Handbook of Flotation Reagents Volume 2
213
Elsevier Radarweg 29, PO Box 211, 1000 AE Amsterdam, The Netherlands The Boulevard, Langford Lane, Kidlington, Oxford OX5 1GB, UK First edition 2010 Copyright © 2010 Elsevier B.V. All rights reserved No part of this publication may be reproduced, stored in a retrieval system or transmitted in any form or by any means electronic, mechanical, photocopying, recording or otherwise without the prior written permission of the publisher Permissions may be sought directly from Elsevier’ s Science & Technology Rights Department in Oxford, UK: phone (+44) (0) 1865 843830; fax (+44) (0) 1865 853333; email: [email protected]. Alternatively you can submit your request online by visiting the Elsevier web site at http://elsevier.com/locate/permissions, and selecting Obtaining permission to use Elsevier material Notice No responsibility is assumed by the publisher for any injury and/or damage to persons or property as a matter of products liability, negligence or otherwise, or from any use or operation of any methods, products, instructions or ideas contained in the material herein. Because of rapid advances in the medical sciences, in particular, independent verification of diagnoses and drug dosages should be made British Library Cataloguing in Publication Data A catalogue record for this book is available from the British Library Library of Congress Cataloging-in-Publication Data A catalog record for this book is available from the Library of Congress ISBN: 978-0-444-53082-0 For information on all Elsevier publications visit our website at books.elsevier.com Printed and bound in The Netherlands 11 12 13 10987654321 Working together to grow libraries in developing countries www.elsevier.com | www.bookaid.org | www.sabre.org
Transcript of Handbook of Flotation Reagents Volume 2

ElsevierRadarweg 29, PO Box 211, 1000 AE Amsterdam, The NetherlandsThe Boulevard, Langford Lane, Kidlington, Oxford OX5 1GB, UK
First edition 2010
Copyright © 2010 Elsevier B.V. All rights reserved
No part of this publication may be reproduced, stored in a retrieval systemor transmitted in any form or by any means electronic, mechanical, photocopying,recording or otherwise without the prior written permission of the publisher
Permissions may be sought directly from Elsevier’s Science & Technology RightsDepartment in Oxford, UK: phone (+44) (0) 1865 843830; fax (+44) (0) 1865 853333;email: [email protected]. Alternatively you can submit your request online byvisiting the Elsevier web site at http://elsevier.com/locate/permissions, and selectingObtaining permission to use Elsevier material
NoticeNo responsibility is assumed by the publisher for any injury and/or damage to personsor property as a matter of products liability, negligence or otherwise, or from any useor operation of any methods, products, instructions or ideas contained in the materialherein. Because of rapid advances in the medical sciences, in particular, independentverification of diagnoses and drug dosages should be made
British Library Cataloguing in Publication DataA catalogue record for this book is available from the British Library
Library of Congress Cataloging-in-Publication DataA catalog record for this book is available from the Library of Congress
ISBN: 978-0-444-53082-0
For information on all Elsevier publicationsvisit our website at books.elsevier.com
Printed and bound in The Netherlands11 12 13 10 9 8 7 6 5 4 3 2 1
Working together to grow libraries in developing countries
www.elsevier.com | www.bookaid.org | www.sabre.org

Introduction
Volume 2 of the ‘Flotation Reagents Handbook’ is a continuation of Volume 1, and presentsfundamental and practical knowledge on flotation of gold, platinum group minerals and themajor oxide minerals, as well as rare earths.
Rather than reiterating what is well known about flotation of gold, PGMs and oxideminerals, emphasis has been placed on the separation methods which are not so effectivewhen using conventional treatment processes. These difficult separation methods arelargely attributed to problems with selectivity between valuable minerals and gangueminerals, especially in the flotation of oxide ores and base metal oxides, such as copper,lead and zinc oxide ores.
Literature on flotation of gold, PGMs, rare earths and various oxides is rather limited,compared to literature on treatment of sulphide-bearing ores. As mentioned earlier, themain problem arises from the presence of gangue minerals in the ore, which have flotationproperties similar to those of valuable minerals. These minerals have a greater floatabilitythan that of pyrochlore or columbite. In the beneficiation of oxide minerals, finding aselectivity solution is a major task.
This volume of the Handbook is devoted to the beneficiation of gold, platinum groupminerals and, most important, oxide minerals. The book contains details on flotationproperties of the major minerals. The fundamental research carried out by a number ofresearch organizations over the past several decades is also contained in this book.Commercial plant practices for most oxide minerals are also presented.
The major objective of this volume of the Handbook is to provide practical mineralprocessors that are faced with the problem of beneficiation of difficult-to-treat ores, with acomprehensive digest of information available, thus enabling them to carry out theirdevelopment testwork in a more systematic manner and to assist in the control of operatingplants.
This book will also provide valuable background information for researchers, universitystudents and professors. The book contains comprehensive references of worldwide litera-ture on the subject.
New technologies for most of the oxide minerals included in this volume were developedby the author.
ix

– 17 –
Flotation of Gold Ores
17.1 INTRODUCTION
The recovery of gold from gold-bearing ores depends largely on the nature of the deposit, the mineralogy of the ore and the distribution of gold in the ore. The methods used for the recovery of gold consist of the following unit operations:
1. The gravity preconcentration method, which is used mainly for recovery of gold from placer deposits that contain coarse native gold. Gravity is often used in combination with flotation and/or cyanidation.
2. Hydrometallurgical methods are normally employed for recovery of gold from oxidized deposits (heap leach), low-grade sulphide ores (cyanidation, CIP, CIL) and refractory gold ores (autoclave, biological decomposition followed by cyanidation).
3. A combination of pyrometallurgical (roasting) and hydrometallurgical route is used for highly refractory gold ores (carbonaceous sulphides, arsenical gold ores) and the ores that contain impurities that result in high consumption of cyanide, which have to be removed before cyanidation.
4. The flotation method is a technique widely used for the recovery of gold from gold-containing copper ores, base metal ores, copper nickel ores, platinum group ores and many other ores where other processes are not applicable. Flotation is also used for the removal of interfering impurities before hydrometallurgical treatment (i.e. carbon prefloat), for upgrading of low-sulphide and refractory ores for further treatment. Flotation is considered to be the most cost-effective method for concentrating gold.
Significant progress has been made over the past several decades in recovery of gold using hydrometallurgical methods, including cyanidation (CIL, resin-in-pulp), bio-oxidation, etc. All of these processes are well documented in the literature [1,2] and abundantly described. However, very little is known about the flotation properties of gold contained in various ores and the sulphides that carry gold. The sparse distribution of discrete gold minerals, as well as their exceedingly low concentrations in the ore, is one of the principal reasons for the lack of fundamental work on the flotation of gold-bearing ores.
In spite of the lack of basic research on flotation of gold-bearing ores, the flotation technique is used not only for upgrading of low-grade gold ore for further treatment, but
1

2 17. Flotation of Gold Ores
also for beneficiation and separation of difficult-to-treat (refractory) gold ores. Flotation is also the best method for recovery of gold from base metal ores and gold-containing PGM ores. Excluding gravity preconcentration, flotation remains the most cost-effective beneficiation method.
Gold itself is a rare metal and the average grades for low-grade deposits vary between 3 and 6 ppm. Gold occurs predominantly in native form in silicate veins, alluvial and placer deposits or encapsulated in sulphides. Other common occurrences of gold are alloys with copper, tellurium, antimony, selenium, platinum group metals and silver. In massive sulphide ores, gold may occur in several of the above forms, which affects flotation recovery.
During flotation of gold-bearing massive sulphide ores, the emphasis is generally placed on the production of base metal concentrates and gold recovery becomes a secondary consideration. In some cases, where significant quantities of gold are contained in base metal ores, the gold is floated from the base metal tailings.
The flotation of gold-bearing ores is classified according to ore type (i.e. gold ore, gold copper ore, gold antimony ores, etc.), because the flotation methods used for the recovery of gold from different ores is vastly different.
17.2 GEOLOGY AND GENERAL MINERALOGY OF GOLD-BEARING ORES
The geology of the deposit and the mineralogy of the ore play a decisive role in the selection of the best treatment method for a particular gold ore. Geology of the gold deposits [3] varies considerably not only from deposit to deposit, but also within the deposit. Table 17.1 shows major genetic types of gold ores and their mineral composition. More than 50% of the total world gold production comes from clastic sedimentary deposits.
Table 17.1
Common genetic types of gold deposits
Ore type Description
Magmatic Gold occurs as an alloy with copper, nickel and platinum group metals. Typically contains low amount of gold
Ores in clastic Placer deposits, in general conglomerates, which contain quartz, sericite, sedimentary rock chlorite, tourmaline and sometimes rutile and graphite. Gold can be
coarse. Some deposits contain up to 3% pyrite. Size of the gold contained in pyrite ranges from 0.01to 0.07 μm
Hydrothermal This type contains a variety of ores, including(a) gold-pyrite ores, (b) gold-copper ores, (c) gold-polymetallic ores and (d) gold oxide ore, usually upper zone of sulphide zones. The pyrite content of the ore varies from 3% to 90%. Other common waste minerals are quartz, aluminosilicates, dolomite etc.
Metasomatic or scarn Sometimes are very complex and refractory gold ores. Normally the ores ores are composed of quartz, sericite, chlorites, calcite and magnetite.
Sometimes the ore contains wolframite and scheelite

17.3 Flotation Properties of Gold Minerals and Factors Affecting Floatability 3
Table 17.2
Major gold minerals
Group Mineral Chemical formula Impurity content
Native gold and its alloys
Native gold Electrum Cuproauride Amalgam Bismuthauride
Au Au/Ag Au/Cu Hg/Au Au/Bi
0–15% Ag 15–50% Ag 5–10% Cu 10–34% Au 2–4% Bi
Tellurides Calaverite Sylvanite Petzite Magyazite
AuTe3
(Au,Ag)Te2
(Au,Ag)Te Au(Pb,Sb,Fe)(S,Te11) Unstable
Gold associated with platinum group metals
Krennerite Platinum gold Rhodite Rhodian gold Aurosmiride
AuTe2(Pt,Pl) AuPt AuRh AuRh Au,Ir,Os
Up to 10% Pt 30–40% Rh 5–11% Rh 5% Os + 5–7% Ir
In many geological ore types, several sub-types can be found including primary ores, secondary ores and oxide ores. Some of the secondary ores belong to a group of highly refractory ores, such as those from Nevada (USA) and Chile (El Indio). The number of old minerals and their associations are relatively small and can be divided into the following three groups: (a) native gold and its alloys, (b) tellurides and (c) gold associated with platinum group metals. Table 17.2 lists the major gold minerals and their associations.
17.3 FLOTATION PROPERTIES OF GOLD MINERALS AND FACTORS AFFECTING FLOATABILITY
Native gold and its alloys, which are free from surface contaminants, are readily floatable with xanthate collectors. Very often however, gold surfaces are contaminated or covered with varieties of impurities [4]. The impurities present on gold surfaces may be argentite, iron oxides, galena, arsenopyrite or copper oxides. The thickness of the layer may be of the order of 1–5 µm. Because of this, the flotation properties of native gold and its alloys vary widely. Gold covered with iron oxides or oxide copper is very difficult to float and requires special treatment to remove the contaminants.
Tellurides, on the other hand, are readily floatable in the presence of small quantities of collector, and it is believed that tellurides are naturally hydrophobic. Tellurides from Minnesota (USA) were floated using dithiophosphate collectors, with over 9% gold recovery.

4 17. Flotation of Gold Ores
0
5
10
Ads
orpt
ion
of x
anth
ate
(%)
15
1
2
3
20
25
30
0 10 20 30 40 50 60 70 80 Conditioning time with xanthate (minutes)
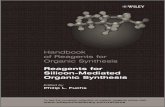
Figure 17.1 Relationship between adsorption of xanthate on gold and conditioning time in the presence of various concentrations of xanthate.
Flotation behaviour of gold associated in the platinum group metals is apparently the same as that for the platinum group minerals (PGMs) or other minerals associated with the PGMs (i.e. nickel, pyrrhotite, copper and pyrite). Therefore, the reagent scheme developed for PGMs also recovers gold. Normally, for the flotation of PGMs and associated gold, a combination of xanthate and dithiophosphate is used, along with gangue depressants guar gum, dextrin or modified cellulose. In the South African PGM operations, gold recovery into the PGM concentrate ranges from 75% to 80%.
Perhaps the most difficult problem in flotation of native gold and its alloys is the tendency of gold to plate, vein, flake and assume many shapes during grinding. Particles with sharp edges tend to detach from the air bubbles, resulting in gold losses. This shape factor also affects gold recovery using a gravity method.
In flotation of gold-containing base metal ores, a number of modifiers normally used for selective flotation of copper lead, lead zinc and copper lead zinc have a negative effect on the floatability of gold. Such modifiers include ZnSO4·7H2O, SO2, Na2S2O5 and cyanide when added in excessive amounts. The adsorption of collector on gold and its floatability is considerably improved by the
presence of oxygen. Figure 17.1 shows the relationship between collector adsorption, oxygen concentration in the pulp and conditioning time [4]. The type of modifier and the pH are also important parameters in flotation of gold.
17.4 FLOTATION OF LOW-SULPHIDE-CONTAINING GOLD ORES
The beneficiation of this ore type usually involves a combination of gravity concentration, cyanidation and flotation. For an ore with coarse gold, gold is often recovered by gravity and flotation, followed by cyanidation of the reground flotation concentrate. In

17.6 Flotation of Carbonaceous Clay-Containing Gold Ores 5
some cases, flotation is also conducted on the cyanidation tailing. The reagent combination used in flotation depends on the nature of gangue present in the ore. The usual collectors are xanthates, dithiophosphates and mercaptans. In the scavenging section of the flotation circuit, two types of collector are used as secondary collectors. In the case of a partially oxidized ore, auxiliary collectors, such as hydrocarbon oils with sulphidizer, often yield improved results. The preferred pH regulator is soda ash, which acts as a dispersant and also as a complexing reagent for some heavy metal cations that have a negative effect on gold flotation. Use of lime often results in the depression of native gold and gold-bearing sulphides. The optimum flotation pH ranges between 8.5 and 10.0. The type of frother also plays an important role in the flotation of native gold and gold-bearing sulphides. Glycol esters and cyclic alcohols (pine oil) can improve gold recovery significantly.
Amongst the modifying reagents (depressant), sodium silicate starch dextrins and lowmolecular-weight polyacrylamides are often selected as gangue depressants. Fluorosilicic acid and its salts can also have a positive effect on the floatability of gold. The presence of soluble iron in a pulp is highly detrimental for gold flotation. The use of small quantities of iron-complexing agents, such as polyphosphates and organic acids, can eliminate the harmful effect of iron.
17.5 FLOTATION OF GOLD-CONTAINING MERCURY/ANTIMONY ORES
In general, these ores belong to a group of difficult-to-treat ores, where cyanidation usually produces poor extraction. Mercury is partially soluble in cyanide, which increases consumption and reduces extraction. A successful flotation method [5] has been developed using the flowsheet shown in Figure 17.2, where the best metallurgical results were obtained using a three-stage grinding and flotation approach. The metallurgical results obtained with different grinding configurations are shown in Table 17.3.
Flotation was carried out at an alkaline pH, controlled by lime. A xanthate collector with cyclic alcohol frother (pine oil, cresylic acid) was shown to be the most effective. The use of small quantities of a dithiophosphate-type collector, together with xanthate was beneficial.
17.6 FLOTATION OF CARBONACEOUS CLAY-CONTAINING GOLD ORES
These ores belong to a group of refractory gold ores, where flotation techniques can be used to (a) remove interfering impurities before the hydrometallurgical treatment process of the ore for gold recovery, and (b) to preconcentrate the ore for further pyrometallurgical or hydrometallurgical treatment. There are several flotation methods used for beneficiation of this ore type. Some of the most important methods are described below.

Feed
Classification 1
Grind 1
Classification 2
Final tailing Concentrate to smelter
Cleaner 3
Cleaner 2
Cleaner 1
Cleaner Classification
Classification
Flotation 2
Flotation 1
Grind 3
Grind 2 Scalp Float
6 17. Flotation of Gold Ores
Figure 17.2 Flotation flowsheet developed for the treatment of gold-containing mercury–antimony ore.
Table 17.3
Gold recovery obtained using different flowsheets [5]
Product % Recovery in concentrate Tailing assays (%, g/t)
Au Ag Sb As S Au Ag Sb As S
Single-stage grind-flotation Two-stage grind-flotation Three-stage grind-flotation
88.1 92.2 95.3
89.2 91.8 95.2
72.9 93.4 95.7
68.4 78.7 81.2
70.1 81.2 85.7
1.7 1.0 0.7
5.0 4.1 2.2
0.04 0.015 0.005
0.035 0.022 0.015
0.38 0.27 0.19

17.6 Flotation of Carbonaceous Clay-Containing Gold Ores 7
17.6.1 Preflotation of carbonaceous gangue and carbon
In this technique, only carbonaceous gangue and carbon are recovered by flotation, in preparation for further hydrometallurgical treatment of the float tails for gold recovery. Carbonaceous gangue and carbon are naturally floatable using only a frother, or a combination of a frother and a light hydrocarbon oil (fuel oil, kerosene, etc.). When the ore contains clay, regulators for clay dispersion are used. Some of the more effective regulating reagents include sodium silicates and oxidized starch.
17.6.2 Two-stage flotation method
In this technique, carbonaceous gangue is prefloated using the above-described method, followed by flotation of gold-containing sulphides using activator–collector combinations. In extensive studies [6] conducted on carbonaceous gold-containing ores, it was established that primary amine-treated copper sulphate improved gold recovery considerably. Ammonium salts and sodium sulphide (Na2S · 9H2O) also have a positive effect on gold-bearing sulphide flotation, at a pH between 7.5 and 9.0. The metallurgical results obtained with and without modified copper sulphate are shown in Table 17.4.
17.6.3 Nitrogen atmosphere flotation method
This technique uses a nitrogen atmosphere in grinding and flotation to retard oxidation of reactive sulphides, and has been successfully applied on carbonaceous ores from Nevada (USA). The effectiveness of the method depends on (a) the amount of carbonaceous gangue present in the ore, and (b) the amount and type of clay. Ores that are high in carbon or contain high clay content (or both) are not amenable for nitrogen atmosphere flotation.
Table 17.4
Effect of amine-modified CuSO4 on gold-bearing sulphide flotation from carbonaceous refractory ore
Reagent used Product Weight Assays (%, g/t) % Distribution (%)
Au S Au S
CuSO4 + xanthate Gold sulphide concentrate 30.11 9.63 4.50 69.1 79.7 Gold sulphide tail 69.89 1.86 0.49 30.9 20.3 Head 100.00 4.20 1.70 100.0 100.0
Amine modified Gold sulphide concentrate 26.30 13.2 5.80 84.7 90.8 CuSO4 + xanthate Gold sulphide tail 73.70 0.85 0.21 15.3 9.2
Head 100.00 4.10 1.68 100.0 100.0

8 17. Flotation of Gold Ores
17.7 FLOTATION OF GOLD-CONTAINING COPPER ORES
The floatability of gold from gold-containing copper gold ores depends on the nature and occurrence of gold in these ores, and its association with iron sulphides.
Gold in the porphyry copper ore may appear as native gold, electrum, cuproaurid and sulphosalts associated with silver. During the flotation of porphyry copper-gold ores, emphasis is usually placed on the production of a marketable copper-gold concentrate and optimization of gold recovery is usually constrained by the marketability of its concentrate.
The minerals that influence gold recovery in these ores are iron sulphides (i.e. pyrite, marcasite, etc.), in which gold is usually associated as minute inclusions. Thus, the iron sulphide content of the ore determines gold recovery in the final concentrate. Figure 17.3 shows the relationship between pyrite content of the ore and gold recovery in the copper concentrate for two different ore types. Most of the gold losses occur in the pyrite.
The reagent schemes used in commercial operations treating porphyry copper–gold ores vary considerably. Some operations, where pyrite rejection is a problem, use a dithiophosphate collector at an alkaline pH between 9.0 and 11.8 (e.g. OK Tedi/PNG Grasberg/ Indonesia). When the pyrite content in the ore is low, xanthate and dithiophosphates are used in a lime or soda ash environment.
In more recent years, in the development of commercial processes for the recovery of gold from porphyry copper–gold ores, bulk flotation of all the sulphides has been emphasized, followed by regrinding of the bulk concentrate and sequential flotation of copper– gold from pyrite. Such a flowsheet (Figure 17.4) can also incorporate high-intensity conditioning in the cleaner–scavenger stage. Comparison of metallurgical results using the standard sequential flotation flowsheet and the bulk flotation flowsheet are shown in Table 17.5. A considerable improvement in gold recovery was achieved using the bulk flotation flowsheet.
0 0
20
Gol
d re
cove
ry in
Cu
clea
ner
conc
. (%
)
40
60
80
100
1 2 3 4 5 6 7 8
2
1
9 10
Pyrite content of ore (%)
Figure 17.3 Effect of pyrite content of the ore on gold recovery in the copper–gold concentrate at 30% Cu concentrate grade (1: ore from Peru; 2: ore from Indonesia).

Cu-Au cleaner concentrate
Cu-Au cleaner 3
Cu-Au cleaner 2
Cu-Au cleaner 1
Cu-Au rougher High-intensity conditioning
Cu-Au scavenger
Regrind
Flotation feed Bulk rougher
Combined tailing
Bulk scavenger
Figure 17.4 Bulk flowsheet used in the treatment of pyritic copper–gold ores [8].
Table 17.5
Comparison of metallurgical results using conventional and bulk flotation flowsheets on ore from peru
Flowsheet used Product Weight (%) Assays (%, g/t) % Distribution
Au S Au S
Conventional Cu/Au concentrate 2.28 27.6 32.97 95.4 76.7 (sequential Cu/Au) Cu/Au tail 97.72 0.031 0.23 4.6 23.3
Head 100.00 0.66 0.98 100.0 100.0 Bulk Cu/Au concentrate 2.32 27.1 36.94 95.2 85.8 (Figure 17.4) Cu/Au ail 97.68 0.032 0.14 4.8 14.2
Head 100.00 0.66 0.96 100.0 100.0
17.7 Flotation of Gold-Containing Copper Ores 9
During beneficiation of clay-containing copper-gold ores, the use of small quantities of Na2S (at natural pH) improves both copper and gold metallurgy considerably.
In the presence of soluble cations (e.g. Fe, Cu), additions of small quantities of organic acid (e.g. oxalic, tartaric) improve gold recovery in the copper concentrate.
Some porphyry copper ores contain naturally floatable gangue minerals, such as chlorites and aluminosilicates, as well as preactivated quartz. Sodium silicate, carboxy methyl-cellulose and dextrins are common depressants used to control gangue flotation. Gold recovery from massive sulphide copper–gold ores is usually much lower than that of
porphyry copper–gold ores, because very often a large portion of the gold is associated with pyrite. Normally, gold recovery from these ores does not exceed 60%. During the treatment of copper–gold ores containing pyrrhotite and marcasite, the use of Na2H2PO4 at alkaline pH values depresses pyrrhotite and marcasite, and also improves copper and gold metallurgy.

10 17. Flotation of Gold Ores
17.8 FLOTATION OF OXIDE COPPER–GOLD ORES
Oxide copper–gold ores are usually accompanied by iron hydroxide slimes and various clay minerals. There are several deposits of this ore type around the world, some of which are located in Australia (Red Dome), Brazil (Igarape Bahia) and the Soviet Union (Kalima). Treatment of these ores is difficult, and even more complicated in the presence of clay minerals.
Recently, a new class of collectors, based on ester-modified xanthates, have been successfully used to treat gold-containing oxide copper ores, using a sulphidization method. Table 17.6 compares the metallurgical results obtained on the Igarape Bahia ore using xanthate and a new collector (PM230, supplied by Senmin in South Africa).
The modifier used in the flotation of these ores included a mixture of sodium silicate and Calgon. Good selectivity was also achieved using boiled starch.
17.9 FLOTATION OF GOLD–ANTIMONY ORES
Gold–antimony ores usually contain stibnite (1.5–4.0% Sb), pyrite, arsenopyrite, gold (1.5–3.0 g/t) and silver (40–150 g/t). Several plants in the United States (i.e. Stibnite/ Minnesota and Bradly) and Russia have been in operation for some time. There are two commercial processes available for treatment of these ores:
1. Selective flotation of gold-containing sulphides followed by flotation of stibnite with pH change. Stibnite floats well in neutral and weak acid pH, whereas in an alkaline pH (i.e. >8) it is reduced. Utilizing this phenomenon, gold-bearing sulphides are floated with xanthate and alcohol frother in alkaline medium (i.e. pH > 9.3) followed by stibnite flotation at about pH 6.0, after activation with lead nitrate. Typical metallurgical results using this method are shown in Table 17.7.
2. Bulk flotation followed by sequential flotation of gold-bearing sulphides, and depression of stibnite. This method was practiced at the Bradly concentrator (USA)
Table 17.6
Effect of collector PM230 on copper/gold recovery from Igarape Bahia oxide copper/gold ore [8]
Reagent used Product Weight (%) Assays (%, g/t)
% Distribution
Au S Au S
Na2S = 2500 g/t PAXa = 200 g/t
Na2S = 2500 g/t PAXa/PM230 (1:1) = 200 g/t
Copper Cl concentrate Copper tail Feed Copper Cl concentrate Copper tail Feed
9.36 90.64
100.00 10.20 89.80
100.00
33.3 1.61 4.65
39.5 0.61 0.61
14.15 1.46 2.65
21.79 0.42 0.42
67.0 33.0
100.0 88.0 12.0 12.0
50.0 50.0
100.0 85.5 14.5 14.5
aPAX = potassium amyl xanthate.

