
ICT:n mahdollisuudet metalliteollisuudessa, osa2
16
OSA 2: METALLIN LIIKETOIMINTAKONSEPTIT Suomen teollisuudessa toteutettavat liiketoimintamallit ovat pakotta- vassa muutoksessa. Yritykset ovat tilanteessa, jossa ne ovat joutuvat ottamaan itsenäisesti vastuuta oman kehityspolkunsa luomiseksi ulos taantumasta. ICT on keskeinen osa tätä polkua. ICT:n mahdollisuudet metalliteollisuudessa
-
Upload
businessoulu -
Category
Documents
-
view
223 -
download
0
description
Osa 2: Metallin liiketoimintakonseptit
Transcript of ICT:n mahdollisuudet metalliteollisuudessa, osa2

Osa 2: Metallin liiketOiMintakOnseptit
suomen teollisuudessa toteutettavat liiketoimintamallit ovat pakotta-vassa muutoksessa. Yritykset ovat tilanteessa, jossa ne ovat joutuvat ottamaan itsenäisesti vastuuta oman kehityspolkunsa luomiseksi ulos taantumasta. iCt on keskeinen osa tätä polkua.
ICT:n mahdollisuudet metalliteollisuudessa
2
Sisällys
alkUsanat ....................................................................................................................... 3
tiiVistelMÄ ....................................................................................................................... 4
1. kOHti MUUtOsta - MetalliteOllisUUDen liiketOiMintakOnseptit ......... 5
1.1 arvoketjuanalyysi ......................................................................................................... 5
1.2 taktiset vaihtoehdot liiketoiminnassa ........................................................................ 6
1.2.1 Hyökkäys vai puolustus ............................................................................................ 6
1.2.2 Virtautus (lean) vai ketteryys (agile) ..................................................................... 7
1.3 Oman liiketoimintakonseptin asemointi .................................................................... 8
1.3.1 Hajautetut organisaatiot ........................................................................................... 10
1.3.2 keskitetty yhteenliittymä ......................................................................................... 10
1.3.3 liiketoimintamallien valinta ..................................................................................... 11
1.4 liiketoiminnan kehityksen painopisteitä ................................................................... 12
1.4.1 tuotekehitys ............................................................................................................... 12
1.4.2 tuotantoteknologian kehitys ................................................................................... 12
1.4.3 Hankintatoimi ............................................................................................................ 13
1.4.4 laadunhallinta ........................................................................................................... 14
1.4.5 tuotannonohjaus ja projektinhallinta ..................................................................... 14
ICT:n mahdollisuudet metalliteollisuudessa. Osa 2 Metallin liiketoimintakonseptit.
Julkaisusarjan tekijä BusinessOulu, TeollisuusForum.
Julkaisuvuosi 2013 (pdf)
ISBN 978-952-5465-75-4

3
ALKUSANATMetalliteollisuus on tärkeä osa teollisuutta lähes kaikissa maailman kansanta-louksissa. 1980-luvulla metalliteollisuudessa käynnistyi muutos, jossa alihan-kintatoiminta lisääntyi. tuotteita oli tuohon saakka valmistettu raaka-aineista valmiiksi tuotteiksi yhden tehtaan sisällä.
1990-luvulla internet mahdollisti liiketoimintamallien kehittymisen edelleen. toimialan globalisoituminen jatkui vahvasti. alihankintatoiminta ketjuuntui samalla kun välineet hallita lisääntyvää tietomäärää kehittyivät. 2000-luvulla globalisaatio alkoi vaikuttaa koko teollisuuteen. kaukoidän nouseminen talous-mahdiksi on epäilemättä seurausta siitä.
suomen metalliteollisuus on epäilemättä taitekohdassa. työn yksikkökustan-nukset ovat korkeita globaalia kilpailua ajatellen, ja suomen teollisuus on li-säksi ollut sidottu laskevien lopputuotehintojen tuotteisiin, kuten paperi ja elektroniikka. toisaalta, metalliteollisten investointihyödykkeiden hinnat glo-baaleilla markkinoilla eivät ole merkittävällä tavalla laskeneet.
tässä selvitystyössä pyritään antamaan tilannekuva metalliteollisuuden tilan-teesta 2012 lopussa. Uusien ratkaisujen pohdinnan tueksi kuvataan metallite-ollista toimintaympäristöä ja käsitellään selvityksen aikana havaittuja ratkaisu-malleja, tilanteen parantamiseksi. selvitystyön painopisteeksi valittiin lisäksi tarkastella, mikä on iCt-teollisuuden tarjoama tuki metalliteollisuudelle, erityi-sesti pienille pk-yrityksille.
selvitys on tehty BusinessOulun toimeksiannosta. sen laatimisessa on hyö-dynnetty erityisesti euroopan komission vuonna 2009 julkaisemaa selvitystä euroopan metalliteollisuuden rakenteesta. selvityksen yhteydessä on myös haastateltu perämerenkaaren alueella toimivien metalliyritysten henkilöitä ja selvitetty eri toimijoiden näkökulmia metalliteollisuuden tulevaisuuteen.
kiitän kaikkia uusia näkökulmia ja mielipiteitä esittäneitä henkilöitä arvokkaas-ta tuesta selvityksen tekemisessä. Metalliteollisuus on ehkä taitekohdassa suo-messa, mutta sillä on myös tulevaisuus.
Oulussa 3.5.2013Jani nurminen

4
TIIVISTELMÄeuroopan talousalue on toistaiseksi ollut globalisaation yksi häviäjistä. kahden viimeisen vuoden ajan, euroopan talous on ollut päämarkkinoista ainoa, joka supistuu.
