ICME Design of Ni Superalloys and Optimization for ... · ICME Design of Ni Superalloys and...
34
CHiMaD/SRG30 Mar 23-24, 2015 QuesTek Proprietary Information p. 1 ICME Design of Ni Superalloys and Optimization for Additive Manufacturing CHiMaD/SRG30 31st Annual Meeting Jiadong Gong, PhD Senior Materials Design Engineer QuesTek Innovations Mar 24, 2014
Transcript of ICME Design of Ni Superalloys and Optimization for ... · ICME Design of Ni Superalloys and...
CHiMaD/SRG30
Mar 23-24, 2015
QuesTek Proprietary Information
p. 1
ICME Design of Ni Superalloys and Optimization for
Additive Manufacturing
CHiMaD/SRG30
31st Annual Meeting
Jiadong Gong, PhD
Senior Materials Design Engineer
QuesTek Innovations
Mar 24, 2014

CHiMaD/SRG30
Mar 23-24, 2015
QuesTek Proprietary Information
p. 2
Outline
• ICME Background
• Case Study: Single Crystal Ni
– Design and Modeling
– Prototype and Characterization
• Additive Manufacturing of Ni Alloys
• Conclusion and Future
CHiMaD/SRG30
Mar 23-24, 2015
QuesTek Proprietary Information
p. 3
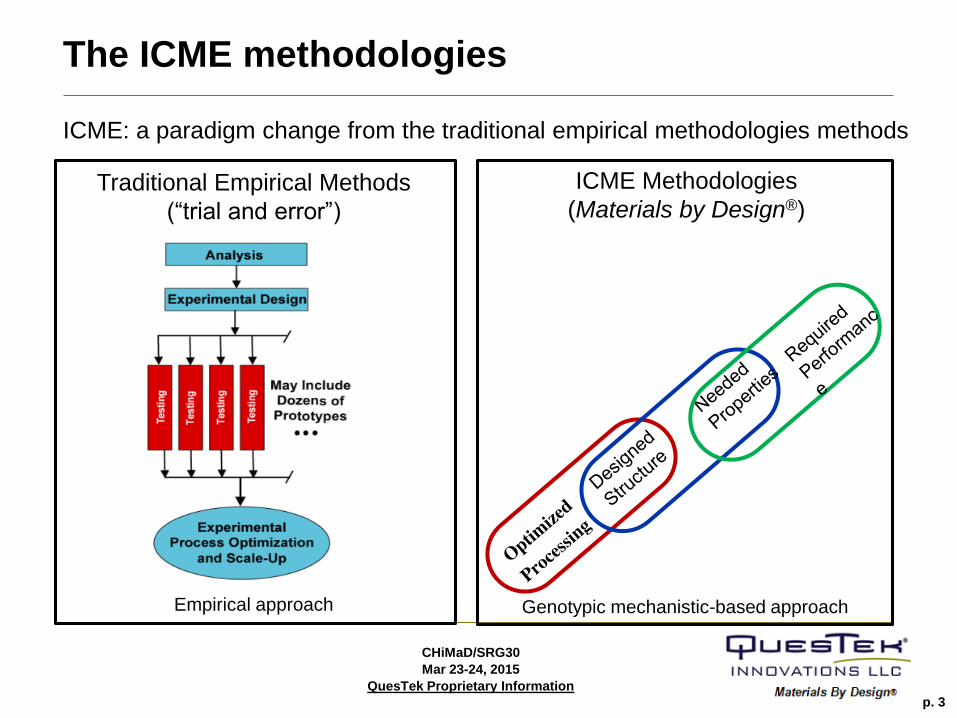
ICME Methodologies
(Materials by Design®)
Genotypic mechanistic-based approach
Traditional Empirical Methods
(“trial and error”)
Empirical approach
The ICME methodologies
ICME: a paradigm change from the traditional empirical methodologies methods
CHiMaD/SRG30
Mar 23-24, 2015
QuesTek Proprietary Information
p. 4
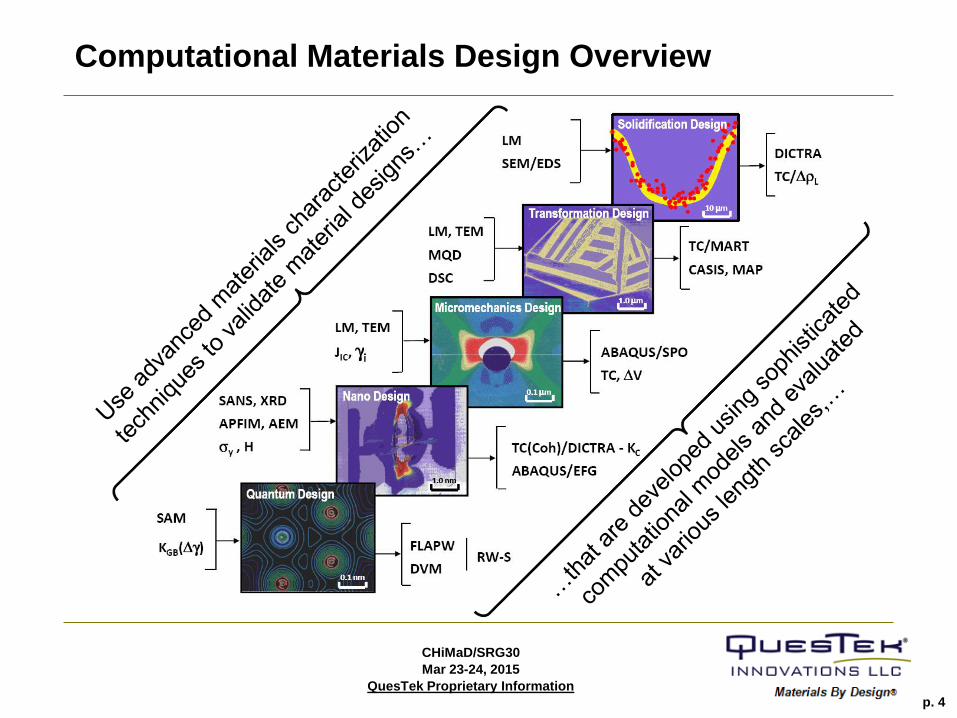
Computational Materials Design Overview

CHiMaD/SRG30
Mar 23-24, 2015