17.10 Flotation of Arsenical Gold Ores 11
Table 17.7
Product
Metallurgical results obtained using a sequential flotation method
Weight (%) Assays (%, g/t) % Distribution
Au Ag Sb Au Ag Sb
Gold concentrate Stibnite concentrate Tailing Feed
2.34 4.04 93.62
100.00
42.3 6.2 0.65 1.86
269.3 559.8 18.7 46.4
20.0 51.0 0.7 3.2
53 13 34 100.0
13 51 36 100.0
15 64 21 10.0
Courtesy of stibnite plant (Minnesota, 1976).
Table 17.8
Product
Plant metallurgical results obtained using a bulk flotation method
Weight (%) Assays (%, g/t) % Distribution
Au Ag Sb Au Ag Sb
Gold concentrate 1.80 91.1 248.8 1.5 61.0 31.3 2.0 Antimony concentrate 1.80 13.0 684.2 51.3 9.0 58.6 75.0 Middlings 0.50 46.6 248.8 20.0 8.6 6.0 8.0 Bulk concentrate 4.10 51.7 440.0 29.0 78.6 85.9 85.0 Tailing 95.90 0.6 3.1 0.2 21.4 14.1 15.0 Feed 100.00 2.7 21.0 1.3 100.0 100.0 100.0
Courtesy of the Bradly concentrator (USA).
and consisted of the following steps: (a) bulk flotation of stibnite and gold-bearing sulphides at pH 6.5 using lead nitrate (i.e. Sb activator) and xanthate, (b) the bulk concentrate is reground in the presence of NaOH (pH 10.5) and CuSO4, and the gold-bearing sulphides are refloated with additions of small quantities of xanthate, (c) cleaning of the gold concentrate in the presence of NaOH and NaHS. The plant metallurgical results employing this method are shown in Table 17.8.
Recent studies conducted on ore from Kazakhstan have shown that sequential flotation using thionocarbamate collector gave better metallurgical results than those obtained with xanthate.
17.10 FLOTATION OF ARSENICAL GOLD ORES
There are two major groups of arsenical gold ores of economical value. These are the massive base metal sulphides with arsenical gold (i.e. the lead–zinc Olympias deposit, Greece) and arsenical gold ores without the presence of base metals. Massive, base metal

12 17. Flotation of Gold Ores
arsenical gold ores are rare, and there are only a few deposits in the world. A typical arsenical gold ore contains arsenopyrite as the major arsenic mineral. However, some arsenical gold ores, such as those from Nevada in the USA (Getchel deposit), contain realgar and orpiment as the major arsenic-bearing minerals. Pyrite, if present in an arsenical gold ore, may contain some gold as minute inclusions.
Flotation of arsenical gold ores associated with base metals is accomplished using a sequential flotation technique, with flotation of base metals followed by flotation of gold-containing pyrite/arsenopyrite. The pyrite/arsenopyrite is floated at a weakly acid pH with a xanthate collector.
Arsenical gold ores that do not contain significant base metals are treated using a bulk flotation method, where all the sulphides are first recovered into a bulk concentrate. In case the gold is contained either in pyrite or arsenopyrite, separation of pyrite and arsenopyrite is practiced. There are two commercial methods available. The first method utilizes arsenopyrite depression and pyrite flotation, and consists of the following steps:
1. Heat the bulk concentrate to 75°C at a pH of 4.5 (controlled by H2SO4) in the presence of small quantities of potassium permaganate or disodium phosphate. The temperature is maintained for about 10 min.
2. Flotation of pyrite using either ethyl xanthate or potassium butyl xanthate as collector. Glycol frother is also usually employed in this separation.
This method is highly sensitive to temperature. Figure 17.5 shows the effect of temperature on pyrite/arsenopyrite separation. In this particular case, most of the gold was associated with pyrite. Successful pyrite/arsenopyrite separation can also be achieved with the use of potassium peroxy disulphide as the arsenopyrite depressant. The second method involves depression of pyrite and flotation of arsenopyrite. In this
method, the bulk concentrate is treated with high dosages of lime (i.e. pH > 12), followed
Pyrite
Arsenopyrite
Pyr
ite/a
rsen
opyr
ite r
ecov
ery
(%)
0
20
40
60
80
100
0 20 40 60 80 Heating temperature (°C)
Figure 17.5 Effect of temperature on separation of pyrite and arsenopyrite from a bulk pyrite/ arsenopyrite concentrate.

17.11 Flotation of Gold From Base Metal Sulphide Ores 13
by a conditioning step with CuSO4 to activate arsenopyrite. The arsenopyrite is then floated using a thionocarbamate collector.
Separation of arsenopyrite and pyrite is important from the point of view of reducing downstream processing costs. Normally, roasting or pressure oxidation followed by cyanidation is used to recover gold.
17.11 FLOTATION OF GOLD FROM BASE METAL SULPHIDE ORES
Very often lead-zinc, copper-zinc, copper-lead-zinc and copper-nickel ores contain significant quantities of gold (i.e. between 1 and 9 g/t). The gold in these ore types is usually found as elemental gold. A large portion of the gold in these ores is finely disseminated in pyrite, which is considered non-recoverable. Because of the importance of producing commercial-grade copper, lead and zinc concentrates, little or no consideration is given to improvement in gold recovery, although the possibility exists to optimize gold recovery in many cases. Normally, gold recovery from base metal ores ranged from 30% to 75%.
In the case of a copper-zinc and copper-lead-zinc ore, gold collects in the copper concentrate. During the treatment of lead-zinc ores, the gold tends to report to the lead concentrate. Information regarding gold recovery from base metal ores is sparse.
The most recent studies [9] conducted on various base metal ores revealed some important features of flotation behaviour of gold from these ores. It has been demonstrated that gold recovery to the base metal concentrate can be substantially improved with the proper selection of reagent schemes. Some of these studies are discussed below.
17.11.1 Gold-containing lead-zinc ores
Some of these ores contain significant quantities of gold, ranging from 0.9 to 6.0 g/t (i.e. Grum/Yukon, Canada; Greens Creek, Alaska; and Milpo, Peru). The gold recovery from these ores ranged from 35% to 75%. Laboratory studies have shown that the use of high dosages of zinc sulphate, which is a common zinc depressant used in lead flotation, reduces gold floatability significantly. The effect of ZnSO4 · 7H2O addition on gold recovery in the lead concentrate is illustrated in Figure 17.6.
In order to improve gold recovery in the lead concentrate, an alternative depressant to ZnSO4 · 7H2O can be used. Depressant combinations such as Na2S + NaCN, or Na2SO3 + NaCN, may be used. The type of collector also plays an important role in gold flotation of lead-zinc ores. A phosphine-based collector, in combination with xanthate, gave better gold recovery than dithiophosphates.
17.11.2 Copper-zinc gold-containing ores
Gold recovery from copper-zinc ores is usually higher than that obtained from either a lead-zinc or copper lead-zinc ore. This is attributed to two main factors: when selecting a reagent

0
10
Gol
d re
cove
ry in
Lea
d co
ncen
trat
e (%
)
20
30
40
50
60
70
Grum ore Yukon (Canada)
Greens Creek ore (Alaska)
0 100 200 300 400 500
ZnSO4 · 7 H2O (g/t)
14 17. Flotation of Gold Ores
Figure 17.6 Effect of ZnSO4 additions on gold recovery from lead–zinc ores.
scheme for treatment of Cu-Zn ores, there are more choices than for the other ore types, which can lead to the selection of a reagent scheme more favourable for gold flotation. In addition, a non-cyanide depressant system can be used for the treatment of these ores, which in turn results in improved gold recovery. This option is not available during treatment of lead-zinc ores. Table 17.9 shows the effect of different depressant combinations on gold recovery from a copper-zinc ore.
The use of a non-cyanide depressant system resulted in a substantial improvement in gold recovery in the copper concentrate.
Table 17.9
Effect of different depressant combinations on gold recovery to the copper concentrate from lower zone Kutcho Creek ore
Depressant system Product Weight (%) Assays (%, g/t) % Distribution
Au Ag Sb Au Ag Sb
ZnSO4, NaCN, CaO Cu concentrate 3.10 20.4 26.2 330 45.1 85.6 2.8 pH 8.5 Cu, 10.5 Zn Zn concentrate 5.34 1.20 0.61 55.4 4.6 3.4 82.2
Tailings 91.56 0.77 0.11 0.58 50.3 11.0 15.0 Feed 100.00 1.4 0.95 3.60 100.0 100.0 100.0
Na2SO3, NaHS, CaO Cu concentrate 3.05 32.5 28.1 2.80 68.3 87.4 2.3 pH 8.5 Cu, 10.5 Zn Zn concentrate 5.65 1.20 0.55 54.8 4.7 3.2 84.6
Tailings 91.30 0.43 0.10 0.52 27.0 9.4 13.1 Feed 100.00 1.45 0.98 3.66 100.0 100.0 100.0
Courtesy of Esso Canada Resources.

17.12 Conclusions 15
17.11.3 Gold-containing copper-lead-zinc ores
Because of the complex nature of these ores, and the requirement for a relatively complex reagent scheme for treatment of this ore, the gold recovery is generally lower than that achieved from a lead-zinc or copper-zinc ore. One of the major problems associated with the flotation of gold from these ores is related to gold mineralogy. A large portion of the gold is usually contained in pyrite, at sub-micron size. If coarse elemental gold and electrum are present, the gold surfaces are often coated with iron or lead, which can result in a substantial reduction in floatability.
The type of collector and flowsheet configuration play an important role in gold recovery from these ores. With a flowsheet that uses bulk Cu–Pb flotation followed by Cu–Pb separation, the gold recovery is higher than that achieved with a sequential Cu–Pb flotation flowsheet. In laboratory tests, and Aerophine collector type, in combination with xanthate, had a positive effect on gold recovery as compared to either dithiophosphate or thionocarbamate collectors. Table 17.10 compares the metallurgical results obtained with an Aerophine collector to those obtained with a dithiophosphate collector.
Because of the complex nature of gold-containing Cu–Pb–Zn ores, the reagent schemes used are also complex. Reagent modifiers such as ZnSO4, NaCN and lime have to be used, all of which have a negative effect on gold flotation.
17.12 CONCLUSIONS
The flotation of gold-bearing ores, whether for production of bulk concentrates for further gold recovery processes (i.e. pyrometallurgy, hydrometallurgy) or for recovery of gold to base metal concentrates, is a very important method for concentrating the gold and reducing downstream costs.
The flotation of elemental gold, electrum and tellurides is usually very efficient, except when these minerals are floated from base metal, massive sulphides.
Flotation of gold-bearing sulphides from ores containing base metal sulphides present many challenges and should be viewed as flotation of the particular mineral that contains gold (i.e. pyrite, arsenopyrite, copper, etc.), because gold is usually associated with these minerals at micron size.
Selection of a flotation technique for gold preconcentration depends very much on the ore mineralogy, gangue composition and gold particle size. There is no universal method for flotation of the gold-bearing minerals, and the process is tailored to the ore characteristics. A specific reagent scheme and flowsheet are required for each ore.
There are opportunities in most operating plants for improving gold metallurgy. Most of these improvements come from selection of more effective reagent schemes, including collectors and modifiers.
Perhaps the most difficult ores to treat are the clay-containing carbonaceous sulphides. Significant progress has been made in treatment options for these ores. New sulphide activators (i.e. amine-treated CuSO4, ammonium salts) and nitrogen gas flotation are amongst the new methods available.

Table 17.10
Effect of collector type on Cu–Pb–Zn–Au metallurgical results from a high-lead ore, Crandon (USA)
Collector Product Weight (%) Assays (%, g/t) % Distribution
Au Cu Pb Zn Au Cu Pb Zn
30 g/t xanthate Cu concentrate 2.47 22.4 25.5 1.20 4.50 41.6 78.6 2.3 1.3 20 g/t dithiophosphate 3477 Pb concentrate 1.80 2.50 0.80 51.5 8.30 3.4 1.8 71.3 1.7
Zn concentrate 13.94 1.10 0.60 0.80 58.2 11.5 10.4 8.6 92.2 Tailing 81.79 0.71 0.089 0.28 0.52 43.5 9.1 17.8 4.8 Feed 100.00 1.33 0.80 1.30 8.80 100.0 100.0 100.0 100.0
30 g/t xanthate Cu concentrate 2.52 31.3 26.1 1.10 5.00 60.6 80.1 2.1 1.4 20 g/t aerophine 3418A Pb concentrate 1.92 2.80 0.90 51.1 9.20 4.1 2.1 72.5 2.0
Zn concentrate 13.91 0.90 0.50 0.72 58.5 9.6 8.5 7.4 92.5 Tailing 81.65 0.41 0.093 0.30 0.44 25.7 9.3 18.0 4.1 Feed 100.00 1.30 0.82 1.35 8.80 100.0 100.0 100.0 100.0
Courtesy of Exxon coal.
16 17.
Flotation of G
old Ores

17 References
REFERENCES
1. Kudryk, V., Carigan, D.A., and Liang, W.W., Precious Metals, Mining Extraction and Processing. AIME, 1982.
2. Martins, V., Dunne, R.C., and Gelfi, P., Treatment of Partially Refractory Gold Ores, Randol Gold Forum, Australia, 1991.
3. Baum, W., Mineralogy as a Metallurgical Tool in Refractory Ore, Progress Selection and Optimization, Randol Gold Forum, Squaw Valley, 1990.
4. Fishman, M.A., and Zelenov, B.I., Practice in Treatment of Sulphides and Precious Metal Ores, Izdatelstro Nedra (Russian), Moscow, Vol. 5, pp. 22–101, 1967.
5. Sristinov, N.B., The Effect of the Use of Stage Grinding in Processing of Refractory Clay-Containing Gold Ore, Kolima, No. 1, pp. 34–40, 1964.
6. Bulatovic, S.M., and Wyslouzil, D.M., Proceedings of the 2nd International Gold Symposium, Flotation Behaviour of Gold During Processing of Porphyry Copper-Gold Ores and Refractory Gold-Bearing Sulphides, Lima, Peru, 1996.
7. Bulatovic, S.M., Evaluation of New HD Collectors in Flotation of Pyretic Copper-Gold Ores from B.C. Canada, Internal R&D Report LR029, 1993.
8. Bulatovic, S.M., An Investigation of the Recover of Copper and Gold from Igarape Bahia Oxide Copper-Gold Ores, Report of Investigation LR4533, 1997.
9. Bulatovic, S.M., An Investigation of Gold Flotation from Base Metal Lead-Zinc and Copper-Zinc Ores, Interim Report LR049, 1996.

– 18 –
Flotation of Platinum Group Metal Ores
18.1 INTRODUCTION
In chemical terms the six main platinum group elements (PGE), ruthenium, rhodium, palladium, osmium, iridium and platinum, belong to the group VIII transition metals, to which also belong iron, nickel and cobalt. These elements have long been considered, when grouped with gold and silver, as ‘precious metals’. This, in fact, is misleading because the mineralogy and geochemistry of silver and gold do not correlate with that of PGE.
Also, in literature, there are two terms of reference, including PGE and platinum group minerals (PGM). From a flotation point of view, PGM is the more common term. Therefore, the term PGM will be used in this text.
The chemical similarity between the six PGE and iron, nickel and cobalt accounts for the fact that they tend to concentrate together as a result of geological processes. This is quite important not only for the formation of PGM ores, but also for beneficiation.
18.2 MINERALS AND CLASSIFICATION OF PGM ORES
There are over 100 different platinum group minerals. Some of the most common PGM are shown in Table 18.1. The stoichiometry of most of the PGM named [1] is known, but because these minerals are subject to a wide range of element substitution, as indicated in Table 18.1, there is little consistency between an ideal formula for the individual minerals and compositions of the given minerals from various locations.
In general, PGM are concentrates in the crust found in two different ways: (a) by leaching the metal-rich lava (mantle) deposited into the crust, which is known as chemical weathering, especially in a hot climate where silica and magnesia are leached away. This leaves a residue enriched in iron and nickel, which contains the PGM elements; and (b) melting a portion of the mantle may give rise to ultramafic or basalic lava, which is then squeezed upwards as a result of pressure within the earth to intrude the crust or extrude lava on the surface. This magma is not particularly rich in nickel or PGM; however, because of their siderophile nature [2], the group VIII metals are also chalcophile in nature, that is they prefer to form bonds with sulphur than oxygen.
19

20 18. Flotation of Platinum Group Metal Ores
List of platinum
Table 18.1
group minerals and their compositions
PGM Ideal formula Other elements present
Anduoite Arsenopalladinite Atheneite Atokite Borovskite Braggite Cooperite Daomanite Erlichamanite Froodite Genkinite Geversite Guanglinite Hollingworthite Hongshlite Iravsite Iridium Isoferroplatinum Kotulskite Majakite Monochelite Nigglite Omelite Osmium Palarstanide Palladium Platiniridium Rhodium Ruthenium Ruthenosmiridium Sperrilite Temagamite Uvantserite Vysotaskite Xingzhongite Zvyagintsevite
RuAs2
Pd8As2.5Sb0.5
(PdHg)3As PdSn Pd8SbTe4
(PtPd)S PtS PtCuAsS2
OsS2
PdBi2
(PtPd)4Sb3
PtSb2
Pd3As RhAsS Pt(Cu) IrAsS Ir Pt3Fe PtTe PtNiAs PtTe3
PtSn OsAs2
Os Pd8(SnAs)3
Pd (IrPt) Rh Ru (IrOsRu) PtAs2
PdHgTe3
Pd(BiPb)2
PdS (IrCuRh)S Pd3Pb
(RuOsIr)As (PdCu)AsSb (PdHgAuCu)AsSb (PdPt)Sn (PdPtNiFe)SbBiTe (PtNiPd)S (PtNiPd)S (PtCuAs)S (OsRhIrPdRu)S (PdPt)Bi (PtPdRhNiCu)SbAsBi Pt(SbBi) (Pd)As (RhPdPtIr)AsS (Pt)Cu (IrRuRhPt)AsS (IrPtFeOsRhPdNi) (PtFeCuNi) (PdPt)(TeBiSb) (PdNiAs) PtPd(TeBi) (PtBiSb)Sn (OsRuFeNiIrCo)As (OsIrRuPt) (PdPtAuCu)(AsSnSb) PdHg (IrPtFeOsCuNi) RhPt RuIrRhOsPdFe (IrRuOsPtRhFeNiPd) (Pt)(AsSb) (Pt)HgTe)Bi Pd(BiPb) (PdFePt) (IrCuRhFePbPtOs)S (PdPtFeNiCu)Pb
These sulphide deposits are able to concentrate these metals by a factor of 100–1000 ppm and form PGM deposits, together with precious metals, nickel and copper. Almost always the PGM deposits contain nickel minerals.
The PGM deposits can be classified into the following two groups: (a) PGM-dominated deposits and (b) nickel–copper-dominated deposits. Of major interest concerning this chapter will be the PGM-dominated deposits. The flotation of copper–nickel-containing PGM was discussed in Volume I of this book.

18.3 Description of PGM-Dominated Deposits 21
18.3 DESCRIPTION OF PGM-DOMINATED DEPOSITS
According to the processing characteristics of PGM-dominated deposits, they can be divided into the following three groups: (a) Morensky type, (b) hydrothermal deposits and (c) placer deposits. Each type of deposit is briefly described below.
18.3.1 Morensky-type deposits
The Morensky-type deposits can be found in very large bodies of basaltic magma, which were intruded into stable continental rock. An example includes the Busheld Complex in South Africa and the Great Dyke of Zimbabwe. Mineralization similar to the above is also found in the Stillwater Complex in Montana, USA.
The Busheld Complex consists of varieties of ore types, including high-chromium ores, ore with floatable gangue minerals and small but significant quantities of ultrafine slimes that are important from a processing point of view.
The Stillwater Complex consists of a sequence of differential layers of mafic and ultramafic rocks, which extend for a strike length of up to 40 km and has a maximum exposed thickness of about 7.4 m [3]. There are several mineralization zones at the Still-water Complex, including a PGM-rich zone and a low-grade zone. The Stillwater ore that is processed nowadays contains olivine, plagioclase, as well as plagioclase-brauzite, all of which are naturally hydrophobic gangue minerals.
Another similar origin deposit is Lac des Illes in Canada. This complex is apparently contrary to a somewhat general rule in that of intrusion and is regarded as Archean age and may be therefore intruded prior to the Kenora origin into a technically unstable environment.
18.3.2 Hydrothermal deposits
An example of a hydrothermal deposit is the New Rambler deposit, described by McCallum et al. [4] in the Medicine Bow Mountains in south-western Wyoming, USA, which contains a significant amount of PGM. The ore occurs in irregular pods that are hydro-thermally decomposed into metadiorite and metagabbro zones. Pyroxenite and peridotite are reported to be intersected at a depth beneath the ore zone. All have been affected by supergene alteration. The main sulphides in the ore include pyrite, chalcopyrite, pyrrhotite, covellite and marcasite with associations of electrum, pentlandite and PGM.
There is no evidence that the depth may be a result of an alteration in the original concentration of magmatic sulphides. It may be a result of concentration of hydrothermal solutions.
18.3.3 Placer deposits
The eluvial and alluvial PGM deposits have been processed in the Soviet Union, Canada, Columbia and the United States. Most of these deposits are associated with Alaskan-type ultrafamic rocks, which are, themselves, enriched in PGM, in particular, in the vicinity of

22 18. Flotation of Platinum Group Metal Ores
concentration of chromite and with alpine ultrafamic bodies. As a process of weathering, there is a marked change in Pt/(Pt–Pd) ratio as compared to the source becoming greatly increased in the former due to the greater ease with which Pd dissolves and is removed in a weathering enrichment. Examples of this include the placer related to the Norilsk sulphide deposits and deposits found in Ural region USSR.
18.4 EFFECT OF MINERALOGY ON RECOVERY OF PLATINUM GROUP MINERALS
The recovery of PGM minerals is a subject which has received very little attention in published literature. This is mainly due to the fact that major PGM producers are surrounded by secrecy, therefore, neither commercial processes nor research work on recovery of PGM is publically available.
Long-term research work conducted by a number of research organizations and data collected from a number of operating plants are summarized in this chapter.
From a processing point of view, PGM-containing ores can be divided into three general groups as follows:
1. ores amenable to gravity preconcentration, 2. ores amenable to flotation and 3. ores that can only be treated using a hydrometallurgical route.
18.4.1 Ores amenable to gravity preconcentration
The most important features of these ores are (a) the valuable constituents occur as minerals of high density, (b) they do not have middlings and (c) the grain-size distribution falls in a region where a gravity technique can be adopted successfully.
Ore types where gravity preconcentration is used include Alaskan-type deposits, alluvial and fossil placer deposits.
In the Alaskan-type deposits, the principal PGM minerals include Pt–Fe alloys, isoferroplatinum (Pt2Fe) and platiniridium (Ir,Pt). There are several producing plants that process these ores, mainly in rural mountain areas (USSR).
The alluvial deposits were treated in the early 20th century. The PGM in these deposits occur as alloys, usually as Pt rich in the form of loose grains and nuggets. These deposits have been mined in a number of countries, including Russia, Columbia and South Africa. Although there is a comprehensive review of the placer deposits [5], very little is known about PGM recovery using a gravity preconcentration method. Some of these deposits contain clay minerals, which require pretreatment before preconcentration. It should be mentioned that the PGM ores from Alaska contain magnetite, which is removed before gravity preconcentration.
The fossil placer deposits are in fact gold-bearing conglomerates that carry small amounts of PGM, together with gold, uranium and other heavy minerals. However, studies conducted revealed that some of the fossil placer deposits contain about 22 PGM species, including Ir–Os–Ru alloys, sperrylite and isoferroplatinum.

