
Impianti estrusione lastre
28
IMPIANTI DI ESTRUSIONE LASTRE
-
Upload
luigi-bandera -
Category
Documents
-
view
255 -
download
8
description
Linea di estrusione lastra
Transcript of Impianti estrusione lastre

IMPIANTI DI ESTRUSIONE LASTRE
StoriaBandera fu fondata nel 1947 da Luigi Bandera e subito negli anni suc-
cessivi dimostrò di essere un’impresa energicamente in forte espansione
contribuendo con la sua importanza allo sviluppo dell’Industria Europea
di impianti per la lavorazione delle materie plastiche.
Nel 1950 l’azienda si trasformò in Società per Azioni.
Negli anni 1960 - 1970 le attività dell’azienda si espansero fino ad un
livello industriale grazie alla vasta e diversificata gamma di prodotti nel
processo di estrusione (tubi , profili, lastre).
Fin dagli anni ‘80 - ‘90, l’azienda è stata riconosciuta leader tra i costrut-
tori di impianti di estrusione sia in Italia che in tutto il mondo.
Nel 1998 Bandera ottiene la Certificazione di Qualità ISO 9001.
Recentemente Bandera si è presentata sul mercato concentrando la sua
gamma di prodotti su tre applicazioni principali: linee per film soffiato,
impianti per foglie e lastre, macchine per tubi (comprendente anche la
tecnologia per impianti rivestimento tubi in acciaio).
2

AttualitàLa sede principale dell’Azienda è collocata a Busto Arsizio (VA), raggiun-
gibile in auto dall’Aeroporto Internazionale di Milano Malpensa in 10
minuti. Le fabbriche sono state rinnovate recentemente per combinare
al meglio le fasi di produzione in serie con le relative procedure di con-
trollo qualità. L’azienda è attualmente guidata dai figli del fondatore,
Piero e Franco Bandera, che continuano ad investire nei miglioramenti
tecnici degli strumenti di produzione degli estrusori ed impianti e nello
sviluppo della fonte principale dell’azienda: le risorse umane.
Presentiamo qui alcune brevi informazioni per identificare meglio la
Bandera:
3 aree di produzione (l’area totale degli stabilimenti è di 100.000 mq)
175 impiegati
Metodi di costruzione certificati ISO 9001/2008
Vasta e completa gamma di impianti completi (tecnologia di estrusione
per tubi, film soffiato, foglie e lastre)
Reparto engineering e Ricerca & Sviluppo all’avanguardia
Bandera ha recentemente diviso le operazioni di produzione in tre di-
versi stabilimenti:
B1: Uffici amministrativi e commerciali, reparto di assemblaggio delle
linee, sala prove e reparto spedizione
B2: Fabbrica specializzata per la produzione di viti, cilindri e teste di
estrusione (strumenti cnc)
B3: Reparto di ricerca e sviluppo con area dedicata alle prove
Nel settore specifico delle linee di produzione lastra, Bandera è conside-
rata un’azienda Leader nel mercato mondiale.
Grazie all’esperienza acquisita in molti anni di attività, alla filosofia
“Customer-oriented” e alla Ricerca e Sviluppo di nuove applicazioni e
tecnologie, Bandera è in grado di soddisfare le più svariate esigenze pro-
duttive della Clientela, assicurando un alto grado di personalizzazione
della configurazione dell’impianto in termini di layout, automazione ed
impiantistica ausiliaria.
Nelle pagine seguenti sono illustrati gli impianti più comuni e richiesti
degli ultimi anni.
Teniamo a sottolineare il fatto che grazie all’alto livello di Engineering
raggiunto ogni impianto può essere adattato alle esigenze del cliente
per una perfetta personalizzazione della linea.
Linee di produzione lastra
3

Materie prime generalmente utilizzate: ABS, HIPS, PE, PP, ASA
Range spessori tipico: 1,5 mm ÷ 12 mm
Larghezza lastra: fino a 3000 mm max
Struttura della lastra: monostrato o coestrusa
Produttività oraria: fino a 1200 Kg/h
Linea di estrusione lastra per materiali anti-urto
Materie prime generalmente utilizzate: PS
Range spessori tipico: 1,5 mm ÷ 7,0 mm
Larghezza lastra: fino a 900 mm max
Struttura della lastra: monostrato o coestrusa
Produttività oraria: fino a 1200 Kg/h
L’uniformità di produzione che questi elettrodomestici possiedono a
livello mondiale ha ben definito il dimensionamento ideale del processo
di estrusione.
La larghezza del prodotto finito varia da 600 mm a 900 mm.
L’impianto è attrezzato per alte produzioni e le larghezze della lastra
permettono una facile gestione della linea.
Linea di estrusione lastra per frigoriferi
4

