Heat treatment of welding
25
ش ی آزما تاد س ا ندس مه: ر مه د ا ر روه گ ضاء ع ا مدی مح د ا ز به: – مد ح ا مدی ح ا– ی ج ر ف ید سع
-
Upload
behzad-daneshjou-mohammadi -
Category
Education
-
view
207 -
download
7
description
Heat Treatment in weld by : behzad mohamamdi
Transcript of Heat treatment of welding
آزمایش
رادمهر : مهندس استاد
سعید فرجی – احمدی احمد – : بهزادمحمدیاعضاءگروه
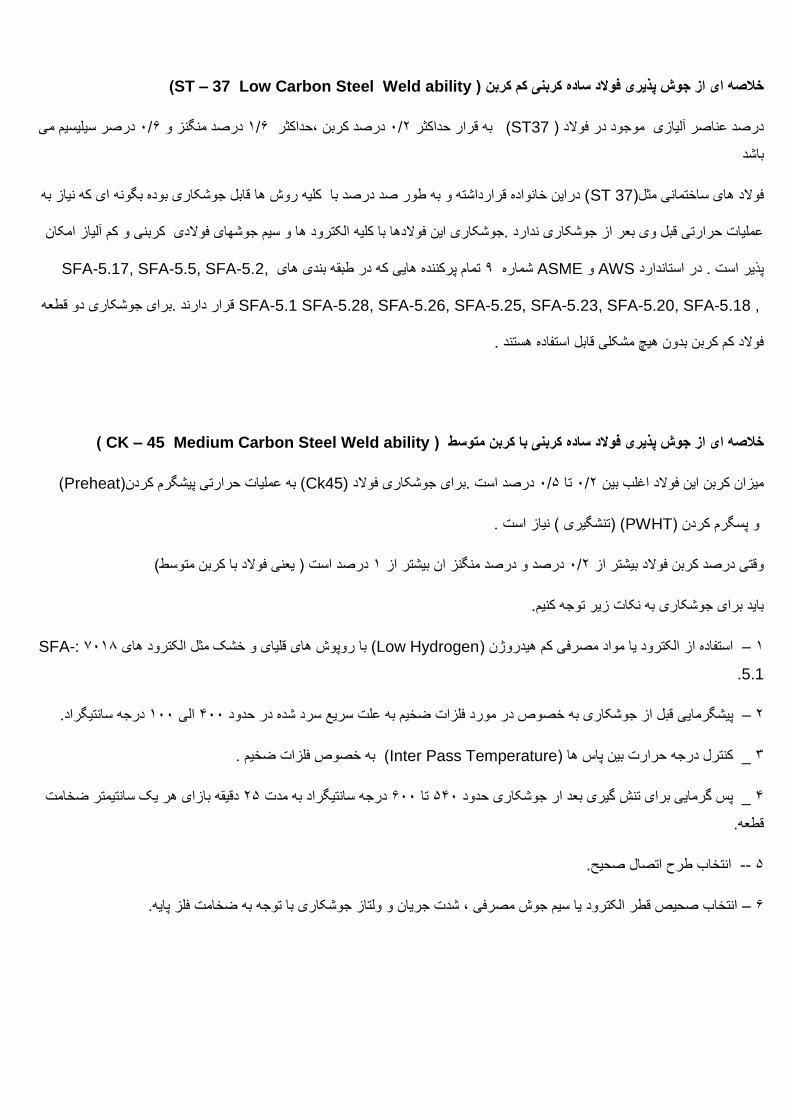
( ST – 37 Low Carbon Steel Weld ability) خالصه ای از جوش پذیری فوالد ساده کربنی کم کربن
درصر سیلیسیم می 6/0درصد منگنز و 6/1درصد کربن ،حداکثر 2/0به قرار حداکثر ( ST37موجود در فوالد ) آلیازی درصد عناصر
باشد
( دراین خانواده قرارداشته و به طور صد درصد با کلیه روش ها قابل جوشکاری بوده بگونه ای که نیاز به ST 37فوالد های ساختمانی مثل)
عملیات حرارتی قبل وی بعر از جوشکاری ندارد .جوشکاری این فوالدها با کلیه الکترود ها و سیم جوشهای فوالدی کربنی و کم آلیاز امکان
,SFA-5.17, SFA-5.5, SFA-5.2تمام پرکننده هایی که در طبقه بندی های 9شماره ASMEو AWSپذیر است . در استاندارد
SFA-5.1 SFA-5.28, SFA-5.26, SFA-5.25, SFA-5.23, SFA-5.20, SFA-5.18 , قرار دارند .برای جوشکاری دو قطعه
فوالد کم کربن بدون هیچ مشکلی قابل استفاده هستند .
( CK – 45 Medium Carbon Steel Weld abilityفوالد ساده کربنی با کربن متوسط )خالصه ای از جوش پذیری
(Preheat( به عملیات حرارتی پیشگرم کردن)(Ck45درصد است .برای جوشکاری فوالد 5/0تا 2/0میزان کربن این فوالد اغلب بین
( )تنشگیری ( نیاز است .PWHTو پسگرم کردن )
درصد است ) یعنی فوالد با کربن متوسط( 1درصد و درصد منگنز ان بیشتر از 2/0بیشتر از وقتی درصد کربن فوالد
باید برای جوشکاری به نکات زیر توجه کنیم.
-SFA: 8017( با روپوش های قلیای و خشک مثل الکترود های Low Hydrogenاستفاده از الکترود یا مواد مصرفی کم هیدروژن ) – 1
5.1.
درجه سانتیگراد. 100الی 000شده در حدود یی قبل از جوشکاری به خصوص در مورد فلزات ضخیم به علت سریع سرد پیشگرما – 2
( به خصوص فلزات ضخیم .Inter Pass Temperature_ کنترل درجه حرارت بین پاس ها ) 3
دقیقه بازای هر یک سانتیمتر ضخامت 25به مدت درجه سانتیگراد 600تا 500_ پس گرمایی برای تنش گیری بعد ار جوشکاری حدود 0
قطعه.
انتخاب طرح اتصال صحیح. -- 5
انتخاب صحیص قطر الکترود یا سیم جوش مصرفی ، شدت جریان و ولتاز جوشکاری با توجه به ضخامت فلز پایه. – 6
ST37آزمایش فوالد
( Low Carbon Steel)درصد کربن ( ST37( )2/0کربن )نمونه فوالد ساده کربنی کم 3برای انجام این آزمایش
( Sample Number one) 1نمونه شماره
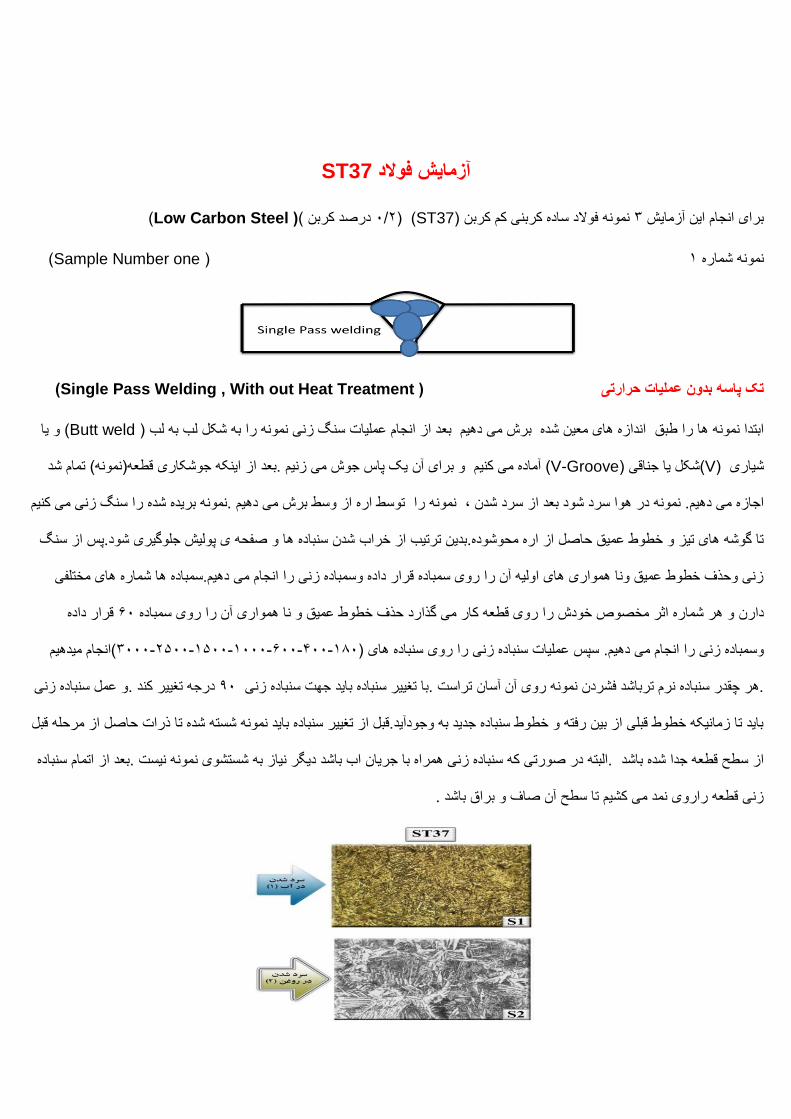
(Single Pass Welding , With out Heat Treatment ) تک پاسه بدون عملیات حرارتی
و یا ( Butt weldد از انجام عملیات سنگ زنی نمونه را به شکل لب به لب )عاندازه های معین شده برش می دهیم ب ا طبق ها ر نمونهابتدا
تمام شد )نمونه(یک پاس جوش می زنیم .بعد از اینکه جوشکاری قطعه و برای آن ( آماده می کنیم V-Groove(شکل یا جناقی )Vشیاری )
.نمونه بریده شده را سنگ زنی می کنیم برش می دهیم توسط اره از وسط را نمونه ، . نمونه در هوا سرد شود بعد از سرد شدناجازه می دهیم
شدن سنباده ها و صفحه ی پولیش جلوگیری شود.پس از سنگ تا گوشه های تیز و خطوط عمیق حاصل از اره محوشوده.بدین ترتیب از خراب
زنی وحذف خطوط عمیق ونا همواری های اولیه آن را روی سمباده قرار داده وسمباده زنی را انجام می دهیم.سمباده ها شماره های مختلفی
قرار داده 60آن را روی سمباده حذف خطوط عمیق و نا همواری و هر شماره اثر مخصوص خودش را روی قطعه کار می گذارد دارن
(انجام میدهیم 3000-2500-1500-1000-600-000-170سپس عملیات سنباده زنی را روی سنباده های )وسمباده زنی را انجام می دهیم.
