
HSE REPORT 2008 - jotunimages.azureedge.net REPORT 2008 Contents HSE highlights 4 ... (HSE) is a...
13
HSE REPORT 2008
Transcript of HSE REPORT 2008 - jotunimages.azureedge.net REPORT 2008 Contents HSE highlights 4 ... (HSE) is a...
H S E R E P O R T 2 0 0 8

3
TE
xT
H S E R E P O R T 2 0 0 8
ContentsHSE highlights 4
Understanding HSE 5
HSE vision 6
Maintenance 8
Safety 10
Environmental responsibility 12
Sustainability 14
Raw materials 15
Production 16
Environment 18
Safe working 20
Internal audits 22
HSE investment 23
Design and copywriting by: say pr & communications as
All pictures taken by Morten Rakke Photography, except:Front cover: iStockphoto, page 11: Jotun HSE archive,page 13: Biologge AS, page 14: Mubadala Development Company
Printed by: BK Gruppen
The paper used to print this report has the Nordic Eco-labeling - the Swan and is also approved by the PEFC Council (Programme for the Endorsement of Forest Certifications schemes).
MILJØMERKET
241Trykksak
645

4
HSE
HIg
HlI
gH
TS
5
Un
DE
RSTA
nD
Ing
HSE
Health, safety and the environment (HSE) is a management responsibility in Jotun. The HSE organisation assists with controls, expertise and reporting.
The Jotun Board of Directors has overall responsibility for HSE activities and approves budgets, strategies and guidelines.
The President & CEO devises the group’s HSE policy, approves Jotun’s HSE stan-dards and proposes budgets for opera-tions and investments.
The Group Executive Vice Presidents for the divisions, Company Managers and Operations Managers are respon-sible for implementing and monitoring Jotun’s HSE standards and local regula-tions via regular reporting and compila-tion of action plans.
The Jotun Group Technical Director de-velops and maintains the group’s HSE standards. The Group Technical Direc-tor reports to the Group Executive Vice President of Jotun Paints.
Local HSE coordinators and HSE per-sonnel assist with the daily monitoring of HSE activities at the factories.
HSE measures form a natural part of management responsibility at Jotun, and are part of the day-to-day work of all employees. n
While specific guidelines,programmes and training are vital to a successful implementation of Jotun’s HSE policy, the company’s performance is built on individuals’ attitudes and actions, which are linked to our values.
With over 7,100 employees working in 70 different countries, Jotun’s task of establishing and enforcing common HSE standards throughout our diverse, multinational organisation is complex and challenging. We do not have the luxury of a common national culture or language, so we developed a more comprehensive approach to HSE based on our common values: Loyalty, Care, Respect and Boldness.
This approach has been remarkably successful, but more work needs to be done. In 2009, we will begin to imple-ment ISO 14001 and OHSAS 18001, to-gether with the existing ISO 9001 certifi-cation, in all of our facilities worldwide. This initiative will require further invest-ment to upgrade existing factories and ensure that the design and construction of new manufacturing facilities are con-
sistent with our internal HSE standards.Jotun has also invested in HSE train-ing and awareness programmes to strengthen our employees’ knowledge about our impact on the environment. We published new maintenance manu-als to improve safety and energy effi-ciency. Finally, we continue to collect, analyse and distribute data every month to ensure that we remain on track in our pursuit of continuous improvement.
As a company with active purchasing agreements worldwide, we have started the process of auditing our suppliers’ HSE performance. Currently, we are develop-ing an initiative to phase out the use of certain harmful chemicals in our own products and replace them with more en-vironmentally friendly alternatives.
Over the past few years, Jotun has com-mitted significant capital resources to the development of a new generation of environmentally friendly emissions-free, waterborne decorative paints. Also we have broadened our portfolio of self-smoothing antifouling marine coatings, which help our customers save fuel and reduce carbon emissions.
Closer to home, Jotun has recognised that our activities have contributed to environmental damage over the years. In cooperation with the Norwegian Institute for Water Research, Jotun is funding the clean-up of marine sedi-ments in the waters of Sandefjord. We also want to ensure that our existing operations will not impact water quality in future.
These individual projects gain greater meaning within the context of an over-all HSE policy. They reflect our shared sense of responsibility to our own staff, our customers, our suppliers and the world. These, along with other similar HSE projects occurring on a local level throughout our organisation, are a constant reminder that the measure of a quality HSE programme is not found in a handbook, but in the willingness of the entire organisation to make a difference.
Morten Fon, President & CEO
Understanding HSE
How we manage HSE
The Board
President & CEO
Divisions
Group Technical Director
All employees
Jotun has committed itself to achieving
ISO 14001 certification. ISO 14001 is an
international management tool enabling an
organisation to identify, control and improve
its environmental performance.
Jotun decided to adopt OHSAS 18001, an
international occupational health and safety
management system.
Jotun initiated a standard for maintenance,
and began implementing it in 2008.
135 graduated from the Jotun Operations
Academy, including 17 company managers.
The programme will continue.
Jotun is starting a programme to carry out audits
of suppliers that focuses on HSE and CSR.
HSE highlights 2008
President & CEO Morten Fon and Production Coordinator Helene Moen review safety information at Jotun’s Gimle factory in Sandefjord, Norway.

We are committed to achieving internationally recognised health, safety and environmental certification by 2010.
In 1998, in the absence of an acceptable global standard for HSE management, Jotun established its own internal HSE standard. This was based on European health, safety and environmental legislation, which focuses on internal control. Over the last decade, HSE legislation around the world has matured, and become more harmonised. Now Jotun aims to adopt these common global standards for HSE.
Devising a cost-effective system that meets the requirements of occupational health, safety and environmental legisla-tion will present a real challenge.
OHSAS 18001 (Health and Safety) has been developed to be compatible with existing quality and environmental man-agement systems standards. This stand-ard details fundamental requirements based on the same “plan-do-check-act” method as Jotun’s internal HSE standard and the lean philosophy.
