Heat input effects on microstructure quenched and … · Heat input effects on microstructure...
9
Heat input effects on microstructure quenched and tempered steel ASTM A517 to stainless steel AISI 316L Rouhollah Mohsen Pezeshkian and Saiedeh Shafaiepour Journal of Welding and Joining Vol. 33, No. 1 2015. 2
-
Upload
hoangquynh -
Category
Documents
-
view
230 -
download
2
Transcript of Heat input effects on microstructure quenched and … · Heat input effects on microstructure...

Heat input effects on microstructure quenched
and tempered steel ASTM A517 to stainless
steel AISI 316L
Rouhollah Mohsen Pezeshkian and Saiedeh Shafaiepour
Journal of Welding and Joining Vol. 33, No. 1
2015. 2

This is an Open-Access article distributed under the terms of the Creative Commons Attribution Non-Commercial License(http://creativecommons.org/licenses/by-nc/3.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
Journal of Welding and Joining, Vol.33 No.1(2015) pp41-48http://dx.doi.org/10.5781/JWJ.2015.33.1.41
41
Heat input effects on microstructure quenched and tempered steel ASTM A517 to stainless steel AISI 316L
Rouhollah Mohsen Pezeshkian*,† and Saiedeh Shafaiepour**
*Young Researchers and Elite Club, Najafabad Branch, Islamic Azad University, Najafabad, Iran**Arta webgostar Co., Isfahan, Iran
†Corresponding author : [email protected](Received January 6, 2015 ; Accepted February 10, 2015)
A bstract In this study, the effect of heat input on weld metal microstructure and the effects of dissimilar weld heat affected zone in quenched and tempered ASTM A517 on the stainless steel AISI 316L is investigated through the optimization of welding parameters. For this purpose, two welding techniques are used, tungsten- conventional gas and pulsed gas with weld wire ER 309MoL with Diameter 2.4 mm. Research showed thatthe grain size of the heat affected zone in pulsed welding is less compared with conventional welding; weld metal structure is fully austenitic, it has a finer structure in the pulsed method. Additionally, the growth of weld metal adjacent steel A517 is different from steel 316L. Further, investigation showed that the rate of dilution is less in the pulsed method and the impact energy is increased in each three regions of the weld metal and heat affected zones in the pulsed method; the fracture in the weld metal and heat affected zone of steel 316L is quite soft and it is semi-crispy in the heat affected zone of steel A517.
Key Words : P460N, SMAW, Groove angle, HAZ, Fine grain steel
ISSN 1225-6153Online ISSN 2287-8955
1. Introduction
Stainless Steel AISI 316L is one of the most used steels in industries. The steel is frequently used in the food industry, piping systems and vessel construction. Corrosion resistance, especially resistance to inter-gran-ular corrosion with molybdenum increase and carbon decrease causes good performance in temperatures above 500-600℃. Quenched and tempered steel ASTM A517 is also important steel in industry and it has wide applications in construction of equipment's and vessels. As this steel is martensitic and the heat affected zone structure change to ferrite and pearlite, the strength of heat affected zone is reduced compared to base metal, and consequently, quenched - tempered steels have a high sensitivity to heat input. Therefore, high inlet tem-perature decreases cooling rate and creates the adverse microstructures and properties. Thus, processes with excessive heat input such as ESW and SAW with a few wires should be avoided; those methods with lowest heat input are more suitable. Therefore, methods with
lowest heat input should be used in these kinds of weld-ing procedures used to avoid damages caused by the structure changing of the weld pool and heat affected adjacent areas. Therefore, fine-graining heat affected areas of the steel is very important. In this regard, sev-eral studies have been conducted on quenched - tem-pered steels; Savaj and Tseng could fine-graining heat-affected areas grains and weld metal1). Savaj and his colleagues were also successful in lessening HAZ congelation width and change weld metal growth from plates to dendrites through changing input heat2). Considering all the above with the significance of dif-ferent welds of the two steels in industry, especially in vessel construction, and differences in the chemical composition of quenched-tempered steel and stainless steel, their welding conditions are very different. So, enough research is essential to achieve the desired results. Therefore, we tried to optimize weld metal mi-crostructure and HAZ and to reduce the weld metal di-lution to reach desirable properties of the resulting mi-crostructure by reducing the heat input through chang-ing welding method from conventional to pulse and op-timizing welding parameters.