QuesTek Proprietary Information
p. 5
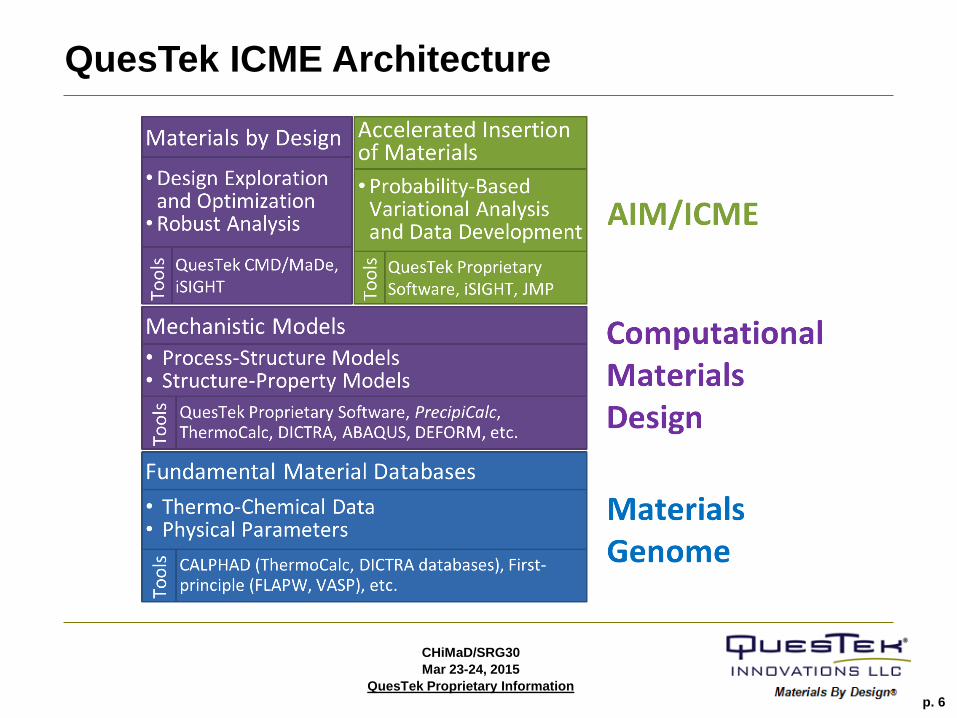
QuesTek’s ICME based Materials by Design®
• Combines rigorous stage gate materials design process with
proprietary:
– Thermodynamic & kinetic elemental databases
– Materials-specific software
– Mechanistic models (input chemistry and processing) for prediction
CHiMaD/SRG30
Mar 23-24, 2015
QuesTek Proprietary Information
p. 6
QuesTek ICME Architecture
CHiMaD/SRG30
Mar 23-24, 2015
QuesTek Proprietary Information
p. 7
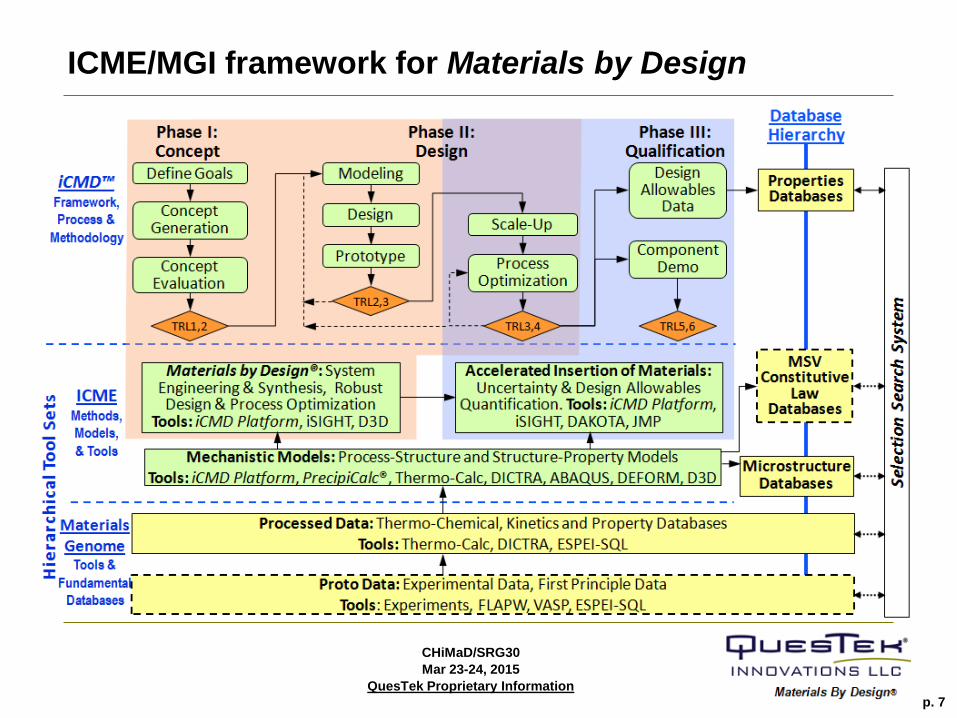
ICME/MGI framework for Materials by Design
CHiMaD/SRG30
Mar 23-24, 2015
QuesTek Proprietary Information
p. 8
Case Study: Single Crystal Ni Superalloy for IGT
• SX castings – High Temperature Performance
– Desirable from a creep standpoint – no grain boundaries
• IGT blade castings are large > 8 inches
– Slower solidification / cooling rates exacerbate processing issues (below)
• Primary casting (processing) constraints:
– Freckle formation
– Formation of high angle boundaries (HAB) and low-angle boundaries (LAB)
– Hot-tearing
– Shrinkage porosity
• 3rd generation blade alloys are especially difficult to cast as
SX due to their high refractory content
– Increased tendency for hot tearing
– Increased tendency for freckle formation
QuesTek’s proposed approach: ICME-based design of a new processable, high-
performance single crystal alloy for IGT applications
CHiMaD/SRG30
Mar 23-24, 2015
QuesTek Proprietary Information
p. 9
