósito:
Considera-se lote a quantidade de produto igual ou superior a 150 (cento e cinqüenta)
unidades do mesmo tipo de produto, marca e conteúdo nominal. Caso esta quantidade
supere 10000 (dez mil) unidades o excedente poderá formar novo(s) lotes(s).
3.8.3 no ponto de venda:
Considera-se lote a quantidade de produto igual ou superior a 50 (cinqüenta) unidades
do mesmo tipo de produto, marca e conteúdo nominal. Caso esta quantidade supere
10000 (dez mil) unidades, o excedente poderá formar novos(s) lotes(s).
3.9 Controle destrutivo:
É o controle no qual é necessário abrir ou destruir as embalagens a verificar.
3.10 Controle não destrutivo:
É o controle no qual não é necessário abrir ou destruir as embalagens a verificar.
3.11 Tolerância individual (T):

107
É a diferença permitida para menos entre o conteúdo efetivo e o conteúdo nominal
(indicado na tabela I).
3.12 Amostra do lote:
É a quantidade de produtos pré-medidos retirados aleatoriamente do lote e que serão
efetivamente verificados. (indicada nas tabelas II e III ).
3.13 Amostra para determinação do peso da embalagem:
É a amostra retirada para o cálculo do peso da embalagem do produto pré-medido.
3.13.1 Peso da embalagem na linha de produção:
3.13.1.1 Se o peso da embalagem for inferior a 5% (cinco) por cento do conteúdo
nominal, será usado o valor médio de uma amostra de 25 (vinte e cinco) embalagens.
3.13.1.2 Se o peso da embalagem for maior do que 5% (cinco) por cento do conteúdo
nominal, será usado o valor médio das 25 (vinte e cinco) embalagens, desde que, o seu
desvio padrão seja menor do que 0,25T.
3.13.1.3 Se o peso da embalagem for maior do que 5% (cinco) por cento do conteúdo
nominal e o seu desvio padrão for maior do que 0,25T será feito ensaio destrutivo
individual das embalagens de amostra.
3.13.2 Peso da embalagem no depósito ou no ponto de venda:
3.13.2.1 Se o peso da embalagem for inferior a 5% (cinco) por cento do conteúdo
nominal, será usado o valor médio de uma amostra de 6 (seis) embalagens.
3.13.2.2 Se o peso da embalagem for maior do que 5% (cinco) por cento do conteúdo
nominal, será usado o valor médio das 6 (seis) embalagens, desde que, o seu desvio
padrão seja menor do que 0,25T.

108
3.13.2.3 Se o peso da embalagem for maior do que 5% (cinco) por cento do conteúdo
nominal e o seu desvio padrão for maior do que 0,25T, será feito ensaio destrutivo
individual das embalagens da amostra.
3.14 Média da amostra :
É definida pela equação:
xi: é o conteúdo efetivo de cada produto;
n: é o número de produtos
3.15 Desvio padrão da amostra (s):
É definido pela equação:
( )∑
=
= −−=
ni
i n
xxiS
1
2
1
xi: é o conteúdo efetivo de cada produto;
n: é o número de produtos.
5 Tolerâncias individuais admissíveis para Massa e Volume:

109
TABELA I
Tolerância Individual T
Conteúdo Nominal Qn g ou ml
Percentual de Qn g ou ml
5 a 50 9 -
50 a 100 - 4,5
100 a 200 4,5 -
200 a 300 - 9
300 a 500 3 -
500 a 1000 15
1000 a 10000 1,5 -
10000 a 15000 150
15000 a 25000 1
Qn é o conteúdo nominal do produto
1 - Valores de T para Qn menor ou igual a 1000g ou ml devem ser arredondados em
0,1g ou l para mais.
2 - Valores de T para Qn maior do que 1000g ou ml devem ser arredondados para o
inteiro superior em g ou ml.
5 Critérios de aprovação do lote:
O lote submetido a verificação é aprovado quando as condições 5.1.1 e 5.1.2 são
simultaneamente atendidas.
5.1.1 Critério para a média:
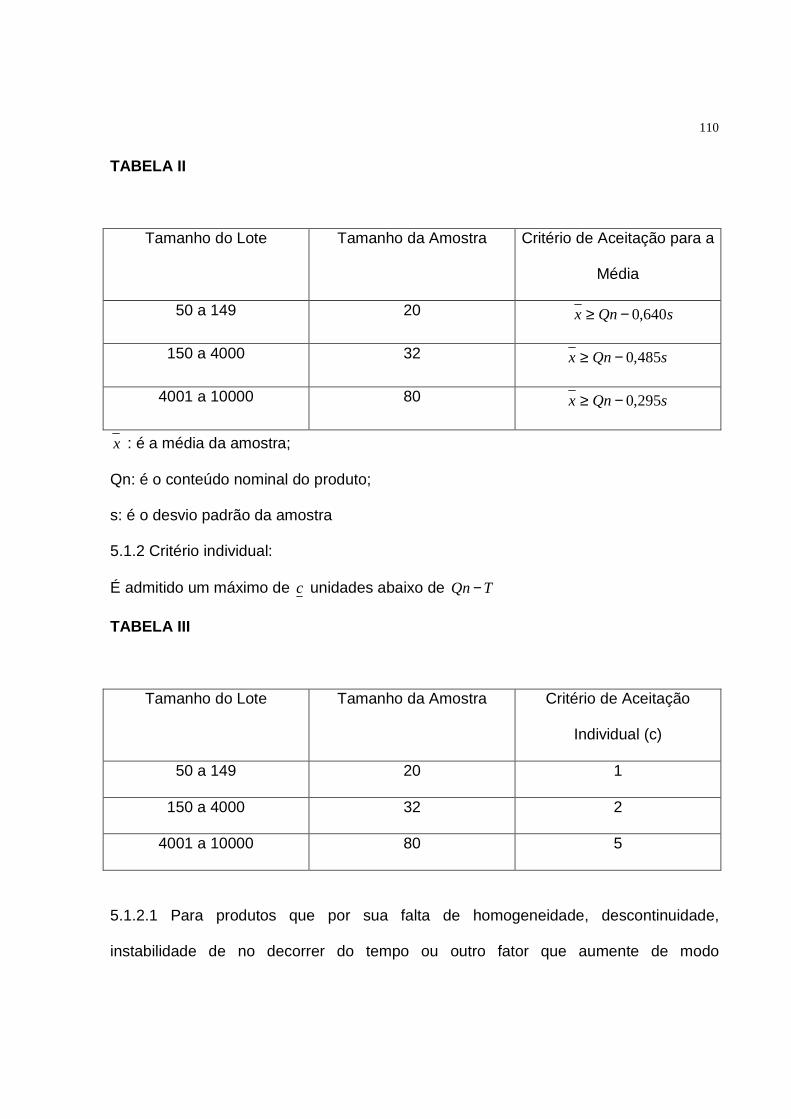
110
TABELA II
Tamanho do Lote Tamanho da Amostra Critério de Aceitação para a
Média
50 a 149 20 sQnx 640,0−≥
150 a 4000 32 sQnx 485,0−≥
4001 a 10000 80 sQnx 295,0−≥
x : é a média da amostra;
Qn: é o conteúdo nominal do produto;
s: é o desvio padrão da amostra
5.1.2 Critério individual:
É admitido um máximo de c unidades abaixo de TQn −
TABELA III
Tamanho do Lote Tamanho da Amostra Critério de Aceitação
Individual (c)
50 a 149 20 1
150 a 4000 32 2
4001 a 10000 80 5
5.1.2.1 Para produtos que por sua falta de homogeneidade, descontinuidade,
instabilidade de no decorrer do tempo ou outro fator que aumente de modo
111
considerável a dispersão e seu conteúdo efetivo, admite-se uma exceção ao item 5.1.2
para:
a) produtos com indicação de peso drenado;
b) produtos cujo peso da menor unidade supera 1,5 vezes a tolerância T;
c) produtos com perda significativa de peso por secagem ou outros efeitos de
armazenamento, definidos pelo INMETRO;
d) produtos congelados.
Para estes produtos, admite-se um máximo de c unidades abaixo de Qn-2T.
Qn é o conteúdo nominal do produto;
T é obtido na tabela I;
c é obtido na tabela II
Nota: permanece inalterado o item 5.1.1

112
ANEXO 2 - PLANILHA DE CONTROLE DE PESO E VOLUME
CEP - Envase
Tipo Hand Care Saneantes
Range Tolerável Dosagem
CEP - Envase
Tipo Hand Care Saneantes
Tipo Hand Care Saneantes
Data cod PI Lote Hora Peso Volume
Peso Volume Dosagem
Tipo Hand Care Saneantes
Data cod PI Lote Hora Range Tolerável