Vuosina 2006–2009 euroopan komissio teki mittavan selvitystyön euroopan metalliteollisuuden rakenteen kartoittamiseksi. Raportti nosti esille yhden sisä-markkinan tavoitteet (single Market iniative). linjassa tämän poliittisen tavoit-teen kanssa on kehitetty yhteisvaluuttaa ja sepa-maksualuetta kaupankäynnin edistämiseksi. Haasteina ovat kuitenkin edelleen talousalueen sisäinen polaari-suus, kuten kulttuurierot.
euroopan (eU 27) alueella toimii yli 407.000 metallialan yritystä, joista valtaosa, 80 prosenttia, työllistää alle 10 henkeä. toimiala on siis pirstaleinen ja pienten toimijoiden täyttämä.
suomen viennistä kaksi kolmasosaa on perinteisesti suuntautunut euroopan markkinoille. On selvää, että euroopan ongelmat heijastuvat myös suomen metalliteollisuuteen. Haastavana aikana investointeja lykätään, ja investointite-ollisten hyödykkeiden kysyntä hiipuu.
suomen vientiteollisuuden haasteet ovat monitahoisia. pidemmällä aikavälil-lä, suomen teollisuuden on lähes pakko muuttua. Vienti on perinteisesti ollut suuryritysten varassa, ja pk-yritysten oma kansainvälinen toiminta vähäisem-pää. Ulkomaisten suuryritysten sijoittuminen suomeen on hiipunut, ja suoma-laisten suuryritysten henkilöstö ulkomailla on kasvanut. suomalaisilla metalli-yrityksillä menee hyvin, mutta ei suomessa.
2012 suoritetun toimitusjohtajakyselyn mukaan, tietoteknologia on ensimmäi-sen kerran ohittanut ihmiset ja osaamisen ja noussut ykköseksi, yhtiöitä eniten lähivuosina muuttavien tekijöiden listalla. Jo neljännes globaalista talouskas-vusta on ollut internetin luomaa tiedonhallinnan kehittymistä. lisäksi suomeen tehtävät investoinnit ovat muuntumassa voimakkaasti aineellisista investoin-neista aineettomiksi, t&k-toiminnaksi ja muun muassa ohjelmistoiksi.
Yhteiskunnallisten päätösten lisäksi, suomen teollisuudessa toteutettavat lii-ketoimintamallit ovat pakottavassa muutoksessa. tässä selvityksessä etsitään vastauksia siihen, millä keinoin yritykset voivat hyödyntää iCt:tä tässä muutok-sessa. Yritykset ovat tilanteessa, jossa ne ovat joutuvat ottamaan itsenäisesti vastuuta oman kehityspolkunsa luomiseksi ulos taantumasta. iCt on keskeinen osa tätä polkua.

5
1. Kohti muutosta – metalliteollisuuden liiketoimintakonseptit
alihankintateollisuudesta puhutaan usein kysyntä-ohjautuvana teollisuutena (Demand-Driven industry). kuitenkin, vaikka metalliteollisuudessa kyse on puhtaasti kysynnän mukaan toimivasta teollisesta ekosysteemistä, kysynnällä tarkoitetaan tässä yhteydessä eri asiaa.
On olemassa määriteltävissä oleva spesifi, metallien kulumiseen ja kulutukseen perustuva kysyntä valmiille investointiteollisille hyödykkeille, ja on olemassa kysyntä, jota ohjaavat päätökset luoda jotain uutta. kysynnän muodoista näistä kahdesta jälkimmäistä on mahdoton ennakoida. kysyntä syntyy päätöksistä, joita ei perusteta historiaan vaan tulevaisuuden suunnitelmiin. siksi tätä ky-synnän osaa, jonka perusteella metallin alihankintateollisuus toimii, on hyvin vaikea ennustaa.
tämän vuoksi tulevaisuuden suunnitelmiin perustuvien investointiteollisten toimijoiden päätöksenteon lähtökohtana ei ole historiatietojen käsittely. Yk-sittäisen yrityksen menestys riippuu tällaisessa toimintaympäristössä toimin-takyvystä tilanteissa, joita on ollut mahdotonta ennustaa. tällöin painopiste esimerkiksi tietojen käsittelyssä siirtyy historiatiedon varastoimisesta ja jalos-tamisesta tiedon jakamisen ja yhteistoiminnan ohjaamisen tehostamiseen.
Uusissa teollisissa ekosysteemeissä, sisään rakennettu systeemiäly on siis saa-tavilla olevien resurssien, kapasiteetin, osaamisen ja taloudellisten tekijöiden organisointia älykkäällä tavalla. Älykkyys tuottaa tehokkaita ratkaisuja vastata kulloinkin kyseessä olevaan tarpeeseen. systeemitasolla tämä tarkoittaa oikei-den asioiden seuraamista, ja tiedon tuottamista ja jakamista systeemille opti-maalisella tavalla.
1.1 aRVOketJUanalYYsi
suomalaiselle teollisuudelle tunnusomaista on omien tuotteiden ja vahvojen tuotemerkkien, brändien vähyys. kilpailijamaihin verrattuna, esimerkiksi Ruot-sissa on suomeen nähden nelinkertainen määrä kansainvälisesti tunnistettuja tuotemerkkejä. Metalliteollisuudessa tämä vaikuttaa lähtötasoon, josta alihank-kijoiden on ponnistettava eteenpäin.
suomalainen teollisuus on tällä hetkellä arvoketjun näkökulmasta hyvin val-mistuskeskeinen. Valmistuskeskeisyyden ongelmana on, että kontrolli markki-noiden tuottamaan kysyntään on alhainen. suurillakaan valmistajilla on vain rajallisesti mahdollisuuksia vaikuttaa kysynnän muodostumiseen. kun tarkas-tellaan arvoketjua kokonaisuutena, niitä hallitsevat vahvat tuotemerkit ja niiden synnyttämä kysyntä, joka jakautuu toimittajien joustavalle verkostoille.
Kuva 1. Arvoketju kokonaisuutena (Nesme 2010).
katetuoton ja toiminnan kannattavuuden näkökulmasta, kaikki arvoketjun vai-heet ovat kilpailtuja. Valmistuskeskeisyyden haasteena on, että korkean kus-tannustason alueena suomen teollisuus on sidottu alhaisen katetuoton toimin-taan.