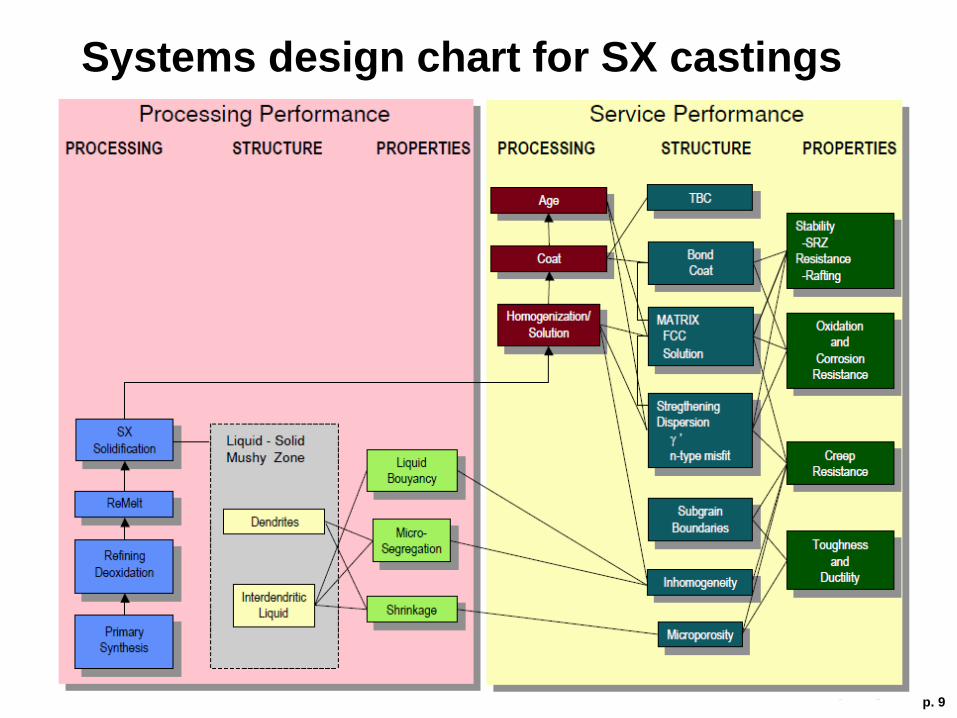
Systems design chart for SX castings
CHiMaD/SRG30
Mar 23-24, 2015
QuesTek Proprietary Information
p. 10
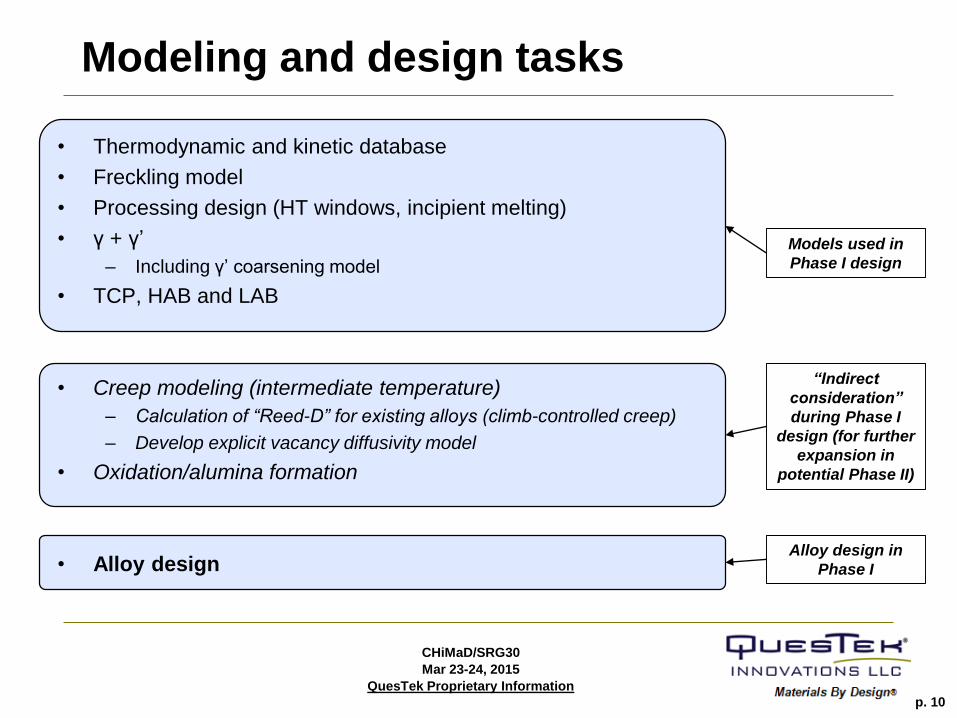
Modeling and design tasks
• Thermodynamic and kinetic database
• Freckling model
• Processing design (HT windows, incipient melting)
• γ + γ’
– Including γ’ coarsening model
• TCP, HAB and LAB
• Creep modeling (intermediate temperature)
– Calculation of “Reed-D” for existing alloys (climb-controlled creep)
– Develop explicit vacancy diffusivity model
• Oxidation/alumina formation
• Alloy design
Models used in
Phase I design
“Indirect
consideration”
during Phase I
design (for further
expansion in
potential Phase II)
Alloy design in
Phase I
CHiMaD/SRG30
Mar 23-24, 2015
QuesTek Proprietary Information
p. 11
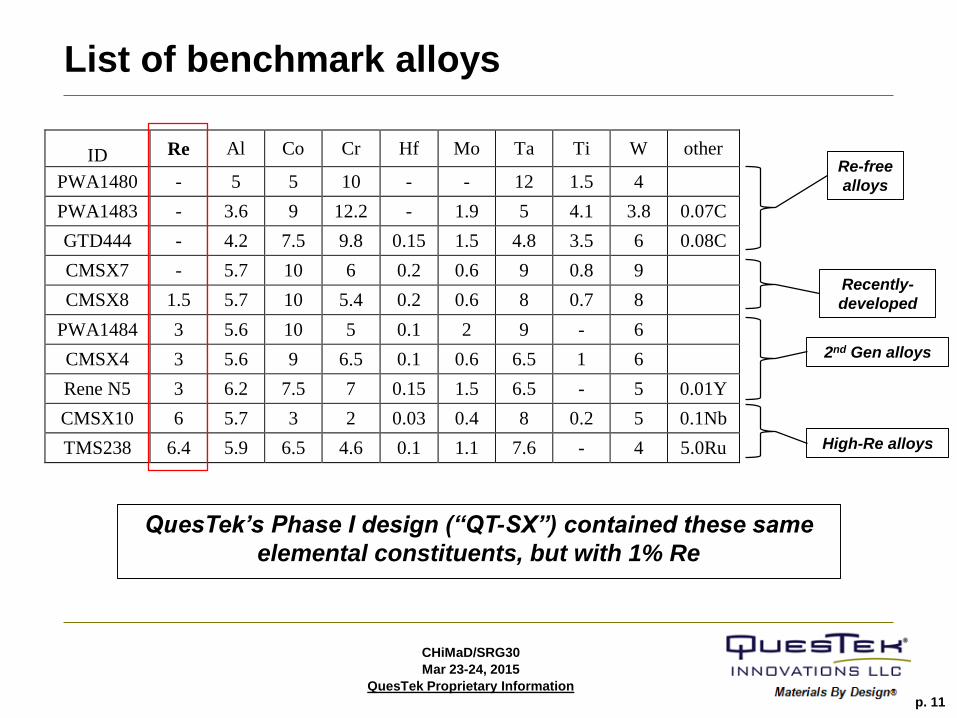
List of benchmark alloys
ID Re Al Co Cr Hf Mo Ta Ti W other
PWA1480 - 5 5 10 - - 12 1.5 4
PWA1483 - 3.6 9 12.2 - 1.9 5 4.1 3.8 0.07C
GTD444 - 4.2 7.5 9.8 0.15 1.5 4.8 3.5 6 0.08C
CMSX7 - 5.7 10 6 0.2 0.6 9 0.8 9
CMSX8 1.5 5.7 10 5.4 0.2 0.6 8 0.7 8
PWA1484 3 5.6 10 5 0.1 2 9 - 6
CMSX4 3 5.6 9 6.5 0.1 0.6 6.5 1 6
Rene N5 3 6.2 7.5 7 0.15 1.5 6.5 - 5 0.01Y
CMSX10 6 5.7 3 2 0.03 0.4 8 0.2 5 0.1Nb
TMS238 6.4 5.9 6.5 4.6 0.1 1.1 7.6 - 4 5.0Ru
QuesTek’s Phase I design (“QT-SX”) contained these same
elemental constituents, but with 1% Re
Re-free
alloys
Recently-
developed
2nd Gen alloys
High-Re alloys
CHiMaD/SRG30
Mar 23-24, 2015
QuesTek Proprietary Information