Research Paper

Rouhollah Mohsen Pezeshkian and Saiedeh Shafaiepour
42 Journal of Welding and Joining, Vol. 33, No. 1, 2015
42
ElementsBase metals Filler metal
ER 309MolAISI 316L ASTM A517
C 0.03 0.19 0.03Si 0.49 0.3 0.6
Mn 0.47 0.91 2.2P 0.03 0.01 0.03S 0.007 0.01 0.03Cr 20 0.57 23Ni 10.1 0.05 13.5V 0.04 0.04 0.04Cu 0.34 0.09 0.5Mo 1.92 0.22 2.1Fe Rem Rem Rem
Table 1 Nominal chemical composition of materials used (wt.%)
Heat input
(KJ/mm)
Welding speed
(mm/s) Frequency
(Hz)Voltage
(V) The
equivalent ampere (A)
Pass No.
2.84 1.02 5 20 145 1&2
2.9 1 5 20 145 3&4
3.22 0.9 5 20 145 5&6
3.29 0.88 5 20 145 7&8
3.62 0.8 5 20 145 9&10
Table 3 Profile of tungsten arc - pulsed gas welding
Heat input(KJ / mm)
Welding speed
(mm/s ) Voltage
(V) The equivalent
ampere (A) Pass No.
3.88 1.03 20 200 1&2
3.92 1.02 20 200 3&4
3.92 1.02 20 200 5&6
4 1 20 200 7&8
4.08 0.98 20 200 9&10
Table 2 Welding tungsten arc - conventional gas specifi-cations
2. Experimental Procedures
The study used basic metals A517-GrB and 316L and the filler metal ER 309MoL with chemical composition presented in Table 1. Two plates of the type A517 Dimensions (400 * 150 * 18) mm and two plates 316L in (400 * 150 * 20) mm were edged based on standard AWS D1.1. The edging was done by milling machine in high quality and after sanding and cleaning the edges, the parts were assembled together. Welding was done using welding wire 2.4mm in two methods of tungsten - conventional gas and pulse welding. Before welding, steel A517 was soaked in 80-100 ℃3). Then, welding operation was started and parts were welded by conven-tional and pulsed welding. Welding parameters and heat input specifications are presented in Table 2 and 3. In pulsed welding, since current form is oscillatory (sinusoidal), it cannot have constant flow; for this rea-son the equivalent flow must be used achieving from formula (1). Comparison of conventional and pulsed welding heat input showed that in pulsed welding, heat
input has declined 20 percent due to the low amount of amps in pulsed welding4).
Equivalent flow:
× × (1)
I pic: The maximum flow, I Base: The minimum flow, t pic: Time of maximum flow, t Base: Time of minimum flow After welding operation, a number of samples were pre-pared with dimensions (5*2.5) mm for metallographic testing. Samples were sanded with 320, 600, 800, 120 emperies respectively, and the final polishing was done using powdered alumina with a diameter of 5μm. After the operation, steel A517 was etched by a nital solution and after taking pictures the second etching stage was performed using an etching solution that included a cc of hydrochloric acid, one cc of acetic acid and one cc of nitric acid. Ordered etching parts are because if stain-less steel is etched in the first stage it will cause detri-mental effects on steel A517 and the microstructure of the steel will not be specified. Equipment that was used in this study to investigate the microstructure is in-cluded light microscope and scanning electron micro-scope (SEM Philips XL30). Impact testing was done for weld zone and HAZ in both base metals in (-50℃) on samples with dimensions (55*70*70) mm and 3 samples for each section and a total of 9 samples for each welding procedure. The sample weld groove impact perpendicular to the weld direction and sample weld groove impact in heat af-fected zone were prepared along the weld border.