Materie prime generalmente utilizzate: ABS, PS, PS-K, PMMA
Range spessori tipico: 1,5 mm ÷ 12,0 mm
Larghezza lastra: fino a 3000 mm max
Struttura della lastra: monostrato o coestrusa
Produttività oraria: fino a 1200 Kg/h
Linea di estrusione lastra caravan ed applicazioni sanitarie
Materie prime generalmente utilizzate: resine Poliolefiniche
Range spessori: in funzione della goffratura del prodotto finito
Larghezza lastra: fino a 3200 mm max
Struttura della lastra: monostrato o coestrusa
Produttività oraria: fino a 800 Kg/h
Possibilità di scegliere la grammatura del prodotto finito e di
accoppiamento con tessuto-non tessuto.
Linea di estrusione lastra per edilizia ed applicazioni industriali
5
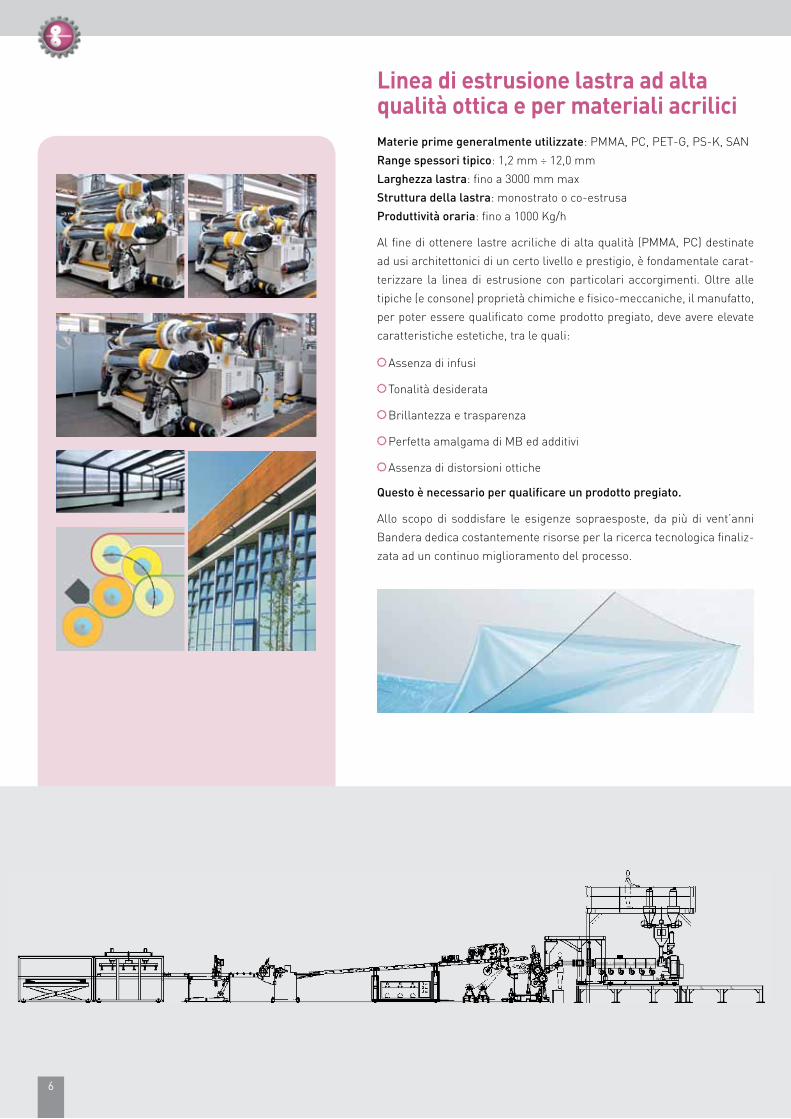
Materie prime generalmente utilizzate: PMMA, PC, PET-G, PS-K, SAN
Range spessori tipico: 1,2 mm ÷ 12,0 mm
Larghezza lastra: fino a 3000 mm max
Struttura della lastra: monostrato o co-estrusa
Produttività oraria: fino a 1000 Kg/h
Al fine di ottenere lastre acriliche di alta qualità (PMMA, PC) destinate
ad usi architettonici di un certo livello e prestigio, è fondamentale carat-
terizzare la linea di estrusione con particolari accorgimenti. Oltre alle
tipiche (e consone) proprietà chimiche e fisico-meccaniche, il manufatto,
per poter essere qualificato come prodotto pregiato, deve avere elevate
caratteristiche estetiche, tra le quali:
Assenza di infusi
Tonalità desiderata
Brillantezza e trasparenza
Perfetta amalgama di MB ed additivi
Assenza di distorsioni ottiche
Questo è necessario per qualificare un prodotto pregiato.
Allo scopo di soddisfare le esigenze sopraesposte, da più di vent’anni
Bandera dedica costantemente risorse per la ricerca tecnologica finaliz-
zata ad un continuo miglioramento del processo.
Linea di estrusione lastra ad alta qualità ottica e per materiali acrilici
6