p. 12
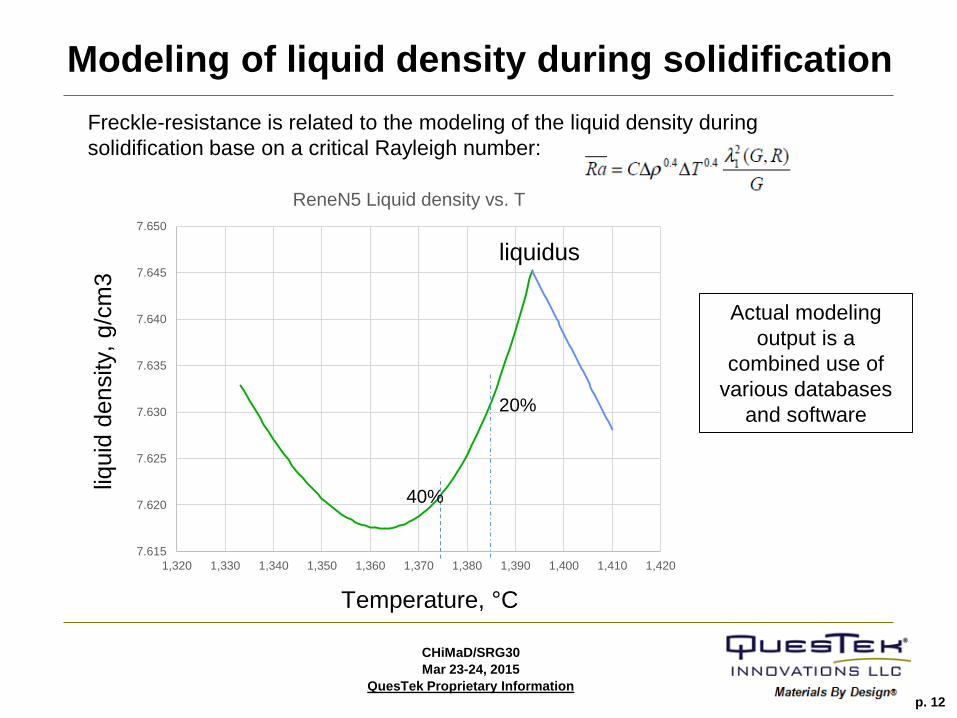
Modeling of liquid density during solidification
7.615
7.620
7.625
7.630
7.635
7.640
7.645
7.650
1,320 1,330 1,340 1,350 1,360 1,370 1,380 1,390 1,400 1,410 1,420
ReneN5 Liquid density vs. T
40%
20%
liquid
density,
g/c
m3
Temperature, °C
liquidus
Actual modeling
output is a
combined use of
various databases
and software
Freckle-resistance is related to the modeling of the liquid density during
solidification base on a critical Rayleigh number:
CHiMaD/SRG30
Mar 23-24, 2015
QuesTek Proprietary Information
p. 13
0
0.005
0.01
0.015
0.02
0.025
0.03
(b): Liquid density difference at 20% solidification
0.00E+00
2.00E-20
4.00E-20
6.00E-20
8.00E-20
1.00E-19
1.20E-19
1.40E-19
(a): Coarsening Rate Constant for different alloys
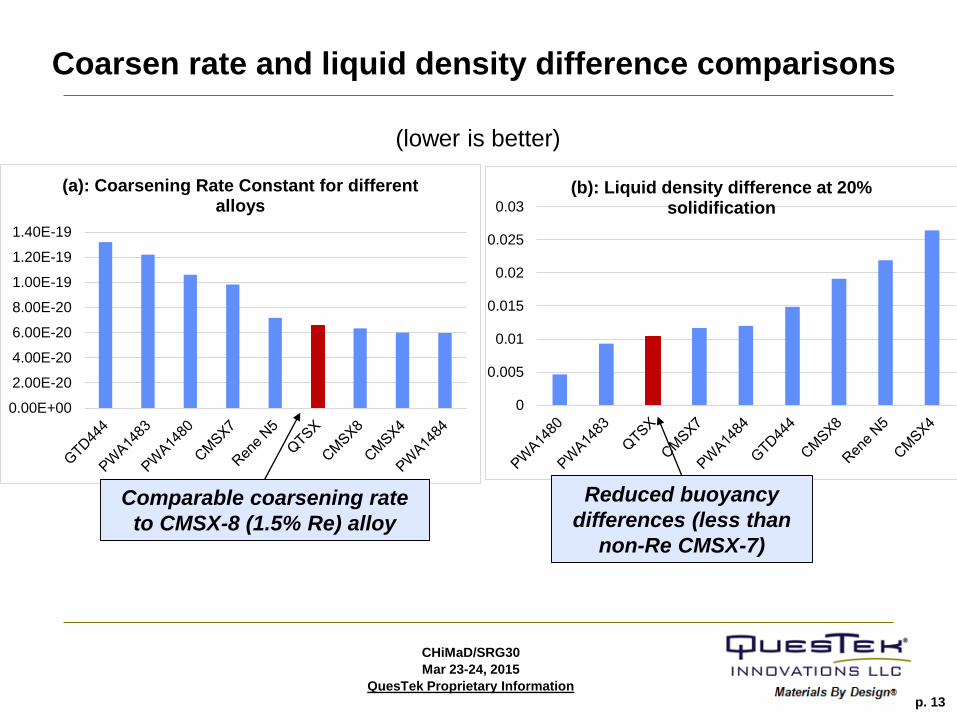
Coarsen rate and liquid density difference comparisons
Comparable coarsening rate
to CMSX-8 (1.5% Re) alloy
Reduced buoyancy
differences (less than
non-Re CMSX-7)
(lower is better)
CHiMaD/SRG30
Mar 23-24, 2015
QuesTek Proprietary Information
p. 14
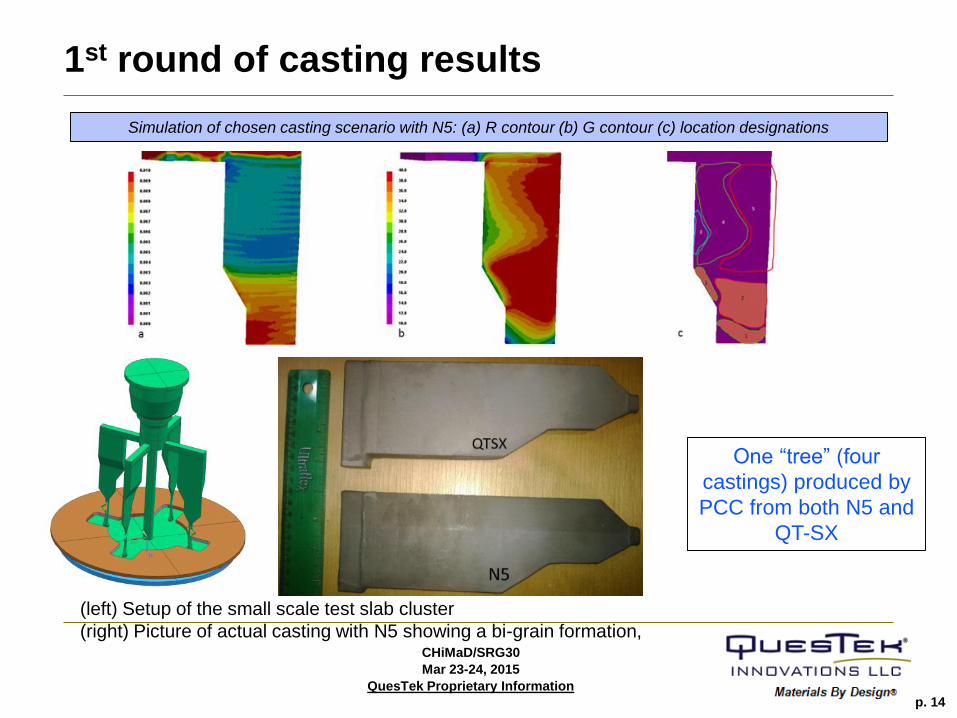
(left) Setup of the small scale test slab cluster
(right) Picture of actual casting with N5 showing a bi-grain formation,
Simulation of chosen casting scenario with N5: (a) R contour (b) G contour (c) location designations
One “tree” (four
castings) produced by
PCC from both N5 and
QT-SX
1st round of casting results

CHiMaD/SRG30
Mar 23-24, 2015
QuesTek Proprietary Information