These management tools enable an or-ganisation of any size to identify and control the HSE impact of its activities, to improve its performance in respect to HSE and to implement a systematic approach by setting HSE objectives.
Managing health, safety and environ-mental risks will save money and give Jotun a competitive advantage.
After several years of training and com-munication concerning how to pre-vent fire and explosions, Jotun faced
seven fires last year. This is the highest number recorded in Jotun and indicates an unwanted and negative develop-ment. While none of the fires resulted in injuries or severe damage to corpo-rate property, three of them had this kind of potential.
All fires were put out by Jotun’s opera-tors and firefighters, without assistance from the fire brigade. This shows the importance of training, continuous im-provement and attitude – as well as the need to reduce and control risks better.
Environmental wastes are often a sign of inefficient production, and they fre-quently indicate opportunities to save time and money. The chemicals and haz-ardous materials used in a process often demand costly support activities, such as regulatory compliance management and reporting activities, use of personal pro-tective equipment and the investment, operation and maintenance of pollution control equipment. These activities do not add value to the customer, and they can create unnecessary risks to workers’ health, safety and environment.
Chemical substitution, process changes, and other strategies can reduce the need for such non-value added activities. For these reasons, understanding and elimi-nating environmental waste can greatly improve the time, quality and cost re-sults of our initiatives. n
6
HSE
vIS
IOn
7
HE
SE v
ISIOnHSE vision
Jotun A/S will enhance long-term competitiveness and financialperformance through a responsible approach, attitude and actions regard-ing Health, Safety and Environment.
All of Jotun’s activities shall:
Prevent work-related illnesses
Promote employees’ physical and mental health
Protect life and property
Prevent pollution
Jotun’s HSE vision Systematic programmeJotun follows a systematic HSEstandard designed to steer our efforts according to the principles of our HSE vision. This standard prescribes auditing, measurement and reporting, which provides the basis for continuous improvement.
HSE standardJotun’s HSE standard forms the basis for the group’s systematic HSE programme. This shall be a solid foundation for Jotun’s long-term competitive strength and financial results.
Work on the HSE standard started in 1994, and in 1998 it was introduced throughout the group’s factories. HSE
reporting and internal controls and audits are carried out in accordance with the same guidelines throughout all of Jotun’s production facilities.
HSE accountsJotun compiles annual accounts on health, safety, use of resources and environmental pollution.
The purpose of the HSE accounts is to monitor the performance of the group, compare group results with other com-panies of a similar nature and provide information both inside and outside of the group about its effects on people and the environment.
Jotun’s reports are based on statutory Norwegian requirements and include
the most important effects on the environment.
The HSE accounts cover a total of 39 factories:n 5 factories in Jotun Dekorativn 11 factories in Jotun Paintsn 12 factories in Jotun Coatingsn 11 factories in Jotun Powder Coatings
Ken Gudvangen, Group Environmental Officer

8
MA
InT
En
An
cE
9
MA
InT
En
An
cE
also need to stay ahead of the mainte-nance game. Otherwise, you simply run from breakdown to breakdown.
Sound maintenance management de-mands good planning tools. Jotun has had IT systems for maintenance, but these have not been fully or systemati-cally utilised. Now this will benefit from increased attention and training. Using a robust planned maintenance system will enable teams at each Jotun location to service different equipment, at the right time and the appropriate resources and pre-ordered parts. This
system is operating against a criticality matrix, which ranks tasks on a number of criteria (safety, environment, health, quality, customer service and economy), in order to prioritise limited resources.In addition, a group-wide mainte-nance website in Jotun’s internal network (JOIN) gives maintenance a global platform to find reference ma-terials and contact points. A group-wide set of key performance indica-tors (KPIs) has been introduced, so that managers can put their perform-ance in a meaningful context.
“Maintenance starts with the operator. First of all, each operator can contrib-ute to good maintenance by operat-ing equipment correctly and keeping it clean. In addition we’ll be training maintenance personnel to ensure that everyone is using this tool in a common way. Then we’ll have a foundation of accurate data and information, so we can adjust our focus to areas in need of improvement,” concludes Jakobsen. n
Two years ago, Jotun’smanagement took a firm grip to improve the company’s maintenance standards by appointing a group maintenance manager. He kicked off a bold new strategic approach to maintenance. How far has it come?
While everyone recognises its impor-tance, maintenance never seems to get enough attention. When things finally do go wrong, nobody knows why. No one knows better the challenges of mainte-nance than Jotun’s Group Maintenance Manager Sven Elling Jakobsen. “One of the most successful industrial companies in the world considers main-tenance a profit centre. Considering the upside of good maintenance and the downside of poor, Jotun’s decision to focus on it is only natural,” states Jakobsen from his office in Sandefjord.He has quick and powerful examples and figures to back up his claims. For example, he explains how a pump fail-ure that would have cost around EUR 300 to repair, ended up costing Jotun over EUR 1 million. He explains how maintenance is at the heart of as many as 70-80 per cent of HSE failures, such as spills, fires or accidents. The effort to improve maintenance across Jotun begins by establishing strong, uniform maintenance stand-ards that incorporate regulations and best practice. Maintenance improve-ment demands increased training, bet-ter planning, more hands-on manage-ment and, simply, more attention.
“We want to move from a situation in which maintenance is firefighting, re-sponding to problems, to a situation in which planning means we avoid problems. Our aim is to try to serve our factories in the same way you would service your car, so that, when you get into it in the morning, it works every time and takes you safely where you want to go,” believes Jakobsen.