کند .و عمل سنباده زنی درجه تغییر 90تراست .با تغییر سنباده باید جهت سنباده زنی .هر چقدر سنباده نرم ترباشد فشردن نمونه روی آن آسان
رحله قبل باید تا زمانیکه خطوط قبلی از بین رفته و خطوط سنباده جدید به وجودآید.قبل از تغییر سنباده باید نمونه شسته شده تا ذرات حاصل از م
مونه نیست .بعد از اتمام سنباده .البته در صورتی که سنباده زنی همراه با جریان اب باشد دیگر نیاز به شستشوی ن باشد از سطح قطعه جدا شده
زنی قطعه راروی نمد می کشیم تا سطح آن صاف و براق باشد .
الوگرافی پولیش کردن است .و پولیش را زمانی انجام می دهیم که تحساس ترین و مهمترین مراحل آماده سازی برای آزمایش م پولیش :
تفاده می شود .ساز بین بردن خطوط نهایی سنباده اسطح نمونه کامال صاف و صیقلی باشد .پولیش برای
: اچ
هدف از اچ کردن قابلیت رویت ساختن خیلی از ویژگی های ساختاری فلز یا آلیاز است .فرایند باید طوری باشد که قسمتهای مختلف ساختار
مناسب از محلول اچ پیکرال انجام می گیرد که معرض سطح میکروسکوپی را بتوان به وضوح تشخیص داد .این کار با استفاده ار معرفی های
نمونه مورد نظررادر داخل محلول اچ به مدت معین حرکت می دهند سپس با اب و الکل سطح آن پولیش شده واکنش شیمیای نشان می دهد .
ولترین روشهای اچ کردن می باشد در این اچ از قدیمی ترین و متدا راتمیز می کنند این روش معموال برای اچ میکروسکوپی انجام می شود.
روش واکنش بین محلول اچ و نمونه استفاده شده می باشد .و هیچ جریان خارجی مورداستفاده قرار نمی گیرد .محلول اچ بایدبراساس نوع متلایر
انتخاب شود .
نوع محلول اچ و غلظت محلول بستگی دارد(.–زمان اچ کردن به عواملی همچون : )ساختار
: سازی ومو يآماد
آمادي سازی ومو متالگرافی را تا دذ زیادی می تان یک ىر داوست مؼمال در آزمایطگاي ای مختلف از ضیي ای متفاتی ترای
تا تج ت وع فلس آمادي سازی ومو استفادي می ضد تا تج ت ایىک فلسات از وظر سختی تافت تا یکذیگر متفات ستىذ از ایه ر
مرد آزمایص رش آمادي سازی ومو ممکه است کمی متفات تاضذ لی تصرت کلی ػملیات آمادي سازی ومو ا مطات مي تاضذ.
ترای آضىایی تا فرایىذ آمادي سازی یک ومو متالگرافی رش رایج در مرد آه فالد مرد تررسی قرار می گیرد.
:ضرح
کچک ک از یک قطؼ فالدی جذا ضذي را در وظر تگیریذ ک یک سطخ تخت مىاسة در یک طرف ایه ومو تسیل اري کردن یک ومو
میلیمتر ضخامت یک دم ایىچ 52سىگ زوی آمذي ضذي است رش مؼمل ایىست ک ایه ومو در یک قرظ پالستیکی تا قطر یک ایىچ
و ک قرار است پلیص ضد در یک طرف دیسک قرار تگیرد .دریک رش ترای تلیذ ایه قرظ وصة می ضد ت طری ک سطذی از وم
ومو در داخل یک قالة سادي استاو ای قرار دادي ضذي سپس رزیه اپکسی مایغ در داخل قالة ریخت می ضد ایه مرادل ت چار
مردل مختلف طثق تىذی می ضد :
( سایص ورم1
خطه( پرداخت 5
( پرداخت وایی3
( اچ کردن4
در س قسمت ال ذف اصلی کاص ضخامت الی تغییر ضکل یافت زیر سطخ ومو است ػملیات ترش سىگ زوی سایص فلس وسدیک
سطخ ت سطخ را ت ضذت تغییر ضکل می دىذ ساختار اقؼی فلس تىا زماوی آضکار می ضد ک الی تغییر ضکل یافت کامال از ری
ترداضت ضد چن ر مردل از آمادي سازی ومو ویس ت خدی خد تاػث تغییر ضکل در سطخ می ضد ، تىاترایه در ر مردل تایذ از