Yritysten tulisi pohtia asemaansa arvoketjuissa myös muiden arvoketjun osien kohdalta. arvoketjussa kaikkia osia ei tarvitse tuottaa itse, vaan arvoketjussa kohoamine voi tarkoittaa myös kilpailijoita parempaa muiden ketjun osien hal-lintaa. iCt tarjoaa hyvät lähtökohdat arvoketjun muidenkin osien, kuin vain val-mistuksen, hallinnalle.
6
1.2 taktiset VaiHtOeHDOt liiketOiMinnassa
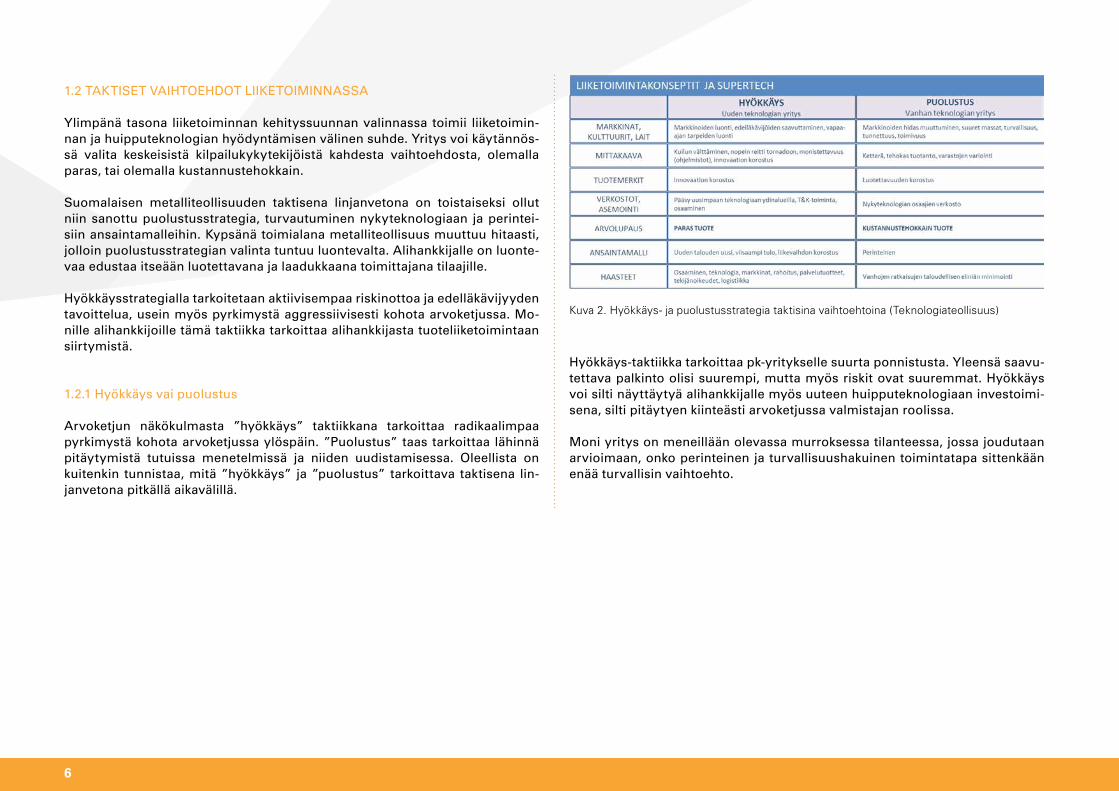
Ylimpänä tasona liiketoiminnan kehityssuunnan valinnassa toimii liiketoimin-nan ja huipputeknologian hyödyntämisen välinen suhde. Yritys voi käytännös-sä valita keskeisistä kilpailukykytekijöistä kahdesta vaihtoehdosta, olemalla paras, tai olemalla kustannustehokkain.
suomalaisen metalliteollisuuden taktisena linjanvetona on toistaiseksi ollut niin sanottu puolustusstrategia, turvautuminen nykyteknologiaan ja perintei-siin ansaintamalleihin. kypsänä toimialana metalliteollisuus muuttuu hitaasti, jolloin puolustusstrategian valinta tuntuu luontevalta. alihankkijalle on luonte-vaa edustaa itseään luotettavana ja laadukkaana toimittajana tilaajille.
Hyökkäysstrategialla tarkoitetaan aktiivisempaa riskinottoa ja edelläkävijyyden tavoittelua, usein myös pyrkimystä aggressiivisesti kohota arvoketjussa. Mo-nille alihankkijoille tämä taktiikka tarkoittaa alihankkijasta tuoteliiketoimintaan siirtymistä.
1.2.1 Hyökkäys vai puolustus
arvoketjun näkökulmasta ”hyökkäys” taktiikkana tarkoittaa radikaalimpaa pyrkimystä kohota arvoketjussa ylöspäin. ”puolustus” taas tarkoittaa lähinnä pitäytymistä tutuissa menetelmissä ja niiden uudistamisessa. Oleellista on kuitenkin tunnistaa, mitä ”hyökkäys” ja ”puolustus” tarkoittava taktisena lin-janvetona pitkällä aikavälillä.
Kuva 2. Hyökkäys- ja puolustusstrategia taktisina vaihtoehtoina (Teknologiateollisuus)
Hyökkäys-taktiikka tarkoittaa pk-yritykselle suurta ponnistusta. Yleensä saavu-tettava palkinto olisi suurempi, mutta myös riskit ovat suuremmat. Hyökkäys voi silti näyttäytyä alihankkijalle myös uuteen huipputeknologiaan investoimi-sena, silti pitäytyen kiinteästi arvoketjussa valmistajan roolissa.
Moni yritys on meneillään olevassa murroksessa tilanteessa, jossa joudutaan arvioimaan, onko perinteinen ja turvallisuushakuinen toimintatapa sittenkään enää turvallisin vaihtoehto.

