How does xanthan stabilise salad dressing?
10
Food Hydrocolloids How does xanthan stabilise salad dressing?* Alan Parker, Paul A.Gunning l , Kim Ng 1 and Margaret M.Robins l Vol. 9 no. 4 pp.333-342, 1995 Systems Bio-Industries (formerly Sanofi Bio-Industries), R&D, Food Ingredients Division, Baupte, 50500 Carentan, France and I Institute of Food Research, Colney, Norwich, UK Abstract The creaming behaviour of model pourable salad dressings has been studied over a wide range of xanthan and oil phase concentrations. They were produced by mixing a colloidally stable emulsion with xanthan solutions. The model dressings were completely flocculated by depletion at all xanthan concentrations >0.1 gil. Creaming behaviour was in three phases: an initial delay phase, followed by more or less linear creaming and finally cream compression. Delayed creaming has not been reported previously. It is of great practical interest, because a complete absence of creaming is the aim of successful dressing formulation. The length of the delay phase was proportional to the emulsion concentration, inversely proportional to the oil/aqueous phase density difference and scaled over more than four orders of magnitude with the xanthan concentration to powers between 3 and 4. Traditionally, the stabilisation of salad dressing by xanthan is explained by the yield stress of its solutions. It is shown that they do not have one, and we offer an alternative explanation. It is suggested that the depletion flocculation of the emulsion droplets, induced by the addition of xanthan, leads to the formation of a particle network and that it is the time-dependent yield stress of this network which stabilises the dressing. Introduction One of the largest applications of the microbial poly- saccharide xanthan is the thickening of pourable salad dressings. In such products, the xanthan serves to prevent creaming, which is an easily identified defect. In the food industry, this effect is often called 'stabilisation', and we will use the term in this sense here. Food technologists explain the use of xanthan to stabilise salad dressings in terms of the high yield stress of its solutions. In this traditional model, the yield stress of the xanthan solution is conferred on the dressing. The emulsion droplets do not cream since the gravitational lift on the droplets is less than the yield stress of the aqueous phase. This explanation is incorrect, since it is easy to demonstrate that xanthan solutions at the concentrations used in salad dressings do not have a yield stress. The way in which this misunder- standing has arisen is illustrated below. Figure 1 shows the flow curve of a xanthan solution at a concentration typical of pourable dressings (5 gil). It is in the usual form of shear stress as a function of shear rate on linear axes. It is 'obvious' that the xanthan solution has a high yield stress. However, the determination (1), and indeed the existence (2,3), of the yield stress is a subject of "' Presented as part of the conference entitled 'Food Hydrocolloids, Ohio 94', September 6-10,1994. © Oxford University Press debate in rheology circles. In their classic article, Barnes and Walters (2) suggest that the yield stress does not exist, since everything can be observed to flow, if the observer is sufficiently patient. Obviously, if we subscribe to this point of view, xanthan solutions cannot have a yield stress. However, it is generally admitted that the yield stress is a useful, well defined property (4). Cheng's review (1) offers a clear, pragmatic explanation of the problem. In summary, the yield stress found depends on the timescale of the measurement, which should correspond to that of the application. For the creaming of salad dressings, the correct timescale is the shelflife of the product, from six months to a year. The point that we want to make is that even taking Cheng's pragmatic point of view, the xanthan rheology shown in Figure 1 does not exhibit a yield stress. Figure 2 demonstrates why. It shows the same data plotted as log viscosity versus log shear rate. The dashed line is a hypothetical flow-curve which would indicate the presence of a true yield stress. It is now clear that the flow curve tends towards a Newtonian plateau at the low shear rates typical of the timescale of the shelflife. This behaviour is incompatible with the existence of a yield stress, for which the viscosity must tend to infinity at low shear rates, not a plateau (2), for example the dashed line in Figure 2. In a
-
Upload
alan-parker -
Category
Documents
-
view
215 -
download
0
Transcript of How does xanthan stabilise salad dressing?

Food Hydrocolloids
How does xanthan stabilise salad dressing?*
Alan Parker, Paul A.Gunning l, Kim Ng1 and Margaret M.Robins l
Vol. 9 no. 4 pp.333-342, 1995
Systems Bio-Industries (formerly Sanofi Bio-Industries), R&D, Food Ingredients Division, Baupte, 50500 Carentan,France and I Institute of Food Research, Colney, Norwich, UK
AbstractThe creaming behaviour of model pourable salad dressings has been studied over a wide range ofxanthan and oil phase concentrations. They were produced by mixing a colloidally stable emulsionwith xanthan solutions. The model dressings were completely flocculated by depletion at allxanthan concentrations >0.1 gil. Creaming behaviour was in three phases: an initial delay phase,followed by more or less linear creaming and finally cream compression. Delayed creaming has notbeen reported previously. It is ofgreat practical interest, because a complete absence ofcreaming isthe aim of successful dressing formulation. The length of the delay phase was proportional to theemulsion concentration, inversely proportional to the oil/aqueous phase density difference andscaled over more than four orders ofmagnitude with the xanthan concentration to powers between3 and 4. Traditionally, the stabilisation ofsalad dressing by xanthan is explained by the yield stressof its solutions. It is shown that they do not have one, and we offer an alternative explanation. It issuggested that the depletion flocculation of the emulsion droplets, induced by the addition ofxanthan, leads to the formation ofa particle network and that it is the time-dependent yield stress ofthis network which stabilises the dressing.
Introduction
One of the largest applications of the microbial polysaccharide xanthan is the thickening of pourable saladdressings. In such products, the xanthan serves to preventcreaming, which is an easily identified defect. In the foodindustry, this effect is often called 'stabilisation', and wewill use the term in this sense here. Food technologistsexplain the use of xanthan to stabilise salad dressings interms of the high yield stress of its solutions. In thistraditional model, the yield stress of the xanthan solution isconferred on the dressing. The emulsion droplets do notcream since the gravitational lift on the droplets is less thanthe yield stress of the aqueous phase. This explanation isincorrect, since it is easy to demonstrate that xanthansolutions at the concentrations used in salad dressings donot have a yield stress. The way in which this misunderstanding has arisen is illustrated below.