p. 15
As-cast microstructures
QT-SX
ReneN5
Along growth direction Transverse
CHiMaD/SRG30
Mar 23-24, 2015
QuesTek Proprietary Information
p. 16
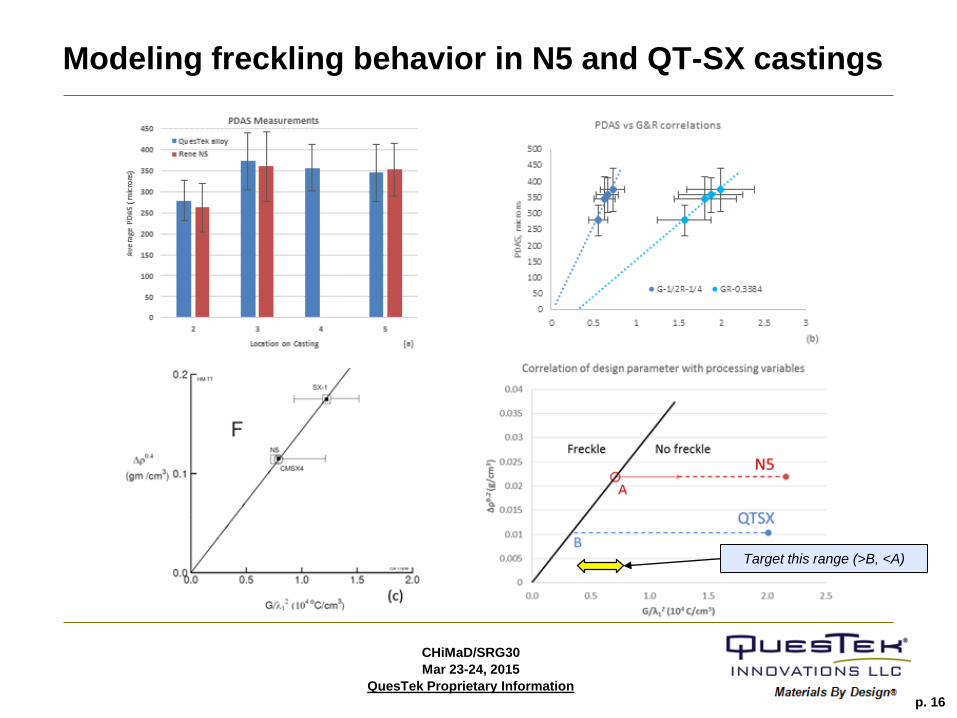
Modeling freckling behavior in N5 and QT-SX castings
Target this range (>B, <A)
CHiMaD/SRG30
Mar 23-24, 2015
QuesTek Proprietary Information
p. 17
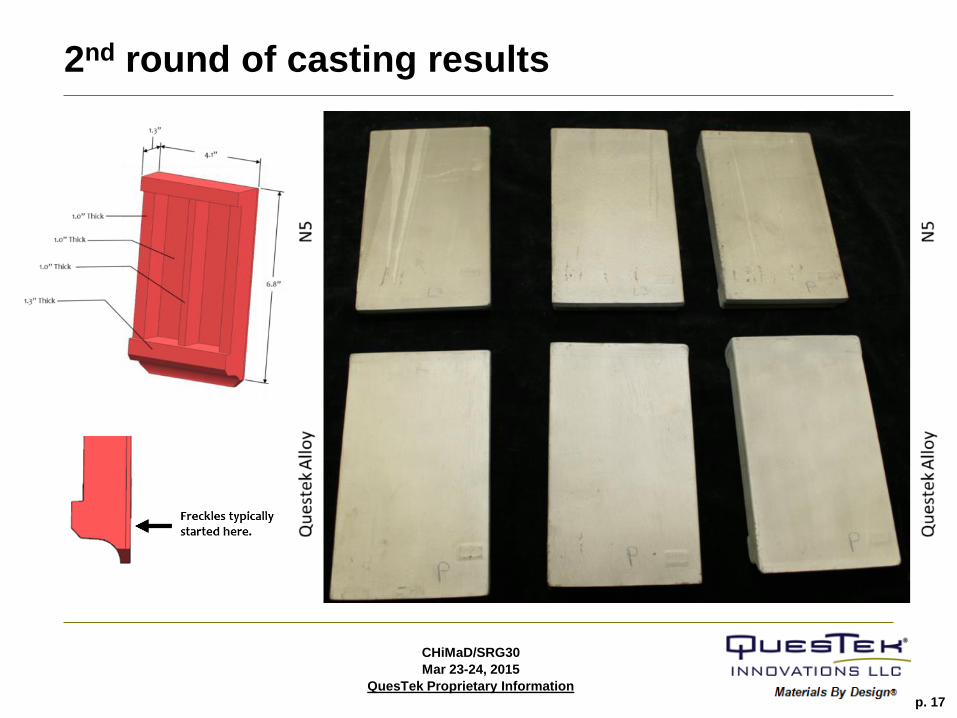
2nd round of casting results
CHiMaD/SRG30
Mar 23-24, 2015
QuesTek Proprietary Information
p. 18
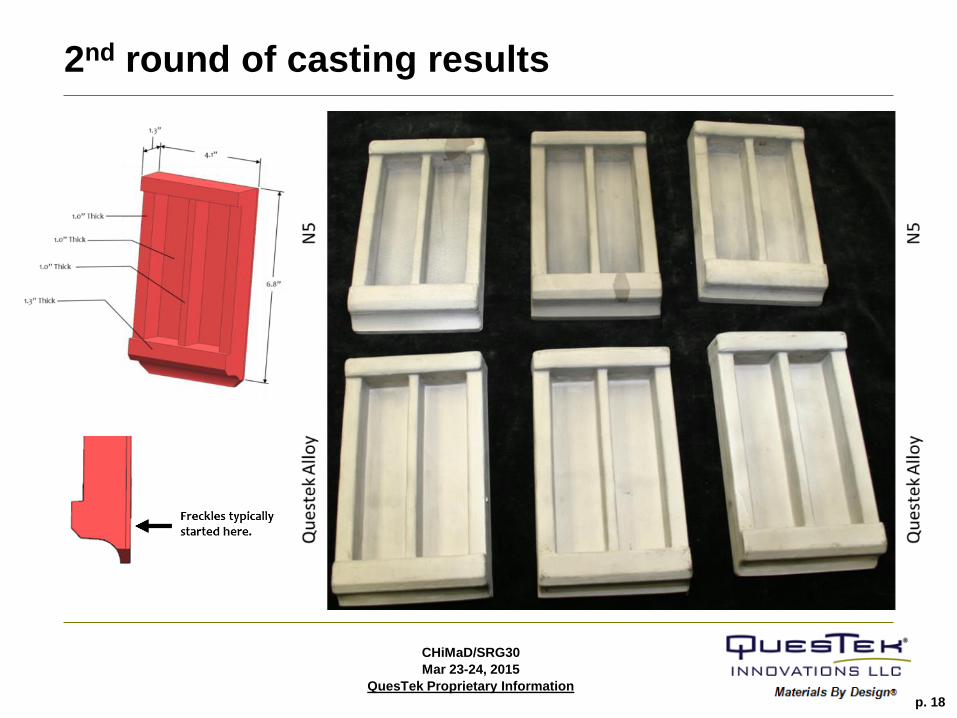
2nd round of casting results

CHiMaD/SRG30
Mar 23-24, 2015
QuesTek Proprietary Information
p. 19
Single Crystal Microstructure of fully heat treated alloys
Characterization and microstructure analysis confirm the achievement of the design goal of γ’ phase fraction and lattice misfit
(no evidence of TCP phases were found during all heat treatments)
after double-step aging
CHiMaD/SRG30
Mar 23-24, 2015
QuesTek Proprietary Information
p. 20
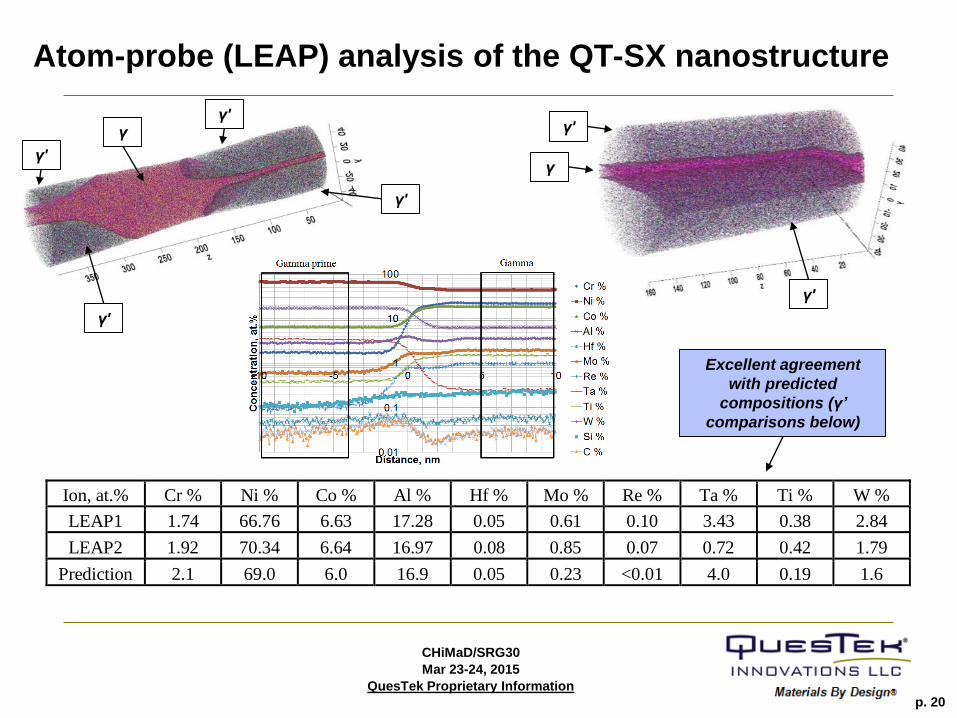
Atom-probe (LEAP) analysis of the QT-SX nanostructure
Ion, at.% Cr % Ni % Co % Al % Hf % Mo % Re % Ta % Ti % W %
LEAP1 1.74 66.76 6.63 17.28 0.05 0.61 0.10 3.43 0.38 2.84
LEAP2 1.92 70.34 6.64 16.97 0.08 0.85 0.07 0.72 0.42 1.79
Prediction 2.1 69.0 6.0 16.9 0.05 0.23 <0.01 4.0 0.19 1.6
γ'
γ
γ'
γ'
γ
γ'
γ'
γ'
Excellent agreement
with predicted
compositions (γ’
comparisons below)

CHiMaD/SRG30
Mar 23-24, 2015
QuesTek Proprietary Information
p. 21
Evolution of microstructures during long-term exposure at