18.5 Copper-Nickel and Nickel Sulphide Deposits with PGM as a By-Product 23
There are several operating mines that recover PGM and gold from fossil placer deposits, some of which include Witwatersrand and Geduld mines in South Africa.
18.4.2 Ores amenable to flotation
Classification of the ores amenable to flotation
Based on flotation processing characteristics, these ores can be divided into the following major groups:
(a) PGM sulphide-dominated deposits. In these deposits, PGM are in general associated with base metal sulphides, as grain boundaries between sulphides and silicates. In some cases, the PGM may be present in solid solution with sulphides. From these deposits, PGM are recovered in a bulk Cu/Ni/Co/PGM concentrate that is further processed using pyrometallurgical techniques. In many cases these ore types contain floatable non-opaque gangue minerals, including talc, chlorites, etc.
(b) PGE-dominated deposits. This in fact is a term for stratiform deposits containing sparse sulphides and PGM concentration in a range between 5 and 30 g/t. These ores are typified by the Morensky Reef of the Bushveld Complex in South Africa. Mineralization of a similar type is found in the Stillwater Complex in Montana, USA. These deposits are characterized by a variety of different gangue minerals and high content of PGM sulphide minerals, such as cooperate (PtS), braggite [(PtPd)S] and vysotskite (PdS). Note that these minerals are rare and non-existent in most PGM-bearing copper-nickel sulphide deposits. Typical deposits that belong to this group include the Morensky Reef (South Africa), the Stillwater Complex (USA) and Lac des Illes (Canada).
18.5 COPPER-NICKEL AND NICKEL SULPHIDE DEPOSITS WITH PGM AS A BY-PRODUCT
Prior to discovery of the PGM Morensky Reef deposit, copper-nickel deposits in Ontario, Canada, and the Norilsk (USSR) were the principal sources of PGM production. However, about 40% of the world’s production of PGM comes from different Cu–Ni deposits.
The major deposits from this group are discussed in the following sections.
18.5.1 The Sudbury area in Ontario, Canada
Mineralogical examination of these ores [8] revealed a variety of PGM and their associations. The michenerite (PdBiTe) and sperrylite (PtAs2) are the most common platinum/ palladium minerals for many deposits in the Sudbury region. Other minerals of economic value found in these deposits are moncheite (PtTe2), froodite (PdBi2), inszwaite (PtBi2), iravsite (IrAsS), niggliite (PtSn) and mertiate (PdSb3). Most of these minerals are liberated at a relatively coarse size (40–200 μm).

24 18. Flotation of Platinum Group Metal Ores
18.5.2 The Norilsk Talnakh ore in Russia
In this area, the PGM are distributed in (a) disseminated sulphides, mostly in pyrrhotite, chalcopyrite and pentlandite. The predominant platinum minerals are Pt–Fe alloys, cooperate (PtS) and sperrilite (PtAs2); (b) massive sulphide ores where the predominant PGM are Pt–Fe alloys, rustenburgite (Pt3Sn) and sperrilite (PtAs2), occurring in fine inclusions in chalcopyrite and pyrrhotite; and finally (c) disseminated veins and brecia ores that may consist of mainly chalcopyrite or pyrrhotite. The PGM in these ores is present as Pt-(cooperate) and Pd-(rysotkite) sulphides.
18.5.3 Pechenga Cala Peninsula (USSR)
The ores from this region are of tholeiitic intrusions hosting Cu–Ni sulphides with relatively low PGM content. In these ores, most of the palladium is associated with pentlandite, where the platinum and rhodium are mainly associated with pyrrhotite. Only sperrilite and Pt–Fe alloys have, so far, been found in these ores.
18.5.4 Other deposits
Other deposits of significant value as PGM carriers include the Kambalda district in Western Australia, the Pipe Mine in Thomson Manitoba, Canada, and the Hitura deposit in Finland. The mineralization of PGM in these ores is similar to that of the Sudbury region ores.
18.6 CHROMIUM DEPOSITS WITH PGM
There are a number of deposits of this type with different origins. The geological environments are well described in the literature [8,10]. Most economical PGM chromite deposits are described as follows:
(a) Podiform chromite deposits occur in ultrafamic bodies referred to as alpine types and are located in Tibet and North-western China.
(b) Stratiform chromite deposits occur in different layered intrusions, such was Bushveld (South Africa) and the Great Dyke (Zimbabwe). The best known chromite deposit, with a number of operating plants, is the UG2 Complex located below the Morensky Reef. It ranges in thickness from 15 to 255 cm and dips at an angle of 5–70º towards the centre of the Bushveld Complex. Mineralogically, it consists mainly of chromite (60–90%) or thopyroxene (5–25%) and plagioclase (5–15%) with only trace amounts of base metal sulphides.
PGM are usually closely associated with sulphides, such as laurite (RuS2), cooperate (PtS), braggite [(PtPd)S], Pt–Fe alloys, sperrilite (PtAs2) and vysotskite (PdS).
The average chemical analyses of the PGM from various areas are shown in Table 18.2.

18.7 Flotation of PGM-Containing Ores 25
Average chemical analyses of
Table 18.2
PGM from various areas of the UG2 deposits
Area Group Assays (g/t)
Pt Pd Rh Ru Ir Au Total
Marikoma
Brits
Hoekfontein South-western region Bushveld complex
Moandagchoek
North-eastern region Bushveld complex
A1 A2 A3 A4 A5 – A B C D E F
1.58 3.09 2.91 2.85 2.55 2.61 2.67 3.04 4.33 5.25 3.14 4.31
1.29 0.77 0.99 1.34 0.23 1.87 1.53 2.50 3.92 3.53 3.09 2.43
0.49 0.51 0.28 0.49 0.40 0.49 0.51 0.56 0.95 0.73 0.81 0.91
0.72 0.90 1.17 1.06 0.86 0.99 0.93 1.00 1.22 1.40 0.97 1.51
<1.0 <0.5 <1.0 <0.5 <0.5 0.05
<0.5 <0.5 0.16
<0.1 0.45 0.09
<0.2 <0.2 0.06 0.03
<0.1 0.17 0.03 0.07 0.07
<0.1 0.09 0.02
4.08 5.27 5.41 5.77 4.04 6.18 5.68 7.17
10.65 10.91 8.55 9.30
18.7 FLOTATION OF PGM-CONTAINING ORES
18.7.1 Introduction
There is little published data on the flotation of PGM-containing ores. Development work on beneficiation of PGM ores has been conducted by mining companies themselves and by a few research organizations close to the mining companies, which produce PGM.
Many operating plants treating PGM ores use conventional flotation techniques and the metallurgical results are below optimum in a number of these plants. Each ore type described in Section 18.6.2 require different flowsheets and reagent
schemes, which is dictated by the mineral composition of the ore and the geological setting, as well as the type of PGM carrier minerals.
During the past 10 years of research work, a new technology has been developed to cope with difficult-to-treat ores, such as chromium-containing PGM ore and PGE-dominated ores.
The following sections discuss the flotation properties and practices of the different ore types.
18.7.2 Flotation properties of PGM from sulphide-dominated deposits
Most of the current commercial operations that treat PGM from sulphide-dominated deposits are located in South Africa (Morensky Reef), Stillwater mines (Montana, USA) and Lac des Illes (Ontario, Canada). From a processing point of view, most of these ore types contain hydrophobic gangue minerals, including talc, which has a negative effect on PGM recoveries. Other major factor that affects flotation recovery of PGM is the presence of a variety of sulphide minerals, including pyrrhotite, pentlandite, chalcopyrite, violarite and pyrite, where

26 18. Flotation of Platinum Group Metal Ores
the PGM are associated with all sulphides. In addition, in some operating plants, a portion of the PGM is represented by braggite, vysotkite, monchelite and Pt–Fe alloys. In general, the flotation properties of PGM from sulphide-dominated deposits are very
dependent on the ratio of the individual sulphide minerals present in the ore and the nature and occurrence of hydrophobic gangue minerals present in the ore.
Each of the sulphide minerals, which are PGM carriers (i.e. pyrrhotite, pyrite, pentlandite, etc.) have different flotation properties under some flotation conditions. The selectivity between sulphide minerals and gangue minerals is relatively poor in principle, and in the majority of cases, a hydrophobic gangue depressant has to be used.
The flotation behaviour of the individual sulphide minerals contained in PGM sulphidedominated ores can be described as follows:
Pyrrhotite is a relatively slow floating mineral, especially monoclinic pyrrhotite, which is usually present in these ore types. The floatability of pyrrhotite also decreases when using certain hydrophobic mineral depressants, such as guars and dextrins. The flotation of pyrrhotite may improve with small additions of copper sulphate (CuSO4).
Chalcopyrite and pentlandite float well using a xanthate collector and in certain operations, the recovery can reach greater than 90%.
Violarite is the least floatable mineral of all the sulphides and represents a major loss of PGM in the flotation tailing from a number of operations. Figure 18.1 shows the rate of flotation of different sulphides from operation A (UG2
Complex). In these experiments, xanthate was used as the primary collector with dithiophosphate as the secondary collector.
100
80
60
40
20
0
Rec
over
y (%
)
Chalcopyrite
Pyrrhotite
Pentlandite
Valleriite
0 3 6 9 12 15
Flotation time (minutes)
Figure 18.1 Rate of flotation of different sulphides from the Morensky Reef operation on a mill feed ore.

18.7 Flotation of PGM-Containing Ores 27
One of the major problems associated with beneficiation of PGM from sulphide-dominated deposits is the presence of hydrophobic gangues, such as talc, chlorites, carbonates and aluminosilicates. The concentrates produced in most of the Morensky Reef operations (South Africa) varies from 80 to 150 g/t of combined PGM, where most of the contaminants are silicates, aluminosilicates and talc (i.e. up to 60%). The major hydrophobic gangue depressants used are carboxymethyl cellulose (CMC) and different modifications of guar gums.
In recent years, a new line of hydrophobic gangue depressants were developed, based on a mixture of guar gums and low-molecular-weight polyacrylates modified with organic acid, which are extremely effective. With the use of these depressants, the grade of the PGM concentrate could increase from 100 up to 40 g/t without any loss in recovery.
18.7.3 Reagent practice in flotation of PGM sulphide-dominated ores
There is very little published information available on flotation of PGM ores in general, especially for the operating plants in the Morensky Reef and the UG2 operations.
Most operations treating PGM sulphide-dominated ores have similar reagent schemes, with maybe a different choice of hydrophobic gangue depressants. Most of these plants use CuSO4 as the principal sulphide activator. In the past 10 years, extensive research was carried out by a number of research
organizations with the objective of developing new technology for the beneficiation of these ore types. The main research work was directed towards finding better gangue depressants.
Reagent schemes – Collectors and activators
The principal sulphide activator used in most operating plants is small additions of CuSO4, normally added to the secondary rind and scavenger flotation stages. Although CuSO4
improves PGM recovery, it may also reduce the concentrate grade because an excess of CuSO4 will activate the gangue minerals. Figure 18.2 shows the effect of level of CuSO4 on the PGM grade–recovery relationship from the Morensky Reef Plant A ore. In these experiments, carboxymethyl cellulose (CMC) was used as the main gangue
depressant. In recent years, a number of alternative activators were examined. It was found that
organic acids along with a mixture of organic acid and thiourea can replace CuSO4 with significant improvement in PGM recovery and selectivity. The results obtained using different activators on the Morensky Operation B ore are compared in Table 18.3.
The highest concentrate grade and PGM recoveries were achieved using a mixture of oxalic acid and thiourea. The use of CuSO4 as an activator was examined in relation to the point of addition and type of depressant used [11]. It was concluded that the point of reagent addition played an important role in PGM recovery. The primary collector used in PGM flotation is xanthate. As a choice of secondary
collectors, dithiophosphates and mercaptans are used in some operating plants. The type of xanthate has a significant effect on PGM recoveries. Studies conducted on
the Stillwater Complex by the US Bureau of Mines [12] indicated that the type of xanthate had a significant effect on PGM recovery (Table 18.4).

28 18. Flotation of Platinum Group Metal Ores
20
30
40
50
60
70
80
90
100
PG
M r
ecov
ery
(%) 0 g/t
CuSO4
100 g/t CuSO4
200 g/t CuSO4
0 20 40 60 80 100 120
Total PGM grade (g/t)
Figure 18.2 Effect of level of CuSO4 on the PGM grade–recovery relationship.
Effect of different
Table 18.3
activators on PGM flotation and upgrading
Activator Product Weight (%) Assays (g/t) % Distribution
Pt Pd Au Pt Pd Au
CuSO4 = 220
Oxalic acid/ DETA
(80:20 ratio) = 350 g/t
Oxalic acid/ thiourea
(60:40 ratio) = 350 g/t
g/t PGM PGM PGM Feed PGM
PGM PGM Feed PGM
PGM PGM Feed
cleaner rougher rougher (calc) cleaner
rougher rougher (calc) cleaner
rougher rougher (calc)
concentrate concentrate tail
concentrate
concentrate tail
concentrate
concentrate tail
1.67 6.90
93.10 100.00 1.10
5.70 94.3 100.00 0.87
4.02 95.98 100.00
120 35.5 0.45 2.87 198
44.4 0.35 2.87 250
66.6 0.23 2.90
61.8 18.2 0.31 1.54 101
23.8 0.19 1.54 132
35.9 0.11 1.55
8.26 2.20 0.08 0.23 13.2
2.77 0.08 0.23 19.9
3.78 0.07 0.22
70.0 85.3 14.7 100.0 74.2
88.5 11.5
100.0 75.0
92.3 7.7
100.0
67.0 81.4 18.6 100.0 70.5
88.4 11.6
100.0 74.0
93.3 6.7
100.0
60.0 66.3 33.7 100.0 60.6
67.8 32.2 100.0 63.0
69.1 30.9 100.0
The highest PGM recovery was achieved using sodium amyl and sodium isobutyl xanthate. Using a mercaptan collector alone gave poor PGM recovery. However, when using xanthate with mercaptan, substantial improvement in PGM recoveries was achieved.

Table 18.4
Effect of type of xanthate on PGM recovery from the Stillwater ore (USA)
Concentrate Tailing
Assays (g/t) % Distribution Assays (g/t) % Distribution
Pt Pd Pt Pd Pt Pd Pt Pd
K-amyl xanthate Na-amyl xanthate Na-isobutyl xanthate Mercaptan Na-isobutyl xanthate + mercaptan
34.1 34.2 31.0 55.8 31.0
89.9 80.6 77.5 114.7 83.7
64 83 81 53 90
54 63 65 35 80
1.24 0.62 0.61 1.55 –
4.96 3.72 3.70 6.51 –
36 17 19 47 10
46 37 35 65 20
18.7 Flotation of P
GM-Containing O
res 29

30 18. Flotation of Platinum Group Metal Ores
Table 18.5
Effect of collectors from the PM series on PGM recovery from the Morensky operation A ore
PGM cleaner concentrate PGM rougher concentrate
Assays (g/t) % Distribution
Assays (g/t) % Distribution
Pt Pd Pt Pd Pt Pd Pt Pd
Na-isobutyl xanthate + R3477a
Na-isobutyl xanthate + PM301
Na-isobutyl xanthate + PM305
Na-isobutyl xanthate + PM306
Na-isobutyl xanthate + PM308
110
160
180
244
120.5
60.5
98.5
100.3
128
62.3
71
82.3
76.6
73.3
73.1
65
80.6
74
71.8
70.0
36.2
65.2
45.3
67.2
37.2
17.8
36.1
24.1
37.7
19.6
84.3
94.4
87.4
86.6
85.5
82.2
94
86.8
84.3
84.0
aCytec dithiophosphate.
In recent studies, a new line of PGM collectors had been developed [13] known as the PM series. These collectors are an ester-modified mixture of xanthate + mercaptan. The reaction product forms an oily greenish-coloured liquid. The results obtained using the PM series of collectors are shown in Table 18.5. High PGM recovery was obtained using a combination of sodium amyl xanthate plus collector PM301.
Collector PM306 was the most selective collector from the PM300 series.
Choice of hydrophobic gangue depressants
Choosing a depressant for hydrophobic gangue depression is dependent on the type of gangue present in the ore. During treatment of ores that contain talc, carboxymethyl cellulose (CMC) is normally used as the gangue depressant, or in some operations, guar gum + CMC. Typical examples of talc-containing ores are the Stillwater Complex (USA) and Lac des Illes (Canada). Both operations use CMC for talc depression. In the Stillwater operation, the additions of CMC are relatively high (i.e. up to 600 g/t) and are added to the ball mill, the PGM roughers and cleaners.
Laboratory and pilot plant studies [14] on the Stillwater ore showed that the molecular weight of the CMC affected both PGM grade and recovery. Figure 18.3 shows the effect of molecular weight of CMC on PGM grade–recovery relationship.
The best results were obtained using CMC with an average 300,000 molecular weight, corresponding to a viscosity of over 3000 cps.
Studies conducted by the University of Cape Town (South Africa) researchers indicated that the point of CMC addition [15] had a significant effect on sulphides (PGM carriers) grade and recovery.

PG
M r
ecov
ery
(%)
100
80
60
40
20
0 0 40 80 120 160 200 240
PGM concentrate grade (g/t)
CMC MW = 150,000
CMC MW = 200,000
CMC MW = 300,000
18.7 Flotation of PGM-Containing Ores 31
Figure 18.3 Effect of CMC molecular weight on PGM grade–recovery relationship.
It should be noted that in several operating plants from the Morensky Reef and Stillwater Complex, from which plant metallurgical results are available, the total PGM recoveries ranges from 82% to 85% PGM. The grade of concentrate from the Morensky operations ranges from 80 to about 120 g/t (Plants A and B). Most of the contaminants are silicates and talc.
18.7.4 Reagent practice in flotation of Cu–Ni and Ni ores with PGM as the by-product
The flotation of Cu–Ni and Ni ores is discussed in Chapter 16 (Volume 1). In most operating plants, the emphasis is usually placed on Cu–Ni and Ni recovery and concentrate grade, and most of the research on these ores was directed towards improvement in Cu–Ni recovery and pentlandite–pyrrhotite separation, whereas little or no attention was paid to improvement in recovery of PGM. In operations from the Sudbury Region (Canada), PGM are recovered as by-products of Cu–Ni concentrates. The idealized flowsheet of the Inco Metal PGM recovery flowsheet is shown in Figure 18.4.
Laboratory studies conducted on Falconbridge ores, also from the Sudbury Region, during 1980 [16] showed that PGM recovery can be improved with the use of a secondary collector. Figure 18.5 shows the effect of level of secondary collector on PGM recovery in a Cu–Ni bulk concentrate. The highest PGM recoveries were achieved using isobutyl dithiophosphate (Minerec 2087) as the secondary collector.
Plant data from the Copper Cliff Mine showed that about 85% of the platinum was recovered in a Cu–Ni concentrate, most of which was from the nickel concentrate. The

Tails PGM
Bulk concentrate
Rough pyrrhotite concentrateTails
PGM
Ni Cu
South range offset mines
Frood-stobie primary mill
South B north range mine
Clarabelle primary mill
Copper cliff secondary mill
concentrate concentrate
Ni reverberatory furnaces
Ni converters
Ni Matte slow cooling
Ni Matte separation
Copper cliff Smelter complex
Cu2S + Au/Ag
Cu Flash furnace
Cu converters
Pressurecarbonylation
Ni3S2 product
Leaching
Electrorefining
Anode Slimetreatment
Ni metal Cu + PGM metal
Further treatment Au, Ag Te, Se
Ni Metal
Residue + PGM
PGM residue
32 18. Flotation of Platinum Group Metal Ores
Figure 18.4 Idealized flowsheet used at the Inco metals operation (Sudbury, Canada) for recovery of PGM.
plant metallurgical results are shown in Table 18.6. Similar plant results were obtained at other Inco operations.
In the Norilsk Region, research work [17] was carried out on Oktyabrski disseminated Cu/ Ni–PGM ore. This ore contains high-grade PGM, most of which is represented by palladium.
The results using different collectors are shown in Table 18.7.

PG
M r
ecov
ery
in te
h C
u/N
i bul
k co
ncen
trat
e (%
)
100
80
60
40
20
0
xanthate only
xanthate + mercaptan
xanthate + dithiophosphate (Minerec 2087)
0 3 6 9 12 15
Flotation time (minutes)
18.7 Flotation of PGM-Containing Ores 33
Figure 18.5 Effect of secondary collectors on PGM recovery in a bulk Cu–Ni concentrate.
Table 18.6
Platinum recovery in the Copper Cliff plant
Product Weight (%) Assays (%, g/t) % Distribution
Cu Ni Pt Cu Ni Pt
Copper concentrate Nickel concentrate Tails Feed
13.0 29.0 58.0
100.00
29.2 2.28 0.93 4.58
0.91 12.8 0.22 4.42
1.80 3.04 0.41 1.39
83.0 14.0 3.0
100.0
3.0 85.0 12.0
100.0
17.0 65.0 18.0
100.0
Improvement in overall PGM recoveries was obtained using xanthate as the primary collector and dithiophosphate as the secondary collector. A slight improvement in metallurgical results was achieved when using mercaptan as the secondary collector.
18.7.5 Reagent practice in flotation of PGM from chromium-containing ores
The major problem associated with processing of high-chromium ores includes the following:

Effect of secondary collectors on PGM
Table 18.7
from the Norilsk (Russia) disseminated Cu/Ni-PGM ore
Collector Product Weight (%) Assays (%) % Distribution
Cu Ni Pt Pd Cu Ni Pt Pd
180 g/t Xanthate
30 g/t Xanthate
30 g/t Dithiophosphate 150 g/t Xanthate
30 g/t Mercaptan
CuCl concentrate Ni/PGM concentrate Bulk concentrate Bulk flot tail Head (calc) CuCl concentrate Ni/PGM concentrate Bulk concentrate Bulk flot tail Head (calc) CuCl concentrate Ni/PGM concentrate Bulk concentrate Bulk flot tail Head (calc)
10.25 5.58 15.83 84.17
100.00 10.60 6.45
17.05 82.95 100.00 11.49 6.29 17.78 82.22 100.00
29.6 2.0 19.88 0.18 3.3
30.3 1.32
19.34 0.13 3.4 27.5 1.16 18.19 0.31 3.5
0.8 12.8 5.03 0.12 0.9 0.7 11.41 4.81 0.12 0.92 1.2 9.83 4.26 0.18 0.91
6.5 55.0 26.95 0.63 4.8 5.8
58.98 25.92 0.40 4.75 6.1 52.4 22.47 0.86 4.7
55.0 188 101.9 1.62
17.5 49.5
180.9 98.97 0.27
17.1 52.0 165.5 93.05 0.92
17.3
92.0 3.4 95.4 4.6
100.0 94.5 2.5 97.0 3.0
100.0 90.3 2.1 92.4 7.6
100.0
9.1 79.4 88.5 11.5
100.0 9.2
80.0 89.2 10.8
100.0 15.1 68.0 83.1 16.9
100.0
13.9 75.0 88.9 11.1
100.0 12.9 80.1 93.0 7.0
100.0 14.9 70.1 85.0 15.0
100.0
32.2 60.0 92.2 7.8
100.0 30.7 68.0 98.7 1.3
100.0 35.4 60.2 95.6 4.4
100.0
34 18.
Flotation of P
latinum G
roup Metal O
res

18.7 Flotation of PGM-Containing Ores 35
Table 18.8
Chemical analyses of UG2 high-chromium ore
Element Assays
Platinum (Pt) 2.06 g/t Palladium (Pd) 1.29 g/t Nickel (Ni) 0.10% Sulphur (S) 0.04% Copper (Cu) 0.011% Chromium (Cr) 20.0% Iron (Fe) 18.5% Gold (Au) <0.02 g/t
• High chromium content in PGM concentrates has a negative effect on pyro- and hydrometallurgical processing.
• The major carriers of PGM are a variety of minerals and alloys, where the flotation properties of the PGM minerals and alloys are not well defined. These ores have very little to no sulphides present that are PGM carriers.
In recent years, extensive research [18] has been conducted on these ore types with the objective of finding a more effective PGM collector and chromium depressant. Research work was conducted on UG2 high-chromium ore. Detailed chemical analyses of the high-chromium ore used in this research are presented in Table 18.8.
The PGM carriers in this ore include a variety of PGM minerals (sperrilite) and its alloys. The main problems identified associated with processing this ore type were (a) poor concentrate grade, (b) low rate of PGM flotation, (c) excessive chromium reporting to the PGM concentrate and (d) high collector consumption.
It was established that the reason for high collector consumptions was the presence of small, but significant, quantities of clay-like slimes. The high collector consumption was the principal reason for the excessive amount of chromium reporting to the PGM concentrate (mainly as fines).
Types of secondary collectors were extensively examined in research work. Figure 18.6 shows the effect of secondary collectors on the PGM grade–recovery relationship.
The highest PGM recovery was achieved using collector PM443, which is an amine + ester-modified xanthate. Among the chromium slime depressants evaluated, modified mixtures of organic acids, RQ depressants and a low-molecular-weight polyacrylic acid + pyrophosphate mixture were there. The effect of different chromium depressants on chromium assays of the PGM concentrate are illustrated in Figure 18.7.
Significant improvement in chromium depression has been achieved using depressants from the KM series, representing mixtures of organic acid and low-molecular-weight acrylic acid mixtures. It is, therefore, possible to depress chromium during PGM flotation and at the same time reduce collector consumption. The relationship between the level of collector and level of KM3 depressant is shown in Table 18.9.

