HOCHSCHULE OSTWESTFALEN-LIPPE · geen, Alginat, Pektin und Stärke, aber auch Gelatine. In...
22
HOCHSCHULE OSTWESTFALEN-LIPPE FACHBEREICH LIFE SCIENCE TECHNOLOGIES Einfluss von Hydrokolloiden auf die Konsistenz, die physikalischen und die sen- sorischen Eigenschaften von Brühwurst Abschlussbericht zum gemeinsamen Forschungsprojekt von Hochschule Ostwestfalen-Lippe, Labor Fleischtechnologie, Standort Lemgo und Adalbert-Raps-Stiftung, Kulmbach Projektleiter: Prof. Dr. R. Lautenschläger Januar 2018
Transcript of HOCHSCHULE OSTWESTFALEN-LIPPE · geen, Alginat, Pektin und Stärke, aber auch Gelatine. In...

H O C H S C HU L E OS T WE S T F AL E N - L I P PE
FACHBEREICH LIFE SCIENCE TECHNOLOGIES
Einfluss von Hydrokolloiden auf die Konsistenz, die physikalischen und die sen-
sorischen Eigenschaften von Brühwurst
Abschlussbericht zum gemeinsamen Forschungsprojekt
von
Hochschule Ostwestfalen-Lippe, Labor Fleischtechnologie, Standort Lemgo
und
Adalbert-Raps-Stiftung, Kulmbach
Projektleiter: Prof. Dr. R. Lautenschläger
Januar 2018
2
Inhaltsverzeichnis Seite A. Ausgangssituation und Zielstellung 3
B. Theoretische Grundlagen 4
1. Brühwurst – Definition und Herstellung 4 2. Hydrokolloide 4 2.1 Carrageen 5 2.2 Johannisbrotkernmehl 6 2.3 Guarmehl 6 2.4 Xanthan 7 2.5 Konjak 7
C. Material und Methoden 7
1. Projektabschnitte 7 2. Material 9 3. Versuchsdurchführung 10 3.1 Vorversuche beim externen Forschungspartner 10 3.2 Versuche an der HS OWL 10 4. Sensorische Untersuchungen 11
D. Untersuchungsergebnisse 12
1. Ergebnisse der Projektarbeit 12 1.1 Versuchsergebnisse externer Forschungspartner 12 1.2 Versuchsergebnisse HS OWL 13 1.3 Diskussion und Zusammenfassung aus PA 1 und PA 2 18
2. Ergebnisse unter Anwendung mathematisch-statistischer Zielfunktion 19
E. Diskussion der Ergebnisse und Schlussfolgerung 22

3
A. Ausgangssituation und Zielstellung
Die wirtschaftliche Situation großer Teile der Verbraucherschaft insbesondere in ver-schiedenen Ländern Ost-Europas macht es nahezu unmöglich, Fleischerzeugnisse zu vermarkten, die auf der Basis traditioneller Rezepturen gefertigt werden. Um diesen Ver-brauchern eine Grundversorgung mit gängigen Fleischerzeugnissen wie Brühwurst und Kochpökelwaren zu ermöglichen, haben sich Produkte etabliert, die neben den tierischen Rohstoffen Fleisch und Fett pflanzliche Zutaten wie Hydrokolloide enthalten, die sich po-sitiv auf die Wasser- und Fettbindung und damit auf die Textur der Erzeugnisse auswir-ken. Die Folge sind oftmals ungünstige Auswirkungen auf den sensorischen Charakter der Erzeugnisse.
Das Ziel dieses Projekts besteht darin, durch die Erarbeitung einer optimalen Kombina-tion verschiedener Hydrokolloide (beispielsweise Carrageenan, Guarkernmehl, Konjak-mehl und Johannisbrotkernmehl), Brühwursterzeugnisse (Fleischwurst, Lyoner) herzu-stellen, die eine für diese Standardprodukte typische Textur aufweisen, die verbunden ist mit einem guten Wasserbindungsvermögen (WBV), und zudem eine sensorische Qua-lität, welche den traditionellen Erzeugnissen weitgehend adäquat ist.
Gleichzeitig ist bei der Auswahl und dem Kombinationsverhältnis der Hydrokolloide deren Rohstoffpreis und die Kalkulation der Gesamtrezeptur dahingehend zu berücksichtigen, dass das Fertigerzeugnis unter ökonomischen Gesichtspunkten den Anforderungen der potenziellen Vertriebsregionen entspricht.
Nach verschiedensten Versuchsansätzen im Rahmen einer Projektarbeit wurde eigens für diese Untersuchung eine mathematisch-statistische Zielfunktion erstellt, in die neben den Produktparametern Festigkeit (Bruch, Härte) sowie Fett- und Geleeabsatz auch die Prozessparameter Temperatur und F-Wert eingehen sowie darüber hinaus auch die Kos-ten für die jeweils verwendeten Hydrokolloide.

4
B. Theoretische Grundlagen
1. Brühwurst – Definition und Herstellung
Brühwürste werden unter der Leitsatzziffer 2.22 der Leitsätze für Fleisch und Fleischer-zeugnisse wie folgt definiert:
„ ‚Brühwürste‘ sind durch Brühen, Backen, Braten oder auf andere Weise hitzebehandelte Wurstwaren, bei denen zerkleinertes rohes Fleisch mit Kochsalz und ggf. anderen tech-nologisch notwendigen Salzen meist unter Zusatz von Trinkwasser (oder Eis) ganz oder teilweise aufgeschlossen wurde und deren Muskeleiweiß bei der Hitzebehandlung mehr oder weniger zusammenhängend koaguliert ist, sodass die Erzeugnisse bei etwaigem erneuten Erhitzen schnittfest bleiben. Die Menge des verwendeten Trinkwassers ist bei den einzelnen Wurstsorten verschieden. Bezogen auf Fleisch und Fett wird anstelle von Trinkwasser teilweise bis zu 10 % Blutplasma oder Blutserum zugesetzt; N.“
Grundlage für die Herstellung von Brühwurst ist das Brühwurstbrät. Es besteht aus ge-meinsam mit Wasser, Salzen, Fremdeiweißen und Stärken, weiteren technologisch wirk-samen und/oder würzenden Zutaten zerkleinertem Fleisch- und Fettgewebe. Die Zerklei-nerung und Vermischung aller Bestandteile erfolgt im rohen Zustand über schnell lau-fende Schneidsysteme, die zu einem mechanischen Aufschluss von Muskelproteinen und Fettzellen führen. Aus den chemisch-physikalischen Wechselwirkungen der einzel-nen Zutaten unter Einwirkung der Schneid- und Mischsysteme entsteht eine zähe Masse, die sich nach Oelker (1978) als heterogene, polydisperse und grobe Suspension von un-löslichen Teilchen in Gegenwart von Solen mit einem Anteil einer Fett-Wasser-Emulsion bzw. Dispersion charakterisieren lässt, welche durch Proteine in Sol- und/oder Gelform stabil gehalten wird. Durch die anschließende Hitzebehandlung koaguliert das Brät. Die Brühwurst ist sowohl im erkalteten als auch im wiedererwärmten Zustand schnittfest und weist eine locker-feste Struktur („Biss“) auf.
Wird jedoch die Fleischrezeptur unter ökonomischen Gesichtspunkten derart verändert, dass der Anteil an rohem Skelettmuskelfleisch verringert und der Fettgewebeanteil erhöht wird, ist die Bindung des zugesetzten Trinkwassers durch die reduzierte Menge an Pro-teinen nicht mehr gegeben, sodass Zusatzstoffe verwendet werden müssen, die sowohl wasserbindende als auch strukturbildende Eigenschaften aufweisen – aus Pflanzen iso-lierte Hydrokolloide sind diesbezüglich eine Option.
2. Hydrokolloide
Hydrokolloide ist der Sammelbegriff für eine Gruppe von Polysacchariden und Proteinen, die in Wasser als Kolloide in Lösung gehen und ein hohes Vermögen zur Gelbildung zeigen. Einige bekannte Hydrokolloide sind Johannisbrotkernmehl, Guarmehl, Carra-geen, Alginat, Pektin und Stärke, aber auch Gelatine. In Fleischerzeugnissen werden Hydrokolloide eingesetzt, um die Konsistenz zu stärken, die Schnittfestigkeit zu erhöhen, das Mundgefühl zu verbessern und das Wasserbindevermögen zu steigern (Rexroth, 1990).
Durch ihre Eigenschaften fungieren Hydrokolloide als Gelier- und Verdickungsmittel. Ge-liermittel werden in Lebensmitteln eingesetzt, um durch Gelbildung eine festere Konsis-tenz zu erreichen. Die Festigkeit des Gels kann durch eine Änderung des Salzgehaltes

