If NDT were used here? INTRO.pdf · Ultrasonic testing High frequency sound waves are introduced...
21
Importance Importance If NDT were used here? If NDT were used here? United Flight 232 R il id t Mumbai pipeline tragedy Gj t b id t d Railway accident Gujrat bridge tragedy Bhopal Gas Tragedy
Transcript of If NDT were used here? INTRO.pdf · Ultrasonic testing High frequency sound waves are introduced...

ImportanceImportance
If NDT were used here?If NDT were used here?
United Flight 232
R il id t
Mumbai pipeline tragedy
G j t b id t dRailway accident Gujrat bridge tragedy
Bhopal Gas Tragedy

IndexIndex
1.Definition
2.Features of NDT
3 Methods of NDT3.Methods of NDT
Visual inspection
Liquid Penetrant testing
Magnetic Particle Testing
Radiographic Testing
Ultrasonic Testing
4.Applications
5 Conclusion5.Conclusion
6.References

DefinitionDefinition
The use of noninvasive
techniques to determine
the integrity of a material,
component or structurecomponent or structure
or
quantitatively measure
some characteristic of
an object.
i I t ith t d i hi.e. Inspect or measure without doing harm.

FeaturesFeatures
Any complicated objects can be tested without disturbing its configuration.
No effect on future use of test object.
Higher accuracy of fault finding than any other methods.
NDT can test faults deep inside the object .
Potential low cost.
On line testingOn line testing.

Methods of NDTMethods of NDT
Visual inspectionX-rayUlt i T tiUltrasonic TestingAcoustic EmissionFlux LeakageLaser InterferometryAcoustic MicroscopyLiquid PenetrantqMagnetic Particle testingThermographyEddy currentEddy currentMagnetic Testing

Six most common NDT M th dMethods
• Visual• Liquid Penetrant • Magnetic
Ult i• Ultrasonic• Eddy Current• X-rayX ray
Liquid PenetrantLiquid Penetrant
Eddy current
X-ray

Visual Inspectionp
Most basic and commonMost basic and common inspection method.
T l i l dTools include fiberscopes, bore scopes, magnifying
Portable video inspection unit
glasses and mirrors.
with zoom allows inspection of large tanks and vessels,
railroad tank cars, sewer lines.
Robotic crawlers permit observation in hazardous or tight areas, such as air ducts, reactors, pipelines.

Liquid penetrant method
A li id ith hi h f tti h t i ti i
q p
• A liquid with high surface wetting characteristics is applied to the surface of the part and allowed time to seep into surface breaking defects.
• A developer (powder) is applied to pull the trapped penetrant out the defect and spread it on the surface where it can be seen.the surface where it can be seen.
• Visual inspection is the final step in the process. The penetrant used is often loaded with a fluorescent dye and the inspection is done underfluorescent dye and the inspection is done under UV light to increase test sensitivity.

Magnetic Particle T tiTesting
The part is magnetized. Finely milled iron particles coated with a dye pigment are then applied to the specimen. These particles are attracted to magnetic flux leakage fields and will cluster to form an indication directly over the discontinuity. This indication can be visually detected under proper lighting conditions.

Magnetic Particle crack i di tiindication

Radiographyg p y
The radiation used in radiography testing is a higher energy (shorter wavelength) version of the electromagnetic waves that
High Electrical Potential
Electronswe see as visible light. The radiation can come from an X-ray generator or a radioactive source.
Electrons-+
Radioactive Source Creates Radiation
Radiation RadiationPenetratesampleple
Exposure Recording Device
p p

Film Radiography
The part is placed between the
g p y
The part is placed between the radiation source and a piece of film. The part will stop some of theThe part will stop some of the radiation. Thicker and more dense area will stop more of the radiation.
The film darkness (density) will vary with
X-ray filmthe amount of radiation reaching the film through the test objectthe test object.
= less exposure
= more exposure

Eddy current testing
C il'
y g
CoilCoil's magnetic field
Eddy current's magnetic field
Eddy currents
g
Conductive
currents
material

Eddy current testingy g
Eddy current testing is well suited for detecting surface crack but can also be used to make electrical conductivity & coating thickness measurementsmeasurements.

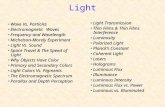
Ultrasonic testing
High frequency sound waves are introduced into a material and
g
High frequency sound waves are introduced into a material and they are reflected back from surfaces or flaws.
Reflected so nd energ is displa ed ers s time and inspectorReflected sound energy is displayed versus time, and inspector can visualize a cross section of the specimen showing the depth of features that reflect sound.
initial pulse
back surface
crackecho
back surfaceecho
plate
crack
0 2 4 6 8 10
Oscilloscope, or flaw detector screen

Applicationspp
i)C li tii)Common applications:-Inspection of raw products. Inspection following secondaryInspection following secondary processing. In-service Damage inspection. g p
ii)Special applications:-P l t i tiPower plant inspection Wire rope inspection Storage tank inspectionStorage tank inspection Aircraft inspection Jet engine inspection g pRail inspection etc.

Common Applicationspp
1.Inspection of raw productsForgings,C iCastings,Extrusions, etc.
2 Inspection Following Secondary Processing2. Inspection Following Secondary ProcessingMachiningWeldingGrindingGrindingHeat treatingPlating , etc.
3. Inspection of In service productCrackingCorrosionErosion/WearHeat Damage, etc.

Special Applicationsp pp
Power Plant inspection
Wire rope inspection
Aircraft inspection
Wire rope inspection

Special Applicationsp pp
Jet engine inspection Rail inspectiong

Conclusion
Looking towards the large importance and application of NDT is the great type of technology, which is going to increase worldwide and we are sure that there will not be a single manufacturing industry which will not use this technology. And also there are special education is present for NDT and its part of engineering curriculumpresent for NDT and its part of engineering curriculum now.

Referencesf
Referred websites:-www.ndt-ed.org www.ndt.org
Thanks to ,
Amit GolaitPoonam KanojiaProf : Mrs. Kirti Agashe