High Temperature Tribology in Hot...
59
High Temperature Tribology in Hot Stamping Evan Kurnia Mechanical Engineering, master's level (120 credits) 2019 Luleå University of Technology Department of Engineering Sciences and Mathematics
Transcript of High Temperature Tribology in Hot...

High Temperature Tribology
in Hot Stamping
Evan Kurnia
Mechanical Engineering, master's level (120 credits)
2019
Luleå University of Technology
Department of Engineering Sciences and Mathematics

i
Preface
The work presented in this master thesis has been carried out at the Department of Engineering
Sciences and Mathematics, Division of Machine Elements, Luleå University of Technology. This work has
been a part of projects in cooperation with Gestamp Hardtech AB and Volvo Car Corporation.
First of all, I would like to thank my supervisor Associate Professor Jens Hardell for his guidance
and in-depth discussions. I would like to thank Dr. Leonardo Pelcastre for the training and supervision with
hot-strip tribometer and profilometer. I also thank Justine Decrozant-Triquenaux who listened to my
progress of this work. To Daniel Strömbergsson, I thank you for your training and discussions regarding
acoustic emission, the equipment, and Matlab coding for signal processing.
Finally, for my parents, I really thank you for all your support. I really appreciate that you listened
and even discussed my work although you are not an engineer. I thank you for listening to me, both good
and bad news. Your support is more than just the scope of this work, it is a life lesson which I know will
be useful in a bigger scope of life. I will always remember that you said: “You can find many smart people,
but you will find very few trustworthy people”. I will always remember to remain a gentleman no matter
how hard the challenge will be. Again, thank you very much for being great and supporting parents. Terima
kasih banyak.
Evan Kurnia, Luleå, July 2019

ii
Abstract
Many automotive components are made of Al-Si coated ultra-high strength boron steel (UHSS)
and are produced by hot stamping process. In this process, the workpiece is heated to an austenitizing
temperature and is then formed and quenched simultaneously between the tools to achieve the desired
shape and high strength. During hot stamping process, friction and wear occur which affect formability
and maintenance intervals for tool replacement and repair. To repair worn tools, metal is deposited by
fusion welding technique. The tribological behaviour of repair welded tool steel sliding against Al-Si coated
UHSS has not been studied in detail and there is a need to investigate if the modified tool surface will
affect friction and wear.
Hot stamping, similar to many manufacturing processes, is affected by the global mega trend of
digitalization and Industry 4.0. To monitor the process and optimize the control and operation are the
main aims. In view of this, tribological condition monitoring is a promising approach that can allow
measurement of physical properties such as vibrations, temperatures, and acoustic emission to be
coupled to the tribological response of the system. The aim is to monitor the hot stamping process and
enable early detection of changes in friction and wear which can be used for e.g. optimized maintenance
and minimized scrap.
The aim of this M.Sc. thesis was to improve the robustness of hot forming processes by studying
the tribological behaviour of repair welded tool steel sliding against Al-Si coated UHSS under conditions
relevant for hot stamping. Another aim was to obtain more predictable tool maintenance by the
implementation of acoustic emission measurement system on a hot-strip tribometer and correlating
condition monitoring signals to friction and wear phenomena.
The tribological tests were carried out using a hot-strip tribometer in conditions representative of
a hot stamping process of automotive components. Acoustic emission during sliding between hot work
tool steel and different automotive component material surfaces was measured at room temperature in
the same strip drawing tribometer and correlated to friction and wear of the surfaces to get more
predictable maintenance intervals.
Tool steel specimens were welded with the same material as the base material QRO90. Before
conducting the tribological test, the repair welded tool steel pin cross-section was polished, etched, and
observed under optical microscope and SEM to analyze the effect of Tungsten Inert Gas (TIG) welding
process on the microstructure. The analysis was completed with EDS to study the elements in the
microstructure. Microhardness was measured to obtain the microhardness profile from the repair welded
tool steel pin surface to the bulk in order to study the effect of different microstructures on the mechanical
properties. The weight and surface roughness of the pins were measured before the tribological test. After
the test was finished, the weight of the pins was measured to calculate the weight difference. The sliding
surface of the pins and the strips were photographed. The sliding surface of the pins was also observed
and analyzed using SEM and EDS after the test to study wear characteristic of the repair welded tool steel
at high temperatures.
Acoustic emission signal from the sliding was studied using Toolox44 pins with surface roughness
300-400 nm and with lay direction parallel and perpendicular to sliding direction. Toolox44 pins were
sliding against uncoated UHSS, as-delivered Al-Si coated UHSS, and heat-treated Al-Si coated UHSS strips.
Acoustic emission was measured during the sliding at the same time as COF measurement. Weight of the

iii
pins was measured before and after the test and the wear damage on both surfaces was photographed.
COF, AE signals in the time and frequency domain, and wear damage were compared and analyzed.
It is found that repair welded tool steel has similar COF compared to the original hot work tool
steel with the largest weight gain from the test at 700 ⁰C due to compaction galling mechanism with
slower lump formation and the presence of wear particles, transfer layer, and formation of lumps. The
weight gain is smaller from the test at 750 ⁰C due to faster lump formation. The weight loss from the test
at 600 ⁰C is due to abrasive wear mechanism. SEM micrographs revealed that the repair welded tool steel
surface and transfer layers can be found beneath a transfer layer. Wear particles adhered on the repair
welded tool steel surface come from broken transfer layer or directly from Al-Si coated UHSS.
A change in wear mechanism is indicated by acoustic emission burst signals or gradual amplitude
change in the time domain. Frequency analysis of AE signals revealed a change in wear mechanism due
to the formation of transferred material in the form of a lump causes AE signals with peaks at higher
frequencies above 0.3 MHz to shorten.

iv
Contents
1. Introduction ............................................................................................................................... 1
1.1. Hot stamping .................................................................................................................................... 2
1.2. Tribological behaviour of tool steel sliding against Al-Si coated UHSS ............................................ 3
1.3. Hardfacing ........................................................................................................................................ 6
1.4. Acoustic emission ............................................................................................................................. 8
1.5. Signal processing ............................................................................................................................11
1.6. Research gaps ................................................................................................................................11
2. Aim and objectives ................................................................................................................... 12
3. Experimental work ................................................................................................................... 13
3.1. Test materials .................................................................................................................................13
3.2. Experimental technique .................................................................................................................14
3.2.1. Tribological behaviour of repair welded tool steel against Al-Si coated UHSS ...................14
3.2.2. Acoustic emission during sliding between hot work tool steel and UHSS..........................17
3.3. Analysis technique .........................................................................................................................19
3.3.1. Tribological behaviour of repair welded tool steel against Al-Si coated UHSS ...................19
3.3.2. Acoustic emission during sliding between hot work tool steel and UHSS..........................20
4. Results and discussion ............................................................................................................. 21
4.1. Tribological behaviour of repair welded tool steel against Al-Si coated UHSS ..............................21
4.1.1. Pre-test analysis ..................................................................................................................21
4.1.2. Tribological test result ........................................................................................................24
4.2. Acoustic emission during sliding between hot work tool steel and UHSS .....................................34
5. Conclusions .............................................................................................................................. 46
6. References ............................................................................................................................... 47
Appendix A: Special pin holder technical drawing ...................................................................... 50
Appendix B: Repair welded tool steel pin microhardness data................................................... 51
Appendix C: Repair welded tool steel pin surface roughness and weight .................................. 52
Appendix D: Toolox44 pin surface roughness and weight ............................................................ 53
Appendix E: Matlab code for AE signal conversion into the frequency domain ......................... 54

1
1. Introduction
Automotive industry aims to reduce weight and improve the safety in automotive applications. In
order to achieve the targets, automotive industry needs the components to be made of a material with a
high strength-to-weight ratio such as ultra-high strength steel (UHSS) which explains the reason of
increasing demand for this class of material. UHSS automotive components such as B-pillar, bumper, and
tunnel shown in Figure 1.1. are manufactured by hot stamping process [1][2]. Like other metal forming
processes, friction and wear occur between the tools and the workpiece. Friction affects the formability
of the workpiece. Very high friction causes residual stresses and defects due to retarded metal flow. If the
workpiece is successfully produced, the operation requires higher force and power to overcome friction.
The tools are worn out after several forming cycles which causes product dimensional inaccuracy [3].
Worn tools are replaced with new tools while they are repaired as part of maintenance activities.
Repairing worn tools by hardfacing process, which is a metal deposition by fusion welding techniques,
shall enhance the wear resistance of the tools [4], extend the time interval for tool replacement and
repair, and keep the production running for a longer time. Tool replacement schedule is also important
to prevent defective production due to worn tools, but not too early as there will be a high number of tool
replacements and costs. A condition monitoring technique can be applied on the tools to capture the
signal which indicates the time to replace the tools and predict the optimum schedule.
Figure 1.1. Hot stamped automotive components [1].

2
1.1. Hot stamping
UHSS automotive components are manufactured by hot stamping process. The process has two
variants; direct and indirect hot stamping. In direct hot stamping, the workpiece is heated up in the
furnace above the austenitization temperature (950 ⁰C) and is then transferred to the tools. The
workpiece is pressed and formed between the tools. While the tools are closed, the workpiece is
quenched by flowing water through the tools or directly to the workpiece. Quenching results in workpiece
transformation from austenite into martensite that gives material properties to meet the demands from
automotive industry for an ultimate strength reaching 1500 MPa. UHSS such as manganese-boron steel
(22MnB5) is a common material to undergo hot stamping process because boron is able to suppress the
formation of ferrite and perlite and promote martensite formation. In indirect hot stamping, which is
usually used for very complex geometries, the workpiece is formed at room temperature before it is
heated up in the furnace. The next steps of indirect hot stamping are the same to direct variant. In the
end of the process, the workpiece is cut to achieve the final component dimension and cleaned [1][5].
The steps of direct and indirect hot stamping processes are shown in Figure 1.2.
Figure 1.2. Illustration of hot stamping process variants [6].
During heating in the furnace, decarburization and oxidation occur on workpiece surface if the
furnace atmosphere is uncontrolled. Decarburization alters hardenability and mechanical property of the
steel because of the reaction between carbon in the steel and oxygen in the air. Oxidation also occurs
during transfer from the furnace into hot stamping press. Oxide scales slow down the heat transfer
between the workpiece and the tools during quenching and cause weaker strength of the workpiece
material [7]. Oxide scales also need to be cleaned by shot blasting or shot peening prior to further
processes such as corrosion protection, painting, and welding. To prevent decarburization and oxidation,
the workpiece is hot-dipped to apply a protective layer such as Al-Si coating. In the furnace, Al-Si coating
melts and aluminium diffuses to the UHSS substrate while iron from UHSS substrate diffuses into the
coating and results in hard intermetallic layers. These layers provide good barrier protection against
corrosion, spot weldability and suitable surface for painting. A disadvantage of Al-Si coated UHSS is that

3
the coating sticks to furnace roller during heating [5]. Al-Si coating is usually applied on the workpiece in
direct hot stamping. For indirect variant, zinc coating is used because of limited formability of Al-Si coating
at room temperature [1]. Some authors [8][9][2] studied the use of zinc coating in direct hot stamping
process because zinc coating offers cathodic protection instead of barrier protection against corrosion.
Not only by hot-dipping, the coating can also be applied by electroplating such as Zn-Ni coating and its
tribological behaviour was studied by Kondratiuk et al [10].
Since Al-Si coating is commonly applied on UHSS components in hot stamping, many authors
studied tribological behaviour of tool steel sliding against Al-Si coated UHSS. Severe wear damage in this
tribological system is indicated by severe material transfer or galling on the tools. Definition of galling
according to ASTM G40 (2010) [11] is:
“A form of surface damage arising between sliding solids, distinguished by macroscopic, usually localized,
roughening and creation of protrusions above the original surface; it often includes plastic flow, material
transfer or both.“
1.2. Tribological behaviour of tool steel sliding against Al-Si coated UHSS
Pelcastre et al. [7] has studied the mechanism of galling in hot stamping which consists of four
stages. He also divided galling into adhesive and compaction galling where the former has a lower rate.
The schematic of the galling mechanism is shown in Figure 1.3. In stage I.I, wear debris of intermetallic
layers and oxidized tool steel are accumulated in the surface valleys or defects when the surface
roughness is higher. Further accumulation causes compaction of wear debris forming conglomerates in
stage I.II. In stage III, these conglomerates become an obstacle for wear debris between the surfaces to
move out so wear debris is further compacted and in stage IV severe galling has occurred as a big lump.
In case of a smooth surface, adhesive galling occurs and begins in stage II.I where material transfer starts
on regions with high contact pressure such as at the asperity. Further material transfer leads to the
formation of transfer layer in stage II.II. When the transfer layer starts to act as an obstacle, stage III begins
and the mechanism ends with severe galling in stage IV in the same way as explained before.
Figure 1.3. Schematic of the galling mechanism between tool steel and Al-Si coated UHSS [7].