Organisation-wide approachJotun is a broad and diverse organisa-tion, in which 40 factories in almost as many countries each differ in terms of its maintenance culture and resources. This was the situation that Jakobsen in-herited when Group Maintenance was established in 2007 to address mainte-nance at the group management level. According to Jakobsen, this began as an HSE initiative. “Maintenance is such a vital factor to safety”, he says. “For different reasons, maintenance levels vary widely across the Jotun organi-sation. Our mission must be to bring all factories up to a correct and sound maintenance level,” Maintenance standards do not come from any magic formula. They are based on global management systems – such as OHSAS 18001, laws and reg-ulations, such as EU directives on work-place safety and, finally, good common sense. The challenge is to establish a single set of guidelines due to the di-versity of Jotun facilities and countries. With a uniform understanding of proper maintenance, widespread training could commence. Through the Jotun Operations Academy, managers have received extra training in a number of maintenance related topics. These cover
technical issues, fire and explosion risks, electrical installations in hazardous areas and maintenance-related laws and regulations. A specific training programme for the 150+ maintenance technicians across Jotun worldwide is under development, as well.
Two sides to maintenanceEnsuring appropriate maintenance worldwide is a two-part exercise. The first part is technical understanding. The second is sound management. Not only does Jotun need suitable working practices and a strong technical grasp of electrical and mechanical tasks, we
Maintenance across JotunGold standard for maintenanceThere are many ways to measure maintenance performance. One important measure of maintenance is up-time of machinery and increased productivity. Another can be findings related to HSE incidents. The Group Maintenance team has launched a “Maintenance Belt Programme” that allows different facilities to grade their performance, compare and discuss improvement. With a judo-like way of thinking, the best performance is rewarded with a black belt. The final goal is straightforward: a world-class level of maintenance in Jotun.

10
SAFE
TY
11
SAFE
TY
Sometimes history should notrepeat itself. After an accident, we review the root causes, summarise the response and take action to prevent similar accidents. But how often do we review the whole process again and assess the long-term affects of our response to an accident?
We talked to both the victim of an accident at a Jotun factory and the factory’s HSE officer four years later to gauge the initial response, the long-term actions and the results.
In July 2005, Jotun Manufacturing Op-erator Muneer Siraj was burned on his left arm, the left side of his face and left ear after a small explosion and ensu-ing fire at Jotun Saudi Arabia’s plant in Yanbu. Siraj was rushed to the hospital while a supervisor extinguished the fire with a mobile foam unit, together with the automatic fire-fighting system.
Fortunately, Siraj’s burns were not grave. After only two months, the only remaining evidence of his injury was a scar on his ear. Not much later, this was gone too. It could have been much worse. Siraj’s protective coveralls spared him further injury.
Root cause analysis revealed how the fire began: A static charge ignited a highly flammable substance. Shortly after the fire’s cause was resolved, Jotun issued a memo telling all factories to halt the use of a particular kind of plastic container with solvents as the plastic containers easily accumulate static energy.
Static was a known danger for Jotun, but the company redoubled its efforts to teach employees how to avoid its ac-cumulation and discharge. Jotun now has a training video specifically address-ing static electricity. In addition, the company has emphasised bonding (a connection that prevents static build-up or discharge) and increased checks that this technique is followed.
Siraj, who returned to work after four days, used his own experience to explain to colleagues about fire hazards in the factory, together with the management. He received significant support after the accident from friends and colleagues and noted changes taken after the accident to prevent a repeat.
“What happened to me was bad, but everything turned out OK. Static is unpredictable. We have to follow HSE rules and do what we can to reduce risk. I believe that things have changed, so that what happened to me won’t happen again,” said Siraj.
In addition to increasing its training in static and fire hazards, Jotun has re-viewed its emergency response plans. More of the bright yellow mobile foam units are to be found throughout facto-ries, and the importance of full cover-age of cover-alls is re-emphasised.
Looking back on the accident years later, the response appears to have been a success. Such a fire has not repeated. Readiness has been improved. Routines and training increased. It will require continuous and unceasing efforts to keep the lessons alive, though. This has been one way to do just that. n
Following up: Safety and our people
Thanks to knowledge and training, fire incidents last year were handled quickly, averting the risk of major fires.
Site security and trainingSecurity and safety are essential in the entire chemical industry, which needs to be prepared for a wide range of threats and incidents, such as intoxi-cants, organised crime, violence in the workplace and even terrorism. In order to manage security risks, Jotun needs to evaluate which measures to take at any given time.
Active learningJotun continued in 2008 to train all staff at its production facilities worldwide on the critical issues of earthing and static electricity. Earthing and static electricity are the biggest challenge Jotun faces in terms of guaranteeing the safety of its employees and property.
5,900 hours of preparedness training were carried out in 2008, compared to 8,000 in 2007. This represented, on av-erage, six hours of training for each of the 990 dedicated rescue personnel.
Specific incidents in 2008There were seven serious incidents that resulted in fire breaking out in 2008.
Two fires occurred due to friction between the lid and the shaft of the dissolver, one in the factory in Guangzhou (China) and the other in the factory in Singapore. At the factory in Turkey, hot work ignited the insulation on the roof of the factory building. Hot work was also the reason for grass catching fire at the powder
coaings factory in Thailand. In Norway, two fires occurred in the insulation of reactors at the binder production, and a road tanker loading alkyds caught fire due to technical reasons.
Using their knowledge and expertise, em-ployees were able to tackle the incidents, quickly averting the risk of major fires.
Fire prevention measuresJotun is active in the area of fire preven-tion. Measures include providing em-ployees with training, fire-resistant facili-ties and personal protective equipment.
The correct fire detection system and firefighting equipment are vital for pre-venting and limiting the scope of a fire.Fire detection and firefighting systems will be activated automatically. Foam-based extinguishing equipment will be used at factories that manufacture solvent-based products.
Any conditions which result or could result in any damage to the environ-ment or personal injury will be treated as non-conformities. These conditions must be rectified in order to prevent any recurrence. This applies to incidents involving fires, near fires and accidental emissions of chemicals. n
Safety and preparedness
Fire is regarded as the greatest risk factor at Jotun’s plants. Preventive measures
against fire and explosions are therefore given high priority in order to prevent
personal injuries and damage to property. Site security is another area in which
improvements are being made.
