Hydrostatic Testing for Pipe Lines(Ch5)
23
8/13/2019 Hydrostatic Testing for Pipe Lines(Ch5) http://slidepdf.com/reader/full/hydrostatic-testing-for-pipe-linesch5 1/23 Hydrostatic Testing for Pipe Lines After construction of a pipe line is completed, or if pipe has been replaced or relocated, it is necessary to hydrostatically test the pipe line to demonstrate that the pipe line has the strength required to meet the design conditions, and to verify that the pipe line is leak free. The U.S. Federal Safety Regulations for ipelines require that pipe lines used to transport ha!ardous or highly volatile liquids be tested at a pressure equal to "#$% of the ma&imum allo'able operating pressure ()A*+ for at least four continuous hours and for an additional four continuous hours at a pressure equal to ""% or more of the )A* if the line is not visually inspected for leakage during the test. A design factor of -#% of the specified minimum yield strength (S)S+ of the pipe is used to determine the ma&imum allo'able operating pressure. The requirement to test to "#$% of the )A* 'ill therefore cause the pipe to be tested to a pressure equal to /% of the S)S of the pipe. See Section 0 1 ipe 2esign for additional information on calculating the )A*. The Regulations for gas lines specify design factors based on the class location of the pipe line. The class location is determined by the number of buildings in a specified area on either side of the pipe line. Refer to art "/#.""" of the )inimum Federal Safety Standards for 3as 4ines for the details on ho' to determine the class location. See Section 0, ipe 2esign for a listing of the design factors for the different class locations. The Regulations specify that the test pressure must be maintained for at least eight hours and must be equal to at least "#$% of the ma&imum allo'able operating pressure. The Regulations should be consulted for the specific testing requirements as the Regulations are sub5ect to change. Usually, operators 'ill specify a test pressure range from /% to /$% of the S)S of the pipe. Some 'ill allo' test pressures as high as "% of the S)S of the pipe and some 'ill test to slightly beyond the S)S of the pipe. Specifying a test pressure at least equal to /% of the S)S of the pipe 'ill qualify it for the ma&imum allo'able operating pressure. 6n some cases, the test pressure 'ill be based on the minimum yield strength determined from the mill test reports. 7ydrostatic testing a pipe line is certainly a ma5or operation and should be carefully planned. )ost companies have hydrostatic test manuals that detail the procedures to be follo'ed to complete the test. Usually, this 'ork is performed by a hydrostatic testing contractor hired by the pipe line o'ner, or hydrostatic testing may be included as a part of the main construction contract. *ne of the first steps in planning the hydrostatic test operation is to e&amine the elevation gradient. The gradient, along 'ith the location of the 'ater source, and the pipe design data, 'ill be used to determine the length and number of test sections. Figure " sho's a typical pipe line elevation gradient.
Transcript of Hydrostatic Testing for Pipe Lines(Ch5)

8/13/2019 Hydrostatic Testing for Pipe Lines(Ch5)
http://slidepdf.com/reader/full/hydrostatic-testing-for-pipe-linesch5 1/23
Hydrostatic Testing for Pipe Lines
After construction of a pipe line is completed, or if pipe has been replaced or relocated, it
is necessary to hydrostatically test the pipe line to demonstrate that the pipe line has thestrength required to meet the design conditions, and to verify that the pipe line is leak
free.
The U.S. Federal Safety Regulations for ipelines require that pipe lines used to transport
ha!ardous or highly volatile liquids be tested at a pressure equal to "#$% of thema&imum allo'able operating pressure ()A*+ for at least four continuous hours and
for an additional four continuous hours at a pressure equal to ""% or more of the )A*
if the line is not visually inspected for leakage during the test. A design factor of -#% ofthe specified minimum yield strength (S)S+ of the pipe is used to determine the
ma&imum allo'able operating pressure. The requirement to test to "#$% of the )A*
'ill therefore cause the pipe to be tested to a pressure equal to /% of the S)S of the
pipe. See Section 0 1 ipe 2esign for additional information on calculating the )A*.
The Regulations for gas lines specify design factors based on the class location of the
pipe line. The class location is determined by the number of buildings in a specified area
on either side of the pipe line. Refer to art "/#.""" of the )inimum Federal SafetyStandards for 3as 4ines for the details on ho' to determine the class location. See
Section 0, ipe 2esign for a listing of the design factors for the different class locations.
The Regulations specify that the test pressure must be maintained for at least eight hoursand must be equal to at least "#$% of the ma&imum allo'able operating pressure. The
Regulations should be consulted for the specific testing requirements as the Regulations
are sub5ect to change.
Usually, operators 'ill specify a test pressure range from /% to /$% of the S)S ofthe pipe. Some 'ill allo' test pressures as high as "% of the S)S of the pipe and
some 'ill test to slightly beyond the S)S of the pipe. Specifying a test pressure at least
equal to /% of the S)S of the pipe 'ill qualify it for the ma&imum allo'ableoperating pressure. 6n some cases, the test pressure 'ill be based on the minimum yield
strength determined from the mill test reports.
7ydrostatic testing a pipe line is certainly a ma5or operation and should be carefully
planned. )ost companies have hydrostatic test manuals that detail the procedures to befollo'ed to complete the test. Usually, this 'ork is performed by a hydrostatic testing
contractor hired by the pipe line o'ner, or hydrostatic testing may be included as a partof the main construction contract.
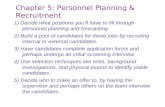
*ne of the first steps in planning the hydrostatic test operation is to e&amine the elevationgradient. The gradient, along 'ith the location of the 'ater source, and the pipe design
data, 'ill be used to determine the length and number of test sections. Figure " sho's a
typical pipe line elevation gradient.