7
1.2.2 Virtautus (lean) vai ketteryys (agile)
Osin taktisen valinnan perusteella, yritys joutuu asemoimaan itsensä lisäksi tuotantomoodin perusteella. seuraavassa on kuvattu, mitä tuotantomoodeilla tarkoitetaan ja mitkä ne ovat. Wadhwa & Rao (2003) jaottelivat tuotantomoo-deja seuraavasti:
1. Make-to-stock (Valmista tuote varastoon)2. assembly-to-Order (kokoonpane tuote tilauksesta)3. Make-to-Order (Valmista tuote tilauksesta)4. engineer-to-Order (Räätälöi tuote tilauksesta)5. innovate-to-Order (suunnittele tuote tilauksesta)6. Rise new Competencies (kehitä uutta osaamista)
suomen teollisuus toimii pääosin Make-to-Order – tuotantomoodissa. tuotteet valmistetaan ja materiaalit tuotteisiin tilataan vasta asiakkaan tilauksesta. Val-mistuksessa käytetään tilaajalta saatuja kuvia ja muuta spesifikaatiota.
1. Varastoon valmistaminen (Mts) toimii moodina silloin, kun yrityksellä on kilpailukykyinen tuote/tuotantokoneisto ja toimiva jakelutie tuotteelle.
2. Kokoonpano tilauksesta (atO) toimii moodina silloin, kun tuote on kilpailu-kykyinen, jakelutie on toimiva ja kokoonpanokustannusten osuus tuotteen hin-nasta ei ole kovin suuri.
3. Tilauksesta valmistaminen (MtO) toimii moodina parhaiten silloin, kun val-mistuksen hinta on kilpailukykyinen ja logistinen sijainti asiakkaaseen nähden on suotuisa.
4. Tuotteen räätälöinti tilauksesta (etO) toimii moodina silloin, kun tuote on kilpailukykyinen, yleensä onnistuneesti moduloitu, ja sen valmistus on onnis-tuttu toteuttamaan kilpailukykyisesti.
5. Tuotteen innovointi tilauksesta (itO) toimii moodina, kun yrityksellä on osaamista, joka luo kilpailuetua.
6. Uuden osaamisen/kilpailukykytekijän kehittäminen on toimialansa huippu-yritysten moodi, jossa uutta kilpailukykyä etsitään ja kehitetään osana liiketoi-minnan strategiaa.
suomen teollisuuden kannalta tämä on huono asia, sillä kustannustaso on kor-kea ja logistinen asema huono.
seuraavassa kuvassa tuotantomoodit on asetettu keskinäiseen vertailuun. suomessa yleisin tuotantomoodi sijaitsee ääripäiden välissä. korkean teknolo-gian yritykset ja korkein lisäarvo sijaitsevat ydintoimintojensa osalta enemmän oikealla, jossa korostuvat laaja-alainen osaaminen ja innovaatiot.
Kuva 3. Tuotantomoodit ja niihin liittyvät vaatimukset toiminnan ketteryydelle (Wadhwa & Rao 2003)

8
liiketoiminnan näkökulmasta oleellista on tunnistaa, mihin suuntaan tuotanto-moodia tulisi pyrkiä muuttamaan. karkeasti määritellen, vakio/standardituot-teiden valmistuksessa pyritään virtauttamaan valmistusta ja toimitusketjuja. Räätälöityjen tuotteiden valmistuksessa ketteryyden tarve kasvaa. tätä kette-ryyttä myös usein kutsutaan toimintakyvyksi, yrityksen valmiuksille mukauttaa toimintaansa vastaamaan kulloistakin kysyntää.
tuotantomoodit tarjoavat myös karkean tavan arvioida tuotannollisen toimin-nan edellytyksiä suomessa. tuotantomoodin muutos on raskas muutosproses-si, joka näyttäytyy pitkään muuttumattomasti toimineille yrityksille kestämät-tömältä ponnistukselta. siitä huolimatta, tuotantomoodin muutoksia tehdään eri toimialoilla, ja varsin nopeasti.
taktisten valintojen perusteella, hyökkäystaktiikka näyttäisi tarkoittavan ensisi-jaisesti tuotteiden kehittämistä ja ketteryyden lisäämistä.
tuotantomoodien näkökulmasta se tarkoittaisi modulaaristen tuotteiden val-mistukseen siirtymistä. Valmistajana toimiminen näyttäisi tarkoittavan tarkoi-tukseensa sopivan valmistuskapasiteetin parempaa hallintaa (hankinta).
1.3 OMan liiketOiMintakOnseptin aseMOinti
seuraavassa on kuvattu, millaisia liiketoimintakonsepteja metallialan yrityksis-sä toteutetaan. konsepteista on etsitty vahvuuksia ja heikkouksia, tarkasteltu konseptia organisaation rakenteen ja kulurakenteen kannalta, sekä pohdittu iCt:n hyödyntämistä eri konsepteissa.
Metalliyritysten liiketoimintakonseptit voidaan karkeasti jakaa kolmeen luok-kaan:
1. tuotekehitysperustainen konsepti (Omat tuotteet omassa jakelutiessä) 2. Valmistusperustainen konsepti (alihankkija/OeM-valmistaja, tuote asiakkaan jakelutiessä)3. palveluperustainen konsepti (palvelut selkeästi tuotteistettuja, palvelu tuote-taan usein asiakkaan tiloissa)
tuotekehitysperustaisessa konseptissa yrityksen resurssit on suunnattu erityi-sesti tuotekehitykseen, kustannustehokkaaseen valmistukseen sekä myyntiin ja markkinointiin. alihankkijaan verrattuna huomio kiinnittyy myös kuluraken-teeseen ja myynnin/markkinoinnin rooliin konseptissa. Oman jakelutien lisäksi yritys on yksin vastuussa loppuasiakkaasta ja tämän tarpeiden huomioimises-ta.