113
ANEXO 3 – MODELO DE CARTA DE CONTROLE

114
ANEXO 4 – CRONOGRAMA DA 1ª COLETA DE DADOS
DATA DESCRIÇÃO DO
PRODUTO QUANTIDADE MÁQUINA RESPONSÁVEL
04/06/2008 Sabonete Líquido
Verde 800 ml
125 amostras coletadas
sequencialmente
divididos em 5 grupos
com 25 amostras cada
Máquina de
envase 1
Controle de
Qualidade
05/06/2008 Desengraxante
verde 800 ml
125 amostras coletadas
sequencialmente
divididos em 5 grupos
com 25 amostras cada
Máquina de
envase 1
Controle de
Qualidade
07/06/2008 Sabonete Líquido
Azul 800 ml
125 amostras coletadas
sequencialmente
divididos em 5 grupos
com 25 amostras cada
Máquina de
envase 1
Controle de
Qualidade
09/06/2008 Sabonete Líquido
Rosa 800 ml
125 amostras coletadas
sequencialmente
divididos em 5 grupos
com 25 amostras cada
Máquina de
envase 1
Controle de
Qualidade

115
ANEXO 5 – CRONOGRAMA DA 2ª COLETA DE DADOS
DATA DESCRIÇÃO DO
PRODUTO QUANTIDADE MÁQUINA RESPONSÁVEL
04/08/2008 Desengraxante
verde 1200 ml
125 amostras coletadas
sequencialmente
divididos em 5 grupos
com 25 amostras cada
Máquina de
envase 1
Controle de
Qualidade
05/08/2008 Sabonete Líquido
Rosa 800 ml
125 amostras coletadas
sequencialmente
divididos em 5 grupos
com 25 amostras cada
Máquina de
envase 1
Controle de
Qualidade
05/08/2008 Sabonete Líquido
Azul 800 ml
125 amostras coletadas
sequencialmente
divididos em 5 grupos
com 25 amostras cada
Máquina de
envase 1
Controle de
Qualidade
08/08/2008 Sabonete Líquido
Verde 800 ml
125 amostras coletadas
sequencialmente
divididos em 5 grupos
com 25 amostras cada
Máquina de
envase 1
Controle de
Qualidade

Livros Grátis( http://www.livrosgratis.com.br )
Milhares de Livros para Download: Baixar livros de AdministraçãoBaixar livros de AgronomiaBaixar livros de ArquiteturaBaixar livros de ArtesBaixar livros de AstronomiaBaixar livros de Biologia GeralBaixar livros de Ciência da ComputaçãoBaixar livros de Ciência da InformaçãoBaixar livros de Ciência PolíticaBaixar livros de Ciências da SaúdeBaixar livros de ComunicaçãoBaixar livros do Conselho Nacional de Educação - CNEBaixar livros de Defesa civilBaixar livros de DireitoBaixar livros de Direitos humanosBaixar livros de EconomiaBaixar livros de Economia DomésticaBaixar livros de EducaçãoBaixar livros de Educação - TrânsitoBaixar livros de Educação FísicaBaixar livros de Engenharia AeroespacialBaixar livros de FarmáciaBaixar livros de FilosofiaBaixar livros de FísicaBaixar livros de GeociênciasBaixar livros de GeografiaBaixar livros de HistóriaBaixar livros de Línguas

Baixar livros de LiteraturaBaixar livros de Literatura de CordelBaixar livros de Literatura InfantilBaixar livros de MatemáticaBaixar livros de MedicinaBaixar livros de Medicina VeterináriaBaixar livros de Meio AmbienteBaixar livros de MeteorologiaBaixar Monografias e TCCBaixar livros MultidisciplinarBaixar livros de MúsicaBaixar livros de PsicologiaBaixar livros de QuímicaBaixar livros de Saúde ColetivaBaixar livros de Serviço SocialBaixar livros de SociologiaBaixar livros de TeologiaBaixar livros de TrabalhoBaixar livros de Turismo

















![Relatório de Controle Interno - pinhais.pr.gov.br10662].pdf · RELATÓRIO DO CONTROLE INTERNO Exercício de 2015 1. Normatização A implantação do Sistema de Controle Interno](https://static.fdocuments.net/doc/165x107/5bebbd9a09d3f28d5d8c9577/relatorio-de-controle-interno-10662pdf-relatorio-do-controle-interno-exercicio.jpg)