4
In [7], the study focused on parameters affecting galling such as contact pressure, surface
roughness, tool hardness, and heating conditions on Al-Si coating. Increasing contact pressure causes
more material transfer. The effect of surface roughness becomes dominant at lower contact pressure
while the effect of hardness is dominant at higher contact pressure. At lower contact pressure, higher
surface roughness provides a place to accumulate more wear debris to start compaction galling
mechanism and causes more severe galling. At higher contact pressure, the surface with lower hardness
has the asperities deformed causing larger real contact area for severe adhesive galling while the surface
with higher hardness has less deformed asperities and less wear debris causing less severe galling. Other
authors [12] found that increasing tool hardness leads to improved resistance against adhesive wear
because of reduced elastic deformation of asperities and reduced real contact area although similar
coefficient of friction (COF) are obtained. Related to the surface roughness, Pelcastre et al. found that a
surface roughness lay direction parallel to the sliding direction reduces galling severity [7].
Heating of Al-Si coated UHSS influences galling severity through its microstructure. Al-Si coating
prior heating has a low hardness of 55 HV. After heating, Al-Si coating forms intermetallic layers with
different hardness for each layer. Formation of layers depends on heating temperature and holding time.
Holding the Al-Si coated UHSS at 700 ⁰C for 0 minutes still leaves Al-Si coating on top of the surface and
forms other layers below such as FeAl2/Fe2Al5, Fe2Al2Si, and unstable Fe2Al7-8Si. Holding it for a longer time
at the same temperature leaves Fe2Al7-8Si on the surface. Similar microstructure appears for holding time
0 minutes at 900 ⁰C. These heating conditions causes unstable COF. With higher temperature and longer
holding time, intermetallic layers consist of a diffusion layer, FeAl2/Fe2Al5 and Fe2Al2Si. Galling is reduced
after heating Al-Si coated steel at higher temperatures for longer holding time because of a hard and
stable phase FeAl2/Fe2Al5 at the surface reaching 800 – 850 HV and results in stable COF. High and unstable
COF is usually found after a lump of transferred material is formed on the tool steel surface. Uniform
transfer layer results in more stable and lower COF. In [13] it was also found that surface topography of
Al-Si coating does not affect tribological performances significantly when sliding against tool steel.
Another study [10] shows that increasing the austenitizing temperature for Al-Si coated UHSS to 920 ⁰C
from 880 ⁰C reduces adhesive wear where the authors held both temperatures for 6 minutes.
Further studies of tool steel sliding against coated steel in hot stamping pushed the development
of strip-drawing type tribometer that more accurately simulates the tribological conditions in the hot
stamping process where the tools slide repeatedly against fresh Al-Si coated UHSS surface. According to
[14], tribological test conditions with a strip drawing tribometer which represent hot stamping has contact
pressure 5, 10, and 15 MPa at temperatures of 600, 700, and 750 ⁰C and sliding at a speed of 100 mm/s.
The reason for a single test speed is because the speed only has a small influence on galling [15]. From
strip-drawing tribometer tests, it was found that galling occurs in the middle of the leading edge of the
contact area where contact pressure is lower [14]. They also found that test temperature during sliding
plays a significant role in the severity of galling. Severe galling occurs on the tool at higher temperatures
while mild galling and abrasive wear occur at lower temperatures. They correlated the result with contact
pressure and sintering that builds up the material on the tools. Lower contact pressure would not be
enough to sinter a transfer layer while higher contact pressure would build up the material at a higher
growth rate. Abrasive wear correlates to higher COF. COF is lower when the applied temperature and
contact pressure manage to form a transfer layer. A stable transfer layer is indicated by stable COF. When
galling occurs at the leading edge, COF rises up.

5
The opposite trend for galling on the tool was found in [16] where adhesive wear occurs at lower
temperatures while abrasive wear mainly occurs at higher temperatures. Abrasive wear is caused by
embedded wear debris in the sheet or trapped debris between the surfaces. Although abrasive wear is
not dominant at lower temperatures, compaction galling occurs and is made of smaller size wear debris
compared to wear debris at higher temperatures. This result appears after sliding for longer distances
which shows the importance of sliding distance. During the first slides, abrasive wear is dominant at lower
temperatures scratching the tool surface and then is covered by transferred material after farther sliding
distance. The scatter of the coefficient of friction is related to tool wear evolution. The first slides have
the highest COF in every temperature compared to the next slides and these values are temperature
dependent. After farther sliding distances, temperature dependency is reduced because the interacting
surfaces change from tool steel-coating material to adhered coating material-coating material. Other
authors [12] also evaluated COF after sliding on several strips and explained that COF decreases because
adhered Al-Si layer on the tool gives a lubricating effect until the layer reaches a specific thickness. This
COF trend is also found on AlCrN coated tools but not for DLC coated tools which has stable COF and very
thin adhered material only at the leading edge after sliding against nine strips [17].
Thermal conductivity and heat transfer are two other parameters influencing galling. In [18] it was
found that at 600 ⁰C a tool steel with lower thermal conductivity has adhesive wear as a dominant
mechanism because this thermal property causes higher interface temperature and softens Al-Si coating.
Abrasive wear is dominant for higher thermal conductivity tool steel because the tool steel softens and is
scratched after it extracts more heat from the Al-Si coated UHSS. Effect of heat transfer also comes from
the material coating. In [9] it was found that a Zn coating causes more abrasive wear on the tools
compared to Al-Si coating because Zn coating has higher heat transfer coefficient which transfers the heat
to the tool steel, softens, and scratches it. Another study [12] shows small differences in material transfer
between smaller and lower thermal conductivity steels. Higher thermal conductivity tool steel can be
obtained when the alloying elements are precipitated as carbides instead forming a solid solution state in
the martensite phase. In [18], tool steel with larger Mo precipitates has similar COF compared to tool steel
with dispersed Mo.
The effect of friction on Al-Si coated UHSS formability is shown in [19] where lubricants were
developed and evaluated to reduce the coefficient of friction between the tools and Al-Si coated UHSS.
The lubricants were evaluated using hot deep drawing test machine where a flange is formed from a blank.
A flange is successfully formed under lubricated condition with lower COF but fractures under dry
condition with higher COF. Lower COF also results in longer draw-in length indicating better Al-Si coated
UHSS formability. Azushima et al. [20] found that tool surface roughness affects COF in lubricated
condition by serving as a lubricant trap and contacting asperities. Lubrication results in thinner adhered
layer on the tools. The surface roughness does not affect COF in dry condition. This finding perhaps is
caused by applying higher contact load leading to higher contact pressure which reduces the effect of
surface roughness. Applying a coating on the tools is another way to reduce COF.

6
1.3. Hardfacing
Worn hot work tool steels are commonly repaired by a hardfacing process which is a deposition
of wear resistant metal on the tool surface by fusion welding techniques [4]. Improved wear resistance
can also be achieved by other materials and methods such as deposition of ceramics by PVD and CVD
processes but they can fail in mechanical presses due to high impact loading. Hardfacing is able to provide
a stronger bond between the weld metal and the substrate and can, therefore, be a better choice for
metal forming in mechanical press [21]. Welding technique for hardfacing process is selected based on
several factors such as weld metal, base metal, size and shape of the component, etc. Some welding
techniques for hardfacing are metal arc welding, Tungsten Inert Gas (TIG) welding, and plasma transferred
arc welding. Weld metal for hardfacing can be nickel, cobalt, or iron-based alloys with different
compositions contributing to the wear resistance. Commonly used weld metal is Fe-Cr-C steel because of
good abrasive wear resistance. Abrasive wear resistance increases with higher carbide volume fraction
until it will not improve further after reaching a certain limit. Carbides contribute to abrasive wear
resistance by disrupting abrasive particles to scratch the matrix. This occurs if carbides have higher
hardness than abrasive particles. Not only the volume fraction, distribution and the size of carbides also
contributes to the wear resistance [22].
Lee et al. [23] studied the wear resistance of iron-based weld metal and found that it is influenced
by the sliding distance and temperature, which also determine wear mechanism. At room temperature,
the wear resistance of Fe-Cr-C-Si steel comes from an increase in weld surface hardness because of strain-
induced transformation (SIT) from austenitic to martensitic phase. An increase in hardness reduces wear
loss due to adhesion. At higher temperature, inhibition of SIT reduces the martensitic transformation and
the hardness. This inhibition causes an increase in wear rate. Wear rate can be reduced after further
sliding distance at higher temperatures due to the formation of oxide layers which protects metal-to-
metal contact causing adhesive wear.
Lee et al. [24] studied the effect of different compositions to the wear resistance. Increasing
chromium and carbon content higher than the eutectic point forms a hypereutectic structure with a lot
of carbides and coarse microstructure. In this structure, insufficient carbon content forms a ferrite matrix.
Less effective work-hardening of the ferrite phase than the austenite phase causes severe adhesive wear
on the matrix. Too much alloying elements can also cause severe adhesive wear. Although the addition of
boron can harden the matrix by grain size refinement, too much boron causes the matrix to have no
austenitic phase required for martensitic transformation and formation of FeB carbides which is brittle
and is easily removed from the surface [25]. Martensite in lathe form is not only available in α’ phase with
BCT crystal structure but also in ε phase with HCP structure [26]. High manganese steel is able to transform
ε martensite at higher temperatures where α’ martensite transformation is inhibited. This results in higher
hardness and adhesive wear reduction at higher temperatures.
Oxide layers and ε martensite phase are formed in cobalt-based alloys such as Stellite 21 during
sliding depending on the temperature. At room temperature, oxides are not yet formed but full SIT into ε
martensite occurs. High COF is found and wear weight-loss is maximum at 200 ⁰C because oxide particles
have been formed but unable to form glaze layer to protect against wear. These oxide particles act as the
third body in abrasive wear mechanism which causes the highest wear. At higher temperatures, oxide
particles form a glaze layer inside the scratches and results in lower COF and better protection against
wear. At higher temperatures, wear protection also comes from incomplete transformation of austenite

7
to ε martensite phase on the worn surface and work hardened residual austenite sublayer which supports
the formation of glaze layer and acts as good absorber of impact loading [27].
Hot forging tool surface temperature can reach 600 - 800 ⁰C, which is higher than the temperature
in wear test 550 ⁰C. Plastic deformation on Stellite 21 surface after hot forging is less severe because of
recrystallization that formed uniaxial grain. New carbides precipitate near Stellite 21 surface after hot
forging in the interdendritic area and near initial carbide. Compared to nickel-based weld metal such as
Inconel 625, its surface microstructure does not have carbide because its precipitation is very slow in
temperature higher than 650 ⁰C. Inconel 625 has a lower hardness compared to Stellite 21 because it has
increasing hardness only from work hardening. In hot forging process, glaze layer on Inconel 625 was
found unstable and this resulted in lower wear resistance compared to Stellite 21 [21].
Kashani et al. [28] studied the effect of different composition between weld and base material on
hardness and wear behaviour. Fusion line is the interface between substrate and weld overlay. From the
weld surface to the fusion line, hardness difference appears if weld and base material has a big difference
in carbon composition. Weld material with higher carbon content than base material will have decreasing
hardness near the fusion line because of carbon diffusion to base material with lower carbon
concentration causing less carbide formation. The opposite result occurs for weld material with lower
carbon concentration than base material while similar carbon content between weld and base materials
do not cause much difference along the weld overlay. The hardness of weld overlay near the fusion line
also increases after a wear test because of heat transfer from the surface during the test resulting in
carbide precipitation and higher hardness. Dilution level also affects weld material hardness in a similar
manner. For higher carbon weld material, high dilution causes worse wear resistance compared to low
dilution because of carbon diffusion to base material with lower carbon content causing less carbide
precipitation and lower hardness. The opposite result occurs for low dilution weld material.
Another parameter affecting the wear resistance is welding heat input. For weld steel with high
chromium content such as AISI H13, welding with high heat input causes decreasing chromium content in
the matrix, larger carbide formation, and worse oxidative wear resistance because the steel is unable to
form chromium oxide. Similar oxidative wear resistance occurs in high chromium weld steel after post-
weld heat treatment although it has higher hardness due to secondary hardening. Retained austenite and
martensite are available in dendritic structure while the interdendritic area contains more alloying
elements. The dendritic microstructure becomes more refined with lower heat input [29]. Compared to
nickel and cobalt-based weld metal, as-weld Inconel 625 microstructure consisted of a solid solution single
phase while Stellite 6 consisted of a dendritic supersaturated cobalt solution in austenite phase and
interdendritic eutectic of chromium carbides and supersaturated cobalt solution. The carbides in Stellite
are made of chromium and a small amount of molybdenum or tungsten and cobalt. Lower heat input and
faster cooling rate result in smaller dendritic, shorter dendritic arm spacing, and lower wear weight loss
compared to higher heat input and slower cooling rate [30].

