HIGH-TEMPERATURE TEMPERING OF HIGH...
5
621 HIGH-TEMPERATURE TEMPERING OF HIGH-SPEED STEELS WITH MINIMUM CONTENT OF RETAINED AUSTENITE Dmitriy A. Barchukov 1 , Alexei U. Lavrentiev 1 , Ekaterina F. Romanenko 2 , Alexander V. Filonovich 3 ABSTRACT The article considers the impact of high-temperature tempering on structure and properties of hard high-speed steels with a minimum content of retained austenite. The authors describe the ways of eliminating retained austenite prior to high-temperature tempering with surface plastic deformation of high-speed steels at a cooling stage under hardening in a temperature range of martensite transformation. Keywords: weld high-speed steel, surface plastic deformation (SPD), retained austenite, hardness. Received 05 January 2017 Accepted 05 May 2017 Journal of Chemical Technology and Metallurgy, 52, 4, 2017, 621-625 1 Tver State Technical University Department of Metal Technology Bobkova Street, 21, 170024 Tver, Russia E-mail: [email protected] 2 Starooskolsky branch of Russian State Geological Prospecting University named after Sergo Ordzhonikidze Department of Mining, Economics and Nature Management 14/13, Lenin Str., 309514 Belgorod Region Stary Oskol, Russia 3 Southwest State University, Department of Machine & Equipment Engineering Technologies 50 Let Oktyabrya Street, 94, 305040, Kursk, Russia INTRODUCTION In classical theory tempering is a heat treatment con- sisting in steel heating up to below-critical temperature Ac1 followed by cooling down after a holding period [1, 2]. Typically steels are tempered after hardening. Some precision instruments are recommended to be manufactured with tempering steel after grinding in order to eliminate stress. It is tempering being final heat treatment that forms the complex of metal properties. The structure of high-speed steels after hardening corresponds to tempered martensite, carbides, and re- tained austenite. Its presence in high-speed steels does not provide maximum hardness and heat resistance since it withstands the temperature of about 500ºС. In addition, retained austenite adversely affects the steel processing behavior, particularly its grindability. The aim of this study is to examine the effect of tempering on the structure and properties of high-speed steels previously subjected to surface plastic deformation (SPD) in order to eliminate retained austenite. High-speed steels are secondary hardening steels. Tungsten and molybdenum in the presence of chrome bind carbon to a special hard coagulable-in-tempering carbide Ме6С and defer the breakdown of martensite. The precipi- tation of dispersed carbides taking place at the elevated tempering temperatures causes martensite ageing [1, 7]. In literature [2] there are recommendations for high-
Transcript of HIGH-TEMPERATURE TEMPERING OF HIGH...

Dmitriy A. Barchukov, Alexei U. Lavrentiev, Ekaterina F. Romanenko, Alexander V. Filonovich
621
HIGH-TEMPERATURE TEMPERING OF HIGH-SPEED STEELS WITH MINIMUM CONTENT OF RETAINED AUSTENITE
Dmitriy A. Barchukov1, Alexei U. Lavrentiev1, Ekaterina F. Romanenko2, Alexander V. Filonovich3
ABSTRACT
The article considers the impact of high-temperature tempering on structure and properties of hard high-speed steels with a minimum content of retained austenite. The authors describe the ways of eliminating retained austenite prior to high-temperature tempering with surface plastic deformation of high-speed steels at a cooling stage under hardening in a temperature range of martensite transformation.
Keywords: weld high-speed steel, surface plastic deformation (SPD), retained austenite, hardness.
Received 05 January 2017Accepted 05 May 2017
Journal of Chemical Technology and Metallurgy, 52, 4, 2017, 621-625
1 Tver State Technical University Department of Metal Technology Bobkova Street, 21, 170024 Tver, Russia E-mail: [email protected] Starooskolsky branch of Russian State Geological Prospecting University named after Sergo Ordzhonikidze Department of Mining, Economics and Nature Management 14/13, Lenin Str., 309514 Belgorod Region Stary Oskol, Russia3 Southwest State University, Department of Machine & Equipment Engineering Technologies 50 Let Oktyabrya Street, 94, 305040, Kursk, Russia
INTRODUCTION
In classical theory tempering is a heat treatment con-sisting in steel heating up to below-critical temperature Ac1 followed by cooling down after a holding period [1, 2]. Typically steels are tempered after hardening. Some precision instruments are recommended to be manufactured with tempering steel after grinding in order to eliminate stress. It is tempering being final heat treatment that forms the complex of metal properties.
The structure of high-speed steels after hardening corresponds to tempered martensite, carbides, and re-tained austenite. Its presence in high-speed steels does not provide maximum hardness and heat resistance since
it withstands the temperature of about 500ºС. In addition, retained austenite adversely affects the steel processing behavior, particularly its grindability.