Muneer Siraj

12
En
vIR
On
ME
nTA
l R
ESP
On
SIb
IlIT
Y
13
En
vIR
On
ME
nTA
l RE
SPO
nSIb
IlITY
Decades of shipping business anda fire in the factory at Gimle in 1976 have contributed to the presence of potentially hazardous chemicals in the fjord of Sandefjord. Now Jotun is heading an effort to clean up sediments in the waters outside the factory.
In September 1976, Jotun’s largest factory and laboratory facilities at Gimle in Sandefjord were destroyed by a major explosion and fire. The disaster had an enduring impact on how the company approached safety and managed its impact on the environment.
In the early 1990s, a government-spon-sored environmental review of Norway’s coastal regions discovered some dis-turbing data from the waters of Sande-fjord. Samples taken from the sea adja-cent to Jotun’s Gimle factory revealed a number of toxic compounds, including PCBs and TBTs.
The information was presented to Jotun, which then contracted an independent research laboratory to study and verify the findings. While it is likely that the fire and explosion contributed to the presence of potentially hazardous chemicals found in the fjord, the evidence was not conclusive.
Many harmful chemicals found in the sediments in the fjord were unrelated to the manufacture of paints. Rather, decades of shipping traffic and the proximity of maritime businesses like shipyards and bunkering facilities may also have had an impact. It should also be noted that most of the contamination occurred at a time when the long-term
impact of improper waste management and environmental issues was poorly understood and regulated.
Nevertheless, after an exhaustive and lengthy period of collecting and ana-lysing data and working with various federal and regional authorities includ-ing the Norwegian Institute for Water Research and the Norwegian Geotech-nical Institute, Jotun acknowledged its determination to clean up marine sedi-ments outside the factory at Gimle.
Work began in 2008 and is expected to last for about 18 months. Underwater images reveal that the seabed is littered with debris, some of which is related to the fire and explosion. This debris will be removed by specialised salvage ves-sels to clear affected areas. Addition-ally, sediments containing hazardous materials are being removed with spe-cialised equipment so as not to spread toxic compounds to surrounding areas. Finally, these hazardous sediments will be safely stored in an offsite facility managed by the government. Once the clean-up is complete, affected sites will be re-tested and if residual pollution is discovered, additional clean-up proce-dures will be put in place.
While complex, expensive and time-intensive, the project has helped Jotun understand the long-term impact hazardous chemicals have on the environment, information which has contributed to the company’s broader approach to waste management. The effort has also sent a clear message to both employees and the local community – a company’s responsibility to the environment begins at home. n
Responsibilitybegins at home

14
SUST
AIn
Ab
IlIT
Y
15
RA
W M
AT
ER
IAlS
Every Jotun product contains a number of chemicals and materials, each of which contribute to the qualities of the finished product. This presentation describes the key elements of Jotun paints and powder coatings and how they work together.
SolventsSolvents are only used in paint, not in powder coatings. Solvents are the liq-uids that carry the solid components in paint. They must be present to ensure the paint is of the correct consistency for application by brush, roller or spray. Paint is divided into solvent-based paints that use organic solvents like mineral spirit and water-borne paints.
PigmentsThe pigments used in paint and powder coatings are normally present as fine solid particles that are dispersed but
not soluble in the binder and solvent. The pigments contribute to colour and opacity (hiding powder) of the paint and protect the binders and substrate from degradation from ultraviolet light – a component of sunlight.
ExtendersExtenders are natural or synthetic minerals like talc and clay that are evenly dispersed in the paint. The particles come in different sizes and shapes. In powder coatings, it is important that the extender is heat resistant.
BinderThe binder or resin is one of the most im-portant components in paint and powder coatings and can be thought of as the glue which holds the pigments together and sticks them to the surface. In paint, it is the basic solid film former that re-mains after the solvent has evaporated and which binds the pigment particles together into a cohesive paint film.
The binder determines many of the necessary film properties such as ad-hesion, gloss level, hardness, abrasion resistance, flexibility, drying speed and durability.
AdditivesAdditives are the specialised components used in paint and powder coatings that give them their final performance and characteristics. For example, in paint they provide UV protection, inhibit tannin staining and corrosion, protect the film against mould growth and ensure good flow and levelling.
HardenerIn powder coatings and two-compo-nent paint, the hardener is used to cross-link the resin at a given tempera-ture. The degree of cross-linking can also be adjusted to determine the gloss level, degree of surface and other as-pects, including structure and texture effects. n
Raw materialsA pioneering effort to assess theenvironmental life-cycle of Jotun products for a development in Abu Dhabi may be the start of a broader campaign to specify green performance.
To the leaders of Abu Dhabi, Masdar is the perfect plan. By investing its mas-sive oil wealth in a concept city where environmental R&D gets funded, com-mercialised and piloted, the emirate invests in its own post-oil future and tri-umphs over its neighbours in the post-globalisation game of virtue and good public relations. According to The Economist, Abu Dha-bi’s development agency – Masdar – is pursuing an initiative to adress some of mankind’s most pressing issues: energy security, climate change and sustainable development. In its effort to create a silicon valley of green technology, Abu Dhabi has drawn in the US university, MIT and a host of celebrity champions.
The agency responsible for construction of the six square kilometre site destined to house 50,000 people, contacted Jo-tun in mid-2008. In its efforts to create a zero-carbon (or at least low-carbon) city, the agency asked Jotun to docu-ment the environmental performance of its products. As a result, Jotun hired a leading UK consultancy, dcarbon8, to undertake life-cycle assessments of three solvent-based products and two water-borne. The dcarbon8 report examines the overall environmental impact of the products of Jotun Abu Dhabi, from supply of raw materials to manage-ment of waste product. Along with qualitative observations, the report resulted in two key indicators for each product: Climate change impacts (in terms of carbon-dioxide equivalents per litre) and Eco-Indicator Ecopoints (a standardised methodology trans-forming data from 12 environmental impacts into a cohesive score).
