Head of Manufacturing Strategy Budapest, June 18, 2014
24
Holistic Project Management How to add value by continuous improvement along the process chain Dr. Boris E. Bosch Head of Manufacturing Strategy Budapest, June 18, 2014
Transcript of Head of Manufacturing Strategy Budapest, June 18, 2014

Holistic Project Management
How to add value by continuous improvement along the process chain Dr. Boris E. Bosch Head of Manufacturing Strategy Budapest, June 18, 2014

Holistic project management – Value addition - B. Bosch 2
Saltigo – part of Lanxess Advanced Intermediates
Development and production of numerous products that are used as intermediates or active ingredients for crop protection, pharmaceuticals and other high quality fine and specialty chemicals.
Corresponding supply of services.

Holistic project management – Value addition - B. Bosch 3
AGENDA Saltigo‘s Approach on Sustainable Processes
Case studies:
Recycling of Acetonitrile from mother liquor
Save Energy by Increasing Productivity
How to remove salt from an aqueous value stream? Improve materials and waste management
Doubling capacity without interrupting deliveries

Holistic project management – Value addition - B. Bosch 4
Saltigo – a global leader in custom manufacturing
Saltigo… … supports customers throughout the
entire life cycle of their products … supplies premium chemicals and
services … protects intellectual property … targets cost driver optimization via
continuous improvement of our processes and assets
… is devoted to the principles of sustainable development
As a Company of the LANXESS Group, Saltigo has the financial backing and stability for long-term partnerships

Holistic project management – Value addition - B. Bosch 5
Unique technology base to support customer needs along the project lifecycle
Technology base and production expertise are key assets
More than 70 years of experience in process development and scale-up Proven track record Innovative, cost-efficient
solutions for optimum approach Broad range of established
technologies
Raw material Advanced intermediate
Active ingredient Formulation Customer
Idea Market Process Development Pilotation Lab Production
Extensive experience in advanced technologies for complex synthesis, solutions for pilot and large scale production Dedicated,
specialized and multi-purpose plants on one site
Multi-step syntheses combining a broad range of technological capacities for production in excess of 1,000 tons per annum Proactive innovation,
process optimization and continuous improvements
Fully equipped technical laboratories for tailor-made syntheses of fine chemicals and custom processing

Holistic project management – Value addition - B. Bosch 6
Project management - 4 phase model
Inquiry Stage Project evaluation
1 Development Stage Process development
2 Initial Production
Facility set-up / Pilotation
3 Regular Production
Continuous improvement / Innovation
4
Project Team A project team is assigned which is responsible for the
sustainable development of the project over its total life cycle
Inquiry Team Interdisciplinary team
of Experts
Steering Committee Interdisciplinary team of senior executives responsible for
multi-project management, ressource allocation, prioritization, portfolio development

Holistic project management – Value addition - B. Bosch 7
Directions of development within projects
Often limited input from customers or literature on handling of material flow recycling of solvents catalyst cost/recyclability waste treatment/avoidance options alternative processes Energy efficiency of a process
The „main process“ towards the target molecule is
generally developed reasonably well (technical package)
These areas are essential part of a standard evaluation during inquiry assessment phase
2/3 of process development efforts at Saltigo are directed towards these topics

Holistic project management – Value addition - B. Bosch 8
Targeting cost drivers
Already in the bidding process it is essential to identify „cost drivers“ and to envision optimized processes range between 30 and 250 €/t ⇒ improvement of recycling rate by 10% can save ~50 T€ in
100 t campaign in solvent cost spending range between 200 and 800 €/t => improvement of recycling rate by 10% can save ~20 T€ in 100 t campaign in avoided incineration cost cost increases by 70-100 % since 2009 => 20 % productivity improvement can reduce energy cost by ~30 T€
Saltigo strives to maintain cost leadership in terms of process efficiency by continuous improvement of our chemical processes
Solvent costs
Incineration costs
Energy costs

Holistic project management – Value addition - B. Bosch 9
Questioning technical process information
Choice of Solvent
Availability and cost of reagents
Reaction Temperature
Phase separation strategy
Process Safety
evaluation Recycling process
Catalyst Quality
determining operation
Reaction time
Choice of acids and
bases Waste ….