50
55
60
65
70
75
80
85
90
95
100
PG
M r
ecov
ery
(%)
xanthate only
xanthate + PM 280
xanthate + PM 443
0 40 80 120 160 200 240 280
PGM concentrate grade (g/t)
36 18. Flotation of Platinum Group Metal Ores
0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
4.0
Cr 2
O 3
in th
e P
GM
con
cent
rate
rec
over
y (%
)
300 g/t KM2
none
Depressant Dosage
300 g/t RQ1
300 g/t KM1
Rougher Cleaner 1 Cleaner 2 Cleaner 3 Cleaner 4
Flotation stage
Figure 18.6 Effect of different secondary collectors on PGM grade–recovery relationship.
Figure 18.7 Effect of different depressants on chromium assays of the PGM concentrate.

18.7 Flotation of PGM-Containing Ores 37
Table 18.9
Effect of depressant KM3 on collector consumption during PGM flotation from UG2 high-chromium ore
Reagent (g/t) PGM cleaner concentrate PGM rougher concentrate
Assays (%, g/t) % Distribution Assays (%, g/t) % Distribution
Collector Depressant Pt Pd Cr Pt Pd Cr Pt Pd Cr Pt Pd Cr
330 0 80.1 54.3 3.8 57 61 0.4 21.0 13.0 7.3 82 80 4.1 330 200 90 60.9 2.5 60 64 0.2 28.2 17.4 6.0 84 82 2.6 200 200 110 71 2.2 70 71 0.2 33.2 20.5 4.2 86 84 1.5 200 200 120 77.6 2.0 75 76 0.15 38.3 23.9 3.8 88 87 1.3 160 400 135.1 86.2 0.9 77 77 0.02 40.2 25.2 2.5 90 89 0.14
The data shown in this table demonstrate that overall collector consumption can be reduced by 50% with the use of slime/chromium depressant, KM3. At the same time, the chromium assays in the PGM concentrate reduced from 3.8% to 0.9% Cr. It is obvious that high collector consumption is responsible for high chromium content in the cleaner concentrate.
Comparative continuous locked cycle tests were conducted using the reagent scheme currently used in an operating plant and the new reagent scheme developed during the research on ore from the Waterval plant (South Africa). These results are compared in Table 18.10. A substantial improvement in metallurgical results was achieved using the new reagent scheme.
This new reagent scheme included collector PM443 and depressant KM3. The collector type plays a significant role in PGM recovery from high-chromium ores.
Collectors were examined in detail [19] on several high-chromium ores, where new collectors from the PM series were included in the evaluation. These collectors are
Table 18.10
Comparison of results using the new and standard plant reagent scheme from Waterval Plant (South Africa)
Reagent scheme Product Weight (%) Assays (%, g/t) % Distribution
Pt Pd Cr Pt Pd
Newly developed scheme PGM Cl concentrate 2.08 89.54 55.54 1.02 89.0 86.1 PGM comb tail 97.92 0.24 0.19 – 11.0 13.9
Feed (calc) 100.00 2.10 1.34 – 100.0 100.0
Standard pant scheme PGM Cl concentrate 2.01 86.01 49.08 2.72 79.8 76.7 PGM comb tail 97.99 0.45 0.31 – 20.2 23.3
Feed (calc) 100.00 2.16 1.29 – 100.0 100.0

38 18. Flotation of Platinum Group Metal Ores
Table 18.11
Effect of type of collector on PGM rougher–scavenger flotation from high-chromium ores
Collector type PGE rougher concentrate PGE rougher + Scavenger concentrate
Assays (g/t) % Distribution Assays (g/t) % Distribution
Pt Pd Pt Pd Pt Pd Pt Pd
PAXa 110.7 96.8 55.1 54.3 45.5 40.4 81.2 80.3 PAXa, R3477b 120.4 98.5 66.3 64.2 44.3 39.8 84.8 83.5 PAXa, R404b 110.1 97.0 64.3 62.1 46.3 41.1 85.2 83.6 PAXa, PM301 116.6 94.5 70.2 70.0 42.3 38.0 88.5 86.2 PAXa, PM305 113.8 96.3 80.2 80.0 43.3 39.6 92.5 91.1 SIBXa, PM303 122.4 97.9 82.2 81.0 44.6 40.1 92.3 92.1
aXanthates. bDithiophosphates.
ester-modified mixtures of xanthate and dithiophosphates. The results are presented in Table 18.11. The highest PGM recovery was achieved using a combination of isobutyl xanthate and collector PM303.
18.7.6 Flotation of oxide PGM ores
There are only a few known oxidized PGM deposits in which the ore is in the development stage. These deposits can be found in Brazil and Australia. The PGM in these ores is usually represented by different PGM minerals and alloys, finely disseminated in a gangue matrix. Using a flotation method with conventional reagent schemes, results in low PGM recoveries, ranging from 65% to 70% PGM. Recent studies conducted on an ore from Brazil [20] indicated that a mixture of organic acid and thiourea has a positive effect on PGM recovery from oxidized ores. Figure 18.8 shows the effect of organic-acid-modified thiourea on PGM flotation from oxidized PGM ore. This data show that substantial improvement in PGM grade and recovery was achieved using organic-acid-modified thiourea.
18.8 PLANT PRACTICE IN TREATMENT OF PGM ORES
In contrast to other sulphide-treatment flowsheets and reagent schemes, which are relatively simple, the flowsheet and reagent schemes for treatment of PGM ores can be highly complex, and varies from one ore type to the next.
In general, the type of flowsheet used to treat PGM ores largely depends on the type of ore. For example, ores that are sulphide dominated have the simplest flowsheet but

18.8 Plant Practice in Treatment of PGM Ores 39
PG
M r
ecov
ery
(%)
80
70
60
50
40
30
150 g/t
300 g/t
450 g/t
none
Depressant Dosage
0 20 40 60 80 100
PGM concentrate grade (g/t)
Figure 18.8 Effect of level of oxalic acid/thiourea mixture on the PGM grade–recovery relationship (oxide PGM ore from Brazil).
relatively complex reagent scheme. Chromium-containing PGM ores have a complex flowsheet but relatively simple reagent scheme.
18.8.1 Flowsheets for treatment of sulphide-dominated PGM ores
A generalized flowsheet for treatment of sulphide-dominated PMG ores is presented in Figure 18.9. There can be some variation in this flowsheet, such as (a) retreatment of the cleaner tailings, (b) regrinding the scavenger concentrate and (c) the number of cleaning stages.
This flowsheet is used in several operations from the Bushveld Complex (South Africa), Stillwater Complex (USA) and Lac des Illes (Canada).
18.8.2 Flowsheets for treatment of Cu–Ni-containing PGM ores
These flowsheets are usually designed for treatment of Cu–Ni ores with the PGM being recovered as a by-product. A typical flowsheet used to treat Cu–Ni–containing PGM ores is shown in Figure 18.10. The configuration of these flowsheets may vary considerably, depending on the amount and type of pyrrhotite present in the ore.

Ore
Final tailing
PGM concentrate
Grinding
Conditioning
Primary rougher
Secondary rougher Scavenger
Primary cleaner
Secondary cleaner
Regrind
Recleaners
40 18. Flotation of Platinum Group Metal Ores
Figure 18.9 Generalized flowsheet for treatment of sulphide-dominated PGM ores.
In some cases, where the ore has a high PGM value contained in the pyrrhotite, an additional PGM recovery stage is required.
18.8.3 Flowsheet used for treatment of high-chromium PGM-containing ores
These flowsheets are specifically designed to maintain the chromium content in the PGM concentrate as low as possible, since the chromium is an unwanted impurity. The generalized flowsheet for treatment of high-chromium PGM-containing ores is shown in Figure 18.11.
Usually, these flowsheets include a two-stage PGM flotation. In stage 1, a high-grade PGM concentrate is recovered after coarse grinding. The rougher tailing is reground followed by the stage 2 of PGM flotation and upgrading, where a low-grade concentrate is recovered.

Feed
circuit
Magnetic tailingLow-grade nickel concentrate
Washing
Crushing
Nickel rougher
Scavenger
Desliming
Grinding
Classification Magnetic separation
Nickel cleaner
Scavenger cleaner 1
Scavenger cleaner 2
Regrinding
Scalp flotation
Scalp cleaner
Slime
To Iron
Cu/Ni concentrate
Primary rougher
Second cleaner
First cleaner
18.9 Reagent Schemes Used to Treat PGM-Containing Ores 41
Figure 18.10 Flowsheet for treatment of semi-massive Cu–Ni PGM-containing ores.
18.9 REAGENT SCHEMES USED TO TREAT PGM-CONTAINING ORES
The reagent schemes used for treatment of PGM-containing ores varies considerably and depend largely on the type of ore being treated. In some operations, emphasis is placed on maximizing the PGM recovery, while a low-grade concentrate is maintained. Table 18.12 lists the ore type and reagent scheme, along with metallurgical results achieved in some PGM operations.
In the majority of operations, collector consumption is relatively high, especially in plants treating high-chromium ores. It appears that PGM concentrates with high chromium contents are in fact related to a high collector consumption, which usually results from entrapment of fine chromium in the concentrate.

Ore
PGM primary cleaner concentrate
Primary grind
PGM flotation
PGM recleaner
Primary cleaner
PGM scavenger
Regrind
Secondary grind
PGM rougher
PGM secondary cleaner 1
PGM secondary cleaner 2
PGM secondary cleaner 3
Final tailing
PGM secondary cleaner concentrate
42 18. Flotation of Platinum Group Metal Ores
Figure 18.11 Flowsheet used to treat high-chromium
Table 18.12
Ore type, reagent scheme and metallurgical results from
PGM-containing
major operating
ores.
plants
Name of operation Ore type/reagent scheme/metallurgical results
Amplats – Mine #1 South Africa, Morensky Reef
Amplats – Mine #2 South Africa, Morensky Reef
Ore: Sulphide-dominated PGM ore composed of Cu, Ni, pyrrhotite and some pyrite. This ore contains a fair amount of floatable gangue minerals
Grind: To a K80 of about 105 μm Reagents: CuSO4 = 200–300 g/t, CMCa = 200–400 g/t, amyl
xanthate = 100–250 g/t, dithiophosphate = 40–80 g/t Metallurgy: Total PGM concentrate grade = 70–85 g/t, PGM
recovery = 82–85% Ore: Sulphide-dominated PGM ore containing nickel, pyrrhotite and a little copper. Floatable gangue was dominated by talc and chlorites
(Continued )

18.9 Reagent Schemes Used to Treat PGM-Containing Ores 43
Table 18.12 (Continued )
Name of operation Ore type/reagent scheme/metallurgical results
Amplats – Mine #3 South Africa, Morensky Reef
Stillwater complex Montana, USA
Norilsk complex Siberia, Russia
UG2 Morensky Reef Plant A
UG2 Morensky Reef Plant B
Barrier Reef Plant WF1
Grind: To a K80 of 87 μm Reagents: CuSO4 = 100–200 g/t, dibutyl xanthate = 320 g/t. Modified guar gum = 200–250 g/t Metallurgy: 90–100 g/t total PGM in concentrate, PGM
recovery = 80–82% Ore: Sulphide-dominated PGM deposit containing Cu/Ni and
mixed pyrite–pyrrhotite. The main floatable gangues are calcite, chlorites with lesser talc
Grind: K80 = 95 μm Reagents: CuSO4 = 100–150 g/t, isopropyl xanthate = 150 g/t, guar = 150–200 g/t, mercaptan = 30–40 g/t
Metallurgy: Total PGM in concentrate = 110–120 g/t, PGM recovery = 84–86%
Ore: Sulphide-dominated PGM-containing Cu, Ni associated with PGM. Principal gangue floatable mineral is talc
Grind: K80 = 115 μm Reagents: CMC = 400–600 g/t; sodium amyl xanthate = 80–150 g/t,
dithiophosphate = 20–40 g/t Metallurgy: Total PGM in concentrate = 300–600 g/t, PGM
recovery = 86–88% Ore: Massive sulphide Cu/Ni ore with high PGM content. Main
gangue minerals are serpentine and pyrrhotite. The bulk of the PGM is contained in pentlandite and monoclinic pyrrhotite
Grind: K80 = 74 μm Reagents: Lime = 200–300 g/t; CuSO4 = 0–300 g/t; xanthate. Mixture = 40–60 g/t; aeroflot = 20–30 g/t Metallurgy: Grade is variable, PGM recovery = 70–85% Ore: PGM dominated with some chromium. Main gangue. Minerals are calcite, silicate and some aluminosilicate. The ore contains a moderate amount of clay-like slimes
Grind: K80 = 85–100 μm Regrind: Regrind the middlings Reagents: Potassium amyl xanthate = 300–400 g/t,
dithiophosphate= 30–50 g/t, guar gum = 50–100 g/t Metallurgy: Total PGM in concentrate = 300–400 g/t, PGM
recovery = 80–84% Ore: PGM-dominated ores – with very little sulphides and the main gangue minerals include silicate, mica, aluminosilicate and some chromium
Grind: K80 = 95 μm Regrind: Cleaner tailings Reagents: Sodium isobutyl xanthate = 280–350 g/t; dithiophosphate = 50–60 g/t; CuSO4 = 50–100 g/t; guar gum = 50–100 g/t
Metallurgy: Total PGM in concentrate = 180–200 g/t, PGM recovery = 80–82%
Ore: High-chromium PGM ore. Main gangue minerals are chromite with some silicates, calcite and clay-like slimes
Grind: K80 = 150 μm for stage 1; K80 = 90 μm for stage 2
(Continued )

44 18. Flotation of Platinum Group Metal Ores
Table 18.12 (Continued )
Name of operation Ore type/reagent scheme/metallurgical results
Amplats Barrier Reef Plant WF2
Regrind: Cleaner tailings Reagents: Xanthate mixture = 250–300 g/t; mercaptan = 30–50 g/t;
modified guar = 50–100 g/t; CuSO4 = 50–100 g/t Metallurgy: Total PGM in concentrate = 80–110 g/t at 2.75% Cr2O3, PGM recovery = 83% Ore: High-chromium PGM ore. Dominant gangue minerals are chromite with some non-opaque gangue. Ore contains moderate amount of clay-like slimes
Grind: K80 = 150 μm for stage 1; K80 = 95 μm for stage 2 Reagents: Isobutyl xanthate = 200–300 g/t; dithiophosphate =20–35 g/t;
modified guar = 50–100 g/t Metallurgy: Total PGM in concentrate = 75–90 g/t at t95% Cr2O3, PGM recovery = 83%
aCMC, carboxymethyl cellulose.
In fact, high collector consumptions are related to the presence of clay-like slimes, which are known to consume collectors. Recent studies conducted on high-chromium ores [20] indicated that collector consumption can be substantially reduced (i.e. up to 60%) by using a suitable slime depressant/dispersant.
REFERENCES
1. Cabri, L.I., The Platinum Group Minerals. In (Cabri, L.J. ed) The Platinum Group Elements: Mineralogy, Geology, Recovery. Johannesburg, South Africa, CIM Special Volume 23, Chapter 11, 1981. pp. 234–250.
2. Naldrett, A.J., and Duke J.M., Platinum Metals in Magnetic Sulphide Ores, Science, Vol. 208, pp. 1417–1424, 1980.
3. Jones, W.R., Peoples, J.W., and Howland, A.L., Igneous and Tectonic Structures of Stillwater Complex, Montana, US Geological Survey Bulletin, Vol. 10714, pp. 281–335, 1960.
4. McCallum, I.S., Loucks, R.R., Carlson, R.R., Cooley, E.F., and Doerge, T.A., Platinum Metals Associated with Hydrothermal Copper Ores of the New Rambler Mine, Medicine Bow Mountain, Economic Geology, Vol. 71, pp. 1429–1459, 1976.
5. Mertie, J.B., Economic Geology of the Platinum Group Minerals, US Geological Survey, Professor Paper #630, 1969.
6. Feather, C.E., Mineralogy of Platinum Group Minerals in the Withwatersrand, South Africa, Economic Geology, Vol. 71, pp. 1399–1428, 1976.
7. Naldrett, A.J., Platinum Group Elements, In (Cabri, L.J. ed) Deposits of Platinum Group Elements; Mineralogy, Geology and Recovery. Johannesburg, South Africa, CIM Special Volume 23, Chapter 10, pp. 198–230, 1981.
8. Crocket, J.H., Platinum Group Elements in Mafic and Ultrafamic Rocks; A Survey, Canadian Minerals, Vol. 17, pp. 391–403, 1979.
9. Razin, I.V., Begizov, V.D., and Meshonkina, V.I., Data on Mineralogy of Platinum Metals in Talnakh Deposit, International Geological Review, Vol. 17, pp. 6–56, 1975.
10. Gerhard, V.G., The Mineral Resources of the Bushveld Complex, Institute of Geological Research of the Bushveld Complex, University of Pretoria, S.A., 2002

45 References
11. Wise, J., Harris, P., and Bradshaw, D., The Role of Reagent Suite on Optimizing Pentlandite Recoveries from the Morensky Reef, Minerals Engineering, Vol. 19, No. 12, pp. 1290–1300, 2006.
12. Morrice, E., Valkiewicz, J.W., and Casale, G., Pilot Plant Flotation of Serpentinized Platinum-Palladium Ore from Stillwater Complex, Report of Investigation 8885, 1976.
13. Bulatovic, S., Evaluation of Alternative Reagent Schemes for the Flotation of Platinum Group Minerals from Various Ores, Minerals Engineering, Vol. 17, No. 16, pp. 931–939, 2003.
14. Bulatovic, S., and Bigg, A.C.T., An Investigation of the Recovery of PGM from Stillwater Ore, Report of Investigation LR3946, 1978.
15. Ekmekci, Z., Bradshaw, D.J., Harris, P.J., and Buswel, A.M., Interactive Effect of Milling Media and CuSO4 Additions on the Flotation Performance of Sulphide Minerals from the Morensky ore, Part II Froth Stability, International Journal of Mineral Processing, Vol. T8, pp. 164–174, 2006.
16. Bulatovic, S., and Newman, D., The recovery of Copper/Nickel and PGM from Strathcona Plant, Report of Investigation LR3958, 1984.
17. Yasenko, A.A., Alekceva, L.I., Salaikin, Y.A., and Zakkharov, B.A., Improvement of the Technology of Concentrating Disseminated Platinum Containing Copper-Nickel Ores, Tsvetnie Metaly, No. 2, pp. 11–13, 1999.
18. Bulatovic, S., An Investigation of the Effectiveness of New PGM Collector on Amplats PGM Ore, Report of Investigation LR5670, 1995.
19. Bulatovic, S., and Jessup, T., An Investigation of Alternative Reagent Schemes in Treatment of High Chromium PGM Ores, Report of Investigation LR00099-274, 2006.
20. Bulatovic, S., and Jessup, T., Recovery of PGM from Oxidized PGM ore from Brazil, Report of Investigation LR00099-312, 2006.

– 19 –
Flotation of Oxide Copper and Copper Cobalt Ores
19.1 INTRODUCTION
Flotation practice of oxide copper minerals dates back to almost 60 years ago, and has been applied in Central Africa (Congo) by Union Miniere (Belgium). The process involves two basic flotation methods: (a) fatty acid flotation of oxide copper minerals from siliceous ore, and (b) sulphidization of oxide copper minerals followed by flotation using sulfhydryl collectors, such as xanthate [1] from carbonate ores. In the past 50 years, extensive research has been carried out on a variety of oxide copper minerals, and only a few of the many innovative processes have been introduced into operating plants. It was not until recently that new technology has been developed and introduced into some operating plants around the world. One of the major problems with flotation of oxide copper minerals, at industrial scale, is that the floatability of oxide copper minerals from natural ores depends largely on the mineralogy of the ore and the gangue composition. The floatability of oxide copper minerals that are present in the ore containing carbonaceous and dolomitic gangue is significantly different from the flotation properties of oxide copper containing siliceous gangue minerals.
The presence of various types of clay slimes also has a significant effect on flotation properties of oxide copper minerals [2].
19.2 OXIDE COPPER ORES AND MINERALS
More than 120 oxide-containing minerals have been identified, mainly from the Central and South African regions, but only a few of these minerals have any economic value. Some of the most important copper oxide minerals are listed in Table 19.1.
In most cases, oxide copper ores contain more than one copper oxide mineral, and also contain mixtures of sulphide and oxide copper minerals. From a processing point of view, the oxide copper ores can be divided into the following five groups:
Oxide copper ores. In oxide ores copper is predominantly malachite with significant quantities of cobalt oxides. According to the mineral composition, these ores can be
47

48 19. Flotation of Oxide Copper and Copper Cobalt Ores
Table 19.1
List of economically valuable copper oxide minerals
Mineral Chemical formula Cu content (% Cu) Specific gravity (SG) Colour
Cuprite Cu2O 88.8 5.9 Brick red Tenorite CuO 80.0 6.5 Black Malachite Cu2(OH)CO3 57.4 3.9 Green Azurite Cu3(OH)2(CO3)2 55.3 3.7 Blue Brochantite Cu4(OH)6SO4 56.6 3.9 Emerald green Atacamite Cu2(OH)2Cl 44.6 3.8 Green, blue Antlerite Cu3(OH)2SO4 54.0 3.9 Emerald green Chrysocolla CuO · SiO2 10–36 2–2.4 Blue Chaecantite CuSO4 · 5H2O 25.5 2.2 Deep blue
sub-divided into two main groups: (a) oxide ore that contains carbonaceous gangue minerals (carbonate, dolomite) with little or no silica; and (b) oxide ore, where silica is the predominant gangue mineral. The gangue composition of the ore plays a decisive role in selection of reagent scheme for beneficiation of the ore.
These ores also contain cobalt minerals, mainly carrollite (CoCuSO4) and cobaltite (CoAsS).
Copper oxide mixed ore – Type 1. The main copper minerals found in these ores include malachite, pseudo-malachite, chrysocolla and some tenorite. These ores also may contain mainly siliceous gangue minerals, including spherocobaltite as the main cobalt minerals. The carbonaceous types also contain an appreciable amount of clay slime minerals.
Copper oxide mixed ore – Type 2. In contrast to Type 1, this ore type contains cuprite, malachite and azurite as the main copper oxide minerals. This ore type predominantly contains carbonaceous gangue, and usually, significant amounts of clay-like slimes.
Mixed copper sulphide oxide ores. These contain varieties of both sulphide and oxide minerals, and are the most complex copper-bearing ores from a beneficiation point of view. The major copper minerals present in this ore type include bornite, chalcocite, covellite, malachite, cuprite and chrysocolla. In some cases, significant amounts of cobalt minerals are also present in this ore.
Copper oxide gold ores. Although this ore type is not abundant, they are of significant value because they contain gold. Only a few deposits in Brazil and Australia are known. The copper in these ores is represented by cuprite, native copper, antlerite and tenorite. The gold is associated with cuprite, as an auricupride and several sulphosalts. The major problem associated with treatment of this ore type is the presence of large amounts of clay slimes in the form of iron hydroxide and illite.
Most of the oxide copper deposits are located in the former Republic of Zaire (Katanga) and Zambia. Only a few deposits are located in Chile, Peru, Canada and the United States. From most of the south and North American deposits, oxide copper is recovered using a hydrometallurgical method.

R1
N C
R2O OH
19.3 Flotation Properties of the Individual Copper Minerals and Mixtures 49
19.3 FLOTATION PROPERTIES OF THE INDIVIDUAL COPPER MINERALS AND MIXTURES
The flotation characteristics of the oxide copper minerals from natural ore are dependent on several main factors, some of which include the following:
• Chemical composition and physical structure of the oxide copper minerals and the ionic composition of the slurry phase play important roles in the floatability of various oxide minerals. The oxide copper minerals are often porous, and in some cases, water soluble. Some of the oxide minerals tend to slime during grinding, and flotation of fine oxide minerals is rather difficult.
• The gangue constituents and their nature are sometimes determining factors in selection of a treatment process for beneficiation of oxide copper ores. Highly weathered ores usually contain a fairly large amount of slimes, which has a negative effect on the floatability of oxide copper minerals. Also, there is an appreciable difference in floatability between oxide minerals from carbonaceous and siliceous ores.
• The mechanical strength of the surface layers of many of the oxide copper minerals is weak. Therefore, flotation of oxide copper ores using sulphidization method, can improve by reducing turbulence and attrition within the flotation cell [3].
Floatability of malachite is one of the most important oxide copper minerals for production of copper from oxide ores using flotation. Extensive research has been carried out by a number of researchers [4–7] in which various flotation methods were examined.
Hydroxamaic acid flotation has been established from laboratory research work, which has the chemical formula as shown in Figure 19.1.
Figure 19.1 Hydroxamaic acid formula.
where R1 is organic ligand (alkyl benzyl, etc.) and R2 may be organic or inorganic, and is a suitable malachite collector. It was found that the effectiveness of hydroxamaic acid was dependent on flotation pH and collector concentration. Figure 19.2 shows the relationship between malachite recovery and flotation pH. It has been proposed that chelation mechanism involves CuOH+, where hydroxamate has a high chemsorption specifically for copper. Although good metallurgical results have been obtained in the laboratory, it has not found any plant application to date.
The sulphidization process, which was first successfully applied on a commercial scale on lead carbonate ores, is currently the most popular method used during treatment of oxide copper ores that contain malachite and carbonaceous gangue. The commonly used sulphidizers are Na2S · 9H2O and NaHS, with xanthate or xanthate ester.