8
1.4. Acoustic emission
Some examples of condition monitoring techniques for tools in metalworking operation are
vibration, audio signal, and acoustic emission (AE). Each technique has its disadvantages, for examples
vibration signals are easily affected by environmental noise and vibrations of nearby machines. It is also
affected by sensor position, tool geometry, workpiece material, and punch speed. A change in process
parameters can change AE energy [31]. Audio signals are also affected other manufacturing process
working at the same time and require other signal extraction algorithm such as semi-blind technique to
extract audio associated with the monitored process [32]. Despite its disadvantage, many researchers use
AE to study tool wear in detail as a mean to monitor tool condition and also friction against workpiece
surface. This is due to high sensitivity, large frequency range, and without further complex signal
processing and algorithm [33].
According to [34], acoustic emission (AE) is defined as:
“...transient elastic waves generated from a rapid release of strain energy caused by a deformation or
damage within or on the surface of a material.”
In a smaller scale, the dynamic local rearrangement of material structure results in these elastic waves.
Elastic waves are stress waves in an elastic body. Depending on the material in which stress waves
propagate, they can also be plastic, nonlinear elastic, and even visco-elastic waves. Stress waves are
formed due to the inertia of particles of a media. When the surface is externally loaded, surface particles
will move to a new equilibrium position while neighbouring particles stay in the initial position causing
stresses between particles. The movement of neighbouring particles to new equilibrium follows later as
the cause of inertia. The interactions continue farther from the surface which become stress waves [35].
AE signals can be divided into continuous and discrete (or burst). Continuous AE consists of a
number of elementary events that emits small energy as elastic waves while discrete AE consists of a huge
number of elementary events in a short time emitting bigger energy than continuous AE. These two
acoustic emissions appear at the same time during monitoring the progress of material damage. Discrete
AE is used to monitor the appearance of cracks while continuous AE is used to monitor plastic
deformation, corrosion, and other physical phenomena.
The source of AE in metals can be related to different mechanisms. The mechanism leading to
plastic deformation including dislocation movement and grain boundary slip is one of the AE sources.
Other mechanisms as AE sources are phase transformation such as martensitic transformation and
mechanism related to damage such as crack initiation and growth [36]. During sliding, the collision
between surface asperities leads to deformation and fracture of asperities which generate AE [37][38]. In
adhesive wear, plastic deformation and fracture are caused by the formation of asperity junction and
asperity breakage leading to material transfer onto asperities of one or both of sliding surfaces. In abrasive
wear, plastic deformation and fracture of the surfaces are caused by ploughing and cutting action [39].
Acoustic emissions are captured, recorded and presented as signals. These AE signals have
different parameters useful for the analysis of material damage. One of the parameters is the frequency
spectrum, which tells the nature of AE source itself. Other parameters such as AE amplitude can be useful
to determine the energy of an AE source while the count rate tells the rate of defect growth [36]. There
are many AE parameters, more of them are shown in Figure 1.4. Analyzing AE signals based on relevant

9
and important parameters from AE raw signal in the time domain is called the parameter-based method
which uses AE counts, cumulative AE hits, cumulative AE energy, and AE energy distribution. Another
method is called the frequency-based AE method which is based on power spectral analysis. This method
converts the signal into the frequency domain using the Fast Fourier Transform (FFT). The signal can also
be converted by other processes such as Wavelet Transform (WT) for time-frequency analysis. In this
method, dominant frequencies and the magnitudes are used to characterize AE signal [40]. Frequency-
based AE method will be used in this work to analyze AE signals extracted from the tribological test.
Figure 1.4. Parameters of an AE signal [41].
Tian et al. [38] showed that sliding on one surface or between two surfaces with low hardness
causes negative relationship between AE strength (in RMS) and COF. AE strength from sliding on low
hardness surfaces is not much affected by the load. The opposite trend applies to sliding on hard surfaces.
For both surface hardness, higher sliding speed results in higher AE amplitude. In the case of a positive
relationship between AE signal strength and COF, Benabdallah [42] found a linear relationship between
AE energy and friction work for plastics. In the same case, it was shown in [43] that it is possible to predict
COF from RMS of AE signal. Asamene and Sundaresan [37] studied the effect of surface roughness, sliding
speed, and contact pressure between two hard surfaces on AE signal frequency components. Smoother
surfaces tend to have signals with high frequency components while rougher surfaces tend to have low
frequency components. As the sliding speed increases, the magnitude at high frequencies increases and
the opposite applies at low frequencies. Change in contact pressure does not affect frequency
components but only affect signal strength which goes stronger with increasing contact pressure [38]. AE
signal amplitude increases with wear severity. Not only that, according to [44], AE signal amplitude can

10
gradually increase as continuous AE when there is a change from elastic to plastic deformation and
accompanied by a decrease in median frequency.
According to [39], abrasive wear is characterized by distributed peaks in range 0.25 – 1 MHz while
adhesive wear is characterized by frequency peak around 1.1 MHz due to the generation of wear elements
and transfer particles. The peak at 1.1 MHz, not only appears from reciprocating tribometer but also
appears in adhesive wear on journal bearing. In this case, peaks around 0.5 MHz corresponds to plastic
deformation of the surfaces and formation of transfer particle while peaks around 0.3 MHz, which
occurred before seizure, corresponded to rolling and collision of transfer particles [45]. Distributed peaks
of abrasive wear are also found in the frequency range 0.3-0.9 MHz [40]. In the case of three body abrasion
on ceramic and metal mixed phase coating, abrasive wear mechanism accelerates crack propagation to
the surface causing the formation of interconnected micropits. The peaks are distributed in a smaller
frequency range between 0.2 – 0.25 MHz [46]. In [47] it was found that the sources of AE in that study
come from adhesion between asperities generating Schallamach ridges and ploughing causing scratches
with corresponding peaks around 1 MHz and 0.2 MHz. The location of the peaks due to adhesion is close
to that shown in [39] but the ploughing action did not result in widely distributed peaks. Kolubaev et al.
[48] studied that increasing COF due to adhesion is accompanied by the appearance of high frequency
peaks. Although Kolubaev et al. [48] mentioned the peaks to be at high frequencies, the range is only up
to 0.4 MHz which is lower than found in [39] for adhesive wear. Sindi et al. [49] found that adhesive wear
has distributed peaks in specific ranges which the authors divided based on three stages of wear. In the
early stage, the peaks are in the frequency range of 65 - 126 kHz due to material detachment of a surface.
The next stage has peaks in frequency ranges 190 - 375 kHz due to plastic deformation of a surface and
material transfer. In the last stage, the peaks are in the frequency range of 250 - 310 kHz due to fracture
of friction junctions. This distributed peaks also occur in [50] to the point where scuffing occurs.
Wear can be divided into three stages, these are running-in, steady state, and catastrophic wear
stage [36]. Analysis of AE signals can be based on these three stages such as in [40], but not always. AE
signal analysis can also be based on the progress of crack in the material consisting of four stages as shown
in [46]. The stage to analyze AE signals can also be self-determined to see the transition stage such as
determination of pre-scuffing in [50]. In this work, AE signals to detect wear progress before the
occurrence of galling shall be analyzed based on stages of galling mechanism in [7].

11
1.5. Signal processing
Acoustic emission signals are recorded as data points. These data points are interpolated by a
finite linear combination of sines and cosines which is called as a Discrete Fourier Transform (DFT). This
interpolation uses matrixes to convert discreet AE signal points into its frequency components. Nyquist
frequency is the highest available frequency component of a signal captured at a specific sampling rate.
Nyquist frequency is equal to half of the sampling rate. Beyond Nyquist frequency, the values of frequency
components are negatives of those below Nyquist frequency. Symmetries of matrixes used in DFT are
used to avoid redundancies by an algorithm called Fast Fourier Transform (FFT) [51].
DFT considers the signal to be analyzed as a periodic sequence. A period of a sequence has the
missing end point, so the beginning of the next period can be considered as the end point of the previous
sequence. Raw signals to be processed by DFT are often asymmetric because of abrupt change at the end
of a period. This abrupt change causes the appearance of new peaks in the frequency domain known as
spectral leakages. To reduce spectral leakages, a weighting function known as a window is applied to data
before converting it into the frequency domain. One of the well-known windows is the Hann window
with its function weighting across a period of a signal [52]. The function in the Hann window is shown in
Figure 1.5.
Figure 1.5. The function of the Hann window which is applied on the signal to reduce spectral leakage [52].
1.6. Research gaps
Galling mechanism in hot stamping has been studied in detail but not for repair welded tool steel
sliding against Al-Si coated UHSS. Although there are many studies correlating condition monitoring
signals to wear mechanisms, the studies to correlate condition monitoring signals to galling mechanisms
are scarce. Tribological behaviour of repair welded tool steel sliding against Al-Si coated UHSS and
tribological condition monitoring in hot stamping process are important to ensure that worn tools can be
replaced at the optimum time and be repaired to continue the hot stamping process for an extended time.

12
2. Aim and objectives
The aim of this work is to enable improved robustness of hot forming processes and more
predictable tool maintenance. The objectives of this work are:
• To understand the friction and wear mechanisms of repair welded tool steel sliding against Al-Si
coated UHSS at high temperatures.
• To implement acoustic emission measurements in a hot strip drawing tribometer
• To correlate the condition monitoring signals to friction and wear behaviour between hot work
tool steel and different automotive component material surfaces.

13
3. Experimental work
Test materials and techniques for experiment and analysis are explained in this chapter.
Experimental and analysis techniques are divided into two sub-chapters for tribological behaviour and AE
studies. Tribological behaviour of repair welded tool steel sliding against Al-Si coated UHSS was studied
by tribological test in conditions representing hot stamping process at three temperatures. AE of sliding
surfaces was studied using different surface materials and different directions of the surface topography
lay.
3.1. Test materials
For the study of tribological behaviour of repair welded tool steel, pin specimens were made of
hot work tool steel QRO90 as the base material and the same material was used as the weld material.
These pins were slid against 1 m long and 15 mm wide UHSS strip made of 22MnB5 boron steel coated
with Al-Si with a strip thickness of 1.5 mm. The compositions of QRO90 [53] and 22MnB5 [5] are presented
in Table 3.1. The pins were TIG welded by Volvo using a welding process proprietary to Volvo. The excess
weld material on each pin was removed by wire-EDM to obtain 1.5 mm radii at the leading and trailing
edges and a flat surface with width 10 mm and length 7 mm where the sliding occurs. Repair welded pins
and Al-Si coated strips are shown in Figure 3.1 and Figure 3.2 with their respective dimensions.
Table 3.1. Composition of test pins and strips [53][5].
Figure 3.1. The dimension of test pins (left) [2] and the repair welded pins (right).
Steel Composition, wt%
C Si Mn P S Cr B Mo V Ni Fe
QRO90 0.38 0.3 0.75 - - 2.6 - 2.25 0.9 - Rem
Toolox44 0.32 0.6-
1.1
0.8 max
0.01
max
0.003
1.35 - 0.8 0.14 max 1 Rem
22MnB5 0.20-
0.25
0.20-
0.35
1.0-
1.3
max
0.03
max
0.01
0.14-
0.26
0.005 - - - Rem
Sliding surface

14
Figure 3.2. The dimension of test strips (top) [2] and Al-Si coated UHSS (bottom).
For AE study, pre-hardened hot work tool steel (Toolox44) pins with the same dimension as shown
in Figure 3.1 were used. The composition of Toolox44 [5] is also shown in Table 3.1. The counter surfaces
of Toolox44 pins were Al-Si coated and uncoated UHSS strips made of 22MnB5 steel with the same
dimension as shown in Figure 3.2.
3.2. Experimental technique
3.2.1. Tribological behaviour of repair welded tool steel against Al-Si coated UHSS
The side of three repair welded pins was polished and etched with Nital 3% for 1 minute and 30
seconds to see the microstructure using a Nikon MA200 optical microscope at 25X and 500X
magnification. The microhardness of etched surfaces was measured to obtain the microhardness profile
based on 30 measurement points starting with the first point at 0.025 mm from the sliding surface. The
following points were separated by 0.075 mm until reaching 0.325 mm from the sliding surface. It was
continued with the next points separated by 0.3 mm until reaching 6.025 mm from the sliding surface and
was continued with the next points separated by 1 mm until reaching the final value at 12.025 mm from
the sliding surface. The measurement of 30 points was repeated three times for an etched surface of three
repair welded pins. The microhardness was measured by 100gf load. The side of the other two repair
welded pins was polished and etched with Nital 3% for 2 minutes to see the microstructure under JEOL
JSM-IT300LV SEM microscope and for elemental analysis using EDS. The purpose of microstructure
observation and microhardness measurement is to investigate the effect of welding process on
mechanical properties of repair welded pins as pre-test analysis.

15
After that, the sliding surface of repair welded pins were ground by grinding stone in the sliding
direction and a surface roughness Ra in the range 400-500 nm was obtained. The surface roughness was
measured using a Wyko NT1100 3D optical profilometer with the parameters in Table 3.2 in the middle of
the trailing edge as position 1, in the middle of the leading edge as position 2, and in-between position 1
and 2 as position 3 after the sliding surface of each repair welded pins was wiped with ethanol-soaked
tissue. Before the repair welded pins were tested, they were cleaned in heptane in an ultrasonic cleaner
for 5 minutes at room temperature. After that, the repair welded pins were rinsed by acetone, dried, and
weighed three times and their average weight was calculated. Al-Si coated strips were also wiped with
heptane-soaked tissue and followed by acetone-soaked tissue before the test.
Table 3.2. Parameters of Wyko NT1100 profilometers.
Parameters Option / Value
Measurement type VSI
Resolution Full
Objective 2.5x
Field of view 1x
Scan speed 1x
Scan option Single scan
Averaging number 2
Backscan 15 μm
Length 30 μm
Modulation Threshold 2%
An unworn and cleaned pair of repair welded pins were assembled on hot-strip tribometer and
the contact between repair welded pins and the strip was aligned using shims under the pin holders and
pressure sensitive film which was loaded with 1200 N to check the contact patch. After contact alignment,
a clean Al-Si coated UHSS strip was assembled and was given a pre-tension. The electric current was
passed through the strip to heat it in a sequence by controlling the voltage. The voltage 1.35 V was held
for 5 minutes which brought the strip temperature to 600 ⁰C. The heating continued by holding the voltage
2.2 V for 2 minutes and 30 seconds that brought the strip temperature to 700 ⁰C. After reaching 700 ⁰C,
the voltage was brought up to 3.7 V and was held for 40 seconds which increased the strip temperature
up to 920 ⁰C. After that, the strip temperature was brought down to the test temperature by selecting the
corresponding voltage as presented in Table 3.3.
Table 3.3. The heating sequence with the corresponding voltage.
Step Voltage (V) Temperature (⁰C) Duration / Note
1 1.35 600 5 minutes
2 2.20 700 2 minutes 30 seconds
3 3.70 920 40 seconds
4
1.50 600 Test temperature held for approximately 45 seconds for sliding
preparation and sliding time.
2.15 700
2.40 750

16
A contact pressure of 10 MPa was applied and the repair welded tool steel pins slid at a speed of
100 mm/s for 200 mm sliding distance for COF measurement. Tribological test conditions are listed in
Table 3.4 and the illustration of the sliding between a pair of pins and a strip is shown in Figure 3.3 where
side A and side B of the strip and the pins are described. After COF was measured, the repair welded pins
and Al-Si coated strip were separated and cooled by the air blast. If severe galling occurred, which was
indicated by severe scratches on both sides of the strip, then the test was repeated with new repair
welded pins and a new strip. If galling did not occur, the second clean strip was mounted and the same
repair welded pins were used again. This continued up to the third strip if galling still did not occur on the
second strip and then proceeded with new repair welded pins and a new strip for test repetition or new
test at different temperatures.
Table 3.4. Test conditions in tribological behaviour study.
Parameters Value
Contact pressure 10 MPa
Load 700 N
Speed 100 mm/s
Sliding distance 200 mm
Sampling rate 200 Hz
Temperature (strip)
600 ⁰C
700 ⁰C
750 ⁰C
Figure 3.3. Main features of hot-strip tribometer [14] (left) and the illustration of the pins sliding on the strip [2]
(right). Side A is the side with a moveable test pin for applying the normal load and side B is the side with a
stationary test pin [2].
Side A Side B