Holistic project management – Value addition - B. Bosch 10
Creating the right chemistry in our plants 2500 m3 stirred reactor volume
Phosgenation Plant Multi-purpose plant units 8-20 m3
Chlorination Plant Cl2, PCl3, POCl3 GLS units 12-25 m3
Distillation + packaging plant 25-120 plates units 12-40 m3
High-pressure hydrogenation 3 lines Hydrogenation + Alkylation Units 3-5 m3, conti, batch Reactions up to 200 bars, 300 °C
The Multi-Purpose Plant agro & fine chemicals units 8-16 m3
Multi-purpose herbicide plant High potency herbicides units 8-16 m3
Multi-purpose fungicide plant Multi-step actives synthesis units 6-16 m3
ZeTO 1: Pilot to Production Flexible plant concept Units 0,1 – 6 m3
ZeTO 2: Synthesis Competence From Grignard to Fluorination Units 4–12 m3
cGMP-plant for pharma actives modules 2,5-8 m3
Plan
t 1
Plan
t 2
Plan
t 4
Plan
t 3
Plan
t 5

Holistic project management – Value addition - B. Bosch 11
Value addition
Effecting Total Cost of Goods
raws PLANT1 PLANT2
PLANT3
Throughput optimization Waste management Solvent recycling Logistics Idle time optimization Catalyst efficiency Filtration + Drying …..
product
Exclusive customer
Network of Suppliers + Outsourcing partners
OPTIMIZED PRODUCTION

Holistic project management – Value addition - B. Bosch 12
Value addition – five case studies
Technology and performance driven process solutions
3 Film dryer
2 Process inten-
sification
1 Pressure swing
distillation
4 Central work-up
unit
5 Capacity increase
in existing asset base

Holistic project management – Value addition - B. Bosch 13
Case study 1 – Recycling of Acetonitrile
Handling of mother liquor Limited availability of acid resitant column at source of ACN mother liquor Transport issue (corrosive material)
Selection of distillation partner
Selection of „azeo breaking“ process
Short-term solution Addition of CaCl2 (manual operation, large brine quantities to be handled)
Short term solution Neutralization with caustic - aqueous phase contains high level of AOX
Mid term solution „acidic“ transport in 1 m3 containers
External partner would have issues with residual waste streams
In-house distillation in SGO plant network ⇒ Azeotropic distillation of acidic ML in Saltigo chlorination plant !
Sustainable long term solution Investment into pressure swing distillation
>1000 t/a of 50% acidic aqueous acetonitrile mother liquor to be efficiently recyled

Holistic project management – Value addition - B. Bosch 14
Case study 2 - Save Energy by Increasing Productivity
R1 Cl
OH
Cl R1
O R
R1
O
OH CuCl, additives
180 °C NaOH
target product major by-product major by-product
oligomers
excess chloroarene (phenole concentration) reaction conditions additives and catalyst
reactant concentration (= excess chlorobenzene) filtration efficiency water content of rxt mixture
A copper catalyzed Ullmann reaction is conducted on >1000 t/a scale
Productivity had to be increased by factor 2, cost position improved
Selectivity and yield influenced by
Productivity influenced by

Holistic project management – Value addition - B. Bosch 15
Case study 2 - Save Energy by Increasing Productivity
1+1 h
Filling reactants, then heating
1 h
Filling preheated reactants
10+2 h
Stripping, reaction + post reaction time
7 h
Batch distillation to recycle excess chloroarene
2 h
cooling
1 h
Transfer to filter
feed vessel
Stripping, reaction + post reaction time
1 h
Hot transfer to distillation vessel
2,5 h
Vacuum cooling distillation (10 m3/h)
6 h
Direct transfer to filter
6+0,75 h Cat. addition
24 h
<9 h <9 h Filter feed vessel upgraded to vacuum cooling vessel
Original process
Optimized process (approx. 100 process modifications…)

Holistic project management – Value addition - B. Bosch 16
Case study 2 - Save Energy by Increasing Productivity
Conversion increased from 95 to >99%, isolated yield increase by 4,3% Cycle time reduced from 24 h to 9 h => 2,5 fold productivity increase
Reduction of incineration residues by 10 % Reduced energy consumption by combination of distillation and cooling Reduced steam and coolant consumption by allowing hot transfer
(avoid re-heating) Reduced steam consumption by avoiding to strip the waste water streams
(complete phenole consumption makes WW extraction unnecessary) Significant specific energy savings by > doubled throughput
R1 Cl
OH
ClR1
O R
R1
O
OH
CuCl, additives
NaOH
target product major by-product major by-product
oligomers
Effects on productivity
Effects on variable cost