3. Results and Discussion:
3.1 Investigation of the microstructure
3.1.1 heat-affected zone microstructure Fig. 1(a) shows adjacent weld zone microstructure of steel A517 in tungsten-conventional gas and pulsed welding. HAZ in tungsten - conventional gas, marten-
Heat input effects on microstructure quenched and tempered steel ASTM A517 to stainless steel AISI316L
한용 ․ 합학회지 제33권 제1호, 2015년 2월 43
43
30㎛30㎛
50㎛
Ferrite & PearliteFerrite & Pearlite
(a) (b) (c)
Martensite
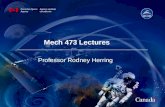
Fig. 1 (a) Heat affected zone of steel A517 in the tungsten-conventional gas welding, (b) heat-affected zone of steel A517 in the tungsten–pulsed gas, (c) steel base metal A517
7
6
5
4
3
2
1
0
Conventional TIG Puls TIG
Gra
in d
iam
ete
r(㎛
)
HAZ A517
Conventional TIG
Puls TIG
Conventional TIG
Puls TIG
HAZ 316L35
30
25
20
15
10
5
0
Gra
in d
iam
ete
r(㎛
)
Conventional TIG Puls TIG
Conventional TIG
Puls TIG
Conventional TIG
Puls TIG
(a) (b)
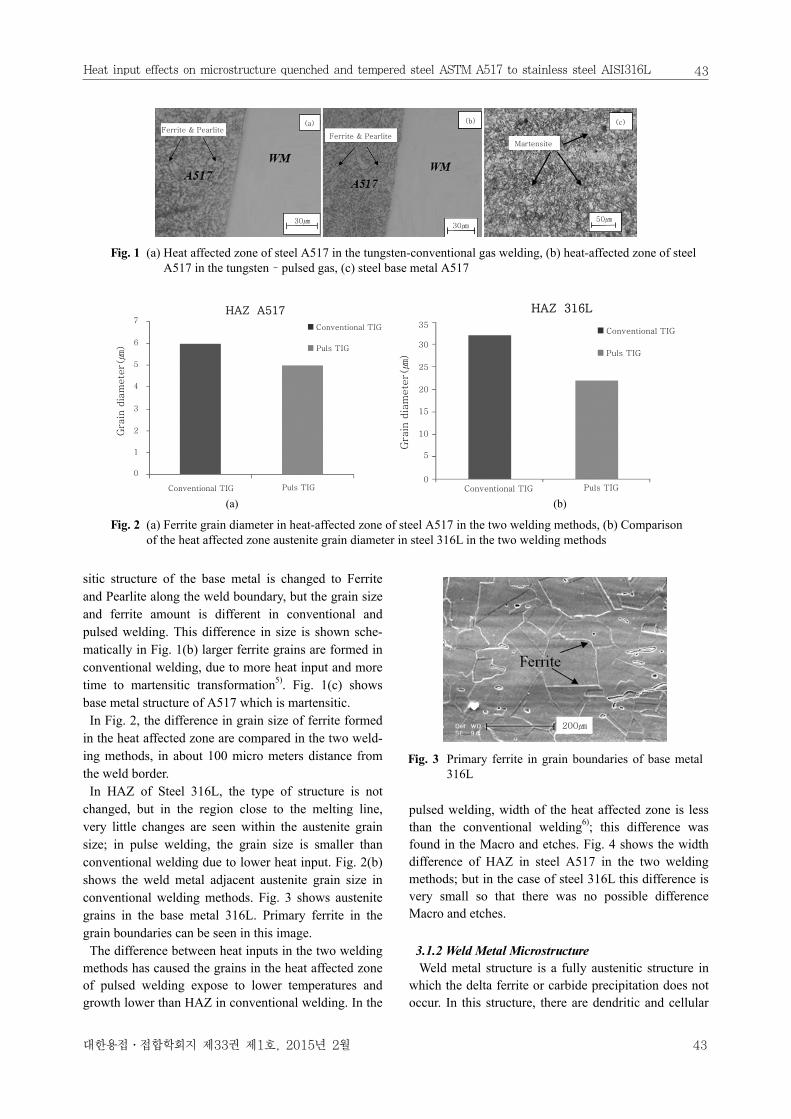
Fig. 2 (a) Ferrite grain diameter in heat-affected zone of steel A517 in the two welding methods, (b) Comparison of the heat affected zone austenite grain diameter in steel 316L in the two welding methods
200㎛
Fig. 3 Primary ferrite in grain boundaries of base metal 316L
sitic structure of the base metal is changed to Ferrite and Pearlite along the weld boundary, but the grain size and ferrite amount is different in conventional and pulsed welding. This difference in size is shown sche-matically in Fig. 1(b) larger ferrite grains are formed in conventional welding, due to more heat input and more time to martensitic transformation5). Fig. 1(c) shows base metal structure of A517 which is martensitic. In Fig. 2, the difference in grain size of ferrite formed in the heat affected zone are compared in the two weld-ing methods, in about 100 micro meters distance from the weld border. In HAZ of Steel 316L, the type of structure is not changed, but in the region close to the melting line, very little changes are seen within the austenite grain size; in pulse welding, the grain size is smaller than conventional welding due to lower heat input. Fig. 2(b) shows the weld metal adjacent austenite grain size in conventional welding methods. Fig. 3 shows austenite grains in the base metal 316L. Primary ferrite in the grain boundaries can be seen in this image. The difference between heat inputs in the two welding methods has caused the grains in the heat affected zone of pulsed welding expose to lower temperatures and growth lower than HAZ in conventional welding. In the
pulsed welding, width of the heat affected zone is less than the conventional welding6); this difference was found in the Macro and etches. Fig. 4 shows the width difference of HAZ in steel A517 in the two welding methods; but in the case of steel 316L this difference is very small so that there was no possible difference Macro and etches.
3.1.2 Weld Metal Microstructure Weld metal structure is a fully austenitic structure in which the delta ferrite or carbide precipitation does not occur. In this structure, there are dendritic and cellular

Rouhollah Mohsen Pezeshkian and Saiedeh Shafaiepour
44 Journal of Welding and Joining, Vol. 33, No. 1, 2015
44
Conventional TIG Puls TIG
3
2.5
2
1.5
1
0.5
0
Length
(mm
)
HAZ A517
Conventional TIG
Puls TIG
Conventional TIG
Puls TIG