elevated temperature
CHiMaD/SRG30
Mar 23-24, 2015
QuesTek Proprietary Information
p. 22
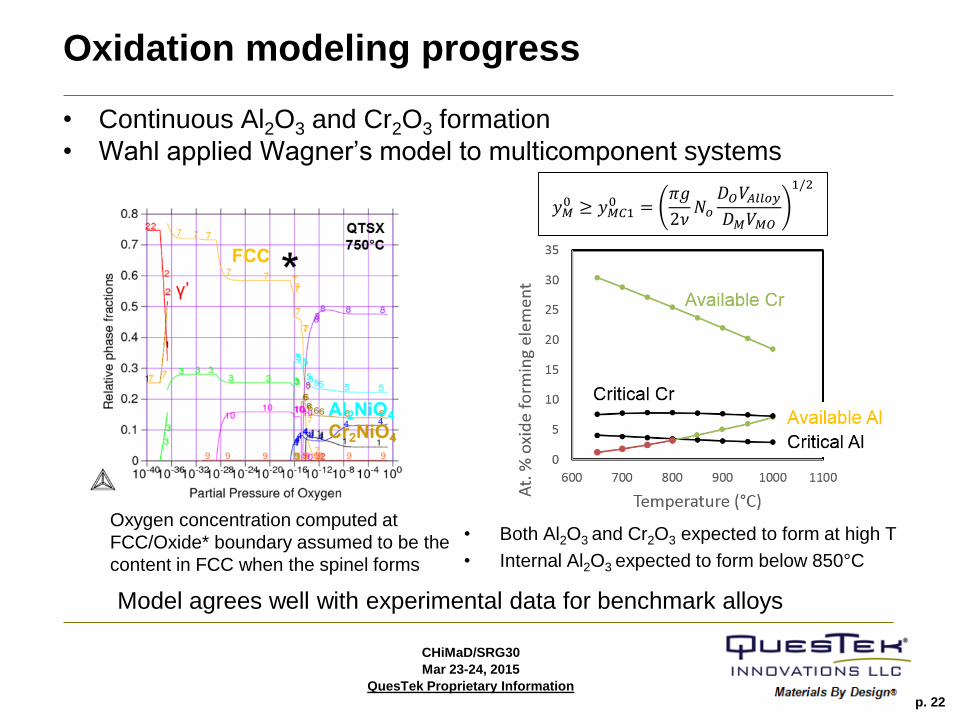
Oxidation modeling progress
Oxygen concentration computed at
FCC/Oxide* boundary assumed to be the
content in FCC when the spinel forms
• Both Al2O3 and Cr2O3 expected to form at high T
• Internal Al2O3 expected to form below 850°C
Model agrees well with experimental data for benchmark alloys
• Continuous Al2O3 and Cr2O3 formation
• Wahl applied Wagner’s model to multicomponent systems
𝑦𝑀0 ≥ 𝑦𝑀𝐶1
0 =𝜋𝑔
2𝜈𝑁𝑜
𝐷𝑂𝑉𝐴𝑙𝑙𝑜𝑦𝐷𝑀𝑉𝑀𝑂
1/2
CHiMaD/SRG30
Mar 23-24, 2015
QuesTek Proprietary Information
p. 23
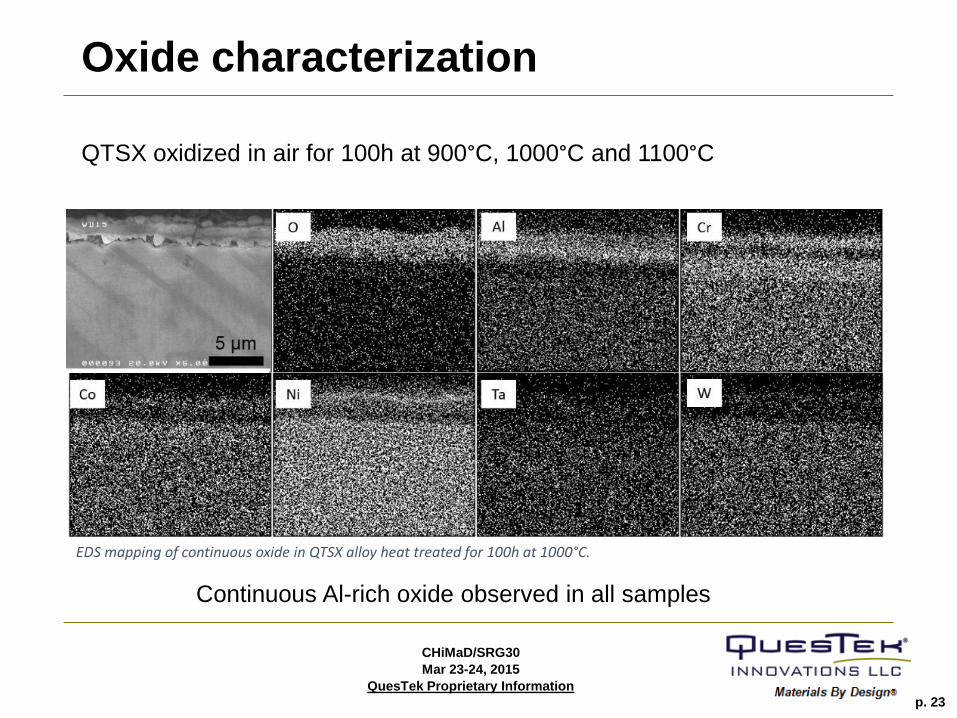
Oxide characterization
EDS mapping of continuous oxide in QTSX alloy heat treated for 100h at 1000°C.
Continuous Al-rich oxide observed in all samples
QTSX oxidized in air for 100h at 900°C, 1000°C and 1100°C
CHiMaD/SRG30
Mar 23-24, 2015
QuesTek Proprietary Information
p. 24
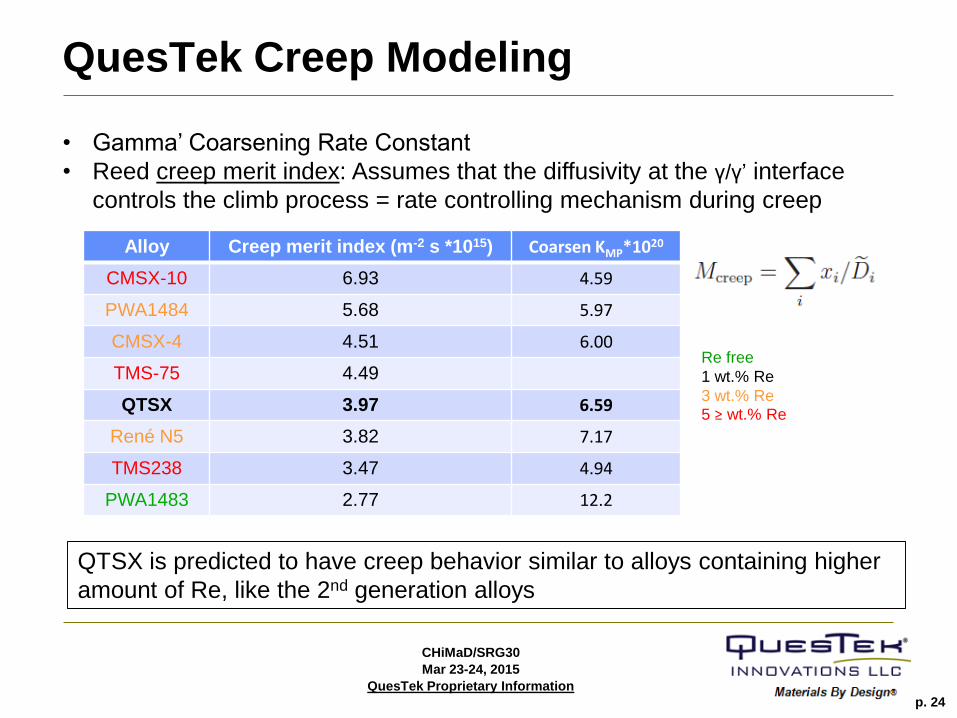
QuesTek Creep Modeling
• Gamma’ Coarsening Rate Constant
• Reed creep merit index: Assumes that the diffusivity at the γ/γ’ interface
controls the climb process = rate controlling mechanism during creep
Alloy Creep merit index (m-2 s *1015) Coarsen KMP*1020
CMSX-10 6.93 4.59
PWA1484 5.68 5.97
CMSX-4 4.51 6.00
TMS-75 4.49
QTSX 3.97 6.59
René N5 3.82 7.17
TMS238 3.47 4.94
PWA1483 2.77 12.2
Re free
1 wt.% Re
3 wt.% Re5 ≥ wt.% Re
QTSX is predicted to have creep behavior similar to alloys containing higher