Figure 1 shows the flow curve of a xant han solution at aconcentration typical of pourable dressings (5 gil). It is inthe usual form of shear stress as a function of shear rate onlinear axes. It is 'obvious' that the xanthan solution has ahigh yield stress. However, the determination (1), andindeed the existence (2,3), of the yield stress is a subject of
"'Presented as part of the conference entitled 'Food Hydrocolloids, Ohio94', September 6-10,1994.
© Oxford University Press
debate in rheology circles. In their classic article, Barnesand Walters (2) suggest that the yield stress does not exist,since everything can be observed to flow, if the observer issufficiently patient. Obviously, if we subscribe to this pointof view, xanthan solutions cannot have a yield stress.However, it is generally admitted that the yield stress is auseful, well defined property (4). Cheng's review (1) offersa clear, pragmatic explanation of the problem. In summary,the yield stress found depends on the timescale of themeasurement, which should correspond to that of theapplication. For the creaming of salad dressings, the correcttimescale is the shelflife of the product, from six months toa year.
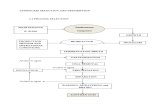
The point that we want to make is that even takingCheng's pragmatic point of view, the xanthan rheologyshown in Figure 1 does not exhibit a yield stress. Figure 2demonstrates why. It shows the same data plotted as logviscosity versus log shear rate. The dashed line is ahypothetical flow-curve which would indicate the presenceof a true yield stress. It is now clear that the flow curvetends towards a Newtonian plateau at the low shear ratestypical of the timescale of the shelflife. This behaviour isincompatible with the existence of a yield stress, for whichthe viscosity must tend to infinity at low shear rates, not aplateau (2), for example the dashed line in Figure 2. In a

334 A.Parker et al.
concentration of oil as a function of height (6). The group atIFR, Norwich has used this technique extensively tocharacterise creaming emulsions, including their particlesize distribution, creaming kinetics and the nature anddegree of their flocculation (6-12).
The creaming behaviour of emulsions can be divided intotwo types, depending on whether they are flocculated orunflocculated (13).
(i) The behaviour of unflocculated emulsions is closer tothe traditional picture of dressing stabilisation byxanthan; the emulsion droplets act individually, thelarge droplets rising faster than the small ones (9).Therefore, there is no clear interface between thecreaming emulsion and the particle-free serum. (Notethat the lack of a sharp interface depends on the factthat the emulsion is polydisperse. The creaming orsedimentation of unflocculated, monodisperse colloidsgives a sharp interface between the serum and dispersion (13), if the particles are not too small). Forunflocculated emulsions, the creaming velocity isgoverned by some effective viscosity, which depends onthe zero-shear viscosity of the serum (14), but also onthe emulsion concentration, due to the mutual hindering of the particles (13). In this case, a suitablymodified version of Stokes' law applies.
(ii) If the emulsion is completely flocculated, the largerdroplets do not cream faster than the small ones, sincethey are stuck together to form a particle network (15).In this case, creaming is like the collapse (upwards) of avery weak solid. There is a sharp interface between theparticles and the particle-free serum below, consequently visual observation is often sufficient to followthe evolution of the emulsion/serum interface. Robins(9) has suggested that the creaming of completelyflocculated, polymer-thickened emulsions is analogousto the flow of polymer solution through a porousmedium, the latter being created by the flocculateddroplets. Although helpful, this analogy is not exact, asflocculated emulsions are compressible, and a completetheory must take this into account (13).
The ultrasound velocity technique is particularly welladapted to distinguishing which of these mechanismscontrol the creaming of polymer-thickened emulsions (12),and also for determining the mechanism of flocculation(11). In the past, much has been made of the question ofwhether the mechanism of polymer flocculation in aparticular case is bridging or depletion. For recent discussion of these mechanisms see (16) and (17) respectively.In our opinion, it is straightforward to decide whichmechanism is operating.
Firstly, the dependence of the degree of flocculation onpolymer concentration is completely different. Bridgingflocculation has an optimum concentration, at a pointwhere roughly half of the particle surface is covered withpolymer. Under these circumstances the probability ofcollisions between bare surface and polymer-covered
1000 1200400 800 800
Shear rate (1-')
2000 ...--,...----.--.......--..,....--,...----,
o
10·
101
'iii' ,OZ.;e:... 10'-"w0u
10·•:>10-'
Figure 2 Same data as Figure 1, but viscosity as a function ofshear rate on logarithmic axes. Dashed line shows hypotheticalbehaviour of a solution with a true yield stress.
10-1 -h"'""'..........~.....r-'l"'......!""'1"'_.......".....,.,.,_......__..........10'" 10-· 10-' 10-1 10-' 10· 10' 10Z 10' 10·
Shear rate (1-')
20
Figure 1 Flow curve of 5 gil xanthan solution in 1 mol/drrr' NaCland 0.3 mol/drrr' acetic acid. Shear stress as a function of shearrate on linear axes.
..••.I:(I) 5
"ii' 15e:.•••::: 10•
recent study, Giboreau et al. (5) have come to the sameconclusion, but for a xanthan solution at an even higherconcentration (8 g/I). We therefore conclude that theconventional explanation of dressing stabilisation in termsof the rheology of xanthan solutions cannot be correct. Ifsalad dressings simply adopted the rheology of theiraqueous phases they would start to cream immediately,although slowly. Yet experience shows that this is not thecase, no visible creaming occurs over the shelflife of a wellformulated dressing.
This study of the effect of xanthan concentration oncreaming kinetics was carried it out in order to establish animproved model for the role that xanthan plays in stabilising pourable salad dressings.