Even if they are common to the concrete and steel industries, life-cycle assessments are relatively new for coatings companies. Jotun’s investment reflects two factors: the prestige associated with the Masdar initiative, and eagerness to gather experience in these kinds of assessments. Should Jotun win a contract with Masdar, it will fund life-cycle assessments of a further 10 products, and the prospect of additional studies elsewhere grows more and more likely. As building contractors, shipyards and investors seek to understand the environmental impact of their projects, Jotun will receive more requests for such information about its products. What begins for Jotun in a little piece of the desert called Masdar will soon have global implications. n
Carbon footprints in the sand
16
PR
OD
Uc
TIO
n
17
PR
OD
Uc
TIO
n
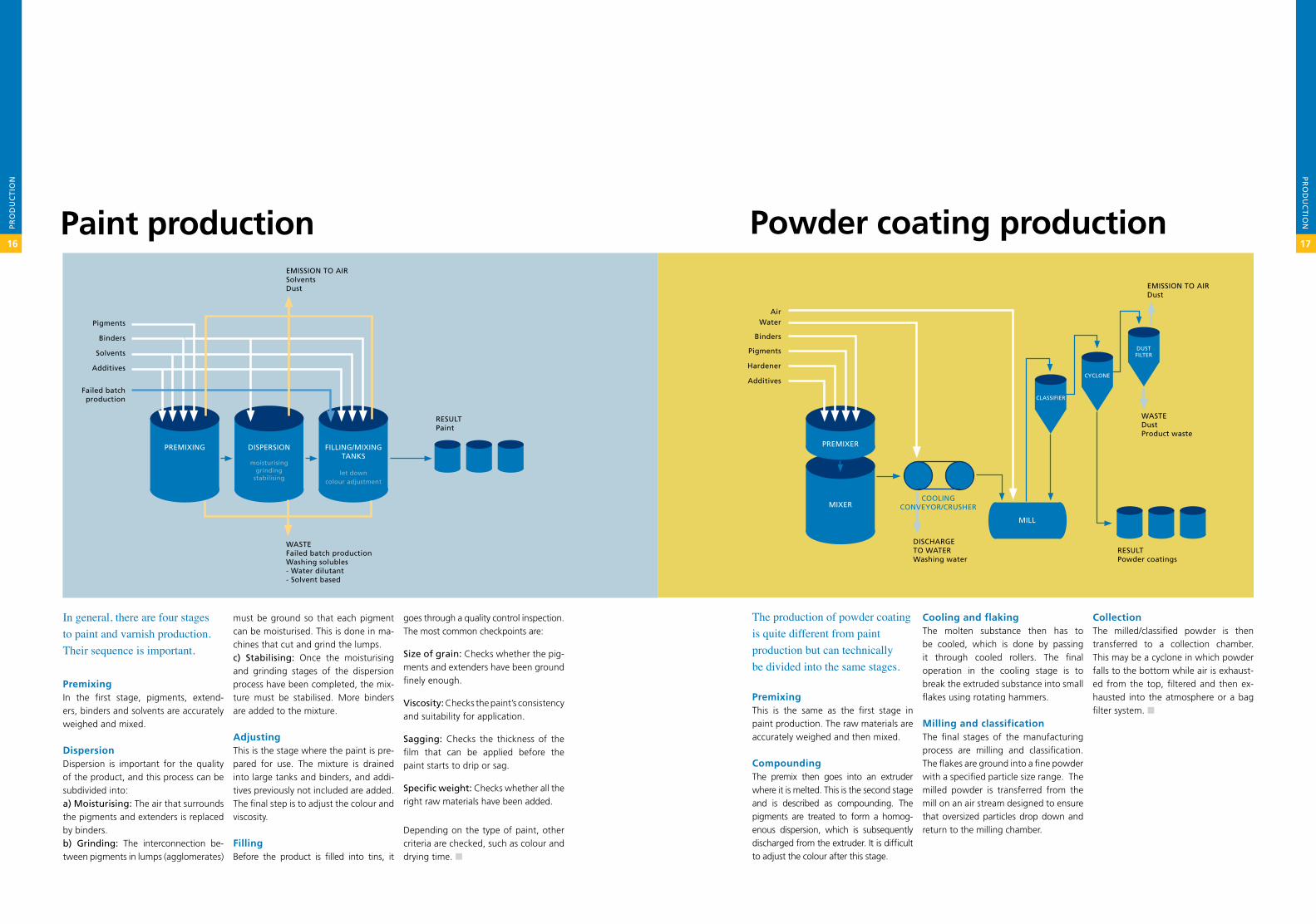
In general, there are four stagesto paint and varnish production. Their sequence is important.
PremixingIn the first stage, pigments, extend-ers, binders and solvents are accurately weighed and mixed.
DispersionDispersion is important for the quality of the product, and this process can be subdivided into:a) Moisturising: The air that surrounds the pigments and extenders is replaced by binders.b) grinding: The interconnection be-tween pigments in lumps (agglomerates)
must be ground so that each pigment can be moisturised. This is done in ma-chines that cut and grind the lumps.c) Stabilising: Once the moisturising and grinding stages of the dispersion process have been completed, the mix-ture must be stabilised. More binders are added to the mixture.
AdjustingThis is the stage where the paint is pre-pared for use. The mixture is drained into large tanks and binders, and addi-tives previously not included are added. The final step is to adjust the colour and viscosity.
FillingBefore the product is filled into tins, it
goes through a quality control inspection. The most common checkpoints are:
Size of grain: Checks whether the pig-ments and extenders have been ground finely enough.
viscosity: Checks the paint’s consistency and suitability for application.
Sagging: Checks the thickness of the film that can be applied before the paint starts to drip or sag.
Specific weight: Checks whether all the right raw materials have been added.
Depending on the type of paint, other criteria are checked, such as colour and drying time. n
The production of powder coatingis quite different from paint production but can technically be divided into the same stages.