Valmistusperustaisessa konseptissa valtaosa yhtiön kuluista menee tuottee-seen. Myynnin näkökulmasta, asiakas on järjestänyt kysynnän myytävälle valmistuspalvelulle eikä markkinointia loppuasiakkaaseen päin tarvita. Valmis-tajan tehtävänä on lähes yksinomaan kulujen hallinta ja tehokkuuden kehittämi-nen valituilla valmistuksen osa-alueilla.
palveluperustaisessa konseptissa on sekä tuote- että alihankintatoiminnan piirteitä. tuotemielessä, palvelutuote toisaalta tarjoaa mahdollisuuden tuote-liiketoiminnan monistettavuuteen, mutta resurssien hallinta on hyvin erilaista kuin perinteisessä valmistusalihankinnassa. palveluperustaisessa konseptissa palvelu toteutetaan missä tahansa päin maailmaa, joka asettaa vaatimuksia liik-kuvien resurssien hallinnalle. tämä voi siis koskea myös valmistusalihankinnan toteuttamista lähellä loppuasiakasta, mutta joka on periaatteellisesti rajattu valmistusperustaisen konseptin alle.

9
Kuva 4. Tuotekehitysperustainen, valmistusperustainen ja palveluperustainen liiketoimintakon-septi. Esitetyt luvut ovat konseptien eroja havainnollistavia, (Nesme 2008).
kuvasta nähdään, miten kolme erilaista liiketoimintakonseptia poikkeavat toi-sistaan muun muassa vahvuuksien ja heikkouksien, organisaatiorakenteiden ja kulurakenteiden osalta. Oleellista on myös havaita, että erilaisten konseptien samanaikainen toteuttaminen on vain harvoin kannattavaa pk-yritykselle.
- Valmistusalihankkijan organisaatiorakenne on matala ja viestintä yksisuun-taista. Valmistuksen näkökulmasta malli on heikko kasvualusta henkilöstön suunnasta nouseville kehitysideoille, ja myös suunnittelun ja valmistuksen yh-teistyön kehittämiselle. Osaamisen hyödyntäminen innovaatioiksi on vaikeaa.
- palveluperustainen konsepti mukailee asiantuntijaorganisaatiota rakenteen osalta, ja konseptissa yksittäisten työntekijöiden ja tiimien osaaminen korostu-vat. Osaamisesta saa hyvän katteen, mutta oikeiden asiakkuuksien ja palvelu-valikoiman valinta on haastavaa.
- tuotekehitysperustaisessa mallissa oleellisin ero valmistusalihankintaan on suhde myynti- ja markkinointitoimintaan sekä jakeluteihin. tuoteliiketoiminta
tarkoittaa myös tuoteriskejä, mutta nousu arvoketjussa on tuoteliiketoiminnan kannattaessa nopeinta.
Jos eri liiketoimintamalleja vertaillaan karkealla tasolla kasvun potentiaalin mu-kaan, on selvää että tuotekehitysperustaisen konseptin teoreettinen kasvupo-tentiaali on suurin. Ratkaisevaa vertailussa on, että tuoteliiketoiminta skaalau-tuu palveluita ja valmistusta paremmin.
Kuva 5. Yritysten tyypillisiä kokoluokkia eri konsepteissa (Nesme 2008)
Yllä olevassa kuvassa on havainnollistettu tyypillisiä yrityskokoja toimitusket-jun eri osissa. kohoaminen arvoketjussa tarkoittaa useimmiten myös suurem-paa vastuunkantokykyä, joten kasvun tavoite on myös pitkän aikavälin kannat-tavuuden näkökulmasta suotavaa.
seuraavassa tarkastellaan kahta erilaista organisaatiomallia, jotka periaattees-sa soveltuvat kaikkien kolmen erilaisen liiketoimintakonseptin toteuttamiseen.

10
1.3.1 Hajautetut organisaatiot
Hajautetun organisaation mallissa tuotteen tuotannollinen ja elinkaaren-aikai-nen toiminta on nimensä mukaisesti hajautettu. Osa toiminnoista voi olla kiin-teämmin tilaajaan kytkettyä, osa joustavasti toimittajilta alihankittua. Mallia on tutkittu muun muassa aalto-yliopiston Globenet – projektissa ja se toimi yhte-nä tutkimusteemana tekesin tuotantokonseptit -ohjelmassa.
Malli soveltuu parhaiten suurille ja keskisuurille yrityksille, jotka tekevät suu-rempia toimituksia ja osakokonaisuuksia ja joilla on resursseja hallita monimut-kaisempia toimituksia. Mallin suurimmat hyödyt muodostuvat joustavuudesta, joka käsittää sekä hinnan että toimitusajan. Mallin haasteina ovat muun muas-sa toimitusketjun hallinta ja laadun säilyttäminen.
Kuva 7. Hajautettu organisaatiomalli (Tekes, Tuotantokonseptit -ohjelma)
Hajautetun mallin ideaalikuvana on muodostaa hintakilpailukykyinen verkosto, jonka joustavuus voi vaihdella. Joustavuutta säädetään sopimuksilla tilaajien ja toimittajien kesken. Malli toimii parhaiten keskisuurille ja suurille yrityksille, mutta erityisesti tietotekniikan ansiosta mallia on mahdollista soveltaa myös entistä pienemmissä organisaatioissa.
Hajautetun organisaation malli on tällä hetkellä ehkä eniten metalliteollisuuden toimitusketjuja kuvaava. pienten yritysten on pohdittava oma asemansa siinä tarkasti, mutta malli tarjoaa myös kehityspolkuja arvoketjussa kohoamiselle. pienten alihankkijayritysten rooliksi useimmiten jää vain olla löydettävissä ja pitää kustannustaso ja laatu kilpailukykyisenä.
1.3.2 keskitetty yhteenliittymä
CsM (Competitive sustainable Manufacturing) on tampereen teknillisessä yli-opistossa kehitetty tuotantokonsepti ja – malli. Mallilla tavoitellaan hintakilpai-lukykyistä ja kestävää tuotantoa, jossa saman katon alle kootut yritykset voivat tehdä uudenlaista yhteistyötä.