The measurement of the velocity of ultrasound across asample of creaming emulsion can be used to determine the

Xanthan in salad dressing 335
surface, which lead to bridge formation, is maximal. Athigher polymer concentrations, there are fewer and fewerbare patches, so that the probability of bridge formationdiminishes. On the other hand, depletion occurs abovesome critical polymer concentration, and is complete over avery broad range of polymer concentrations.
Secondly, the floc-size distribution is different in the twocases (11). For the concentrated dispersions consideredhere (volume fraction> 10%), bridging flocculation causesall the single particles to be incorporated into small floes,whereas for depletion flocculated emulsions there is a rangeof low polymer concentrations where single particlescoexist together with large floes (12). In this latter case, afraction of the droplets move independently, whilst the restare flocculated and move collectively. This difference canbe detected using the ultrasound velocity technique (11).
From a physico-chemical point of view, a full-fat pourable salad dressing contains ~40% volume fraction vegetable oil, with a number average droplet diameter of at least10 urn. The aqueous phase contains ~5 gil xanthan and isat least 0.1 rnol/drrr' in NaCI and typically 0.3 mol/drrr' inacetic acid. In this paper we describe the effect of xanthanconcentration on the creaming of model salad dressingsbased on this recipe. The range of xanthan and oil phaseconcentrations in the model dressings studied here is widerthan in previous work (8,18,19), also samples wereobserved for longer periods of up to several months. Inaddition, we concentrate on the early stages of creaming,since from the point of view of a food technologist, themain point of studying creaming is to understand how toavoid it.
Materials and methods
The hydroxy-ethyl cellulose (HEC) used was Natrosol250HR manufactured by Hercules (Wilmington, USA).The xanthan was a cell-free sample of CX12 grade,produced by S.B.I., France (Carentan). Its rheology issimilar to that of the CX91 grade, usually used for thepreparation of salad dressing. Its characteristics weremeasured by gel permeation chromatography coupled to arefractive index detector and a Wyatt 'Dawn' multi-anglelight scattering detector. Solution rheology was measuredusing a Contraves LS 30 viscometer for intrinsic viscositymeasurements and a Carrimed CSL 100 rheometer formeasurements of the xanthan solution at 5 gil. The flowcurve in Figures 1 and 2 was measured using creepmeasurements for shear rates below 1 s-I. Special care wastaken to ensure that the steady shear rate, long timebehaviour was attained at the lowest applied shear stresses.
The xanthan's characteristics were as follows: intrinsicviscosity (in the aqueous phase described below), 7100 gIml, mass-average molecular weight, 5.3 MD; z-averageradius of gyration, 180 nm. The oil phase was in most casesa mixture of 90% (v/v) heptane and 10% (v/v) hexadecane,as used in previous studies (8-12). This mixture has theadvantage of having a high density difference with the
aqueous phase and not suffering from Ostwald ripening(20). Model dressings were formulated using this oil phasewith volume fractions of 36, 18 and 9%. The applicability ofthe conclusions drawn using alkane emulsions werechecked using sunflower oil emulsions. Brij 35 (Sigma,St.Ouentin Fallavier, France) was used as emulsifier for thealkane mixture and either Tween 60 or propylene glycolalginate, PGA (Kelco Kelcolloid LVF, San Diego, USA),for the sunflower oil. The latter is commonly used as apolymeric emulsifier for salad dressings.
Standard 60% volume fraction emulsions were made inlarge batches using a Waring blender. Model salad dressings were prepared by mixing concentrated emulsion withxanthan solutions. This method ensured that the emulsionphase was identical between experiments, whereas theusual commercial practice of mixing all the ingredients andthen emulsifying allows the presence of different concentrations of xanthan to influence the emulsion size distribution and hence the creaming behaviour. The aqueousphase usually contained 1 mol/drrr' NaCI and always0.3%g/l potassium sorbate as a preservative and 0.3 molldrrr' acetic acid. Certain samples were also preparedwithout NaCl; this did not significantly alter the xanthansolution rheology, since the acetic acid and potassiumsorbate provided enough ionic strength to ensure that theaddition of the NaCI had hardly any effect (21). The maineffect of NaCI addition was to increase the density of theaqueous phase from 1.00 g/ml to 1.09 g/ml, which increasedthe buoyancy of the emulsion droplets and thus acceleratedthe creaming kinetics. The aqueous phase of the samplesprepared with hydroxyethyl cellulose contained only g/drrr'sodium metabisulphite, as a preservative.
The particle size distribution was measured using thesmall angle laser light scattering (SALLS) technique(Malvern MasterSizer). The volume average mean dropletdiameters were close to 1 urn for the alkane emulsion andeither 2!-Lm (emulsifier Tween 60) or 6!-Lm (emulsifierPGA) for the sunflower oil emulsions. All the emulsionswere highly polydisperse with droplet diameters between0.1 and 10 urn, or even 20 urn for the PGA/sunflower oilcombination. The size distribution of the emulsions did notvary during the study, so inadequate colloidal stability canbe eliminated as an explanation for our results. Creamingbehaviour was measured at 20°C using either the ultrasoundvelocity technique, as described previously (6), or visually.Good agreement was found between the two techniquesunder conditions where the emulsion was completelyflocculated, and the serum layer was almost transparent.Therefore, almost all the measurements of the emulsion!serum interface of completely flocculated samples weremade visually. However, when flocculation was not complete, only the ultrasound technique could be used.
Results
Firstly, the creaming of the alkane emulsion was studiedwithout xanthan addition, using the ultrasound velocity

336 A. Parker et al.
technique. As was found previously (7), the particlesmoved independently and the size distribution calculatedusing Stokes' law was similar to that obtained by SALLS.However, at xanthan concentrations as low as 0.01 gil thiswas no longer the case, and a fraction of the dropletscreamed much faster than in the absence of xanthanshowing that the emulsion was partially flocculated. Forinstance, for the 36% volume fraction emulsion at axanthan concentration of 0.05 gil xanthan, ultrasoundvelocity measurements showed that -6% of the oil phasecreamed as separate droplets and the vast majority creamedcollectively as a flocculated phase. With xanthan concentrations between 0.1 and 5 gil, the highest concentrationused, the emulsions were completely flocculated at all oilphase volume fractions. This was shown by the absence ofemulsion droplets from the serum layer, determined fromits ultrasound velocity and by its almost complete transparency. From the arguments given in the introduction, it iscertain that the flocculation was due to depletion. The sameconclusion was drawn in previous studies of xanthanthickened emulsions (8,18,19).