50 19. Flotation of Oxide Copper and Copper Cobalt Ores
Cop
per
reco
very
(%
)
100
80
60
40
20
0 4 5 6 7 8 9 10 11 12
Flotation pH
Figure 19.2 Effect of pH on malachite recovery using hydroxamic acid as collector.
Carboxilic acid flotation of malachite has been commercially used for over 70 years. This collector is prepared by heating a mixture of hydrolysed palm oil (or oleic acid) and fuel oil in a 3:1 ratio. This mixture is manly used for recovery of malachite from siliceous ores. The use of carboxylic acid for malachite flotation from carbonaceous ores resulted in both reduced concentrate grade and recovery.
Cationic flotation of malachite, using mono- and diamines in alkaline pulp, was also examined. Malachite floats readily using mono-amines under laboratory conditions. Figure 19.3 illustrates the floatability of pure malachite with different amines. It should
be pointed out that there are several varieties of malachite, Cu4(PO4)2(OH)4·OH. Pseudo-malachite is difficult to float, and it is well known that pseudo-malachite can be floated with anionic collectors, but responds poorly to the sulphidization method.
In a number of oxide ores, cuprite (Cu2O, Cu = 88.8%, SG = 5.9) is present as secondary minerals together with sulphides, malachite and tenorite. Cuprite can be floated using either sulphidization or anionic flotation methods. The flotation properties of cuprite are somewhat different from that of malachite. For example, using a sulphidization method for flotation of cuprite requires higher dosages of sulphidizer.
Some ore deposits contain cuprite as the principal mineral. Typically, these deposits contain appreciable amounts of slimes and clay minerals. The laboratory studies conducted on these types of ore indicated that improved metallurgical results can be achieved using the sulphidization method with ester-modified xanthate [8].
Tenorite (CuO; Cu = 80%, SG = 6.5) is usually present in mixed copper oxide and sulphide ore. The flotation properties of tenorite are similar to that of cuprite.

19.4 Cobalt and Copper Cobalt Oxide Ores 51
Mal
achi
te r
ecov
ery
(%)
100
90
80
70
60 1 4 7 10 13 16
Collector concentration (mg/L)
monoamine 11 EtO
monoamine 2 EtO
monoamine 7 EtO
monoamine
diamine 7 EtO
Figure 19.3 Floatability of malachite with C-18 mono- and dialkylamines at pH 8.5–9.0.
Azurite (Cu3(OH2)(CO2)2, Cu = 55.3%, SG = 3.7) usually appears in small quantities together with malachite in a number of deposits in Zambia and Congo. From plant and laboratory data, azurite has similar flotation properties as malachite.
Atacamate (Cu2(OH2)Cl; Cu = 44.6%, SG = 3.8) is common to the Atacoma desert in Chile, for which this mineral was named. As an individual mineral, it does not have any significant economic value. No data on the floatability of this mineral are known.
Chrysocolla (CuOxSiO2; Cu = 10–36%, SG = 2–2.4) is the most studied mineral of all the oxide minerals. Extensive laboratory studies have been conducted by numerous researchers [9–11]. The laboratory research work indicates that chrysocolla can be floated using the sulphidization method, as shown in Figure 19.4, or by hydroxamate collectors. However, none of these processes have been applied at an industrial scale.
In a number of operations, chrysocolla has been recovered using a hydrometallurgical technique.
The flotation properties of bronchantite, antlerite and chalcantite were not examined. These oxide minerals are contained in an altered sulphide ore in some deposits in South America and Zambia.
19.4 COBALT AND COPPER COBALT OXIDE ORES
In the deposits where oxide cobalt is present, it is common to have oxide copper minerals . The cobalt is, therefore, recovered in a bulk copper–cobalt concentrate that is processed using a hydrometallurgical technique to produce separate copper and cobalt metals. Oxide

Rec
over
y (%
)
100
80
60
40
20
0 0 100 200 300 400 500
Concentration of Na2S•9H2O (mg/L)
aqueous dixanthogen
emulsion
dixanthogen emulsion
+ 10 mg/L AmX
aqueous benzene emulsion
52 19. Flotation of Oxide Copper and Copper Cobalt Ores
Figure 19.4 Effect of Na2S concentration on the flotation of chrysocolla.
cobalt minerals belong to the heterogenite group, which consists of complex hydrated cobalt oxides of various compositions and degrees of crystallization. In view of the complex mineralization, oxide cobalt minerals are known to be rather difficult to float. The floatability of oxide cobalt minerals is strongly influenced by the presence of small amounts of copper in its crystalline structure. From the point of view of flotation properties, the cobalt minerals can be classified in two main groups: (a) crystalline varieties with compositions closely responding to the formula CoO·OH. Cobalt is trivalent and only minor amounts of impurities enter the structure. This is the most difficult variety of cobalt to float using conventional reagent schemes; and (b) crypto crystalline or amorphous varieties that contain various amounts of copper–nickel–iron and also bivalent cobalt. Their formula is of the form (χCo2O3·γCoO·ZCuO)H2O + n% hygroscopic H2O. These varieties of cobalt can be floated using reagent schemes used to float oxide copper minerals.
19.5 FLOTATION PRACTICE IN BENEFICIATION OF OXIDE COPPER MINERALS
Selection of a reagent scheme for beneficiation of oxide copper ores depends on many factors; some of the more important ones being
• Type of oxide copper minerals present in the ore. • Type of gangue minerals – some ore types contain silicate gangue free of slimes, which
are the most amenable to flotation. Ores with dolomitic gangue can be beneficiated

19.5 Flotation Practice in Beneficiation of Oxide Copper Minerals 53
using sulphidization only. These ores usually contain an appreciable amount of clay slimes that have a detrimental effect on flotation. Some oxide ores contain talc, iron hydroxides and iron oxides. In general, each ore type requires the selection of different reagent schemes.
• Degree of liberation – the relatively fine-grained ores are more amenable to flotation than the disseminated ores, which require finer grinding.
• Chemical composition and physical structure of the copper minerals play an important role in the floatability of oxide copper minerals [12]. Oxide copper minerals are often porous and aqueous soluble. Because of that, they tend to slime during grinding.
During the past two decades, there has been an appreciable amount of research work conducted mainly on the application of hydroxamates for oxide copper flotation. These reagents have yet to find industrial application.
In recent years, a new class of collectors, consisting of xanthated fatty acids (TY collector), and monoester-modified xanthate (PM230) have found industrial applications with improved metallurgical results. From plant practice, treating oxide copper and copper cobalt ores, two basic flotation methods are practiced: (a) sulphidization flotation method, and (b) anionic flotation method.
19.5.1 Sulphidization flotation method
This method is the most commonly used in beneficiation if oxide copper-bearing ore. The reagent schemes used to treat oxide copper ores, mixed copper sulphide oxide ores and oxide copper cobalt ores varies from one ore type to the next, mainly by type of collector and sulphidizer used.
The choice of reagent scheme depends largely on the type of natural ore to be treated. The three main groups of reagents used in beneficiation of oxide copper and copper cobalt ores include (a) sulphidizers, (b) collectors and (c) modifiers and depressants.
Choice of sulphidizer and effect on flotation
The most preferred sulphidizer used in flotation of oxide copper minerals is Na2S · 9H2O. Other sulphidizers used in operating plants include NaHS and (NH4)2S. Actually, the selection of a sulphidizer is based on the consumption required for flotation of oxide copper from particular ore types. For example, in some cases the consumption requirement of NaHS is much higher than for Na2S. Figure 19.5 shows the effect of different levels of sulphidizer on the recovery of malachite using xanthate collector.
From the data generated, higher dosages of NaHS are required to achieve activation of malachite. From plant and laboratory experience [13], the sulphidization method using xanthate collector is sensitive to the following, major factors:
• Rate of sulphidizer additions must be carefully controlled to obtain optimum sulphidization and prevent excess SH– ions that may cause depression.
• Sometimes higher additions of sulphidizer are required, especially if the ore contains excessive amounts of slimes.

54 19. Flotation of Oxide Copper and Copper Cobalt Ores
Cop
per
reco
very
(%
)
100
80
60
40
20
0
(NH4)2S
Na2S•9H2O
NaHS
0 500 1000 1500 2000 2500
Activator additions (g/t)
Figure 19.5 Effect of levels of different sulphidizers on copper flotation from the Kolwezi open pit ore (Congo, Africa).
The consumption rate of sulphidizer also depends on the type of collector used. When using xanthate only, the sulphidizer rate is much higher than when using certain secondary collectors, such as dithiophosphates.
Choice of depressants
In a large number of oxide flotation plants, sodium silicate (Na2SiO3) is used as a gangue depressant. In the past two decades, a new line of depressants has been developed and introduced into a number of operating plants. Some of these depressants include (a) a mixture of sodium phosphate and lignin sulphonate (i.e. depressant 3XD), (b) a mixture of a low-molecular-weight acrylic acid and sodium silicate (depressant 2D) and (c) hydrosol based on the reaction of sodium silicate with alumina sulphate (depressant SD). These depressants were extensively examined on copper oxide ores from the Nchanga mine in Zambia.
Figure 19.6 shows the grade–recovery relationship using different depressant combinations. Depressants 3XD and 2MD have shown excellent gangue depression.
The presence of clay in the ore has a detrimental effect on copper oxide flotation. Results from experimental development test conducted on various clay containing ore types using AQ depressants showed that in the presence of these depressants, the results improved markedly using the sulphidization flotation method.

Cop
per
reco
very
(%
)
100
80
60
40
20
0
3XD
800 g/t sodium silicate
none
2MD
Depressant Type
0 5 10 15 20 25 30 35
Copper concentrate grade (%)
19.5 Flotation Practice in Beneficiation of Oxide Copper Minerals 55
Figure 19.6 Effect of levels of various depressants on copper grade–recovery relationship from Nchanga open pit ore.
Table 19.2 shows the effect of these depressants on oxide copper metallurgical results. The ore used in these studies was from Dima (Shaba Province, Congo) underground oxide ore. The results obtained demonstrated that the type of gangue depressant plays a significant role in achieving good results. Research on gangue depressants has been conducted by numerous researchers [16,17]. It has been proven that sodium silicate does not depress calcite or dolomite using the sulphidization flotation method. It requires much higher additions (i.e. up to 2000 g/t) to depress dolomite. Using Cataflot P39 (a modifying agent developed by Pierrefitte-Abibu) showed excellent calcite depression at lower addition rates. The pilot plant results obtained on a Morrocan oxide copper ore (Table 19.3) showed significant increase in copper recovery with the use of Cataflot 39 over that of sodium silicate.
Other depressants examined included polysaccharides, polyacrylamides, polyphosphates and carboxymethylcellulose. None of these depressants are found in industrial application.
Choice of collectors
As mentioned earlier in this chapter, the choice of collector is very much dependent on the type of copper minerals, as well as the type of gangue minerals present in the natural ore. If the ore contains siliceous gangue minerals, then various fatty acid modifications can be used as the principal collector in plant practice. Ores containing carbonaceous and dolomitic gangue minerals, where sulphidization method is used, xanthate collector is used as

Table 19.2
Effect of AQ depressants on oxide copper results
Depressant Product Weight (%) Assays (%) % Distribution
CuT CoT CuT CoT
No depressant
650 g/t Na2SiO3
650 g/t AQ2
650 g/t AQ3
Copper cleaner concentrate Copper combined tail Head (calc) Copper cleaner concentrate Copper combined tail Head (calc) Copper cleaner concentrate Copper combined tail Head (calc) Copper cleaner concentrate Copper combined tail Head (calc)
13.92 86.08 100.00 12.49 87.51 100.00 14.50 85.50 100.00 17.58 82.42 100.00
23.98 1.73 4.67
28.30 1.47 4.82
27.02 0.81 4.61
26.42 0.71 5.23
– – – 1.74 0.21 0.40 1.55 0.18 0.37 1.96 0.20 0.51
71.5 28.5
100.0 73.3 26.7 100.0 85.0 15.0 100.0 88.8 11.2
100.0
– – –
54.2 45.8 100.0 59.4 40.6 100.0 67.6 32.4
100.0
56 19. Flotation of Oxide Copper and Copper Cobalt Ores
Table 19.3
Effect of Cataflot 29 on oxide copper flotation
Depressant Head (% Cu) Tail (% Cu) Concentrate (% Cu) Recovery (% Cu)
Na2SiO3 2.16 0.38 34.5 82.5 Cataflot P39 2.15 0.29 35.0 87.8
the primary collector. Mercaptan and/or dithiophosphates are used as secondary collectors, when the ore contains cobalt minerals.
The fatty-acid-based collectors have been employed for the past 60 years for flotation of oxide copper/cobalt minerals from Congo, a company formerly owned by Union Minera (Belgium).
The fatty acid modification was used in operating plants at Kolwezi, Koumbore and Kakanda. The fatty acid used was hydrolysed palm oil prepared as a mixture consisting of 75% hydrolysed palm oil/21% gas oil/4% Unitol.
This mixture is passed through a colloidal mill in the presence of 0.5% soda ash solution. The fatty acid prepared in this manner does not produce voluminous froth and is more selective than ordinary fatty acid mixtures. Experimental laboratory testwork conducted on the Kolwezi siliceous ore [18] with the above-mentioned mixture, with different degrees of dispersion showed substantial differences in metallurgical results (Table 19.4). Poor results were achieved when there was no dispersion of the mixture. The best results were obtained when the mixture was treated for 10 min in an ultrasonic mixer. In each case, the mixture was dissolved in a 0.5% soda ash solution.

19.5 Flotation Practice in Beneficiation of Oxide Copper Minerals 57
Table 19.4
Effect of degree of fatty acid mixture dispersion on Cu/Co flotation from siliceous Kolwezi open pit ore – laboratory-locked cycle tests
Ultrasonic mixture pretreatment Head assays Tailing Concentrate % Recovery time (min) (%) assays (%) assays (%)
Cu Co Cu Co Cu Co Cu Co
0 4.50 0.60 1.50 0.47 20.1 1.28 72.0 34.5 5 4.60 0.59 1.35 0.31 23.3 2.20 75.1 55.2 10 4.61 0.60 0.85 0.19 25.2 2.65 84.3 68.1
Xanthated fatty acid mixture is a new line of collectors, specifically designed for beneficiation of oxide copper ores that contain dolomitic and carbonaceous gangue minerals [19]. This collector was developed after extensive laboratory development testwork. The effectiveness of this collector was compared to a standard xanthate collector in a series of continuous locked cycle tests (Table 19.5).
Using TY3 collector improved the copper recovery by 10%, while the cobalt recovery remained unchanged. The consumption of sulphidizer in the presence of TY3 was significantly reduced.
Based on the encouraging results obtained from laboratory testing, a plant test was conducted at the Kolwezi concentrator, during which a number of important factors in preparation of the fatty acid xanthate emulsion were discovered, some of which included:
• High-power mixture for emulsion preparation was required to obtain a stable emulsion of fatty acid and xanthate mixture.
• The collector emulsion was more stable when using potassium xanthate instead of sodium xanthate.
Table 19.5
Comparison of results using xanthate and TY3 collector using dolomitic oxide Cu/Co ores
Test conditions Product Weight (%) Assays (%) % Distribution
Cu Co Cu Co
Plant Copper concentrate 13.01 31.84 – 74.0 – SNBX Copper combined tail 86.97 1.68 – 26.0 – 3300 g/t NaHS Head (calc) 100.00 5.61 – 100.0 – Laboratory-locked cycle Copper concentrate 11.96 32.57 1.34 67.5 60.3 SNBX Copper combined tail 88.04 2.13 0.12 32.5 39.7 2600 g/t NaHS Head (calc) 100.00 5.77 0.27 100.0 100.0 Laboratory-locked cycle Copper concentrate 16.76 28.96 0.97 85.0 60.0 TY3 collector Copper combined tail 83.24 1.03 0.12 15.0 40.0 1990 g/t NaHS Head (calc) 100.00 5.71 0.26 100.0 100.0

58 19. Flotation of Oxide Copper and Copper Cobalt Ores
Collector
Table 19.6
Average plant results obtained with TY collector – 30-day plant test
Product Weight (%) Assays (%) % Distribution
Cu Co Cu Co
TY3
SNBX
Copper concentrate Final tailing Head (calc) Copper concentrate Final tailing Head (calc)
14.27 85.73 100.00 13.80 86.20
100.00
23.73 0.82 4.09
22.94 1.14 4.15
2.23 0.21 0.50 2.04 0.20 0.45
83.0 17.0
100.0 76.3 23.7
100.0
64.0 36.0 100.0 62.5 37.5
100.0
The plant trial emulsion consisted of 70% amyl xanthate, 20% hydrolysed palm oil and 10% fuel oil. The average results obtained in the plant are compared in Table 19.6.
A significant improvement in copper recovery was realized with the use of the TY3 collector in the Kolwezi plant. Nowadays, TY3 is used in a number of operating plants in Africa.
Collectors from the PM series are a mixture of xanthate/mercaptans, modified with esters or surfactants, specifically developed for flotation of mixed copper oxide ores and copper cobalt oxide ores. There are several collectors from the PM series, including PM230, PM250 and PM270. Experimental laboratory work was conducted on the mixed copper oxide sulphide ores from the Komoto plant in Chile using collectors from the PM series [20]. The effect of these collectors on copper grade–recovery relationship is illustrated in Figure 19.7. The results indicated that both grade and recovery can be significantly improved, compared to the results obtained with xanthate.
Cop
per
reco
very
(%
)
100
90
80
70
60
50 5 10 15 20 25 30 35 40
Copper concentrate grade (%)
PM 250 200 g/t
MM 290 210 g/t
Na amyl xanthate
250 g/t
Collector Type
Figure 19.7 Effect of collectors from the PM series on the copper grade–recovery relationship.

19.6 Industrial Practice in Flotation of Oxide Copper and Copper-Cobalt Ores 59
19.6 INDUSTRIAL PRACTICE IN FLOTATION OF OXIDE COPPER AND COPPER-COBALT ORES
Most operating plants that treat oxide copper and copper-cobalt ores are found in Central Africa and Southern Africa regions. A few operations exist in Chile, Brazil and Peru, where they treat mixed oxide sulphide ores or oxide copper gold ore.
In general, the reagent schemes used in these plants depend largely on the type of ore being treated. The following sections describe the operating practices of the major plants that treat oxide and mixed oxide sulphide copper ores.
19.6.1 Kolwezi concentrator (Kongo) – Oxide siliceous ore
For many years this plant has treated an oxide siliceous ore using the hydrolysed palm oil mixture. The palm oil–fuel oil mixture is heated to about 60°C in the presence of soda ash and then passed through a colloidal mill before it is added to the copper conditioner. A typical reagent scheme used to treat the Kolwezi siliceous ore is shown in Table 19.7. The soda ash and sodium silicate are added to the grinding mills and the palm oil emulsion to the copper conditioner.
The addition of soda ash is quite important, as the water used in the plant contains an appreciable amount of calcium and magnesium, where the soda ash acts as a water softener.
The flowsheet used in this plant (Figure 19.8) consists of a rod mill–ball mill grinding system and a copper rougher–scavenger flotation circuit, followed by two cleaning stages. Initially, the plant used a rake classifier, but now the rake classifiers have been replaced by cyclones.
One of the main problems associated with beneficiation of the Kolwezi siliceous ore is the production of malachite and pseudomalachte slimes that have a relatively low flotation rate. Most of the copper losses occurring in the plant are in the –15 µm fraction. Experimental testwork conducted with a different palm oil emulsifier indicated that copper recovery from the fine fraction can be significantly improved with the use of petroleum sulphonate (Petrosol 845) as the emulsifier [21] for palm oil. Significant improvement in copper recovery was realized in the fine fractions with the use of palm oil emulsified with Petrosol 845.
Table 19.7
Reagent scheme used to treat the Kolwezi siliceous ore
Reagent Additions (g/t)
Grinding Copper flotation
Depressants and modifiers Soda ash 1500–2000 – Sodium silicate 800–1200 –
Collectors and frothers – – Palm oil emulsion – 2000–2500 Pine oil – 30–40

Ore feed
u/f
Copper cleaner concentrate
Copper cleaner
Copper recleaner
Slimes
o/f
Rod mill
Ball mill
Copper rougher 1
Copper rougher 2
Cyclones
Conditioning
Cyclones
Sand
Tail Copper scalper
Combined tailings
60 19. Flotation of Oxide Copper and Copper Cobalt Ores
Figure 19.8 Typical flowsheet used in treatment of dolomitic oxide ores.
Other plants that treat siliceous copper oxide ores include Panda and Kabolela plants from the same area. The gangue in this ore is composed of argillaceous and siliceous schist. Both plants essentially use the same flowsheet and reagent scheme, as that described for the Kolwezi plant. Typical plant results during treatment of a siliceous ore are presented in Table 19.8. These are average results achieved from 1980 to 1982.

Table 19.8
Kolwezi plant results during treatment of the siliceous ore
Product Weight (%) Assays (%) % Distribution
Cu Co Cu Co
Copper concentrate 13.26 26.65 2.51 80.3 60.3 Copper tailing 86.72 1.00 0.25 19.7 39.7 Head (calc) 100.00 4.40 0.55 100.0 100.0
19.6 Industrial Practice in Flotation of Oxide Copper and Copper-Cobalt Ores 61
19.6.2 Industrial practice in beneficiation of dolomitic oxide ores
Industrial plants that treat dolomitic ores include the Kolwezi concentrator (Kongo) and the Nchanga concentrator (Zambia), along with several smaller plants in the Kolwezi district.
The reagent scheme generally used in these concentrators is presented in Table 19.9. Sodium silicate is used as the common depressant, and also acts as a dispersant together with the soda ash. In the majority of operating plants, Na2S · 9H2O is used as the principal activator. Some operating plants in Zambia use NaHS as a sulphidizer. Sodium or potassium xanthates are the principal collectors used, where mercaptans are used as secondary collectors.
In the 1980s, a new collector (i.e. fatty acid-modified xanthate) was introduced into the Kolwezi concentrator with significant improvement in copper recovery. In 1995, collectors from the PM series were tested in the Nchanga concentrate improving results. The plant results obtained in the Kolwezi concentrate using xanthate and TY3 are compared in Table 19.10. Collector TY3 also had a positive effect on cobalt recovery.
The flowsheet used to treat dolomitic oxide copper ores is somewhat different from that used in the beneficiation of siliceous oxide copper ores. This is due to the fact that dolomitic ore usually contains elevated amounts of slimes, in which case a split circuit flowsheet has been adopted in a number of operations. The typical flowsheet used for treatment of dolomitic ores is shown in Figure 19.8. Usually, the scavenger tailings are deslimed and the sand fraction is retreated in a scalp copper flotation stage. When the ore is deslimed before flotation, a large amount of fine copper is lost in the slime fraction.
Table 19.9
Reagent scheme used to treat dolomitic ores
Addition rate (g/t)
Depressants and modifiers Activators Collectors
500–1000 g/t Na2SiO3
Na2CO3 to pH 8–9.5 100–200 Guar
1500–300 Na2S 1200–3000 NaHS
150–300 xanthate 50–80 mercaptan 150–200 TY3 100–200 PM290

62 19. Flotation of Oxide Copper and Copper Cobalt Ores
Collector
Table 19.10
Kolwezi plant results using xanthate and TY3 (1980–1982)
Product Weight (%) Assays (%)
Cu Co
% Distribution
Cu Co
320 g/t SIPX Copper concentrate 15.57 24.6 1.4 76.5 51.9 Copper tailing 84.43 1.03 0.24 23.5 48.1 Head (calc) 100.00 3.70 0.42 100.0 100.0
280 g/t TY3 Copper concentrate 12.56 25.1 2.4 82.5 62.8 Copper tailing 87.44 0.76 0.20 17.5 37.2 Head (calc) 100.00 3.82 0.48 100.0 100.0
SIPX, sodium isopropyl xanthate.
19.7 INDUSTRIAL PRACTICE IN BENEFICIATION OF MIXED SULPHIDE OXIDE ORES
The mixed sulphide oxide ores usually contain two or more oxide minerals, including cuprite, malachite and tenanntite. The sulphide copper minerals are represented by covellite and bornite. Examples of this type of operation are located in the former Republic of Zaire (Komoto, Dima 1 and 2 plants), and the Nchanga open pit plant in Zambia.
In general, this ore type is treated using two distinct circuits: sulphide copper flotation followed by oxide copper flotation, manly using the sulphidization method.
The basic reagent scheme used in the concentrators varies and is dependent on the type of copper minerals present in the ore, and the mineral composition of the gangue. The reagent scheme used in the three main concentrators treating this ore type is presented in Table 19.11.
There are only slight differences in the reagent schemes used to treat the mixed sulphide oxide ores. The type of sulphidizier and collectors are the main variance in the reagent
Table 19.11
Reagent schemes used in beneficiation of mixed sulphide oxide ores
Concentrator Reagent consumption (g/t)
Sulphide circuit Oxide circuit
Komoto, Kongo Na2SiO3 = 300, CaO = 460 Na2CO3 = 200, NaHS = 1350, fuel oil = 50 Ethyl xanthate = 100, frother 41G = 15 K-amyl xanthate = 210, frother 41G = 20
Dima, Kongo Na2SiO3 = 200, Na2CO3 = 300 Na2SiO3 = 600, NaHS = 3000 K-amyl xanthate = 60, frother 41G = 10 Mineral oil = 90, frother 41G = 15
Nchanga, PM290 = 15, Na-amyl xanthate = 30 Na2CO3 = 300, Na2S = 1200, PM290 = 40 Zambia Pine oil = 10 Na-amyl xanthate = 100, kerosene = 100

Ore feed
u/f
o/f
Tail
Copper sulphide cleaner concentrate
Copper oxide
Rod mill
Copper oxide 1st cleaner
Ball mill
Copper sulphide rougher
Copper oxide rougher
Cyclones
Copper oxide scavenger
Conditioning
Copper sulphide cleaner
Copper sulphide re-cleaner
Copper oxide 2nd cleaner
cleaner concentrate
19.7 Industrial Practice in Beneficiation of Mixed Sulphide Oxide Ores 63
Figure 19.9 Typical flowsheet used in treatment of mixed sulphide oxide ores.
schemes used. The generalized flowsheet used for treatment of mixed sulphide ores is shown in Figure 19.9. Some operations use semi-autogenous mills for primary grinding (Komoto, Dima) with grind finenesses ranging from 55% to 60% minus 200 mesh.
The plant metallurgical results achieved in these concentrators are presented in Table 19.12. In most cases, the results obtained on mixed copper sulphide oxide ores are better than those obtained on oxide ores. The floatability of oxide copper from mixed ore is usually better than the floatability of copper from oxide ores.
An appreciable amount of the cobalt in these ores is represented by sulphide cobalt minerals, mainly carrolite.