8/13/2019 Hydrostatic Testing for Pipe Lines(Ch5)
http://slidepdf.com/reader/full/hydrostatic-testing-for-pipe-linesch5 2/23
Figure 1. Pipe line elevation profile
8here the pipe line traverses hilly terrain, the elevation gradient must be carefullyconsidered in selecting the pipe line test segments. 2ifferent companies have differing philosophies on ho' to do this. Some limit the amount of elevation difference 'hile
others may specify a range of allo'able percentages of the S)S of the pipe 1 i.e., / to
/$% or / to "% of the S)S of the pipe. 6n any case, the test gradient should be plotted to be sure the test pressure falls 'ithin the specified pressure limits.
The test gradient must be based on 'ater head in feet, if 'ater is used as the test medium.
8ater pressure may be converted to head by dividing the pressure by .900. 6f sea 'ater
is being used as the test medium, a factor of .99$ should be used. This assumes aspecific gravity of ".# for sea 'ater. 6n any case, the factor of .900 should be modified
according to the specific gravity of the test medium.
4et:s assume that 'e have a line that is to be tested and the elevation at the test site is
", feet and the elevation at the end of the line is ",# feet. Fresh 'ater 'ill be usedas the test medium and it is desired to test the pipe to a minimum of /% and a ma&imum
of /;% of the S)S of the pipe. The pipe is 0< *2 & .0/< 't A6 $4= =;. There is
a difference in elevation of # feet and this is equal to >;.; psig (# feet & .900 ? >;.; psig+. A test pressure equal to /% of S)S is ",99 psig. Since the test site is lo'er

8/13/2019 Hydrostatic Testing for Pipe Lines(Ch5)
http://slidepdf.com/reader/full/hydrostatic-testing-for-pipe-linesch5 3/23
than the high end of the line, the >;.; psig is added to ",99 psig to obtain a test site
pressure of ",9/" psig. The pressure at the end of the line 'ill be ",99 psig 'hich
equates to /% of S)S. The pressure at the lo' point equates to /;% of S)S.
@o' let:s assume a line has a high point elevation of "," feet, a lo' elevation point of
", feet, and the elevation at the test site is ",$ feet. The test pressure at the high point 'ill need to be ",99 psig in order to meet the /% of S)S requirement. The
pressure at the lo' point 'ill be ",99- psig, and the pressure at the test site 'ill be ",9#; psig.
8hen testing offshore lines, the pressure at or belo' the 'ater surface 'ill be the same
as at the lo' elevation point due to the offsetting e&ternal sub1sea pressure head. 6f theline previously described 'as laid offshore, the test pressure at the 'ater surface 'ould
be ",99 psig. The elevations are as follo's
Top of riser B"" feet
Test site B- feet8ater surface feet
ipe depth 1";> feet
The test pressure at the test site 'ould be ",99 1 (- & .99$+ or ",9" psig. At the top of
the riser, the test pressure 'ould be ",99 1 ("" & .99$+ or ",0// psig.
The typical profile sho'n in Figure " represents a pipe line that requires testing. The pipeline crosses a river at appro&imately ) $ and river 'ater 'ill be used to test the line.
Test sections " through $ have been chosen as indicated. The length of sections 0 and 9
are limited by elevation difference. This line 'as designed to operate at /0; psig or -#%
of the S)S of 0< & .0-$< 't A6 $4= =$# pipe for Class 6 locations, and ;% of theS)S of 0< & .0/ 't S6 $4= =; pipe for Class 66 locations, and $% of the S)S
of 0< & .90>< 't A6 $4= =;$ for Class 666 locations.
The pine line crosses one railroad, one high'ay, and the river. 6t also includes one main
line block valve assembly. The valve assembly, river crossing, and road crossing 'ere pre1tested before installation and are tested again after installation.
Four test manifolds 'ere installed to facilitate filling the line and for isolating the test
sections during the test operation. See Figure # for a typical pressure sectionali!ingmanifold. T'o1'ay pigs 'ere loaded at each of the intermediate manifolds. The pigs are
moved by the fill 'ater and are necessary to remove the air from the line.
6t is generally a good idea to test the section most distant from the 'ater source first. 6f it
should rupture, then testing on intermediate sections can continue 'hile repairs on thefailed section are completed.