Holistic project management – Value addition - B. Bosch 17
Case study 3 – How to remove salt from an aqueous value stream ?
Type of reaction
Chlorine- Amine
exchange
Reactant
Organic water-soluble functionalized
amine used in excess
Neutralization with caustic
By-Product
Amine-Hydrochloride Task1
Separation of water-soluble amine from
brine solution
Boil down to
„dryness“
Strategy1
Strategy2
Separate amine from
water
Economic Requirement: Recycling of precious amine
Challenge:
Realization of Task1 lab-type strategy on >1000 t scale
entrainer distillation
Task2

Holistic project management – Value addition - B. Bosch 18
Case study 3 – How to remove salt ?
Distillation of aqueous brine solution of amine on film
dryer to dryness
Sodium chloride separated and continuously
discharged via rotary valve
Drying via alcoholic entrainer by distillation
Water/amine distillate is further processed
Installation of a vertical film dryer
M
SALT M
entrainer
Aqueous distillate
Pure amine
Amine/ brine
mixture
Holistic project management – Value addition - B. Bosch 19
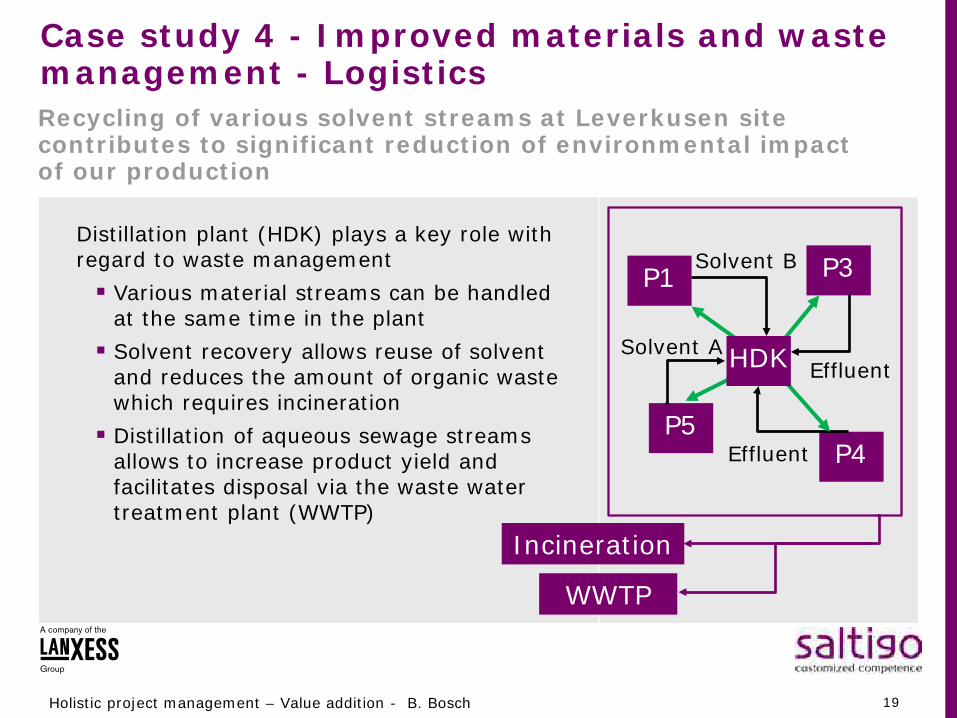
Case study 4 - Improved materials and waste management - Logistics Recycling of various solvent streams at Leverkusen site contributes to significant reduction of environmental impact of our production
Distillation plant (HDK) plays a key role with regard to waste management Various material streams can be handled
at the same time in the plant Solvent recovery allows reuse of solvent
and reduces the amount of organic waste which requires incineration Distillation of aqueous sewage streams
allows to increase product yield and facilitates disposal via the waste water treatment plant (WWTP)
P1 P3
P4 P5
Solvent B
Solvent A Effluent
Effluent
Incineration
WWTP
HDK
Holistic project management – Value addition - B. Bosch 20
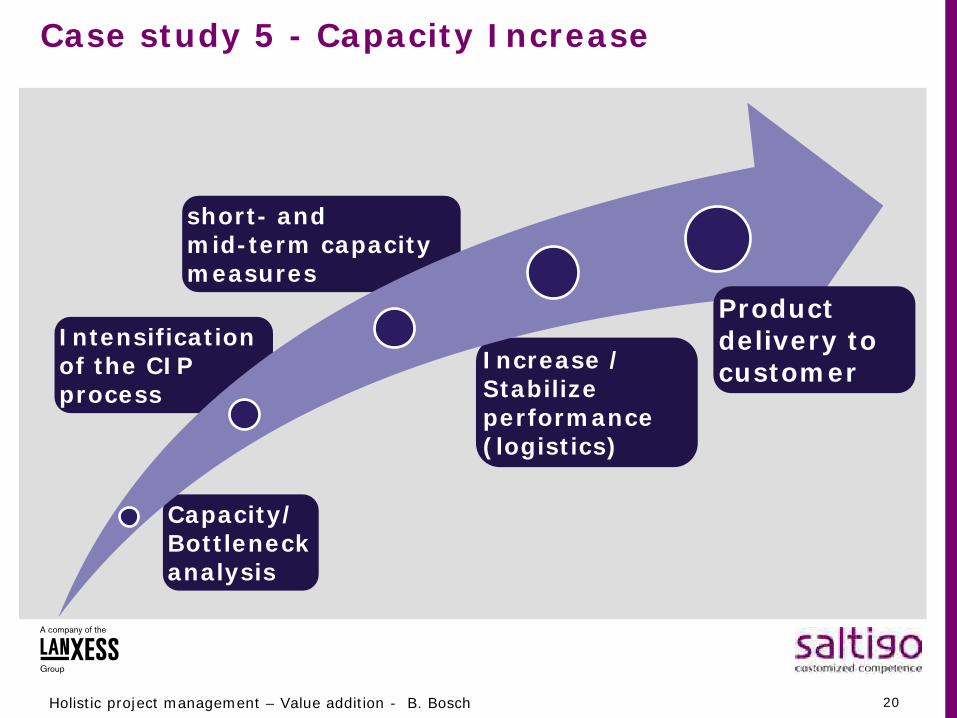
short- and mid-term capacity measures
Intensification of the CIP process
Capacity/ Bottleneck analysis
Increase / Stabilize performance (logistics)
Product delivery to customer
Case study 5 - Capacity Increase