17
Repair welded pins were weighted three times after the test and finally, the worn surfaces of
repair welded pins were examined under SEM and analyzed by EDS. For post-test analysis, a total of nine
SEM images were taken on each of the worn repair welded pin surface. Three images at the leading edge,
three images at the trailing edge, and three images between the edges. SEM images at special locations
were taken if there were interesting details. SEM images were taken using the parameters listed in Table
3.5. EDS analyses were taken in the middle of the leading edge, in the middle between the edges, and
special locations.
Table 3.5. Parameters for SEM images
Parameters Value / Option
Magnification 100X and 800X
Working distance 9.4-9.5 mm
Current voltage 15 kV
Probe current High, 40% and 70%*
Vacuum High
* 70% power for high probe current was used for some images due to SEM usage after maintenance.
3.2.2. Acoustic emission during sliding between hot work tool steel and UHSS
Toolox44 pins were ground by abrasive paper P240 to obtain a surface roughness Ra in the range
300-400 nm based on the measurement on the same three locations as in repair welded pins after they
were wiped with ethanol-soaked tissue. The surface roughness of uncoated UHSS strips is 1780 ± 120 nm
[5]. Eight Toolox44 pins were ground in the same direction as repair welded pins which were parallel to the
sliding direction. Four other Toolox44 pins were ground in the perpendicular direction to the sliding
direction. Toolox44 pins, Al-Si coated, and uncoated UHSS strips were cleaned following the same
procedure as in the tribological study of repair welded tool steel. Toolox44 pins were also weighted three
times before the test and the average weight was calculated. An unworn and cleaned pair of Toolox44 pins
was mounted on the hot-strip tribometer with a special pin holder for the pin on side B. Technical drawing
of this special pin holder is presented in Appendix A. The contact to the strip was aligned following the
same procedure as previously described. After the alignment, the AE sensor Physical Acoustics WSα was
dipped into the molten beeswax which was heated to 75 ⁰C [54]. After the AE sensor surface was covered
by beeswax with uniform thickness, it was attached immediately to the side of the pin mounted in the
special pin holder and was supported by a rubber band. The process of AE sensor attachment is shown in
Figure 3.4.
Figure 3.4. The process of attaching AE sensor, a) a clean AE sensor was ready, b) dip AE sensor surface on the
molten beeswax, c) lift AE sensor, d) attach AE sensor on the pin on side B.
a) b) c) d)

18
The AE sensor was connected to a pre-amplifier Physical Acoustics 2/4/6C with a built-in bandpass
filter of 100 – 1200 kHz which amplified the AE signal 40 dB. For the sliding between Toolox44 pins and a
heat-treated Al-Si coated UHSS strip, it was set to amplify the signal by only 20 dB due to stronger AE
signal from this sliding compared to the others shown in Table 3.6. Choosing higher amplification causes
AE equipment to stop AE signal acquisition due to Channel Protection Fault. The pre-amplifier was
connected to a computer installed with 14-bit PCI-digitizer (GaGe OSC-432-007) and GageScope software
where the AE signals were saved. The assembly of AE equipment is shown in Figure 3.5.
Table 3.6. List of sliding surfaces in AE study.
No. Lay Direction of Toolox 44 Pin
Strip Material Number of tests
Amplification (dB)
1 Parallel Uncoated UHSS 2 40
2 Perpendicular Uncoated UHSS 2 40
3 Parallel As-delivered Al-Si coated UHSS 1 40
4 Parallel Heat-treated Al-Si coated UHSS* 1 20
* The strip went through heat sequence in Table 3.3 with 700 ⁰C as step 4
Figure 3.5. The assembly of AE equipment.

19
A clean strip was mounted after AE equipment assembly and was given a pre-tension. The AE
signal was captured with a sampling rate of 5 MHz to obtain Nyquist frequency 2.5 MHz and to ensure it
was above maximum frequency which can be captured by the AE sensor (1 MHz). AE signal acquisition
was started approximately 1 second before the sliding of the Toolox44 began. The reason for conducting
the AE study at room temperature was due to the melting temperature of the beeswax 75 ⁰C. If the wax
melts, AE sensor risks to be damaged by the current from the strip and to be exposed to a higher
temperature than AE sensor maximum working temperature (180 ⁰C). AE acquisition duration was 6
seconds to prevent incomplete acquisition because the acquisition stops before the sliding ends.
Parameters of AE signal acquisition are listed in Table 3.7. After successful COF measurement and AE signal
recording, the AE sensor was removed and cleaned from the beeswax with ethanol-soaked tissue. Toolox44
pins were weighted after the test three times and the average weight after the test was calculated. The
test was repeated with different strips and different pin surface topography lay direction according to
Table 3.6. The photo of worn repair welded and Toolox44 pin surfaces and the strips were taken by a
camera.
Table 3.7. AE signal acquisition parameters.
Parameters Value
Sampling rate 5 MHz
Data points (post trigger) 30 000 000
Duration 6 seconds
Amplification 20 & 40 dB
3.3. Analysis technique
3.3.1. Tribological behaviour of repair welded tool steel against Al-Si coated UHSS
The microstructure of repair welded pins under the optical microscope with 25X magnification
reveals four different regions with different microstructures on each repair welded pin. The photos of
these microstructures were taken and stitched to present them as a whole repair welded pin surface. The
detail of each microstructure was observed at 500X magnification. The microhardness profile representing
repair welded pins was obtained by averaging nine microhardness profile from three rows microhardness
measurement on each repair welded pin with a total of three repair welded pins being measured. The
result of microhardness measurement and average microhardness calculation are presented in Appendix
B. The microstructure observed by SEM at 800X magnification was to see different phases in detail and to
analyze the element of different phases by observing different peaks in EDS spectrum. SEM micrographs
were also taken for each microstructure. Correlation between repair welded pin microstructures and
microhardness profile was made to finish the pre-test analysis.
The graph of COF over time was obtained after each test. The graph was converted to represent
COF over sliding distance by multiplying the time with the sliding speed 100 mm/s. The early part of the
curve where COF is zero was cut by looking at COF and traction force values. When COF was rising, the
corresponding traction force with a higher value than the traction force in previous data points was

20
chosen as the starting point when the sliding started. The chosen COF and traction force as the starting
point must have positive values. When the sliding distance reached 200 mm from the starting point, the
remaining part of the curve was removed. COF data in the stable region were averaged to obtain COF
from a test on a strip. COF from the next strips were also calculated and all COF from all strips using the
same pins were averaged giving the average COF of a test. Average COF was again averaged with its
repetition to obtain average COF at a specific temperature.
The weight difference was calculated by subtracting the weight average of three pins before the
test by the weight average after the test. After weight difference was calculated for a test, it was averaged
with weight difference from the repetition to represent the weight difference at a specific temperature.
The measured weight, weight difference, and surface roughness data of repair welded tool steel pins are
provided in Appendix C. SEM micrographs at 100X and 800X magnification for post-test analysis were
obtained to correlate wear particles, transferred layers, and lumps to galling mechanisms. Repair welded
pin sliding surfaces were further analyzed by EDS to confirm different surfaces by detecting different main
elements, aluminium or iron.
3.3.2. Acoustic emission during sliding between hot work tool steel and UHSS
The weight difference of Toolox44 pins was calculated in the same way as described above, except
for conditions which had no repetition, no further averaging with another weight difference from the
repetition was made. The result of Toolox44 pin weight difference calculation is presented in Appendix D
with the measured weight and surface roughness. COF curves were also cut by the same method as before
but the graph is also presented with time along with the sliding distance to compare it with raw AE signals
in the time domain. Raw AE signals before the sliding started were cut. The time at which the sliding
started was determined by the time when the amplitude started to rise because of the sliding and it was
observed by zooming-in raw AE signals. AE signals after two seconds of sliding were cut. AE signals in the
time domain were compared to corresponding COF curves and worn strip surfaces and were divided based
on the amplitudes or appearances of burst signals. Each region was analyzed further by conversion of AE
signals in the time domain into the frequency domain. AE signals in the frequency domain from different
regions and different sliding combinations were compared to characterize the wear behaviour of the
tribological system.
Matlab was used to convert raw AE signals into the frequency domain using the code in Appendix
E. The duration of converted raw AE signals was only 0.001 seconds using 5000 data points. These selected
5000 points had the amplitude multiplied by Hann window function for the same number of data points.
FFT algorithm was applied on AE signals of 5000 data points. The result of the FFT algorithm was made
absolute and divided by the length of converted AE signals which was 5000 points. Only the first half of
the result is presented because the other half is the mirroring from the FFT. FFT result was plotted in the
frequency domain up to 1 MHz, the maximum frequency component which can be captured by AE sensor,
Physical Acoustics WSα. The frequency domain was actually up to Nyquist frequency 2.5 MHz, half of the
sampling rate to remove the mirroring.

21
0
100
200
300
400
500
600
700
800
0 2 4 6 8 10 12 14
Mic
roh
ard
nes
s (H
V)
Depth from surface (mm)
Average repair welded tool steel pin microhardness
4. Results and discussion
Results and discussion are divided into two sub-chapters for tribological behaviour and AE studies.
Discussion of tribological behaviour study starts with the microstructures and microhardness profile of
repair welded tool steel pins to investigate the effect of TIG welding on the pins. Then, the COF evolution
over sliding distance and corresponding worn surfaces at different test temperatures are discussed.
Weight differences of the pins are discussed in the end. Discussion of AE study is about the comparison
between COF evolution with sliding distance and time, raw AE signals, and worn strip surfaces. This
comparison is to detect and understand galling progress by AE signals for tool maintenance purpose.
4.1. Tribological behaviour of repair welded tool steel against Al-Si coated UHSS
4.1.1. Pre-test analysis
The TIG welding process results in four different regions with different microstructures and
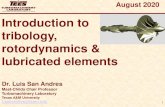
microhardness profile as shown in Figure 4.1 and Figure 4.2. Looking at these microstructures into more
detail in Figure 4.3, region 1 near the sliding surface of the pin has a dendritic microstructure but in a
darker colour than in region 2. At higher magnification, the dendritic area in region 1 does not have as
much martensite lathes as in region 2. The difference in martensite in the dendritic area explains the rising
microhardness shown in Figure 4.2 from 0.025 mm to 0.325 mm from the sliding surface. Presence of
martensite lathes in the dendritic area in region 1 and 2 is according to [29]. Interdendriric area in region
1 and 2 is expected to have ferrite phase because of low chromium content in QRO90. Going deeper into
the bulk, clear grain boundaries are found and carbides (white particles) start to form in region 3.
Martensite lathes are fully distributed in the grains which explains the highest microhardness at 3.925
mm from the sliding surface. The grain size is larger in region 3 near region 2 but reduces as it goes into
region 4. In region 4, martensite lathes are less than in region 3 but more carbides are formed. The lathes
in region 4 are possibly tempered martensite. Because of this, the microhardness drops to 484 HV at the
end of the microhardness profile.
3
2
1
4
Figure 4.1. The microstructure of a
repair welded tool steel pin at 25x
magnification divided into four regions.
Figure 4.2. Repair welded tool steel pin microhardness profile.
Horizontal bars represent the standard deviation of microhardness
measurement at each point.

22
Figure 4.3. Microstructures of a repair welded tool steel pin at 500X magnification (left) by optical microscope and
800X magnification (right) by SEM on each region.
Region 1
Region 2
Region 3
Region 4
Region 1
Region 2
Region 3
Region 4
Sliding surface

23
The EDS spectra obtained from different locations show the elements in those particular
locations. EDS spectrum 1 and spectrum 8 from different locations are shown in Figure 4.4. Spectrum 1
shows that the elements in the matrix are mostly iron characterized by two separate peaks. EDS analysis
on martensite lathe in different regions results in a similar spectrum as spectrum 1. Spectrum 8 shows
that the carbides are made of alloying elements Vanadium, Molybdenum, and Chromium. Looking at the
weight% of spectrum 8, the alloying element with the most content is Vanadium and Chromium is the
least. Based on the peaks and weight% of spectrum 8, Vanadium carbides are present with small amount
of Molybdenum and Chromium forming the carbide particles but this needs to be investigated further.
EDS analysis of carbides in region 3 also results in a similar spectrum as spectrum 8.
Dendritic microstructure in region 1 and region 2 is the result of solidification after the welding
process. Region 3 and region 4 stayed solid during the welding process but they were affected by heat.
The heat from the welding process caused grain growth and diffusion of alloying elements into the solid
solution in region 3. Region 4 was less affected by the heat so the alloying elements were still in the form
of carbides. Less heat effect caused slower grain growth and this was also hindered by the presence of
carbides. During the welding process, the grains in region 3 were transformed into austenite phase
because of the heat. When the welding finished, rapid cooling occurred and transformed austenite into
martensite with possible retained austenite along with martensite lathes. Martensitic transformation in
region 3 occurred because of alloying elements in the solid solution that stabilized austenite phase during
rapid cooling and brought down temperature to start martensite transformation.
Figure 4.4. Spectrum 1 (bottom left) from EDS analysis on the matrix in region 4 and spectrum 8 (bottom right) from
a carbide.

