
i i iii - Shot Peener
42
Abstract List of Tables ~ist of illustratiuns Introduction Objective Test Material and Specimen Fabrication Test Proced'xe Test Results and Discussion Conclusions Recornendat ions Acknowledgements References Page ii iii
Transcript of i i iii - Shot Peener

Abstract
List of Tables
~ i s t of illustratiuns
Introduction
Objective
Test Material and Specimen Fabrication
Test Proced'xe
Test Results and Discussion
Conclusions
Recornendat ions
Acknowledgements
References
Page
i i
iii

ABSTRACT
Fatigue handbook data used i n design show a poorer I >erformance of 30436 com-
pared t o 4340. In previocs research, the higher s trength 3001.1 had shown a
g rea t e r suscep t ib i l i t y t o surface daniaga during normal manufacturing process-
ing resul t ing i n i t s poorer fat igue performance. This e f f o r t attempted t o
evaluate the a b i l i t y of shot peening t o normalize fat igue cha rac t e r i s t i c s of
high strength s t e e l a l loys and recover loss i n fa t igue strength f r o
surfoce degradation.
S s program, including t e s t i n g of non-peened specimens, has shown 30OM t o
have fat igue cha rac t e r i s t i c s s l i g h t l y superior t o 4340 a t a s t r e
of 0.1 and s t r e s s concentration ( K ) of 1.9. Shot peening impro t t igue ?harnc ter i s t ics of 4340 and 300M fo r both machining methods, crush
form gr!nding and la the turning. Fatigue differences between t h e machining
metho& vere not removed by peening.
The use of hard shot , R 65, during peening did not enhance t h e fat igue C
c k a r a c t e r i s t ! ~ ~ compared t o peening with standard shot. 30
ultimate s t rength had shor ter fa t igue l i f e than d id nominal s t r eng
300M.
This work was accomplished in 1974 and 1975 as an independent research prog-
ram authorized by N.0. 21-3771, D I A 4661 and W.O. 21-3784, DIA 4938 respec-
t i v e l y .
LOCKHEED ......... " ....

LIST OF TABLES
Table
VIII
I X
X
Chemical Conrposition o f 4340 and 3001.1 S t e e l Fe fo rg ing B i l l e t s
Sj.mmdry o f T e n s i l e T e s t R e s u l t s
Specimen Processes and Fa t ikue h e s u l t s from 30,::6 c & D n i l l e t h :n ter ia l ( I , f = 6 c p s )
Sbecimen Processes arid Fa t igue R e s u l t s from 3oO?.l E & F B i l l e t t . la ter ia1 (R=O.l, f=6 c p s )
Specimen Processes and Fa t igue R e s u l t s from 4340 V & X C i l l e t M a t e r i a l ( ~ = 0 . 1 , f = 6 c p s )
Geometric Mean L i f e and Standard Dev ia t ion o f 3W.1 C ti D B i l l e t M a t e r i a l F a t i g u e Tes ted a t 1311 Ks i , R = O . l
m o m e t r i c Nean L i f e and S tandard Devia t ion of 434'1 V Ec X B i l l e t M a t e r i a l Fa t igue Tested a t 1 3 ) Ksi, ii=3.1
Geometric Mean L i f e and S tandard i I ev ia t ion o f 30Ct.l C & D B i l l e t N a t e r i a l F a t i g u e Tes ted a t 106 ~ s i , n = o . i Geometric Mean L i f e and S tandard Dev ia t ion of 311.1 E & F B i l l e t M a t e r i a l Fa t igue Tested a t 106 ~ s i , R Z C .l
Geometric t4ean L i f e and S tandard Dev ia t ion o f h340 V & S B i l l e t N a t e r i a l Fa t igue Tes ted a t 1 C 6 K s i , R = l . 1
iii
Page
I:,

Photomacrograph o f Shot Specimen X10
Notched Fatigue Specinen configurat"
'specimen Locations i n 3 Heat No. 3810907
Heat No. 3831857
Specimen Locations i n Heat No. 3953205
Ground and Lathe Stock
Variables on
crvsh Form Ground Su t o Specimen Axis X10
Summary of Fatigue D on Endurance of 3001.1 S t r e s s of 30 K s i , R=0.1 . ,
~ummsri. o f . ~ a t i g & m a Showing Effect if sho t peening on 36 Endurance of 30OM end 4340 t e s t ed ah a Elaximum . ~
s t r e s s of 106 ~ s i , ~ = 0 . 1
S . m e r y of Fatigue Data comparing Endurance of specinens 37
Peened with Standard Shot and Hard Shot and higher s trength . .
3Oiil.i t o standard strength 30C1Y, R-0.1, K t = l . 9