64 19. Flotation of Oxide Copper and Copper Cobalt Ores
Plant results from
Table
mixed
19.12
copper sulphide oxide ores
Concentrator Product Weight (%) Assays (%) % Distribution
Cu Co Cu Co
Komoto (1,2) Congo, Africa
Dima Kongo, Africa
Nchanga ZCCM, Zambia
Cu sulphide concentrate Cu oxide concentrate Cu flotation tail Head (calc) Cu sulphide concentrate Cu oxide concentrate Cu flotation tail Head (calc) Cu sulphide concentrate Cu oxide concentrate Cu flotation tail Head (calc)
7.11 2.57 90.32
100.00 2.78 8.59 88.63
100.00 1.82 3.53 94.65 100.00
43.6 22.0 0.93 4.50
55.31 21.24 0.82 4.09
47.5 37.0 0.72 2.80
3.61 1.52 0.06 0.35 2.23 1.58 0.16 0.34 – – – –
68.83 12.55 18.62
100.0 37.65 44.64 17.71
100.0 30.3 45.8 23.9 100.0
74.26 11.30 14.44
100.0 18.24 39.84 41.92
100.0 – – – –
REFERENCES
1. Saquet, J.J., and Mining, K., Metallurgical Operation of Union Miniere du Haut Katanga, Mining Engineering, Vol. 14, Nr 12, pp. 71–81, 1962.
2. Bulatovic, S., Bigg, A.C.T., and Yen, T., Laboratory Development Testwork on Kolwezi and Komoto Oxide and Mixed Copper Cobalt Ores, Report of Investigation No. 3, 1979.
3. Gaudin, A.M., Flotation, McGraw-Hill Book Company Inc., New York, 1957, pp. 431–450. 4. Normand, J., The Adsorption of Potassium Octyl Hydroxamate on Malachite, Thesis for Masters
in Metallurgical Engineering, McGill University, Montreal, Canada, 1974. 5. Cuyper, D.J. Flotation of Oxide Copper Ores; Paper Presented on the GDMB General Meeting;
Hague Netherlands, 1976. 6. Saquet, J.J., Kolwezi Mining and Metallurgical Operation of Union Miniere du Haut Katanga.
Mining Engineering, Vol. 14, Nr 12, p. 71/81, 1975. 7. Ser, F., Sulphydric Flotation of Previous Sulphidized Oxide Copper Minerals of Nachanga
Consolidated Copper Mines Limited (Zambia), Rudy, Vol. 5, pp. 169–174, 1970. 8. Bulatovic, S.. The Investigation into Recovery of Gold Containing Cuprite Ores using Sulphidi
zation with Ester Modified Xanthate, Report of Investigation LR3894, 1996. 9. Castro, S., Gaytan, H., and Goldfarb, S., The Stabilizing Effect of Na2S on the Collector Coating
of Chrysocolla, International Journal of Mineral Processing, Vol. 10, No. 3, pp. 71–82, 1976. 10. Gonzales, G., The Recovery of Chrysocolla with Different Long Chain Surface-active Agents as
Flotation Collectors, Journal of Applied Chemistry Biotechnology, Vol. 16, No. 28, pp. 31–38, 1978. 11. Parks, G.A., and Kovac, S., Thermal Activation of Chrysocolla for Xanthate Flotation, Society of
Mining Engineers, No. 346, pp. 28–34, 1966. 12. Aplan, F.F., and Fuerstenau, D.W., Froth Flotation, AIME, New York, Chapter 7, pp. 170–214,
1962. 13. Bulatovic, S., Bigg, A.C.T., and Yen, T., Improvement in Plant Performance of Seven Concen
trators from Shaba Province (Zaire), Report of Investigation LR2550 Vol. 2, pp. 1–250, 1982.

65 References
14. Bulatovic, S., Development of Reagent Scheme for Beneficiation of Nachanga (Zambia) Open Pit Oxide Ore, Report of Investigation LR5635, pp. 20–156, 1993.
15. Yen, T., and Bulatovic, S., Investigation for the Improvement of Concentrate Grades and Metal Recoveries from Western Group of Concentrators, Report of Investigation No. 4 LR2550, 1985.
16. Ealy, G.K., Concentration of Copper and Copper Oxides by Flotation at Nacimiento, Mining Congress Journal, Nr 33, pp. 63–66, 1973.
17. French Patent No. 1,519,540, May 11, 1966 18. Bulatovic, S., Bigg, A.C.T., and Yen, T., In Plant Studies of Different Collectors at Dima
Concentrator, Gecamines, Zaire, Report of Investigation LR2530, 1981. 19. Bulatovic, S., Bigg, A.C.T., and Yen, T., Development and Plant Application of New Collector
for Oxide Copper/Cobalt Flotation for Gecamines, Zaire Flotation Plant; Copper 91, Aug 18–21, 1991, Ottawa Canada, pp. 300–338.
20. Bulatovic, S., and Jessup, T., Evaluation of New Line of Collector on Zambian Sulphide/Oxide Ore and the Chilean Oxide Ore, R&D Report 87, 1993.
21. Bulatovic, S., Bigg, A.C.T., and Yen, T., Investigation for the Improvement in Concentrator Performance of the Western Group of Concentrates, Report 5, 1982.

– 20 –
Flotation of Mixed Lead Zinc Sulphide Oxide
and Oxide Lead and Zinc Ores
20.1 SOME GEOLOGICAL AND MINERALOGICAL FEATURES OF MIXED SULPHIDE OXIDE AND OXIDE LEAD ZINC ORES
There are a variety of mixed sulphide oxide ores and oxide lead zinc ores, and these ores cannot be classified into any specific group due to the vast differences in geology and mineral compositions. Only limited literature is available on the geological and mineralogical characteristics of these ores. From a processing point of view, these ores can be classified into the following groups:
• Mixed sulphide and oxide lead zinc ores • Oxide lead zinc ores • Oxide zinc ore with little or no lead present.
20.1.1 Mixed sulphide oxide lead zinc ores
In general, the calceous-dolomitic rocks from the Cambrian age are affected by their upper beds, by sulphide mineralization of lead, zinc and iron contemporaneous with sedimentation. The oxide lead and zinc minerals are disseminated through dolomitic limestone. As a consequence of the action of the descending process, these formations may assume different types of mineralization. According to the intensity of the oxidation process, which is associated with the different characteristics of the country rock, this country rock may be (a) principally calceous, (b) calceous with dolomitized zones and (c) primarily dolomitized. In the case of calceous rock formation, the mineralization is well defined in parallel veins
with the width ranging from 1 to 6 m. In these ores, the lead can vary from 3% to 12% zinc. With calceous rock types, the oxide mineralization extends beyond the veins forming
concretion and small masses. The lead content of these mineralization types range from 1.5% to 2.5%, of which �50% is oxidized. The zinc content ranges from 5% to 12%, of which 70% is oxide zinc.
In the case where dolomitization is extensive, the oxidized mineralization is present everywhere, without regular outline. These are relatively low-grade ores. In all of the
67

68 20. Flotation of Mixed Lead Zinc Sulphide Oxide and Oxide Lead and Zinc Ores
above-described cases, clay is often present as a filling in the mineral cavities, which are created as a result of dissolution of limestone and by dolomitization.
These ore types are found in Sicily, Ireland, Morocco and Canada.
20.1.2 Oxide lead ores
There are only a few deposits of oxide lead ores, some of which are processing plants. These include Mibladen Mine in Morocco, several deposits in Sardinia and Tynagh deposit in Ireland. In general, the mineral composition varies significantly. The limestone deposits contain barite and dolomite. In these ores, lead is represented by cerussite with little to no galena present. The oxide lead ore in a dolomitic matrix may contain clay slimes and a fairly large amount of pyrite and barite; both of these minerals have a negative effect on oxide lead flotation. These ores may contain one or several lead minerals, including cerussite, anglesite and pyromorphite. Some lead oxide ore varieties may contain oxide copper minerals in the range of 0.2–1% Cu.
20.1.3 Zinc oxide ores
As for the lead oxide ore types, there are a variety of zinc oxide ores. There are three basic ore types of economic value: (a) ores with hemimorphite as the predominant zinc oxide minerals, (b) ores with smithsonite as dominant zinc oxide minerals and (c) ores with a mixture of smithsonite and willemite. Typical mineral compositions of this ore are shown in Table 20.1.
The smithsonite ore type is usually composed of a mixed assemblage consisting of dolomite, Fe-oxyhydroxide, quartz clay (kaoline and montmorillonite), minor amount of
Table 20.1
Mineral composition of the major zinc oxide ores
Mineral Formula Weight (%)
Smithsonite Hemimorphite Willemite and smithsonite
Smithsonite Calcite Cerussite Geothite Quartz Kaolinite Feldspar Jerusite Dolomite Hemimorphite Willemite Barite
ZnCO3
CaCO3
PbCO3
FeO(OH) SiO2
Al2SiO6(OH)4
KAlSi3O8
KFe3(SO4)2(OH)6
MgO Zn2H2SiO5
Zn2SiO4
BaSO4
38 5 <5 28 15 5 <5 <5 – – – –
2 – Trace 20 10 10 3 – 30 18 – –
7 4 1 5 20 5 8 – 5 – 21 10

20.2 Flotation Properties of Individual Oxide Lead Zinc Minerals of Economic Importance 69
feldspar and Mn-oxyhydroxide. Hemimorphite is typically present as coarse, radiating prismatic crystals between 100 and 500 µm in length. In some ores the hemimorphite grains commonly exhibit rimming and inclusins of fine Fe-hydroxides and iron-stained clay minerals.
The hemimorphite ore type is composed of a variety of gangue minerals. Some ores contain a fine-grained aolitic limestone with fossil fragments and random replacement veins of smithsonite, which is highly pigmented with hemimorphite. The goethite in these ores is present as pigmented crystalline masses. The ferruginous calcite in the ore is sometimes replaced with hemimorphite aggregates or crystals, 50–60 µm in size. The hemimorphite can also be found intergrown with goethite and limestone.
This ore type belongs to the refractory ore type, found in Egypt and North Africa. The mixed willemite–smithsonite ore has the simplest mineral composition of the three
basic ore types. The silicate, goethite and barite are the principal gangue minerals. Willemite is a major zinc oxide mineral present as free crystals ranging from 50 to 500 µm in size. Smithsonite is usually stained with Fe-hydroxides and sometimes is associated with silicate as inclusion and/or attachments. The barite content of the ore may vary from several percent up to 12%. A few deposits of this ore type are found in Mexico and South America.
20.2 FLOTATION PROPERTIES OF INDIVIDUAL OXIDE LEAD ZINC MINERALS OF ECONOMIC IMPORTANCE
20.2.1 Oxide lead and zinc minerals of economic value
There is a fairly large number of oxide lead and zinc minerals, only a few of which have been studied. Table 20.2 shows a list of the oxide lead and zinc minerals of economic value.
These minerals can occur separately (e.g. cerussite) or as mixtures of two or more oxide minerals. Depending on the formation of the ore body with oxide minerals, the ore may
Table 20.2
Lead and zinc oxide minerals of economic value
Mineral Chemical formula Content (%) Specific gravity (g/cm3)
Cerusite PbCO3 77.0 6.5 Anglesite PbSO4 68.3 6.3 Pyromorphite Pb5(PO4)3Cl 75.8 6.5 Crocoite PbCrO4 64.6 5.9 Wulfenite Pb(MnO4) 55.8 7.1 Mimettizite Pb3(AsO4)3Cl 69.5 7–7.2 Plumbojarosite and mimetite PbFe6(SO4)4(OH)12 18.3 4.5 Calamine (hemimorphite) Zn4(OH)2TSi2O7TOH 67.3 3.4–3.5 Clinohedrite Ca2Zn2(OH2)Si2O T 7H2O 60.0 3.4–3.7 Smithsonite ZnCO3 35.0 4.3–4.4 Willemite Zn2SiO4 74.0 3.9–4.2 Zincite ZnO 20.0 5.5

70 20. Flotation of Mixed Lead Zinc Sulphide Oxide and Oxide Lead and Zinc Ores
contain only lead or zinc oxide minerals or a mixture of the lead and zinc oxide minerals. Very often there are ores that contain mixtures of sulphide and oxide lead minerals, which are processed in operating plants.
There has been very little research data or literature for a number of the minerals listed in Table 20.2. Most recently, extensive laboratory research work was carried out on a variety of natural ores containing lead oxide, zinc oxide and mixed lead zinc oxide ores.
20.2.2 Flotation properties of oxide lead minerals
Flotation of the lead oxide minerals is a difficult problem not least because there are no known direct acting collectors. Normally, during oxide lead flotation, a sulphidization method is used with xanthate as a collector. In the majority of cases, the ore is pretreated using a desliming process, especially if the ore contains clay and Fe-hydroxides. Another method includes the preconcentration using heavy liquid.
Of all the lead oxide minerals, cerussite and anglesite [1,2] have been studied the most. The flotation properties of cerussite and anglesite are different in such a way as the anglesite is less amenable to sulphidization than cerussite. The sulphidization process for both minerals is a delicate process and is sensitive to (a) level of additions of sulphidizer, (b) the number of sulphidization stages and (c) conditioning time with sulphidizer.
Excess of sulphidizer has a negative effect on cerussite and anglesite recovery. Figure 20.1 shows the effect of the level of Na2S on cerussite and anglesite recovery. These results have demonstrated that too high an addition of sulphidizer results in mineral depression.
Depending on the gangue composition of the ore, stage additions of sulphidizer have been proven useful [3].
Choice of sulphidizer
Normally the Na2S and NaHS are used as sulphidizers. The choice between Na2S and NaHS depends on the gangue composition, as well as the ratio between cerussite and anglesite in the ore. The anglesite sulphidization process is more complete when using NaHS.
When using Na2S as the sulphidizer, aeration with sulphidizer was proven to be beneficial. When cerussite is only slightly sulphidized, it is sensitive and, with the absence of aeration, rapidly loses floatability. Studies conducted on lead oxide flotation from mixed ore showed that without aeration, low lead recoveries were achieved. Table 20.3 shows the effect of aeration with sulphidizer on lead oxide metallurgical results.
Prolonged aeration however reduces both lead grade and recovery. The use of barium sulphide as a secondary sulphidizer [4] was examined on oxidized
lead ores from Sicily (BaS). The results obtained were encouraging. Sulphidization using Na2S can also be improved with the use of ammonium salts (chloride and sulphate). These reagents are used in cases where the ore contains clay minerals and calcium carbonate, which prevents suphidization due to the production of soluble calcium bicarbonate. The ammonium increases the solubility of calcium carbonate and improves sulphidization.

20.2 Flotation Properties of Individual Oxide Lead Zinc Minerals of Economic Importance 71
Rec
over
y (%
)
100
80
60
40
20
0
Anglesite
Cerusite
500 1000 1500 2000 2500
Na2S•9H2O addition (g/t)
Figure 20.1 Effect of level of Na2S on cerussite and anglesite recovery from carbonate lead oxide ore.
Table 20.3
Effect of aeration on lead oxide recovery from mixed ore
Aeration or conditioning Na2S (g/t) Pb oxide cleaner Pb oxide rougher time (min) concentrate concentrate
Grade Recovery Grade Recovery
Conditioning 5 min 1200 47.3 45.5 28 60 Aeration 5 min 1200 51.5 55.0 30 70 Aeration 10 min 1200 60 66.8 33 85.5 Aeration 15 min 1200 61 70 35 90 Aeration 20 min 1200 55 50.5 30 68.6
Choice of collector
During oxide lead flotation, the choice of collector is rather limited to xanthates, which are used in operating plants. Dithiophosphates and mercaptans are used as secondary collectors. This is due to the fact that natural ores contain a variety of floatable gangues, for which the anionic flotation process is not applicable. The use of chelating agents as flotation collectors for oxide lead flotation have been extensively examined [5,6]. Oximes/fuel oil

72 20. Flotation of Mixed Lead Zinc Sulphide Oxide and Oxide Lead and Zinc Ores
and modified mercaptans have been proven to be good collectors for cerussite and anglesite in laboratory testing. However, these collectors have not been used at an industrial scale.
Wulfenite and minetizit are mainly associated with oxide lead silver ores. Very little to no research data are available on these two minerals. Most recently, research work was carried out on these minerals using natural ore. It has been demonstrated that wulfenite and minetizit can be recovered using sulphidization and modified xanthate.
20.2.3 Flotation properties of oxide zinc minerals
The initial research work on oxide zinc flotation dates back to the 1930s at the University of Liege, Belgium [7]. This research work was based on the earned experience of flotation of oxide copper ores. Fatty acids, which are good collectors for copper carbonates, were not applicable because the gangue minerals in the zinc oxide ores were also floatable in the presence of fatty acids.
Research work conducted at the University of Liege was carried out on several ore types that contained hemimorphite and smithsonite. The mercaptan-type collectors were effective with both minerals in the presence of sulphidizer. Although mercaptans floated oxide zinc minerals, the recoveries were not satisfactory. Later in the research work, amine-type collectors were introduced to flotation of oxide zinc minerals with significant improvement in metallurgy over that obtained with mercaptans.
Extensive research work was performed on Gorno Calamine ore from Sicily, where a large number of amines were examined [8]. Table 20.4 shows the type and performance of the different amines evaluated.
Table 20.4
List and performance of the amines examined on the Gorno zinc oxide ore
Manufacturer Commercial name Results
Unfavourable Moderate Good Very good
Flot Ore Company (England)
Cytec, USA Akzo Noble, USA
Hoechst, Germany
Akzo Noble, USA
Flotbel 1 Flotbel CA Flotbel CH-A Aeroamine Armac T Armac S Armac CD Armac 12D Armac HTD Duomac S Duomac C Flotigan O Flotigan S Diamine DHPL Diamine acetate Kokoamine
×
× ×
×
× ×
× ×
×
× ×
× ×
×
× ×
×

Z
inc
roug
her
reco
very
(%
)
100
80
60
40
20
0 5 6 7 8 9 10 11 12
Flotation pH
20.2 Flotation Properties of Individual Oxide Lead Zinc Minerals of Economic Importance 73
The results demonstrated that the most satisfactory results were obtained using amines made from coconut oil, whereas the amines made from soya gave poor results. The most effective amines found during this research were Armac C (Akzo Nobel, USA) and Kokoamine KK (Akzo Nobel, USA).
The combination of Na2S and amine was then introduced into the Gorno plant in 1954. The pH during flotation was found to be very important. For flotation of calamine, the optimum pH was 10.5. In the presence of willemite–hemimorphite, the pH with RNH2 was about 11.5. The effect of pH on zinc oxide flotation in the presence of amine is illustrated in Figure 20.2.
Most recently, a new line of collectors [9] have been studied. These collectors are based on xanthated fatty acid (collectors from the DS series (Xanthate = 60%, Fatty Acid = 20% and Fuel Oil = 20%)) and xanthated mixtures of fatty acid and amine (DAS series (Xanthate = 50%, Fatty Acid = 20%, Amine Oxide = 20% and Fuel Oil = 10%)). These collectors were examined on a number of oxide lead zinc ores from Egypt, South America and Canada. Typical results obtained with the new collectors are presented in Figure 20.3.
The best results were obtained using collector DAS-2, consisting of xanthated fatty acid + amine. The reagent was prepared by ultrasonic agitation of xanthate (50%), fatty acid (25%) and amine (25%). The mixture is a yellow-coloured solution.
The choice of gangue depressants is closely related to the gangue type present in the ore. Usually the oxide zinc ores have a complex gangue composition and, therefore, selection of depressants is dictated by the gangue composition present in the ore. The most common depressants used include
Sodium silicate Guar Starch
Figure 20.2 Effect of pH on mixed oxide zinc flotation using amine (Armac C).

74 20. Flotation of Mixed Lead Zinc Sulphide Oxide and Oxide Lead and Zinc Ores
Zin
c ro
ughe
r re
cove
ry (
%)
100
80
60
40
20
0
Xanthate
DAS 1
Amine (Armac C)
DAS 2
Collector
50 100 150 200 250 300 Collector additions (g/t)
Figure 20.3 Effect of type of collector on flotation of mixed oxide zinc ore.
Cellulose Different acrylic polymers Phosphates (Na2HPO4, HM phosphates).
The application of these depressants was discussed in the preceding sections.
20.3 PRACTICES IN THE BENEFICIATION OF MIXED AND OXIDE LEAD ZINC ORES
There are only a few operating plants that treat mixed and oxide lead zinc ores. Most of these plants are located in Sicily, Ireland, Morocco, Egypt and Canada, but there are operating plants found in the USA, Mexico and Argentina. In the past 20 years, extensive research has been conducted on a variety of oxide lead zinc ores with the objective of developing a commercial treatment process. Some of these processes are commercially applied in several operations.
20.3.1 Reagent scheme and plant practice for beneficiation of mixed sulphide oxide ores
The beneficiation of mixed lead zinc sulphide oxide ores is a complex process and is dependent on gangue composition of the ore. There are two basic types of mixed sulphide oxide ores that have been extensively studied. These include (a) ores with dolomitic and

20.3 Practices in the Beneficiation of Mixed and Oxide Lead Zinc Ores 75
calcite gangue present in the ore with moderate clay content and (b) ores with the presence of borite and clay minerals.
Treatment of mixed lead zinc sulphide oxide ores with dolomitic and calcite gangue
These ore types are abundant in Northern Canada and Mexico. Extensive research work was carried out on these ores with the objective of developing a treatment process for commercial application. One of the major tasks in the development testwork was to use a non-cyanide flotation method in the sulphide flotation. Typical reagent schemes used in beneficiation of the mixed lead zinc oxide sulphide ores are shown in Table 20.5.
The compositions of the reagent mixtures are as follows:
Depressant MQ3 70% ZnSO4 T 7H2O 20% Na2S2O3
10% Na2S2O5
Depressant MKF 60% Na2SiO3
20% Acumer 9000 20% Thiourea
Collector PAX/Armeen C 44% potassium amyl xanthate 44% Armeen C 12% Ethofat 242/12 (emulsifying agent)
The flowsheet used for beneficiation of mixed oxide sulphide ore is illustrated in Figure 20.4.
The continuous plant simulation results obtained in the laboratory are shown in Table 20.6.
Table 20.5
Reagent schemes used for mixed lead zinc oxide sulphide ores [10]
Reagent Additions (g/t)
Pb sulphide circuit Pb oxide circuit Zn sulphide circuit Zn oxide circuit
Na2CO3
Na2S T 9H2O MQ3 MKF Sodium silicate ‘N’ CuSO4
DV177 (acrylic acid) R241 (Cytec) SIBX 3894 (Cytec) Armeen C/PAX emuls MIBC
1500–1800 500 600 200
18 28
800
700
450 6 70
4
1500–2000
1200 100
70 16
1700
1500
1500
125

Aeration
Ore Feed
Lead sulphide cleaner concentrate
Air Air
Zinc sulphide cleaner concentrate
Slimes
Lead oxide cleaner concentrate Final
tailings
Grinding
Lead oxide rougher
Lead sulphide rougher
Zinc sulphide rougher
Conditioner 1
Lead sulphide scavenger
Lead sulphide 1st cleaner
Lead sulphide cleaner scavenger
Conditioner 2
Aeration
Zinc scavenger
Zinc sulphide cleaner scavenger
Aeration
Lead oxide scavenger
Conditioner 3
Zinc oxide rougher
Desliming
Zinc oxide scavenger
Conditioning
Lead sulphide 2nd cleaner
Lead sulphide 3rd cleaner
Zinc sulphide 1st cleaner
Lead oxide 1st cleaner
Zinc oxide 1st cleaner
Zinc oxide 2nd cleaner
Zinc oxide 3rd cleaner
Lead oxide 2nd cleaner
Zinc sulphide 2nd cleaner
Zinc sulphide 3rd cleaner
Zinc oxide cleaner concentrate
76 20. Flotation of Mixed Lead Zinc Sulphide Oxide and Oxide Lead and Zinc Ores
Figure 20.4 Typical flowsheet for beneficiation of mixed sulphide oxide lead zinc ores.