5
und des pH-Wertes beeinflusst werden. Um eine Gelbildung zu erreichen, muss zunächst eine Quellung der Hydrokolloide erfolgen. Dazu lagert sich das vorhandene Wasser an die Polysaccharidmoleküle an. Durch die Zusammenlagerung der einzelnen Bereiche dieser Makromoleküle entsteht ein dreidimensional verknüpftes Netzwerk (Weber, 2003).
Bei Verdickungsmitteln handelt sich um Stoffe, die die Viskosität von Lebensmitteln er-höhen. Dies wird erreicht, indem sie ihrer Umgebung Wasser entziehen und dadurch selbst quellen.
Die Eigenschaften der einzelnen zum Einsatz gelangenden Hydrokolloide werden nach-folgend beschrieben.
2.1 Carrageen
Bei Carrageen handelt es sich um ein Hydrokolloid, das aus Rotalgen gewonnen wird. In vielen Lebensmitteln wird Carrageen als Geliermittel eingesetzt. Es besitzt die Fähigkeit mit Wasser schnittfeste Gele zu bilden, die durch andere Polysaccharide, insbesondere durch Johannisbrotkernmehl, verbessert werden (Synergieeffekt). Durch die gelbilden-den Eigenschaften werden in Fleischerzeugnissen die Schnittfestigkeit verbessert und die Wasserbindung erhöht. Hierdurch wird der Kochverlust gesenkt. In Kochpökelwaren kann somit eine deutliche Ausbeutesteigerung erzielt werden. Die gewerbeübliche Do-sierung liegt bei 0,3 bis 0,7 % (Weber, 2003).
Carrageen ist ein Polysaccharid mit den Bausteinen D-Galaktose, 3,6-Anhydro-D-Galak-tose und Sulfatestergruppen. Je nach chemischer Struktur wird Carrageen in verschie-dene Carrageentypen (Iota-, Kappa- und Lambda-Carrageen) eingeteilt. Die unterschied-lichen Carrageentypen besitzen auch unterschiedliche Eigenschaften. Die Einteilung er-folgt aufgrund ihres Anteils an 3,6-Anhydrogalaktose und durch Anzahl und Stellung Sul-fatestergruppen im Molekül. Der größte Einfluss auf die Eigenschaften geht von den Sul-fatestergruppen aus (Weber, 2004).
Bei Iota-Carrageen entstehen schwächere elastische Gele als bei Kappa-Carrageen. Die Gele sind thermoreversibel, d.h. die Gele schmelzen bei der Wiedererwärmung. Die Lösungstemperatur ist salzabhängig und liegt bei ca. 55 bis 65 °C. Beim Abkühlen ent-steht ein dreidimensionales Doppelhelix-System (Weber 2004).
Die chemische Strukturformel von Kappa-Carrageen ist in Abbildung 1 dargestellt. Es besteht aus einer Kette aus Galaktose und Anhydrogalaktose.
Abb. 1: Chemische Struktur von Kappa-Carrageen (Deutsche Apotheker Zeitung, 2013)
Die Galaktose ist durch eine β (1,4)-Bindung mit der Anhydrogalaktose verbunden; diese ist durch eine α (1,3)-Bindung mit der nächsten Galaktose verbunden. An der Galaktose befindet sich an der 4-Stellung eine Sulfatestergruppe. Kappa-Carrageen bildet starke, aber spröde Gele, die thermoreversibel sind. Die Lösungstemperatur ist salzabhängig
6
und liegt wie bei Iota-Carrageen bei ca. 55 - 65 °C. Beim Abkühlen entsteht ein dreidi-mensionales Doppelhelix-System (Weber, 2004).
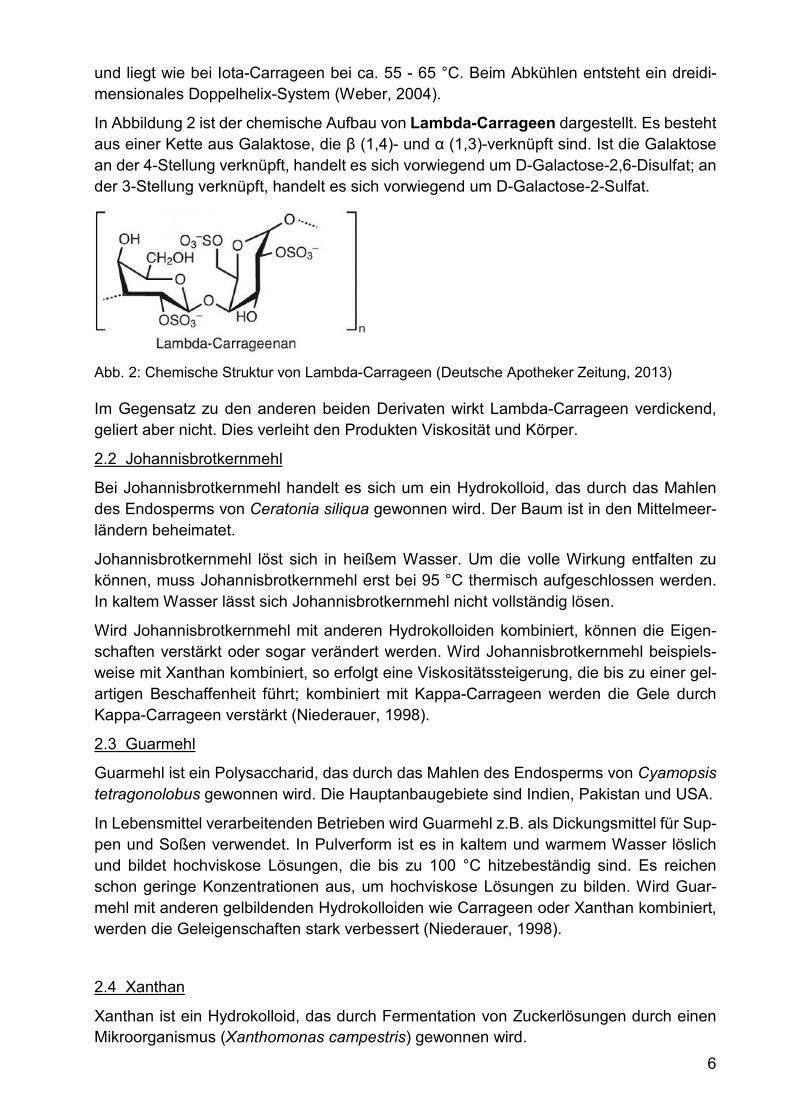
In Abbildung 2 ist der chemische Aufbau von Lambda-Carrageen dargestellt. Es besteht aus einer Kette aus Galaktose, die β (1,4)- und α (1,3)-verknüpft sind. Ist die Galaktose an der 4-Stellung verknüpft, handelt es sich vorwiegend um D-Galactose-2,6-Disulfat; an der 3-Stellung verknüpft, handelt es sich vorwiegend um D-Galactose-2-Sulfat.
Abb. 2: Chemische Struktur von Lambda-Carrageen (Deutsche Apotheker Zeitung, 2013)
Im Gegensatz zu den anderen beiden Derivaten wirkt Lambda-Carrageen verdickend, geliert aber nicht. Dies verleiht den Produkten Viskosität und Körper.
2.2 Johannisbrotkernmehl
Bei Johannisbrotkernmehl handelt es sich um ein Hydrokolloid, das durch das Mahlen des Endosperms von Ceratonia siliqua gewonnen wird. Der Baum ist in den Mittelmeer-ländern beheimatet.
Johannisbrotkernmehl löst sich in heißem Wasser. Um die volle Wirkung entfalten zu können, muss Johannisbrotkernmehl erst bei 95 °C thermisch aufgeschlossen werden. In kaltem Wasser lässt sich Johannisbrotkernmehl nicht vollständig lösen.
Wird Johannisbrotkernmehl mit anderen Hydrokolloiden kombiniert, können die Eigen-schaften verstärkt oder sogar verändert werden. Wird Johannisbrotkernmehl beispiels-weise mit Xanthan kombiniert, so erfolgt eine Viskositätssteigerung, die bis zu einer gel-artigen Beschaffenheit führt; kombiniert mit Kappa-Carrageen werden die Gele durch Kappa-Carrageen verstärkt (Niederauer, 1998).
2.3 Guarmehl
Guarmehl ist ein Polysaccharid, das durch das Mahlen des Endosperms von Cyamopsis
tetragonolobus gewonnen wird. Die Hauptanbaugebiete sind Indien, Pakistan und USA.
In Lebensmittel verarbeitenden Betrieben wird Guarmehl z.B. als Dickungsmittel für Sup-pen und Soßen verwendet. In Pulverform ist es in kaltem und warmem Wasser löslich und bildet hochviskose Lösungen, die bis zu 100 °C hitzebeständig sind. Es reichen schon geringe Konzentrationen aus, um hochviskose Lösungen zu bilden. Wird Guar-mehl mit anderen gelbildenden Hydrokolloiden wie Carrageen oder Xanthan kombiniert, werden die Geleigenschaften stark verbessert (Niederauer, 1998).
2.4 Xanthan
Xanthan ist ein Hydrokolloid, das durch Fermentation von Zuckerlösungen durch einen Mikroorganismus (Xanthomonas campestris) gewonnen wird.