سایىذي ای ورم تر از قثلی استفادي ضد ر سایىذي سثة جذا ضذن الی تغییر ضکل یافت واضی از مردل قثل می ضد در دالی ک
یک الی اػجاج یافت تا ػمق کمتر ویس تلیذ می کىذ میه سایىذي ،
:ومو گیر
ومو تی ضذي تراي مطالؼات متالگرافي تا میکرسکپ، کچک تدي تا قثل از رسیذن ت تررسي اي میکرسکپي کاراي زيادي تر
تذت کىترل ثاتت تاضذ ک کار کردن تر ري آن تا ري آن صرت مي گیرد . تىا تر ايه الزم است ک ومو تسط يک ومو گیر طري
سلت اوجام ضد . جىس ومو گیر ا مؼمال از فالد ورم ، فالد ضذ زوگ ، آلیاژاي آلمیىیم آلیاژاي مس مي تاضذ.
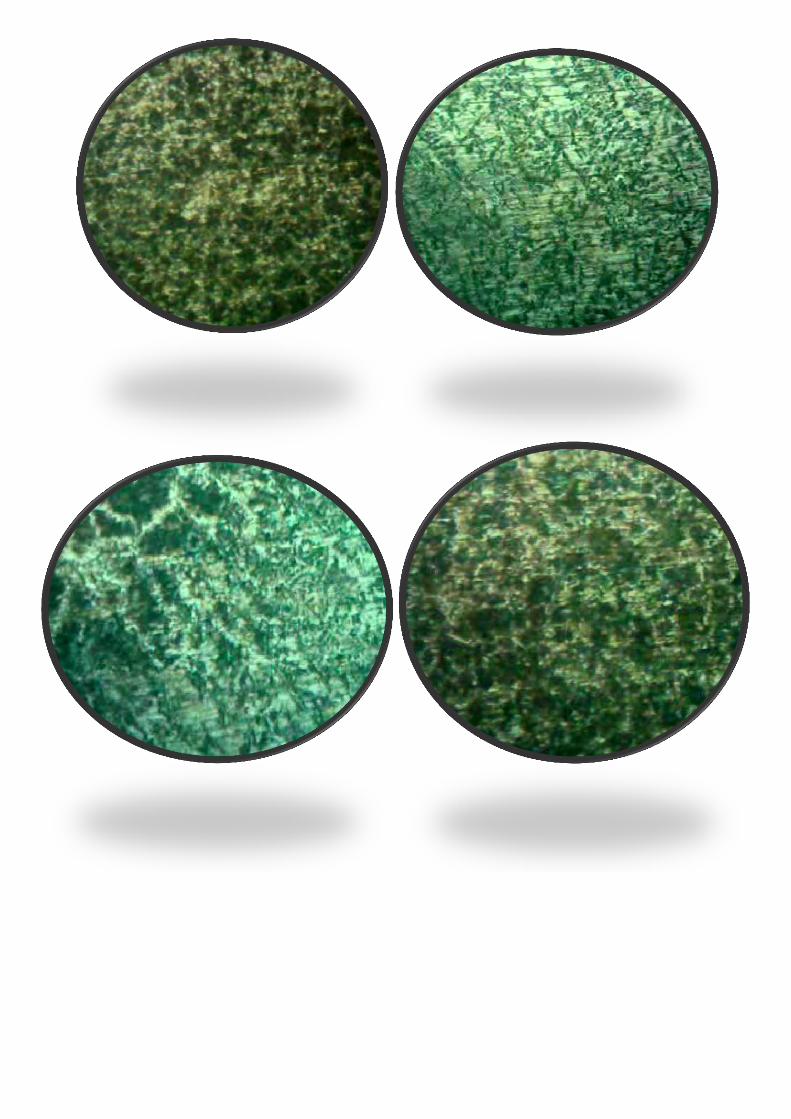
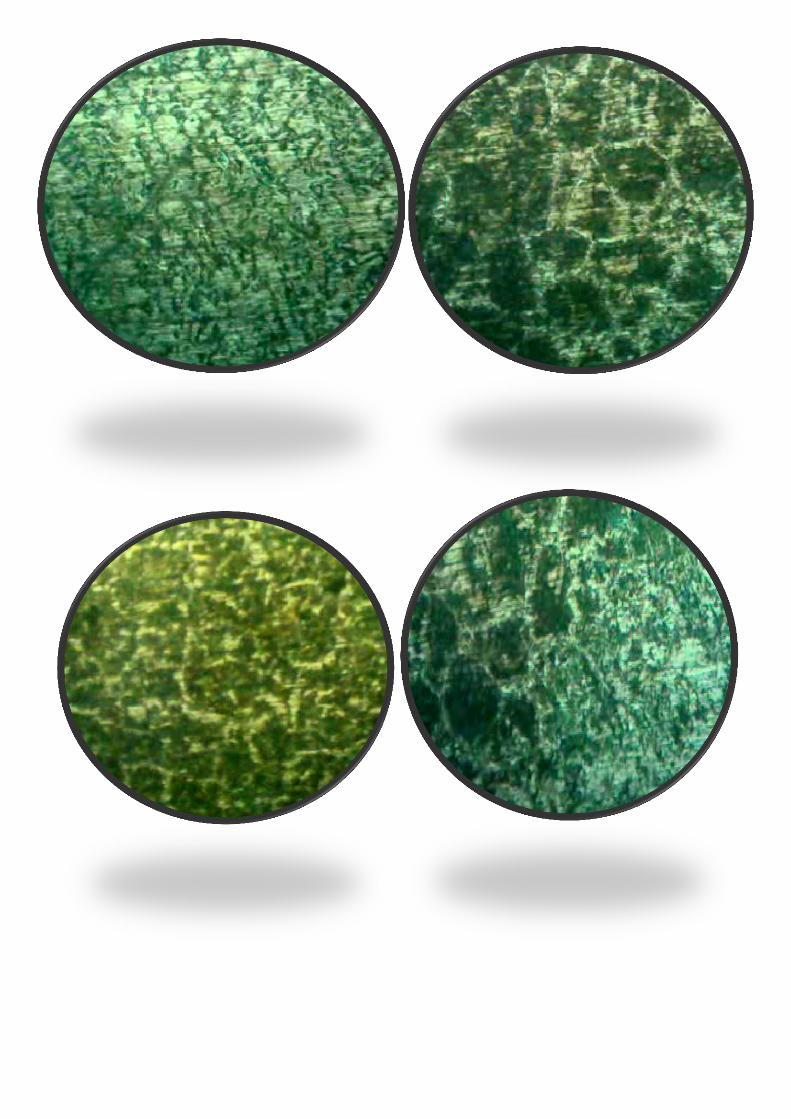
میکروسکوپ :
اندازه دانه ها و اندازه ، شکل توزیع فاز های با میکروسکوپ می توان( مطالعه میکروسکوپی ویژکی های ساختاری یک فلز یا یک آلیاژ)
مختلف و ناخالصی ها یی را که روی خوص مکانیکی یک فلز تاثیر دارند تعیین کرد . ساختار میکروسکوپی ، عملیات مکانیکی و حرارتی یک
فلز را آشکار می کند و حتی می توان رفتار مورد نظر آن را تحت شرایط معینی پیشگویی کرد .
ه نشان داده است که موفقیت در مطالعات میکروسکوپی بیشتر به توجهی که در آماده سازی نمونه مبذول می شود بستگی دارد .تجرب
آماده سازی شده آشکار نخواهد کرد .روش آماده سازی یک نمونه نسبتا ساده است میکروسکوپ ها ساختار میکروسکوپی نمونه ای که ضعیف
د که فقط با تمرین مداوم توسعه یافته است . بعد از آماده سازی ، در نهایت چیزی که بوجود می آید یک سطح صاف و به تکنیکی مربوط می شو
آینه و بدون خراش است .
: ومو متالگرافي
اوتخاب ضذي از سطخ يک ومو متالگرافي مطلب تراي مطالؼات میکرسکپي ماکرسکپي ساختار ، ت درستي تا دقت
ت مىظر تررسي دقیق تر جسئیات ساختاري ، الزم است ک سطخ ومو ػاري از ر گو تغیرات واضي از مىاسثي ترخردار است
ػملیات ومو ترداري آمادي سازي ومو تدي ، فاقذ ر گو لک ، خراش تغییر ضکل تاضذ . در ماردي خاظ ویس تايذ لث يا وک
ومو ا مذافظت گردد . تی آمادي سازي وادرست وامىاسة مي تاوذ ت وتايج غلط مىجر گردد.
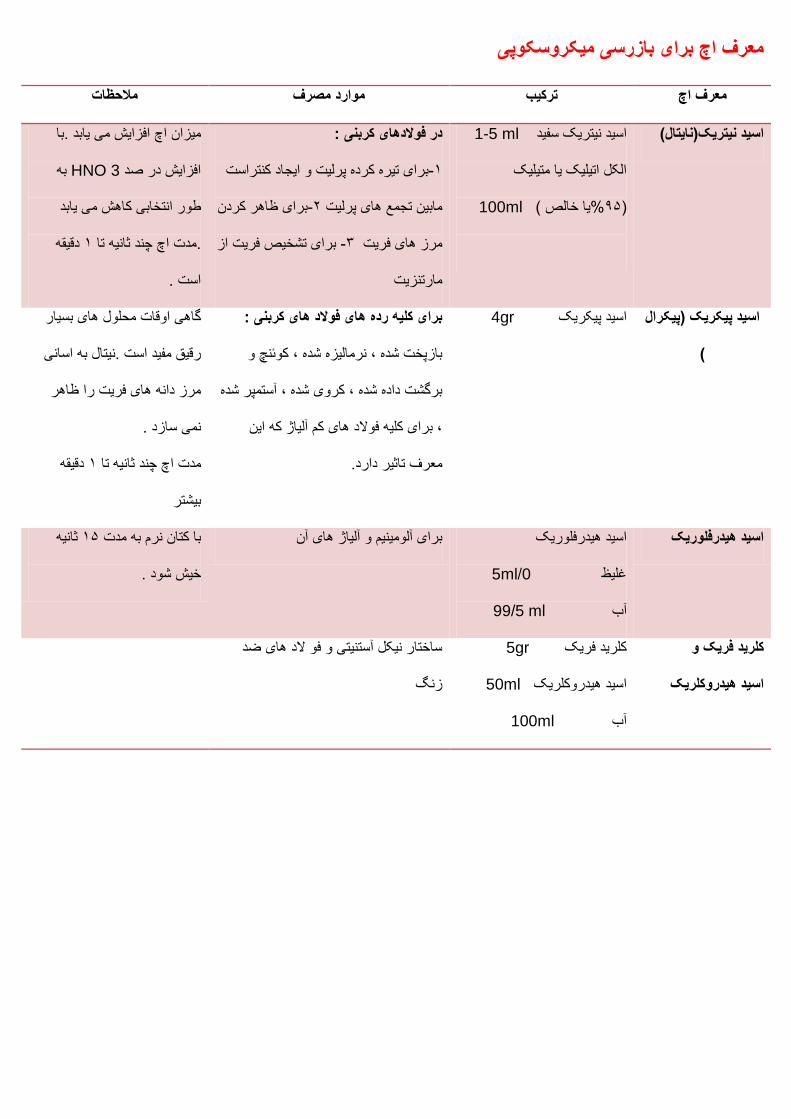
معرف اچ برای بازرسی میکروسکوپی
مالحظات موارد مصرف ترکیب معرف اچ
ml 5-1 اسید نیتریک سفید اسید نیتریک)نایتال(
الکل اتیلیک یا متیلیک
100ml %یا خالص ( 95)
در فوالدهای کربنی :
برای تیره کرده پرلیت و ایجاد کنتراست -1
برای ظاهر کردن -2مابین تجمع های پرلیت
برای تشخیص فریت از -3مرز های فریت
مارتنزیت
میزان اچ افزایش می یابد .با
به HNO 3افزایش در صد
طور انتخابی کاهش می یابد
دقیقه 1.مدت اچ چند ثانیه تا
است .
اسید پیکریک )پیکرال
)
برای کلیه رده های فوالد های کربنی : 4gr اسید پیکریک
بازپخت شده ، نرمالیزه شده ، کوئنچ و
برگشت داده شده ، کروی شده ، آستمپر شده
، برای کلیه فوالد های کم آلیاژ که این
معرف تاثیر دارد.
گاهی اوقات محلول های بسیار
یتال به اسانی رقیق مفید است .ن
مرز دانه های فریت را ظاهر
نمی سازد .
دقیقه 1مدت اچ چند ثانیه تا
بیشتر
اسید هیدرفلوریک اسید هیدرفلوریک
0/5mlغلیظ
ml 99/5آب
ثانیه 15با کتان نرم به مدت برای آلومینیم و آلیاژ های آن
خیش شود .
