


History of Blow Moulding Although plastics materials have been known since 1862, blow molding is not...
42
ق ل ا ام خ ه ن ب ش خ ب ی ت س ه
-
Upload
donald-jones -
Category
Documents
-
view
214 -
download
0
Transcript of History of Blow Moulding Although plastics materials have been known since 1862, blow molding is not...

به نام خالق
هستی بخش

فرآیندهای تولید و شکل دهی پلیمرها

History of Blow Moulding
Although plastics materials have been known since 1862, blow molding is
not a new process.
There has been evidence found suggesting that Egyptians and
Babylonians blew glass materials.
In the 1930s, plastics was blow molded for the very first time and was
used for the production of hollow Christmas tree ornaments. Prior to that
time, it was necessary to injection mold any hollow items in two separate
parts and then either clip or seal them together with heat or adhesives.
The invention of low density polyethylene a few years later helped give
birth to the new blow molding and plastic bottle industry. Progress and
development was restrained until 1945, as all supplies of polyethylene were
reserved for essential military applications such as radar antennas and
connectors.

The very first recorded commercial plastics squeeze bottle marketed in the
USA in the late 1940s. At about the same time, the first production of
lightweight, unbreakable, blow-molded pharmaceutical bottles began in
England.
It was quickly followed by numerous other packaging applications,
including the well known
“Plastics Lemon,” which became an instant hit and marked the first time
that any food item had been sold in a plastics container. In the 1950s, the
advent of high density polyethylene (HDPE), which had vastly improved
characteristics, gave rise to many new applications and a further impetus
to the
fast-growing blow molding industry.

History of blow moulding machine
Enoch Ferngren and William Kopitke were the first verified people who used
the Blow Molding Process. The process principle comes from the idea of
blowing glass. Ferngren and Kopitke produced a blow molding machine and
sold it to “Hartford Empire Company” in 1937.
During the 1940s the variety and amount of products were still very limited
and therefore blow molding did not take off until later. Once the variety and
production rates went up the amount of products created followed soon there
after. In the United States soft drink industry the amount of plastic containers
went from zero in 1977 to ten Billion in 1999. Today even a greater amount of

products are blown and it is expected to keep increasing.
Today's need for high-speed, low cost and high quality mass production
mandates the use of highly sophisticated equipment and many different types
of processing machines are available. The process is now widely used for
bottles from as small as 1/2 oz. to drums up to 60 gallons capacity, tanks,
industrial items and medical devices, etc.

What is blow moulding?
Polymer process that creates hollow plastic parts This process begins with melting down the plastic that is to be blow molded in to a parison Parison - in blow molding, the hollow tube of plastic melt extruded from the die head, and expanded within the mold cavity by air pressure to produce the molded part.Hot air blown into the parison forces it against the mold walls where it is then cooledMainly limited to processing of thermoplasticsMost plastic bottles are processed this wayThere are three main types of blow molding

parison

Blow moulding Products

Types of blow moulding
Extrusion blow molding(EBM)
Injection blow molding(IBM)
Stretch blow molding(SBM)

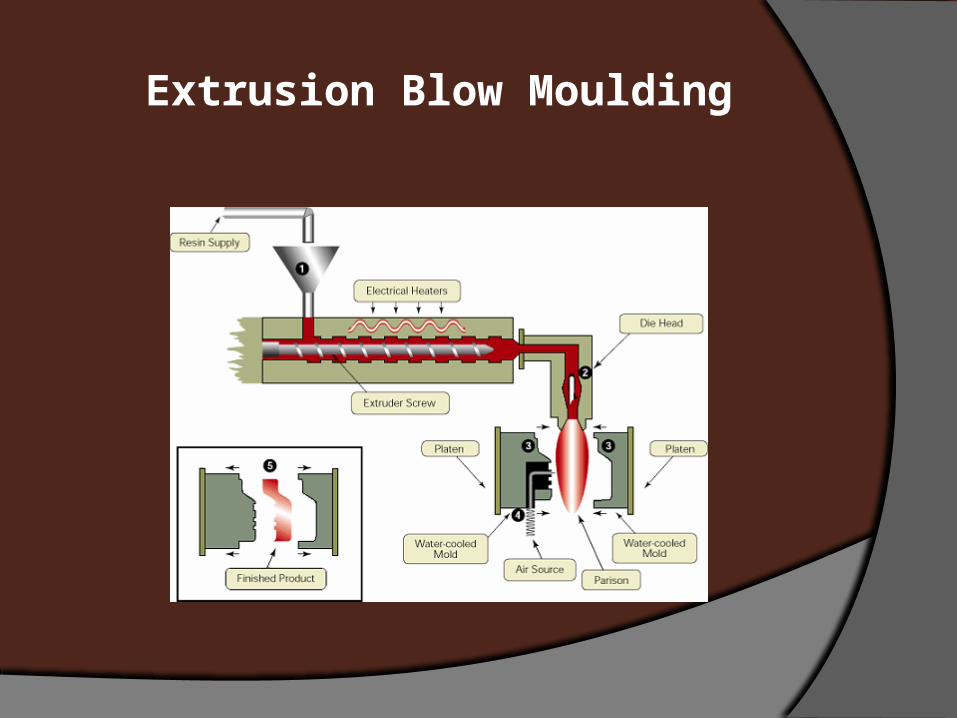
Extrusion Blow Moulding(EBM)
Extrusion Blow Molding is the simplest type of blow molding. In
extrusion blow molding plastic is melted and extruded into a hollow
tube (parison). This parison is then captured by closing it into a cooled
metal mold. Air is then blown into the parison, inflating it into the shape
of the hollow bottle, container, or part. After the plastic has cooled
sufficiently, the mold is opened and the part is ejected.