7
Xanthan löst sich in kaltem und in warmem Wasser. In Lösungen bildet sich schon bei niedrigen Konzentrationen eine hohe Viskosität aus. Solche Lösungen sind im Wesentli-chem temperatur- (10-100 °C) sowie pH-stabil (pH 6,0 bis 9,0). In Kombination mit Jo-hannisbrotkernmehl erfolgt eine starke Viskositätssteigerung, die bis zur Gelbildung führt (Fischer & Glomb, 2015).
2.5 Konjak
Die Konjakwurzel, der gemahlene Wurzelstock der Teufelszunge (Amorphophallus kon-
jac), liefert das Nahrungsmittel-Verdickungsmittel und das Sättigungsmittel Konjak bzw.
Konjakmehl, dessen Hauptbestandteil ein Glucomannan ist. Es ist als Lebensmittelzu-satzstoff in Europa unter E425 zugelassen, allerdings unter bestimmten Mengenbe-schränkungen. In der Lebensmittelherstellung wird Konjak zum Gelieren und als Füllstoff eingesetzt. Im Gegensatz zu Gelatine löst sich Konjak nicht schnell im Mund auf. Deshalb tragen Konjak enthaltende Snacks immer Warnhinweise, die Eltern darauf hinweisen, dass Kinder die Snacks vor dem Schlucken gut kauen müssen. Die EU hat ihre Richtlinie 95/2/EG dahingehend geändert, die Menge Konjakgummi und Konjak-Glucomannan in Lebensmitteln auf 10 g/kg zu begrenzen, veröffentlicht im Amtsblatt der Europäischen Gemeinschaften, 2002/C 331 E/26.
C. Material und Methoden
Ziel dieser Arbeit ist es herauszufinden, ob es möglich ist, mit Hilfe einer Kombination konkret vorgegebener Hydrokolloide – Carrageen, Guarmehl, Johannisbrotkernmehl, Konjak und Xanthan – speziell das Qualitätsmerkmal Textur einer fein zerkleinerten Brüh-wurst zu verbessern.
1. Projektabschnitte
Zur Durchführung der Untersuchungen wurde eine Projektarbeit initiiert, die folgende Pro-jektabschnitte (PA) beinhaltete:
PA 1:
− Literaturrecherche zu den wesentlichen Inhalten der Arbeit (Eigenschaften von er-hitzten Fleischerzeugnissen (speziell Brühwurst-Aufschnittware) und Einsatz von Hydrokolloiden in Lebensmitteln und rechtliche Situation in Europa und Drittländern
− Planung und Durchführung von Vorversuchen bei einem externen Forschungs-partner
− Auswertung der Ergebnisse und statistisch fundierte Planung der Hauptversuche, die im Labor Fleischtechnologie der Hochschule OWL durchzuführen sind.
Praktische Arbeiten
Wirkungsweise einzelner Hydrokolloide in Brühwurst vom Lyoner-Typ. Dabei sollen die genannten Hydrokolloide Carrageen, Guarkernmehl, Johannisbrotkernmehl und Konjak-mehl in einer Menge von 4-5 g/kg Brät einzeln dosiert werden. Einschließlich der Kon-trollcharge ergeben sich daraus 5 Untersuchungschargen.
Folgende Parameter werden analysiert:
• Textur

8
• WBV (Geleeabsatz, ggf. Kochverlust)
• Farbe
• Sensorische Beurteilung (Erscheinungsbild und Farbe, Konsistenz, Geruch/Ge-schmack)
• (Kalkulation der Proben)
PA 2:
Untersuchungen von Kombinationen der verschiedenen Hydrokolloide in unterschiedli-chen Mengenverhältnissen mit dem Ziel der Optimierung dieser Kombination aus tech-nologischer, sensorischer und kalkulatorischer Sicht werden durchgeführt, vorzugsweise im Labor Fleischtechnologie in Lemgo, um Prozessparameter wie Kerntemperaturverlauf und Behandlungszeit exakt verfolgen zu können (Stichwort: F70-Wert-Kochung).
Folgende Parameter werden innerhalb der einzelnen Arbeitsschritte analysiert:
• Textur (Texture Analyzer)
• WBV (Geleeabsatz, ggf. Kochverlust)
• Farbe (Minolta)
• Sensorische Beurteilung (Erscheinungsbild, Farbe, Konsistenz, Geruch/Geschmack)
• (Kalkulation der Proben)
Praktische Arbeiten
1. Schritt: Wirkungsweise entsprechend dem statistischen Versuchsplan zufällig ausge-wählter Kombinationen der Hydrokolloide in Brühwurst vom Lyoner-Typ. Dabei sollen die genannten Hydrokolloide Carrageenan, Guarkernmehl, Johannisbrotkernmehl und Kon-jakmehl in einer Gesamtmenge von 4-5 g/kg Brät dosiert werden.
2. Schritt: Wirkungsweise einer spezifischen Kombination der Hydrokolloide in Brühwurst vom Lyoner-Typ. Dabei soll die spezielle Hydrokolloidkombination in unterschiedlicher Gesamtmenge von z.B. 3, 4, 5 g/kg Brät dosiert werden. Einschließlich der Kontrollcharge und abhängig von den Ergebnissen aus Schritt 1 ergibt sich die Anzahl der Untersu-chungschargen.
3. Schritt: Optimierung der sich aus der Auswertung von Schritt 2 ergebenden spezifi-schen Kombination der Hydrokolloide hinsichtlich Zusammensetzung, Dosierung und Kalkulation. Einschließlich der Kontrollcharge und abhängig von den Ergebnissen aus Schritt 2 ergibt sich die Anzahl der Untersuchungschargen.
PA 3:
Auf der Grundlage der Ergebnisse aus den PAn 1 und 2 wird für diesen Untersuchungs-abschnitt unter Mitwirkung eines Mathematikers eine mathematisch-statistische Zielfunk-tion erstellt, in die neben den Produktparametern Festigkeit (Bruch, Härte) sowie Fett- und Geleeabsatz auch die Prozessparameter Temperatur und F-Wert eingehen sowie darüber hinaus auch die Kosten für die jeweils verwendeten Hydrokolloide eingehen.
Für den ersten Versuchsansatz werden acht willkürlich festgelegte Ausgangs-Konzent-rationen der eingesetzten Hydrokolloide, die jedoch jeweils deutlich unter der Vorgabe der Gesamtkonzentration von 5 g pro Kilogramm Fleisch/Fett angesiedelt sind, vorgege-ben (Tab. 1).