Holistic project management – Value addition - B. Bosch 21
Modular reactor design Adjust capacity to
volume requirements
Doubling capacity without interrupting deliveries Bottleneck a) reaction throughput and b) solvent distillation
Solvent distillation
Reaction
Product distillation
Improvement of reaction selectivity (less by-product = less waste)
Increase of concentration +10%, compromise on yield (temporarily) -3%
Increase of column load – improvement of separation
Investment in additional distillation equipment
Flexibilisation of the use of distillation equipment
Upgrade existing reactor (short-term)
Installation of additional reactor (lead-time)
Solvent (+ product) distillation
Reaction
Product distillation
Before Investment After Investment

Holistic project management – Value addition - B. Bosch 22
Simultaneous measures require holistic PM within interdisciplinary teams
Engineering
Purchasing
Assembly Commissio-ning
Post-invest Debottlenecking
+20%
+ 4th reactor CIP
Process optimization laboratory + plant
CIP: Elimination of insufficiencies
Continuous optimisation of logistics
6 weeks
+40%
Process optimisation Distillation
6 months
+120%
Online Analytics Improved yield Change of recipe Optimisation of logistics
15 months
+75%
+ 5th Reactor + Distillation equipment + New feed vessels
12 months
Investment project Debottlenecking project

Holistic project management – Value addition - B. Bosch 23
Summary - the Saltigo advantage
All parts of the Saltigo organisation concentrated at one-site
9 manufacturing plants with a mix of technological specialities and multi-purpose equipment
phosgenation plant in near vicinity (25 km)
Production, Project management, Process development, Analytics, Marketing, Sourcing, Regulatory affairs…
Holistic interaction of organisation throughout entire project life-cycle
Customer benefits:
Reliable response times to customer requests
Short time-to market for individual projects
Flexible adaption to customer project needs
Effective continuous improvement processes
Our customers benefit during entire project life-cycle from our single-site CMO organization. Key success factors are integrated production planning and holistic project management within Saltigo

Holistic project management – Value addition - B. Bosch 24
Continuous improvement process
Custom solutions tailored
to customer requirements
…focused on efficiency
…”greener” custom manufacturing
…improved sustainability


![Budapest - ahiviaje.files.wordpress.com · Budapest Budapest( /ˈbudɒpɛʃt/)eslacapitalyciudadmáspo-bladadeHungría,[3] asícomosuprincipalcentroindus-trial,comercialydetransportes.[4]](https://static.fdocuments.net/doc/165x107/5ad3e21c7f8b9a0d2d8ba062/budapest-budapest-budpteslacapitalyciudadmspo-bladadehungra3-ascomosuprincipalcentroindus-trialcomercialydetransportes4.jpg)