High chrome dense medium cyclone migration and … CHROME DENSE MEDIUM CYCLONE MIGRATION AND WEAR...
12
HIGH CHROME DENSE MEDIUM CYCLONE MIGRATION AND WEAR MEASUREMENTS F Bornman Multotec Process Equipment Abstract Reeves and Platt 1 stated that dense medium separation is one of the most complex unit processes in mineral processing today particularly if cyclones are used. The complexity of the process and large number of design and operating variables has meant that the process has largely remained more art than science. The cyclone forms the core of the dense medium separation process and is part of the reason why the Diamond industry remained with high chrome as a material of construction. More cost effective ceramic lined cyclones can fail catastrophically and result in major losses of diamonds. Multotec Process Equipment offers two ranges of high chrome cast iron dense medium cyclones. The paper describes the ratios for the different cyclones and the necessity to change the cyclone nomenclature. Cyclones are replaced based on wear and performance which are dependent on ore characteristics and tonnage throughput. The Hawkeye software maintenance system was developed to predict the wear on the different components and hence the replacement dates.
-
Upload
nguyenngoc -
Category
Documents
-
view
335 -
download
16
Transcript of High chrome dense medium cyclone migration and … CHROME DENSE MEDIUM CYCLONE MIGRATION AND WEAR...

HIGH CHROME DENSE MEDIUM CYCLONE MIGRATION AND WEAR
MEASUREMENTS
F Bornman
Multotec Process Equipment
Abstract
Reeves and Platt1 stated that dense medium separation is one of the most complex unit
processes in mineral processing today particularly if cyclones are used. The complexity of the
process and large number of design and operating variables has meant that the process has
largely remained more art than science.
The cyclone forms the core of the dense medium separation process and is part of the reason
why the Diamond industry remained with high chrome as a material of construction. More cost
effective ceramic lined cyclones can fail catastrophically and result in major losses of diamonds.
Multotec Process Equipment offers two ranges of high chrome cast iron dense medium
cyclones. The paper describes the ratios for the different cyclones and the necessity to change
the cyclone nomenclature.
Cyclones are replaced based on wear and performance which are dependent on ore
characteristics and tonnage throughput. The Hawkeye software maintenance system was
developed to predict the wear on the different components and hence the replacement dates.

1.0 Introduction
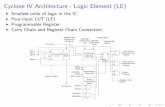
The following nomenclature is used for a cyclone:
• Dc - the inside diameter of a cyclone in mm
• Di – the diameter of the feed opening in mm
• Dvf - the diameter of the overflow opening in mm
• Du - the diameter of the underflow opening in mm
• Θ - the cone angle in degrees
• Bl - The length of the barrel in mm
Figure 1 – Dense medium cyclone

The Dutch State Mines (DSM) manual recommended certain standard ratios for the dense
medium cyclone:
Table 1 – DSM cyclone ratios
Cyclone diameter Feed opening
1 0.2
Cyclone diameter Vortex finder
1 0.43
Cyclone diameter Spigot
1 0.3
Cyclone operating head D
Coal 9
Industrial minerals and ores 15-40
Cyclone cone angle 20 degrees
2.0 Different cyclone designs
There is basically two different designs i.e.
• C & CL design
• CE & CEL design
The L donates a lug design at the flanges to replace solid or loose flanges. The main advantage
of the L design is the saving in material and hence the cost of the cyclone.
Both designs use the scrolled evolute design for the inlet which proved the best design from a
capacity and wear point of view.
Data collected on a cast iron densifier proved the advantages of the scrolled evolute design as
shown in table 2:
Table 2 – Cast iron densifier data
Inlet design Material of construction
Wear life (hours)
Tangential Ni hard 2 450
Tangential High chrome 950
Evolute High chrome 1450
Scrolled evolute High chrome 2300

The basic design of the tangential and the scrolled evolute design are shown in figures 2 & 3.
Figure 2 – Tangential inlet Figure 3 – Scrolled evolute inlet
2.1 C design
The C-range of cyclones is one of the earliest cyclone designs by Multotec for dense medium
applications as shown in figure 4. This range was originally designed with an evolute entry of
the inlet and later converted to the scrolled evolute design. Note the 360 degree cast iron
flanges on the inlet head, barrel, cone and spigot segments.
Tangential Inlet Scrolled Evolute Inlet

Figure 4 – High chrome cyclone range
Initially both square and rectangular inlet nozzles were supplied; however, standardization on
square nozzle inlets was implemented to rationalize the part inventory. This enables the cyclone
to treat the maximum size of particle possible as the design of the inlet had an insignificant
influence on the efficiency.
The table below shows the standard ratios for the C design. This is in line with the original DMS
ratios and gives excellent efficiencies and a very stable operation.
Table 3 – Cyclone ratios for C design cyclones
Component Ratio
Inlet nozzle to cyclone diameter Di = 0.2Dc
Overflow outlet to cyclone diameter Do = 0.43Dc
Underflow outlet to overflow diameter Du = 0.5 to 0.8Do

Figure 5 – Cyclone ratios for C design cyclones
Table 4 – Range for C design cyclones
Cyclone size Actual diameter (mm)
C250 250
C360 350
C420 420
C510 510
C610 610
C660 660
C710 710
C900 900

2.2 CE design
The CE-range of cyclones was designed with the following objectives in mind:
• To produce a cyclone with the same capacity, performance and wear life as the C
design, but at a lower cost
• To produce a cast iron cyclone that had component compatibility with the classification
range of cyclones
Figure 6 – CE design
The end result was a cyclone which had a diameter slightly smaller than an equivalent C design
(hence cheaper), but had equivalent process performance. This was achieved principally
through an increase in the inlet nozzle size from 0.2D to 0.23D.