9
Tab. 1: Ausgangskombinationen der Hydrokolloide
Charge Lfd. CG JB GM KJ XT Erhitz-Temp F-Wert
Nr. [g/kg Fleisch+Fett] [°C] [min]
Rot (Kontr.) 1 0,0 0,0 0,0 0,0 0,0 78 35
Gelb 2 0,5 0,5 0,5 0,5 0,5 74 28
Grün 3 0,7 0,7 0,4 0,4 0,3 74 28
Blau 4 0,3 0,6 0,6 0,3 0,8 74 35
Rot-Weiß 5 0,3 0,3 0,8 0,4 0,9 74 35
Grau 6 0,9 0,4 0,4 0,6 0,4 78 28
Grün-Weiß 7 0,4 0,9 0,7 0,5 0,6 78 28
Blau-Weiß 8 0,8 0,8 0,3 0,3 0,3 78 35
CG = Carrageen / JB = Johannisbrotkernmehl / GM = Guarmehl / KJ = Konjak / XT = Xanthan
Aus den Ergebnissen des ersten Versuchsansatzes (Tab. 1) wird mithilfe dieser Zielfunk-tion eine neue Hydrokolloid-Kombination ermittelt. Die neu ermittelte Hydrokolloid-Kom-bination ersetzt dann die Versuchscharge mit der schlechtesten Bewertung bei der Kal-kulation eines wiederum neuen Versuchsansatzes – usw. usf. Dieses System soll eine schrittweise Annäherung an die Rezeptur ermöglichen, die das Optimum darstellt für die erwünschten Werte der Textur-Ziel-Parameter Bruchfestigkeit und Härte.
2. Material
Für die einzelnen Versuche wurden Brühwürste nach Lyoner Art hergestellt. Bei den Ver-suchen handelt es sich um 5 kg Chargen nach der in den Tabellen 2 und 3 dargestellten Rezeptur:
Tab. 2: Material für die Herstellung der Brühwurst
Material Material [%] Material [kg/Charge]
Rindfleisch R3 (30% Fett) 10,5 0,525 Schweinefleisch S3 (30% Fett) 24,5 1,225 Fettzuschnitte S9 30,0 1,500 Eis 35,0 1,750 Brät Total 100,0 5,000
Tab. 3: Zutaten für die Brühwurst
Zutaten g/kg g/5 kg Brät
NPS 20,0 100,0 Phosphat 3,0 15,0 Natriumisoascorbat 0,6 3,0 Mononatriumglutamat (E 621) 0,5 2,5 Lyoner Economy 2,0 10,0

10
3. Versuchsdurchführung
3.1 Vorversuche beim externen Forschungspartner
Fleischvorbereitung
Die Rohstoffe Schweinefleisch S3 sowie Rindfleisch R3 werden kontrolliert und von gro-bem Fett befreit und danach werden R3, S3 und die Fettabschnitte S9 sortenrein auf 3 mm (doppelter Messersatz) gewolft. Anschließend wird das gesamte Fleisch und Fett sortenrein für einzelne Chargen abgewogen, in Folienbeutel gefüllt, diese werden evaku-iert, verschlossen und eingefroren.
Produktion
Die gefrorenen Fleisch- und Fettportionen werden einige Minuten aufgetaut und zeitnah werden R3 und S3 bis zu einer Temperatur von 0 °C im Schnellgang (Stufe 2) gekuttert. Bei 0 °C wird auf Stufe 1 geschaltet und 1/3 Eis, Gewürze, Zusatzstoffe und das entspre-chende Hydrokolloid werden zugegeben. Danach wird der Kutter auf Stufe 2 geschaltet. Bei einer Temperatur von 3 °C werden ein weiteres Drittel Eis sowie das S9 hinzufügt. Bei 6 °C wird der Deckel ausgekratzt, danach das restliche Eis zugefügt und auf Stufe 2 bis zu einer Endtemperatur von 12 °C gekuttert.
Von jeder Charge werden jeweils 150 g des Brätes in 8 Konservengläser gefüllt. Die ge-füllten Konservengläser werden 50 Minuten bei einer Temperatur von 95 °C erhitzt. An-schließend werden die Konservengläser 5 Minuten bei Raumtemperatur gekühlt und drei Konservengläser von jeder Charge ins Kühlhaus verbracht. Nach vollständiger Abgeküh-lung der Proben wird der „Geleeabsatz kalt“ bestimmt. Die restlichen fünf Konservenglä-ser jeder Charge werden im heißen Zustand gewogen und auf diese Weise der „Gelee-absatz heiß“ ermittelt.
Der Rest des Brätes wird in die Polyamid-Därme (Kal. 60/40) gefüllt. Die gefüllten Würste werden bei einer Kammertemperatur von 76 °C gebrüht, die Kerntemperatur von 70 °C wird 10 min gehalten, dann werden die Brühwürste in Eiswasser 30 min gekühlt und an-schließend ins Kühlhaus verbracht.
3.2 Versuche an der HS OWL
Fleischvorbereitung
Das gesamte Schweinefleisch S3 wird von Hand gut durchgemischt und dann im Kutter 6 Schüsselrunden bei einer Messergeschwindigkeit von 1500 min-1 zerkleinert. Nach der Zerkleinerung wird das Schweinefleisch aus dem Kutter in E2-Kisten gegeben. Der glei-che Arbeitsablauf wiederholt sich für Rindfleisch R3 und die Speckabschnitte S9. An-schließend wird deren Fettgehalt mittels NIR-Schnellanalysenverfahren (Büchi-Gerät) be-stimmt.
Die drei Fleisch- und Fettfraktionen (S3/R3/S9) werden chargenweise in einen Vakuum-beutel abgewogen, vakuumiert und eingefroren. Vor dem Vakuumieren wird die Fleisch/Fettmischung im Vakuumbeutel gut verteilt und flach gedrückt.