Mallissa pk-yritykset sijoittavat tuotannollista toimintaa yhteisiin tiloihin, jos-sa ne voivat jakaa samoja resursseja, kuten infrastruktuurin sekä tuotanto- ja ohjelmistoteknologiaa. Hotelli voi toimia esimerkiksi suuren tilaajan lähistöllä tai alueellisena keskuksena. Useammat hotellit voivat myös muodostaa oman hotelliverkoston.
CsM -hotellikonseptissa yhdistyvät ekologinen -tehdasajattelu ja ketterä tuo-tanto siten, että infrastruktuuri ja erikoistumista vaativat palvelut tarjotaan hotellin palveluina. Malli antaa hotellissa toimiville yrityksille mahdollisuuden keskittyä omaan ydinosaamiseen, ja tarjoaa lisäksi erään innovaatioympäristön vaihtaa kokemuksia ja tietoja.

11
Kuva 8. CSM -hotellikonsepti (Tekes, Tuotantokonseptit – ohjelma)
CsM -hotellissa toimimisen uskotaan vaikuttavan ketteryyteen, kilpailukykyyn ja kustannustehokkuuteen. Myös laatukustannusten odotetaan pienenevän ja jäljitettävyyden parantuvan. Osana mallia on myös tietty avoimuuden periaate, jossa tietoa ja kokemuksia jaetaan hotellissa toimivien yritysten kesken.
1.3.3 liiketoimintamallien valinta
liiketoimintamallin valinnassa yritys siis joutuu tarkastelemaan, aikooko toimia hajautetusti vai keskistetysti (vertikaali), ja mihin liiketoimintakonseptiin (ho-risontaali) toimintaa pyritään ohjaamaan. seuraavassa on esitetty muutamia havaintoja ja suosituksia näihin liittyen.
Yhteistoiminnan kehittäminen on noussut yhdeksi keskeisiksi teemoiksi liike-toiminnan kehittämisessä. kollaboraatiota on edistetty sen eri muodoissa jo pitkään. niistä tutuimpia ovat yhteismarkkinointiin liittyvät kehitelmät, kuten vientirenkaat ja strateginen partneruus. tietoteknisesti yhteisessä käytössä oleva asiakastietojen ja kontaktien jakaminen (CRM) ovat olleet edistyksellisten yritysten käytössä jo vuosia.
Osto- ja myyntitoiminnan kehittäminen eri organisaatioiden välillä on ollut pit-kään toiminnan-ohjausjärjestelmien kenttää. eRp-järjestelmien välille on ke-hitetty 1990-luvulta lähtien yhteensopivia rajapintoja ja rajapintastandardeja, yhdistämään eri toimijoiden tietojärjestelmiä varastojen seuraamiseksi ja tran-saktioiden helpottamiseksi. Uusimpana tulokkaana kaupankäynnin osalta ovat sähköiset hankintaportaalit, jotka toistaiseksi ovat vielä keskittyneet lähinnä valmiiden tuotteiden hankintaan.
Kuva 9. Erilaisia yhteistyön ja muun kollaboraation muotoja yrityksissä. (NESME Consulting)
Ostajan ja myyjän, tilaajan ja toimittajan kohtaamiselle eri tasoilla on etsitty uusia muotoja jo pitkään. Ohessa on kuvattu yksinkertaistetusti tilaus-toimi-tusketjun vaiheet molemmilla osapuolilla. kuvassa näkyy, miten ostaja (rat-kaisutoimittaja) ja toimittaja (alihankkija) yleensä investointipainotteisessa teollisuudessa kohtaavat. itsenäisillä yrityksillä on omat asiakaskuntansa. Mo-lemmat vastaavat omalta osaltaan tuotetietonsa hallinnasta.
kOkeMUksia VeRkOstOMaisesta tOiMintaMallista
teknologiateollisuuden tRiO-ohjelma (2005 - 2009) keskittyi verkostojen luo-miseen paikallisten toimijoiden kesken. tavoitteena oli synnyttää 20 uutta jär-jestelmätoimittaja suomeen. alkuvaiheessa toiminta näytti lupaavalta, mutta

12
loppua kohden yritykset palasivat lähtöruutuun. talouden taantuma mitä ilmei-simmin pakotti yritykset keskinäisen kilpailun asetemaan, ja vain pakottava yh-teistyö yritysten välille jäi elämään. (Metallitekniikka)
tämän kokemuksen perusteella, hajautettu ja joustava liiketoimintamalli ja siihen sopeutuminen näyttäisi keskittämistä tehokkaammalta tavalta vastata hintapaineisiin ja kansainvälistymisvaatimuksiin. lisäksi keskitetyn mallin ero nykyisten teknologiakylien toimintaan on varsin pieni.
tUOteliiketOiMintaan siiRtYMinen
kapasiteetin käyttöasteesta huolehtiminen on luonteva näkökulma alihankkijal-le. Usein alihankkijat pohtivat kehitystä niistä lähtökohdista, että kapasiteetin käyttöastetta hiljaisina aikoina voisi nostaa varastoon valmistettavilla tuotteil-la.
Varastoon valmistaminen tarkoittaa kuitenkin samalla, että jo valmistettujen tuotteiden kilpailukyvystä markkinoilla tulee pitää huolta. Jollei näin tehdä ja tuotteita markkinoida, jo valmistetut tuotteet jäävät varastoon. kulurakenteen näkökulmasta, alihankkijat ovat toisaalta tottuneet minimoimaan kaikkia kus-tannuksia, ja markkinoinnin kustannukset nähdään suurena kulueränä.
tuoteliiketoiminnan ja alihankintatoiminnan välisen organisaatio- ja kulura-kenteen erilaisuuksien johdosta, tuoteliiketoiminta ja valmistusalihankinta soveltuvat heikosti samaan yhtiöön. Vain hyvin harva organisaatio kykenee toteuttamaan molempia, tuote- ja valmistuspohjaisia liiketoimintakonsepteja samanaikaisesti tehokkuutensa molemmissa säilyttäen.