The most interesting observation in this study is thatcreaming of the flocculated emulsions always occurred inthree phases, which are described below. Figure 3 showssome typical data. It shows the height of the sharpboundary between flocculated emulsion and clear serum asa function of time for 36% alkane emulsions containing 0.5,1 and 2 gil ofxanthan. With 0.5 gil ofxanthan, the interfacestarted to rise immediately, more or less linearly, until aconcentrated cream formed, whereas for 1 and 2 gil ofxa~than, there was an initial delay before creaming started,which was then followed by a sharp transition to linearcreaming. This phase continued until all the emulsion hadaccumulated at the top of the cylinder, after which theconcentrated cream continued to compress slowly. Thesethree phases: delay, linear creaming and cream com-
pression, were observed for all the samples above a certainxanthan concentration. Their characteristics can be summarised as follows:
(i) Initially there is a delay phase during which nocreaming occurs and the sample remains perfectlyhomogeneous, as measured by ultrasound velocity andvisually.
(ii) Creaming begins at a uniform rate with the initialemulsion concentration throughout, apart from aconcentrated cream which starts to form at the top ofthe sample. It is interesting that the transition from thedelay phase to creaming is sharp and also that the rateof creaming is close to constant. However, this was notalways the case, for other emulsions the evolution ofthe interface had a more or less sigmoidal form (seeFigure 7) . We do not understand the reasons for thisdifference.
(iii) Uniform creaming finishes when the rising interfacebetween the serum and the flocculated emulsion meetsthe descending interface marking the boundarybetween the collapsing flocculated emulsion and theconcentrated cream. After all of the emulsion hasreached the concentrated cream, it continues tocompress slowly due to buoyancy forces. In fact, thisfinal stage overlaps with the second, as the concentrated cream starts to show internal structure quiteearly in the process of its formation. Several interesting phenomena occur during the linear creaming andcre~m compression phases, however a salad dressingwhich has started to cream significantly is unsaleableand so we will discuss them elsewhere (Gunning et al.,in preparation).
We now examine the delay phase of creaming in moredetail. Figure 4 shows the length of the delay beforecreaming began as a function of xanthan concentration.
50
E 40~...~ 30Q'.~• 20u•-..•....5 10
0
0 50
111/1
100 150
10·
10'
- 10'...:5>- 10'•..
010°
10-1
10-2
0.1
...• 381 sunflower .....D 381 Ilklne t.····~··
:::".~:=.{.~ ..{ ...............
~ ~ ~v
... ..... 0 ,.....v
c
10
Time (hr)
Figure 3 Evolution of the serum height of a 36% alkaneemulsion with 0.5, 1 and 2 gil xanthan in the aqueous phase(measured visually). Total sample height, 14 em. Lines are toguide the eye.
Xanthan concentration (gil)
Figure 4 Length of delay phase as a function of xanthanconcentration. Lines are best fits to a power law, dotted line for36% sunflower oil and solid line for 36% alkane. The slopes are3.1 ± 0.2 and 3.9 ± 0.2 respectively.

Xanthan in salad dressing 337
Xanthan conc.ll1 density (10-1)
Figure 5 Length of delay phase as a function of xanthanconcentration (oil/aqueous phase density difference). Line is thebest-fit to a power law, slope, 3.6 ± 0.2.
10
•
HEC concentration (gIn
10
0.1 +-----...-----.----.-"'T'"....,..--,.....,.........,
...:5>•..C
Figure6 Length of the delay phase as a function of hydroxyethylcellulose concentration, 20% alkane emulsion (ultrasoundmeasurements). Line is the best-fit to a power law, slope, 3.1 ±0.4.
100
are quite similar, although it must be said that the data forHEC are much sparser than for xanthan. More measurements are needed to determine how this exponent varieswith polymer type, molecular weight, etc. Whilst theexponents for HEC and xanthan are similar, the length ofthe delay phases are not. For instance with 7 gil of polymer,the delay phase was four months for xanthan and only 17 hfor HEC.
Logically, explanations for the prevention of creaming byxanthan which depend on its solution rheology wouldpredict no dependence on the oil phase volume fraction.However, on the one hand, it is well known that concentrated emulsions, such as mayonnaise, do not need stabilising, since the crowding effect of the droplets is sufficient toprevent creaming and on the other hand, experts in sauceformulation have often observed that it is difficult tostabilise a reduced-fat dressing with xanthan. It is thereforeimplicitly understood that the quantity of oil affects thecreaming, i.e. that it is the dressing rheology which counts,not simply that of the continuous phase. Dickinson and coworkers have discussed the effect explicitly (22).