Materie prime generalmente utilizzate: ABS, PMMA, PET
Range spessori tipico: 0,4 mm ÷ 12,0 mm
Larghezza lastra: fino a 2200 mm max
Struttura della lastra: monostrato o coestrusa
Produttività oraria: fino a 1500 Kg/h
Politenatrice per protezione lastra
Grazie alle ottime caratteristiche del PET nell’applicazione per mobili e
arredamenti, Bandera utilizza la tecnologia del bivite corotante di cui è
leader nel mercato mondiale.
I vantaggi per l’utilizzo dell’innovativo estrusore bivite corotante L/D:52
sono molteplici:
Efficace azione di degasaggio grazie all’ampia area di sottovuoto che evita pre-trattamenti della materia (essiccazione e deumidificazione)
Rapidità nel cambio colore grazie all’assenza di zone di stagno del materiale
Ottima capacità miscelante
Risparmio energetico (-30% rispetto ad un monovite)
Possibilità di lavorazione di molteplici materiali grazie alla geometria universale della vite
Linea di estrusione lastra per arredamenti
3
Impianto completo 3 strati ABS/PMMA
Estrusore bivite corotante
7
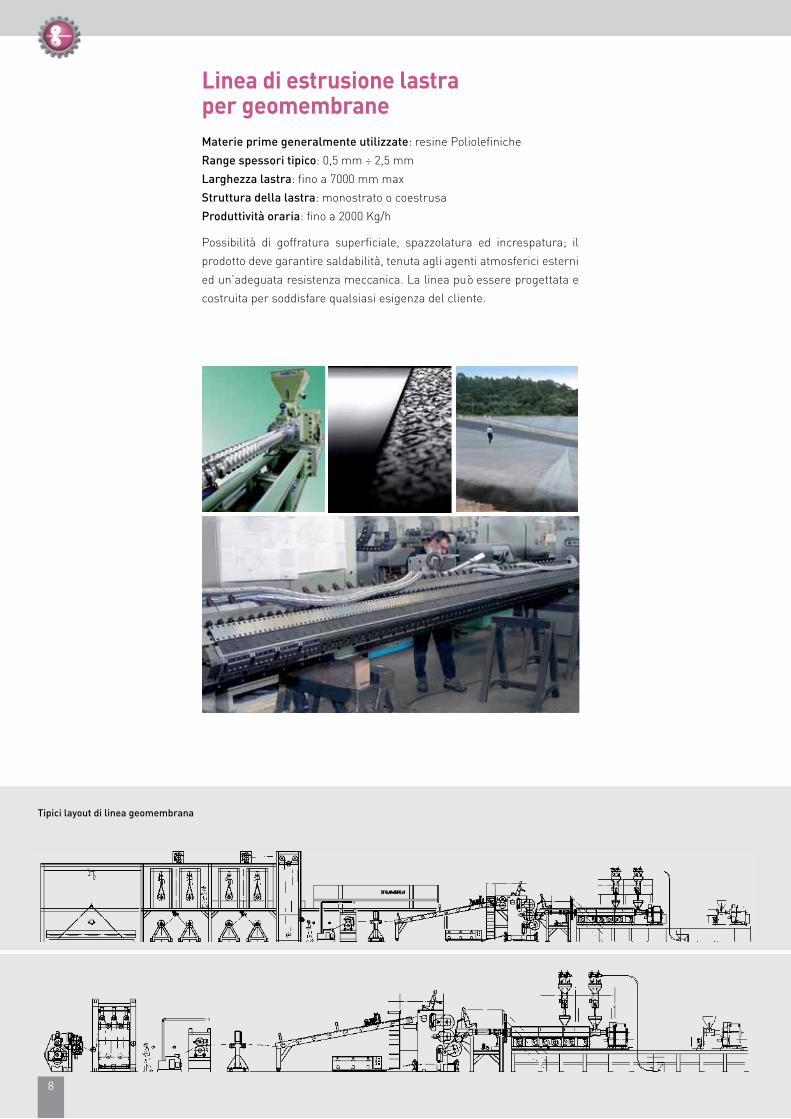
Materie prime generalmente utilizzate: resine Poliolefiniche
Range spessori tipico: 0,5 mm ÷ 2,5 mm
Larghezza lastra: fino a 7000 mm max
Struttura della lastra: monostrato o coestrusa
Produttività oraria: fino a 2000 Kg/h
Possibilità di goffratura superficiale, spazzolatura ed increspatura; il
prodotto deve garantire saldabilità, tenuta agli agenti atmosferici esterni
ed un’adeguata resistenza meccanica. La linea può essere progettata e
costruita per soddisfare qualsiasi esigenza del cliente.
Linea di estrusione lastra per geomembrane
Tipici layout di linea geomembrana
8
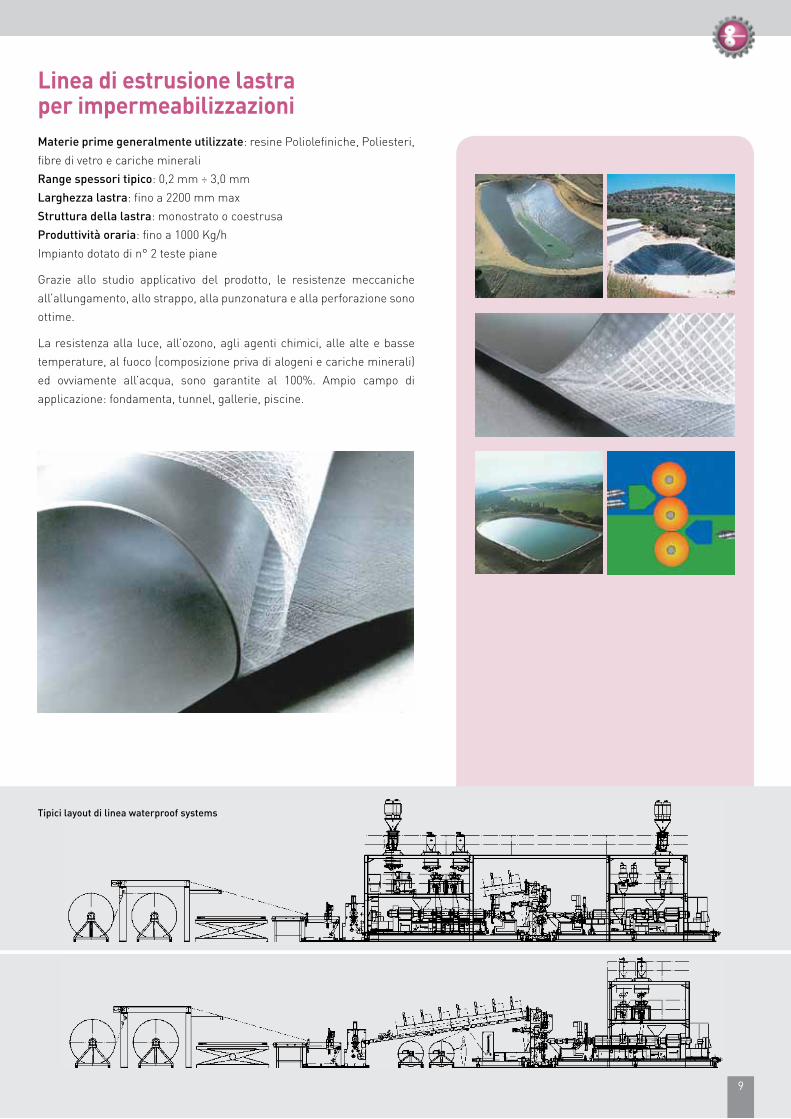
Materie prime generalmente utilizzate: resine Poliolefiniche, Poliesteri,
fibre di vetro e cariche minerali
Range spessori tipico: 0,2 mm ÷ 3,0 mm
Larghezza lastra: fino a 2200 mm max
Struttura della lastra: monostrato o coestrusa
Produttività oraria: fino a 1000 Kg/h
Impianto dotato di n° 2 teste piane
Grazie allo studio applicativo del prodotto, le resistenze meccaniche
all’allungamento, allo strappo, alla punzonatura e alla perforazione sono
ottime.
La resistenza alla luce, all’ozono, agli agenti chimici, alle alte e basse
temperature, al fuoco (composizione priva di alogeni e cariche minerali)
ed ovviamente all’acqua, sono garantite al 100%. Ampio campo di
applicazione: fondamenta, tunnel, gallerie, piscine.
Linea di estrusione lastra per impermeabilizzazioni
3
Tipici layout di linea waterproof systems
9
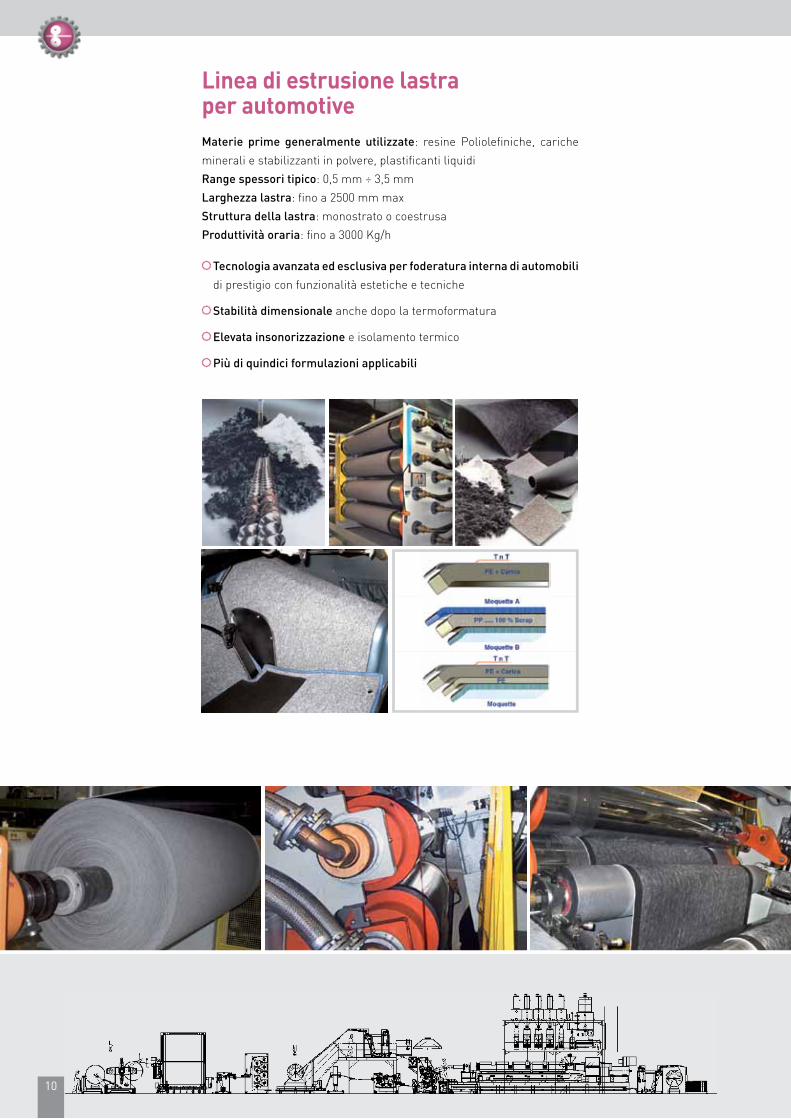
Linea di estrusione lastra per automotiveMaterie prime generalmente utilizzate: resine Poliolefiniche, cariche
minerali e stabilizzanti in polvere, plastificanti liquidi
Range spessori tipico: 0,5 mm ÷ 3,5 mm
Larghezza lastra: fino a 2500 mm max
Struttura della lastra: monostrato o coestrusa
Produttività oraria: fino a 3000 Kg/h
Tecnologia avanzata ed esclusiva per foderatura interna di automobili
di prestigio con funzionalità estetiche e tecniche
Stabilità dimensionale anche dopo la termoformatura
Elevata insonorizzazione e isolamento termico
Più di quindici formulazioni applicabili
10