Using t h z f a t i g u e d a t a f o r 3 \ U 1 and 43bJ s t e e l s p resen ted i n I4IL Handbook 5
and Lockheea S t r u c t u r a l L i f e Assurance Manual ( ~ ~ 1 . 1 ) f o r a n a l y s i s o f f a t i g u e
c r i t i c a l p a r t s r e s u l t s i n a weight p e n a l t y w i t h t h e u s e o f t h e h i g h e r s t r e n g t h
30Cl.l. This d i f f e r e n c e could be a t t r i b u t e d t o s e v e r a l f a c t o r s :
1. Product Variarlces: 11340 d a t a was genera ted from b a r whi le 3001.1
d a t a was genera ted t'rom f o r g i n g s t o c k .
2 Heat T r e a t Var iances: 4340 was o i l quenched and tempered w h i l e 300M
was Ausbay quenched and tempered.
3. Specimen P r e p a r a t i o n Var iances: 4343 was machined and p o l i s h e d
whi le 30CI.I was ground and p o l i s h e d .
4 . Tes t Var iances: T e s t s performed a t d i f f e r e n t l a b o r a t o r i e s .
Due t o t h e s e v a r i a t i o n s , a s p e c t r m f a t i g u e t e s t program was performed t o
d i r e c t l y compare t h e f e t i g u e performance of 4340 and 300!4, Reference 1. It , .
was found t h a t t h e performance o f t h e two s t e e l s was much c l o s e r t h a n would
have been p r e d i c t e d from t h e pub l i shed l i t e r a t u r e . However, d e s p i t e t h e
inc reased c o n t r o l over specimen f e b r i c a t i o n and t e s t , t he 30C!.l specimens
s t i l l e x h i b i t e d s c a t t e r b o t h i n f a t i g u e and s u r f a c e q u a l i t y p a r t i c u l a r l y
when compared t o t h e 431~0 specimens. Th i s phenomenon was a t t r i b u t e d t o a
g r e a t e r s e n s i t i v i t y o f 3K:4 t o xach in ing a s p e r i t i e s o r a g r e a t e r tendency t o
damage dur ing machining.
Machining o f notches i n hydrogen embr i t t l ement specimens by c rush form
g r i n d i n g had been shown t o develop high q u a l i t y s u r f a c e s , References 2 and 3.
Th i s method o f metal removal had n o t been eva lua ted f o r a b i l i t y t o reduce
f a t i g u e s c a t t e r o f h igh s t r e n g t h s t e e l .
It was proposed t h a t s h o t peening would enhance t h e f a t i g u e c h a r a c t e r i s t i c s
of notched o a r t s and d imin i sh d i f f e r e n c e s i n machining e f f e c t s . I t had
been shown, Reference 4, t h a t peening high s t r e n g t h s c e e l wi th hard s h o t I
produced h igher r e s i d u a l compressive s t r e s s e s t o a g r e a t e r Jdepth t h a n d i d
peening wi th conven t iona i s h o t . Zince t h e e f f e c t of peening w i t h hard s h o t
on t h e f a t i g u e c h a r a c t e r i s t i c s of h igh s t r e n g t h s t e e l had n o t been e v a l u a t e d ,
INTRODUCTION (cont ' d )
t he question remained whether the increased depth of compressive s t r e s s
would enhance fa t igue cha rac t e r i s t i c s due t o retarded crack i n i t i a t i o n and
growth, Therefore, constant amplitude 'atigut t e s t i n g of hard shot and s tan-
dard &-peened and non-peened 4340 and 30Cn\I was i n i t i a t e
1. To determine the ef fec t of var ia t ions i n carbon con
2. To evaluate t he effect iveness of sho
research e f f o r t , Reference 1, was se lec ted f o r t e s t . 30CM b i l l e t s C&D and
E.W, a l s o used during 1973 research, Reference 1, siere used f o r t h i s e f f o r t .
30014 b i l l e t EW responded t o heat treatment with higher t e n s i l e s t rength
than d i d b i l l e t C&D. There was l i t t l e difference i n t he spectrum fa t igue
performance of t h e two 30CM b i l l e t s i n t he notched, Kt=2.0, condition. A l l
4340 and 302Mbi l le t s met t h e i r applicable forging specif icat ions C-05-525C
Amend. #6 type 25 and C-05-1190 Amend. #l respect ively. B i l l e t s t e s t e d had
a thickness from I
To evaluate t he ef fec t o f processing on the notched fa t igue cha rac t e r i s t i c s
of s t e e l , it was f i r s t necessary t o assare t h a t shot peening c 4 l d be per-
formed on the specimen notch. Previous invest igat ions of fa t igue character- i I
2 L.?,CK.~E~P