We observed a significant effect of the oil phaseconcentration for the sunflower oil emulsions prepared withPGA, although not for the alkane emulsions. Figure 7 issimilar to Figure 3, but illustrates the effect of the oil phasevolume fraction on the evolution of the serum height. Thedata are from visual observation of PGA/sunflower emulsions with oil phase volume fractions between 10% and40% and a xanthan concentration of 1.5 gil. Figure 7 showsthat with 10% oil there was no delay phase, but at 20% itwas already almost 300 h,increasing to 450 hand 600 h at30 and 40% oil, respectively. We do not understand whythis effect was not observed for the alkane emulsions.Apart from the oillaqueous phase density difference, twoother significant differences are: firstly their droplet sizes,1 J.1m and 6 J.1m diameter for the alkane and PGE/sun-
100, , iii' i I
• 3111 sunflowerD 3111 alkaneo 181 alkanev 91 alkane
104
101
- 101...:5>- 101
•..C
10·
10-1[]
10-1 i , i i , "I
10
The delay varies over more than four orders of magnitudefrom a few minutes to several months. The delay is clearlylonger for the sunflower oil emulsion than for those madewith alkane. However, there is apparently no effect of theoil phase volume fraction for the alkane mixture. It can beseen that the delay as a function of xanthan concentration islinear on a log-log plot, i.e. they are related by a powerlaw. However we do not attach any importance to theslopes, since the points for each oil phase did not all havethe same density difference, depending on whether NaClwas present or not. To correct for the variation in densitydifference, we. make the simplistic assumption that thedelay is inversely proportional to the density differencebetween oil and aqueous phases, as it is this differencewhich drives the creaming, whether the emulsion isflocculated or not. Figure 5 shows the same data as Figure4, but the abscissa is now the xanthan concentration dividedby the oillaqueous phase density difference. This correctioncollapses the data onto a single straight line, justifying ourassumption. The best-fit slope to a power law is 3.6 ± 0.2.
With the knowledge that xanthan-thickened emulsionsdisplay delayed creaming, it is reasonable to ask to whatextent this behaviour is due to xanthan's 'weak gel'rheology. Having realized the potential importance of thedelay phase, we have re-examined the results from previousstudies at Norwich. Delayed creaming had been observed,but not reported, in alkane emulsions thickened withhydroxy-ethyl cellulose (9,10), so delayed creaming doesnot depend on the presence of xanthan. There was no delayphase for HEC concentrations <1 gil, but at 1.8 gil itwas already 30 min increasing to >60 h with 9.5 gil ofHEC. Figure 6 shows the length of the delay phase as afunction of HEC concentration. The solid line is a powerlaw fit. Its slope is 3.1 ± 0.4, compared to 3.9 ± 0.2 for thesame emulsion stabilised by xanthan (Figure 4). The slopes

A.Parker et al.338
15.0
12.5
E~ 10.0-&.at•• 7.5.A:
e:::I 5.0...•(I)
2.5
0.0
0
o 101~ 201n 301V 401
200 400 800 800 1000 1200
has a finely stranded, diffusion-controlled structure (23)which slowly coarsens , by the detachment of weaklyattached droplets, with few neighbours, and their reattachment in positions with more neighbours. This proce ss hasbeen observed in model colloidal dispersions (24,25). Astudy by Shih et al. (26) suggests that such restructuringcauses a reduction in the yield stress of particle networks .As Buscall has pointed out (13) , this can be understoodintuitively as follows: the restructuring reduces the numberof bonds between connected floes (the network becomesmore inhomogeneous), so that in the end, the network willbe too weak to withstand buoyancy forces and creamingwill begin. The minimum yield stress necessary to preventcreaming is given by (13):
Time (hr) Tc = h<l>Llpg (1)
Figure 7 Effect of the oil phase volume fraction on the evolutionof the serum height of a PGAIsunflower oil emulsion with 1.5 gilxanthan in the aqueous phase (measured visually). Total sampleheight , 17 em. Lines are to guide the eye.
flower emulsions respectively, and secondly the differentemulsifiers used, which can also modify the creamingbehaviour (22).
Discussion
As discussed in the introduction, the usual model for thestabilisation of emulsions by xanthan addition is theimmobilisation of unflocculated droplets by the aqueousphase's yield stress. We have shown that this model isincorrect, as xanthan solutions do not have a yield stress , atleast at the concentrations used in the food industry.Nevertheless, everyday experience shows that commercialsalad dressings do not cream over periods of up to a year. Infact , even if the continuous phase did have a yield stress, itwould be expected to have an 'all-or-nothing' effect: eitherthe yield stress is absent, or too small , and creaming isimmediate , or there is a sufficiently large yield stress andcreaming never occurs . Thus, even if xanthan solutions hada yield stress, this would not explain delayed creaming.
Logically , if there really is no creaming at all during thedelay phase , and all the evidence that we have points in thatdirection , the dressing must initially have a yield stress ,which decreases with time until it is too small to preventbuoyancy forces taking over, at which point creaming starts(13) . The only way in which we can imagine the dressinghaving such a time-dependent yield stress is by changes inthe structure of the network formed by the weaklyflocculated droplets . Incidentally, Barnes has recentlysuggested (3) that such flocculated dispersions can have atrue yield stress, even by his and Walters ' strict definition(2).
Since the droplets are only weakly flocculated, they willretain a certain freedom of movement. Therefore, it is notunreasonable to suppose that the particle network initially
where Tc is the minimum yield stress to prevent creaming, his the height of the sample , <I> is the droplet volume fraction ,Llp is the oil/aqueous phase density difference and g is thegravitational constant.
Measurement of the dressing rheology would providedirect evidence for this mechanism, unfortunately, it isextremely difficult to measure the very small yield stressesnecessary to prevent creaming. Creep measurements mustbe done using very low applied stresses and waiting for asufficiently long time , to be sure that the true Newtonianviscosity is obtained. Tests on model dressings showed thatcreep measurements lasting several hours were too short tomeasure their Newtonian viscosity. If the measurement isinsufficiently long, the Newtonian viscosity is underestimated, so that it is easy to conclude that the flow curveis tending towards a plateau at low applied stresses, when infact the problem is that measurement times are too short.In addition, measuring the rheology of concentrated emulsions is notoriously difficult , due to wall-slip and endeffects, among other problems [see, for instance, ref. (27)].Nevertheless, we plan to make such measurements in thenear future.
Delayed creaming has never been discussed previously ,to our knowledge, although a study of the creaming ofpolymer-thickened emulsions by Dickinson and co-workersshows the existence of a delay phase [Figures 2 and 3 in ref.(28)] in the presence of both carboxymethyl cellulose andxanthan. Our own results for hydroxy ethyl cellulose(Figure 6) confirm and amplify the point that xanthan'srheology is not necessary for delayed creaming to occur.However, it is clear that further work is required to definethe relationships between the length of the delay phase andpolymer characteristics (chemical nature , rheology, molecular weight , etc.) .