PremixingThis is the same as the first stage in paint production. The raw materials are accurately weighed and then mixed.
CompoundingThe premix then goes into an extruder where it is melted. This is the second stage and is described as compounding. The pigments are treated to form a homog-enous dispersion, which is subsequently discharged from the extruder. It is difficult to adjust the colour after this stage.
Cooling and flakingThe molten substance then has to be cooled, which is done by passing it through cooled rollers. The final operation in the cooling stage is to break the extruded substance into small flakes using rotating hammers.
Milling and classificationThe final stages of the manufacturing process are milling and classification. The flakes are ground into a fine powder with a specified particle size range. The milled powder is transferred from the mill on an air stream designed to ensure that oversized particles drop down and return to the milling chamber.
CollectionThe milled/classified powder is then transferred to a collection chamber. This may be a cyclone in which powder falls to the bottom while air is exhaust-ed from the top, filtered and then ex-hausted into the atmosphere or a bag filter system. n
Paint production Powder coating production
Pigments
EMISSIOn TO AIRSolventsDust
WASTEFailed batch productionWashing solubles- Water dilutant- Solvent based
RESUlTPaint
Solvents
Additives
Failed batchproduction
binders
PREMIxIng DISPERSIOn
moisturisinggrinding
stabilising
FIllIng/MIxIngTAnKS
let downcolour adjustment
Pigments
WaterAir
EMISSIOn TO AIRDust
WASTEDustProduct waste
DIScHARgETO WATERWashing water
RESUlTPowder coatings
Additives
binders
Hardener
PREMIxER
MIxER
MIll
cOOlIng cOnvEYOR/cRUSHER
clASSIFIER
cYclOnE
DUSTFIlTER
18
En
vIR
On
ME
nT
19
En
vIR
On
ME
nT
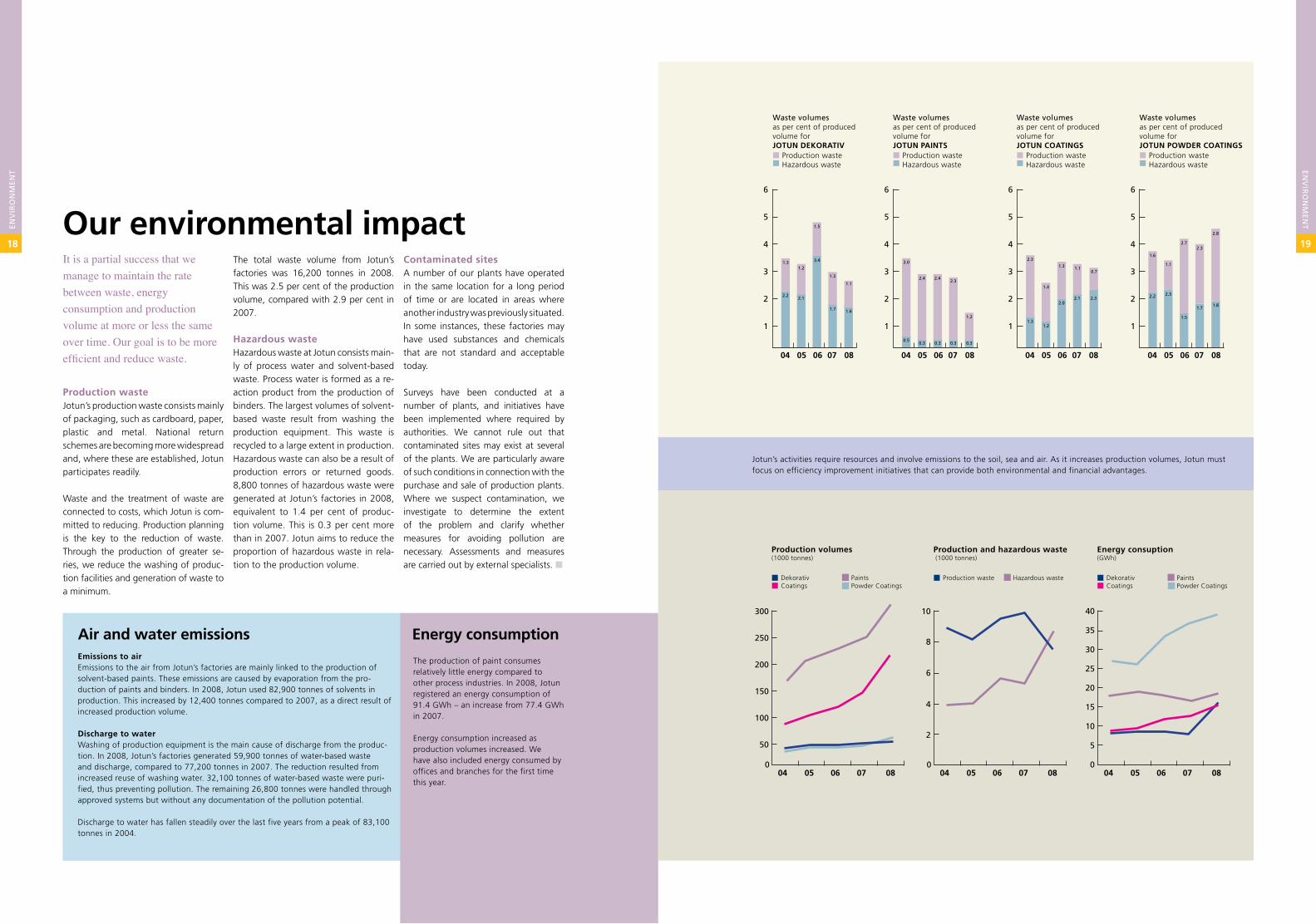
It is a partial success that wemanage to maintain the ratebetween waste, energy consumption and production volume at more or less the same over time. Our goal is to be more efficient and reduce waste.
Production wasteJotun’s production waste consists mainly of packaging, such as cardboard, paper, plastic and metal. National return schemes are becoming more widespread and, where these are established, Jotun participates readily.