Fig. 4 The width of the heat affected zone in steel A517 in the two welding methods
50㎛
(a)(b)
50㎛
Fig. 5 (a) Steel weld metal structure adjacent 316L, (b) weld metal structure adjacent steel A517
(a) (b)
50㎛50㎛
Fig. 6 (a) Weld metal adjacent steel A517 in conventional welding; (b) weld metal adjacent steel A517 in pulsed welding
50㎛ 50㎛
(a) (b)
Fig. 7 (a) Weld metal adjacent to steel 316L in conven-tional welding, (b) weld metal adjacent to steel 316L in pulsed welding
growths together with separation of elements such as molybdenum. Most of the elements in the weld metal are iron, chromium and nickel which have the least ten-dency to segregate in their dendritic and granular struc-tures7). Fig. 5 shows weld metal microstructure in the vicinity of the steel A517 and 316L. In part (a) weld metal adjacent to the Stainless Steel 316L can be seen which has some epitaxial growth after UMZ area and then it has cellular growth in some points and after that the dendrite growth will be Continued to the weld center. The reason for this is the similarity in chemical crystalline composition of weld metal and base metal, which is FCC in both8). Epitaxial and cellular growth is perpendicular to weld boundary in the direction of easy growth (100) plane8-10). Then the growth has become more competitive to a mixture of columnar dendrites growths. But Fig. 5 Part (b) the weld metal adjacent steel A517 is observed due to faster heat transfer through the steel A517 Than stainless steel and growth is very fine col-umnar dendrites which continuous to the weld center, while the weld metal adjacent steel 316L have all three types of growth and it is rougher than the weld metal structure adjacent to in steel A517. At this point, due to increase of the factor (GR) (G= temperature gradient) and (R=growth rate), weld structure of pulsed welding is more subtle11). Due to differences in the composition
and crystalline structure of BCC Steel A517 and weld metal FCC, There is no epitaxial growth and after the UMZ, competitive growth of dendrites is beginning to weld center. Competitive growth is due to differences in growing grains orientation with heat transfer direction and every grain with easy growth direction along heat transfer will have more growth, for this reason, some of the columns continue to the center weld, but others will stop growing in the beginning facing other columns. Fig. 6 shows weld metal adjacent steel A517 is shown in two welding methods. In Fig. 6(a), it is shown that in the tungsten - conventional gas method due to higher heat input and decreased (GR) coefficient, the dendritic columns are thicker and sometimes shorter than pulsed welding11). The important point is that the UMZ is seen in both methods with the difference that in the conven-tional welding this area is wider and its resolution is higher. The reason for this could be increased dilution due to increased heat input in conventional method comparing to the pulsed method. In this method, greater amounts of base metal is melted but not mixed with weld metal. Fig. 7 shows weld metal adjacent to steel 316L in the two welding methods. In the conventional method, al-most any type of three growths, epitaxial, cellular and dendritic are seen, but in pulsed welding, a small region of the weld growth is epitaxial and after that it is changed to dendritic growth. The reason for changing epitaxial growth to cellular and dendritic growth ap-proaching the center of weld is due to lowering (G/R) ratio. This ratio decreased with the movement toward