8/13/2019 Hydrostatic Testing for Pipe Lines(Ch5)
http://slidepdf.com/reader/full/hydrostatic-testing-for-pipe-linesch5 4/23

8/13/2019 Hydrostatic Testing for Pipe Lines(Ch5)
http://slidepdf.com/reader/full/hydrostatic-testing-for-pipe-linesch5 5/23
Figure 4. Typical fill site. Courtesy )ilbar 7ydrotest.

8/13/2019 Hydrostatic Testing for Pipe Lines(Ch5)
http://slidepdf.com/reader/full/hydrostatic-testing-for-pipe-linesch5 6/23
Figure 5. Test thermometer placement. Courtesy )ilbar 7ydrotest.
The pumps used to fill the line should have sufficient capacity to fill the line at a rate of
about "D# mile per hour. 8ater filters should be used and are normally equipped 'ith one
hundred mesh screens. See Figure 9 for a typical fill site arrangement. Some companiesmay specify a finer mesh screen. The filling unit should be equipped 'ith a flo' meter to
measure the amount of 'ater pumped into the pipe line. Temperature records 'ill be used
to record ambient temperature, the temperature of the pipe and 'ater, and groundtemperature. See Figure $ for typical test thermometer placement. A pressure recorder
'ill be used to provide a recording of the pipe line test pressure. A dead'eight tester 'ill
be used to calibrate the pressure recorder. A high pressure pump capable of delivering -
to "$ gpm at a pressure e&ceeding there equipped test pressure 'ill be used in the final pressuring operation. Small high pressure units 'ith a capacity of ; to 0 gpm may be
used for short sections of large diameter lines and smaller diameter lines.
2ead'eight pressure and temperature readings are recorded after the prescribed test
pressure has been reached and the pressures and temperatures have stabili!ed. A pressurevs. time plot may also be made. Readings are usually made at fifteen minute intervals for
the first hour and at thirty minute intervals thereafter. The procedure for accepting a
leakage test 'ill vary from company to company. Some 'ill accept the leakage test ifthere is no pressure drop in a three hour period.