Buscall (13) describes two examples of delayed sedimentation in weakly flocculated dispersions of sub-micronpolymer particles. In one case, weak flocculation wasinduced by polymer bridging, and in the other the dispersion was weakly flocculated by adding sufficient electrolyte to suppress electrostatic repulsion and just sufficient

Xanthan in salad dressing 339
non-ionic surfactant to prevent coagulation by van deWaals' attraction. The mechanisms of weak flocculationwere thus completely different from depletion by nonadsorbing polymer. On the basis of this evidence, it seemsthat delayed creaming may be widespread for weaklyflocculated dispersions in general, rather than being specificto those which are depletion-flocculated by polymer.
The fact that delayed creaming of dispersions can occurin the absence of polymer suggests a thought-provokingparticle network model for dressing stabilisation in whichthe rheological properties of xanthan are irrelevant,although of course they become important once creamingbegins. In this model, xanthan is used because it induces thedepletion flocculation, and hence particle network formation, of emulsions very efficiently. It does so because it isa very stiff, highly water-soluble, high molecular weightpolymer. These characteristics of xanthan are exactly thosewhich determine its rheology (29-32), but in the particlenetwork model, we regard this as a coincidence. The modelproposes that prevention of emulsion creaming is entirelydue to the depletion-induced particle network, whichretains a sufficiently high yield stress to prevent creamingover the shelflife of the product.
At present, we are only suggesting this particle networkmodel for the sake of argument. In reality, the preventionof emulsion creaming by xanthan addition may be partlydue to the particle network which it induces and partly dueto its aqueous phase rheology. The relative contributions ofthese two mechanisms can be resolved by comparing thelength of the delay phase in the presence of xanthan andanother polymer with the same radius of gyration, butwithout xanthan's 'weak gel' properties. The strength of thedepletion flocculation induced by a polymer is determinedby its radius of gyration (33-35).
For particle network formation to stabilise a dressing, wepostulate that at least three conditions must be fulfilled.
(i) The polymer concentration must be high enough,because it controls the strength of the interactionbetween particles (36,37). Since it is not sufficient forthe particles to be just barely flocculated, morepolymer than the minimum to cause phase separationwill be required. The strength of droplet interaction,and hence the polymer concentration, necessary toprevent creaming in any particular case will depend onthe oil/aqueous phase density difference, since theyield stress to prevent creaming depends on it throughequation (1), but also on the emulsion concentrationand the droplet size, for reasons described in thefollowing paragraphs.
(ii) The emulsion concentration must be high enough,because it controls the structure of the particlenetwork. In the presence of sufficient polymer toensure that the inter-particle attraction is strongenough, the adhesive particles must then form anetwork with a yield stress high enough to overcomebuoyancy forces. Particle networks can form at
extremely low volume fractions, if left undisturbed.Bibette et al. (38) have shown that adhesive emulsionscan form space-filling networks at volume fractions aslow as 0.1%. Therefore, in practice there is noemulsion concentration below which a continuousnetwork cannot form, assuming that the xanthanconcentration is high enough. However, if the emulsion concentration is too low, the network will be tooweak to resist buoyancy forces and it will break up intodiscrete floes, which cream more rapidly than theindividual particles. In this situation, creaming can beslowed, but never delayed, by using high xanthanconcentrations. This is what Luyten et al. (18)observed in their study, where the emulsion volumefraction was only 4%: depletion flocculation alwaysaccelerated creaming, and no delay phase wasobserved.
(iii) The ratio of the particle radius to the polymer radius ofgyration, Rg , must be greater than 4 (39), because thiscontrols the nature of the particle floes. This conditionis due to the phase behaviour of colloid/polymermixtures. Theory predicts (33-35) that if the particleradius is less than about three times the polymer Rg ,
the flocculated particle phase will be liquid, not solid.Under these circumstances, a particle network cannotform. Leal Calderon has confirmed this predictionexperimentally (39). He observed polymer latex!hydroxy ethyl cellulose mixtures with phase-contrastoptical microscopy. When the particle radius/Rg, was3.5, the latex formed a separate phase of large drops(diameter = 30 ....m) with fluctuating interfaces, containing freely moving particles. When the ratio was4.2, the floes were rigid, and the constituent particleswere only free to oscillate around a fixed positioninside them.
We think that the need to fulfill this third condition mayat least partly explain the differences between our resultsand those of Dickinson et al.'s very recent study (19). Theystudied the creaming -of an 18% volume fraction alkaneemulsion as a function of added xanthan concentration, soresults similar to ours might be expected. However, this isnot at all the case, firstly, they never observed delayedcreaming, even at xanthan concentrations as high as 6 gil.At this concentration, we found a delay time of severalmonths for an 18% alkane emulsion. They also observedseveral phenomena which we never encountered: forinstance, the appearance of a sharp increase in emulsionconcentration near the bottom of the sample, which did notrise for several days. Especially notable is the appearance ina few hours of a continuous emulsion concentrationgradient throughout the sample, with no serum layer at thebottom, or cream layer at the top. This behaviour cannot befitted into our particle network model, and indeed it has notbeen observed in any of the Norwich group's previousstudies of emulsion creaming (6-12). We have no preciseexplanation for these very significant differences, but a

340 A.Parker et al.
possibility is that their system did not fulfill our thirdcondition: the volume-surface average diameter of theiremulsion droplets was 0.65 urn and the xanthan that theyused we know to have similar characteristics to ours, i.e. aradius of gyration of -0.2 urn. On this basis , their particl eradius/R, ratio was -1.5, so according to Leal Calderon'sresults (39), their flocculated phase should have been liquidand not solid. Observing the appearance of their samplesusing phase-contrast optical microscopy would provide asimple method of checking this suggestion .