Extrusion Blow molding allows for a wide variety of container shapes, sizes and
neck openings, as well as the production of handle-ware. Some extrusion
machines can produce 300 to 350 bottles per hour. Extrusion blown containers
can also have their gram weights adjusted through an extremely wide range,
Extrusion blow molds are generally much less expensive than injection blow
molds and can be produced in a much shorter period of time. • Extrusion blow molding requires relatively small capital investment in
equipment. • Extrusion blow molding is suitable for small production runs. • Continuous and Intermittent are two variations of Extrusion Blow Molding
Extrusion Blow Moulding

Extrusion Blow Moulding

Types of EBM Equipment
EBM
Intermittent extrusion equipment
reciprocating screw
machinery
accumulator head
machinery
rotary wheel blow
moulding
systems
shuttle machine
ry

Continuous Extrusion Blow Moulding
In this system, the output of the extruder is matched by having multiple molds which seal and blow the parison and then move away from extruder to cool and eject.
In practical case, the mold cycle is longer than time required to extrude a new parison.
If the mold cycle is twice than time needed for creating a parison,a twomoldsystem canbe used.
The method is sometimes called: rising mold system – system
of which two or more molds are used to mold parts from
one extruder during continuous process.

Continuous Extrusion Blow Moulding
Shuttle Machinery
-Used to make large quantities of product- Size of mold can range from small
bottles up to 30 liter drums- Multiple molds and parisons
-Very Important in making bottles for food storage-Used for making containers that need up to six layers -Used for medical containers-Blowpins are forced into the molds to calibrate the parts while forcing air into the molds
Rotary Blow molding

Intermittent Extrusion Blow Moulding
This is the most popular and cost effective method to produce lightweight dairy, juice and water containers. In this process the extruder feed screw reciprocates similar to an injection molding machine. The molds are stationary under the die head and simply open and close but do not shuttle. As the screw moves forward, the parison is pushed out into the molds for blowing. For lightweight containers, cycle times can be very fast with some under 5 seconds.

Intermittent Extrusion Blow Moulding
Reciprocating Screw Machinery
-Uses hydraulic pressure to blow the mold-Used for making HDPE dairy containers and five gallon PC water cooler containers-Up to 8-head machines for output of multiple containers
Accumulator Head Machinery
-An internal plunger uses hydraulic pressure to blow the mold-Can make products with up to 7 different layers of materials -Used to make gasonline containers, playground equiptment, and other large containers

Pros and Cons of Intermittent Extrusion Blow Moulding
PROS:Very fast cycle time capabilities
Simple machine motions since clamps do not move
Capable of 16 cavities small bottles or 8 gallons. Smaller models available
Relative low cost per cavity
Can easily run homo polymers and very low melt temperatures
CONS:Limited to monolayer applications
Primary materials are HDPE and limited amount of PP
Difficult to parison program.

What’s made by EBM
Dairy containers (HDPE)Water Cooler Containers (PC)Medical ContainersGasoline tanks Playground EquipmentShampoo bottlesPipesHosesIndustrial parts and drums

Advantages and Disadvantages of Extrusion Blow Moulding
Advantage:
Can produce strain-free articles at high production rate
Low cost of materials and equipment
Disadvantage:
Recycling of scrap is necessary
Difficult to control thickness
of the wall(called programming)

Extrusion Blow Moulding Machines

Extrusion Blow Moulding Products

Extrusion Blow Moulding Products
Needs to be removed

Injection Blow Moulding(IBM)
Injection blow molding is part injection molding and part blow molding. Injection blow molding is generally suitable for smaller containers and absolutely no handles ware.
In the IBM process, the polymer is injection molded onto a core pin; then the core pin is rotated to a blow molding station to be inflated and cooled. This is the least-used of the three blow molding processes, and is typically used to make small medical and single serve bottles.The process is divided into three steps: injection, blowing and ejection.
The injection blow molding machine is based on an extruder barrel and screw assembly which melts the polymer. The molten polymer is fed into a manifold[disambiguation needed] where it is injected through nozzles into a hollow, heated preform mold. The preform mold forms the external shape and is clamped around a mandrel (the core rod) which forms the internal shape of the preform. The preform consists of a fully formed bottle/jar neck with a thick tube of polymer attached, which will form the body.