8/13/2019 Hydrostatic Testing for Pipe Lines(Ch5)
http://slidepdf.com/reader/full/hydrostatic-testing-for-pipe-linesch5 7/23
A pressure1volume plot may be required, especially if the test pressures approach or
e&ceed the S)S of the pipe. The plot is made manually during the pressuring operation
by recording pump strokes on the =1a&is and pressure on the 1a&is. A straight line 'ill be produced until the plastic range of the pipe is reached or until a leak occurs. This type
of plot is also useful should a 5oint of lighter 'all thickness of lo'er yield strength pipe
be inadvertently placed in the pipe line.
Small leaks during the testing operation can be difficult to locate. A change in the'aterDpipe temperature may give the appearance of a leak. 6f the temperature of the
pipeD'ater decreases, the test pressure 'ill decrease. An increase in 'aterDpipe
temperature 'ill cause the test pressure to increase. The effect of a temperature changemay be estimated using the equations and data contained in Appendi&es A and E. To
achieve any degree of accuracy in these calculations, it 'ill be necessary to have accurate
temperature and pressure readings.
The pipe line test temperature may be affected by riverDcreek crossings along the pipe
line route. Also, if cold river 'ater is used, there 'ill be a changing temperature gradient.Air, either trapped or entrained, 'ill also affect the pressure1temperature calculations
since the coefficient of e&pansion for air is not the same as for 'ater. 6f the calculationsare made the decrease in pressure cannot be attributed to a temperature change, then it
may be necessary to sectionali!e the test section by manifolding and repressuring the
shorter segments to facilitate locating the leak. *nce the leak has been located andrepaired, testing operations can resume.
Air compressors 'ill be required to remove the 'ater once the testing is complete. The
ma&imum head for this particular pro5ect 'as 9$ feet ("/$ psig+. Allo'ance 'ill need to
be included for friction loss in the cross1over manifolds. The compressors 'ill need to
have sufficient capacity to remove the 'ater at about the same rate as the fill rate. )ost portable compressors are limited to appro&imately "#$ psig. 6n this case, booster
compressors 'ill be needed for the "/$B psig. See Figure - for a typical de'ateringconnection.
Upon completion of testing, the test pressure is bled off to leave appro&imately " to #
psig at the high point in the test section. 2e'atering may be accomplished using the air
compressors discussed earlier. Some companies may elect to displace the test 'ater 'iththe material that 'ill normally be pumped through the line. This is usually the case 'ith
crude oil and refined product pipe lines. ipe lines used to transport natural gas and
certain chemicals are usually de'atered using compressed air. Care must be e&ercised in
the de'atering operation to make sure that no air is introduced into the test section, thusminimi!ing the possibility of air locks. An air lock is probably the most severe problem
involved in de'atering. Air locks are caused by air accumulating in the do'nhill leg and
'ater accumulating in the uphill leg, 'hich creates a manometer in the pipe line. 6n someinstances, e&tremely high pressure may be required to overcome the manometer. Care
should be e&ercised to be sure the ma&imum allo'able pipe line operation pressure is not
e&ceeded. 6t may also be necessary to tap the line and vent air at the high points.

8/13/2019 Hydrostatic Testing for Pipe Lines(Ch5)
http://slidepdf.com/reader/full/hydrostatic-testing-for-pipe-linesch5 8/23
6f it is necessary to pipe the 'ater a'ay from the right1of1'ay, 'elded pipe should be
used. The pipe must be securely anchored. The use of tractors and skids 'ill probably
provide sufficient anchoring.
Al'ays use a valve to control the amount of 'ater being bled from the pipe line.
6f there 'ill be a delay in placing the pipe line in operation, and it is decided to leave the
test 'ater in the line until operations begin, consideration should be given to the use of a
corrosion inhibitor. 4ong term storage of the line may necessitate the use of o&ygenscavengers in addition to the inhibitor.
Figure 6. Typical pressure unit set1up. Courtesy )ilbar 7ydrotest.

8/13/2019 Hydrostatic Testing for Pipe Lines(Ch5)
http://slidepdf.com/reader/full/hydrostatic-testing-for-pipe-linesch5 9/23
Figure 7. 2e'atering arrangement. Courtesy )ilbar 7ydrotest.

8/13/2019 Hydrostatic Testing for Pipe Lines(Ch5)
http://slidepdf.com/reader/full/hydrostatic-testing-for-pipe-linesch5 10/23
Figure . Typical test report. Courtesy )ilbar 7ydrotest.

8/13/2019 Hydrostatic Testing for Pipe Lines(Ch5)
http://slidepdf.com/reader/full/hydrostatic-testing-for-pipe-linesch5 11/23
6f after de'atering, residual moisture in the pipe line poses a problem, it 'ill be
necessary to clean and dry the pipe line. See Section ; for drying details.
A permit to discharge the 'ater may be required, especially if there is a possibility the'ater may enter a stream of 'ater. This should be determined and permits obtained, if
required, in the planning phase of the testing operation. A <splash< plate or bales of haymay be used 'hen de'atering to prevent erosion.
The most important aspect of any test operation is complete and accurate documentation,since it 'ill become a permanent record 'hich must be retained for as long as the facility
tested remains in operation. Federal ipeline Safety Regulations for pipe line transporting
liquids require that these records include the follo'ing information
• The pressure recording charts
• Test instrument calibration data
• The names of the operator, of the person responsible for making the test, and of
the test company used, if any• The date and time of the test
• The minimum test pressure
• The test medium
• A description of the facility tested and the test apparatus
• An e&planation of any pressure discontinuities, including test failures, that appear
on the pressure recording charts and
• 8here the elevation differences in the section under test e&ceed " feet, a profile
of the pipe line that sho's the elevation and test sites over the entire length of the
test section.
The records required by the Federal ipeline Safety Regulations for pipe linestransporting gas are similar to those required for pipe lines used to transport liquids.
A typical test report is sho'n in Figure >. 6f failures occurs during the test, a report
documenting the failure and the suspected reasons for the failure should be completed. Atypical form is sho'n in Figure /.
A daily operating log should be used to record activities associated 'ith the test,
operating status of the test equipment in use, engine rpm:s, and any unusual
circumstances that occur during the test. A typical form is sho'n in Figure ".