Materie prime generalmente utilizzate: resine Poliolefiniche
Range spessori: in funzione del prodotto finito composito da ottenere
Larghezza lastra: in funzione del prodotto finito composito da ottenere
Struttura della lastra: composita, monostrato o coestrusa
Produttività oraria: in funzione del prodotto finito composito da ottenere
(grammatura del materiale accoppiato e portata del sistema di estru-
sione)
La caratteristica principale di questo impianto è la possibilità di ottenere
il prodotto finito in linea grazie all’accoppiamento “in calandra” di bobi-
ne di semilavorato (tessuto non tessuto “TNT”, carta, alluminio, ...) e
lastra poliolefinica in uscita dalla testa piana proveniente dal sistema di
estrusione.
La precisione e la semplicità con cui questo impianto riesce a lavorare è
frutto di uno studio e di una progettazione di alto livello; il prodotto finito,
oltre al raggiungimento delle proprietà chimiche e meccaniche di accop-
piamento, possiede anche un aspetto estetico esteriore estremamente
curato.
I campi di applicazione dei prodotti compositi derivanti dalle linee
“coating” sono tra i più svariati (edilizia, settore alimentare ed industriale
in genere, ...).
Linea di estrusione lastra per accoppiamento “coating”
Tipici layout di coating systems
11