The preform mold opens and the core rod is rotated and clamped into the hollow, chilled blow mold. The core rod opens and allows compressed air into the preform, which inflates it to the finished article shape.
After a cooling period the blow mold opens and the core rod is rotated to the ejection position. The finished article is stripped off the core rod and leak-tested prior to packing. The preform and blow mold can have many cavities, typically three to sixteen depending on the article size and the required output. There are three sets of core rods, which allow concurrent preform injection, blow molding and ejection.

Injection Blow Moulding

Factors Critical to Injection Blow Moulding
Shear & temperature dependent viscosity
Temperature-dependent tensile strength on the pin
Tensile elongation during inflation
Crystallization kinetics on the core pin
Crystallization kinetics during blowing and cooling
The air is injected into the plastic at a rate between 75 to 150 PSI

Advantages and Disadvantages of Injection Blow Moulding
Advantage:
Can easily reproduce any shape with varying thickness
No scrap or excess bottom weld to recycle
Low cost of materials and equipment
Disadvantage:
Two molds are needed; one to make the preform, and the other for the air blowing process

Injection Blow Moulding Machines

Injection Blow Moulding Products

Stretch Blow Moulding(SBM)
Stretch blow molding is best known for producing PET bottles commonly used for water, juice and a variety of other products. Stretch blow molding has been used since the early 1970's especially for packaging detergent, and has grown in existence with the primary use for making carbonated beverage bottles.
One of the major advantages of stretch blow molding is the ability to stretch the preform in both the hoop direction and the axial direction. This biaxial stretching of material increases the tensile strength, barrier properties, drop impact, clarity, and top load in the container. With these increases it is usually possible to reduce the overall weight in a container by 10 to 15 percent less then when producing a container in another way.
Stretch blow molding is divided into two different categories single-stage and two-stage.

Single-stage uses the extruder to inject parison into a preform mold where the plastic is rapidly cooled to form the preform. The preform is then reheated and placed in the bottle mold. Then softened parison stretches to about twice its original length. Compressed air is then blown into the stretched parison to expand to the bottles mold. Once the bottle is cooled the mold is opened and the finished bottle is emptied from the mold cavity. This technique is most effective in specialty applications, such as wide mouthed jars, where very high production rates are not a requirement.
Two-stage stretch blow molding is the same as single-stage, except the preforms are already made. The single-stage process is usually done using one machine, where the two-stage process uses preforms that have already been made and cooled. This allows companies to either make or buy their own preforms. Because of the relatively high cost of molding and RHB equipment, this is the best technique for producing high volume items such as carbonated beverage bottles. In this process, the machinery involved injection molds a preform, which is then transferred within the machine to another station where it is blown and then ejected from the machine. This type of machinery is generally called injection stretch blow molding (ISBM) and usually requires large runs to justify the very large expense for the injection molds to create the preform and then the blow molds to finish the blowing of the container. This process is used for extremely high volume runs of items such as wide mouth peanut butter jars, narrow mouth water bottles,etc.

Stretch blow moulding process
In the stretch blow molding (SBM) process, the plastic is first molded into a "preform" using the injection molding process. These preforms are produced with the necks of the bottles, including threads (the "finish") on one end. These preforms are packaged, and fed later (after cooling) into a reheat stretch blow molding machine. In the SBM process, the preforms are heated (typically using infrared heaters) above their glass transition temperature, then blown using high pressure air into bottles using metal blow molds. The preform is always stretched with a core rod as part of the process. In the single-stage process both preform manufacture and bottle blowing are performed in the same machine. The stretching of some polymers, such as PET (polyethylene terephthalate) results in strain hardening of the resin, allowing the bottles to resist deforming under the pressures formed by carbonated beverages, which typically approach 60 psi.The main applications are bottles, jars and other containers.

SBM
Single stage
Pre-form and blow molding process happen in the same machine
Convent for small batch production
Two stage
Pre-form is made in one machine
Blow molding occurs in another
Faster production for large batches

SBM Advantages/Disadvantages
Low tool and die cost
Fast production rate
Molds complex parts
Stretching results in strain hardening
Reduces product weight by 10% when compared to similar methods
Limited to hollow parts
Wall thickness is hard to control

Stretch Blow Moulding Machines

Stretch Blow Moulding Products

Limitations of Blow Moulding
Thermoplastics
PET
PC
HDPE
LDPE
PP
ABS
some PVC
Limited levels of reinforcement for composite materials
Thickness should be as uniform as possible to avoid distortion


