1.4 liiketOiMinnan keHitYksen painOpisteitÄ
seuraavassa esitetään näkökulmia teemoihin, jotka selvitysten perusteella kos-kettavat erityisesti suomalaisen metalliteollisuuden pk-sektoria. teemoja käsi-tellään selvityksen luonteen mukaisesti liiketoimintapainotteisesti.
1.4.1 tuotekehitys
tuotekehityksen tukemiseksi suomessa on merkittävät resurssit, jotka ovat myös pk-yritysten käytettävissä ja saatavilla.
korkean teknologian osaamisresurssien hankinta on kattavan insinööri- ja dip-lomi-insinöörikoulutuksen ansiosta yksi suomen toimintaympäristön vahvuuk-sista. erityisesti Di-koulutus tarjoaa hyvät valmiudet tuotekehitykselle, joka po-tentiaali jää tällä hetkellä konepajateollisuudelta omien tuotteiden puuttuessa hyödyntämättä. tuotekehityksen lisäämistä edesauttaa myös merkittävä julki-nen tuki ja ohjaus, jota varten suomessa on kattava tutkimus- ja testauspalve-luiden verkosto.
suurimmat haasteet tuotekehitystoimintaan siirtymisessä ovat tuoteliiketoi-mintaan liittyvä osaaminen ja sen puute. tuotemerkin imagon rakentaminen, jakeluteiden muodostaminen ja tuoteliiketoiminnan edellyttämän organisaa-tio- ja kulurakenteen omaksuminen edellyttää erityyppistä johtamista. tekni-sessä mielessä, tuote- ja laatustandardeihin liittyvä osaaminen on myös osin puutteellista. tuotteisiin liittyvän tiedon käsittelyyn valmiudet ovat hyvät.
1.4.2 tuotantoteknologian kehitys
euroopan komission teettämän selvityksen (2009) mukaan, metalliteollisuu-teen merkittävällä tavalla vaikuttavia uusia tuotantoteknologioita ei ole näkö-piirissä. Muutamia lupaavia teknologioita on kuitenkin nousemassa, joista tar-kastellaan lähemmin hitsausta.
Hitsausteknologiaa hyödyntävissä yrityksissä, uusien lasertyöstömenetelmi-en tehokkaampi hyödyntäminen on yksi tuottavuuden kehittämisen painopis-teistä. laserhitsauksella on mahdollista saavuttaa monia etuja, kuten suuria

13
hitsausnopeuksia, nykyistä pienempiä muodonmuutoksia työkappaleissa sekä nykyistä parempi hitsausprosessin hallinta. laserlaitteiden ongelmiksi koetaan kuitenkin riittävän työmäärän löytäminen, joka piirre korostuu nykyisessä ly-hyiden sarjojen ja prototuotteiden valmistukseen perustuvassa liiketoiminnas-sa. tässä mielessä, mahdollisia liiketoimintamallien muutoksia tulisi erityisesti tarkastella uusien teknologioiden tarjoamat mahdollisuudet huomioiden.
automaation lisääminen on yksi keskeisistä vaikutuskeinoista valmistuksen tehokkuuteen. erityisesti keskipitkien ja pitkien sarjojen tuotevalmistuksessa, tuotantoautomaatiolla on suuri merkitys. Myös lyhyiden sarjojen valmistukses-sa, esimerkiksi työkappaleiden liikutteluun ja kääntelyyn parhaan työasennon saavuttamiseksi, automaatiolla voidaan edesauttaa kustannustehokkuuden pa-ranemista.
1.4.3 Hankintatoimi
Hankintatoimen osuus pk-yrityksen menoista on jopa 75 prosenttia, joten han-kintojen järkeistämisellä on mahdollisuus saavuttaa nopeita ja merkittäviä tu-loksia. Usein toimialan yritykset keskittyvät hankinnoissaan lähinnä materiaali, komponentti- ja palvelualihankintoihin. Valmistusalihankinnan merkitys on kui-tenkin taantuman jälkeen noussut suureksi.
tekesin teettämän selvityksen (2010) mukaan, 82 prosenttia suomalaisista me-tallialan yrityksistä teki jo - tai harkitsi siirtymistä kansainväliseen valmistus-alihankintaan. 92 prosenttia yrityksistä ilmoitti kansain-välisellä hankinnalla tähdättävän hintakilpailukyvyn parantumiseen. 74 prosenttia yrityksistä pyr-ki olemaan ilman välikäsiä suoran yhteydessä toimittajiin. (nikolai sourcing, 2010)
Kuva 10. Tekesin teettämän hankintatoimi-selvityksen tulokset (Nikolai Sourcing, 2010).
tulos on luonteva, kun sitä tarkastelee yritysten kokemien vaihtoehtojen kaut-ta. kovassa hintapaineessa, vaihtoehtoja kustannuskilpailukyvyn kautta voi-daan etsiä neljää (4) reittiä:
1. Oman tuotantotoiminnan aloittaminen matalan kustannustason alueella2. Ulkomaisen työvoiman tuonti suomeen3. kansainvälisen hankinnan lisääminen, ja 4. Oman tuotannon tuottavuuden kohentaminen
Vaihtoehdoista nähdään, että kohdan 3. kansainvälisen hankinnan lisääminen on vaihtoehdoista helpoin ja matalariskisin. samalla hankintojen aloittamisella voidaan tähdätä hintakilpailukyvyn lisäksi omien toimitusketjujen suuntaami-seen kohti loppuasiakasta (global delivery). Oma kansainvälinen toimittajaver-kosto myös lisää mahdollisuuksia osallistua toimituksiin, joissa tilaajan toimes-ta on asetettu vaatimuksia tehtävän työn kotimaisuusasteesta.