The aim of this study is to examine the effect of tempering on the structure and properties of high-speed steels previously subjected to surface plastic deformation (SPD) in order to eliminate retained austenite.
High-speed steels are secondary hardening steels. Tungsten and molybdenum in the presence of chrome bind carbon to a special hard coagulable-in-tempering carbide Ме6С and defer the breakdown of martensite. The precipi-tation of dispersed carbides taking place at the elevated tempering temperatures causes martensite ageing [1, 7].
In literature [2] there are recommendations for high-

Journal of Chemical Technology and Metallurgy, 52, 4, 2017
622
speed steel tempering conditions. The most important parameters are heating temperature, holding time under tempering temperature, an environment and a ratio (number of heating-cooling cycles). The cooling rate in tempering is not so important as in hardening, but excessively rapid cooling leads to the increase of internal stresses and the risk of cracking.
The tempering heating temperature is usually set between 340 - 610ºС. Triple tempering, with the tem-perature of each heating being between 550 - 570ºC, is considered to be typical. Tempering with the reduced temperature in the first heating (340 - 360ºC) provides some improvement in a complex of properties. The ce-mentite carbide released during the first low-temperature heating contributes to a more uniform distribution of carbides М2С over the grain volume. This provides some increase in hardness and viscosity, strength improvement as compared with triple heating at 550 - 570°C [2].
Tempering at high temperatures up to 610°C allows austenite transformation to be accelerated and the tem-pering time to be reduced up to 20 minutes. However, there is evidence that depleted austenite transformation into martensite occurs at a cooling stage between 500 - 600°C. At higher temperatures of 600 - 620°C a small part of austenite transforms after the holding period. But carbide coagulation is intensive at such temperatures, especially in molybdenum steels [2].
The holding time significantly affects the efficiency of austenite transformation. There are two types of tempering: long (60 - 90 min) and short (20 min). Short tempering is recommended for small tools.
The heating medium has an effect on the surface oxidation process. The heating in salt bathes rules out the possibility of oxidation and provides the tool body tempering [2].
The tempering ratio influences properties greatly. Single tempering does not provide the full transforma-tion of retained austenite and internal stress relief.
The tempering hardened high-speed steel causes two diverse strength processes: softening due to the reduction of carbon and alloying element concentration in martensite and hardening as a result of precipitation hardening and secondary hardening, i.e. the precipita-tion of special carbide disperse particles and the trans-formation of retained austenite (if present) in tempered martensite. The disperse carbide particles increase steel yield strength, hardness, temporary rupture strength
since they are effective barriers to dislocation motions. The hardening efficiency is specified by the softening-hardening proportion.
When tempering conditions of high-speed steel are determined, the priority is given to achieving the full transformation of retained austenite. Such tempering conditions are not considered to be optimal for effective martensite hardening since they cause the marked reduc-tion of carbon and alloying elements in solid solution and can promote martensite softening.
Taking into consideration that martensite being the basic structural component determining steel’s mechani-cal and operational properties, we think it is very im-portant to search for solutions of retaining solid solution as maximally alloyed and trying to additionally harden martensite with fine-grained carbides and intermetal-lic compounds. This is made possible if the structure has no retained austenite and there is no need to apply triple high-temperature tempering. One of the alternate problem solutions is to use SPD of high-speed steel with hardening at the cooling stage in the temperature range of austenite martensite transformation. Additional grain and primary carbide refinement as well as hardening due to cold-working are made possible with SPD.
EXPERIMENTAL
The method of weld high-speed steel hardening is known [3]. It provides full austenite transformation to strain-induced martensite and two-phase weld metal structure of martensite + carbides. The following heat treatment with tempering is assigned to additionally harden martensite with fine-grained carbides blocking dislocation motions and increasing weld metal strength and hardness. Tempering conditions should be assigned to obtain maximal hardening with maintaining solid solution as heavily alloyed.
To study weld and wrought high-speed steel struc-ture and property changes after high-temperature tem-pering, qualitative and quantitative microanalyses were done when the sections of three sample parties had been etched with 4 % HNO3 solution in ethanol: after weld-ing; after welding and SPD; after welding, SPD, and double high-temperature tempering. The chemical com-position of high-speed steel corresponds to R2M8 steel.
The microanalysis was done with JEOL JSM-6610LV scanning electron microscope (SEM) in the

Dmitriy A. Barchukov, Alexei U. Lavrentiev, Ekaterina F. Romanenko, Alexander V. Filonovich
623
mode of back-scattered electrons and with INCA EN-ERGY 350 X-MAX 20 energy-dispersive spectrometer working as an analytical device being compatible with SEM, having its own software in the combined microa-nalysis system and controlled from the unified Energy+ software package.