amount of Re, like the 2nd generation alloys
CHiMaD/SRG30
Mar 23-24, 2015
QuesTek Proprietary Information
p. 25
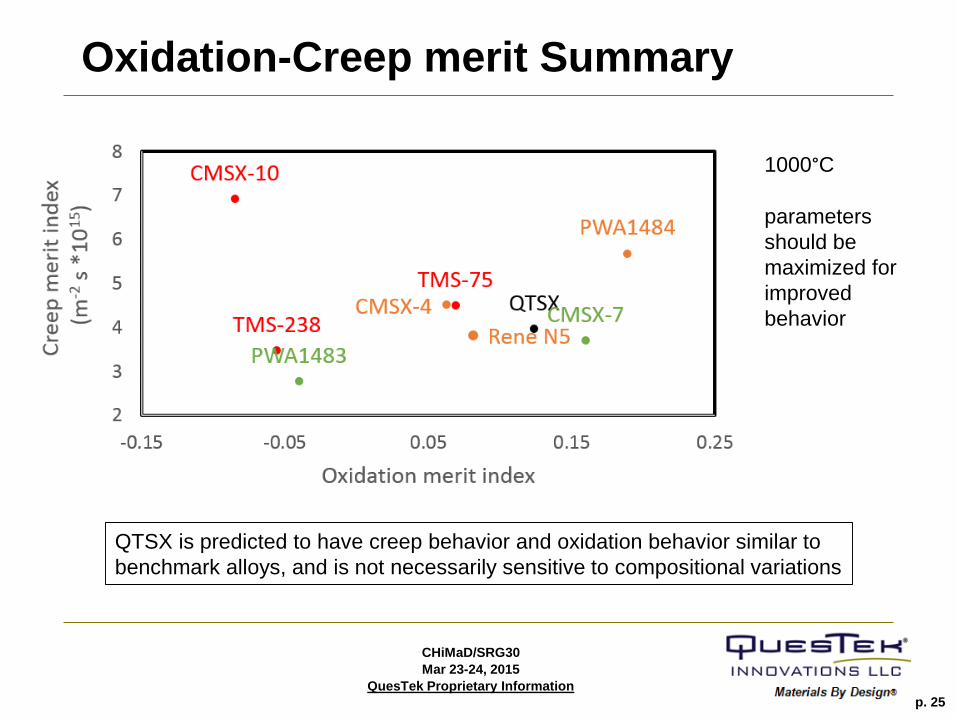
Oxidation-Creep merit Summary
1000°C
parameters
should be
maximized for
improved
behavior
QTSX is predicted to have creep behavior and oxidation behavior similar to
benchmark alloys, and is not necessarily sensitive to compositional variations
CHiMaD/SRG30
Mar 23-24, 2015
QuesTek Proprietary Information
p. 26
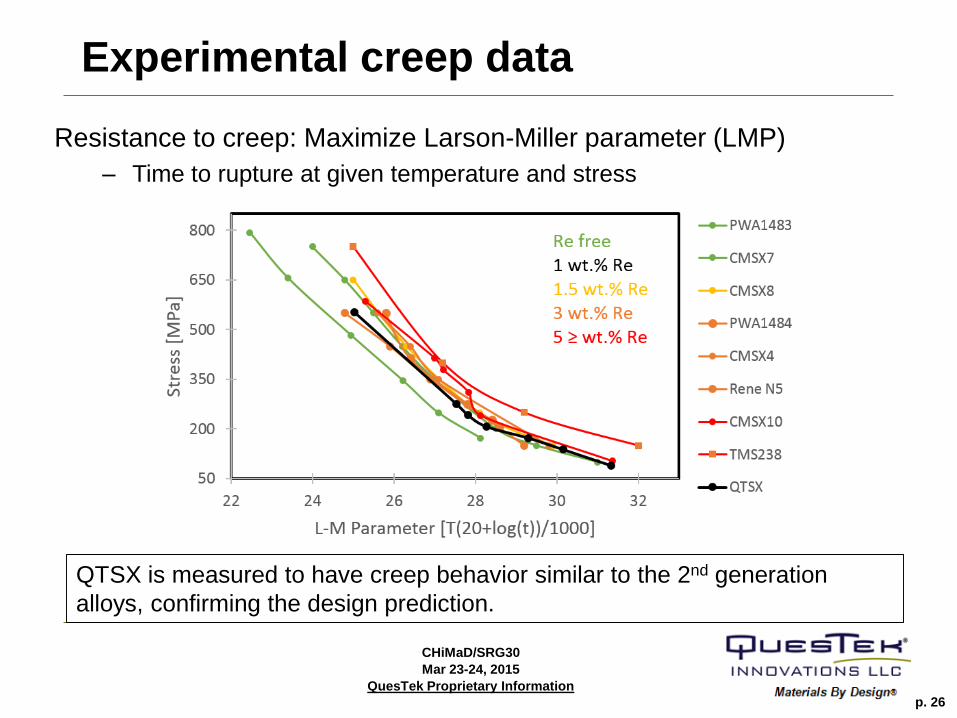
Experimental creep data
Resistance to creep: Maximize Larson-Miller parameter (LMP)
– Time to rupture at given temperature and stress
QTSX is measured to have creep behavior similar to the 2nd generation
alloys, confirming the design prediction.

CHiMaD/SRG30
Mar 23-24, 2015
QuesTek Proprietary Information
p. 27
Summary: Single Crystal Ni Superalloy for IGT
• A demonstration of successful computational
Materials by Design® methodologies
• A final round of full IGT-size casting will be performed
to serve as the final validation of the highly processable
design
• Further characterization and testing is on-going for
accelerated qualification and insertion
CHiMaD/SRG30
Mar 23-24, 2015
QuesTek Proprietary Information
p. 28
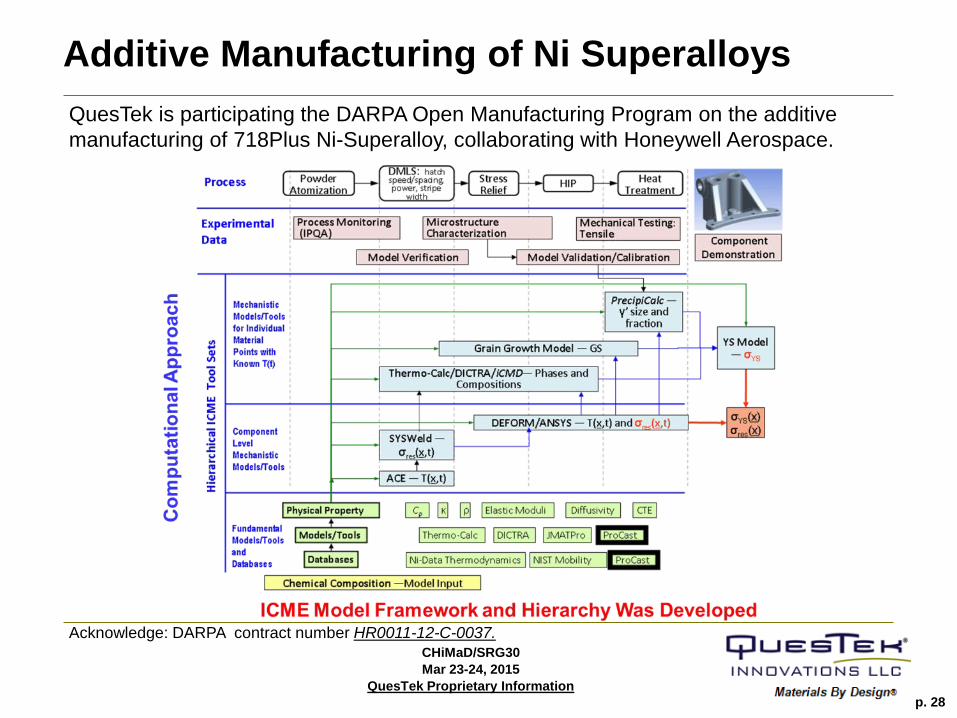
Additive Manufacturing of Ni Superalloys
QuesTek is participating the DARPA Open Manufacturing Program on the additive
manufacturing of 718Plus Ni-Superalloy, collaborating with Honeywell Aerospace.