20.3 Practices in the Beneficiation of Mixed and Oxide Lead Zinc Ores 77
Table 20.6
Continuous locked cycle test results from mixed lead zinc sulphide oxide ore
Product Weight (%) Assays (%, g/t) % Distribution
Pb Zn Ag Pb Zn Ag
Pb sulphide concentrate 16.77 72.5 5.28 1002 64.5 4.2 69.0 Pb oxide concentrate 10.11 48.6 8.63 312 26.1 4.1 8.5 Pb sulphide + oxide concentrate 26.88 63.5 6.25 757 90.6 8.3 77.5 Zn sulphide concentrate 23.28 3.56 60.5 163 4.4 66.3 13.5 Zn oxide concentrate 13.67 3.81 31.1 138 2.8 20.0 6.7 Zn sulphide + oxide concentrate 36.95 3.67 50.0 14.3 7.2 86.7 20.2 Zn final tail 36.27 1.14 3.14 16.9 2.2 5.4 2.3 Feed 100.00 18.8 21.2 263 100.0 100.0 100.0
Treatment of mixed lead zinc sulphide oxide ores with barite–calcite gangue minerals
There are only few operations treating mixed lead zinc sulphide oxide ores that contain barite–calcite gangue minerals. A typical example of such an operation is the Tynagh oxide complex in Ireland [11]. In this deposit, the oxide ores are generally located at the bottom and at the ends of the sulphide mud ores. The major gangue mineral is barite (large quantities) and minor amounts of clay. This ore assays 8.5% Pb(total), 6% Pb(oxide), 6.8% Zn(total) and 5% ZnO.
This ore is treated using a bulk lead zinc sulphide flotation method followed by oxide lead flotation. The reagent scheme used in this circuit is shown in Table 20.7.
Cyanide is used to depress pyrite, since some of the ore types contain an appreciable amount of pyrite. The results obtained in the plant are presented in Table 20.8.
Table 20.7
Reagent scheme used for treatment of the Tynagh mixed sulphide oxide lead zinc ore
Reagent Additions (g/t)
Bulk circuit Lead oxide circuit
Cytec AC633 Lime Sodium cyanide Na-isopropyl xanthate Na-hydrogen sulphide K-amyl xanthate Copper sulphate Sodium silicate
150 560 30 90
150
100
1300 160
330

78 20. Flotation of Mixed Lead Zinc Sulphide Oxide and Oxide Lead and Zinc Ores
Product
Table 20.8
Plant metallurgical results – Tynagh mixed ore
Assays (%)
Pb (total) Pb (oxide) Zn (total) Zn (oxide)
% Distribution
Pb (total) Zn (total)
Bulk Pb/Zn concentrate 25.70 – 19.0 – 47.5 43.5 Oxide Pb concentrate 45.10 – – – 20.1 – Tailings 3.39 2.70 4.51 3.80 32.4 56.5 Feed 8.46 6.20 6.83 5.10 100.0 100.0
Practices in beneficiation of oxide lead zinc ores
There are several operations that treat oxide lead zinc ores, including several operations in Sicily, Morocco and Mexico. The beneficiation flowsheets, in general, are similar to those found in most operating plants. The generalized flowsheet is presented in Figure 20.5.
A possible difference in the flowsheet might be the addition of a gravity preconcentration stage for lead. In some cases, the heavy liquid separation is performed prior to lead zinc oxide flotation.
The reagent scheme selection is very dependent on (a) type of gangue minerals present in the ore and (b) type of lead and zinc oxide minerals. In plant practice, lead oxide minerals are recovered using a sulphidization method with
xanthate as the primary collector and mercaptans as the secondary collector. The zinc oxide flotation is performed after desliming the oxide lead tailings. In the case
of zinc oxide, a sulphidization method is used with amine as the primary zinc collector. The choice of depressant is dependent on the type of gangue minerals present in the ore.
A typical reagent scheme used for flotation of oxide lead zinc ores is shown in Table 20.9. Collector sterylamine acetate works well on smithsonite, but not as well on calamine.
When smithsonite is present in the ore, better results are achieved using a tallow amine emulsion with elevated additions of fuel oil emulsion.
Metallurgical results obtained in an operating plant in Morocco are presented in Table 20.10. An appreciable amount of zinc reported to the slime fraction. Attempts were made by some researchers to float oxide zinc from the slimes, but with little success.
20.3.2 Practices in beneficiation of oxide zinc ores
The zinc oxide ores of any economic value are represented by smithsonite and calamine. Willemite, franklinite and other zinc oxide minerals are quite rare. The gangue minerals are usually represented by calcite ferooxides, dolomite and hemimorphite. The composition of gangue minerals, however, varies considerably and may also contain clay, talk, Fe-hydroxide and other minerals.
Over the past 30 years, considerable work has been conducted on zinc oxides, for which a number of different methods were developed and examined in a number of different plants. The highlights of the most important methods are presented below.

Ore Feed
u/f
Slimes
Lead oxide cleaner concentrate
Zinc oxide tails
Grinding
Classification
Lead oxide rougher
Lead oxide scavenger
Conditioning
Lead oxide 1st cleaner Desliming
Zinc oxide rougher
Zinc oxide scavenger
Zinc oxide cleaner scavenger
Lead oxide 2nd cleaner
Lead oxide 3rd cleaner
Zinc oxide 1st cleaner
Zinc oxide 2nd cleaner
Zinc oxide 3rd cleaner
Conditioning 1 Conditioning 2
Zinc oxide cleaner concentrate
20.3 Practices in the Beneficiation of Mixed and Oxide Lead Zinc Ores 79
Figure 20.5 Generalized flowsheet used in beneficiation of oxide lead zinc ores.
1. Fatty acid flotation method. In this method, the smithsonite was floated using a short carbon chain fatty acid from calcitic and dolomitic gangue minerals. The calcite and

80 20. Flotation of Mixed Lead Zinc Sulphide Oxide and Oxide Lead and Zinc Ores
Reagent scheme used
Table 20.9
in beneficiation of oxide lead zinc ore
Reagent Additions (g/t)
Lead oxide Zinc oxide
Depressants and modifiers Soda ash Sodium silicate ‘N’ Carboxymethyl cellulose Low-molecular-weight acrylic Na2S T 9H2O
Collectors Potassium amyl xanthate Mercaptan (Cytec’s R407) Sterylamine acetate Fuel oil emulsion
acid
700–1000 900–1100 – 300–500 800–2000
80–150 10–30 10–30 –
(pH 10) – 500–800 200–600 – 1500–3000
– – – 300–600
Table 20.10
Plant results from a Morocco lead zinc oxide ore
Product Weight (%) Assays (%) % Distribution
Pb Zn Pb Zn
Lead concentrate Zinc concentrate Zinc tailing Slimes Feed
7.78 15.18 64.34 12.70
100.00
55.3 3.6 0.67 3.30 5.70
4.60 38.9 1.25 11.66 8.77
75.5 9.6 7.6 7.3
100.0
4.1 70.1 9.0 16.8
100.0
dolomite were depressed with citric acid. This method has not found application in any plant practice.
2. The reverse flotation method. It was examined by several Russian scientists. This method involves depression of smithsonite using sodium phosphate and dextrin. Calcite and dolomite are floated using oleic acid in stage additions. The tailings become the zinc concentrate.
3. Oxide zinc minerals activation using CuSO4. The use of CuSO4 for zinc oxide activation and flotation is based on two different processes:
(i) Pretreatment of the pulp with sulphidizer followed by reconditioning with CuSO4 and zinc oxide flotation with xanthate or xanthate + mercaptan.
(ii) The second method involves sulphidization of the smithsonite during heating of the pulp to 50–60°C followed by activation with CuSO4 and flotation of the activated oxide zinc using xanthate and/or an Aeroflot type collectors.

20.3 Practices in the Beneficiation of Mixed and Oxide Lead Zinc Ores 81
The CuSO4 activation method produces good zinc oxide metallurgical results when the ore contains dolomitic/calcitic gangue minerals. If the ore contains Fe-hydroxides, this method, however, produces poor results.
4. Sulphidization – amine flotation. This method was extensively examined dating back to the 1940s and early 1950s [11], and currently is being used in almost all industrial plants treating oxidized zinc ores. Amines suitable for flotation of oxidized zinc minerals include salts of aliphatic amines, octadecyl amine and hydrooxyinolin.
Summary of collectors used for oxide zinc flotation
A list of collectors used in the oxide zinc flotation is presented in Table 20.11. In every method, sulphidizer Na2S is used. The consumption of Na2S largely depends on
the type of gangue mineral present in the ore, and ranged from 2000 to 5000 g/t. Ores containing clay slimes or Fe-hydroxides require relatively high levels of additions. Xanthate consumption ranges from 200 to 700 g/t, and mercaptan consumption, when used as a secondary collector with xanthate, ranges from 50 to 100 g/t. In general, mercaptans are usually used with xanthates.
In the cases where CuSO4 is used as an activator, mercaptan is used as a primary collector. Typical amine consumptions ranged from 80 to 150 g/t. Amine is a fast-acting collector and does not require conditioning time.
Summary of modifiers and depressants used for oxidized zinc flotation
There are a fairly large number of modifiers and depressants that are used for flotation of oxidized zinc minerals. Table 20.12 lists some of the most commonly used depressants.
In actual practice, sodium silicate is most commonly used because of its depressing action on most of the gangue minerals present in the ore. Sodium tripolyphosphate acts as a general depressant and dispersant in concentrations up to 250 g/t. At higher dosages, it acts as an activator. Guar of methyl carboxylic sodium salt is an extremely effective depressant for alumina, silica and calcite in concentrations even below 500 g/t. This depressant together with sodium silicate is used in the treatment of oxidized zinc ores that contain aluminosilicates, dolomite and silicates, as the principal gangue minerals.
Table 20.11
Collectors used in oxide zinc flotation
Reagent Commercial name Zinc mineral
Xanthate
Mercaptan
Amine
Potassium amyl xanthate Sodium isobutyl xanthate Cytec’s R407, R404 Clariant’s M91 Salt of aliphatic amines Primary octdecyl amine Hydro oxyxinolin
Smithsonite Smithsonite, ancite Smithsonite Smithsonite, willemite Calamine Calamine, clinohedrite Calamine, willemite

82 20. Flotation of Mixed Lead Zinc Sulphide Oxide and Oxide Lead and Zinc Ores
Table 20.12
Summary of the most common depressants used for oxide zinc flotation
Commercial name Chemical name Molecular weight
Na2SiO3 Sodium silicate – Na5P3O10 Tripolyphosphate – Suspendol PKK Phenol condensation, anionic High Suspendol PC Polycarboxylic acid Medium CMC Carboxymethyl cellulose Medium Acrol TR30 Anionic modified guar Low Acrol J25 250 Anionic modified guar gan Low Cataflot P40 Acrylate Low DV177 Acrylic acid Low Starch Starch of methylcarboxilic salt High Accumer 9000 Modified acrylate Low
Acrylate and low-molecular-weight acrylic acids are effective slime depressants/dispersants. Suspendol PKK and PC improved separation efficiency between zinc and iron oxides. Starches, mainly hydrolysed starch and cooked starch, are effective depressants in the treatment of oxidized zinc ores that contain iron oxides and Fe-hydroxides.
Reagent schemes used to treat different oxidized zinc ores
As mentioned earlier, the selection of reagent scheme for treatment of oxidized zinc ores depends very much on the type of oxide zinc mineral present in the ore, as well as the type and consumption of gangue minerals. Table 20.13 shows some of the most commonly used
Table 20.13
Reagent schemes used for beneficiation of oxide zinc ores
Ore type and description Reagents used
Predominant ZnO mineral = smithsonite (grade 9–15% Zn)
Gangue minerals are composed of calcite, dolomite and silica and often contains clay minerals (i.e. kaoline, montmorillanite)
Predominant ZnO mineral = calamine (grade 4–10% Zn)
Ore gangue geothite, silica, dolomite with or without Fe-hydroxide
Mixed calamine/smithsonite (grade 8–15% Zn) This ore type has a relatively simple gangue composition. Silicate, goethite and barite are the principal gangue minerals.
Complex calamine/smithsonite ore (grade 6–12% Zn) This ore type is found in South America (Peru). The
major gangue minerals are goethite, Fe-hydroxides, dolomite, siderite and clay mineral.
2000–2500 g/t sodium silicate; 3500–4500 g/t Na2S T 9H2O; 300–500 g/t DV177; 100–150a g/t amine; 10–20 g/t pine oil (frother)
1500–2500 g/t N2SiO3 (type N); 4000– 5000 g/t Na2S T 9H2O; 300–500 suspendol PC; 90–150 g/t amine/pine oil/fuel oil (80:10:10) emulsion
1000–1500 g/t Na2SiO3 (type N); 3000–5000 Na2S T 9H2O; 200–300 g/t Na5P3O10; 200– 300 g/t CMC; 150–180 g/t. Amine/pine oil/ fuel oil (70:10:20) emulsion
1000–1500 g/t Na2SiO3 (type N); 500–1500 caustic starch; 3000–6000 g/t Na2S T 9H2O;
200–300 g/t Na5P3O10; 250–300 g/t amine: xanthate (1:1) emulsion
aTypical caly minerals, which determines the type of dispersant to be used.

20.3 Practices in the Beneficiation of Mixed and Oxide Lead Zinc Ores 83
Table 20.14
Continuous locked cycle test results from a refractory zinc oxide ore from Peru
Product Weight (%) Assays (%) % Distribution
Pb Zn CaO Fe Overall Flotation
Zn cleaner concentrate 18.00 0.72 32.2 7.09 3.18 59.5 79.1 Zn combined tail 60.63 0.36 2.52 27.8 19.8 15.7 20.9 Slimes 21.37 0.62 11.3 22.0 12.4 24.8 – Feed (calc) 100.00 0.49 9.74 22.9 15.2 100.0 100.0
reagent schemes developed for treatment of various zinc oxide ore types. The most difficult to treat ores are those with high clay and high Fe-hydroxide contents. In these cases, a large portion of the zinc is lost to the slime fraction. The results obtained on this type of ore (i.e. Acha ore from Peru) are presented in Table 20.14.
Good metallurgical results were usually achieved on the smithsonite and calamine ores.
20.3.3 Flotation of oxide lead silver ore
Oxide lead silver ores are very rare and there is only one operating plant in the world treating this type of ore. The process development and plant design was accomplished during 2005–2006 and has been in operation since December 2007 [12,13]. There are several ore types present in the ore.
The ore
The principal lead oxide minerals include pyromorphite, wulfenite, mimetite and plumbojerusite. Some galena is also present in this ore type. The principal gangue minerals include silicate, dolomite, siderite, ferohydrooxides and clay minerals. About 20% of the ore is represented by ultra-fine slime with an average size of K80 = 12 µm. These slimes are composed of Fe-hydroxides, kaolin and slimes of plumbojerusite, rich in silver.
Processing characteristics of the ore
Silver oxide lead ores have much different flotation processing characteristics. Although this ore responds to sulphidization–xanthate system, silver recovery in the lead concentrate was usually poor and amounted to about 30–40%. Floatability of lead minerals also was not satisfactory.
Most of the lead and silver losses occurred in a finer fraction (i.e. −200 mesh). It should be noted that the ore contains an appreciable amount of gold.
Electron probe microscopy indicated that finer particles of oxide lead and silver were coated with ultra-fine slimes of Fe-hydroxide.

84 20. Flotation of Mixed Lead Zinc Sulphide Oxide and Oxide Lead and Zinc Ores
Research and development
Research and development concentrated on developing an effective reagent scheme and flowsheet that would produce satisfactory metallurgical results. The problem encountered during the development testwork was that no literature was available for flotation of a mixture of pyromorphite, wulfenite, mamitizite and plumbojerusite. In addition, some of the silver minerals present in the ore included argentojarosite, diaphovite and fizelyte. During the development work, a fairly large number of reagent combinations were
examined, mainly collector type and decoating reagents to improve lead–silver floatability. It was discovered that using CuSO4 in the sulphide prefloat and in the oxide lead
flotation together with Na2S improved silver and lead metallurgical results significantly. Figure 20.6 shows the effect of CuSO4 on silver and lead oxide results. It appears that CuSO4 is responsible for decoating the lead and silver mineral surfaces
from clay minerals. The conditioning time with sulphidizer was found to be critical in achieving good lead and silver metallurgical results. Figure 20.7 shows the effect of conditioning time on lead–silver rougher recoveries. Prolonged conditioning times had a negative effect on lead and silver recoveries.
Plant reagent scheme
The development testwork yielded a reagent scheme that is currently being used in the plant. This reagent scheme is shown in Table 20.15.
80
70
60
50
40
30
Rec
over
y (%
)
Lead
Silver
0 50 100 150 200 250 CuSO4 addition (g/t)
Figure 20.6 Effect of CuSO4 additions on oxide lead silver recovery.

Rec
over
y (%
)
80
70
60
50
40
30
Lead
Silver
0 5 10 15 20 25
Conditioning time (min)
20.3 Practices in the Beneficiation of Mixed and Oxide Lead Zinc Ores 85
Figure 20.7 Effect of conditioning time with Na2S on lead and silver recoveries.
Table 20.15
Reagent scheme used for beneficiation of oxide lead silver ore (Peru operation)
Reagent Additions (g/t)
Ag prefloat Pb–Ag circuit
Sodium silicate ‘N’ 600 1100 Polyacrylic acid (DV177) 200 300 Na2S T 9H2O – 5000–6000 Modified xanthate 100 800–1100 Kerosene – 300–400 CuSO4 200 –
The use of CuSO4 was extremely beneficial for improvement in silver recovery contained in the fine fractions.
Plant metallurgical results
The plant metallurgical results obtained during 6 months of operation are shown in Table 20.16.

86 20. Flotation of Mixed Lead Zinc Sulphide Oxide and Oxide Lead and Zinc Ores
Table 20.16
Plant results – January to June 2008
Product Weight (%) Assays (%, g/t) % Distribution
Pb Zn Ag Pb Zn Ag
Pb/Ag concentrate Pb/Ag tailings Feed (calc)
16.34 83.66
100.00
48.5 3.07
10.5
1631 172 410
10.7 2.1 3.5
75.5 24.5
100.0
65.0 35.0
100.0
50.0 50.0
100.0
This ore type is unique and there are only two known deposits of this kind, both of which are located in South America.
REFERENCES
1. Ray, M., Formanek R., and Chataignon, A., The Influence of Certain Inorganic Salts on the Flotation of Lead Carbonate, Transactions of the American Institute of Mining Engineers, p. 185 Nov 1950 (Mining Engineering).
2. Wark, I.W., Principals of flotation, Melbourne Institute of Mining and Metallurgy, pp. 334–342, 1938.
3. Ray, M., Flotation of oxide lead zinc and copper ore, Institute of Mining and Metallurgy, Vol. 4, pp. 541–548, Sept 1954.
4. Fleming, M.G., Effect of Alkalinity on the Flotation of Lead Minerals. Transactions of the American Institute of Mining Engineers Vol. 193, pp. 1231–1236, 1952.
5. Usoni, L., Rinelli, G., and Marabini, A.M., Chelating Agents and Fuel Oil: A New Way to Flotation, AIME General Annual Meeting. New York, USA;1971.
6. Marabini, A.M., and Rinelli, G., Flotation of Pitch Blende with Chelating Agents and Fuel Oil, Transactions of the Institution of Mining and Metallurgy, No. 82, pp. C225–C228, 1973
7. Ray, M., Fatty Acids and Soap Flotation Applied to Oxidized Ores, Engineering and Mining Journal, No. 136, pp. 221–223, May 1935.
8. Billi, M., and Quai, V., Developments and Results Obtained in Treatment of Zinc Oxide Ore at the AMMI Mines, Interim Report, May 1976.
9. Bulatovic, S., New Line of Zinc Oxide Collectors has been Development, Technical Note, No. 6, June 1992.
10. Bulatovic, S., Process Development for Treatment of Pb/Zn of Oxide Sulphide Ore from Prairie Creek (Canada), Report of Investigation, January 2006.
11. Morrissey, C.J., and Whitehead, D., Origin of the Tynah Residual Orebody, Ireland, Proceedings of the 9th Commonwealth Mining and Metallurgical Congress, London UK, May 1969.
12. Bulatovic, S., Process Development for Beneficiation of Oxide Lead, Silver, Gold Ore for Minera Corona, Peru, SBM Report of Investigation, May 2007.
13. Bulatovic, S., Plant Design and Start-up for Beneficiation of Oxide Lead, Silver, Gold Ore for Minera Corona, Peru, SBM Report of Investigation, November 2007.

– 21 –
Flotation of Tin Minerals
21.1 INTRODUCTION
Beneficiation of tin ores exclusively includes a combination of gravity preconcentration and flotation, where the flotation includes (a) flotation of sulphides from the gravity concentrate and (b) flotation of sulphides from the fines, followed by tin flotation from the sulphide tailing after desliming.
Tin treatment processes are relatively complex and include a fairly large number of unit operations, such as (a) staged gravity concentration, (b) retreatment of gravity concentrates using regrinding and sulphide flotation from the gravity tailings and (c) desliming of the fines and staged sulphide tin flotation. This chapter discusses in detail the beneficiation processes for various tin ores.
21.2 MINERAL COMPOSITION OF VARIOUS TIN ORES
The most important tin mineral is cassiterite (SnO2). Theoretically, the tin content of cassiterite is 78%. However, in the majority of cases, cassiterite contains impurities and the tin content may vary from 65% to 78%. The major impurities of cassiterite include tantalum, niobium, titanium and other elements, usually in the form of solid solutions. The impurities in the cassiterite often have a pronounced effect on flotation properties of cassiterite.
Based on studies [1] of a number of tin ore bodies, tin can be classified into three major groups:
Group 1:
Group 2:
Group 3:
Cassiterite contained in pegmatitic veins contain significant quantities of (Nb, Ta)2O5 with traces of wolframite and manganese. This type of cassiterite is fragile and tends to slime during grinding. Cassiterite from quartz veins. Cassiterite from this group contain about 1% (Nb,Ta)2O5 and about 0.3–0.4% wolframite. Cassiterite from sulphide veins usually contains vanadium, sulphur and wolframite.
87

88 21. Flotation of Tin Minerals
Table 21.1
List of tin-containing minerals
Mineral Formula Theoretical content (% Sn) Specific gravity
Colusite Cu3 (As, Sn, V, Fe, Te) S4SnS 5.0–8.9 4.4–9.6 Herzen bergite SnS 78.8 – Sulphostannati Canfieldite Ag8SnS6 10.0 6.3 Franckelite PbS-SnS2 9.4–17.3 3.5–5.5 Teallite 5PbS-2SnS2-SbS3 30.5 6.4 Cilindrite Pb3Sn4-Sb2-S14 26.6 5.4
Silicates Arandesit 3SnSiO4-2SnO2-4H2O 48–55 4.0 Stokezit H2CaSnSi3O11 26–43 3.2 Boratin SnO2-6B2O3-5H2O 5.5 4.3 Nordenskioldine CaSn(BO2)3 42 4.2 Thoreaulite Ta2O5-SnO2 15–17 7.6
The second most important tin mineral is stanin (CuS-FeS-SnS2). Theoretically, stanin contains 27.5% Sn, 29.9% S, 29.5% Cu and 13.1% Fe. Other minerals that contain tin (Table 21.1) do not represent any significant economic
value.
21.3 BRIEF DESCRIPTION OF TIN DEPOSITS
The most important tin deposits are hydrothermal deposits (hypothermal and mesothermal). The magmatic deposits do not often contain tin mineralization. Tin may also be present in pegmatitic ore bodies. However, tin found in pegmatitic deposits can be classified into two basic types: (a) quartz–cassiterite lenses in granite, when cassiterite is associated with topaz, beryl and, to a lesser degree, sulphides; (b) sulphide deposits, where tin is mainly cassiterite associated with arsenopyrite, pyrite, chalcopyrite and pyrrhotite. Such deposits are common in South America (Peru, Bolivia).
Because cassiterite is a stable mineral and does not tend to decompose, it forms sand deposits by decomposition of pegmatitic and quartz–cassiterite deposits. Such deposits are common in Asia.
Based on the degree of dissemination, the tin-bearing deposits can be classified into three distinct groups:
1. Disseminated deposits. In these deposits, the cassiterite grains range from 0.2 to 0.001 mm. Cassiterite is mostly dispersed in gangue matrix of alumosilicates, tourmaline and quartz. Recovery of cassiterite from these deposits is quite difficult.
2. Medium-coarse-grained, less-disseminated ores. The size of cassiterite particles in this ore type ranges from 1.0 to 0.2 mm in size. Typical ore bodies of this type are pegmatitic and tin-containing sulphide ores.