Whilst we think that the three conditions just describedare necessary for formation of a particle network, they areprobably not sufficient. In particular, it is not obvious howdeformable emulsion droplets can form a rigid particlenetwork. Bibette et al. (38) have discussed the problem. Itseems probable that both the droplet deformability (40)and the slip of one droplet against another are important.
The effect of droplet particle size on the prevention ofemulsion creaming has not been discussed previously. Inthe traditional explanation, its role is obvious, because amodified Stokes' law is assumed to apply and so largerparticles have higher buoyancy and require a higheraqueous phase yield stress to prevent their creaming.However, once it is admitted that the emulsion is depletionflocculated , so that the droplets cream collectively , either indiscrete floes or as a network , the effect of particle size isnot clear. Assuming that the third condition has beenfulfilled two competing effects can be imagined:
(i) All other things being equal , the pair interaction due todepletion between large droplets is larger than thatbetween small ones (they are 'stickier') (36,37) . Forinstance, Luyten et at. (18) calculated a well depth dueto depletion of =3 kT for a 0.2 urn droplet and 9 kTfor a 0.8 urn droplet (at a separation of 10 nm and axanthan concentration of 0.2 gil). Another example isthe use of the particle size dependence of depletionflocculation to fractionate dilute emulsions (41).Bibette used surfactant micelles instead of polymer toinduce depletion flocculation . With increasing micelleconcentration , the large droplets flocculate first andcream rapidly , whilst the smaller droplets remainunflocculated. Each increase in micelle concentrationflocculates a smaller size of particle . If this were theonly effect of particle size , the depletion model predictsthat increasing the particle size will make stabilisationeasier. This prediction is counter-intuitive in thecontext of the traditional model for stabilisation , and ifverified is good evidence that this model is correct.However, another effect can be imagined which goes inthe opposite direction.
(ii) Increasing the particle size , at constant oil volumefraction , will decrease the number of contacts betweenparticles, because there are fewer of them and henceweaken the particle network.
Thus when the particle size increases, the bond strengthin the particle network increases , due to (i), but the number
of bonds goes down , due to (ii). Hence, the net effect ofincreasing particle size is not straightforward to predict.Howe ver , preliminary results (A .Parke r, unpubli shed data)suggest that model dressings with larger particles haveshorter delay phases, so it would seem that effect (ii)dominates.
Putting all these ideas together , it is suggested that thelength of the delay phase is determined by: (a) the initialnetwork strength on (re- )mixing, (b) the kinetics ofnetwork restructuring (42), and (c) the minimum networkstrength required to prevent creaming, defined by equation(1). In fact, equation (1) shows that varying the sampleheight and gravitational constant, by slow centrifugation,can be used to study the kinetics of restructuring, since theyield stress at the end of the delay phase can be calculated .Thus, data for the length of the delay phase as a function ofthese variables can be used to determine the yield stress as afunction of time. This is interesting from a practical point ofview, as a plot of delay time as a function of centrifugationrate should allow a rigorous prediction of the shelflife of aformulation . Of course, the centrifugation has to be slowenough to avoid coalescing the emulsion, since this introduces other phenomena not taken into consideration here.
Conclusions
Rheological measurements of an aqueous phase typical of apourable salad dressing showed that there was no yieldstress, even if the latter is defined pragmatically. Also , ithas been shown that xanth an completely flocculates thedroplets of model pourable salad dressings by a depletionmechanism, at concentrations much lower than those usedcommercially. Therefore it is concluded that dressingstabilisation is due to the repulsive interaction betweenemulsion droplets and xanthan molecules. The addition ofxanthan prevents creaming by flocculating the emulsiondroplets to create a weak particle network, rather than byconferring its solution rheology on the dressing, which isthe usual explanation. The flocculated emulsion has a timedependent yield stress , which is initially large enough toprevent creaming. The particle network model has anumber of advantages over models which explain stabilisation in terms of xanthan's rheology. In particular itincorporates the effects of both oil phase concentration anddroplet size, and also provides a plausible explanation fordelayed creaming. At present the model is somewhatspeculative, but it is easily testable , as we have pointed outin the previous section .
Mea surements of the creaming of model dressings showthe presence of an initial delay phase , during which thesample does not change macroscopically and no creamingoccurs. The length of the delay phase shows power-lawscaling with the xanthan concentration and the oil/aqueousphase density difference . The same phenomenon has beenobserved in emulsions stabilised by modified cellulose , so itis not due to the particular rheology of xanthan. Theseresults form the basis of a new model for the stabilisation of

Xanthan in salad dressing 341
salad dressings. It could be used to help define improvedaccelerated shelflife tests and to understand better therelationship between dressing rheology and xanthan concentration (43).
In salad dressings, and in all the other foods sufferingfrom similar problems which come to mind, what isrequired is not slow creaming, but no visible creaming overthe product's shelflife. Therefore the discovery that creaming is delayed, although not indefinitely, is important forthe formulation of acceptable products. If our results are asgeneral as we suspect them to be, correct formulation toprevent creaming can be summed up as 'adding just enoughxanthan to make the delay phase exceed the shelflife'. Ofcourse, this is a very one-dimensional view of the formulation process, which involves satisfying many differenttextural, economic and processing constraints simultaneously. Nevertheless, shelflife testing to check that adressing does not suffer from creaming is an important partof successful formulation. Such testing also checks forcoalescence, a problem which we have not addressed here.
Acknowledgements
We thank Rachel Dann and Florence Vigouroux forcarrying out some creaming measurements. A.P. thanksJerome Bibette, Gerard Cuvelier and Bernard Launay foruseful discussions, as well as Jim Jindra and Jim Carr ofS.B.I. Inc. for explaining the formulation of saladdressings.
References
1. Cheng,D.C. (1986) Rheol. Acta, 25, 542-554.2. Barnes,H.A. and Walters,K. (1984) Rheol. Acta, 24,
323-326.3. Barnes,H.A. (1992) Theor. Appl. Rheol. Proc. Congr.