24
4.1.2. Tribological test result
Sliding between repair welded tool steel and Al-Si coated UHSS at temperature 600 ⁰C has a trend
of rising COF as shown in Figure 4.5 together with worn strips and pins. Sudden COF increase after a short
sliding distance is from the acceleration at the start of sliding. Wear damage on the strip is not visible at
the start of sliding but starts to be visible after some distance where COF is more stable. This characteristic
also appears after a test at different temperatures. After a sudden increase, COF increases gradually to
the end of sliding for every strip including in a test repetition and results in an average COF of 0.39 at test
temperature 600 ⁰C. Wear damage on the strips shows dominant abrasive wear to the end of the sliding
and is supported by no visible material transfer found on the pins by the naked eye.
Figure 4.5. COF as a function of sliding distance (top) with corresponding worn strips (middle) and worn pins
(bottom) after the tribological test at 600 ⁰C. The arrow indicates sliding direction.
Strip number:
3
2
1
Side A
Side A Side B
0
0.1
0.2
0.3
0.4
0.5
0.6
0 20 40 60 80 100 120 140 160 180 200
Co
effi
cien
t o
f Fr
icti
on
Sliding distance (mm)
Strip 1 Strip 2 Strip 3

25
Looking at the pin surface in more detail under SEM, patches of aluminium from the strip are
present near the leading edge as shown in Figure 4.6. Aluminium patches also appear with a smooth
surface, indicating the patches were load bearing. Wear particles appear more in the centre and near the
trailing edge.
Figure 4.6. SEM micrographs of the pin on side A after the test at temperature 600 ⁰C at location a) at top near the
trailing edge, b) at top in the centre, c) at top near the leading edge, d) in the middle near the trailing edge, e) in the
middle and centre, f) in the middle near the leading edge, g) at bottom near the trailing edge, h) at bottom in the
centre, i) at bottom near the leading edge at 100X magnification.
a) b) c)
d) e) f)
g) h) i)

26
The SEM micrograph at 800X magnification (Figure 4.7) shows an aluminium patch that appears
to break into smaller wear particles exposing repair welded tool steel surface beneath it, so wear particles
in the centre and near the trailing edge might be from the broken aluminium patches near the leading
edge. This also indicates that the patches were formed by the compaction of wear particles instead of the
adhesion of the transferred material. An EDS spectrum showing that the patches and wear particles are
made of aluminium is shown in Figure 4.7 together with EDS spectrum of repair welded tool steel surface.
Scratches on the repair welded tool steel surface support the hypothesis of abrasive wear mechanism.
EDS spectra for repair welded tool steel surface and transferred material including wear particles, patches,
and lumps after the test at different temperatures are similar to the spectra in Figure 4.7.
Figure 4.7. EDS spectrum of broken aluminium patches (bottom left) and repair welded tool steel surface (bottom
right).
The results of sliding between repair welded tool steel and Al-Si coated UHSS at 700 ⁰C are similar
to the results at 600 ⁰C with slower COF increase in the stable region, except for the result after sliding on
the third strip as shown in Figure 4.8 together with worn strips and pins. Sliding at 700 ⁰C results in an
average COF of 0.38 from the first and second strip in the stable region. The COF reaches around 0.6 after
sliding for 40 mm on the third strip which corresponds to a change in wear mechanism on side A of the
third strip. The mechanism changes into severe ploughing due to the formation of a lump of transferred
material on the pin on side A. The COF rises between 20 mm – 40 mm sliding distance which indicates

27
that the lump was formed after sliding for 20 mm. The scratch only on side A results in a COF of 0.6 to the
end of the sliding. The strip on side B, however, only shows ploughing damage that causes COF rising to
around 0.8 after reaching around 70 mm sliding distance then the ploughing disappears. This indicates
that a lump was formed on the pin on side B and then was broken off as it continued sliding. This resulted
in the wear mechanism to return to that of the first and second strip. A smaller lump on the pin on side B
is visible in Figure 4.8 which might indicate the broken lump.
Figure 4.8. COF as a function of sliding distance (top) with corresponding worn strips (middle) and worn pins
(bottom) after the tribological test at 700 ⁰C. The arrow indicates sliding direction.
0
0.2
0.4
0.6
0.8
1
0 20 40 60 80 100 120 140 160 180 200
Co
effi
cien
t o
f Fr
icti
on
Sliding distance (mm)
Strip 1 Strip 2 Strip 3
Side A Side B
Side A
Side B
Strip number:
3
2
1
3
2
1

28
SEM micrographs of the pin on side A in Figure 4.9 show that the lump at the leading edge was
formed by the compaction of wear particles indicating the occurrence of compaction galling. A smoother
surface of the lump indicates that the surface was compacted further by flattening the agglomerated wear
particles similar to the patches in Figure 4.6. The amount of wear particles in the centre and near the
trailing edge are less than in Figure 4.6 because the lump formed at the leading edge was load bearing
during the sliding. Patches near the leading edge at the top and bottom might be formed earlier during
sliding on the first and second strip before a larger lump was formed during sliding on the third strip.
Figure 4.9. SEM micrographs of the pin on side A after the test at temperature 700 ⁰C at location a) at top near the
trailing edge, b) at top in the centre, c) at top near the leading edge, d) in the middle near the trailing edge, e) in the
middle and centre, f) in the middle near the leading edge, g) at bottom near the trailing edge, h) at bottom in the
centre, i) at bottom near the leading edge at 100X magnification, j) in the middle near the leading edge, and k) in the
middle at the leading edge at 800X magnification.
a) b) c)
d) e) f)
g) h) i)
j) k)

29
A lump of transferred material is not always formed during tests at temperature 700 ⁰C. In Figure
4.10, SEM micrographs of another test pin from test repetition at 700 ⁰C show no lump. These SEM
micrographs show more wear particles across the surface compared to SEM micrographs in Figure 4.6
with the transferred aluminium layer near the leading edge. Unlike in Figure 4.7, there can be another
transferred aluminium layer or repair welded tool steel surface beneath the transferred aluminium layer.
Figure 4.10. SEM micrographs of another pin on side A after test repetition at temperature 700 ⁰C at location a) at
top near the trailing edge, b) at top in the centre, c) at top near the leading edge, d) in the middle near the trailing
edge, e) in the middle and centre, f) in the middle near the leading edge, g) at bottom near the trailing edge, h) at
bottom in the centre, i) at bottom near the leading edge at 100X magnification, in the middle near the leading edge
at the boundary of transferred aluminium layer exposing repair welded tool steel surface (j) and another transferred
aluminium layer (k) beneath it at 800X magnification.
a) b) c)
d) e) f)
g) h) i)
j) k)

30
At 750 ⁰C, the transferred lump made of compacted aluminium wear particles from the strip
appeared after reaching sliding distance near 100 mm. Figure 4.11 supports this by the rising COF near
100 mm of sliding distance and a change in the strip damage on both sides into ploughing to the end of
the sliding. The COF before ploughing is 0.44 and reaches more than 1 at the end of the sliding. Test
repetition at 750 ⁰C shows a different location for the start of the ploughing which is near the end of the
sliding. This might be due to higher surface roughness for the pins in Figure 4.11.
Figure 4.11. COF as a function of sliding distance (top) with corresponding worn strips (middle) and worn pins
(bottom) after the tribological test at 750 ⁰C. The arrow indicates sliding direction.
SEM micrographs in Figure 4.12 show similar characteristic to Figure 4.9 which have few wear
particles in the centre and near the trailing edge due to the load bearing lump at the leading edge which
reduces the contact area. The lump in Figure 4.12 has smooth and rough surface interchangeably. The
0
0.2
0.4
0.6
0.8
1
1.2
0 20 40 60 80 100 120 140 160 180 200
Co
effi
cien
t o
f Fr
icti
on
Sliding distance (mm)
Strip 1
Side A Side B
Side A
Side B

31
smooth surface might be from the broken part of brittle intermetallic lump while the rough surface is from
the compaction of wear particles. The mechanism of compaction galling having varying roughness of the
lump has to be studied further.
Figure 4.12. SEM micrographs of the pin on side A after the test at temperature 750 ⁰C at location a) at top near the
trailing edge, b) at top in the centre, c) at top near the leading edge, d) in the middle near the trailing edge, e) in the
middle and centre, f) in the middle near the leading edge, g) at bottom near the trailing edge, h) at bottom in the
centre, i) at bottom near the leading edge at 100X magnification, at the transition from rough to smooth compacted
lump (j), and at the transition from smooth to rough compacted lump (k) at the leading edge at 800X magnification.
In the test repetition at 750 ⁰C, slower lump formation than the first test caused larger pin surface
area to bear the load and wear particles to be distributed across the surface similar to Figure 4.10 with
a) b) c)
d) e) f)
g) h) i)
j) k)

32
aluminium patches in the centre, transferred aluminium layer near the leading edge, and the lump after
sliding only on one strip indicating a combination of severe adhesion and compaction galling. SEM
micrographs of the pin in the test repetition are in Figure 4.13. Aluminium patches in the centre might be
formed by the compaction of wear particles directly from the Al-Si coated strip or from broken transferred
aluminium layer.
Figure 4.13. SEM micrographs of another pin on side A after test repetition at temperature 750 ⁰C at location a) at
top near the trailing edge, b) at top in the centre, c) at top near the leading edge, d) in the middle near the trailing
edge, e) in the middle and centre, f) in the middle near the leading edge, g) at bottom near the trailing edge, h) at
bottom in the centre, i) at bottom near the leading edge at 100X magnification, j) at the boundary of transferred
aluminium layer near the leading edge, and k) the lump at the leading edge at 800X magnification.
a) b) c)
d) e) f)
g) h) i)
j) k)

33
The average COF and the pin weight difference after sliding at different temperatures are
presented in Figure 4.14 and Figure 4.15 respectively. The COF at 600 ⁰C and 700 ⁰C in the stable region
are similar because there was no severe adhesion. This is supported by no transferred layer on the pin
after the test at 600 ⁰C and the lump is not always formed after sliding on three strips at temperature 700
⁰C. The stable COF at 750 ⁰C is higher than at lower temperatures because of the severe adhesion leading
to the formation of a lump and ploughing after sliding on the first strip. The COF in Figure 4.14 are similar
to the result in [14] with a COF of 0.4 at temperature 600 ⁰C and 700 ⁰C and reaches 0.45 at temperature
750 ⁰C despite higher hardness due to the welding compared to the original QRO90 used in [14].
Figure 4.14. The average coefficient of friction of sliding between repair welded tool steel and Al-Si coated UHSS at
different temperatures.
Figure 4.15. Weight differences of the pins after tests at different temperatures.
The weight loss at 600 ⁰C is due to material removal caused by abrasive wear and reduction of
pick up of Al-Si coating onto the surface of the pin. The weight gain at 700 ⁰C is the largest because of the
presence of wear particles, transfer layer, and formation of lumps due to less severe adhesion resulting
in slower lump formation and longer contact duration with a larger contact area to adhere more wear
particles across the pins. More severe adhesion at 750 ⁰C causes faster lump formation which quickly
reduces the contact area to adhere wear particles on the pins, so the weight gain is smaller because it
mainly increased from the lump formation during sliding.
0.39 0.380.44
0.00
0.20
0.40
0.60
0.80
1.00
Co
effi
cien
t o
f Fr
icti
on
600 ⁰C 700 ⁰C 750 ⁰C
0.08
-4.12
-1.60
-12.00
-10.00
-8.00
-6.00
-4.00
-2.00
0.00
2.00
4.00
Wei
ght
Dif
fere
nce
(m
g)
600 ⁰C 700 ⁰C 750 ⁰C

34
4.2. Acoustic emission during sliding between hot work tool steel and UHSS
Figure 4.16 shows the relationship between COF, AE signal in the time domain, and wear damage
of sliding between uncoated UHSS and Toolox44 with parallel surface roughness lay direction to the sliding
direction. Increase in COF up to around 0.2 is accompanied by a gradual increase of AE signal amplitude.
After 0.2 seconds sliding time, it reaches sliding distance 20 mm and up to this point, mild adhesive wear
damage appears on the strip along with the ploughing. Continued sliding caused severe ploughing on the
strip but results in stable COF. The change of wear mechanism where ploughing action is dominant is
indicated by the first burst of the AE signal near 0.2 seconds. The AE signal enters a different region where
burst signals appear after 0.2 seconds of sliding.
Figure 4.16. COF as a function of time (top) and corresponding raw AE signals (middle) from the sliding between
uncoated UHSS and Toolox44 with parallel surface roughness lay direction to the sliding direction. The ruler near the
worn strip is to measure wear progress on the strip (bottom).
0 20 40 60 80 100 120 140 160 180 200
0
0.1
0.2
0.3
0.4
0.5
0.6
0 0.2 0.4 0.6 0.8 1 1.2 1.4 1.6 1.8 2
Sliding distance (mm)
Co
effi
cien
t o
f Fr
icti
on
Time (seconds)
Parallel 1 Parallel 2
Side B Parallel 1
Parallel 2 Side B
Parallel 1
Parallel 2

35
Further analysis of the AE signal in the frequency domain reveals that the AE signal before the
first burst has higher peaks at frequencies above 0.3 MHz compared to the AE signal after the first burst.
After the first burst, the AE signal has more individual peaks that stand out compared to the others across
the frequency. Analysis in the frequency domain is shown in Figure 4.17. The result from test repetition
shows similar change of peaks to the result in Figure 4.17 but the change occurs after the burst around
0.8 seconds which is not the first burst. A change in wear mechanism is not always indicated by the
appearance of a burst signal, it can also be indicated by a change in continuous AE signal amplitude found
in the sliding of Toolox44 with perpendicular surface roughness lay direction.
Figure 4.17. Frequency analysis of AE signal between uncoated UHSS and Toolox44 with parallel surface roughness
lay direction to the sliding direction from the first test. AE signal analysis starts at 0.2 seconds (top) and 0.8 seconds
(bottom) of the sliding time.
Analysis at 0.2 seconds
Analysis at 0.8 seconds