کلرید فریک و
اسید هیدروکلریک
5grکلرید فریک
50ml اسید هیدروکلریک
100mlآب
ساختار نیکل آستنیتی و فو الد های ضد
زنگ
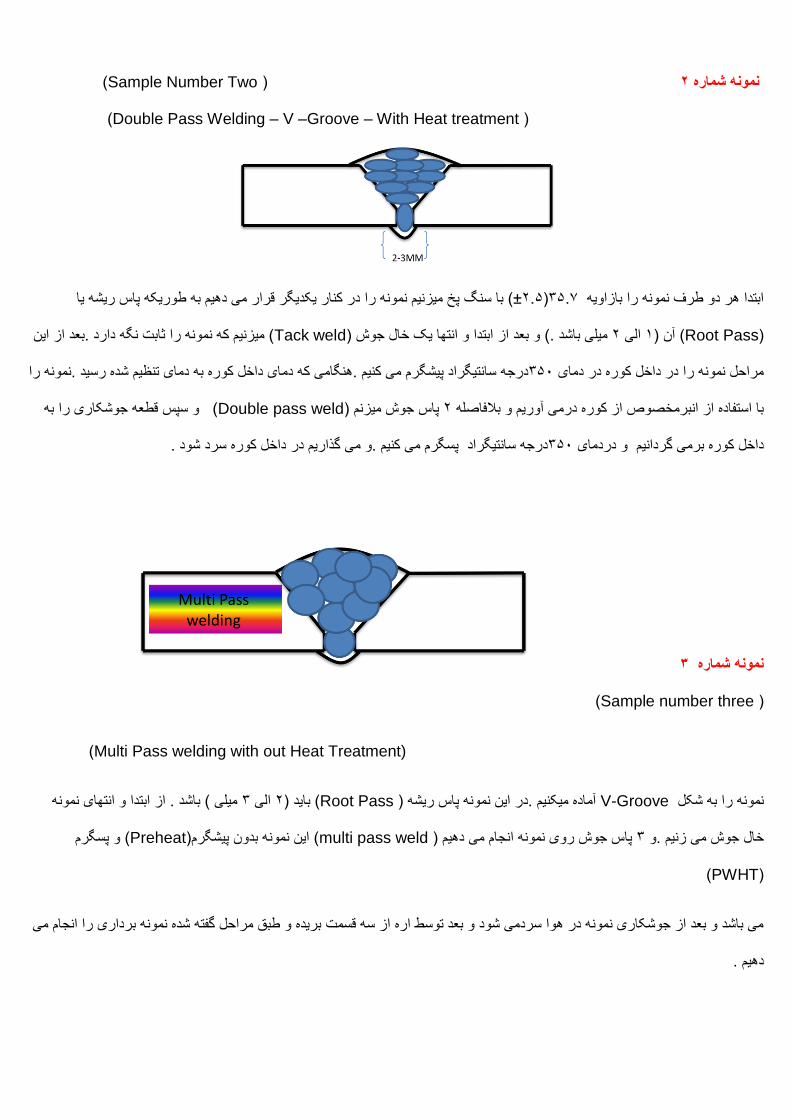
( Sample Number Two) 2نمونه شماره
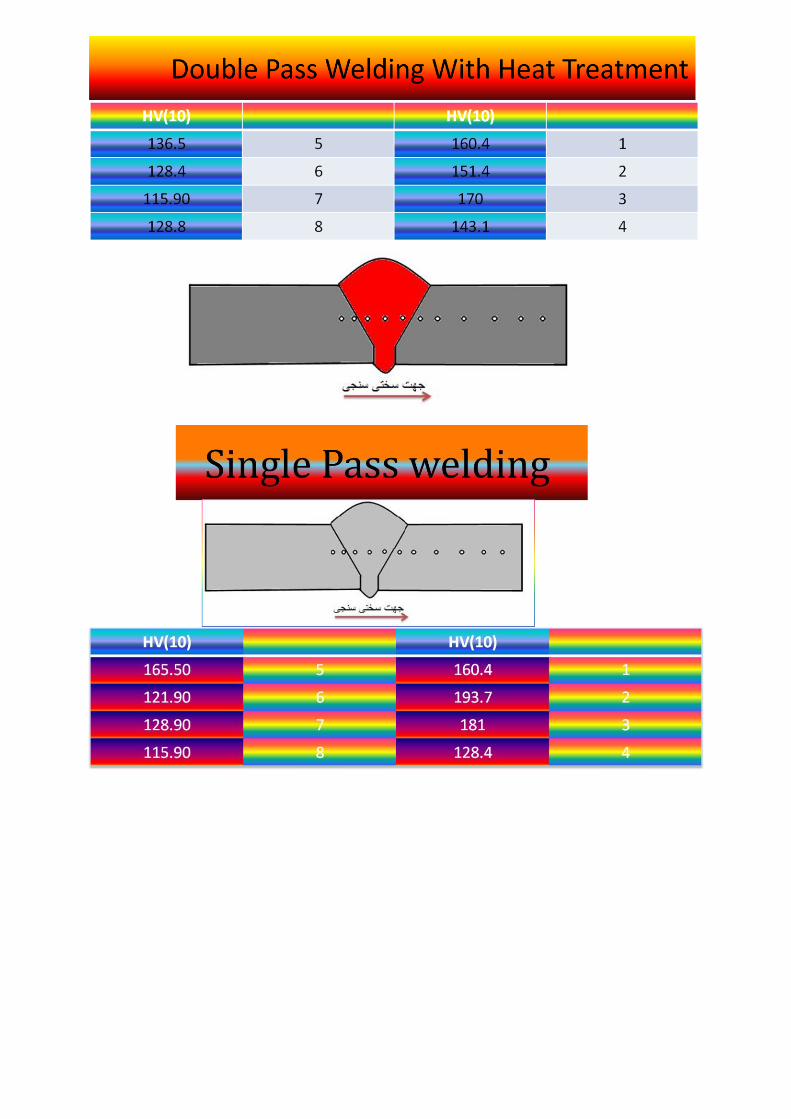
(Double Pass Welding – V –Groove – With Heat treatment )
پخ میزنیم نمونه را در کنار یکدیگر قرار می دهیم به طوریکه پاس ریشه یا با سنگ ( ±2.5)35.8ابتدا هر دو طرف نمونه را بازاویه
(Root Pass) ( میلی باشد .( و بعد از ابتدا و انتها یک خال جوش ) 2الی 1آنTack weld میزنیم که نمونه را ثابت نگه دارد .بعد از این )
رم می کنیم .هنگامی که دمای داخل کوره به دمای تنظیم شده رسید .نمونه را درجه سانتیگراد پیشگ350مراحل نمونه را در داخل کوره در دمای
( و سپس قطعه جوشکاری را به Double pass weldپاس جوش میزنم ) 2با استفاده از انبرمخصوص از کوره درمی آوریم و بالفاصله
ی گذاریم در داخل کوره سرد شود .درجه سانتیگراد پسگرم می کنیم .و م350داخل کوره برمی گردانیم و دردمای
3نمونه شماره
(Sample number three )
Multi Pass welding with out Heat Treatment))
میلی ( باشد . از ابتدا و انتهای نمونه 3الی 2( باید ) Root Passآماده میکنیم .در این نمونه پاس ریشه ) V-Grooveنمونه را به شکل
( و پسگرم Preheat( این نمونه بدون پیشگرم) multi pass weld)س جوش روی نمونه انجام می دهیم پا 3خال جوش می زنیم .و
(PWHT)
می باشد و بعد از جوشکاری نمونه در هوا سردمی شود و بعد توسط اره از سه قسمت بریده و طبق مراحل گفته شده نمونه برداری را انجام می
دهیم .
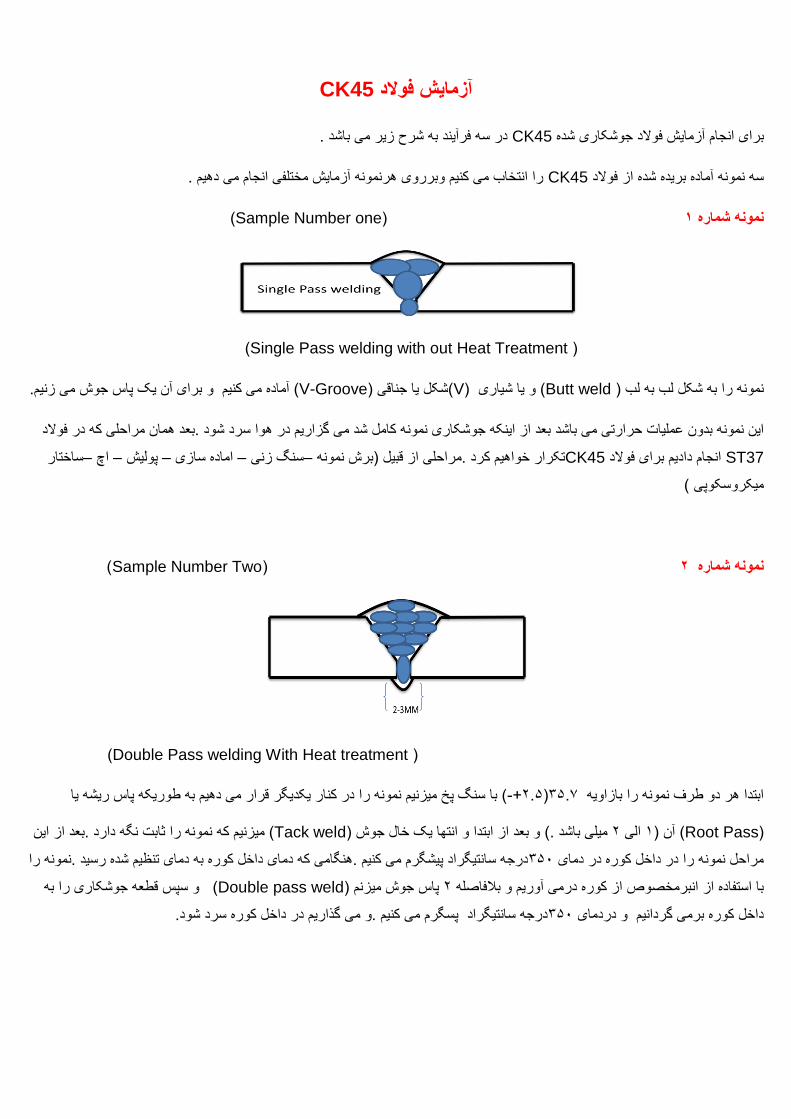
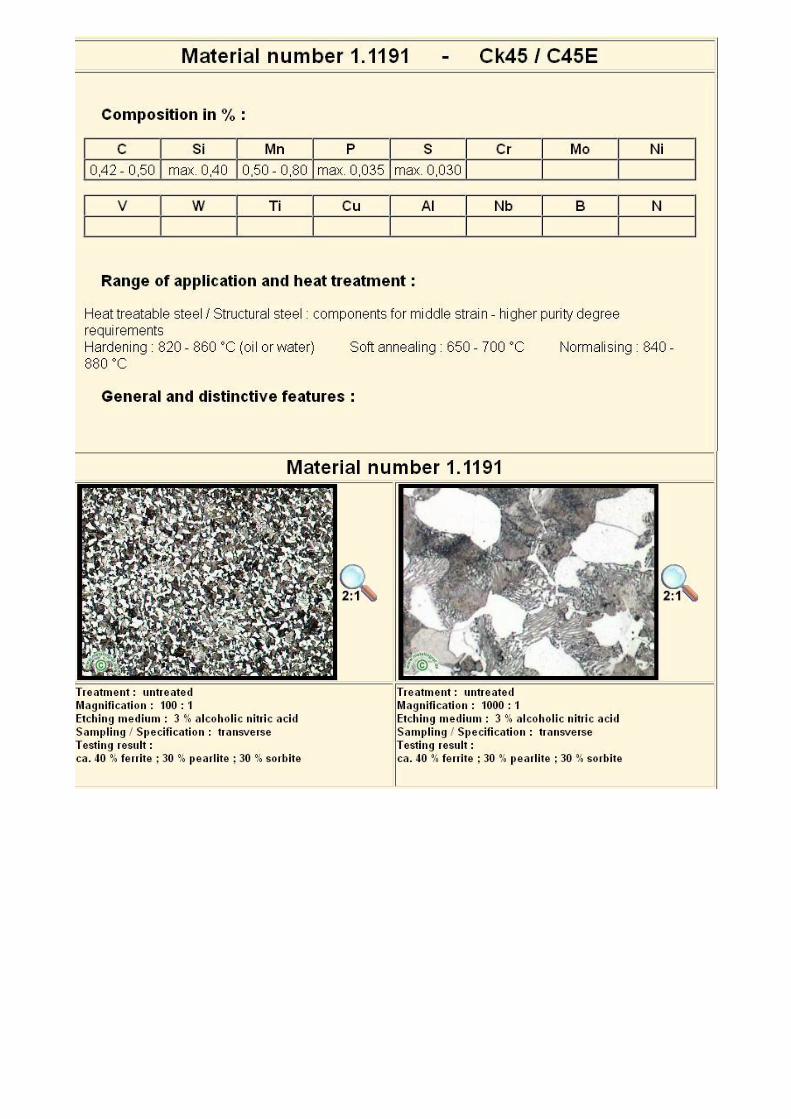
CK45آزمایش فوالد
در سه فرآیند به شرح زیر می باشد . CK45آزمایش فوالد جوشکاری شده انجامبرای
را انتخاب می کنیم وبرروی هرنمونه آزمایش مختلفی انجام می دهیم . CK45سه نمونه آماده بریده شده از فوالد