Acknowledge: DARPA contract number HR0011-12-C-0037.
Use or disclosure of information contained on this page is subject to the restrictions on the cover.
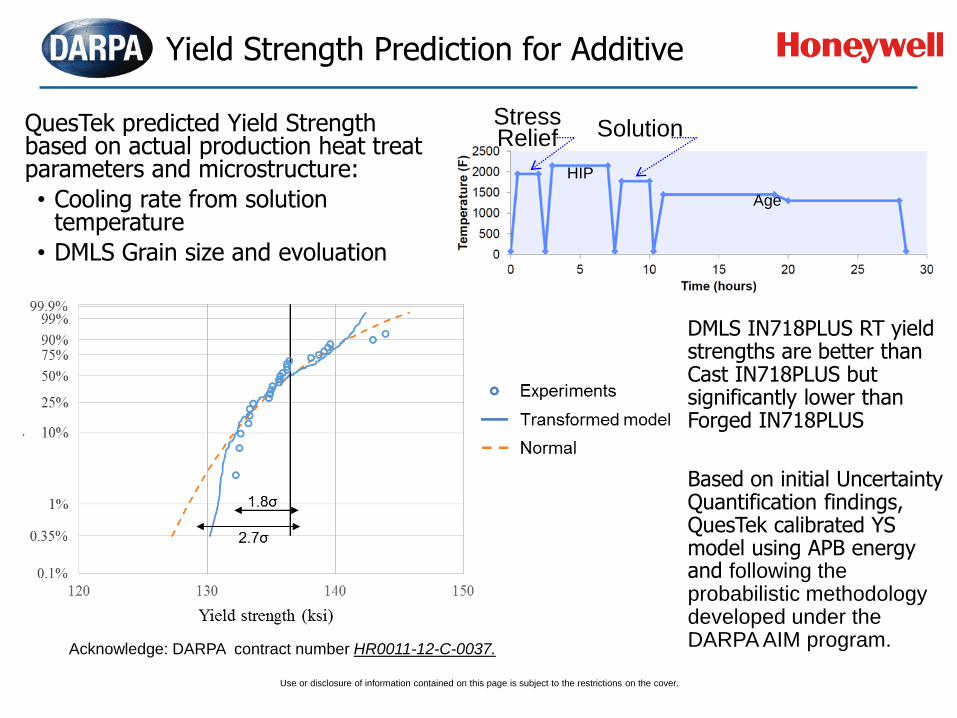
Yield Strength Prediction for Additive
QuesTek predicted Yield Strength based on actual production heat treat parameters and microstructure:
• Cooling rate from solution temperature
• DMLS Grain size and evoluation
DMLS IN718PLUS RT yield strengths are better than Cast IN718PLUS but significantly lower than Forged IN718PLUS
Based on initial Uncertainty Quantification findings, QuesTek calibrated YS model using APB energy and following the probabilistic methodology developed under the DARPA AIM program.
StressRelief
HIP
Solution
Age
Acknowledge: DARPA contract number HR0011-12-C-0037.

CHiMaD/SRG30
Mar 23-24, 2015
QuesTek Proprietary Information
p. 30
Additive Manufacturing of Ni Superalloys
Solid Solution Ni-base Superalloy: The microstructure and
property modeling for the additive processing of a Ni-Cr-W-Mo
alloy that combines excellent high-temperature strength and
oxidation resistance with superior long term stability and good
fabricability.
High fraction Ni-base Superalloy: The composition and
process optimization of a Ni-base superalloy commonly used
for blade rings and high pressure turbine blades. It is
traditionally a polycrystalline cast alloy with exceptional high
temperature strength (high precipitate fraction), corrosion and
oxidation resistance.
Other Additive Fronts at QuesTek:

CHiMaD/SRG30
Mar 23-24, 2015
QuesTek Proprietary Information
p. 31
Conclusions and Future Directions
• Thermodynamic and process modeling tools have been developed/applied
to the design of highly processable high creep strength Ni-base single
crystal superalloys
• CALPHAD calculations and PrecipiCalc® simulations optimized the
design and the heat treatment process
• The predictions are in good agreement with the experimental observations
of the microstructures and the compositions validated via SEM and LEAP
• Prototypes has been produced and the testing results show excellent
properties and high potential for market success
• The ICME tools and databases are also playing a critical role in the
composition and process optimization of the additive manufacturing
process of Ni-base alloys
• Future research and development will help accelerate scale-up,
manufacturing optimization, qualification and insertion of the materials
CHiMaD/SRG30
Mar 23-24, 2015
QuesTek Proprietary Information
p. 32
Thank you!
Questions?
You are welcome to contact us for licensing, producing,
application inquiries or further development cooperation!
CHiMaD/SRG30
Mar 23-24, 2015
QuesTek Proprietary Information
p. 33
Back up
CHiMaD/SRG30
Mar 23-24, 2015
QuesTek Proprietary Information
p. 34
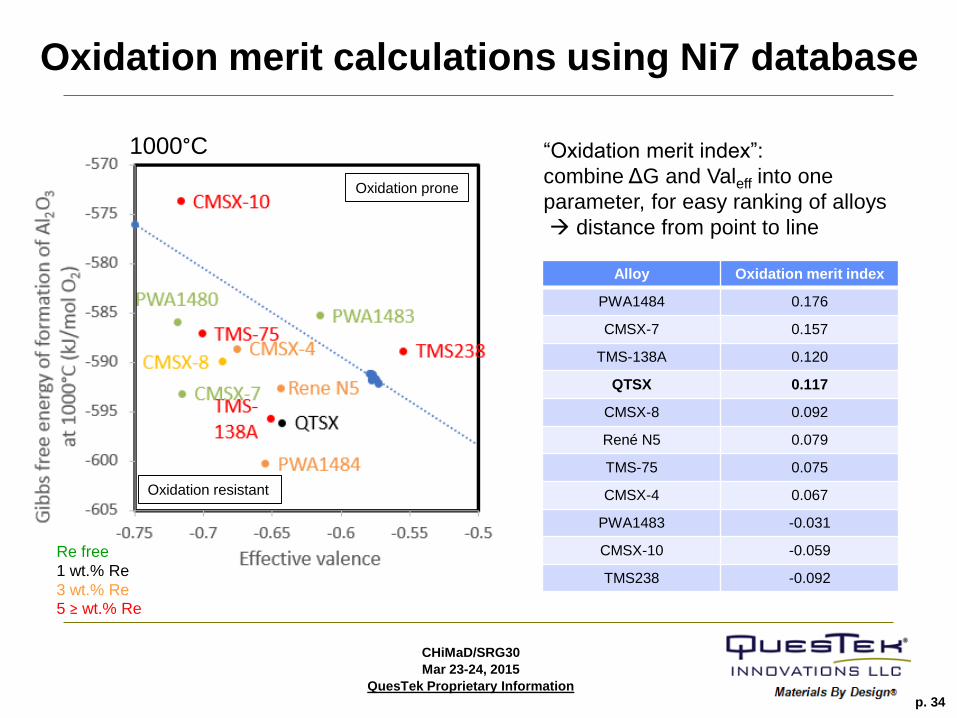
Oxidation merit calculations using Ni7 database
“Oxidation merit index”:
combine ΔG and Valeff into one
parameter, for easy ranking of alloys
distance from point to line
Oxidation prone
Oxidation resistant
Alloy Oxidation merit index
PWA1484 0.176
CMSX-7 0.157
TMS-138A 0.120
QTSX 0.117
CMSX-8 0.092
René N5 0.079
TMS-75 0.075
CMSX-4 0.067
PWA1483 -0.031
CMSX-10 -0.059
TMS238 -0.092
1000°C
Re free
1 wt.% Re
3 wt.% Re5 ≥ wt.% Re


![Catalog Icme Ecab[1]](https://static.fdocuments.net/doc/165x107/544c3a1caf7959a4438b59fd/catalog-icme-ecab1.jpg)