36
Perpendicular surface roughness lay direction to the sliding direction of Toolox44 on uncoated
UHSS has a relationship between COF, raw AE signals, and wear damage as shown in Figure 4.18. A test in
this condition gives severe and mild scratches. On one strip, both scratches appear up to a sliding distance
around 110 mm. This corresponds to gradually rising COF and an AE signal burst around 1.1 seconds after
sliding. Stable COF is obtained after continued sliding which damages the strip surface with only severe
scratching.
Figure 4.18. COF as a function of time (top) and corresponding raw AE signals (middle) from the sliding between
uncoated UHSS and Toolox44 with perpendicular surface roughness lay direction to the sliding direction. The ruler
near the worn strip is to measure wear progress on the strip (bottom).
Side B Perpendicular 1
Side B Perpendicular 2
0 20 40 60 80 100 120 140 160 180 200
0
0.1
0.2
0.3
0.4
0.5
0.6
0 0.2 0.4 0.6 0.8 1 1.2 1.4 1.6 1.8 2
Sliding distance (mm)
Co
effi
cien
t o
f Fr
icti
on
Time (seconds)
Perpendicular 1 Perpendicular 2
Perpendicular 1
Perpendicular 2

37
The formation of a lump causing severe scratching is detected by the AE signal in further analysis
into the frequency domain in Figure 4.19. The AE signal at 0.2 seconds has peaks at lower frequencies
(below 0.3 MHz) in magnitude lower than 3 x 10-4 Volt. These peaks usually appear in the AE signal before
0.4 seconds except around 0.04 seconds of sliding with high AE signal amplitude. Sliding for a longer time
causes an increase in peak magnitude for one or more peaks at lower frequencies as shown in frequency
analysis result at 1.8 seconds in Figure 4.19 while the peak magnitude at higher frequencies remains
similar during the whole sliding duration. The change of peaks in the frequency domain is correlated to
increasing AE signal amplitude after 0.4 seconds of sliding which is not due to acceleration. This does not
mean that after 0.4 seconds of sliding the frequency of AE signal always has peaks as in the analysis result
at 1.8 seconds. It only means that the higher magnitude peaks at lower frequencies start to appear much
more frequently after 0.4 seconds of sliding. Some frequency analyses after 0.4 seconds give peaks with
magnitude lower than 3 x 10-4 Volt at lower frequencies. This varying AE signal characteristic in the
frequency domain might be due to the lump evolution over sliding distance with a cycle of lump formation
and breakage starting after 0.4 seconds of sliding. AE signal with higher magnitude peaks at lower
frequencies around 0.04 seconds of sliding might be due to defects of perpendicular surface roughness
lay direction that plough in a similar way to lumps after sliding for a short distance. The surface
smoothened immediately and is characterized by decreasing AE amplitude until 0.4 seconds of sliding with
frequency characteristic having lower peak magnitude at lower frequencies.
Figure 4.19. Frequency analysis of AE signal between uncoated UHSS and Toolox44 with perpendicular surface
roughness lay direction to the sliding direction from the first test. AE signal analysis starts at 0.2 seconds (top) and
1.8 seconds (bottom) of the sliding time.
Analysis at 0.2 seconds
Analysis at 1.8 seconds

38
Test repetition for this sliding does not result in a similar behaviour. Although peaks at lower
frequencies are usually higher than at higher frequencies, the height ratio between these peaks remains
similar across the frequencies as shown in Figure 4.20. There are some changes between these peaks but
it only remains for a short period and the peaks keep changing. This might be explained by a more uniform
load bearing pin surface compared to the first test. The load was carried by the lumps and pin surface area
between the lumps. This also explains the unworn strip surface between two scratches. The peaks in the
frequency domain keep changing depending on the dominant load bearing surface whether it is the lumps
or pin surface area.
Figure 4.20. Frequency analysis of AE signal between uncoated UHSS and Toolox44 with perpendicular surface
roughness lay direction to the sliding direction from the second test. AE signal analysis starts at 0.4 seconds (top)
and 1.8 seconds (bottom) of the sliding time.
Sliding on as-delivered Al-Si coated UHSS gives the highest stable COF 0.86 compared to other
tests in AE study. Although the COF increases during sliding for 20 mm, the AE signal amplitude remains
relatively flat after the acceleration as shown in Figure 4.21. Ploughing of the Al-Si coating started at the
same time as the sliding. The ploughing became more severe along the strip which is indicated by the
appearance of many bursts after 0.5 seconds but the COF remains stable. The burst region of the AE signal
might indicate a cycle of aluminium lump breakage and formation on the pins. Lump breakage is indicated
by a burst while lump formation is indicated by a continuous signal. The amplitude of a burst signal reaches
1 V, much higher than the sliding on uncoated UHSS. This might mean that the critical size for breakage
of the aluminium lump was bigger than in the case of the steel lump after sliding on uncoated UHSS. The
continuous signal comes from deformation of the aluminium coating and the transferred lump before
breakage.
Analysis at 0.4 seconds
Analysis at 1.8 seconds

39
Figure 4.21. COF as a function of time (top) and corresponding raw AE signal (middle) from the sliding between as-
delivered Al-Si coated UHSS and Toolox44 with parallel surface roughness lay direction to the sliding direction. The
ruler near the worn strip is to measure wear progress on the strip (bottom).
The peaks in the frequency domain shown in Figure 4.22 do not change much and are similar between
the AE signal analyzed at different sliding times.
Figure 4.22. Frequency analysis of AE signal between as-delivered Al-Si coated UHSS and Toolox44 with parallel surface
roughness lay direction to the sliding direction. AE signal analysis starts at 0.5 seconds of the sliding time.
0 20 40 60 80 100 120 140 160 180 200
0
0.2
0.4
0.6
0.8
1
0 0.2 0.4 0.6 0.8 1 1.2 1.4 1.6 1.8 2
Sliding distance (mm)
Co
effi
cien
t o
f Fr
icti
on
Time (seconds)
Analysis at 0.5 seconds

40
Sliding on heat-treated Al-Si coated UHSS gives stable COF after sliding for 5.5 mm. Although the
COF is smaller than sliding on as-delivered Al-Si coated UHSS, it corresponds to the highest AE signal
amplitude compared to other sliding combinations in AE study as shown in Figure 4.23. The strongest AE
signal was also obtained with 20 dB amplification while other AE signals were amplified by 40 dB. The
strong AE signal comes from the ploughing of Toolox44 surface by hard asperities on intermetallic (FeAlSi)
coating due to harder heat-treated Al-Si coated UHSS. The FeAlSi intermetallics in the coating have
hardness levels around 800-850 HV [7] which is much higher compared to Toolox44 which has a hardness
of 410 - 475 HBW [55] (around 440 HV). Large deformation of Toolox44 surface due to ploughing generated
strong AE signal according to [36].
Figure 4.23. COF as a function of time (top) and corresponding raw AE signal (middle) from the sliding between heat-
treated Al-Si coated UHSS and Toolox44 with parallel surface roughness lay direction to the sliding direction. The ruler
near the worn strip is to measure wear progress on the strip (bottom).
0 20 40 60 80 100 120 140 160 180 200
0
0.1
0.2
0.3
0.4
0.5
0.6
0 0.2 0.4 0.6 0.8 1 1.2 1.4 1.6 1.8 2
Sliding distance (mm)
Co
effi
cien
t o
f Fr
icti
on
Time (seconds)

41
The characteristic of the AE signal is shown in Figure 4.24. Only from the sliding on heat-treated
Al-Si coated UHSS, the frequency characteristic of the AE signal during acceleration differs. During
acceleration, the peaks in Figure 4.24 are distributed across the frequency with comparable height. As
Toolox44 continued sliding, the height of the peaks goes lower as the frequency goes higher.
Figure 4.24. Frequency analysis of AE signal between heat-treated Al-Si coated UHSS and Toolox44 with parallel
surface roughness lay direction to the sliding direction. AE signal analysis starts at 0.05 seconds (top) and 1.2 seconds
(bottom) of the sliding time.
The result of frequency analysis is affected by the magnitude of noise which was measured during
stationary contact. Amplification of 40 dB has noise with comparable frequency components from 0.1 – 1
MHz, therefore the result of frequency analysis is not much affected by height differences between the
peaks. However, amplification of 20 dB causes some peaks to stand out as shown in Figure 4.25. Although
they are standing out, the frequency component of the AE signal from the sliding on heat-treated Al-Si
coated UHSS has much higher peak magnitude at lower frequencies. Peak magnitude difference between
the sliding and the noise is in the order of three meaning that the standing peaks due to noise do not
affect the frequency analysis in Figure 4.24 too much.
The effect of noise can also be evaluated in the time domain. Ideally, the AE signal amplitude is
zero in stationary contact but the presence of noise generated a small amplitude before the sliding
started. Figure 4.26 shows the AE signal in the time domain before the sliding started and during initial
sliding which is indicated by a gradual increase of the amplitude. Before sliding, the amplitude reaches
0.0014 V which is smaller than continuous signal amplitude around 0.01 V during initial sliding. From this
comparison in the time domain, the effect of noise in the result reaches 14%. The AE signal in Figure 4.26
is the same as in Figure 4.16 for the first test. This signal is used to evaluate the effect of noise because
the amplitude of the continuous signal is the smallest compared to other sliding signals. AE continuous
signals with larger amplitude from different sliding combinations give a smaller noise effect because the
noise amplitude is similar, which is around 0.0014 V.
Analysis at 0.05 seconds
Analysis at 1.2 seconds

42
Figure 4.25. Noise in the frequency domain from AE measurement using pre-amplifier 40 dB (top) and 20 dB
(bottom).
Figure 4.26. Noise in the time domain from AE measurement using pre-amplifier 40 dB.

43
From the test on Al-Si coated UHSS, the COF is not always proportional to AE signal strength.
Higher COF and smaller continuous AE signal amplitude is found during sliding on as-delivered Al-Si coated
UHSS while the sliding on heat-treated Al-Si coated UHSS gives the opposite result for COF and AE signal
strength. From the test on uncoated UHSS, the COF is proportional to AE signal strength. Figure 4.16 shows
that the second test has larger AE signal amplitude and higher stable COF of 0.49 than the AE signal
amplitude from the first test with a lower stable COF of 0.32. Figure 4.18 also shows larger AE signal
amplitude and higher stable COF during sliding for 0.8 seconds and after 1.4 seconds in the second test
compared to the first test. This result is similar to what was found in [38] where sliding on one or two soft
surfaces results in a negative relation between COF and AE RMS and sliding on both hard surfaces results
in a positive relation. Comparison of COF between different sliding combinations is presented in Figure
4.27.
Figure 4.27. COF of sliding between Toolox44 and UHSS. COF of sliding on as-delivered and heat-treated Al-Si coated
UHSS do not have standard deviation due to no test repetition.
The surface topography lay directions of Toolox44 with surface roughness 300 – 400 nm have a
small effect on COF and AE signal strength. This is due to the formation of lumps during the sliding that
scratch and control the COF and AE strength until the end of the sliding. Although continuous AE strength
is similar, the appearance of burst signals and gradual change in amplitude can mean a change in wear
mechanism. Connecting wear mechanism in this case to galling mechanism according to [7], a change
where peaks at higher frequencies go shorter or peaks at lower frequencies go higher indicates transition
from stage II to stage III. Stage II is the stage where conglomerates of wear debris are formed in case of
compaction galling or the stage where the transfer layer is formed in case of adhesive galling. Stage III is
the stage where the conglomerates or transfer layers become obstacles for wear particles to move out of
the contact. It is also illustrated in Figure 1.3 that a small lump has formed in stage III before severe galling
in stage IV. The transition is supported by examination of the worn strip surfaces in Figure 4.16 which
shows that transition of wear damage to only one scratch corresponds with the change of peaks at higher
frequencies. Transition of wear damage to one scratch indicates galling mechanism in stage III where the
lump accumulates wear particles and grows into a bigger lump. This also means that tribological condition
in the stamping process can be monitored by AE signals, both in the time and frequency domain. Thinking
0.400.36
0.86
0.45
0.00
0.20
0.40
0.60
0.80
1.00
Co
effi
cien
t o
f Fr
icti
on
Parallel Perpendicular
As-obtained Al-Si coated UHSS Heat treated Al-Si coated UHSS

44
that a lump is a surface defect, shortened peaks at higher frequencies after the transition of wear damage
is according to [37]. The authors found that AE signals from smoother surfaces have higher frequency
components than that from rougher surfaces. A rough surface is a more defective surface than a smooth
surface, therefore peaks at higher frequencies shorten if the surface becomes more defective, whether
because of lump formation or rough surface.
Comparison between Toolox44 pin weight differences of different sliding combinations is
presented in Figure 4.28 and the images of worn Toolox44 pins are in Figure 4.29. Toolox44 pins sliding on
as-delivered Al-Si coated UHSS strip gained significant weight of 49.42 mg and is omitted in Figure 4.28
for a clearer comparison between other conditions.
Figure 4.28. Weight differences of Toolox44 pins of different sliding combinations. Toolox44 pin weight difference after
sliding against as-delivered Al-Si coated UHSS is not presented because it is too large compared to other sliding
combinations.
-0.55 -0.38 -0.24
-12.00
-10.00
-8.00
-6.00
-4.00
-2.00
0.00
2.00
4.00
Wei
ght
dif
fere
nce
(m
g)
Parallel Perpendicular Heat-treated AlSi UHSS