TEST L!J\TERLIL AND SPECIMEN FABIiICA'XO?l ( C o n t ' d )
i s t i c s o f h igh s t r e n g t h s t e e l p l a t i n g systems were performed on p l a t e d ,
notched specimens wi thout s h o t peen t r e a t m n t Reference 5 . To r e p r e s e n t
p roduc t ion p a r t s it i s necessary t o s h o t peen high s t r e n g t h s t e e l p r i o r t o
p l a t i n g . f r z v i o u s e f f o r t s , Reference 6, 7, and 8, on peening o f h igh s t r e n g t h
s t e e l have shown t h a t specimen c o n f i g u r a t i o n and peening procedures a r e c r i -
t i c a l i n a s s u r i n g complete coverage of f a t i g u e specimen notches .
To a s s u r e coverage of grooved a r e a s dur ing s h o t peening, process s p e c i f i c a -
t i o n s LL? 70-1030 and 111~-5-13165 r e q u i r e s h o t d iamete r not t o exceed one-
h a l f t h e r a d i ~ s diameter of t h e grooves. It was d e s i r e d t r l t e s t specimens
peened wi th s t anddrd s h o t used i n t h e peening of h igh s t r e n g t h s t e e l . For
t h i s r eason SAE 230 s h o t wi th a n o m n a l d iamete r of ,0230 inch was s e l e c t e d .
Various t r i a l specimen notches o r groove r a d i u s .050 i n . and l a r g e r were s h o t
peened. These peening t r i a l s showed t h a t a .C60 i n , r ad ius grooved specimen
could be peened wl th assurance of 1lw+ coverage a s shorn i n F igure 1. The
specimen s e l e c t e t f o r t e s t has a s t r e s s c o n c e n t r a t i o n (K t ) of 1.9 and i s
shown i n F i g l r e 2 .
Long i tud ina l f a t i g u e and t e n s i l e specimen b lanks were saw c u t from t h e
b i l l e t s a s shown i n F igures 3, 4 , and 5. T e n s i l e specimens were f i n a l ma-
chined and f a t i g u e specimens t o be l a t h e tu rned were f i n a l machined, excep t
f o r t h e no tch , and t h e t h r e a d s r o l l e d . F a t i g u e specimens t o be c rush ground
were t u r n e d t o .80 i n . d i amete r c y l i n d r i c a l b lanks .
300M specimens f r o a b i l l e t E & F t h a t were t o r e p r e s e n t a s t r e n g t h a t o r
above s p e c i f i c a t i o n maximum of 291 Y s i were h e a t t r e a t e d t o t h e fol lowing
schedule : i lormalize: 17?5'F 30 min., A i r Cool
A u s t e n t i z e : 1 6 2 5 ' ~ 30 min. , O i l Quench
Double Temper: ~CIJ'F 2 hours , Air Cool
An u l t i m a t e s t r e n g t h o f 302 Ksi r e s u l t e d from t h i s t r ea tment .

TEST bWTEfiWL ANT SEECIh5PI FABHIC,~PIOI! (cont 'd) . .
. . 4340 V & X specimens and 300:4 C & D speci.mens were t o re:eive heat treatment
en~rma l i ze : . 172
. .
above 1~11~-~-6875 maxinun
red fro2 co:pnriso:I of heat $reate?
. . Lathe turned fa t igue speci3e:ls were chucked in 'he la the a$ th3 . 7 5 d iaae ter
and a t the center poi:it. Usi;?& a a e s l y EY carballoy single point tool ground . .
t o the .C60 i n , radius, notches were generated with a p a r t speed of- 72 rpm
and a feed r a t e o; 0.3C05 -in/rev. Each specimen was checke2 p r io r t o machin"
ing t o assure tha t the surfacewas horizontal and ax ia l lycen te red . After , .
l a the turning, l i g h t hand sanding was performed using 320 grade s i l iconcarbide
paper wrapped ardund a small diameter wire followed by 655 grade s i l i con car- . '
bide. Stress r e l i e f of a l l 1athe. turned specimens was perforned a t 3 7 5 ' ~ fo r I ! I three hours. I . ,I
Crush form grinding of the fatigud specimens was performed by Flow Form . . of
Chatwdrth, California, on a Shefield Model 187 machine. ,Grinding w?s per-

t'ormed on c e n t e r s wi th 1% forr.ed \,I,\?? 'll5V 22 ~ r i n d i r l g wheel ond coo lan t
Excelene :;?& ,A . The ~ r i n d i n g whee: wa? d r e s s e c c.irir.6 gri : iding on a c a r b i d e
formi:,g w!:ee:
Grinding machirie s e t t i n g s were a s !'o:lc~s:
::ta:idsrd 6ia:cond ?ressi l :g of grir .2ir .g w!ieels te::da '5s br?ak dow:~ tile carb:2e
w!ircls. %her! t h e s e *~hre!s a r e _ i s 4 i:: yroduct io : : . Ilie reloved :na:erial can
c o l l e c t J:I t:li s l i r f a m of t he wh?el caus ing s-e3rl:.1y .xi +.he r a r t s i r f a c e
reslc?ti.?g i n ove r !ie?'.'i::t: 3:::: re;:c.;zl t e : i r i l r s : r c s s e s .
Aftel' crus!! form g r ind ing , t!~? th re3ds were gro'.x?d B : I ~ s?eciner.s s t r e s s r e -
l i e v e d . ~ t 125';: f o r t h r e e t o , i r s . The s l i r f ace a!!esrznce o f t h e s ~ c rush f o m
ground s?ecimens was s . iper icr t o t!!at ob ta ined o:: :a',l!r :,lr:!ed and po i i shed
specinens and productio:i gro,md c r t , l rned p a r t s .
S!iot peening was performed a t Mezal Improvement Co., Los Angeles. . by a i r
b l a s t w i t h t h r e e j15 inch nozz les . ;:ozzle d i s t a c c e &.o t!:e sceci.r.en ,das 5
t o b 1/2 i nches w i t h an a i r press l l re o f 6? y s i . Spec:::.e;?s were mounted on
a f i x e d cam and ro:;.qed i n t h e s h o t s t r eam f o r two n i n u t e s ss shown i n
F igure 6. To pioduce ?uniform coverage, t h e specixens were i n v e r t e d and
peened f o r two f d d i t i o n a l minutes . To a s s u r e coverage o f specimen notch
rod ius 5: ninimiz1:lg i n t e r f e r e n c e o f s h o t , each syeci-e:! %*ss reened f o r two
a d d i t i o n a l n i n u t e s w i t h s i n g l e p e r ~ e n d i c u l a r nozz le (nozzle 2 o f F igure 6 ) .