Heat input effects on microstructure quenched and tempered steel ASTM A517 to stainless steel AISI316L
한용 ․ 합학회지 제33권 제1호, 2015년 2월 45
45
Conventional TIG Puls TIG
12
Dendri
tle
ngth
(㎛) 10
8
6
4
2
0
A517
316L
A517
316L
(a)
Conventional TIG
Puls TIG12
10
8
6
4
2
0
A517 316L
Dendri
tle
ngth
(㎛)
(b)
Fig. 8 (a) The dendritic arm adjacent to base metals in both conventional and pulsed welding methods, (b) dendritic arm’s length in the vicinity of base metals A517 and 316L in both welding methods separately
25
20
15
10
5
0
Conventional TIG Puls TIG
Conventional TIG
Puls TIG
Dilution
Diluti
on(%
)
Fig. 9 percentage of dilution in tungsten - conventional gas and pulsed welding methods
the weld center and growth changes from epitaxial to dendritic. The dendritic structure in the input pulse is fi-ner and the dendrite arm is shorter due to lower input heating and cooling more quickly than conventional welding method11). Epitaxial growth is due to the sim-ilarity of FCC Base metal structure and with 309MoL weld metal in both methods in the vicinity of welding steel 316L. The difference is that the epitaxial growth area in conventional is wider because more heat input creates more opportunities for base metal structure growth. However, the weld metal adjacent to steel A517 this type of growth is not seen6). Fig. 8 shows the com-parison of dendrite arm length for two different base metals in each welding technique. Fig. 8(a) shows that the dendrite arm's length of weld metal adjacent to steel 316L is significantly larger than the other adjacent to the steel A517. As mentioned be-fore, this is due to the similarity of steel 316L with weld metal, the structure, faster heat transfer and increased coefficient of (GR) in quenched tempered steel com-
pared to stainless steel. Fig. 8(b) is the same as section (a) with the difference that the length of the dendrite arm adjacent to each steel weld metal is shown separately. The reason for large size of dendrite arm in Steel weld metal adjacent to steel A517 in conventional welding method compared to the pulsed method is in-creased heat input in conventional method compared to pulsed method and low (GR) coefficient. For weld met-al adjacent to steel 316L, a similar argument can be stated. UMZ is formed when the melting point of the weld metal is near or above base metal, in this case, a small fraction of the base metal is melted but not mixed with the weld metal, thus, UMZ Region is formed between the base metal and weld metal12-13). This happens on the other side of weld in the vicinity of A517. In Fig. 5 al-though the region UMZ is seen in both base metal boundaries, but this point is wider and clearer in the area adjacent to the steel 316L because of the similarity in chemical composition and melting point of steel 316L and weld metal14). Fig. 9 shows the dilution rate in two methods. In the pulsed method, due to less heat input, less base metal is melted, so, the dilution rate, which is melted weld metal area(A bm) divided by the sum of melted the weld metal and base metal (A bm + A wm) (Formula 2)15) has been reduced measured by the macro metallographic meth-ods in this study.