45
The largest weight gain can be explained by attachment of a big aluminium lump on the pin in
Figure 4.29(e). The smallest weight gain from the sliding against heat-treated Al-Si coated UHSS can also
be explained in Figure 4.29(f) by Toolox44 pins with no lump. Figure 4.29(c) and 4.29(d) show surface
roughness in perpendicular lay direction acts as a wear particle trap, but somehow it does not form a
bigger lump compared to Figure 4.29(a) and 4.29(b). This is contradicting the result from [7] where parallel
surface roughness lay direction should reduce galling tendency. This perhaps is caused by a test condition
at room temperature while [7] was performed at high temperatures. As a result of lump formation,
Toolox44 pins with parallel surface roughness lay direction has higher weight gain than the pins with
perpendicular lay direction. Except Figure 4.29(e), the test did not form the lump at the leading edge as
expected in [14] which conducted the test at high temperatures.
Figure 4.29. The surface of the pins after the test for AE study. The arrow indicates sliding direction. The pins with
parallel surface roughness lay direction in (a) and (b) and with perpendicular surface roughness lay direction in (c)
and (d) sliding against uncoated UHSS strip. The pins sliding against as-delivered and heat-treated Al-Si coated UHSS
in (e) and (f).
a) b)
c) d)
e) f)
Side A Side B Side A Side B
Side A Side B Side A Side B
Side A Side B Side A Side B

46
5. Conclusions
Tribological studies to investigate the effect of repair welded tool steel on friction and wear during
sliding against Al-Si coated ultra-high strength boron steel (UHSS) as well as studies using acoustic
emission measurements in a room temperature strip drawing test with tool steel, uncoated and Al-Si
coated UHSS has been carried out. The salient conclusions from this work are as follows:
The average COF during sliding between repair welded tool steel and Al-Si coated UHSS at a
temperature of 600 ⁰C and 700 ⁰C are 0.39 and 0.38 respectively, which are lower than the average COF
of 0.44 at 750 ⁰C. This is due to abrasive wear mechanism at 600 ⁰C and galling mechanism with slower
material transfer lump formation at 700 ⁰C. Because of these mechanisms, a lower stable COF is obtained
when a lump is not formed. At 750 ⁰C, severe adhesion causes a higher stable COF and galling mechanism
with faster lump formation leads to increasing COF due to the ploughing of the Al-Si coated UHSS surface.
Repair welded tool steel shows the highest weight gain at 700 ⁰C because of the presence of wear
particles, transfer layer, and formation of lumps. Less adhering wear particles after the sliding at 750 ⁰C
are because of the load bearing lump of material that prevents the contact of remaining repair welded
tool steel surface area. Abrasive wear at 600 ⁰C causes scratches on tool surface and does not cause
adhesion of many wear particles nor form transfer layers which results in a weight loss.
Between hot work tool steel and uncoated UHSS, a change in wear mechanism is indicated by an
acoustic emission burst signal or a gradual amplitude change in the time domain. A change in wear
mechanism due to the formation of a lump of transferred material generates AE signals with peaks at
higher frequencies above 0.3 MHz to shorten or peaks at lower frequencies below 0.3 MHz to rise.
Different lay directions on hot work tool steel do not affect the COF, AE signals, and wear damage on the
strip to a great extent. Hot work tool steel sliding on uncoated UHSS has a proportional relationship
between the COF and AE signal strength while sliding on Al-Si coated UHSS has an inversely proportional
relationship.
Repair welded tool steel can be used for hot stamping process with the same performance as the
original tool steel or even better. Acoustic emission measurement can be used to monitor tool condition
and detect a change of wear mechanism before causing severe ploughing of the Al-Si coated UHSS. Based
on the result of this work, it is suggested that the tools are replaced once a change in the AE signal is
detected to prevent further and deeper scratches on the workpiece and minimize scrap. A note has to be
taken that the result of AE study was obtained from tests at room temperature. Further study using a
small scale forming operation at high temperatures has to be conducted to confirm the application of
acoustic emission measurement in hot forming processes.

47
6. References
[1] H. Karbasian and A. E. Tekkaya. A review on hot stamping. Journal of Materials Processing
Technology, 210(15):2103–2118, 2010.
[2] L. Pelcastre, J. Hardell, and B. Prakash. Tribological behaviour of Zn coated UHSS sliding against hot-
work tool steel at high temperatures. Wear, 376-377:423-432, 2017.
[3] Groover, M. P. 2010. Fundamentals of Modern Manufacturing: Materials, Processes, and Systems.
4th ed. Upper Saddle River, New Jersey: Pearson Prentice-Hall.
[4] Kalpakjian, S. and Schmid, S. R. 2010. Manufacturing Engineering and Technology. 6th ed. Upper
Saddle River, New Jersey: Pearson Prentice-Hall.
[5] S. Mozgovoy. High temperature friction and wear in press hardening. Licentiate thesis, Lulea
University of Technology, Lulea, Sweden, 2014.
[6] M. Geiger, M. Merkleinand J. Lechler. Determination of tribological conditions within hot stamping.
Production Engineering 2, 269-276, 2008.
[7] L. Pelcastre. High Temperature Galling Influencing Parameters and Mechanism. Ph.D. thesis, Luleå
University of Technology, Luleå, Sweden, 2013.
[8] A. Ghiotti, S. Bruschi, F. Sgarabotto, and P.F. Bariani. Tribological performances of Zn-based coating
in direct hot stamping. Tribology International, 78:142-151, 2014.
[9] A. Ghiotti, S. Bruschi, and F. Medea. Comparison of tribological and wear performances of AlSi and
Zn coatings in hot stamping of boron steel sheets. Wear, 332-333: 810-821, 2015.
[10] J. Kondratiuk and P. Kuhn. Tribological investigation on friction and wear behaviour of coatings for
hot sheet metal forming. Wear, 270(11-12):839–849, 2011.
[11] ASTM Standard G40. (2010), “Standard Terminology Relating to Wear and Erosion,”
[12] P. Schwingenschlögl, P. Niederhofer, and M. Merklein. Investigation on basic friction and wear
mechanisms within hot stamping considering the influence of tool steel and hardness. Wear, 426-
427:378-389, 2019.
[13] L. Pelcastre, J. Hardell, A. Rolland, and B. Prakash. Influence of microstructural evolution of Al-Si
coated UHSS on its tribological behaviour against tool steel at elevated temperatures. Journal of
Materials Processing Technology, 228:117-124, 2016.
[14] L. Deng, L. Pelcastre, J. Hardell, B. Prakash, and M. Oldenburg. Experimental Evaluation of Galling
Under Press Hardening Conditions. Tribology Letters, 66:93, 2018.
[15] S. Mozgovoy, J. Hardell, L. Deng, M. Oldenburg, and B. Prakash. Tribological behaviour of tool steel
under press hardening conditions using simulative tests. Journal of Tribology, 140:1-11, 2017.
[16] J. Venema, J. Hazrati, D.T.A. Matthews, R.A. Stegeman, and A.H. van den Boogard. The effects of
temperature on friction and wear mechanisms during direct press hardening of Al-Si coated ultra-high
strength steel. Wear, 406-407:149-155, 2018.
[17] A. Yanagida, T. Mukai, and K. Matsumoto. Adhesion behavior of aluminum-coated 22MnB5 steel in
hot flat drawing test under dry condition with coated tools. Procedia Manufacturing, 15: 1041-1046,
2018.
[18] A. Ghiotti, S. Bruschi, F. Medea, and A. Hamasaiid. Tribological behavior of high thermal conductivity
steels for hot stamping tools. Tribology International, 97:412-422, 2016.
[19] K. Uda, A. Azushima, and A. Yanagida. Development of new lubricants for hot stamping of Al-coated
22MnB5 steel. Journal of Materials Processing Technology, 228: 112-116, 2016.

48
[20] A. Azushima, K. Uda, and A. Yanagida. Friction behavior of aluminum-coated 22MnB5 in hot stamping
under dry and lubricated conditions. Journal of Materials Processing Technology, 212(5): 1014-1021,
2012.
[21] H. Kashani, A. Amadeh, and M.R. Vatanara. Improvement of wear resistance of hot working tool steel
by hardfacing Part 2 – Case study. Materials Science and Technology, 24(3):356-360, 2008.
[22] B. Venkatesh, K. Sriker, and VSV Prabhakar. Wear characteristics of hardfacing alloys: state-of-the-art.
Procedia Materials Science, 10: 527-532, 2015.
[23] K. Lee, K. H. Ko, J. H. Kim, G. G. Kim, and S. Kim. Effects of temperature and sliding distance on the
wear behavior of austenitic Fe-Cr-C-Si hardfacing alloy. Tribology Letters, 26(2):131-135, 2007.
[24] K. Lee, S. Lee, Y. Kim, H.S. Hong, Y. Oh, and S. Kim. The effects of additive elements on the sliding wear
behavior of Fe-base hardfacing alloys. Wear, 255(1-6): 481-488, 2003.
[25] J. W. Yoo, S. H. Lee, C.S. Yoon, and S. J. Kim. The effect of boron on the wear behavior of iron-based
hardfacing alloys for nuclear power plants valves. Journal of Nuclear Materials, 352(1-3): 90-96, 2006.
[26] J. Kim, G. Kim, and S. Kim. The effect of manganese on the strain-induces martensitic transformation
and high temperature wear resistance of Fe-20Cr-1C-1Si hardfacing alloy. Journal of Nuclear
Materials, 289(3):263-269, 2001.
[27] H. Kashani, A. Amadeh, and A. Ohadizadeh. Effect of temperature on the strain induced γ→ε phase
transformation in Stellite 21 during wear test. Materials Science and Engineering A, 435-436: 474-477,
2006.
[28] H. Kashani, A. Amadeh and H. M. Ghasemi. Room and high temperature wear behaviours of nickel
and cobalt base weld overlay coatings on hot forging dies. Wear, 262(7-8):800-806, 2007.
[29] A. Gualco, H.G. Svoboda, E.S. Surian, and L.A. de Vedia. Effect of welding procedure on wear behaviour
of a modified martensitic tool steel hardfacing deposit. Materials and Design, 31: 4165-4173, 2010.
[30] H. Kashani, A. Amadeh, and M. Farhani. Improvement of wear resistance of hot working tool steel by
hardfacing Part 1 – Effect of microstructure and hardness, Materials Science and Technology,
23(2):165-170, 2007.
[31] I. Ubhayaratne. Audio-Based Signal Extraction Techniques For Stamping Tool Condition Monitoring.
Ph.D. thesis, Deakin University, Melbourne, Australia, 2017.
[32] I. Ubhayaratne, M. P. Pereira, Y. Xiang, and B.F. Rolfe. Audio signal analysis for tool wear monitoring
in sheet metal stamping. Mechanical System and Signal Processing, 85:809-826, 2017.
[33] V. V. Shanbhag, B. F. Rolfe, N. Arunachalam, and M. P. Pereira. Investigating galling wear behaviour in
sheet metal stamping using acoustic emissions. Wear, 414-415:31-42, 2018.
[34] J.R. Mathews. Acoustic emission. Number ISBN 0-8031-0116-3. Gordon and Breach Publishers Inc.,
1983.
[35] Wang, L. 2011. Foundation of Stress Waves. Kidlington, Oxford: Elsevier.
[36] Baranov, V., Kudryavtsev, E., Saryachev, G.A., and Schavelin, V.M. 2007. Acoustic Emission in Friction.
Kidlington, Oxford: Elsevier.
[37] K. Asamene and M. Sundaresan, Analysis of experimentally generated friction related acoustic
emission signals. Wear, 296(1-2): 607-618, 2012.
[38] P. Tian, Y. Tian, L. Shan, Y. Meng, and X. Zhang. A correlation analysis method for analyzing tribological
states using acoustic emission, frictional coefficient, and contact resistance signals. Friction, 3(1):36-
46, 2015.
[39] A. Hase, H. Mishina, and M. Wada. Correlation between features of acoustic emission signals and
mechanical wear mechanisms. Wear, 292-293:144-150, 2012.

49
[40] D. Baccar and D. Söffker. Wear detection by means of wavelet-based acoustic emission analysis.
Mechanical Systems and Signal Processing, 60-61:198-207, 2015.
[41] B. Behrens, S. Hübner, and K. Wölki. Acoustic emission – A promising and challenging technique for
process monitoring in sheet metal forming. Journal of Manufacturing Processes, 29:281-288, 2017.
[42] H. Benabdallah. Friction wear and acoustic emissions of some plastics sliding against Si3N4. Wear,
264(1-2):152-156, 2008.
[43] H. S. Benabdallah & D. A. Aguilar. Acoustic Emission and Its Relationship with Friction and Wear for
Sliding Contact, Tribology Transactions, 51(6):738-747, 2008.
[44] V.E. Rubtsov, E.A. Kolubaev, A.V. Kolubaev, and V.L. Popov. Using Acoustic Emission for the Analysis
of Wear Wear Processes during Sliding Friction. Technical Physics Letter, 39(2):223-225, 2013.
[45] A. Hase, H. Mishina, and M. Wada. Fundamental study on early detection of seizure in journal bearing
by using acoustic emission technique. Wear, 346-347:132-139, 2016.
[46] L. Guolu, X. Zhonglin, D. Tianshun, W. Haidou, L. Jinhai, and K. Jiajie. Acoustic Emission Investigation
of Rolling/Sliding Contact Fatigue Failure of NiCr-Cr3C2 Coating. Journal of Thermal Spray Technology,
25(7)-1365-1372, 2016.
[47] M. Yahiaoui, F. Chabert, J.-Y. Paris, V. Nassiet, and J. Denape. Friction, acoustic emission, and wear
mechanisms of a PEKK polymer. Tribology International, 132:154-164, 2019.
[48] E.A. Kolubaev, A.V. Kolubaev, and O.V. Sizova. Analysis of acoustic emission during sliding friction of
manganese steel. Technical Physics Letters, 36(8):762-765, 2010.
[49] C.T. Sindi, M.A. Najafabadi, M. Salehi. Tribological Behavior of Sheet Metal Forming Process Using
Acoustic Emission Characteristics. Tribology Letters, 52(1):67-79, 2013.
[50] F. Saeidi, S.A. Shevchik, and K. Wasmer. Automatic detection of scuffing using acoustic emission.
Tribology International, 94:112-117, 2016.
[51] Heath, M.T. 1997. Scientific Computing, An Introduction Survey. 2nd ed. McGraw-Hill.
[52] F.J. Harris. On the Use of Windows for Harmonic Analysis with the Discrete Fourier Transform.
Proceedings of The IEEE, 66(1):51-83, 1978.
[53] QRO90 Catalog [54] S. Schnabel. High Frequency Elastic Wave Emission Caused by a Single Elastohydrodynamically
Lubricated Contact Fundamentals Sources and Principles. Doctoral Ph.D. thesis, Luleå University of Technology, Luleå, Sweden, 2016.
[55] Toolox 44 datasheet.