Materie prime generalmente utilizzate: HDPE, PP (e resine ad alto peso
molecolare che garantiscono alte proprietà chimiche e fisico-meccaniche)
Range spessori tipico: 1,0 mm ÷ 40,0 mm (utilizzando 2 teste piane)
Larghezza lastra: fino a 3000 max
Struttura della lastra: monostrato o coestrusa (estrusori bivite e/o mo-
novite)
Produttività oraria: fino a 2000 Kg/h
La linea consente la produzione di semilavorato per utilizzi chimico-in-
dustriali (vasche per liquidi), pianali per tagli, componentistica tecnica
(flange, ingranaggi, suole di calzature, ecc.).
Grazie alle caratteristiche di stress-cracking, resistenza al taglio, all’a-
brasione ed all’impatto (propria ad alcuni materiali), questo tipo di lastra
può essere usata per i rivestimenti esterni automobilistici (pick-up).
Queste linee di estrusione sono di particolare progettazione: le produ-
zioni di lastra con spessori così alti prevedono specifici accorgimenti so-
prattutto nella lavorazione in calandra e nella distensione termica (che
conferisce stabilità dimensionale) del prodotto in seguito alla calibrazio-
ne per evitare problematiche nelle operazioni di taglio e termoformatura.
Possibilità di ottenere blend con cariche minerali e rinforzanti
direttamente in linea (utilizzando estrusori bivite corotante)
Calandra dotata di sistema oleodinamico per movimento alzo-
abbasso (possibilità di calandrare dall’alto verso il basso e viceversa)
Doppia rulliera (superiore ed inferiore) mobile e motorizzata con
cilindri termoregolati in modo indipendente
Sistema di riscaldamento multiplo a raggi infrarossi (posizionati in
più punti) per la distensione molecolare della lastra
Linea di produzione per lastra ad alto spessore
Tipici layout di linee lastra ad alto spessore
12
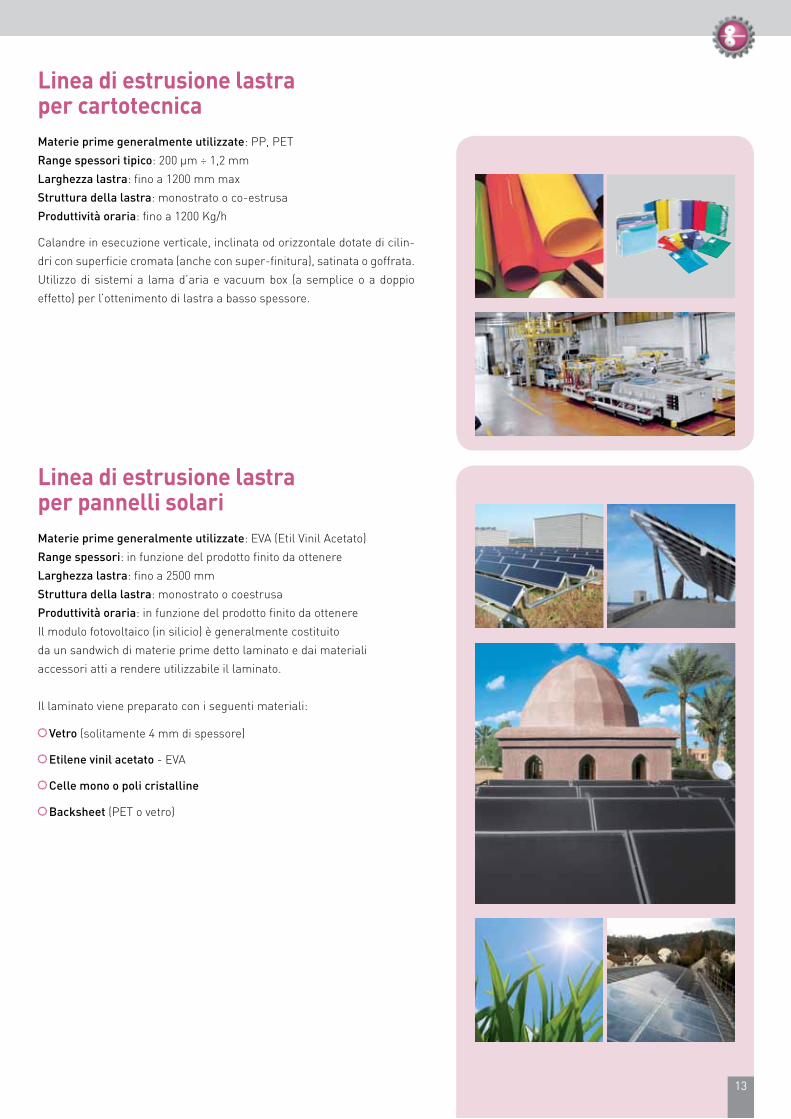
Materie prime generalmente utilizzate: PP, PET
Range spessori tipico: 200 µm ÷ 1,2 mm
Larghezza lastra: fino a 1200 mm max
Struttura della lastra: monostrato o co-estrusa
Produttività oraria: fino a 1200 Kg/h
Calandre in esecuzione verticale, inclinata od orizzontale dotate di cilin-
dri con superficie cromata (anche con super-finitura), satinata o goffrata.
Utilizzo di sistemi a lama d’aria e vacuum box (a semplice o a doppio
effetto) per l’ottenimento di lastra a basso spessore.
Materie prime generalmente utilizzate: EVA (Etil Vinil Acetato)
Range spessori: in funzione del prodotto finito da ottenere
Larghezza lastra: fino a 2500 mm
Struttura della lastra: monostrato o coestrusa
Produttività oraria: in funzione del prodotto finito da ottenere
Il modulo fotovoltaico (in silicio) è generalmente costituito
da un sandwich di materie prime detto laminato e dai materiali
accessori atti a rendere utilizzabile il laminato.
Il laminato viene preparato con i seguenti materiali:
Vetro (solitamente 4 mm di spessore)
Etilene vinil acetato - EVA
Celle mono o poli cristalline
Backsheet (PET o vetro)
Linea di estrusione lastra per cartotecnica
Linea di estrusione lastra per pannelli solari
13

Estrusori bivite corotanteL’utilizzo di estrusori bivite corotante nelle linee produttive lastra è sem-
pre più frequente grazie all’altissima flessibilità e versatilità che questi
macchinari conferiscono all’intera linea di estrusione.
La progettazione e la costruzione sono completamente effettuate da
Bandera: le viti di estrusione sono eseguite in acciaio XDBD ad alta resi-
stenza all’usura, i cilindri di estrusione in acciaio nitrurato e/o bimetal-
lico (viti e cilindri sono composti da segmenti indipendenti assemblati a
regola d’arte).
Le caratteristiche tecniche proprie a questa tecnologia (frutto di studi di
ricerca e sviluppo ed all’esperienza accumulata negli ultimi anni) confe-
riscono al macchinario i seguenti vantaggi:
Versatilità e flessibilità
Possibilità di lavorare diverse tipologie di materiali (PET, PP, PS,
ABS, HDPE, LDPE, ...) grazie alla geometria universale delle viti
di estrusione, che non apporta stress della materia prima e facilita
moltissimo la gestione/programmazione della produzione.
Possibilità di utilizzo fino al 100% di materiale macinato di recupero
(scarto industriale), produzione di manufatti espansi chimicamente
(additivi dedicati) e fisicamente (iniezione di gas) ed utilizzo di cariche
minerali in polvere quali Talco, Carbonato di Calcio, Biossido di Titanio
(vedi foto a fianco).
Miscelazione e auto-pulizia
Le viti di estrusione sono compenetranti e corotanti, e garantiscono
l’assenza di zone di stagno del materiale; i cambi di colore e di mate-
riale risultano semplici e rapidi, con un notevole risparmio di tempo
e di materiale di scarto. Questa peculiarità deriva dalla natura della
macchina, che nasce dalla cultura dei compound.
Purificazione del melt
L’altissima efficienza dell’azione di degasaggio (fino a 10mBar ÷
15mBar di vuoto residuo, efficace per la maggior parte del cilindro di
estrusione) consente di processare materiali igroscopici senza pre-
trattamenti della materia prima (deumidificazione, essiccazione, cri-
stallizzazione, ...).
Inoltre, teniamo a sottolineare che, nel campo del packaging alimenta-
re, la nostra tecnologia è stata in grado di acquisire il certificato FDA.
14

Risparmio energetico
Il risparmio energetico garantito dall’estrusore bivite corotante è dovuto
alla minor richiesta di coppia motrice da parte del motore rispetto alla
tecnologia di estrusione monovite.
I valori di risparmio variano in base alla natura della materia prima ed
arrivano fino al 35%.
Nella tabella sottostante, mostriamo la gamma produttiva Bandera rela-
tiva a questi macchinari.
Estrusore bivite corotante Rapporto L/D
2C 55 mm
34:1, 42:1, 52:1
2C 70 mm
2C 85 mm
2C 105 mm
2C 135 mm
2C 170 mm
15