11
Produktion
Bei der Vorbereitung werden Gewürze, Nitritpökelsalz, Zusatzstoffe sowie die entspre-chenden Hydrokolloide bzw. Hydrokolloidmischungen für alle geplanten Chargen abge-wogen und in kleine Plastikbecher abgepackt. Danach wird das eingefrorene Fleisch/Fett-Gemisch aus dem Gefrierhaus ins Kühlhaus gebracht. Die Vorbereitung er-folgt einen Tag vor der Produktion.
Am Produktionstag wird das angetaute Fleisch/Fettgemisch bei einer Materialtemperatur von ca. -0,8 °C in den Kutter gegeben.
Tab. 4: Kutterverlaufsplan
Es wird nach Tabelle 4 gekuttert. Dazu wird der Kutter auf eine Messergeschwindigkeit von 1500 min-1 und die Schüsselumdrehung auf Stufe 1 gestellt. Nach einer Runde wer-den die Gewürze, Nitritpökelsalz, Zusatzstoffe, 1/3 Eis sowie die entsprechenden Hydro-kolloide dazugegeben. Anschließend wird die Messergeschwindigkeit auf 3000 min-1 und die Schüsselumdrehung auf Stufe 2 geschaltet. Dann wird die Fleisch/Fett-Mischung so-lange zerkleinert bis eine Temperatur von -2 bis 0 °C erreicht wird. In dem Temperatur-bereich wird 1/3 Eis hinzugegeben. Sobald wieder die Temperatur von -2 bis 0 °C erreicht ist, wird das restliche Eis dazugegeben. Bei 2 °C wird der Deckel ausgekratzt und an-schließend bis zu einer Endtemperatur von 6 °C gekuttert. Nach den Kuttern wird das Brät im Kühlhaus zwischengelagert.
Nachdem alle Chargen gekuttert sind, werden die Bräte mittels Kolloidmühle mit einem Messeraufsatz von 0,9 mm feinzerkleinert. Es folgt das Füllen des Bräts in Optan-LF Därme Kal. 60/40; ein Teil der Bräte wird für die Vollanalyse mittels NIR-Spektrometrie (Büchi-Gerät) entnommen.
Beim Brühen wird ein F70-Wert von 40 angestrebt. Bei einem F-Wert von 28 wird mit der Kühlung begonnen. Anschließend kommen die fertigen Brühwürste in das Kühlhaus.
4. Sensorische Untersuchungen
Um die sensorischen Qualitätsmerkmale Konsistenz, Farbe, Geruch und Geschmack der fertigen Brühwürste unterschiedlicher Zusammensetzung zu testen, werden die einzel-nen Chargen von einem Sensorik-Panel aus 3 - 5 Prüfpersonen geprüft. Dazu wurde eine Bewertungsvorlage (Abb. 3) verwendet.
Die Bewertung erfolgt nach einem Punktesystem. Bei Farbe und Konsistenz wird die 4 als Optimum angesehen. Wird z.B. die Farbe einer Probe unter 4 bewertet, so wird die Farbe der Probe als zu hell empfunden und bei einer Bewertung über 4 wird die Probe als zu dunkel wahrgenommen.
Temp. [°C] Messergeschw. [min-1] Schüsselgeschw. Arbeitsschritte
0,8 1500 Stufe 1 Fleisch/Fett; Zutaten 1/3 Eis
-2 bis 0 3000 Stufe 2 1/3 Eis
-2 bis 0 3000 Stufe 2 1/3 Eis
2 3000 Stufe 2 Deckel auskratzen
6 Endtemperatur

12
Bewertung von Farbe
1 2 3 4 (Optimal) 5 6 7
zu blass/ hell zu dunkel
Abb. 3: Vorlage zur Bewertung der sensorischen Merkmale
Anders als Farbe und Konsistenz wird Geruch und Geschmack zusammen in einer Spalte bewertet. Die Bewertung von Geruch und Geschmack weist kein Optimum, d.h., die Be-wertungsstufe 7 wird als das beste Ergebnis angesehen.
D. Untersuchungsergebnisse
1. Ergebnisse der Projektarbeit
1.1 Versuchsergebnisse externer Forschungspartner
Im Rahmen von Versuch 1 wurden drei Chargen einer feinzerkleinerten Brühwurst her-gestellt, denen unterschiedliche Hydrokolloide einzeln in einer Konzentration von 1% zu-gesetzt wurden. Des Weiteren gab es eine Kontrolle ohne Hydrokolloid-Zusatz. Abbil-dung 4 zeigt den jeweiligen Geleeabsatz dieser Chargen in Prozent. Den geringsten Ge-leeabsatz wies die Probe mit Johannisbrotkernmehl auf; der „Geleeabsatz kalt“ zeichnete sich generell durch höhere Mittelwerte aus gegenüber dem „Geleeabsatz heiß“.
Abb. 4: Vergleich zwischen „Geleeabsatz heiß“ und „Geleeabsatz kalt“ (Versuch 1)
Bei Versuch 2 wurde die den Brühwürsten zugesetzte Menge an Hydrokolloiden auf 0,5% gesenkt. Des Weiteren wurde zusätzlich eine Charge mit Carrageen (Carrageen high injektion) hergestellt (Abb. 5).
Bewertung von Konsistenz
1 2 3 4 (Optimal) 5 6 7
zu weich zu hart
Bewertung von Geruch/ Geschmack
1 2 3 4 5 6 7 schlecht gut

13
Abb. 5: Vergleich zwischen „Geleeabsatz heiß“ und „Geleeabsatz kalt“ (Versuch 2)
In Versuch 3 wurden die Hydrokolloide in unterschiedlichen Mengenverhältnissen mitei-nander kombiniert (Tab. 5)
Tab. 5: Hydrokolloidkombinationen von Versuch 3
Charge Hydrokolloide Menge [g/kg Brät]
1 keine (Kontrolle)
2 Konjak 0,75
Carrageen 2,13
Guarmehl 2,13 (5,01)
3 LBG (JBKM) 1,50
Carrageen 2,50
Guarmehl 1,00 (5,00)
4 LBG (JBKM) 1,25
Carrageen 3,00
Konjak 0,75 (5,00)
5 Konjak 0,35
Carrageen 3,00
LBG (JBKM) 1,15
Guarmehl 0,50 (5,00)
Abb. 6: Geleeabsatz von Versuch 3

14
Die Ergebnisse aus Versuch 3 zeigen eindeutig, dass durch die Hydrokolloide, kombiniert in unterschiedlichen Mengenverhältnissen, eine nennenswerte Verringerung des Gelee-absatzes erzielt wird (Abb. 6). Messergebnisse zum Verhalten der Bruchfestigkeit und Härte liegen für diese Produkte jedoch nicht vor.
1.2 Versuchsergebnisse HS-OWL
Die Untersuchungen im Labor Fleischtechnologie der HS OWL setzen sich aus sechs Versuchsreihen zusammen, deren Ergebnisse nachfolgend dargelegt werden.
Im Rahmen von Versuch 1 wurden fünf Chargen einer feinzerkleinerten Brühwurst her-gestellt. Die Chargen unterscheiden sich durch die Zugabe jeweils eines Hydrokolloids (Carrageen, Johannisbrotkernmehl, Konjak, Guarmehl), darüber hinaus gibt es eine Kon-trollcharge, der kein Hydrokolloid zugegeben wurde.
Abb. 7: Festigkeit der Brühwurstproben aus Versuch 1
Abbildung 7 zeigt, dass alle mit Hydrokolloiden hergestellten Produkte eine etwas höhere Bruchfestigkeit aufweisen als die Kontrollcharge. Demgegenüber gibt es nur geringe Un-terschiede bei der Härte. Der schlechteste Härte-Wert (9,6 N) wurde in Brühwürsten mit zugesetztem Guarmehl festgestellt, was u.a. darauf zurückzuführen ist, dass Guarmehl kaum gelierende Eigenschaften besitzt.
Bezüglich der Produktfarbe im Anschnitt der Brühwurstproben lässt sich feststellen, dass der a*-Wert (Rotanteil) bei der Kontrolle am höchsten und der L*-Wert (Helligkeit) am niedrigsten ist, Beide Werte verschlechtern sich in unterschiedlicher Ausprägung mit dem Zusatz von Hydrokolloiden; der Rotanteil nimmt von Carrageen (10,4) bis Guarmehl (7,0) stetig ab.
Bei der Sensorik wird die Brühwurst hinsichtlich Farbe, Konsistenz sowie Geruch und Geschmack bewertet. Die mittels Farbmessgerät festgestellten Ergebnisse der Farbmes-sung werden hierdurch bestätigt. Demgegenüber gibt es teilweise Abweichungen zwi-schen sensorischer Bewertung und Festigkeitsmessung mittels Texture Analyser. Dies trifft besonders auf die Brühwurst mit Konjak zu; sie wurde mit einer 2 bewertet, obwohl eine Härte von 11,9 N gemessen wurde.
7,0