RESULTS AND DISCUSSION
The high-speed steel microstructure after welding is needled martensite, retained austenite, and carbides. Redundant 10 - 15 µm carbides form a network which efficiently contains the grain growth in crystallization and maintains the fine grain structure (Fig. 1a). In ad-dition to single carbides the carbide network includes ledeburitic eutectic (Fig.1c).
SPD leads to crushing and obtaining fine and in-termittent network of eutectic carbides. The additional
network crushing can be possible with cold plastic steel deformation in a temperature range of martensite trans-formation under cooling down from tempering tempera-tures (Fig. 1b, d).
The faceted (angular) carbides with light contrast and visible dark particles inside are niobium-rich pri-mary МС carbides observed both inside matrix grains and along their boundaries. The use of this strong carbide-forming element allows the high-speed steel structure to be improved at the primary crystallization stage. Eutectic includes М2С carbides.
According to the spectral analysis the total number of alloying elements (V, Cr, Mo, W) in solid solution makes 10.31 - 10.59 % in R2M8 steel after welding and SPD.
Work [4] states that the HV0.2 microhardness of weld and wrought high-speed R2M8 steel depends on high-temperature tempering conditions.
Fig. 1. R2M8 steel microstructure: a, c - before SPD; b, d - after SPD; a, b - carbide distribution (×500); c, d - carbide dispersion degree and ledeburite eutectic (×4000).
Journal of Chemical Technology and Metallurgy, 52, 4, 2017
624
The maximal increment of HV0.2 microhardness at 900 MPa is obtained after the first high-temperature tempering at 540ºС during 40 min. The maximal values of microhardness at 10350 MPa are achieved after the second tempering. The further tempering ratio increase leads to microhardness decrease.
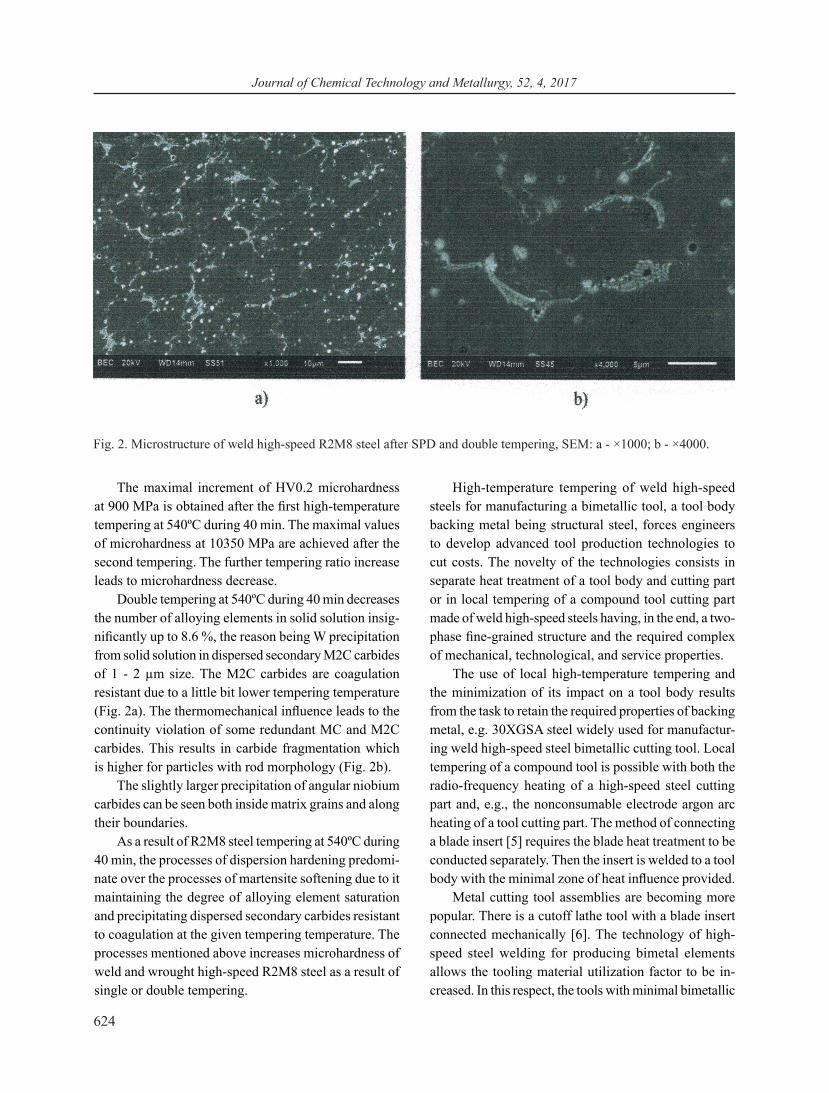
Double tempering at 540ºС during 40 min decreases the number of alloying elements in solid solution insig-nificantly up to 8.6 %, the reason being W precipitation from solid solution in dispersed secondary М2С carbides of 1 - 2 µm size. The М2С carbides are coagulation resistant due to a little bit lower tempering temperature (Fig. 2а). The thermomechanical influence leads to the continuity violation of some redundant МС and М2С carbides. This results in carbide fragmentation which is higher for particles with rod morphology (Fig. 2b).