14
1.4.4 laadunhallinta
Hintakilpailukyvyn kanssa rinnan on kyettävä varmistamaan korkea laatutaso sekä tuotteissa että palveluissa. Myös mahdollisesti lisääntyvä kansainvälinen hankintatoimi asettaa vaatimuksensa laadunhallinnalle.
Hitsaavassa teollisuudessa erityisesti hitsauksen laatutason nostoa tarvitaan vaativiin toimituksiin osallistumiseksi. toimialaa koskettavat noin 250 hit-sausstandardia sekä painelaite- (peD) ja laivavarustedirektiivit (MeD) ja nii-den hallinnan kehittäminen ovat suomalaiselle metalliteollisuudelle tärkeitä. eU-alueen ulkopuolelle suuntautuvan tuonti- ja vientitoiminnan kannalta myös Reach-asetuksen sisällön tuntemus on tärkeää.
Uusimmista toimialaan vaikuttavista muutoksista Rakennustuoteasetus (eU) n:o 305/2011 vaikuttaa myös joiltain osin metallituotteiden valmistajiin. asetus korvaa nykyisen Rakennustuotedirektiivin ja astuu voimaan 1.7.2013. asetuksen myötä Ce-merkintä tulee pakolliseksi lain soveltamisalaan kuuluvien tuotteiden osalta. lakia sovelletaan harmonisoidun tuotestandardin piiriin kuuluviin ra-kennustuotteisiin. tällaisia ovat muun muassa kantavat teräsrakenneosat.
Ce-merkintää ei kuitenkaan tarvita tuotteille, jotka on valmistettu tilauksesta tiettyyn kohteeseen muuten kuin sarjatuotantona ja joiden kiinnittämisestä ra-kennuskohteeseen vastaa valmistaja. komissio määrittelee ”muun kuin sarja-valmisteisen” tuotannon käsitteet tarkemmin myöhemmin.
kansainvälistyminen ja asiakkuuksien hakeminen ajoneuvoteollisuudesta saat-taa johtaa ajoneuvovarustedirektiivin ja e-tyyppihyväksyntään tarvittavien menettelyiden hallinnan tarpeisiin. tällöin yrityksen tulee luoda valvovan vi-ranomaisen (ake) ja direktiivin 2005/66/eY vaatimukset täyttävä järjestelmä tuotannon laadunvarmistukselle. Järjestelmä pohjaa sFs en-isO 9001 standar-diin, johon on tehty ajoneuvohallintokeskuksen hyväksyntäasiakkaan proses-sien arviointia (Hap) varten täydennyksiä.
1.4.5 tuotannonohjaus ja projektinhallinta
tuotannonohjauksen haasteita metalliteollisuudessa on pyritty ratkaisemaan jo pitkään. Vuonna 2003 Vtt selvitti tuotannonohjauksen parhaita käytäntöjä suomessa. selvityksen lopputuloksena todettiin, ettei tutkimuksen kuluessa tullut mitään selkeää konstia, joilla tuotannonohjauksen haasteet kyettäisiin ratkaisemaan. konepajojen toiminta on luonteeltaan dynaamista ja monimut-kaista. (Vtt, tuotannonohjaus pc-konepajateollisuuden alihankintaprosesseis-sa, 2003)
Kuva 11. Tuotannonohjaus pk-konepajateollisuuden alihankintaprosesseissa (VTT, 2003).

15
tyypillisesti tuotannonohjaukseen käytettävä tietojärjestelmä on eRp, eli yri-tyksen toiminnan-ohjausjärjestelmä. Myös räätälöityjä sovelluksia on jonkin verran käytössä. pääosin metallialan pienet alihankkijat kuitenkin toimivat il-man tuotannonohjausta. tällöin työnsuunnittelua tehdään käsin, esimerkiksi excel-taulukoin tai viikkosuunnittelun kautta.
eRp -järjestelmissä tuotannonohjaus on yleensä päätuotteeseen integroitu eril-linen moduuli. eRp -järjestelmin toteutettu tuotannonohjaus tarvitsee tausta-järjestelmiltä tiedot valmistettavista nimikkeistä. kun järjestelmään syötetyille nimikkeille on määritelty työvaiheet, työvaiheen suorittamisessa käytettävä resurssi sekä työvaiheen kesto, eri resursseille on mahdollista muodostaa tila-tuista nimikkeistä työjonoja valmistajan omille resursseille.
keskeinen haaste eRp -järjestelmillä toteutettavassa tuotannonohjauksessa alihankkijoilla on, että valmistettavilla nimikkeillä on vain vähän toistuvuutta. tällöin nimikkeiden tietoja ei koeta mielekkääksi syöttää järjestelmään tuotan-nonohjauksen edellyttämällä tasolla.
erityisesti ohutlevy- ja koneistusteollisuudessa on kuitenkin viime vuosina alettu soveltaa tietoteknisiä apuvälineitä, jotka murtavat eRp – järjestelmien vakaata asemaa tuotannonohjauksen kivijalkaratkaisuna. Uusimmat CaD/CaM – ohjelmistot määrittävät tarvittavat työvaihetiedot laitekohtaisesti suoraan CaD-aineistosta. Ohjelmistot purkavat tilauksen tiedot ja muodostavat yhdes-sä ohjelmistolle annettujen laitetietojen perusteella työmääräarviot ja työjonot. Markkinoilla on jo muutamia ohjelmistoja, jotka tukevat lähes kaikkia yleisimpiä työstölaitemerkkejä ja niissä käytettyjä ohjausjärjestelmiä.



![Osa2 Viljavuus Viljelykierrot muokattu.pptx [Vain luku] · 2014-09-24 · Vierekkäisten lohkojen vertailua AS 17. ... • Suunnitelma päivitetään vuosittain eri ryhmiin kuuluvilla](https://static.fdocuments.net/doc/165x107/5ed29e709c816a0c433263b5/osa2-viljavuus-viljelykierrot-vain-luku-2014-09-24-vierekkisten-lohkojen-vertailua.jpg)