(2)
Fig. 10(a), (b) and (c) show increase of the impact en-ergy in the weld metal and heat affected zone of steel 316L and A517 which are welded by pulsed method compared to conventional method. These areas have high impact strength. This excess energy can be ob-

Rouhollah Mohsen Pezeshkian and Saiedeh Shafaiepour
46 Journal of Welding and Joining, Vol. 33, No. 1, 2015
46
(a)(b)
100㎛100㎛
Fig. 11 (a) Fracture surface of weld metal in the tungsten- conventional gas, (b) fracture surface of weld metal in the tungsten - pulsed gas
(a) (b)
50㎛50㎛
Fig. 12 (a) Fracture surface of heat-affected zone in Metal 316L in Tungsten - conventional gas method, (b) fracture surface of the heat affected zone in metal 316L in the tungsten - pulsed gas method
(a) (b)
20㎛ 20㎛
Fig. 13 (a) The fracture surface of the heat affected zone in metal A517 in the tungsten - conventional gas method and, (b) the fracture surface of the heat affected zone in metal A517 in the tungsten - pulsed gas method
Conventional TIG
Puls TIG90
80
70
70
50
40
30
20
10
0
Abso
rbed e
nerg
y(J
)
Test1 Test2 Test3 Average
HAZ A517HAZ A517HAZ A517HAZ A517
(a)
HAZ A517Weld metal HAZ A517Weld metal Conventional TIG
Puls TIG
180
160
140
120
100
80
60
40
20
0
Abso
rbed e
nerg
y(J
)
Test1 Test2 Test3 Average
(b)
Conventional TIG
Puls TIG240
230
220
210
200
190
180
170
Abso
rbed e
nerg
y(J
)
Test1 Test2 Test3 Average
HAZ A517HAZ 316LHAZ A517HAZ 316L
(c)
Fig. 10 (a) Impact energy in the heat affected zone of steel A517 in the two welding methods, (b) im-pact energy of weld metal in the two welding techniques, (c) impact energy in the heat af-fected zone of steel 316L in the two welding methods
served in all three impact test specimens. The reason is the reduction of grain size in the heat affected zone of steel 316L and A517 and weld metal in pulsed welding. The most increases in impact energy are also in Fig. 11(c), (Heat Affected Zone of steel 316L) because most of the decrease in grain size happens in this area. Fig. 11(a) and (b) shows fracture cross section of the weld metal. The fracture is soft in both welding methods. The fracture surface in the pulsed method has very finer dimples than conventional method; it is because of more delicate weld metal structure and less length of
dendrite arms in pulsed method. Fig. 12(a) and (b) shows the fracture surface in the heat affected zone of steel 316L in the conventional and pulse welding, respectively. It is clear that the fracture surface is quite ductile in conventional and pulsed methods. The only difference is that due to a severe re-duction of grain size in pulse welding method, the frac-ture surface dimples are much smaller in pulsed method than conventional method. Fig. 13 (a) shows fracture surface of the soft parts of the heat affected zone of steel A517. Fracture in the fig.13 (a) is related to the conventional welding in the form of quasi-brittle, Fig. (b) Shows the soft pulsed welding. Comparing this frac-ture surface with Fig. 13(b) shows that fracture surface in the pulsed welding is almost as small dimples, but in the conventional method, Fig.13 (a), the fracture sur-

Heat input effects on microstructure quenched and tempered steel ASTM A517 to stainless steel AISI316L
한용 ․ 합학회지 제33권 제1호, 2015년 2월 47
47
face has large deeper dimples and in some parts it has plates between fracture structures. Smaller dimples in the fracture surface of pulsed method increases the level of impact energy more than the conventional method and this is because of smaller grains in the heat affected zone of pulsed welding compared to conventional weld-ing in steel A517. Studies showed that due to less in-creasing grain diameter in pulsed method compared to the conventional method, this method has almost the lowest increase in impact energy. Another reason can be the fracture type in the heat affected zone of steel A517, primarily due to the steel martensitic structure; fracture mode is a mixture of soft and brittle ones. Therefore, in-creasing the impact energy is less than other areas. The important point is that there is no other phase of fracture surface in the SEM pictures that are like par-ticles in the dimples.