The slightly larger precipitation of angular niobium carbides can be seen both inside matrix grains and along their boundaries.
As a result of R2M8 steel tempering at 540ºС during 40 min, the processes of dispersion hardening predomi-nate over the processes of martensite softening due to it maintaining the degree of alloying element saturation and precipitating dispersed secondary carbides resistant to coagulation at the given tempering temperature. The processes mentioned above increases microhardness of weld and wrought high-speed R2M8 steel as a result of single or double tempering.
High-temperature tempering of weld high-speed steels for manufacturing a bimetallic tool, a tool body backing metal being structural steel, forces engineers to develop advanced tool production technologies to cut costs. The novelty of the technologies consists in separate heat treatment of a tool body and cutting part or in local tempering of a compound tool cutting part made of weld high-speed steels having, in the end, a two-phase fine-grained structure and the required complex of mechanical, technological, and service properties.
The use of local high-temperature tempering and the minimization of its impact on a tool body results from the task to retain the required properties of backing metal, e.g. 30XGSA steel widely used for manufactur-ing weld high-speed steel bimetallic cutting tool. Local tempering of a compound tool is possible with both the radio-frequency heating of a high-speed steel cutting part and, e.g., the nonconsumable electrode argon arc heating of a tool cutting part. The method of connecting a blade insert [5] requires the blade heat treatment to be conducted separately. Then the insert is welded to a tool body with the minimal zone of heat influence provided.
Metal cutting tool assemblies are becoming more popular. There is a cutoff lathe tool with a blade insert connected mechanically [6]. The technology of high-speed steel welding for producing bimetal elements allows the tooling material utilization factor to be in-creased. In this respect, the tools with minimal bimetallic
Fig. 2. Microstructure of weld high-speed R2M8 steel after SPD and double tempering, SEM: a - ×1000; b - ×4000.

Dmitriy A. Barchukov, Alexei U. Lavrentiev, Ekaterina F. Romanenko, Alexander V. Filonovich
625
cutting blades are more promising and efficient. The cutting insert size reduction makes it possible to use separate heat treatment which is efficient due to lower energy consumption in heating during tempering.
CONCLUSIONS
SPD in welding at the weld metal cooling stage in the temperature range of martensite transformation makes it possible to get a two-phase structure of weld high-speed steel without reference to its cooling and crystallization conditions which results in its additional hardening.
The tempering conditions of high-speed steel sub-jected to SPD to eliminate retained austenite should be chosen under the conditions to gain maximal martensite hardening.
The complex hardening of weld high-speed steel in the temperature range of martensite transformation with the following tempering widens the range of options to optimize the structural condition and improve mechani-cal and service properties of weld high-speed steel.
High-temperature tempering of a tool cutting part made of high-speed steels not containing retained aus-tenite is more efficient since it maintains the high level of mechanical, technological, and service properties of a tool body if tempering is local (for a compound tool) or separate heat treatment of a tool cutting part and body.
REFERENCES
1. B.N. Arzamassov, V.I. Makarova, Materials science: textbook for higher schools, 3rd ed., Revised and expanded, Moscow, Bauman MSTU, 2001, 648 P. (in Russian).
2. Yu.A. Gheller, tool steels, Moscow, Metallurgy, 1983, 527 p. (in Russian).
3. D.A. Barchukov, N.S. Zubkov, A.Yu. Lavrentiev, V.P. Vodopianova, Hardening method of weld high-speed steels, Patent RF No. 2483120, MPK С21D 8/00, 27 May 2013, Bulletin No. 15, 6 p. (in Russian).
4. D.A. Barchukov, C.Yu. Iljashenko, Improving high-speed steel structure and performance through thermomechanical effects, Nauchnoye obozrenie, 3, 2013, 134-139, (in Russian).
5. A.A. Litvin, V.Ya. Laiko, A.V. Lisovsky, Method of connecting blade insert to cutter holder, Patent RF No. 2274517, MPK В23В27/18, 20 April 2006, Bulletin No. 11, 5 p. (in Russian).
6. N.S. Zubkov, A.Yu. Lavrentiev, Cutting-off turning tool, Patent RF No. 2181644, MPK B23B27/04, 27 April 2002, Bulletin No. 23, 6 p. (in Russian).
7. Аnatoly М. Shmyrin, Igor P. Mazur, Valery V. Kavygin, Аlexey G. Yartsev. Parametrical Neighborhood Modelling of the Process of Forming the Temperature of Hot-Rolled Strip Coiling, Journal of Chemical Technology and Metallurgy, 51, 4, 2016, 401-404.