50
Appendix A: Special pin holder technical drawing.
M4
Special pin holder Original pin holder

51
Ave
rag
e
of 3
pin
s
Sta
nd
ard
De
via
tion
of 3
pin
s
Ro
w 1
Ro
w 2
Ro
w 3
Ave
rag
eS
tan
da
rd D
evia
tion
Ro
w 1
Ro
w 2
Ro
w 3
Ave
rag
eS
tan
da
rd D
evia
tion
Ro
w 1
Ro
w 2
Ro
w 3
Ave
rag
eS
tan
da
rd D
evia
tion
0.0
25
63
35
98
64
86
26
26
75
16
73
66
36
96
48
68
36
15
68
86
62
41
66
13
5
0.1
63
36
58
67
36
55
20
73
37
39
71
67
29
12
67
86
73
69
46
82
11
68
93
8
0.1
75
68
86
53
65
36
65
20
68
36
83
74
57
04
36
65
87
16
71
06
95
32
68
82
0
0.2
56
94
66
86
78
68
01
37
57
71
07
10
72
62
76
94
69
46
83
69
06
69
92
4
0.3
25
67
37
39
67
86
97
37
65
87
10
70
56
91
29
69
46
78
69
96
90
11
69
33
0.6
25
65
36
73
72
16
82
35
72
77
16
75
77
33
21
75
77
45
69
97
34
31
71
63
0
0.9
25
68
86
68
66
86
75
12
69
46
94
71
06
99
96
99
67
36
68
68
01
76
85
13
1.2
25
63
36
73
74
56
84
57
70
57
10
70
57
07
36
83
68
36
68
67
89
68
91
5
1.5
25
67
87
05
66
36
82
21
70
57
05
73
97
16
20
70
56
88
72
17
05
17
70
11
7
1.8
25
69
96
88
67
36
87
13
69
47
05
75
17
17
30
76
37
63
72
17
49
24
71
73
1
2.1
25
63
86
73
67
36
61
20
71
66
88
73
97
14
26
73
37
51
73
97
41
97
06
41
2.4
25
64
36
43
70
56
64
36
73
37
57
72
17
37
18
71
67
45
72
17
27
16
70
94
0
2.7
25
70
57
21
66
86
98
27
67
37
16
71
07
00
23
69
46
29
68
86
70
36
68
91
6
3.0
25
71
06
88
71
67
05
15
68
37
51
72
77
20
34
69
96
73
67
86
83
14
70
31
9
3.3
25
68
86
99
71
06
99
11
72
17
51
76
97
47
24
73
97
16
71
07
22
15
72
32
4
3.6
25
70
57
39
71
07
18
18
75
17
57
78
27
63
16
75
17
10
74
57
35
22
73
92
3
3.9
25
67
86
68
71
66
87
25
73
97
51
71
67
35
18
73
37
69
72
77
43
23
72
23
0
4.2
25
71
66
73
69
46
94
22
73
37
33
72
77
31
36
99
68
87
16
70
11
47
09
20
4.5
25
70
56
78
66
86
84
19
67
86
78
68
86
81
66
68
69
96
73
68
01
76
82
2
4.8
25
66
36
38
67
36
58
18
71
66
99
66
86
94
24
64
36
48
63
86
43
56
65
26
5.1
25
66
86
43
68
36
65
20
67
86
68
64
36
63
18
60
26
11
60
66
06
56
45
33
5.4
25
64
36
43
66
86
51
14
67
36
29
65
36
52
22
61
16
20
61
16
14
56
39
22
5.7
25
66
36
48
60
26
38
32
64
85
98
62
46
23
25
61
56
48
60
26
22
24
62
89
6.0
25
63
36
48
62
46
35
12
62
06
15
58
56
07
19
60
66
24
59
36
08
16
61
61
6
7.0
25
60
66
24
62
96
20
12
54
55
85
58
55
72
23
62
96
06
62
96
21
13
60
42
8
8.0
25
63
36
43
60
26
26
21
56
15
53
55
75
57
46
38
62
46
15
62
61
26
03
40
9.0
25
58
16
48
60
66
12
34
58
15
34
58
95
68
30
62
46
20
62
46
23
26
01
29
10
.02
55
45
57
75
45
55
61
85
38
54
55
69
55
11
65
98
56
95
89
58
51
55
64
19
11
.02
55
27
52
04
96
51
41
64
65
46
54
35
45
51
75
77
58
95
81
58
26
51
76
4
12
.02
54
87
51
04
60
48
62
54
90
46
84
77
47
81
14
90
50
34
74
48
91
54
84
5
Hard
ness (H
V)
Pin
1P
in 2
Pin
3
De
pth
Fro
m
Su
rfac
e
(mm
)
Appendix B: Repair welded tool steel pin microhardness data.

52
14445.1614444.98
14340.0714340.04
14445.1414444.97
14340.0814340.04
14445.1514444.98
14340.0814340.02
14487.1614487.00
14445.1314445.20
14487.1814487.01
14445.1514445.18
14487.1714487.03
14445.1614445.20
14508.0114508.08
14603.8714603.93
14508.0114508.08
14603.8614603.93
14507.9914508.07
14603.8614603.96
14556.4814571.68
14559.6314560.77
14556.5314571.70
14559.6214560.77
14556.5214571.70
14559.6614560.79
13971.4813972.50
14206.7014208.32
13971.4613972.49
14206.7214208.31
13971.4913972.50
14206.7114208.33
15203.2315206.11
15208.1315209.03
15203.2315206.12
15208.1415209.03
15203.2115206.11
15208.1415209.03
0.02
0.010.01
0.02
0.030.01
0.020.01
14603.94
14560.78
14603.86
14559.64
Stand
ard
Deviatio
nA
fter TestA
verageStan
dard
Deviatio
n
14340.030.01
Stand
ard
Deviatio
nB
efore Test
Side A
Side B
Pin
We
ight (m
g)
Average
Stand
ard
Deviatio
nA
fter TestA
verageStan
dard
Deviatio
n
We
ight D
ifferen
ces
Side A
Side B
Average
Befo
re TestA
verage
0.08
-4.12
-1.600.91
7.39
0.10
-1.61
215203.22
15206.11-2.89
-0.89
0.020.01
0.010.01
0.010.01
0.010.00
14208.32
15209.03
750 ⁰C
113971.48
13972.50
-0.07
700 ⁰C
-1.0214206.71
15208.14
-0.08
214556.51
14571.69-15.18
-1.14
0.011
14508.0014508.08
0.170.04
214487.17
14487.010.16
-0.05
0.010.01
0.0114445.19
14340.08
14445.15
0.01
0.010.02
600 ⁰C
114445.15
14444.98
Temp
erature
Test
Nu
mb
er
1513.19
414.19
2486.85
485.55
3470.90
472.36
1441.44
436.99
2435.24
402.34
3449.50
469.44
1448.51
464.44
2516.00
497.25
3483.48
438.29
1474.61
445.89
2442.80
548.55
3583.07
472.23
1718.14
793.16
2781.63
716.24
3729.02
801.88
1490.83
476.54
2486.46
533.80
3481.68
565.18
47.13
44.95
21.36
7.15
33.75
73.54
33.95
4.58
29.54
53.32
442.06
457.37490.31
436.26
Surface R
ou
ghn
ess (nm
)
37.97
33.56
Side A
Average
Side A
Stand
ard D
eviation
Side A
Side B
Average
Side B
Stand
ard D
eviation
Side B
482.66
500.16
742.93
486.32
466.66
488.89
770.43
525.17
Temp
erature
Test
Nu
mb
erP
ositio
n
600 ⁰C
700 ⁰C
750 ⁰C
121212
Appendix C: Repair welded tool steel pin surface roughness and weight.

53
14095.6814095.96
13712.7413713.18
14095.6914095.94
13712.7513713.20
14095.6814095.94
13712.7413713.18
14100.3014100.94
13930.0613930.91
14100.3114100.94
13930.0513930.90
14100.3214100.94
13930.0613930.90
13981.1513981.33
14050.8214051.11
13981.1313981.33
14050.8114051.11
13981.1313981.33
14050.8114051.13
14133.1114133.63
14275.0714275.58
14133.1014133.64
14275.0714275.57
14133.0914133.63
14275.0814275.58
14363.6414461.86
14383.9214384.52
14363.6314461.87
14383.9214384.53
14363.6514461.87
14383.9214384.53
14204.0114204.20
13648.2313648.54
14204.0214204.19
13648.2413648.53
14204.0214204.21
13648.2213648.52
0.01-0.18
-0.30
-49.4269.03
-0.240.08
0.01-98.23
-0.61
114204.02
0.0114204.20
0.0113648.23
0.0113648.53
14383.920.00
14384.531
14363.640.01
14461.870.01
As-d
elivered A
l-Si
coated
UH
SS
Heat-treated
Al-Si
coated
UH
SS
0.16
214133.10
0.0114133.63
0.0114275.07
0.0114275.58
0.01
0.0114051.12
0.01-0.19
-0.30
-0.38
-0.53-0.50
0.01-0.63
-0.85
Perpen
dicu
lar
113981.14
0.0113981.33
0.0014050.81
-0.550.25
214100.31
0.0114100.94
0.0013930.06
0.0113930.90
13712.740.01
13713.190.01
Co
nd
ition
Test
Nu
mb
er
Pin
We
ight (m
g)W
eigh
t Diffe
rences
Side A
Side B
Befo
re TestA
verageStan
dard
Deviatio
nA
fter TestStan
dard
Deviatio
nA
verage
-0.26-0.44
Parallel
114095.68
0.0114095.95
0.01
Stand
ard
Deviatio
nB
efore Test
Average
Stand
ard
Deviatio
nA
verageA
fter TestA
verageStan
dard
Deviatio
nSid
e ASid
e B
1386.04
317.39
2421.18
292.00
3389.29
319.76
1381.87
317.97
2346.76
326.12
3345.49
298.10
1348.63
307.01
2297.85
319.14
3339.47
286.69
1397.46
363.58
2375.88
372.91
3334.12
296.59
1352.23
382.11
2407.46
357.75
3334.89
363.19
1389.27
283.96
2334.28
363.61
3310.83
287.79
40.26311.79
44.92
As-d
elivered A
l-Si
coated
UH
SS
Heat-treated
Al-Si
coated
UH
SS1
344.79
1364.86
37.90367.68
12.79
16.40
2369.15
32.20
Parallel
1398.84
19.42309.72
15.39
344.3641.63
Perpen
dicu
lar
1328.65
27.06304.28
2358.04
20.65314.06
14.41
Co
nd
ition
Test
Nu
mb
erP
ositio
n
Surface R
ou
ghn
ess (nm
)
Side A
Average
Side A
Stand
ard D
eviation
Side A
Side B
Average
Side B
Stand
ard D
eviation
Side B
Appendix D: Toolox44 pin surface roughness and weight.

54
Appendix E: Matlab code for AE signal conversion into the frequency domain.
clear all;
close all;
samplef = 5000000;
nyqf = samplef/2;
signal = dlmread('AS_CH01-2.asc','',13,0);
%%
tc = 1.0284; %duration to cut early signal corresponding to the waiting for the sliding
fftp = 5000; %fft points
t = signal(:,1)-tc; %corrected time data, starts at the same time as sliding
ts = 0.8; %the time when the signal starts to be analyzed
tol = 6.67*10^(-8); %Tolerance to find the data with specific time value
danals = find(t > (ts - tol) & t < (ts + tol) ); %find the data corresponds to signal analysis
starting time
danale = danals - 1 + fftp; %find the data that corresponds to signal analysis ending time
metrix = [t,signal(:,2)]; %new data matrix with corrected time.
a = signal(danals:danale,2); %get the amplitude corresponds to analysis starting and ending time
f = linspace(0,nyqf,length(a)/2);%divided by 2 to match number of nodes to length of domain
H = hann(length(a));
signalfreq = fft(a.*H); %multiply hann window function to the signal amplitude
signalfreqabs = abs(signalfreq)/length(a);%divided by length a to compensate spectral energy
fftspec=signalfreqabs(1:length(a)/2);%keeping only first half to avoid mirroring
%%
figure(1)
subplot(2,1,1);
plot(metrix(:,1),metrix(:,2));
xlim(([0 2]));
ylim(([-0.3 0.3]));
xlabel('Time(s)');
ylabel('Voltage (V)');
set(gca,'FontSize',25);
subplot(2,1,2);
plot(f/1000000,fftspec);
xlim(([0.1 1]));
ylim(([0 4*10^(-4)]));
xlabel('Frequency (MHz)');
ylabel('Voltage (V)');
set(gca,'FontSize',25);
Sliding Combination Value of Variable “tc”
Parallel 1 1.0284
Parallel 2 1.2217
Perpendicular 1 1.1011
Perpendicular 2 1.1563
As-delivered Al-Si coated UHSS 1.4362
Heat-treated Al-Si coated UHSS 0.6710
The values in the table are to determine the start of the AE signal in the time domain that approximate
the starting time of the sliding. For evaluation of noise effect on the result in the frequency domain, tc =
0 and ts = 0.2 are used for AE signals from sliding combination Parallel 2 and Heat-treated Al-Si coated
UHSS.