(Sample Number one) 1نمونه شماره
(Single Pass welding with out Heat Treatment )
.( آماده می کنیم و برای آن یک پاس جوش می زنیمV-Groove(شکل یا جناقی )V( و یا شیاری ) Butt weldنمونه را به شکل لب به لب )
د همان مراحلی که در فوالد عبعد از اینکه جوشکاری نمونه کامل شد می گزاریم در هوا سرد شود .بارتی می باشد این نمونه بدون عملیات حر
ST37 انجام دادیم برای فوالدCK45 ساختار –اچ –پولیش –اماده سازی –سنگ زنی –تکرار خواهیم کرد .مراحلی از قبیل )برش نمونه
میکروسکوپی (
( Sample Number Two) 2نمونه شماره
(Double Pass welding With Heat treatment )
( با سنگ پخ میزنیم نمونه را در کنار یکدیگر قرار می دهیم به طوریکه پاس ریشه یا -+2.5)35.8ابتدا هر دو طرف نمونه را بازاویه
(Root Pass) ( میلی باشد .( و بعد از ابتدا و انتها یک خال جوش ) 2الی 1آنTack weld میزنیم که ) نمونه را ثابت نگه دارد .بعد از این
درجه سانتیگراد پیشگرم می کنیم .هنگامی که دمای داخل کوره به دمای تنظیم شده رسید .نمونه را 350مراحل نمونه را در داخل کوره در دمای
سپس قطعه جوشکاری را به ( و Double pass weldپاس جوش میزنم ) 2با استفاده از انبرمخصوص از کوره درمی آوریم و بالفاصله
.درجه سانتیگراد پسگرم می کنیم .و می گذاریم در داخل کوره سرد شود350داخل کوره برمی گردانیم و دردمای
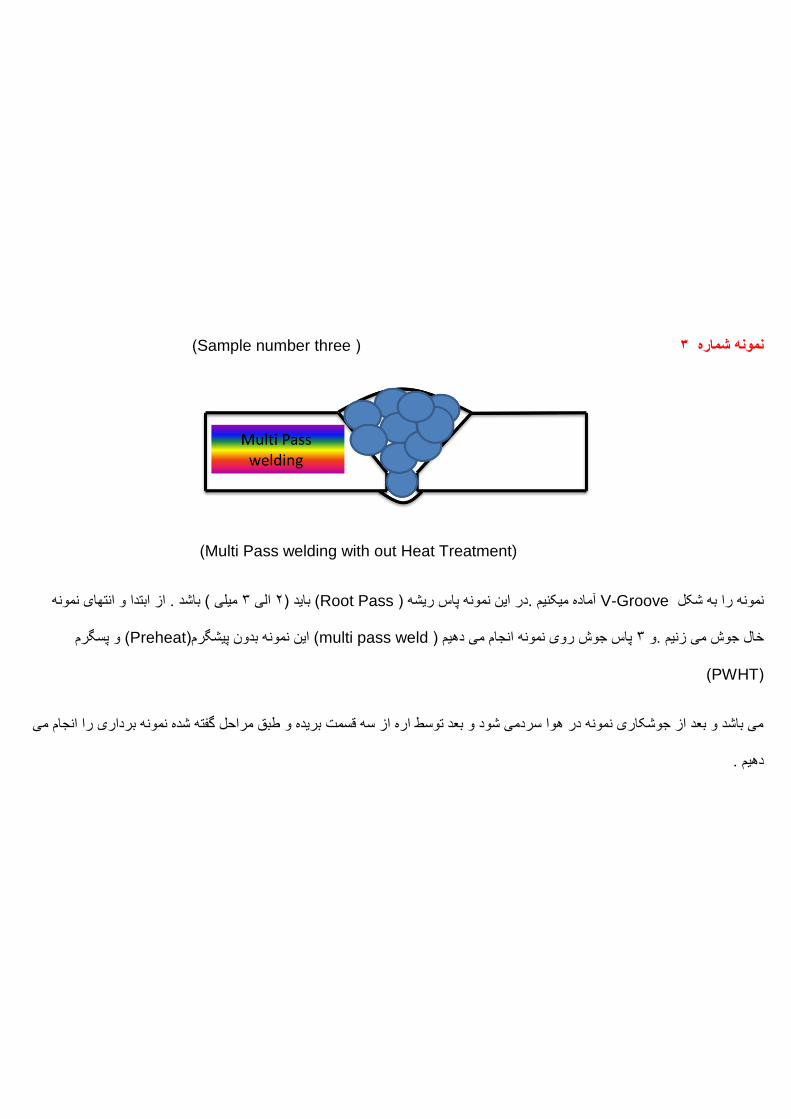
( Sample number three) 3نمونه شماره
Multi Pass welding with out Heat Treatment))
میلی ( باشد . از ابتدا و انتهای نمونه 3الی 2( باید ) Root Passآماده میکنیم .در این نمونه پاس ریشه ) V-Grooveنمونه را به شکل
( و پسگرم Preheat( این نمونه بدون پیشگرم) multi pass weldپاس جوش روی نمونه انجام می دهیم ) 3خال جوش می زنیم .و
(PWHT)
می باشد و بعد از جوشکاری نمونه در هوا سردمی شود و بعد توسط اره از سه قسمت بریده و طبق مراحل گفته شده نمونه برداری را انجام می
دهیم .