8/13/2019 Hydrostatic Testing for Pipe Lines(Ch5)
http://slidepdf.com/reader/full/hydrostatic-testing-for-pipe-linesch5 12/23
Figure !. ipe line failure report. Courtesy )ilbar 7ydrotest.

8/13/2019 Hydrostatic Testing for Pipe Lines(Ch5)
http://slidepdf.com/reader/full/hydrostatic-testing-for-pipe-linesch5 13/23

8/13/2019 Hydrostatic Testing for Pipe Lines(Ch5)
http://slidepdf.com/reader/full/hydrostatic-testing-for-pipe-linesch5 14/23

8/13/2019 Hydrostatic Testing for Pipe Lines(Ch5)
http://slidepdf.com/reader/full/hydrostatic-testing-for-pipe-linesch5 15/23
F pt ? " B J(T 1 ;+ & ">.# & "1;K
F't ? Factor to correct for thermal change in specific 'ater volume from ;IF to test
'ater temperature. Refer to Table ".
(a$ple )alculation*
ipe Si!e ".-$< *2 & .#-/< '.t. =1$#
4ength $ miles
Test pressure #,90 psig
Temperature $IF
Use equation " to determine the initial line fill volume, G.
G ? .9> & (".-$ 1 (# & .#-/++# & $,#> & $ ? """,>>> gallons
Golume required to achieve test pressure ? G tp ? G & F'p & F pp & F p't.
F'p ? "D" 1 J(9.$ & "1$+ & (#90 D "9.-0+K ? ".-9-/
F pp ? " B J(".-$ D .#-/+ & (./" & #90 D (0 & ";++K B J0.; & "1; & ($ 1 ;+K ?
".#>9
F p't ? F pt D F't
F pt ? " ? J($1;+ & ">.# & "1;K ? .///>">
F't ? .///0;" (from Table "+
F p't ? .///>"> D .///0;" ? ".$"#
Gtp ? """,>>> & ".-9$- & ".#>9 & ".$"# ? ""0,// gals.
6ncremental volume required to reach test pressure, .
? ""0,// 1 """,>>> ? ",#"" gals.
After a period of time, the test pressure, has decreased to #,9"> psig and the
temperature of the pipe and test 'ater has decreased to 9>IF. The calculation procedure previously described may be repeated to determine if the pressure decrease is attributable
to the decrease in temperature.
G ? """,>>> gals.
" ? #,9## psig
T" ? 9>IF

8/13/2019 Hydrostatic Testing for Pipe Lines(Ch5)
http://slidepdf.com/reader/full/hydrostatic-testing-for-pipe-linesch5 16/23
F'p" ? ".-9$9
F pp" ? ".#-/;
F pt" ? .///->"
F't" ? .///#"- (from Table "+
F p't" ? .///->" D .///#"- ? ".$;$
Gtp" ? """,>>> & ".-9$9 & ".#-/; & ".$;$ (H#,9## psig and 9>IF+
Gtp" ? ""0,"" (Golume at reduced temperature 1 represents volume that 'ould be
required to raise test pressure to original value at 9>oF+.
Gtp ? ""0,// (Golume at initial test conditions+
To restore the pressure to the original test pressure, t'o gallons of 'ater could be addedto the test section. 6f more than t'o gallons is required to restore the test pressure, there is
the possibility that a leak e&ists.
8hen making these calculations, care must be e&ercised to be sure that accurate
temperature and pressure data are available. 8here test sections are long, it is likely thatthe temperature 'ill not be uniform throughout the test section and thus affect the
accuracy of the calculated results.
Ta+le 1
F,t -- Factor to correct for te ter$al cange in te specific
volu$e of ,ater fro$ 6"/F to te test ,ater te$perature Te$p. 0/F F,t Te$p. 0/F F,t
0$ .///--- ;/ "./#/
0; .///$/ - "."0;9
0- .///9$> -" "."";/;
0> .///0-$ -# "."#>0#
0/ .///09 -0 "."9##/
9 .///0$- -9 "."$9#
9" .///9#" -$ ".";>>0
9# .///$0; -; ".">"0
90 .///;/9 -- "."/;$-
99 .////0 -> ".#"###
9$ .///""$ -/ ".##$$#
9; .///"-/" > ".#9"->