Waste and the treatment of waste are connected to costs, which Jotun is com-mitted to reducing. Production planning is the key to the reduction of waste. Through the production of greater se-ries, we reduce the washing of produc-tion facilities and generation of waste to a minimum.
The total waste volume from Jotun’s factories was 16,200 tonnes in 2008. This was 2.5 per cent of the production volume, compared with 2.9 per cent in 2007.
Hazardous wasteHazardous waste at Jotun consists main-ly of process water and solvent-based waste. Process water is formed as a re-action product from the production of binders. The largest volumes of solvent-based waste result from washing the production equipment. This waste is recycled to a large extent in production. Hazardous waste can also be a result of production errors or returned goods. 8,800 tonnes of hazardous waste were generated at Jotun’s factories in 2008, equivalent to 1.4 per cent of produc-tion volume. This is 0.3 per cent more than in 2007. Jotun aims to reduce the proportion of hazardous waste in rela-tion to the production volume.
Contaminated sitesA number of our plants have operated in the same location for a long period of time or are located in areas where another industry was previously situated. In some instances, these factories may have used substances and chemicals that are not standard and acceptable today.
Surveys have been conducted at a number of plants, and initiatives have been implemented where required by authorities. We cannot rule out that contaminated sites may exist at several of the plants. We are particularly aware of such conditions in connection with the purchase and sale of production plants. Where we suspect contamination, we investigate to determine the extent of the problem and clarify whether measures for avoiding pollution are necessary. Assessments and measures are carried out by external specialists. n
Our environmental impact
1 1 1 1
2 2 2 2
3 3 3 3
04 04 04 0405 05 05 0506 06 06 0607 07 07 0708 08 08 08
4 4 4 4
5 5 5 5
6 6 6 6
502
5
000
10010
150
4 15
04 04 0405 05 0506 06 0607 07 0708 08 08
2006
20
250 8
25
300 10
30
40
35
Emissions to airEmissions to the air from Jotun’s factories are mainly linked to the production of solvent-based paints. These emissions are caused by evaporation from the pro-duction of paints and binders. In 2008, Jotun used 82,900 tonnes of solvents in production. This increased by 12,400 tonnes compared to 2007, as a direct result of increased production volume.
Discharge to waterWashing of production equipment is the main cause of discharge from the produc-tion. In 2008, Jotun’s factories generated 59,900 tonnes of water-based waste and discharge, compared to 77,200 tonnes in 2007. The reduction resulted from increased reuse of washing water. 32,100 tonnes of water-based waste were puri-fied, thus preventing pollution. The remaining 26,800 tonnes were handled through approved systems but without any documentation of the pollution potential.
Discharge to water has fallen steadily over the last five years from a peak of 83,100 tonnes in 2004.
Air and water emissions
The production of paint consumes relatively little energy compared to other process industries. In 2008, Jotun registered an energy consumption of 91.4 GWh – an increase from 77.4 GWh in 2007.
Energy consumption increased as production volumes increased. We have also included energy consumed by offices and branches for the first time this year.
Jotun’s activities require resources and involve emissions to the soil, sea and air. As it increases production volumes, Jotun must focus on efficiency improvement initiatives that can provide both environmental and financial advantages.
Energy consumption
Waste volumes as per cent of produced volume for JOTUN DEKORATIV
Production wasteHazardous waste
Production volumes (1000 tonnes)
Dekorativ PaintsCoatings Powder Coatings
Energy consuption (GWh)
Dekorativ PaintsCoatings Powder Coatings
Production and hazardous waste (1000 tonnes)
Production waste Hazardous waste
Waste volumes as per cent of produced volume for JOTUN PAINTS
Production wasteHazardous waste
Waste volumes as per cent of produced volume for JOTUN COATINGS
Production wasteHazardous waste
Waste volumes as per cent of produced volume for JOTUN POWDER COATINGS
Production wasteHazardous waste
2.2
1.31.2
1.5
1.3
1.1
2.1
3.4
1.7 1.6
0.5
1.31.2
1.4
1.3
2.02.1 2.3 2.2
1.6
1.1
2.72.3
2.8
1.71.8
1.5
2.3
1.10.7
2.3
0.3
2.4
0.3
0.3
0.3 0.3
2.42.3
1.2
3.0

20
SAFE
WO
RK
Ing
21
SAFE
WO
RK
Ing
Workers’ safety is a primary concern in Jotun. Everyone has the right to a healthy and safe working environment. Identifying, evaluating and reducing risks related to occupational health and safety is part of our day-to-day work.
Preventive measuresThe most important preventive mea-sures in Jotun include training in how to handle hazardous chemicals and use protective equipment. The level of training activities increased margin-ally this year, from 964 working days in 2007 to 972 days in 2008.
TrainingIn order to promote the health of its employees, Jotun conducts health and
ergonomic surveys and provides sys-tematic first aid training. In 2008, 1,073 employees attended first aid training courses. A total of 652 working days were spent on this training, up from 420 days in 2007.
In addition, 3,086 employees received nine hours of general HSE training last year.
Absence through illnessDue to different sick pay schemes, con-ditions of employment and ways of reg-istering sickness absence at the plants, it is difficult to provide an authoritative report on absences at Jotun. In 2008, a total of 23,350 days of absence through illness were recorded, as opposed to 21,844 days in 2007.The figures from factories in Norway are included in the total figures above and do not have the same uncertainty
as the others. In 2008, the level of ab-sence through illness at Jotun A/S was 4.2 per cent, compared to 4.6 per cent in 2006. Of this, long-term absence (more than 16 days) accounted for 60.4 per cent.
Occupational injuriesIn 2008, there were 1,338 days of ab-sence recorded as a result of injuries. This equates to 0.1 per cent of total working hours, which is at the same level as in 2007. The H-value – the number of injuries leading to absence per one million working hours – at Jo-tun in 2008 was 4.38, an improvement from 6.09 in 2007.