Thir procedure produced cony le te coverage over t h e specimen notch.
The same procedure was used f o r both peening wi th s t andard , MIL-S-851,cast
i r o n sho t and hard s h o t . An i n t r n s l t y of 0.015 almen was developed when
peening wi th s t a n d a r d s h o t and 0.016 almen i n t e n s i t y was developed wi th t h e
hard s h o t . These i n t e n s i t y eva lua t ions were made w i t h h ~ r i z o n t a l l y mounted
almen specimens. Due t o t h e geometric c o n s t r a i n t s o f a notch, t h e i n t e n s i t y
o f t h a t a r e a would be l e s s than t h a t of t h e f l a t almen specimen.
The s t andard s h o t used had a haqdness of from RocWell C 46.5 t o 55.0.
While the high hardness s h o t w e l l C hardriess o 66.0, wi th
rence
LCSCKHEEO

Tens i l e t e s t s were conducted by C a l i f o r n i a Coran : :e ta l l ' i rg ical Test Labora-
t o r y and Lockheed Qua l i ty Ass3ra:ice Chemical Laburatory a t room temperature
i n accordance wi th AST,! E-6 and E-111. :I.: pe rcen t o f f s e t o f autographic
load v e r s x s t r a i n curves were used t o d e t e r n i n e y i e l d s t r e n g t h s .
I iesul ts o f t e n s i l e t e s t s a r e s!;oi;n i n Table 11. 30M.: E & T specimens r e s -
ponded a s d e s i r e d ):ro<.ici::g s:i ult . ix3te s'.re:~geh of 3% Ksl. The d u c t i l i t y
of t!lis m a t e r i a l w?s below s ~ i l c i f i c a t i o n ::i:lhm of 2'; p e r c e n t reduct ion of
a r e a , S t sndara hea t :.reat%e::t o!' i.::!.! C & D specixens and L34~: V & X s p e c i -
mens responded a t t h e lower s i d e of s c e c i f i c a t i o n t e n s i l e range.
Curing peening i t was ns ted ?!:as coverage was nore evide:it when peening
wi th t h e !ligh hardness s h o t . This w i s due t o t h e g r e a t e r a b i l i t y of t h e
ha rde r m z t e r i a l sho t t o d i s t u r b t h e s u r f a c e m a t e r i a l s . This f a c t could
a s s i s t Q s a l i t y Assurance i n e v s l x l s t i n g :he c r i t i c a l cond i t ion o f c o a p l e t e
coverage o f s h o t peened high s:rength s t e e l p a r t s .
Constant anp l i t , J<e f a t i g J e t e s t s were conducted a t t h e Rye Canyon Fat igue
Laboratory i n t h r e e ?0,2'>0 0 w . d se rvo channels . T e s t s . were performed a t a
frequency of 6 cyc les p e r second i n l a b o r a t o r y amSLent a i r maintained be-
tween 66•‹F and 74'F a n i a r e l a t i v e h - m i d i t y o f Ll-49 p e r c e n t .
Crush form grouid non-beened ;.XI.! and 4340 fa:igle specixiens, from C & D and
V & :! b i l l e t r e s j . e c t i v e l y , were 'ested wi th s t r e s s r a t i o ( z ) of 0 . 1 a t v a r i o u s
maximw, s t r e s s e s t o produce sta.-.lar.! s t r e s s - l i f e (S-N) c u r r e s , Figure 7.
From t h e s e d a t a maximum s t r e s s l e v e l s of I39 Ksi and 1c6 K s l were s e l e c t e d
f o r comparison of m a t e r i a l and f a b r i c a t i o n v a r i a b l e s . These s t r e s s l e v e l s
woald produce a n t i c i p a t e d f a t i g u e l i f e s of 13,000 and 100,303 cyc les respec-
t i v e l y , which could a s s i s t i n t h e conparison of h igh l o a d v e r s u s long l i f e
f a t i g u e c h a r a c t e r i s t i c s .
During f a t i g u e t e s t i n g a t t h e 130 and 1 ~ 6 K s i s t r e s s l e v e l s , problems were
encountered t h a t included f a t i g u e f a i l u r e i n t h e th read g r i p a rea . This was
a t t r i b u t e d t o s e v e r e notching of the th reads dur ing t h e i r p ~ s t heat t r e a t

TEST PROCEDURE APiD DISCilSSION OF RESULTS (~ont'd)
grinding and not engaging sufficient threads during testing, These failures
can be avoided by increasir,g the thread diameter, rolling threads before heat
treatment, and engaging at least a length of thread equal to the thread
diameter. Other failures, out of the test zea, were due to heat treatment
f surfaces final
he
The fatigue test results of the specimens tested at 130 and 106 Ksi maximum
stress were grohped by alloy and fabrication method, geometric mean and - standard deviation were calculated. Geometric mean expressed X = antilog
( log x ) is used for comparative purposes of the intermediate range , n i=l i of life times investigated in this effort. The log-normal standard deviation
Figure 7 compares the results of crush ground 4349 and 30Ct.I to Lockheed SL&l data. It can be seen from these S-N curves that the crush ground 300M
performed at least equivalent to 4340 at Kt=l.9 and R=0.1. SLM and MIL
Irandbook 5 data for 30QV at this stress concentration appears to be very conservative especially in the low stress high cycle area, while the 4340
too optimistic. his resu1.t agrees with relatively recent data
11, 12, and 13 on and notched 300i-4, as we
vious 4340 and 300M data of refe
I I I I