4. Conclusion
In this study, the effect of heat input on microstructure of A517 to the steel 316L was investigated and the most important achievements of this project are: 4.1 the weld metal structure is quite austenitic in both welding methods which consist mainly of iron, chro-mium and nickel. 4.2 Weld metal growth types adjacent to stainless steel 316L is epitaxial together with cellular and dendritic to the center of weld but near the steel A517, there is no epitaxial growth and there is just very fine cellular and dendritic growth. 4.3 Reducing heat input causes reducing the length of dendrite arm and finally fine structure of the weld metal compared with conventional methods. 4.4 Using pulsed method reduces the width of the heat affected zone in base metals 316L and A517. 4.5 Optimizing welding parameters in pulsed welding causes reducing the steel A517 grain size of ferrite in heat-affected zone, and reducing grain size of austenite steel 316L near the welding border. 4.6 UMZ is made in both base metals with the differ-ence that UMZ in Steel 316L has more clarity than the UMZ in Steel A517. The UMZ is wider in conventional welding. 4.7 The dilution rate in pulsed welding is lower than the conventional method. 4.8 The amount of impact energy in all areas (welding - heat-affected) in the pulsed method is more than con-ventional methods due to the finer structure. 4.9 Research showed that the fracture surface of A517
steel heat-affected zone is a mixture of soft and crispy fractures. Also, investigations showed that the fracture in the weld metal and heat affected zone of steel 316L fully is ductile (soft) and no carbide compounds was observed in the fracture surface.
References
1. Tseng C, and Savage W., Weld.J., 50 (1971), 7772. Savge W, Lundin CD, and Hrubec RJ, Weld. J., 47
(1968), 420s3. Winsor FJ, in ASM Handbook, Vol.6: Welding, Brazing
and Soldering, ASM International, Materials Park , OH, (1993), 662
4. Norrish J., Advanced welding processes, Abington, Wood Head Publishing, (2006)
5. Chadwick, GA, Metallography of Phase Transformations, Crane, Russak and Co., New York, (1972)
6. Kou Sindo, Welding metallurgy, Second ed. Hoboken, New Jersey, John Wiley & Sons Inc., ( 2003)
7. Shahhoseini H, Shamanian M, Kermanpour A., Charac - terization of microstructures and properties of Inconel 617/310 Stainless steel dissimilar welds, Mater Charact 6 2 (2011), 425-431
8. Iamboliev T., Interpretation of Phase Formation in Austenitic Stainless Steel Welds, Supplement to the Welding Society and the Welding Journal, December (2003)
9. Chalmers B., Principle of Solidification, Wiley, New York, (1964), 117
10. Rappa M, David SA, in Resent Trends in Welding Science and Technology Eds. S. A. David and J. M. Vitek, ASM International, Material Park, OH May (1989), 147
11. Fleming MC, Solidification Processing, McGraw-Hill. New York, (1974)
12. Sireesha M, Albert SK, Shankar V, Sundaresan S., A comparative evaluation of welding consumables for dissimilar welds between 316LN austenitic stainless steel and alloy 800, J. Nucl Master (2000), 279-76
13. Dehmolaie R, Shamanian M, Kermanpour A., Micro- structural characterization of dissimilar welds alloy 800 and HP heat -resistant steel, Mater Charact 59 (2008), 1447-54
14. Naffakh H., Dissimilar welding of AISI austenitic stain-less steel to nickel -based alloy Inconel 657, Journal of Material Processing Thechnology 209 (2009), 3628- 3639
15. Depont JN, Banovic W, Marder AR., Microstructural evolution and weldability of dissimilar welds between a super austenitic stainless steel and nickel -based al-loys, Weld. J., 82 (2003), 125-135

Rouhollah Mohsen Pezeshkian and Saiedeh Shafaiepour
48 Journal of Welding and Joining, Vol. 33, No. 1, 2015
48
Rouhollah Mohsen Pezeshkian received the first degree in welding technology engineering in 2010 and at present, he is studying material engineering, welding engineering branch, at Islamic Azad University, Najafabad, Iran.He is currently a member of Young
Researchers and Elite Club, Najafabad Branch, Islamic Azad University, Najafabad, Iran.
Saiedeh Shafaiepour received the graduate degree in English Literature from Elm o Farhang University, Iran, in 2009.From 2012-present she is CEO at Arta Webgostar Co. Isfahan, Iran