8/13/2019 Hydrostatic Testing for Pipe Lines(Ch5)
http://slidepdf.com/reader/full/hydrostatic-testing-for-pipe-linesch5 17/23
9- .///"-/" >" ".#$$;"
9> .///#";> ># ".#-#$"
9/ .///#$// >0 ".#>;>9
$ .///0;" >9 ".090$
$" .///0;"$ >$ ".0"/"/
$# .///9""# >; ".00-0
$0 .///9-"$ >- ".0$$-0
$9 .///$0## >> ".0-"00
$$ .///;9; >/ ".0/09
$; .///;;>0 / ".9;9#
$- .///-9>> /" ".9#;"
$> .///>"/" /# ".990$-
$/ .////-9 /0 ".9;#-"
; ". /9 ".9-/-#
;" ".>0 /$ ".$90
;# ".">$ /; ".$#"9#
;0 ".#;-" /- ".0$/"$
;9 ".0-9; /> ".$;;-
;$ ".9;-9 // ".$->>9
;; ".$>#0 " ".;/
;- ".;>"" "" ".;"/9/;> ".>0" "# ".;9#-
"0 ".;;">
"9 ".;>9"-

8/13/2019 Hydrostatic Testing for Pipe Lines(Ch5)
http://slidepdf.com/reader/full/hydrostatic-testing-for-pipe-linesch5 18/23
Ho, to se )arts for sti$ating te $ount of
Pressure )ange for a )ange in Test %ater
Te$perature
a$ple.
ipe data ">< *2 & .0-$< 't
8ater temp. at beginning of test -IF8ater temp. at time T ;;IF
Test pressure ",> psig
Calculate
2 D t ? "> D .0-$ ? 9>
'here
2 ? ipe *2, in.
t ? ipe 'all thickness, in.
Calculate
average temperature ? (- B ;;+ D # ? ;>IF
Use the chart in Figure 0. Mnter at ;>IF and at the intersection 'ith 2 D t line representing
9>, read #0 psigDIF.

8/13/2019 Hydrostatic Testing for Pipe Lines(Ch5)
http://slidepdf.com/reader/full/hydrostatic-testing-for-pipe-linesch5 19/23
Figure 1.

8/13/2019 Hydrostatic Testing for Pipe Lines(Ch5)
http://slidepdf.com/reader/full/hydrostatic-testing-for-pipe-linesch5 20/23
Figure 2.

8/13/2019 Hydrostatic Testing for Pipe Lines(Ch5)
http://slidepdf.com/reader/full/hydrostatic-testing-for-pipe-linesch5 21/23
Figure 3.

8/13/2019 Hydrostatic Testing for Pipe Lines(Ch5)
http://slidepdf.com/reader/full/hydrostatic-testing-for-pipe-linesch5 22/23
Figure 4.
asis for cart develop$ent
d ? JE 1 #aK D J2 & (" 1 v#++ D Mt B CK
'here
d ? psig change per ICE ? Coefficient of e&pansion of 'ater
2 ? ipe *2, in.
M ? )odulus of elasticity for steel, 0 & ";
v ? oisson:s ratio, .0C ? Compressibility factor for 'ater, cu in.Dcu in.Dpsig
a ? Coefficient of e&pansion for steel, ".""; & "1$ per IC
t ? ipe 'all thickness, in.T ? Temperature, IC
E & "; ? 1 ;9.#;> B "-."$ & t 1 .#0;/ & T# B .";9> & T0

8/13/2019 Hydrostatic Testing for Pipe Lines(Ch5)
http://slidepdf.com/reader/full/hydrostatic-testing-for-pipe-linesch5 23/23
)o$pressi+ility Factor for %ater
ressure Range ",9$ psig to #,/#$ psig
Temperature (IC+ Compressibility Factor (cu in.Dcu in.Dpsig+
0.0$ & "1;
" 0."9 & "1;
# 0." & "1;
$ #.>/ & "1;
From 6MCA4CT) #. ractical ipeline 7ydraulics, 3ulf ublishing Company,7ouston, Te&as.