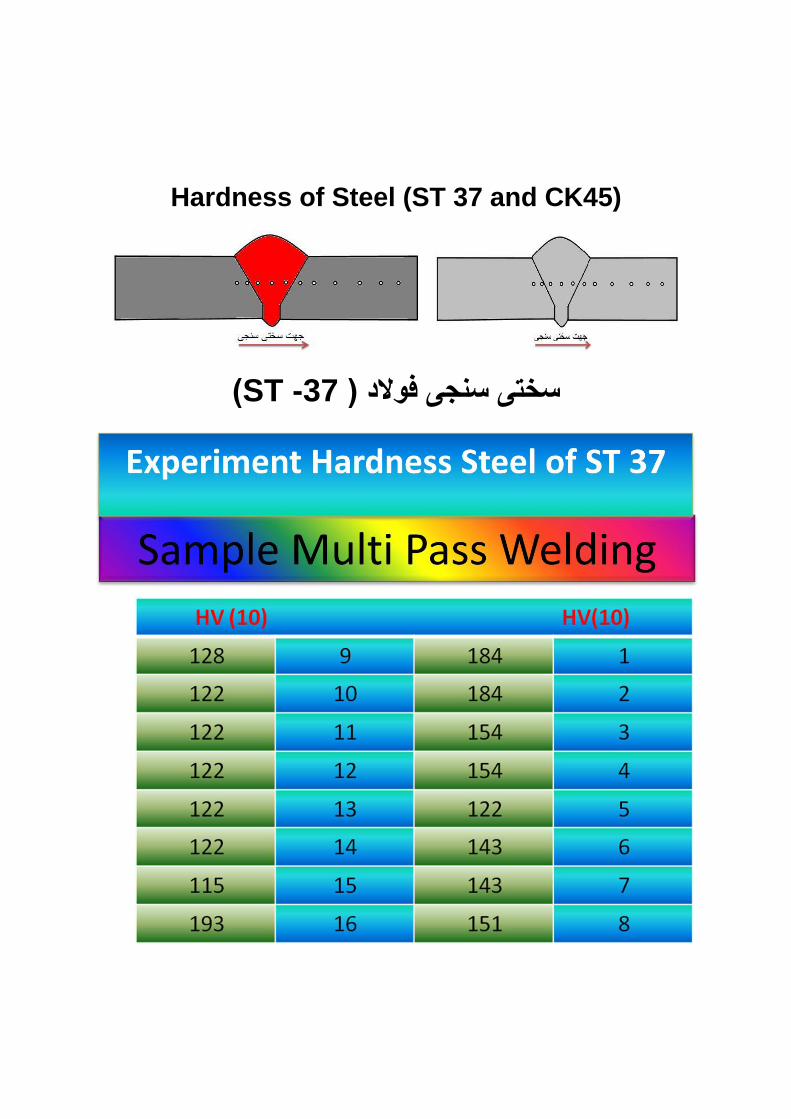
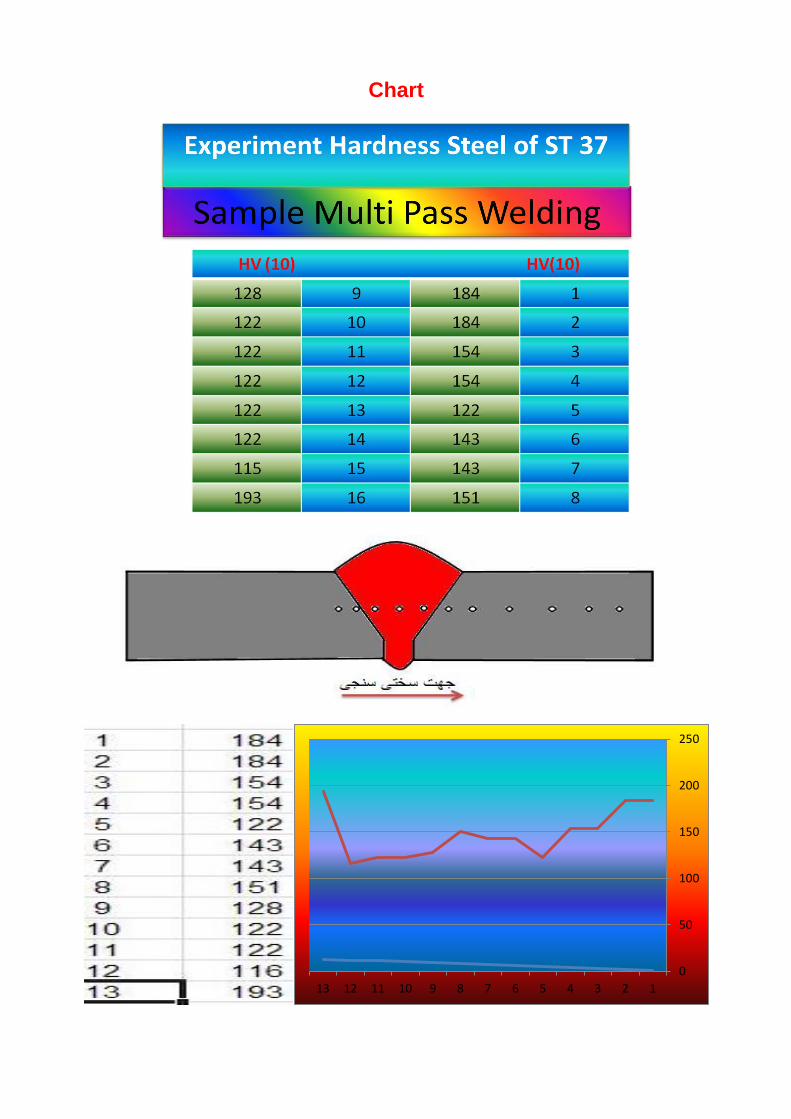
Hardness of Steel (ST 37 and CK45)
( ST -37سختی سنجی فوالد )
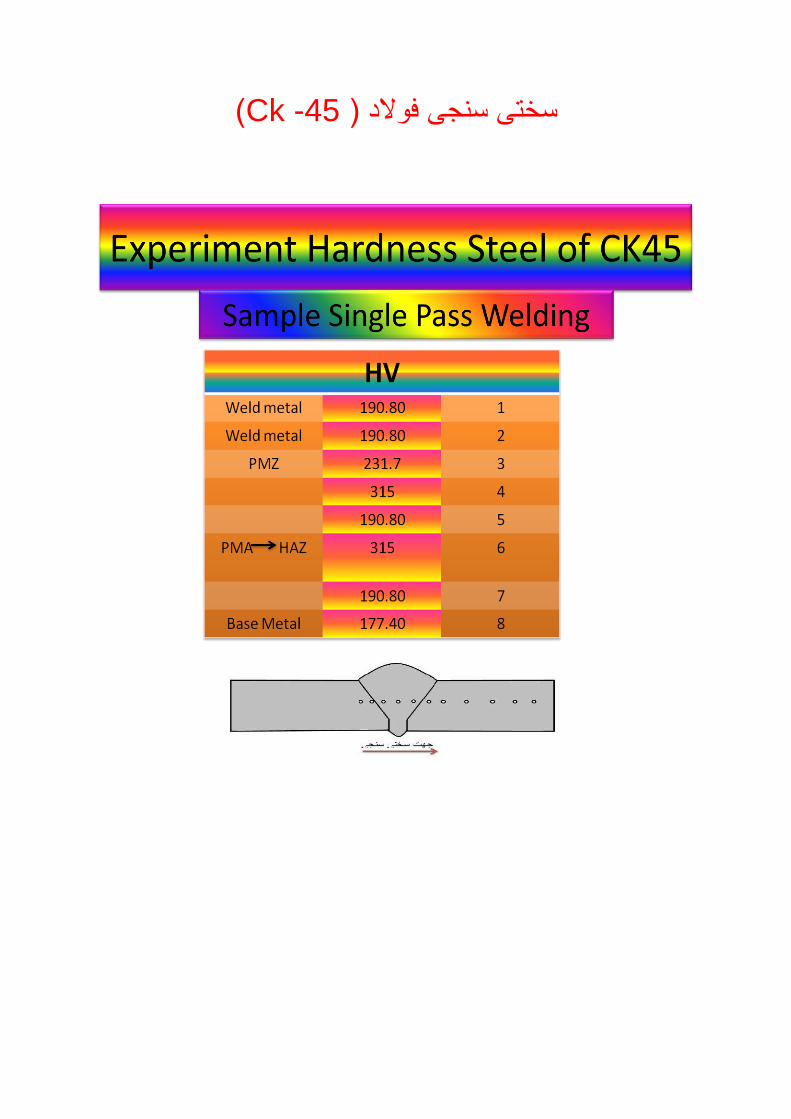
( Ck -45سختی سنجی فوالد )
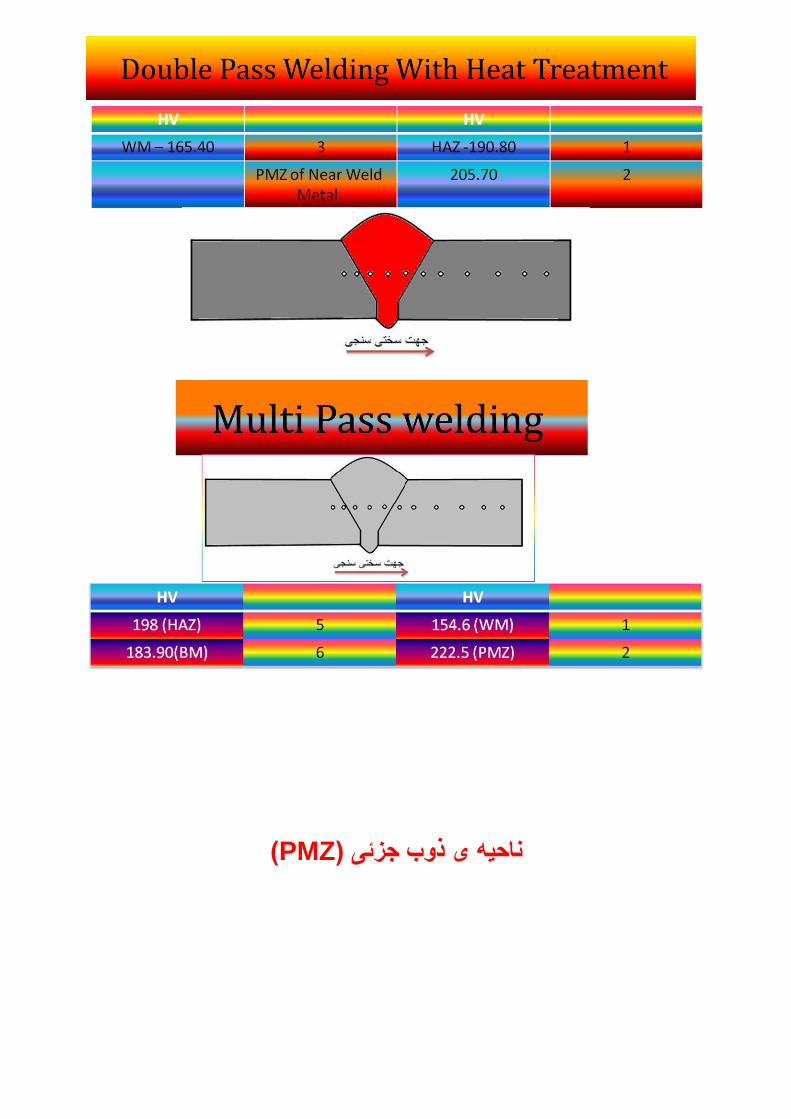
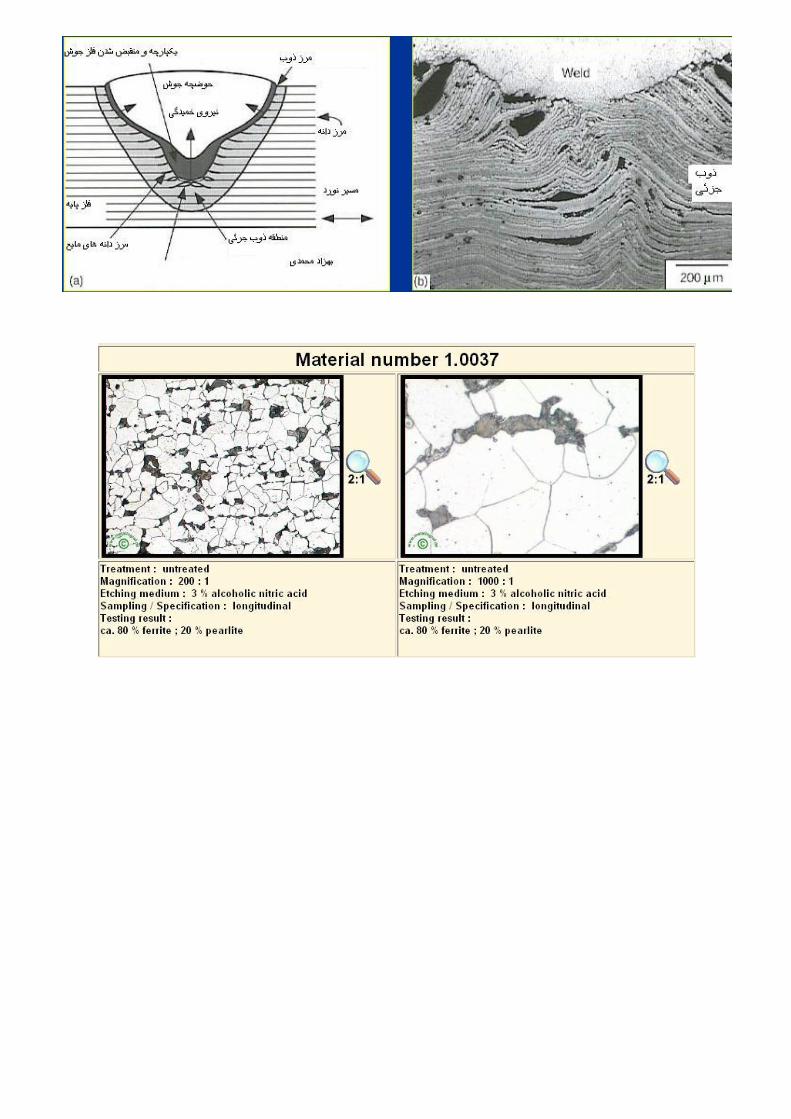
(PMZذوب جزئی ) ی ناحیه
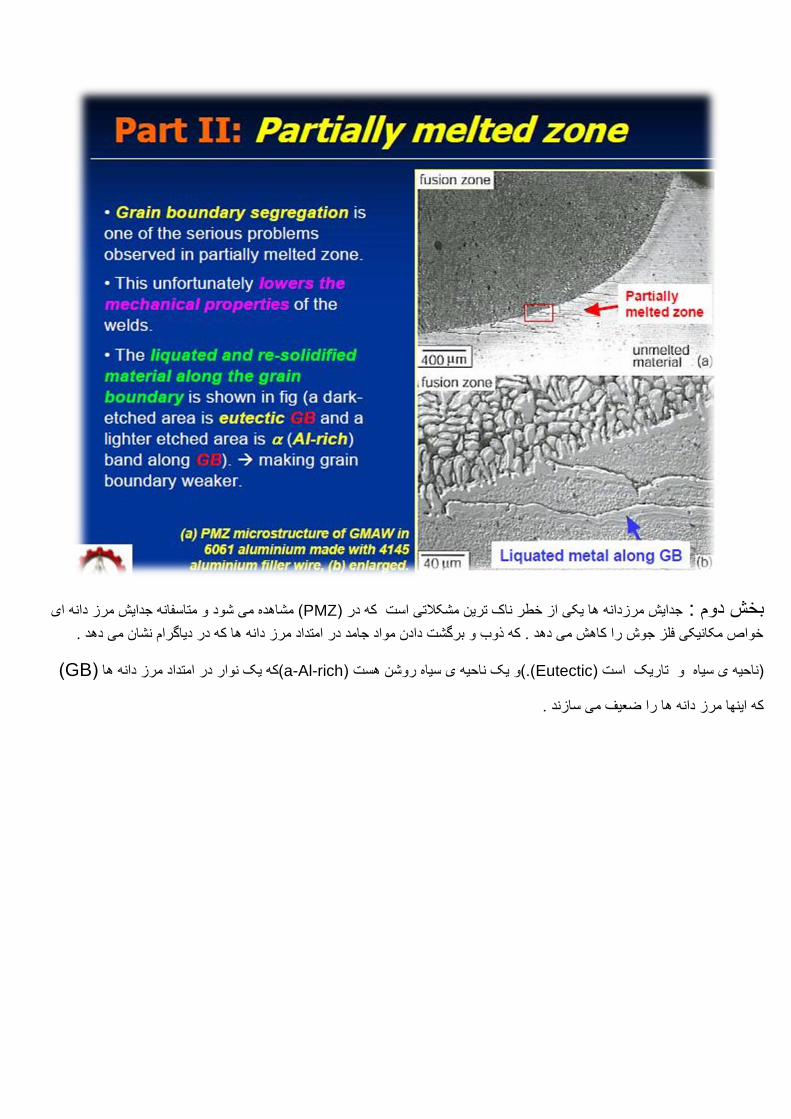
و متاسفانه جدایش مرز دانه ای ( مشاهده می شودPMZجدایش مرزدانه ها یکی از خطر ناک ترین مشکالتی است که در )بخش دوم :
خواص مکانیکی فلز جوش را کاهش می دهد . که ذوب و برگشت دادن مواد جامد در امتداد مرز دانه ها که در دیاگرام نشان می دهد .
(GB)ه ها (که یک نوار در امتداد مرز دانa-Al-rich(.(و یک ناحیه ی سیاه روشن هست )Eutectic))ناحیه ی سیاه و تاریک است
که اینها مرز دانه ها را ضعیف می سازند .