TEST PROCEDLTE A:ID DISCUSS1O:I OF UDSWLILTS (~01 : t ' d )
The publ ished des ign a l lowables f o r 43143 a r e p r i m a r i l y based on d a t a genera-
t e d from highky po l i shed specimens, Ref5rence 17. A po l i shed s u r f a c e does no:
t y p i f y t h e q u a l i t y of produc'iol, p a r t s a s t h i s aet.hod is not used i n f a b r i c a t i o n
of grooves i n h igh streng*.h s t e e l #components. Crush formed g r ind ing i s a . ,
method or' f a b r i c a t i o n that, i s ,used i n o n l y s e l e c t a p p l i c a t i o n s . La the t,:ming
wi th a formed t o o l , is a more s t andard product!.on nethod f o r machining
grooves and t h e r e f o r e , mors close?:^ t y p i f i e s product ion s u r f a c e i n t e g r i t y .
Comparing t h e f e t i g x performance of t!le l a t h e tu rned specimens t o t h a t Of
t h e c rush formed ground sr;eclmens, a s g r a p h i c a l l y p resen ted i n Figure 7, we
s e e t h e crush form g r o m d spec icens were f a r s u p e r i o r . I n f a c t , t h e d i f -
erences i n nac!iine s u r f a c e q i l a l i t y f % r outweighed any d i f f e r e n c e s i n t h e
f a t i g u e cn : rac te r i s t i c s o f the two -1loys t e s t e d . The l a t h e tu rned d a t a
s!iould be considered a s more t y p i c a l of p roduc t ion cond i t ions b u t should not
be considered a s conse rva t ive . These specimens were l i g h t l y p o l i s h e d , which
i s not normal product ion u r a c t i c r , and random p a r t s of poorer q u a l i t y could
be a n t i c i p a i e d from s tandard product ion machining.
F i g x e 8 shows i n ba r graph form t h e miniman, maximun and l o g r i t h m i c geo-
m e t r i c mean of t h e l a t h e tu rned and c rush f o r n gro-und specimens. This aga in
shows t h e s u p e r i o r perfor:oance of t h e crus!i form ground specimens. This i s
a t t r i b l i t e d t o t h e higher q r i a l i t y uniform sur f3ce genera ted by c rush form
gr ind ing . F igures 9 at.d 10 show t h e q u a l i t y o f t h e s e s u r f a c e s a t a magni-
f i c a t i o n of 1 0 ~ 5 . S ince c rush form g r i n d i n g was found t o b e an e f f e c t i v e
method o f e i i m i n 3 t i z g extraneous f a b r i c a t i o n v a r i a b l e s it i s be ing used i n
o t h e r r e sea rch e f f o r t s f o r t h e f i n a l machining of h igh s t r e n g t h s t e e l f a t i -
gue specimens.
The d a t a s c a t t e r o r s t a n d a r d d e v i a t i o n f o r t h e c rush form ground specimens
was h igher than t h a t of t h e l a t h e tu rned d a t a due t o t h e inc reased l i f e of
t h e former specimen f a b r i c a t i o n method. F a t i g u e d a t a s c a t t e r i s h igher a t
s t r e s s l e v e l s c l o s e r t o t h e endurance l i m i t . S ince c rush g r i n d i n g inc reases
t h e endurance l i m i t t h e s t r e s s l e v e l s t e s t e d were c l o s e r t o t h a t l i m i t r e -
s u l t i n g i n g r e a t e r s c a t t e r f o r those specimens.

I
I LR 27593
I I TEST PRCCEDLIFS XlD EISCUSSION Ok. KES'JL'E ( ~ o n t ' d )
duc t ion of s c a t t e r i s a t t r i b u t e d t o improvement of m r f a
poore r q u a l i t y specimens wi th peening while not, r e a l i z i n
c renen t of improvement wi th peenlng o f h igher su r face q a l i t y
Although t h e geometric mean o f a l l groups o f
proved, t h e l a r g e improvement i n ninimun l i f e
nits more confidence i n t h e s h o t peened d a t e
. S h o t peening improved t h e f a
f o r bo th machining methods. However, d i f f e r e n c e s i n f a t i g u e c h a r a c t e r i s t i c s
between machining methods were not overcone by sho t peening. This ag rees
There a r e t h r e e
me t h e l a t t e r two I
d i f f e rences c r e a t e d by machining I j
10 LP.CHH.E.5.S
,
-F 6 - -. . - - - :",-.-I- - - .. -4
, , ,

TEST PROCEDURE .:ID DISCUSSION OF PESULTS ( ~ o n t ' d )
I t i s f e l t t h a t f o r t h e above l i s t e d reasons , t h e use o f high hardness s h o t
dur ing peening d i d n o t improve t h e f a t i g u e performance over t h a t of specimens
peened wi th s t a n d a r d s h o t . Although t h e high hardness s h o t m y induce h igher
s u r f a c e compressioi s t r e s s e s t o a g r e a t e r depth , once coverage o f peening is
attained, machining r e s i d u a l s t r e s s e s a r e overcome and o t h e r f a c t s r s , such
a s machining micrs-cracking, determine t h e l i f e of t h e p a r t .
Spec i fy ing t h e use of 30:X above the c u r r e n t 272-290 K s i u l t i m a t e s t r e n g t h
range would r e s u l t i n random p a r t s wi th a s t r e n g t h of above 339 X s i . This
is due t o accuracy o f c o n t r o l l i n g t e s t methods acd d i f f e r e n c e s i n quench
hardness a c r o s s a s e c t i o n . Based on t h e f a t i g u e d a t a f o r 302 Ksi s t r e n g t h
3OCi6, i n F igure 13, t h e use of t h i s a l l o y above 270-290 Ksi f o r long l i f e
f a t i g u e c r i t i c a l a i r c r a f t corr.ponents does n o t appear b e n e f i c i a l . t,:achining
m s t e r i a l o f t h i s s t r e n g t h on a product ion b a s i s would n e c e s s i t a t e lower
f a t i g u e a l l o u a b l e s . 4
LOCKHEED
i-