15
Der Geleeabsatz betrug 0,2 bis 0,4% für die Kontrolle sowie die Proben mit Carrageen, Johannisbrotkernmehl und Konjak; lediglich die mit Guarmehl lag mit 1,0% etwa doppelt so hoch.
Bei Versuch 2 wurden die einzelnen Hydrokolloide wieder miteinander kombiniert.
Die Kombination aus Carrageen und Johannisbrotkernmehl in einer Brühwurst liefert mit einem Mittelwert von 12,4 N die besten Ergebnisse für Härte, gefolgt von der Kombination aus Johannisbrotkernmehl und Konjak (11,3 N) sowie Johannisbrotkernmehl und Guar-mehl (11,1 N) (Abb. 8). Bei der Bruchfestigkeit fällt auf, dass die Kombinationen mit Gu-armehl (Carrageen und Guarmehl – 6,4 N, Johannisbrotkernmehl und Guarmehl – 6,0 N) den höchsten Kraftaufwand bis zum Bruch benötigten. Des Weiteren fällt auf, dass Kon-jak in Konbination mit Carrageen (5,9 N) sowie Johannisbrotkernmehl und Konjak (5,9 N) ebenfalls gute Ergebnisse erbrachten.
Abb. 8: Festigkeit der Brühwurstproben aus Versuch 2
Bei der Farbmessung fällt auf, dass die Kombinationen aus Carrageen und Johannisbrot-kernmehl sowie aus Johannisbrotkernmehl und Konjak mit 9,0 bzw. 7,7 die höchsten a*-Werte aufweisen und entsprechend die niedrigsten L*-Werte. Die Hydrokolloide haben kaum einen Einfluss auf den b*-Wert (Gelbton).
Auch die sensorische Bewertung fällt bezüglich der Farbe für die Brühwurst mit der Kom-bination aus Carrageen und Johannisbrotkernmehl (3,8) am besten aus. Den niedrigsten Wert erhielt die Kombination aus Konjak und Guarmehl.
Bezüglich des Geleeabsatzes ist festzustellen, dass gerade die sensorisch am schlech-testen bewerteten Proben (JBKM/KJ; JBKM/GM; KJ/GM) die geringsten Werte auswie-sen.
Im Rahmen von Versuch 3 wurden wegen dem hohen Geleeabsatz bei den Proben aus Versuch 2 eine Kontrollcharge sowie ein Hydrokolloid einzeln und in Kombination mit anderen Hydrokolloiden hergestellt. Ein Teil der Kontrollcharge (Kontrolle 1) wurde bei einem F-Wert von 28 aus der Kochkammer entnommen und im Eiswasser gekühlt. Der andere Teil (Kontrolle 2) wurde zusammen mit der restlichen Charge einer stärkeren Er-hitzung ausgesetzt.

16
Bezüglich der Festigkeit der Proben (Abb. 9) ist festzustellen, dass alle Proben mit Hyd-rokolloiden höhere Bruchfestigkeiten und Härtewerte besaßen als die beiden Kontroll-Proben. Die Kombinationen aus JBKM/CG sowie JBKM/CG/KJ zeigten die besten Ergeb-nisse. Darüber hinaus wurde deutlich, dass eine stärkere Erhitzung bei den Proben ohne Hydrokolloide zu einer geringeren Festigkeit führte, während sich diese Behandlung nicht negativ auf die Hydrokolloidproben auswirkte.
Die höchsten a*-Werte aus der Farbmessung wurden bei den Kontrollen (11,0 für Kon-trolle 1 und 11,3 für Kontrolle 2) gemessen. Bei einer Zugabe von Johannisbrotkernmehl bzw. bei einer Kombination aus Johannisbrotkernmehl und Carrageen wird der a*-Wert reduziert auf 10,8 bzw. auf 10,6. Bei einer Kombination aus Konjak, Carrageen und Jo-hannisbrotkernmehl (9,1) wird der a*-Wert deutlich reduziert.
Abb. 9: Festigkeit der Brühwurstproben aus Versuch 3
Die sensorische Beurteilung der Farbe führte zur besten Bewertung bei den Kontrollen (Kontrolle 1 mit 3,5 und Kontrolle 2 mit 3,3); die unter Zugabe von Hydrokolloiden herge-stellten Brühwürste wurden etwas schlechter bewertet.
Den geringsten Geleeabsatz hatten die Proben JBKM/CG/KJ (1,2%) und JBKM (2,3%), gefolgt von Kontrolle 1 mit 4,1%; die anderen beiden Chargen lagen über 7,0%.
Im Versuch 4 wurden drei Kontrollchargen ohne Zugabe von Hydrokolloiden hergestellt. Die erste Kontrolle (Kontrolle 1) glich in der Rezeptur den vorherigen Chargen. Bei Kon-trolle 2 wurde der Salz- und Wasseranteil um 5% und bei Kontrolle 3 um 10 % erhöht. Um keine wesentlich höhere Kutterzeit zu erreichen, wurde das Wasser auf ca. 1 °C ge-kühlt. Erwartungsgemäß sanken die Bruchfestigkeitswerte von 7,8 über 5,7 auf 5,3 N; die Härte nahm in der Reihenfolge 13,4, 11,4 und 10,5 N ab.

17
Abb. 10: Festigkeit der Brühwurstproben aus Versuch 5
Der a*-Wert für den Rotanteil der Farbe im Anschnitt der Brühwurstproben aus Versuch 3 nahm von Kontrolle 1 (12,0) bis Kontrolle 3 (10,8) stetig ab. Dies wurde auch durch die Sensorik bestätigt.
Der Geleeabsatz hielt sich mit 0,0, 1,5 und 1,8% (K1, K2, K3) in Grenzen.
Bei Versuch 5 wurden vier Chargen hergestellt. Den Chargen wurden die Hydrokolloide einzeln zugegeben. Der Wasser- und Salzgehalt wurde gegenüber den vorangegange-nen Versuchen jeweils um 10% erhöht.
Abbildung 10 zeigt, dass insbesondere die Werte für die Härte noch akzeptabel erschei-nen, während die Bruchfestigkeit teilweise sehr gering ausfällt. Der Geleeabsatz lag zwi-schen 0,4 und 0,7%.
Der Farbwert a* liegt vor allem für die Brühwürste mit Carrageen (11,0) noch relativ hoch, nimmt jedoch über JBKM und Konjak zu Guarmehl (7,5) stetig ab.
Alle messtechnisch erfassten Werteentwicklungen für Festigkeit und Farbe wurden durch die sensorische Beurteilung bestätigt.
Bei Versuch 6 wurden die entsprechenden Hydrokolloide einzeln in die Brühwurst zuge-geben. Das Konjakmehl wurde durch Xanthan ersetzt. Des Weiteren wurden die entspre-chenden Hydrokolloide in unterschiedlichen Mengen (0,5% und 1,0%) zugesetzt.
Abb. 11: Festigkeit der Brühwürste aus Versuch 6 mit 0,5 bzw. 1,0% Hydrokolloidzusatz