Estrusori monoviteGli estrusori monovite ricoprono un ruolo molto importante nel contesto
produttivo degli impianti lastra; Bandera è in grado di fornire una vasta
gamma di estrusori per riuscire a coprire tutte le richieste del mercato
in termini di produttività, efficienza e qualità.
Bandera progetta, produce e collauda i propri machinari in modo indi-
pendente ed è in grado di produrre estrusori con vite di diametro mas-
simo pari a 380 mm.
Le viti di estrusione sono eseguite in acciaio nitrurato con la possibilità
di riportare sulla cresta del filetto delle leghe speciali ad alta resistenza
all’usura (stellite o Colmonoy 56/57), i cilindri di estrusione sono eseguiti
in acciaio nitrurato e/o bimetallico.
Grazie alla lunga esperienza (l’estrusore monovite n° 3 fabbricato nel
1943 è tuttora esposto nei ns. uffici) ed alle numerose varianti applicate
nel corso degli anni per la produzione dei più svariati polimeri, Bandera
è da sempre considerata leader nel settore.
Il range di produzione relativo agli impianti lastra è generalmente classi-
ficato in 2 categorie principali:
Estrusori monovite per poliolefine e poliammidi (PE, PP, PA, ...)
senza sistema di degasaggio (materie prime non igroscopiche)
Estrusori monovite per polimeri stirenici ed acrilici (PS, ABS, PC,
PMMA, ...) dotati di sistema di degasaggio (materie prime igroscopiche)
16
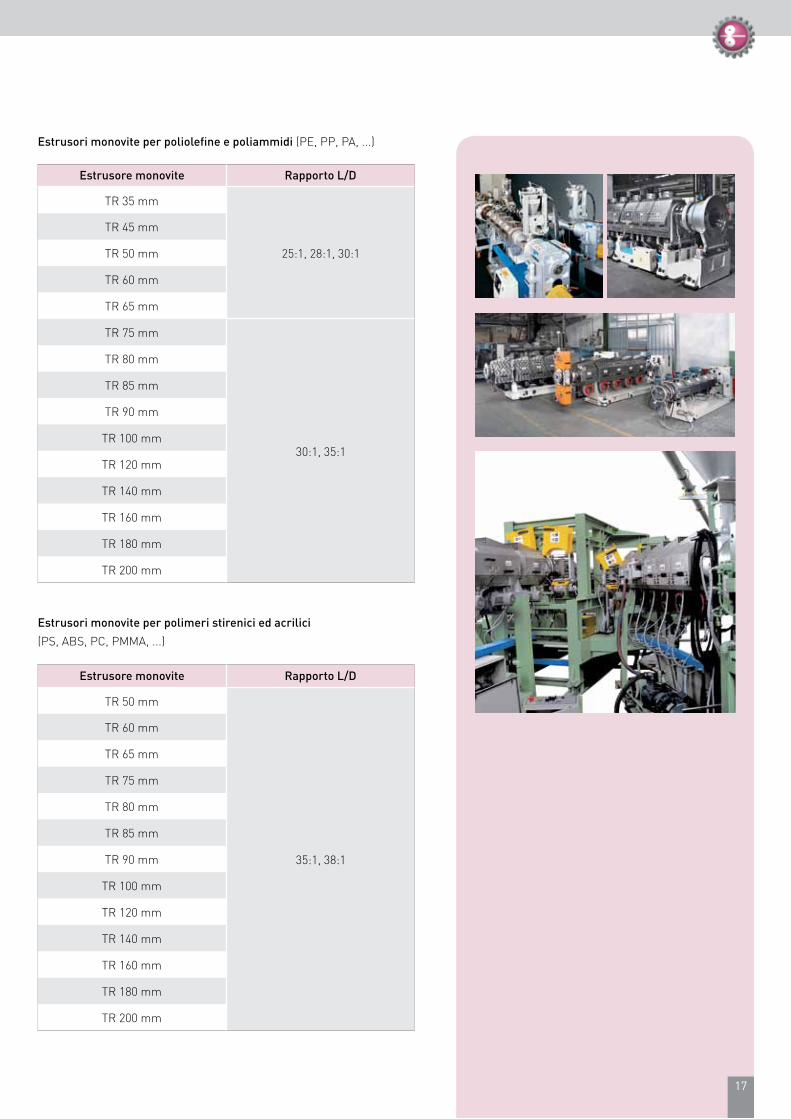
Estrusori monovite per poliolefine e poliammidi (PE, PP, PA, ...)
Estrusori monovite per polimeri stirenici ed acrilici
(PS, ABS, PC, PMMA, ...)
Estrusore monovite Rapporto L/D
TR 35 mm
25:1, 28:1, 30:1
TR 45 mm
TR 50 mm
TR 60 mm
TR 65 mm
TR 75 mm
30:1, 35:1
TR 80 mm
TR 85 mm
TR 90 mm
TR 100 mm
TR 120 mm
TR 140 mm
TR 160 mm
TR 180 mm
TR 200 mm
Estrusore monovite Rapporto L/D
TR 50 mm
35:1, 38:1
TR 60 mm
TR 65 mm
TR 75 mm
TR 80 mm
TR 85 mm
TR 90 mm
TR 100 mm
TR 120 mm
TR 140 mm
TR 160 mm
TR 180 mm
TR 200 mm
17

Il corretto caricamento e dosaggio del materiale all’interno dell’estruso-
re è sicuramente uno dei punti più importanti da tenere sotto osservazio-
ne (prima variabile di processo).
Gli estrusori monovite e bivite presentano differenti tipologie di dosaggio:
Dosaggio gravimetrico in continuo a perdita di peso (“loss in weight”)
per estrusori bivite corotante (alimentazione della vite “a bocca
affamata”)
Dosaggio volumetrico per estrusori monovite e bivite corotante
Dosaggio gravimetrico a “batch” (a pesata) per estrusori monovite
Bandera progetta e dimensiona i sistemi di dosaggio per qualsiasi esi-
genza del cliente: materia prima in granuli, scarti di produzione, flakes,
additivi, masterbatch, cariche in polvere (minerali e non); in caso di utiliz-
zo di materiali macinati aventi bassa densità, l’estrusore monovite viene
equipaggiato con tramoggia forzata per garantire la piena efficienza di
processo.
Bandera preferisce includere questi equipaggiamenti all’interno dello
scopo di fornitura in modo da integrare tutta la gestione all’interno del
pannello di controllo generale di linea.
Sistemi di dosaggio e caricamento della materia prima
18