Inti. 11th, 2, 579-581.4. Astarita,G. (1990) J. Rheo!., 34, 275-277.5. Giboreau,A., Cuvelier,G.and Launay,B. (1994)
1. Text. Stud., 25, 119-137.6. Howe,A.M., Mackie,A.R. and Robins,M.M. (1986)
J. Disp. Sci. Technol., 7, 231-243.7. Carter,c., Hibberd,D.J., Howe,A.M., Mackie,A.R.
and Robins,M.M. (1988) Prog. Coli. Polym. Sci., 76,270.
8. Gunning,P.A., Hibberd,D.J., Howe,A.M. andRobins,M.M. (1988) Food Hydrocoll., 2, 119-129.
9. Robins,M. (1991) A.C.S. Symp. Ser., 448, 230-246.10. Gouldby,S.J., Gunning,P.A., Hibberd,D.J. and
Robins,M.M. (1991) In Dickinson,E. (ed.), Spec.Pub I. Roy. Soc. Chem., 82, Food Polymers, Gels andColloids. Royal Society of Chemistry, Cambridge, pp.244-261.
11. Fillery-Travis,A.J., Gunning,P.A., Hibberd,D.J. andRobins,M.M. (1992) In Phillips,G.O., Williams,P.A.and Wedlock,D.J. (eds), Gums and Stabilisers in theFood Industry, 6. Oxford University Press, Oxford, pp.363-370.
12. Fillery-Travis,A.J., Gunning,P.A., Hibberd,D.J. andRobins,M.M. (1993) J. Coli. Interf Sci., 159, 189-197.
13. Buscall,R. (1990) Coli. Surf, 43, 33-53.14. Buscall,R., Goodwin,J.W. and Ottewill,R.H. (1982)
1. Coli. Interf Sci., 85, 78-86.15. van Vliet,T. and Walstra,P. (1989) In Bee,R.D.,
Richmond,P. and Mingins,J. (eds), Spec. PubI. Roy.Soc. Chem., 75, Food Colloids. Royal Society ofChemistry, Cambridge, pp. 206-217.
16. Pelssers,E.G.M., Cohen Stuart,M.A. and Fleer,G.J.(1990) J. Chem. Soc. Faraday Trans., 86, 1355-1361.
17. Patel,P.D. and Russel,W.B. (1989) J. Coli. Interf Sci.,131, 192-200.
18. Luyten,H., Jonkman,M., Kloek,W. and van Vliet,T.(1993) In Dickinson,E. and Walstra,P. (eds), FoodColloids and Polymers: Stability and Mechanical Properties. Royal Society of Chemistry, Cambridge, pp.224-234.
19. Dickinson ,E. , Ma,J. and Povey,M.J.W. (1994) FoodHydrocoll., 8, 481-497.
20. Buscall,R., Davis,S.S. and Potts,D.C. (1979) Coli.Polym. Sci., 257, 636-644.
21. Tinland,B. and Rinaudo,M. (1989) Macromolecules,22, 1863-1865.
22. Dickinson,E., Goller,M.I. and Wedlock,D.J. (1993)Coli. Surf A, 75, 195-201.
23. Haw,M.D., Poon,W.C.K. and Pusey,P.N. (1994)Physica, A, 208, 8-17.
24. Aubert,C. and Cannell,D.S. (1986) Phys. Rev. Lett.,56,738-741.
25. Dimon,P., Sinhar,S.K., Weitz,D.A., Safinya,C.R.,Smith,G., Varady,W.A. and Lindsay,H.M. (1986)Phys. Rev. Lett., 57, 595-598.
26. Shih,W.-H., Shih,W.Y., Kim,S.-L., Liu,J. and Aksay,LA. (1990) Phys. Rev. A, 42,4772-4779.
27. Princen,H.M. and Kiss,A.D. (1989) J. Coli. InterfSci., 128, 176-187.
28. Cao,Y., Dickinson,E. and Wedlock,D.J. (1990) FoodHydrocoll., 4, 185-195.
29. Cuvelier,G. and Launay,B. (1986) Carbohydr. Polym.,6,321-333.
30. Milas,M., Rinaudo,M., Knipper,M. and Schuppiser,J.L. (1990) Macromolecules, 23, 2506-2511.
31. Takada,Y., Sato,T. and Teramoto,A. (1991) Macromolecules, 24, 6215-6219.
32. Carriere,C.J., Amis,E.J., Shrag,J.L. and Ferry,J.D.(1993) J. Rheol., 37, 469-478.
33. Gast,A.P., Hall,C.K. and Russel,W.B. (1983) 1. Coli.Interf. Sci., 96, 251.
34. Vincent,B.J., Edwards,E., Emmett,S. and Croot,R.(1988) Coli. Surf, 31, 267.
35. Lekkerkerker,H.N.W., Poon,W.c.-K., Pusey,P.N.,Stroobants,A. and Warren,P.B. (1992) Europhys.Lett., 20, 559-564.
36. Asakura,S. and Oosawa,F. (1954) J. Chem. Phys., 22,1255.
37. Vrij,A. (1976) Pure App!. Chem., 48,471.

342 A. Parker et at.
38. Bibette ,J., Mason,T.G., Gang,H., Weitz,D.A. andPoulin,P. (1993) Langmuir, 9,3352-3356.
39. Leal Calderon,F. (1992) Thesis, University ofBordeaux.
40. Babak,V.G. (1994) Coil. Surf A, 85, 279-294.41. Bibette,J. (1991) J. Coil. Inter]. Sci., 147,474-478.42. Shih,W.Y. , Aksay,I.A. and Kikuchi,R. (1987) Phys.
Rev. A, 36, 5015-5019.43. Patel,P.D. and Russel,W.B. (1988) Coli. Surf , 31,
355-383.
Received on November 18, 1994, accepted on February 14,1995