18
Aus Abbildung 11 ist ersichtlich, dass sich die Konzentrationserhöhung der einzeln ver-wendeten Hydrokolloide unterschiedlich auf die Bruchfestigkeit und Härte der Brühwurst-proben auswirkt. Während bei JBKM jeweils eine leichte Zunahme der Festigkeitswerte erreicht wird, zeigt sich bei Carrageen kaum eine Wirkung, und bei Xanthan sowie Guar-mehl ist eher eine Verschlechterung, vor allem bei der Bruchfestigkeit, zu verzeichnen.
Die sensorische Beurteilung lässt ebenfalls erkennen, dass eine höhere Konzentration der Hydrokolloide zu unterschiedlichen sensorischen Einflüssen führt: Bei JBKM werden keine negativen Veränderungen wahrgenommen, Carrageen hat eine deutlich schlech-tere Bewertung zur Folge und bei Xanthan sowie Guarmehl ändert sich die grundsätzlich negative sensorische Einschätzung nur tendenziell zu etwas schlechteren Werten.
Bezüglich des Geleeabsatzes bei Versuch 6 hat die Verdopplung der Zugabemenge des Hydrokolloids vor allem bei Carrageen einen positiven Effekt (Abnahme von 0,6 auf 0,2%); JBKM und Xanthan zeigen eine lediglich leichte Verringerung um absolut 0,1% und erwartungsgemäß wirkte sich die Erhöhung der Guarmehlkonzentration in keiner Weise aus.
1.3 Diskussion und Zusammenfassung aus PA 1 und PA 2
Zunächst werden die Ergebnisse hinsichtlich der Texturparameter Bruchfestigkeit und Härte, angegeben in Newton, betrachtet.
Der höchste Kraftaufwand bis zum Bruch der Probe wird bei Konjak und Johannisbrot-kernmehl benötigt, während Xanthan und Guarmehl wegen ihres geringen Gelierungs-potenzials die visko-elastische Struktur der Brühwurst nicht unterstützen. Aus Versuch 6 wird ersichtlich, dass die Erhöhung der Konzentration der einzeln zugesetzten Hydrokol-loide von 0,5% auf 1,0% bei Carrageen, Xanthan und Guarmehl zu einer Reduzierung der Bruchfestigkeit führt und lediglich bei Johannisbrotkernmehl eine Zunahme für diesen Parameter erfolgt. Hinsichtlich der Härte der Brühwurstproben besteht zwischen Kontrolle und den Hydrokolloiden Carrageen, Johannisbrotkernmehl sowie Konjak kein nennens-werter Unterschied; bei einer Zugabe von Xanthan sowie Guarmehl nimmt die Härte deut-lich ab. Bei einer höheren Dosierung der Hydrokolloide (1,0%) wird die Härte im Falle des Einsatzes von Xanthan reduziert.
Der Einfluss der Hydrokolloide auf die Farbe des Brätes der Brühwurstproben im An-schnitt spielt für die Beurteilung der Gesamtqualität ebenfalls eine wichtige Rolle. Insbe-sondere der a*-Wert (Rotanteil) ist für umgerötete Erzeugnisse ausschlaggebend. Beim Betrachten dieses Merkmals fällt auf, dass die a*-Werte bei Verwendung des gleichen Hydrokolloids auch ähnliche Ergebnisse zeigen. So hat z.B. die Kontrolle in den Versu-chen stets den höchsten a*-Wert, gefolgt von Carrageen, Johannisbrotkernmehl, Konjak und Xanthan. Bei Produkten mit Guarmehl wird immer der niedrigste a*-Wert gemessen. Wird die Konzentration der Hydrokolloide von 0,5 % auf 1,0% erhöht (Versuch 6), sinkt der a*-Wert bei Carrageen sowie Johannisbrotkernmehl enthaltenden Proben; bei Xan-than und Guarmehl erhöht sich der a*-Wert.
Es stellt sich auch die Frage, ob sich die messtechnisch ermittelten Qualitätseigenschaf-ten durch die sensorische Beurteilung bestätigen lassen. Wird die Konsistenz mit dem gemessen Texturwerten verglichen, so fällt auf, dass in Versuch 1 und 5 die Probe mit

19
Konjak deutlich weicher in der Konsistenz wahrgenommen wird als es die gemessenen Werte für Härte widerspiegeln, die denen der Kontrolle, der Carrageen- und Johannis-brotkernmehl-Proben ähneln. Bei Konjak-Proben werden auch die höchsten Bruchfestig-keitswerte gemessen. Die sensorische Bewertung der Farbe entspricht den gemessenen Ergebnissen, wobei es bei Versuch 6 zwei Abweichungen gab: die Kontroll- und die Carrageenprobe wurden bei der Dosierung von 1,0%, etwas schlechter bewertet im Ver-gleich zu den gemessenen Werten.
Bezüglich Geruch/Geschmack werden neben der Kontrolle vor allem die Proben mit Jo-hannisbrotkernmehl, zum Teil auch die mit Carrageen ähnlich gut bewertet mit Ausnahme der 1,0%-Dosierung von Carrageen, die deutlich schlechter ausfiel.
Aus diesen Ergebnissen der Versuche 1, 5 und 6 folgte die Erkenntnis, dass die Kontroll-proben bei den meisten Untersuchungen gleich gut oder besser bewertet wurde als die unter Zusatz von Hydrokolloiden hergestellten Erzeugnisse, sodass das Einsetzen ein-zelner Hydrokolloide in fein zerkleinerter Brühwurst nicht empfehlenswert erscheint.
Wird der Versuch 2 mit den Kombinationen der einzelnen Hydrokolloide betrachtet, so wird festgestellt, das Johannisbrotkernmehl in Kombination mit anderen Hydrokolloiden die Härte erhöhen kann. Bei allen Kombination mit Johannisbrotkernmehl wurde ein Wert über 11 N erreicht (Kombination mit Carrageen 12,4 N). Zu beachten ist jedoch, dass bei diesem Versuch ein hoher Geleeabsatz (2,6 bis 9,9%) bei allen Proben aufgetreten ist. Die höchste Bruchfestigkeit wird mit einer Kombination aus Carrageen und Guarmehl gemessen. Mit der Kombination aus Carrageen und Johannisbrotkernmehl wird der höchste a*-Wert (9,0) und der beste Geruch/Geschmack (3,0) erreicht. Der niedrigste Geleeabsatz (2,6%) wurde bei der Kombination aus Carrageen und Guarmehl festge-stellt. Schlussfolgernd wird eine Kombination aus Carrageen, Johannisbrotkernmehl und Guarmehl als die erfolgversprechendste Variante betrachtet.
2. Ergebnisse unter Anwendung mathematisch-statistischer Zielfunktion
Im Rahmen von Versuch 1 wurden 8 Chargen vorgegeben, die sich lediglich durch die Kombination verschiedener Hydrokolloide unterschieden; mit Ausnahme der Kontroll-charge, der keine Hydrokolloide zugesetzt wurden, enthielten die verbleibenden 7 Brüh-wurstchargen eine Kombination aus je 5 Hydrokolloiden (KJ = Konjak, XT = Xanthan, CG = Carrageen, JB = Johannisbrotkernmehl, GM = Guarmehl), die in unterschiedlichen An-teilen zugesetzt wurden, wobei deren Gesamtmenge zwischen 2,5 und 3,1 g/kg lag. Die Startkombination ist der Tabelle 1 (Seite 9) zu entnehmen. Alle anderen Rezepturbe-standteile entsprachen den Angaben in den Tabellen 2 und 3 (Seite 9); das gilt auch für den Kutterverlaufsplan (Tab. 4, S. 11).
Eine weitere Unterscheidung zwischen den 8 Chargen ergab sich aus der zufälligen Kom-bination von 2 Erhitzungs- bzw. Kammertemperaturen (74 und 78 °C) mit 2 F70-Werten (28 und 35 min).
Die Ergebnisse für die Festigkeitsparameter Bruch und Härte (in N) der Brühwürste aus Versuch 1 sind in Abbildung 12 dargestellt.