CONCLUSIONS
1. Under a x i a l fat igue loading a" s t r e s s concentration (,Kt) of 1 .9 and s t r e s s
of notched high
5: The use of high hardness shot during shot peening of notched
s t rength s t e e l does not improve fa t igue cha rac t e r i s t i c s compared t o shot
peening with standard shot. However, evidence of peeninu. coversge is
more prono,mced with the use of high hardness shot .
RECOI.?I.~IDATIONS ---I
1. To enhance fa t igue cha rac t e r i s t i c s of c i r cu la r grooves i n high stren@;th
s t e e l p a r t s and reduce machinins var iab les during fat igue t e s t ing , specify
these areas t o be f i n a l machined by crush form grinding.
2 . Update the S t ruc tu ra l Li fe Assurance Manual incorporat ing the constant . . amplitude fa t igue da ta contained i n ' t h i s repor t and recently published . ..~. ..
data. h!ore emphasis should be placed on the l a the turned data as t h i s
condition more c lose ly typ i f i e s manufacturirg surface i n t e g r i t y ,
3: To a s s u e complete coverage and adequate i n t e n s i t y during shot peening
of fa t igue c r i t i c a l pa r t s , require t he peening techniques f o r these p a r t s .-
I t o be approved by Lockheed Cngineering. I

Specimen Rough !.lachining - G . W. Yhoaas and L . J. Vie r sen
Specimen F i n a l Machining - C . R . Crane
F a t i n e Tes t ing - D. Black and C i . Krupp
Data Analys is - J. C. Ekva l l and L. Young
Techn ica l Advise - G . G. ilald
Metallography - W . W. Leuders
ACKNU'+LDGtdE?l'IS
The fol lowing a r e ack:lo-xladged for t h e i r e f f o r t s i n t h i s r e s e a r c h program:

1. Pengra, J. J., "High Strength S t e e l Evaluation", LR 26201, dated 5/1/75.
2. Hilton, F., "crush Fcrm ~ r i n d i n g " , C:dFiI 118, dated 2/22/66. - .
3. Western Machinery and S t e e l World, "crush Form Grinding cy l ina r i ca l -
Parts" , June l S 0 .
4. Lauchner, E ., Westec Presentation, March 1974.
5. Urzi, R . B., "Eff'cct of Cadmium P l a t i t igue Propert ies of Wi-4Co-
.30C s t e e l , " LR 23142, da
6. Lowe, R. L. "Fatigue Test
Heat Treat S t e e l - Par t I
7. She i r a t t , F., "The Influence of Shot-Peenicg and Similar Surface
Treatments on the Fatigue Propert ies of :4etals," S & T Kemo 1/66, Ref.
Est . 2/3B, ~ ~ / ~ / 1 3 0 0 , dated 2/66.
8. Sidwell, D. R., "Effects of Decarburication and Shot Peening on 4340
High St rength S tee l , " LR 2382 7/17/70.
9. Q. A . Lab. Report 317121.
lo . Q. A . Lab Report 315580.
11. Dyer, R. H., t o J. H. Best, Subject : "Fatigue Evaluation of Specimens
Fabricated from Two S-3A Launch Bard -30%! I4ateria1," Vought IDC, NO.
2-53443/3M-307, dated 3/20/73.
12. Randolph, J. G., "AISI 434: VAR Trepanned Core and Bar platerial Eqciva-
lency Demonstration Tests by Mechanical Fatigue and Fracture Troughness
Propert ies ," I4enasco Report TTX-010, dated 10/3/74. -- .
13. Urban, R., "Element Fatigue Test Effect of Decarburization and/or Shot
peen on 300M S t e e l , 270/303 ~ s i , " I4enasco Lab Test Report 76-501-80,
: dated revised 7/12/76. !
14. Bush, W. F., "Fatigue Test df.SAE 4340 S t e e l ~ i l l e t , " LR 9674, dated.
2/2/54. ..
15. .Bush, W. F., Pa r t I; Lowe, R. L . , .Par t 11; 'Patigue Tests t o Evaluate
Effec ts of Shot Peening on High Heat Treat s t e e i , " LR 9761, dated 3/2/56. . .
16. Thrash, C. V. "Evaluation of High Strength S tee l s foi' DC-10," Douglas
A i rc ra f t Report ETR-DAC-67520, dated 5/27/69.
17 . Foster , H. W . , and Cox, R. J., ~ " ~ t a t i c and Fatigue ~ o t c h Tests of High 1 eat Treat SAE 4340 and Hy r u f ~ t e e l Bar," LR 7744, dated 1/30/51.
18. Simpson R., and Harris , F. G., "Fatigue of Ultra-High Strerigth S t e e l s - -- A survey of Li te ra ture ," ARL Structures and Materials Note 378, dated '
~ ~
June 1972.