DeathsThere were no fatal accidents in 2008. n
A safe working environment
1 1 1 12 2 2 2
3 3 3 3
04 04 04 0405 05 05 0506 06 06 0607 07 07 0708 08 08 08
4 4 4 4
5 5 5 5
6 6 6 6
7 7 7 78 8 8 8
9 9 9 910 10 10 10
11 11 11 11
12 12 12 12
13 13 13 13
14 14 14 14
15 15 15 15
4 4
2
2 2
1
0
0
0
6 6
3
8 8
4
04 04
Dekorativ Paints Coatings Powder Coatings Group
05 0506 0607 0708 08
10 10
5
12 12
6
Training in JOTUN DEKORATIV (hours/ no. operators)
Hazardous substancesFirst aid
Training in JOTUN PAINTS (hours/ no. operators)
Hazardous substancesFirst aid
Training in JOTUN COATINGS (hours/ no. operators)
Hazardous substancesFirst aid
Training in JOTUN POWDER COATINGS (hours/ no. operators)
Hazardous substancesFirst aid
Frequence of injuries resulting in absence of more than 1 day
Dekorativ
Paints
Coatings
Powder Coatings
Absence through illness (%)
2004 2005 2006 2007 2008
H-valuesNumber of injuries leading to absence per 1 million working hours
1.2
1.3
2.0
1.7
2.9
8.6
1.4
0.9
2.72.3
1.6
0.8
2.2
4.5
2.3
2.1
1.0
5.1
2.8
3.1
1.2
0.6
1.4
3.01.1
4.0
1.11.9
2.4
2.4
5.0
1.8
4.7
2.7
0.3
1.8
6.1
5.46.0
5.2
7.5

22
InT
ER
nA
l A
UD
ITS
23
HSE
Inv
EST
ME
nT
Jotun strives to use internal auditsas tools for improvement and to make them a positive experience.
Internal auditsIn 2008, HSE staff carried out 15 inter-nal audits. The audit reports have been delivered to Jotun’s management.
Main features of the auditsThe internal HSE audits that were car-ried out in 2008 showed improvements on housekeeping in general and a posi-tive response towards HSE and HSE au-dits. However, they revealed that Jotun
faces challenges linked to maintenance, safe operations and the storage and handling of raw materials. In order to pursue our vision and meet our goals, Jotun must ensure that its employees possess sufficient knowledge on issues related to health, safety and the envi-ronment.
The audits also revealed that Jotun needs to place greater emphasis on preventive maintenance with regard to produc-tion equipment and buildings. A Group Maintenance function was established in 2007 to improve this performance. n
Jotun spent more on HSE-relatedmeasures in 2008 than in the previous year.
The total cost of HSE work and meas-ures has fallen in recent years, mainly due to the reduction in operating costs linked to the environment. HSE-related operating costs amounted to NOK 28.3 million in 2008, an increase compared to 2007. Higher volumes of waste, increased consumption of per-sonal protective equipment and medi-cal check-ups are the main reasons for this increase.
Out of the total figure for HSE-related operating costs for 2008, waste man-agement accounted for 49 per cent. It is difficult to make a clear distinction between ordinary operating and in-vestment funds and HSE-related costs. When Jotun invests in new machinery at a factory, its primary motive may be modernisation and increased economic performance, but this can also provide a benefit in terms of HSE.
The HSE-related costs that are quoted in the table are therefore set according to best estimates and based on what Jotun believes has accrued for the main pur-pose of achieving HSE improvements. n
Assessing our own performance Investments for safe operation
Internal audits and controls are im-
portant elements of Jotun’s HSE policy
and are carried out at all of Jotun’s
factories throughout the world. Using
systematic controls, the group lays the
foundation for shared learning and
improvements.
To reduce undesirable risk and the potential for loss.
To contribute towards a satisfactory balance between a focus on increasing market shares and results and a focus on long-term investment in initiatives to improve the HSE level.
To maintain and promote sound ethical attitudes.
To maintain the attention on our corporate culture and attitudes.
To report weaknesses and non-achievement to the required level in the organisation.
Internal audits are an important tool used by Jotun in its HSE activities. Through regular audits, every aspect of health, safety and the environment is properly taken into account.
The Board of Directors at Jotun has resolved to implement regular internal audits of factories and warehouses. This will ensure that Jotun meets its own requirements for a systematic review of routines, systems and production processes. It also involves systematic and objective documented assessments of factories to be built in the future.
Internal audits will be carried out by personnel who are sufficiently independent to provide an impartial attitude and judgement. The auditors must have sufficient knowledge of the areas that are being reviewed, including knowledge and experience of relevant matters within HSE, management, technical issues and regulations.
Audits include discussions with personnel, the inspection of operating conditions and equipment and the review of journals, written procedures and other relevant documentation. The purpose of the audits is to determine whether the business is fulfilling the relevant provisions and targets set.
Jotun divides HSE-related costs into investment and operating costs. Investment covers costs linked to buildings, process equipment, treatment plant, foam facilities, fire-fighting equipment, etc. Operating costs include expenses for protective equipment, hiring of specialists, waste treatment, operation of treatment plant and payment of fees and charges. The biggest HSE costs are those related to waste management.
The purpose of auditsTools for improvement Total HSE costs per division (NOK mill)
Jotun Dekorativ
Jotun Paints
Jotun Coatings
Jotun Powder Coatings
2008
10.1
31.0
18.1
11.6
2008
8
22
0
57
8
7
2007
11.5
9.7
11.7
5.2
2007
2
12
3
63
18
5
2006
16.1
9.7
15.4
3.6
Deviations
Serious conditions that lead to reporting to the authorities
Events that resulted in damage to the group’s property
Fatal or serious accidents
Accidents that can lead to a day’s absence or more
Emissions that can harm the environment
Fires

www.jotun.com


