20
Abb. 12: Festigkeit, gemessen als Bruch und Härte (Versuch 1)
Die meisten Werte für die Bruchfestigkeit liegen im Bereich von 5 bis 6 N, die für die Härte zwischen 6 und 7,5 N.
Aus den Ergebnissen des ersten Versuchs wurde mithilfe dieser Zielfunktion eine neue Hydrokolloid-Kombination ermittelt.
Tab. 6: Hydrokolloidkombinationen des Versuchs 2
Charge Lfd. CG JB GM KJ XT Erhitz-Temp F-Wert
Nr. [g/kg Fleisch+Fett] [°C] [min]
Gelb 1 0,5 0,5 0,5 0,5 0,5 78 28
Grün 2 0,7 0,7 0,4 0,4 0,3 74 28
Blau 3 0,3 0,6 0,6 0,3 0,8 74 35
Rot-Weiß 4 0,3 0,3 0,8 0,4 0,9 74 35
Grau 5 0,9 0,4 0,4 0,6 0,4 74 28
Grün-Weiß 6 0,4 0,9 0,7 0,5 0,6 78 28
Blau-Weiß 7 0,8 0,8 0,3 0,3 0,3 78 35
Rot-Gelb 8 1,0 1,1 1,0 0,8 1,0 78 27
Abb. 13: Festigkeit, gemessen als Bruch und Härte (Versuch 2)
0
1
2
3
4
5
6
7
8
9
ROTKontrolle
GELB GRÜN BLAU ROT-WEISS
GRAU GRÜN-WEISS
BLAU-WEISS
Kra
ft [
N]
Hydrokolloid-Kombination
Bruch
Härte
0
1
2
3
4
5
6
7
8
9
GELB GRÜN BLAU ROT-WEISS
GRAU GRÜN-WEISS
BLAU-WEISS
ROT-GELB
Kra
ft [
N]
Hydrokolloid-Kombination
Bruch
Härte

21
Die neu ermittelte Hydrokolloid-Kombination ersetzt dann die Versuchscharge mit der schlechtesten Bewertung bei der Kalkulation eines wiederum neuen Versuchsansatzes (Versuch 2). Die Kombination „Rot-Gelb“ (Tab. 6) war im Versuch 2 die neue Kombina-tion; dafür wurde die Kontrollcharge als ungünstigste Variante entfernt. Die Ergebnisse für die aus Versuch 2 resultierenden Festigkeitskriterien sind Abbildung 13 dargestellt.
Die überwiegende Anzahl der Werte für die Bruchfestigkeit liegt wieder im Bereich von 5 bis 6 N, die für die Härte ebenfalls zwischen 6 und 7,5 N.
Aus den Ergebnissen des Versuchs 2 wurde eine neue Hydrokolloidkombination (wieder-gegeben in Tabelle 7) ermittelt, die dann in den Versuch 3 einfloss, dessen Festigkeits-werte in Abbildung 14 zusammengefasst sind. Die Kombination „Grün“ wurde entfernt. Die neue Kombination ist als „Versuch 3“ gekennzeichnet.
Tab. 6: Hydrokolloidkombinationen des Versuchs 3
Charge Lfd. CG JB GM KJ XT Erhitz-Temp F-Wert
Nr. [g/kg Fleisch+Fett] [°C] [min]
Gelb 1 0,5 0,5 0,5 0,5 0,5 78 28
Blau 2 0,3 0,6 0,6 0,3 0,8 74 35
Rot-Weiß 3 0,3 0,3 0,8 0,4 0,9 74 35
Grau 4 0,9 0,4 0,4 0,6 0,4 74 28
Grün-Weiß 5 0,4 0,9 0,7 0,5 0,6 78 28
Blau-Weiß 6 0,8 0,8 0,3 0,3 0,3 78 35
Rot-Gelb 7 1,0 1,1 1,0 0,8 1,0 78 27
Versuch 3 8 0,5 0,6 0,8 0,6 0,9 77 33 Darüber hinaus wurden im Rahmen von Versuch 3 zusätzlich Hydrokolloid-Kombinatio-nen verwendet, die zuvor im Laborversuch als wässrige Hydrokolloidlösungen getestet wurden, die bei 90 °C für 20 min erhitzt und für 24 h ins Kühlhaus verbracht wurden. Die Ergebnisse (rein sensorische Beurteilung) zeigten starke Unterschiede hinsichtlich Fes-tigkeit und Synärese in Abhängigkeit von Konzentration und Zusammensetzung. Diese wurden beim Einsatz in Brühwurstbrät allerdings nicht mehr in dem Maße deutlich (Abb. 14).
Abb. 14: Festigkeit, gemessen als Bruch und Härte (Versuch 3)
0
1
2
3
4
5
6
7
8
Versuch 3 0,25CG/0,25KJ 0,4CG/0,4KJ/0,3JB 0,25CG/0,25KJ/0,25JB
Kra
ft [
N]
Hydrokolloid-Kombination
Bruch
Härte

22
Auch die Ergebnisse des Versuchs 3 weisen relativ geringe Werte für die Bruchfestigkeit im Bereich von 5 bis 6 N und für die Härte ebenfalls zwischen 6 und 6,5 N auf. Die Be-schriftungen der X-Achse in Abbildung 14 weisen jeweils die prozentualen Anteile der jeweiligen Hydrokolloide aus, die sich somit im Bereich von 5, 11 und 7 g/kg Fleisch/Fett bewegten. Es zeigt sich, dass im Prinzip kein Unterschied zu den vorab bereits geteste-ten Kombinationen mit deutlich geringeren Zugabemengen erkennbar ist.
E. Diskussion der Ergebnisse und Schlussfolgerung
Aufgrund der Tatsache, dass ein Brühwurstbrät, welches nach einer Standardrezeptur (25% Schweinefleisch S II, 25% Eisbeinfleisch, 25% Schweinebacken und 25% Eis) ge-fertigt wurde, hinsichtlich der Bruchfestigkeit Werte im Bereich von 14 N und bei der Härte im Bereich von über 15 N mit a*-Werten im Bereich von 12 und L*-Werten im Bereich von 68 aufweist, machen die bis hierher erzielten Ergebnisse deutlich, dass die seitens des externen Forschungspartners definierte Gesamtdosierung der Hydrokolloide – gleich in welcher Kombination – nicht ausreicht, um in Verbindung mit den darüber hinaus zu ver-wendenden Fleischrohstoffen mit vergleichsweise sehr geringen Eiweiß- (BEFFE unter 6%) und hohen Fettgehalten (über 30%) ein Brühwursterzeugnis zu fertigen, das diese typischen Festigkeitswerte erzielen kann.
Hinsichtlich der Verbesserung bzw. Optimierung der Farbeigenschaften vor allem hin-sichtlich des Rotanteils (a*-Wert) sollte die Verwendung eines Lebensmittelfarbstoffes (Beetenrot / Cochenillerot / Karmin) in Betracht gezogen werden.
Hieraus schlussfolgernd werden wir an der HS OWL die Versuche mit höherer Dosierung und unter Anwendung unserer Methode mittels Zielfunktion fortführen, um zum einen eine optimale Kombination von Hydrokolloiden unter Berücksichtigung aller wichtigen Ge-sichtspunkte (Textur, Festigkeit, Farbe, Sensorik, Kosten) herauszuarbeiten und zum an-deren die Praktikabilität der mathematisch-statistischen Zielfunktion zu überprüfen.
Sollte sich letztere als zielführend erweisen, würden wir diese der Adalbert-Raps-Stiftung im Nachgang zur Verfügung stellen.