TABLE I - CHEMICAL COMPOSITIOX OF 4340 AND 300M STEEL REFORGING BILLETS . m
: a t e r i a l B i l l e t Source Size C Mn P S S: Cu Pii - C r Mo V Heat No.
Republic 81/2"x81/2" 1.41 .79 .OO& .034 / 1.63 1.74 .87 .LO .09 I
330M C & D 2%9&3 3510937
.42 .70 1.67 1.81 .78 A 3 -0% &.A. Lab. Analysis
Shultz 1 8 1 / 4 " x g U .43 .74 .OC8 .@n2 1.64 .21 1.74 .85 .Q .08
300M E & F 2%*3 3331557 Q.A. Lab. Analysis 4 .79 .308 1.5 1.73 .79 .44 .099
I
Specificat ion 4340 C-05-92> (a i -S-8844)
Requirements .om Max.
*Check Analysis Tolerance + .@1 +*Check Analysis Tolerance f .02


Specimen Identificatio
D l 6
D l 7
Dl 8
D l 9
DZO
D2 1
D22
D23
D24
D25
LOCKHEED
-.
TABLE 111
Specimen P r o c e s s e s and Fat igue Resul t s f r o m 300M C&D Bi l le t Mater ia l (R=O. 1. f=6cps)
T e s t Channe
11
12
12
12
12
Max. j t res Ks i - -
130
106
130
130
130
Syc le s to
F a i l u r e
22 ,020
21 ,680 (1
28,493
16 ,420
29, 533
1 7 , / 9 2 ( 1
21,823
44,813
13,612
10 ,085 (1
25,860
88,230
45,197
6 ,866
76,625
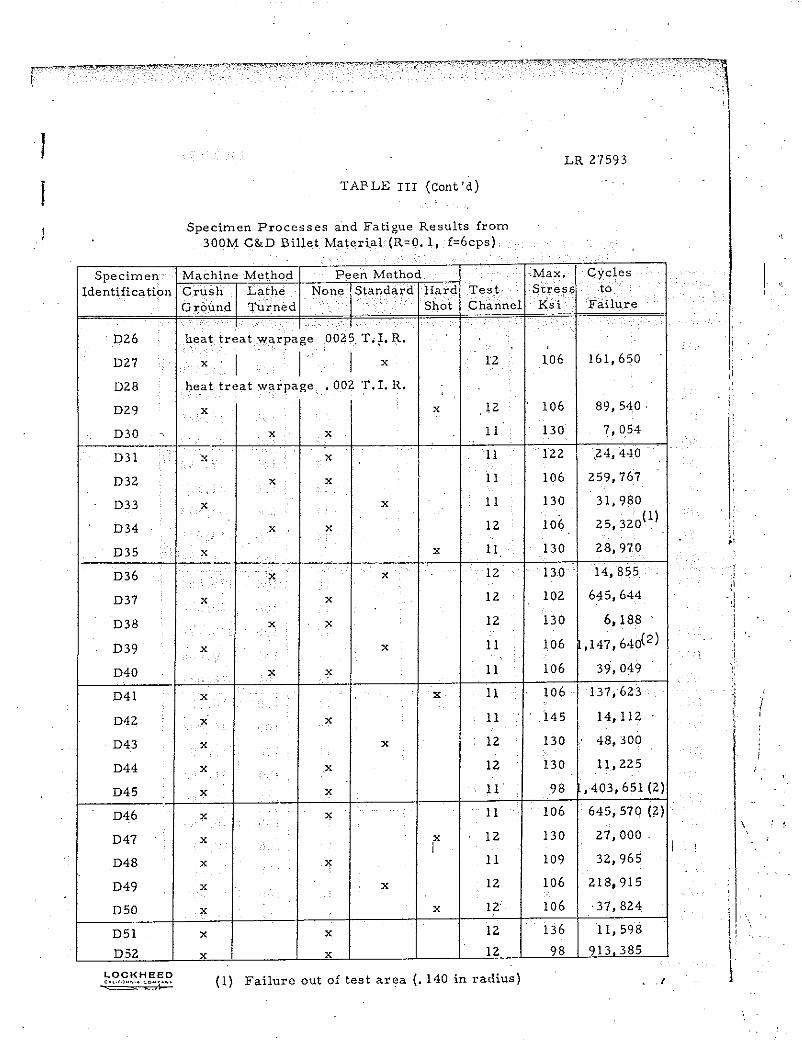
S ~ e c i m e n Processes and Fatigue Results f rom ' 300M C&D Billet Material 6-
h0%.?(HE:D (1) Fai lure out of test a r e a (. 140 in radius) . I

Specimen I ' 1 Identificatior
TABLE I V
Spec imen P r o c e s s e s and and Fatigue Resul t s f rom 300M E & F Bi l le t Ma te r i a l (R=O. 1, f=6cps)
Machin C r u s h Ground
X
X
X
X
X
Method Lathe Turned
I Hard Shot - -
X
S -
X
Zycles to
Fa i lure
510,750
90,471
515, 340
28, 326
92,257
68,903
7 ,389
89 ,855
30, 332
55,596
69 ,735
28,802
70,200
!03,856
567,300
i47 ,039
104; 698

heat treat warpage .0025 T.I.R.
x x 11 130 21,380 I
x x 11 106 51,339
x x 11 106 72,725
x X 12 106 22,091
x x 11 109 52,110
x x 12 130 14,100
X X 11 102 273,843