Sistemi di filtrazione del melt
Pompa melt ad ingranaggi
La filtrazione del melt è un’operazione fondamentale per garantire la
qualità finale del manufatto; inoltre, risulta essere di notevole importan-
za anche per la protezione della pompa ad ingranaggi, della testa piana
di estrusione e dei cilindri della calandra (soprattutto quando vengono
utilizzati materiali riciclati).
Gli equipaggiamenti più utilizzati sono di tipo oleodinamico e dotati di
piastre filtranti (2, 4, 8, ...) per consentire il cambio dei filtri senza l’in-
terruzione della produzione e senza alterare la qualità della foglia/lastra
prodotta.
La stabilità ed il controllo del processo sono assicurati dai sistemi di
controllo pressione e temperatura del fuso installati prima e dopo l’e-
quipaggiamento.
La funzionalità della pompa melt ad ingranaggi consiste nel garantire
la costanza di flusso (portata e pressione sempre precise e regolari) del
materiale alla testa di estrusione: gli ingranaggi, costruiti con estrema
precisione, consentono tolleranze molto accurate.
Il dimensionamento e la progettazione di questi equipaggiamenti dipen-
de dalle materie prime utilizzate e dalle produzioni richieste.
Grazie al sistema di gestione integrato presente nei pannelli di controllo
Bandera, tramite la regolazione dei parametri della pompa di melt, l’o-
peratore può controllare facilmente le principali variabili di produzione.
La stabilità ed il controllo del processo sono assicurati dai sistemi di con-
trollo pressione e temperatura del fuso installati prima e dopo l’equipag-
giamento.
19

Data la vastissima tipologia di produzioni richieste nel settore delle lastre
(materie prime, strutture, campo spessori e larghezze, output, ...), le te-
ste piane Bandera sono progettate e costruite “ad hoc” per ogni singolo
impianto di estrusione, e sono generalmente corredate di stratificatore
quando sono previste strutture multi-strato della lastra.
Lo stratificatore (“feed-block”) è costituito da un corpo in acciaio inossi-
dabile bonificato e stabilizzato: i canali interni di passaggio del materiale
sono superfiniti e/o cromati.
La distribuzione degli strati viene gestita tramite inserti intercambiabili
(“selector plugs”) e di apposite valvole di regolazione del flusso di mate-
riale e del relativo orientamento in larghezza.
Il design e la costruzione dei canali di passaggio del materiale sono
sempre eseguiti in funzione delle caratteristiche reologiche della ma-
teria prima e della produttività che ogni singolo strato deve apportare
all’output totale della macchina: tutti questi accorgimenti sono fonda-
mentali per una precisa distribuzione degli strati della lastra.
Stratificatori per impianti lastra
In alto, mostriamo i layout 3D riferiti ad uno strati-ficatore per la produzione di lastra avente struttura A-B-A, B-A-C-D e A-B-A-C-D.
In basso, invece, mostriamo le foto riferite a due stra-tificatori per la produzione di lastra avente struttura a 3 ed a 7 strati.
20

La costruzione della testa (monocanale e multi-canale) è eseguita in ac-
ciaio inossidabile bonificato e stabilizzato: i canali interni di passaggio del
materiale sono superfiniti e/o cromati.
Il design e la costruzione dei canali di passaggio del materiale sono sem-
pre eseguiti in funzione delle caratteristiche reologiche della materia
prima e della produttività totale della macchina.
La termoregolazione di questi equipaggiamenti è molto curata (anche
per quel che concerne i labbri della testa), e prevede l’utilizzo di resisten-
ze a cartuccia di speciale progettazione, ad alta efficienza.
È possibile dotare la testa di vari equipaggiamenti a seconda delle esi-
genze produttive, tra i quali:
Parzializzatori di larghezza interni e/o esterni per regolare facilmente
e velocemente la larghezza della lastra
Barra per la distribuzione del flusso di materiale su tutta la larghezza
della lastra
Sistema “fast-gap” per la regolazione del “traferro” muovendo parte
del corpo della testa
Sistemi a lama d’aria (“air blade”) e vacuum box per l’ottenimento di
lastra a basso spessore
In questa pagina mostriamo delle foto relative alla costruzione ed all’uti-
lizzo di teste piane monocanale e multi-canale dedicate alla produzione
di lastre di medio spessore.
È importante sottolineare che, nel caso di produzioni di lastra multi-
strato utilizzando materiali con differenti caratteristiche reologiche, l’u-
tilizzo di teste a canali separati è fondamentale per ottenere un prodotto
di qualità.
Le teste di estrusione multi-canale sono di costruzione più complessa e
prevedono una gestione indipendente sia della termoregolazione che del
flusso dei materiali.
Teste piane di estrusione per impianti lastra
21

CalandreNegli impianti di estrusione e coestrusione Lastra, la calandra rappre-
senta il cuore del processo, dove il materiale viene calibrato e raffreddato
all’uscita della testa.
Le calandre si differenziano tra loro per numerose caratteristiche pro-
gettuali e costruttive quali:
Orientamento: orizzontale, inclinato (15°, 30°, 45°, 60°) e verticale
Tipologia di chiusura dei cilindri (oleodinamica, pneumatica e
meccanica)
Tipologia di regolazione del gap dei cilindri (meccanica - manuale,
meccanica - motorizzata, pneumatica con valvole di speciale
progettazione)
Larghezza, diametro e numero dei cilindri raffreddatori/calibratori
Tipologia di costruzione dei cilindri (raffreddamento a spirale od a fori
trasversali)
Tipologia di raffreddamento/termoregolazione dei cilindri (ad acqua
o ad olio)
Finitura superficiale dei cilindri (lucidata a specchio, satinata,
goffrata)
Motorizzazione e controllo elettronico generale della macchina
22