(PMZمشکالت وابسته به ناحیه ی ذوب جزئی )
( می تواند مشکالت را تحمل کند به طوریکه در بیان زیر ، PMZناحیه ی ذوب جزئی )
( در طول جوشکاری PMZشامل :ذوب مرز دانه ها در )
ترک خای ذوبی )ترک ناحیه ذوب جرئی یا ترک های گرم ( – 1
کاهش استجکام و شکل پذیری – 2
شامل تر ک های هیدروژنی – 3
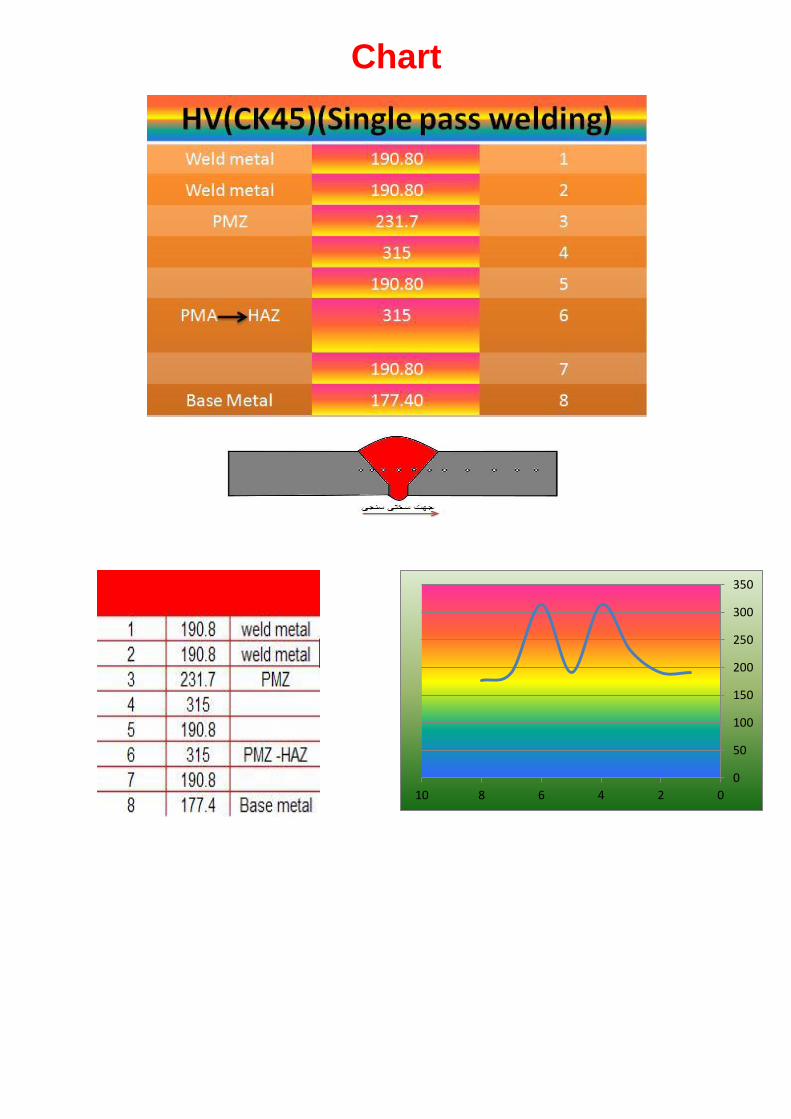
Chart
0
50
100
150
200
250
300
350
0246810
Chart
0
50
100
150
200
250
12345678910111213
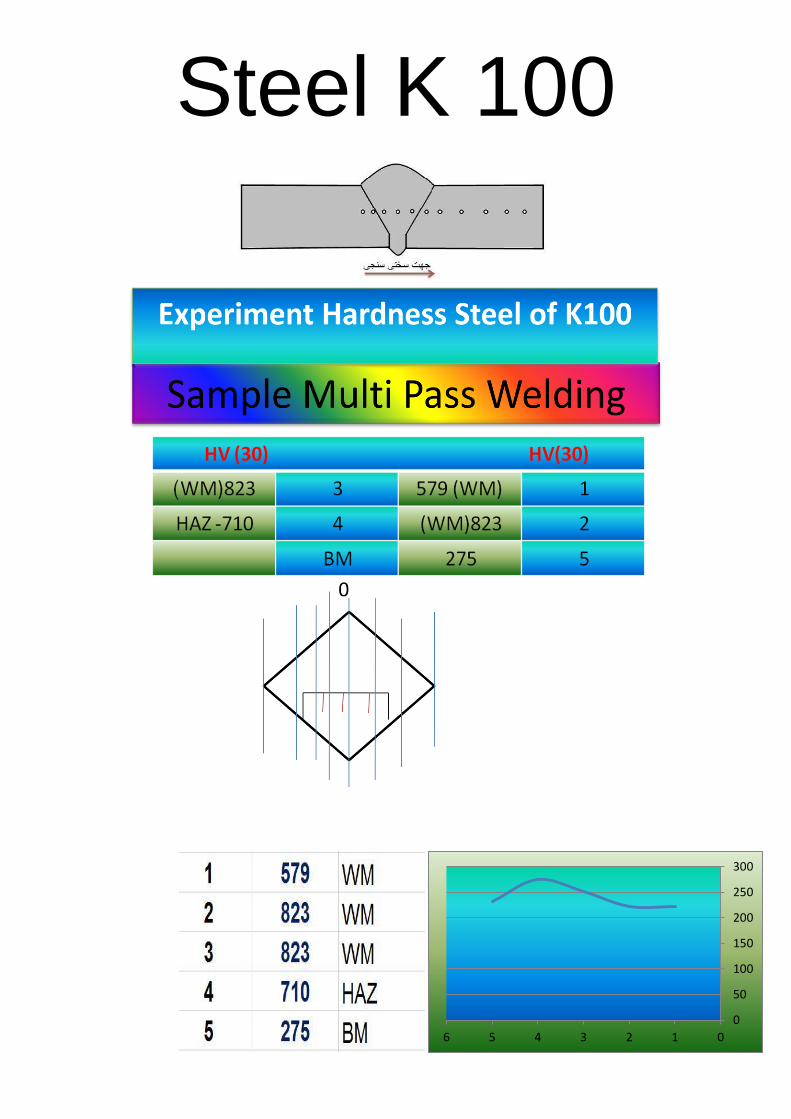
Steel K 100
0
50
100
150
200
250
300
0123456
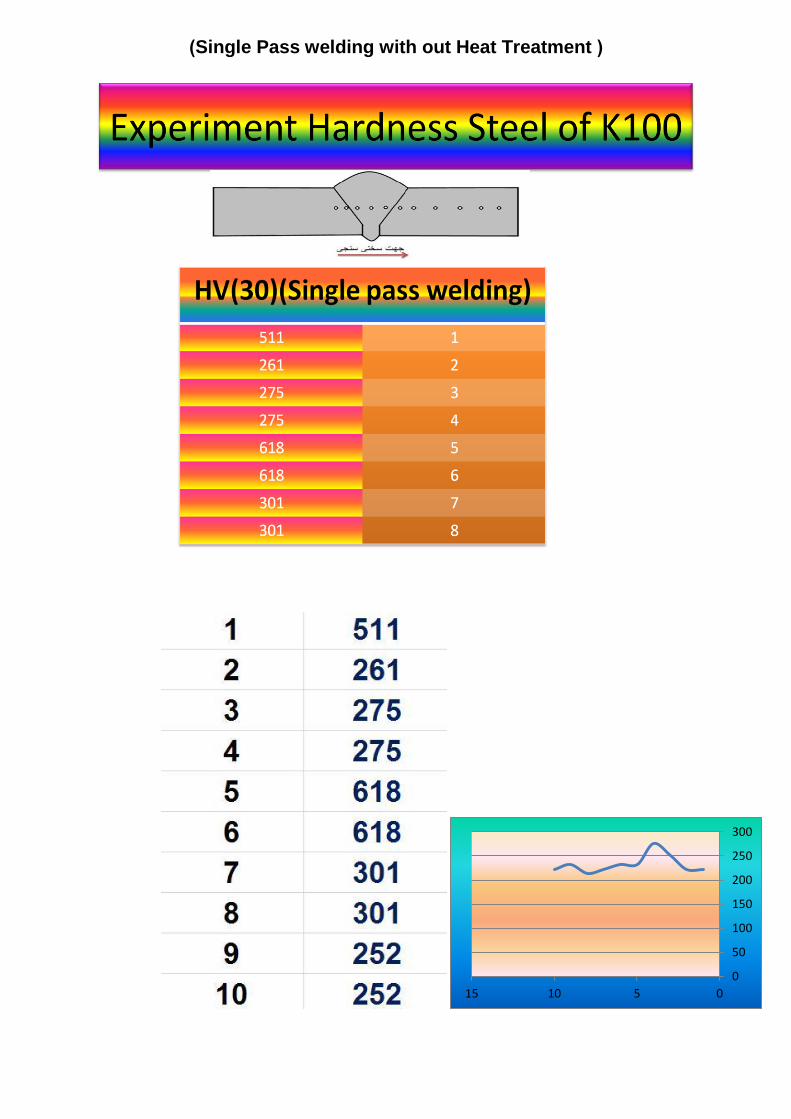
(Single Pass welding with out Heat Treatment )
0
50
100
150
200
250
300
051015
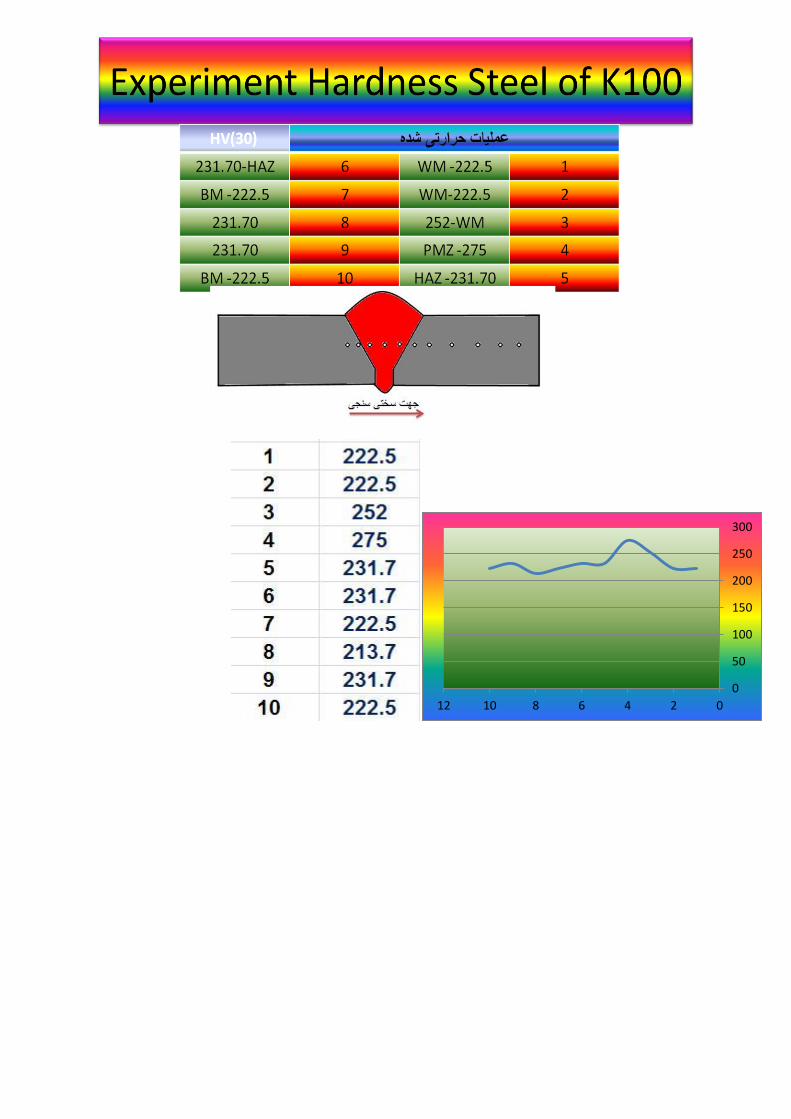
0
50
100
150
200
250
300
024681012