LR 27593 TABLE V (cont 'd)
Specirr.en P r o c e s s e s and Fatigue Results f r o m 4340 V & X Billet Material (R-1. 0, f=bcps)
h Did not fail:

I . ,
LR 27593 ,
' TABLE V ( ~ o . n t ' d ) . ,

Geometric Mean Li fe and Standard Ceviation of 3001.1 C & D B i l l e t Material Fatigue Tested a t 130 KSI, R=0.1
i l loy and F ~ t i g u e Geometric Standard Jltimate Fabricat ion Specimen I ;;?e bEan Deviation
itrength Method Identzf ica t ion X S
30@1 Lathe Dl0 10,0851iF~ 277Isi Turned 014 6,866 7,415 .0924
D30 7,05L D33 6,189
Crush Form D l 22,029 Ground D7 21,623 16,464 .I477
D9 13,612 044 11,225
Lathe D4 16,41:, Turned ~ 1 6 10,950 13,975 .0917 Peened ~ 3 6 14,555
With Standard Shot
Crush Form 03 28,493 Ground D21 40,193 36,466 .lo23 Peened D33 31.980
wi th Standard D4 3 48,300 Shot
Crush Form D5 29,533 Ground D23 32,284 29,387 .0320 Peened D35 28,979
With Hard Shot ~ 4 7 27, ml0
N.F. Specimen did not f a i l


TABLE VIII
Geometric E.!ean Life and Standard Deviation of 30014 C & D E i l l e t Material Fatigue Tested a t 106 UI, R=O.1
Alloy and Ultimate Strength
Lathe ~ 1 8 1 29,295 Turned D22 210,319
Fabricat ion Specimen Method I d e ~ i t i f i c a t i o n
Crush Dl3 I z 4 r . i ~ Form Dl7 46.892
Fatigue Life
Xi
Ground
Lathe Turned Peened D20 1 59;611
W i t t Standard D24 1 154,893 Shot
Crush Dl5 Form D27 Ground D39 P e ~ n e d D49
With Standard Shot
Crush Form D l 1 Ground D29 Peened ~4 1 With Hard D50 Shot
N.F. Specimens d id not f a i l
LOCKHEED c.#,.m.*. 'o""...
Geometric i Standan Mean X I DeviYO1


Geometric I.lea;~ L i f e a;id S tandard Dev ia t ion Of 4340 V & X B i l l e t !.laLerlaL Tested a t 1 6 GI, K-0.1
Alloy and J l t i m a t e s t r e n g t h
4340 264 Ksi
i
I
F a b r i c a t ion )!ethod
Latke ' Peened Turned 'p X 2 3
With S tandard X29 Shot X4 ?
rpecimen I d e n t i f i c a t i o : ~
Lathe Turned
C r u m X13 X29
Ground ~ 4 8 Peened X 5 3
With S t a n d a r d x60
.., !. 0
S ~ J :<14 .. , . ... -
Crush Form Xll Ground X21 Peened
With Hard
F a t i g u e 1,i r e X; A
e o m e t r i c I4ean X
13,588
S tandar3 e v i a t i o n
S
.132
.334
.I58
.0281
,0854
-


C 9 9 Bi1Ie-t R e p u b l ~ c Steel 3 0 0 M Heat No. 38roso7




. 8 ~. . ' 1 -.,
I. . .: K =1.9 . . r . .
t R -0.1 - . . . .- , f =6 cps
. , . ~. , -'-+- Lathe Crush Form
. . . : , , . .. I . i Turned Ground . . , . . - - . . I 3001.1 . , . - * - . ' 277KSi Q 0
Cycles to Failure I
Figure 7 Constant Amplitude Axial Fatigue Test Results of Lathe Turned and Crush Ground 4340 and 3CU.f
S t e e l Reforging Stock


L O C K H E E D
--F

LATHE TURNED u-.l
Figure 12. Ehmary of F a t i q e Data Showing Effect of Shot Peening on Endurance of 4340 and 300EI a t liaximum S t r e s s of 106 K s i , R=0.1, Kt"l.9

4340 264 KSI CRUSH GROUND SHOT PEENED
CRUSH GROUND SHOT PEENED HARDSHOT
MOM 277 KSI CRUSH GROUND SHOT PEENED
CRUSH GROUND SHOT PEENED HAROSHOT
340 2GU KSI CRUSH GROUNO SHOT PEENED
CRUSH GROUNO SLQT PEENED HARD SHOT
OOM 277 KSI CRUSH GROUND SHOT PEENED
CRUSH GROUND SHOT PEENED HARD SHOT
W M 302 KSI CRUSH GROUNO SHOT PEENED
CRUSH GROUND SHOT PEENEO
NO GEOMETRIC FAILURE
MIN. '
HARDSHOT I I I I I 1 10 30 1 W 300 10W 2WO G
N CYCLESTO FAILURE XlOOO ' -a
\" V I W
Figure 13. Suormary of F a t i m e Data Comparing Endvrance o f Specimens Peened wlth Standard Shot and IIard Shot and Hi&er Strenrrth 30014 t o Standard Strength 300M, ~ ~ 0 . 1 , K~ ~1.9



