Table 5 – Cyclone ratios for CE design cyclones
Component Ratio
Inlet nozzle to cyclone diameter Di = 0.23Dc
Overflow outlet to cyclone diameter Do = 0.43Dc
Underflow outlet to overflow diameter Du = 0.5 to 0.8Do
Table 6 – Range for CE design cyclones
Cyclone size Actual diameter (mm)
CE420 390
CE510 470
CE610 570
3.0 Comparison between C & CL versus CE & CEL cyclones
The internal diameter of the CE/CEL cyclone range is smaller than the C, and the inlet nozzle is
larger. The net result is that the volumetric capacities of the two types of cyclones are
approximately the same as shown in tables 7 & 8.
Table 7 – C/CL cyclone capacities
Cyclone Type Actual Diameter (mm)
Inlet Nozzle Equivalent (mm)
Capacity at 9D (m3/hr slurry)
Capacity at 15D (m3/hr slurry)
C420 420 85 95 123
C510 510 101 148 191
C610 610 122 225 290
Table 8 – CE/CEL cyclone capacities
Cyclone Type Actual Diameter (mm)
Inlet Nozzle Equivalent (mm)
Capacity at 9D (m3/hr slurry)
Capacity at 15D (m3/hr slurry)
CE420 390 90 99 128
CE510 470 108 145 187
CE610 570 131 224 289

4.0 New consolidated cyclone range
In order to prevent any misunderstanding in the industry it was decided to rationalize the design
and the nomenclature for all the cyclone designs as one range called the L range as shown in
table 9.
Table 9 – CL cyclone range
Cyclone size Actual diameter (mm) Inlet open area
CL200 200 0.2D
CL250 250 0.2D
CL300 300 0.2D
CL350 350 0.2D
CL390 390 0.23D
CL420 420 0.2D
CL470 470 0.23D
CL510 510 0.2D
CL570 570 0.23D
CL610 610 0.2D
CL660 660 0.2D
CL710 710 0.2D
CL900 900 0.2D
CL1150 1150 0.2D
5.0 New Developments
The maintenance cost of the dense medium cyclones in a diamond plant is low in comparison to
other treatment costs and is estimated to be in the order of 0.1%. It makes therefore economic
sense to replace the cyclone as a unit rather than replacing individual components as it is the
core of the process.
A cone/spigot combination was developed as a “throw away” unit once the cyclone reached the
end of its lifetime. Similar to this, an inlet head/vortex finder combination exists for the C900
cyclone which can be extended to the smaller diameter cyclones. The benefit of this is that the
cyclone now effectively only consists of two loose parts – the inlet head/vortex finder and
cone/spigot combination. This saves assembly time and also eliminates the risk of off-centre
joints that may affect the efficiency of the separation.

Figure 7 – Cone/spigot combination
Figure 8 – Inlet head/vortex finder combination
8.0 Planning of the maintenance of the dense medium cyclones through the use of
Hawkeye software
Plant maintenance can have its challenges in terms of time, the availability of people, the
availability of equipment and the availability of stocks.
Hawkeye is a predictive maintenance software program developed by Multotec. The objectives
were:
• Determine the expected life based on the wear rate and performance data as a function
of tonnages treated
• Predict the replacement date
In the case of the high chrome cast iron cyclone, Ultrasonic Testing (UT) with high frequency
sound energy is used to make thickness measurements from which the wear rate can be
calculated.

The cone is divided into imaginary planes as shown in figure 9. Measurements are taken of the
cone at different points. The cast iron thickness is measured. The measurements are repeated
at certain intervals based on time or tonnage treated.
Figure 9 – Hawkeye setup
A profile can now be drawn up of the wear pattern. The following data is recorded in the
Hawkeye database:
• The date of inspection
• The cyclone description
• Equipment number
• Operating pressure
• Throughput (t/hr)
• Wear measurements
9.0 Conclusions
Cast iron is still the preferred material of construction for the diamond industry due to the
potential catastrophic failure of ceramic materials.
Standardizing on one cast iron cyclone range will make cyclone identification easier in the
industry. The new nomenclature will refer to actual cyclone diameter.
The “throw away” cyclone will be more simplistic, consisting of two loose parts only and will
prevent inward steps due to incorrect assembly and the potential loss of diamonds.
Hawkeye measurements will enable the end user to predict when a cyclone should be replaced
once a database of history has been built up.
Cone Inspection
Front View
LH Cyclone
RH Cyclone
LH inlet
1 2
3456
Material Flow

10.0 References
1) Reeves, TJ & Platt, BI 1988, ‘Maximizing efficiency in dense medium plants’, The Third
Samancor Symposium on Dense Medium Separation 29 February – 1 March 1988, Riviera
International Hotel and Country Club Vereeniging, South Africa.
2) Bekker, E 2012, ‘DMS Cyclone Presentation – DMS Basics’.
3) Communication with J Engelbrecht, Director International Business Division, January 2013.
4) Dos Santos, R 2011, ‘Hawkeye for Cyclones – Tools and Inspection Procedure’.