Grazie alle numerose calandre fornite negli ultimi anni e all’esperienza
maturata dalla collaborazione attiva con i nostri clienti, siamo in grado di
soddisfare qualsiasi tipo di richiesta.
Per continuare con successo questo trend operativo e seguire con co-
stanza e professionalità i nostri clienti, Bandera ha organizzato un nu-
cleo “product oriented” dedicato esclusivamente a questa tipologia di
linee di estrusione; per l’ottimizzazione del processo e per particolari
esigenze produttive, i sistemi di calandratura vengono corredati di equi-
paggiamenti aggiuntivi, tra i quali:
Sistemi oleodinamici per movimento alzo-abbasso (possibilità di
calandrare dall’alto verso il basso e viceversa)
Rulliere mobili e motorizzate (superiori e/o inferiori) dotate di cilindri
termoregolati in modo indipendente
Sistemi di riscaldamento multipli a raggi infrarossi (posizionati in più
punti) per la distensione molecolare della lastra
Innovativa tecnologia di raffreddamento e lucidatura per lastre composite
23

Mostriamo qui di seguito alcuni macchinari recente-mente progettati e costruiti da Bandera:
Politenatrice: posta su pianale a rulli scorrevole lon-gitudinalmente. Centraline dei cilindri calandra po-ste sotto il pianale stesso
Sistema di pulizia dei cilindri della calandra tramite carro mobile motorizzato dotato di tampone pneu-matico e distributore di soluzione detergente
Pianali singoli o doppi dotati di cilindri motorizzati e termoregolati con apposite centraline
Gli equipaggiamenti downstream sono accessori a completamento
dell’impianto di estrusione e vengono utilizzati allo scopo di eseguire ul-
teriori lavorazioni sul prodotto semilavorato:
Sistemi di pulizia dei cilindri calandra motorizzati per diminuire la
frequenza dei fermi-macchina
Pianali a rulli folli e/o motorizzati con termoregolazione indipendente
per la calibrazione di lastre ad alta qualità ed alto spessore
Nobilitazione della lastra (laccature, trattamenti superficiali, ...)
Sistemi di riscaldamento a raggi infrarossi (per consentire la
distensione termica della lastra)
Sistemi di laminazione vari per nobilitazione e/o produzione di lastre
composite
Rivestimento con film di protezione (“politenatrici”)
Sistemi di traino pesante
Sistemi di taglio longitudinale e trasversale multipli e combinati per
dimensionamento delle lastre
Spezzonatrici per i refili laterali e sistemi rompi-lastra trasversali
Mulini macinatori con sistema di trasporto materiale macinato
Sistemi di impilaggio manuali, semi-automatici e completamente
automatici
Sistemi di avvolgimento per lastre sottili e/o flessibili
Sistema di controllo qualità in linea della lastra estrusa tramite
videocamere e/o luci polarizzate
Equipaggiamenti ausiliari (downstream)
24

Taglio longitudinale “k” a lame riscaldate e scorrevoli su pianale a rulli
Taglio traversale per materiali acrilici
Sistema di taglio longitudinale a lame circolari motorizzate
Impilatori automatici per materiali antiurto e goffrati
Taglio trasversale per materiali acrilici
Sistema di taglio rifili con spezzonatrice e tappeto
trasportatore al mulino macinatore
Taglio trasversale combinato: a ghigliottina (cesoia)
e lama con sega circolare
Sistema di taglio trasversale mobile con
aspiratore per truccioli
Impilatori automatici per lastre di alta qualità
Traino e taglio trasversale per materiali acrilici
25

Controllo gestione della lineaIl controllo centralizzato di tutti i parametri della linea di estrusione è
diventato un fattore fondamentale nella gestione della produzione di ogni
azienda.
Il mercato è diventato molto sensibile in merito al costo della manodope-
ra, al controllo della qualità, alla rintracciabilità dei prodotti ed alla pos-
sibilità di connessione alla rete aziendale (o anche remota) per la verifica
e l’ispezione del software delle linee in produzione.
Per rispondere a queste esigenze, Bandera ha progettato una specifica
architettura di controllo: il sistema è basato su di una work station indu-
striale che lavora in ambiente Windows, alla quale è interfacciato il PLC
master di linea che è collegato tramite field bus ai PLC dei sistemi au-
siliari e agli I/O remotati di controllo delle singole unità che compongono
l’impianto. Grazie a questa architettura, tutti i parametri di linea sono
disponibili per eventuali collegamenti remoti per controllo di produzione,
per la gestione delle materie prime o per assistenza remota da parte di
nostri tecnici.
Particolare cura è stata posta nel progettare l’interfaccia all’operatore
a partire dalla scelta dell’hardware con un monitor a colori di grandi di-
mensioni; le pagine video sono disegnate con grafica sinottica e mol-
to intuitiva, dove l’operatore interagisce tramite l’ausilio dello schermo
“touch-screen”. Teniamo a sottolineare che i nostri Clienti hanno avuto
un ruolo fondamentale nello sviluppo di queste apparecchiature: grazie
ai suggerimenti da noi ricevuti, il livello delle nostre macchine può con-
siderarsi tra i più alti nel mercato globale.
Company/Factory LAN
EWon
Machine LAN
operator Panel
Serial
PLC
PSTN, ISDN
26
Bandera ha creato una squadra di specialisti che offrono ai clienti
servizi post-vendita, sia in fase di avviamento e prove impianti,
che in fase di produzione, fornendo la tecnologia di processo.
Per questo tipo di servizio è previsto anche un efficiente Ufficio
di Parti di Ricambio Originali per far fronte alle necessità di
manutenzione dei clienti.
Bandera fornisce soluzioni tecniche avanzate ed offre impianti
d’estrusione “chiavi in mano”, a partire dall’ingegneria e la
progettazione, la costruzione, l’assistenza all’installazione,
l’addestramento del personale sia per apparecchiature nuove,
che per il revamping di linee esistenti.
Servizio di assistenza tecnica
27
PLASTICS MACHINERYEXTRUSION TECHNOLOGY SINCE 1947
Vedi su www.luigibandera.com le altre tecnologie Bandera
Costruzioni Meccaniche Luigi Bandera S.p.A.C.so Sempione, 120 | 21052 Busto Arsizio (VA) ITALY
Tel. +39 0331 398111 | Fax +39 0331 [email protected] | luigibandera.com
REV
3/SH
EET/
ITA
/12/
11
Specifiche a titolo orientativo, suscettibili di variazioni senza preavviso.
ESTRuSoRIFILM IN BoLLA TuBI & RIVESTIMENTo GRANuLAZIoNE


