21.4 Beneficiation of Tin Ores 89
3. Coarse-grained tin ores. The average grain size of cassiterite in this ore type ranges from 0.1 to 1 mm and higher.
Depending on the composition of disseminated and medium-coarse-grained ore, they can be divided into two basic groups: sulphides and chloritic tourmaline ores. In the sulphide ore, the minerals are represented by pyrite, pyrrhotite, arsenopyrite, chalcopyrite, galena and stannin. Less common are sphalerite and bismuth.
The chloritic tourmaline ore type contains significant quantities of ferrosilicates, tourmaline and chlorites.
The tin content in this ore type is usually high compared to the other ore types and can reach over 2% Sn in the ore.
The coarse-grained tin ores are usually represented by cassiterite–quartz and pegmatitic formations. These ores can be a complex formation containing varieties of gangue minerals. The pegmatitic ore type, in addition to tin, can contain significant amounts of tantalum and niobium.
The world’s major tin deposits are elongated zones over 2000 km, extending from Indonesia to Malaysia, Thailand and Burma and into China. Commercial production of tin is almost exclusively from placer deposits, and these are major producers in the world. Other placer deposits worth mentioning are Brazil, Nigeria and the Congo. For beneficiation of tin from these deposits, the physical concentration method is used exclusively.
Hard rock deposits are richer in tin than in the placer deposits, ranging from 0.6% up to 5% Sn. Such known deposits are located in Brazil, Canada, Bolivia, Peru and the USA. Because the tin from these ores is disseminated, beneficiation processes include a combination of gravity preconcentration and flotation.
21.4 BENEFICIATION OF TIN ORES
There are three main methods used for beneficiation of tin ores: (a) physical concentration including gravity concentration, magnetic separation and electrostatic separation; (b) flotation and (c) a combination of gravity preconcentration and flotation.
The physical concentration is primarily used in beneficiation of alluvial and some coarser grained vein deposits. The combination of gravity and flotation is normally used for beneficiation of hard rock ores.
Flotation is only employed for beneficiation of disseminated tin ores.
21.4.1 Gravity beneficiation method
In the early 1950s and 1960s, a large portion of tin was produced from alluvials. The tin-bearing alluvials are usually washed and sized, and the various size fractions are concentrated by gravity using jigs and tabling. Nowadays, significant progress has been made to improve gravity equipment and develop new equipment, such as Mozley drum separators designed to concentrate finer tin fractions. A generalized gravity concentration flowsheet is shown in Figure 21.1.

Dredged sand
Oversize + 8 inch
Undersize - 6 inch
Oversize + 1/2 inch
Undersize - 1/2 inch
Slimes overflow
Tail
concentrate
Tail
concentrate
Middling
Final concentrate to dressing or drying plant
Grizzly
Trommel
Primary jig
Scrubbing
Desliming
Secondary jig
Concentrate de-watering
Tabling
Tailings disposal
90 21. Flotation of Tin Minerals
Figure 21.1 Generalized gravity concentration flowsheet.
The gravity concentrate may be finely upgraded by magnetic separation, electrostatic separation and flotation. Magnetite present in the gravity concentrate is removed by low-intensity magnetic separation (2000–3000 G magnetic field strength) and electrostatic upgrading if the concentrate contains zircon. Flotation is added to remove sulphides from the tin concentrate. The cassiterite concentrate produced by gravity after final ‘dressing’ is usually high grade, ranging from 50% to 70% Sn with relatively good recovery.

21.4 Beneficiation of Tin Ores 91
The cassiterite ore from underground, hard rock veins is finer grained than alluvial deposits. From this ore, good concentrate grade is produced but at relatively low tin recoveries. Fines from the gravity tailing assay between 0.4% and 0.8% Sn.
The placer deposits are more efficiently mined by dredging. In some operating plants, scrubbing the ore is practiced before tin concentration.
21.4.2 Combination of gravity–flotation tin beneficiation method (lodge deposits)
The so-called hard rock lodge deposits are much richer in tin than placer deposits, but nowadays, these deposits contain �0.4–1.5% Sn, as mined. The rich lodge deposits, which are treated exclusively by gravity, are mined out. Today’s low-grade deposits contain fine-grained, highly disseminated cassiterite that is much more difficult to process. Tin losses to the fines (<200 µm) are the major problem. Recovery from such an ore does not exceed 50% Sn when using a gravity method. By using a combination of gravity and flotation, tin recoveries improved up to 70% Sn in a number of operating plants.
Tin concentration from these deposits is further complicated because these deposits contain sulphides, and occasionally tin-bearing sulphides. These sulphides have to be removed from the final tin concentrate. Some ores (New Brunswick, Canada) contain wolframite, which is removed by either flotation or high-intensity magnetic separation.
The complex Lodge deposits have quite a complicated flowsheet. Typical examples include operating plants in Australia and South America. An example of a plant that uses both gravity and flotation is the Wheal Jane Concentrator in Cornwall, UK, shown in Figure 21.2.
The Cornwall ore assays 1.26% Sn, 2% Zn and 0.4% Cu. Three concentrates are produced using this flowsheet, including (a) Zn/Cu concentrate assaying �30% Zn and 5% Cu, (b) tin gravity concentrate assaying 30–40% Sn and (c) tin flotation concentrate that assays �14% Sn. In general, the tin concentrate produced from this type of ore is low-grade concentrate. Most recently, with the help of advanced technology, a high-grade tin concentrate can be produced. This is discussed in the following sections.
21.4.3 Flotation
Introduction
The chemistry of cassiterite flotation has been a subject of considerable research for many years. The findings that sulphosuccinamates, phosphonic acid and arsonic acid were selective collectors for cassiterite flotation lead to the introduction of flotation as a complementary recovery process to gravity concentration at most primary tin mill concentrators in the early 1970s. In spite of continued research, subsequent progress in development has been rather limited. Cassiterite flotation still remains a secondary tin recovery process in most plants, for beneficiation of cassiterite below 40 µm size.

Ore Feed
mag's
to Tin Gravity Concentrator
Copper/zinc concentrate
FeS, FeAsS to tails mag's
Final
tail
Classifier
Bulk sulphide flotation
Grind
Screen
Cyclones
sand
Thickener
Conditioner
Regrind
Conditioner
Copper/zinc flotation
Copper/zinc flotation
Conditioner
Regrind
Shaking tables
con
Hydrosizer
Desliming 1
sand
Desliming 2
sand
slimes
Conditioner
Regrind
Copper/zinc scavenger
to AA
AA
Low intensity magnetic separator
Tin conditioner
non-mag's
Tin rougher flotation
Tin cleaner flotation
High intensity magnetic separator
tailTin flotation concentrate
92 21. Flotation of Tin Minerals
Figure 21.2 Combination of gravity–flotation beneficiation flowsheet (simplified), Wheal Jane Concentrator, Cornwall, UK.
The lack of progress in cassiterite flotation can be attributed to a number of factors, some of which are described below:
• The chemical complexity of the pulp, which affects cassiterite surface properties and, in turn, affects collector adsorption.
• The type of gangue minerals present, i.e. the selective flotation of cassiterite depends on the proper selection of depressant for certain gangue minerals.
• Understanding the interaction of tin collectors with chemical parameters associated with pulp chemistry and adsorbtion of cassiterite is quite difficult to reconcile with actual plant practice.

21.4 Beneficiation of Tin Ores 93
• It should be pointed out that the results obtained under laboratory conditions often do not work when implemented into operating plants.
Tin collectors and chemistry
There are only a few collectors suitable for tin flotation that have been introduced into operating plants in the 1970s, but today they have been replaced (i.e. arsonic acid, phosphonic acid) due to toxicity and high prices. Other collectors that have been extensively studied include oleic acid, sodium oleate, alkyl phosphoric acid and hydroxamates [2–4].
More recently, studies were undertaken to recover tin from gravity tailings at the San Rafael tin mine in Peru. During these studies, a highly effective collector mixture [5] consisting of succinamate phosphoric ester and sodiumhylenesulponate was established. This mixture was more effective than sulphosuccinamate alone, or arsonic acid.
Arsonic acid collector
This collector has the formula shown in Figure 21.3. The identification of p-tolyl arsonic acid as a selective collector for cassiterite flotation led to the introduction of this collector into many industrial plants. The first recorded industrial use of p-tolyl arsonic acid was at the Alterberg mine in Germany. By the early 1970s, this collector was introduced into a number of operations, including Rooiberg and Union Tin (South Africa), the Renison and Cleveland tin mines (Australia).
This collector is toxic and because of that, Hoechst discontinued this collector in 1973, and later in 1976, Mitsubishi, the only supplier remaining, ceased production.
Most recently, interest has been renewed in the use of methyl benzyl and a mixture of p-and o-tolyl arsonic acid as a cassiterite collector [6,7]. The reagent under the trade name MTAA, which consists of approximately 50:50 of p- and o-tolyl arsonic acid, is now exclusively used in cassiterite flotation in the Peoples Republic of China.
From a chemical point of view, arsonic acid is a weak dibasic acid. The arsonic acid in flotation is the most effective at a pH range of 3.5–5.0. Above or below this pH range, the effectiveness diminishes. Figure 21.4 shows the effect of pH on tin flotation using arsonic acid.
An unusual feature of arsonic acid flotation of cassiterite is the immobility to recover cassiterite coarser than 40 µm in size. The results obtained at the Renison Mine (Australia) indicated that cassiterite recovery in fractions above 20 µm drops sharply (Table 21.2).
Induction time measurement on cassiterite particles further explained the difficulties to establish particle/bubble contact with coarse cassiterite. This is not the case with other cassiterite collectors.
H3C As
OH
OH
O
Figure 21.3 Structural formula of p-tolyl arsonic acid.

94 21. Flotation of Tin Minerals
Tin
rec
over
y (%
)
100
80
60
40
20
0 0 2 4 6 8 10 12
Rougher flotation pH
Figure 21.4 Effect of pH on tin recovery using p-tolyl arsonic acid.
Table 21.2
Size-by-size SnO2 recovery using p-tolyl arsonic acid (Renison mine)
Size fraction (µm) Recovery (% Sn)
2–5 5–15 15–20 20–50
85.0 87.2 50.0 5.5
Phosphonic acid
With the development of arsonic acid as a specific cassiterite collector, research was initiated to develop a chemical compound as effective as arsonic acid, but less toxic. Also, arsonic acid production is quite an expensive process.
The reason for such a behaviour of arsenic acid is that arsenic is a member of the group 5A elements in the periodic table. Phosphorus and antimony are also group 5 elements and are known to be chemically similar to arsenic. On this basis [8,9], the antimonic acids were found to be poor cassiterite collectors. The alkyl phosphonic acids were not selective collectors. The ethylphenylene phosphonic acid was found to produce similar or better results compared to p-tolyl arsonic acid. The structural formula for phosphonic acid (Figure 21.5) is similar to that of p-tolyl arsonic acid but arsenic was replaced with phosphorus. The styrene phosphonic acid radicals are C6H5 –CH–CH and p-ethylphenylene CH3 –CH2 –C6H4.

21.4 Beneficiation of Tin Ores 95
R CH CH P OH
O
OH
Figure 21.5 Chemical structure of styryl phosphonic acid.
The phosphonic acids, much like arsonic acid, are weak dibasic acids. In non-polar solvents, phosphonic acids associate with long chains through molecular hydrogen bonding.
From the point of view of cassiterite flotation, the adsorption of phosphonic acid on cassiterite increases with decreasing pH and reaches a maximum at pH 2.0 and sharply decreases at a pH below 2.0.
Using phosphonic acid as a collector if cations are present in the flotation pulps affects the cassiterite flotation negatively. High iron levels in particular have a strong depressing effect on flotation using phosphonic acid. The phosphonic acid flotation of cassiterite is similar in many ways to that of arsonic
acid. Optimum plant flotation for both collectors is generally considered to be in the pH region 4.5–5.5. The phosphonic acid, like arsonic acid, also has the inability to effectively recover cassiterite coarser than 20 µm. The reason for this is not known, because no research data is available on the flotation properties of plus 20 micron cassiterite particles.
A phenomenon observed in both laboratory and pilot plant testing of ores with phosphonic acid collectors is complete cassiterite flotation at a pH below 4.0. In fundamental practice, it indicates that a pH region below 4 is the region of maximum flotation. However, in plant practice, at a low pH (below 4), loss of flotation occurred. The loss of flotation at a low pH has not been established. It is, however, postulated that loss of flotation is believed to be associated with complex solution chemical interaction between phosphonic acid collectors and cationic species, in particular, those of iron, which is always present in industrial flotation pulp.
It should be noted that from data produced by several plants, it is indicated that phosphonic acid for many ores is less selective than the arsonic acid.
Sulphosuccinamate collectors
The sulphosuccinamate surfactants were first synthesized by American Cyanamid Company (currently Cytec, USA) in the late 1940s. Later in 1968, the alkyl sulphosuccinamate [10] was patented as a flotation collector.
The general structure formula for alkyl sulphosuccinamate is shown in Figure 21.6. The sulphosuccinamate surfactants CA540 (Allied Chemical, USA) and 845 (Cytec)
both contain four dissociable groups, three carboxylate and one sulphonate. Both collectors contain impurities such as dodecyl amine, maleic acid derivative and residual alcohols. This may explain the quite strong frothing properties of these collectors.
The sulphosuccinamates are not completely soluble in aqueous solution at high concentration. Maximum concentration for Aerosol 22 (Cytec) was found to be about 30% by weight. The sulphosuccinamates are recently used in most operating plants as a

CH2COONa
COONa CH
SO3Na O C18H37
HC CH2 C N
R CH (CH)2N COOH
COOH
96 21. Flotation of Tin Minerals
Figure 21.6 Structural formula for sulphosuccinamate.
replacement for phosphonic and arsonic acids. This is due to the fact that these collectors are non-toxic and are more cost-effective. The only commercial use for arsonic acid is in the Republic of China.
Dicarboxilic acids as cassiterite collector
In 1980, in search for new collectors for cassiterite, a new collector [11] was synthesized at Freiberg Mining Academy. The investigations were carried out with alkane carboxylic acids with the general structure as shown in Figure 21.7, which was altered by controlled substitution with –COOH and other groups.
Although these collectors were effective cassiterite collectors, their selectivity against topaz was not satisfactory. In order to overcome this problem, amino naphthol disulphonic acid was found to be a good topaz depressant in the presence of alkane carboxylic acid. This reagent scheme has not been tested in a commercial operation.
Depressant choice during tin flotation
The depressant of choice for cassiterite flotation depends very much on the type of gangue minerals present in the ore. Extensive research work has been carried out in which a number of depressants have been examined on tin ores containing different gangue minerals [12–14]. A number of these depressants have been introduced into various operating plants around the world.
A list of reagents used for beneficiation of cassiterite ores is shown in Table 21.3. A large number of organic reagents, although considered good depressants for certain
gangue minerals, also have a depressing effect on cassiterite, some of which include citric acid, tanic acid and tartaric acid. Depressants for certain gangue minerals present in cassiterite ore are summarized in Table 21.4.
Some gangue minerals such as tourmaline and topaz often occur associated with cassiterite ore. The separation of topaz and tourmaline is particularly troublesome since
Figure 21.7 General formula of alkane carboxylic acid used for cassiterite flotation studies.

21.4 Beneficiation of Tin Ores 97
Table 21.3
List of depressants used for beneficiation of various cassiterite ores
Inorganic reagents Organic reagents
Na2SiO3 Oxalic acid Na2SiF6 Acetic acid H2SiF6 1,2-Ethanecarbonic acid H2SO4 Tartaric acid HCl Citric acid H3PO4 Cupferon HF Haematoxylene NH4Cl Pyrogalol NaPO3 Recorcinole Na2HPO4 Hydrochinon NaF Chininhydrochlorid – Pheuolic compounds – Alcaloides – Tanic acid – Amino naphthol disulphonic acid
Table 21.4
Depressants for certain gangue minerals present in cassiterite
Quartz Mica Feldspar Tourmaline Topaz Fe2O3 Garnet Tautalite
Na2SiO3 Na2SiO3 Na2SiO3
H2SiF6 H2SiF6 H2SiF6
Na2SiF6 Na2SiF6 Na2SiF6
NaPO3
H2SO4
NaOH Oxalic acid Oxalic acid Citric acid Citric acid
Tanic acid
not only do these minerals possess similar floatability as cassiterite, but they also occur in significant quantities.
Studies carried out on ore that contains topaz and tourmaline [15] indicate that tourmaline and topaz can be floated ahead of cassiterite using dodecil amine hydrochloride as collector. The citric acid can be used to activate both topaz and tourmaline in a pH range from 2.9 to 5.8. Topaz may be selectively activated by fluoride and phosphate ions.
Ore that contains pyrophyllite similarly pyrophyllite can be selectively floated ahead of cassiterite using a combination of tall oil and alkyl sulphate. This method is practiced in the Galimovsky plant in Russia.

98 21. Flotation of Tin Minerals
21.5 PRACTICES IN BENEFICIATION OF TIN-CONTAINING ORES
21.5.1 Factors effecting selection of treatment process
Research work has shown that cassiterite from various deposits and often even from parts of the same deposit differ in chemical composition, colour, flotation properties, chemical activity and electrophysical characteristics. Therefore, the mineralogical composition of tin ores and the physiological properties of the minerals, in particular cassiterite, determine to a great extent the quantity of tin lost during gravity processing and especially during flotation.
According to their floatability, ores and products containing cassiterite can be subdivided into the following three groups:
1. Easily floated ore – typically cassiterite/quartz ores belong to this group. 2. Moderately difficult floating ores – cassiterite sulphide deposits with small
quantities of chloritic tourmaline and Fe-oxides are considered to be moderately difficult.
3. Difficult-to-float (or sometimes virtually unfloatable) ore – these ores contain large quantities of chlorite, tourmaline, topaz, fluorite and limonite.
Impurities of the cassiterite surface determine the beneficiation reagent scheme. Cassiterite is seldom, if ever, pure cassiterite. The main impurities are iron, followed by tantalum, columbium and tungsten. These impurities may enhance or adversely effect the flotation recovery of the mineral; the flotation responses largely depend on the flotation method/reagent scheme applied (i.e. phosphonate collectors work better with iron-rich cassiterite, while sulphosuccinamates may float cassiterite containing less iron better). The mineral composition of the given gangue from which cassiterite is to be recovered plays a major role in determining the flotation selectivity and, ultimately, the concentrate’s final grade and value. Complex silicates such as tourmaline, topaz and chlorites have similar flotation properties as cassiterite, which in many cases, represents a problem in obtaining high-grade tin flotation concentrate.
The quality of the water in which the cassiterite flotation takes place is also highly important. Both ions found in process water supply and those generated by the minerals present in the pulp may affect the performance of the collectors as well as the surfaces of either cassiterite or gangue minerals by either depressing or activating them.
Because there are no similarities in the ore or cassiterite flotation pulp in the world, it is the requirement that the flowsheet and reagent scheme usually be custom-made for each particular case. Great care should be exercised in order that laboratory testing duplicate the commercial plant conditions, which is quite a difficult task.
21.5.2 Development work and operation of cassiterite flotation plants
Between 1970 and 1980, a large number of tin-operating plants have introduced flotation of tin from gravity tailing fines. Nowadays, only a few of these plants are in operation, where

21.5 Practices in Beneficiation of Tin-Containing Ores 99
the reagent scheme has changed significantly due to the development of new collectors. Some of the flotation plants that were in production between 1970 and 1980 are described in the following sections.
Renison (Australia)
The Renison Bell tin mine is a large, but complex, oxide mineral deposit. Renison ore consists largely of pyrrhotite, quartz, dolomite, siderite and dorite. The chemical composition of the iron varies considerably. Some of the ore types are high in copper and silver. Table 21.5 shows the chemical analyses of various ore types.
Between 1964 and 1970, Renison had only operated the gravity circuit with overall tin recovery of 45–50%. Extensive research work was carried out in the early 1970s by Goldfields to develop a flotation flowsheet. The work was conducted in Japan. As a result, a flotation flowsheet was developed (Figure 21.8) consisting of multiple-stage desliming and sulphide preflotation followed by tin flotation and upgrading. The desliming was conducted at 6 µm, although attempts were made to deslime at 2 µm, but unsuccessfully. The original Renison reagent scheme (Table 21.6) changed over the years.
With respect to collectors, in the late 1970s arsonic acid was first replaced with styrene phosphonic acid, and in the early 1980s with sulphosuccinamate (CA540, Allied Chemicals). Best results were achieved using styrene phosphonic acid.
The NaF was replaced with Na2SiF6, which had improved selectivity. A summary of the plant metallurgical results obtained in 1982 are shown in Table 21.7.
Table 21.5
Chemical analyses of Renison’s various ore types (data from 1978)
Ore type SB/Flt Flt Flt SB Flt SB SB Flt MS MS
Sample 0A1 0A2 0A3 0A4 0A5 0A6 0A7 0A8 0A9 0A10
%Sn 1.49 2.31 0.65 2.02 2.06 2.10 2.94 0.96 2.69 0.79 %SnS 0.05 0.10 0.04 0.02 0.02 0.03 0.02 0.02 0.05 0.03 %S 21.0 15.0 11.0 16.0 19.0 11.0 15.0 21.0 38.0 40.0 %Fe 33.0 35.0 21.0 27.0 27.0 22.0 26.0 30.0 50.0 48.0 %Cu 0.11 1.00 0.33 0.15 0.46 0.13 0.20 0.71 0.23 0.21 %As 0.60 2.40 0.95 0.28 4.60 0.20 1.20 2.00 0.31 0.28 %F 0.50 1.10 0.80 1.80 0.20 2.10 1.20 0.66 %SiO2 27.0 5.0 37.0 25.0 30.0 26.0 25.0 32.0 %Al2O3 4.0 3.9 7.7 3.8 2.4 2.5 1.9 2.4 %MnO 0.2 1.6 0.8 0.2 1.6 0.05 0.10 0.05 %MgO 3.0 0.8 2.4 9.9 1.1 12.8 9.3 2.40 <0.1 <0.10 %TiO2 0.3 0.6 1.2 0.2 0.07 0.08 0.07 0.10 %CaO 0.9 1.8 1.9 1.8 0.60 1.70 1.40 0.80 %K2O 0.5 0.2 0.7 2.0 0.10 2.60 1.50 0.60

Table Primary classifier tailings slimes
Tin tails
Final slimes
Sulphide cleaner concentrate
Tin cleaner concentrate
Primary deslimer
ConditionerSulphide cleaner
Secondary deslimer
Tertiary deslimer
Sulphide rougher
Sulphide
Sulphide recleaner
scavenger
Tin rougher
Tin 1st cleaner
Tin 3rd cleaner
Tin scavenger
Tin 4th cleaner
Tin 2nd cleaner
100 21. Flotation of Tin Minerals
Figure 21.8 Renison cassiterite flotation flowsheet.
Union and Rooiberg (South Africa)
Prior to the introduction of cassiterite flotation recovery of tin by gravity processing at Union, it was about 53% Sn at a concentrate grade of 56%, and at the Rooiberg mill about 66% tin was recovered at a grade of 64%. At both mines there were large accumulations of old tailings that assayed 0.6% Sn, with about 70% of their tin content being in the –43 µm fraction.
The flotation development testwork was conducted at Goldfields research facilities in Johannesburg. Before flotation testing, the coarser, low-grade fraction was removed by multiple-stage cycloning to yield a product assaying 1% Sn, which was 97% –37 µm and contained 65% of the tin in 46% of the weight of the total tailings samples. This product was then deslimed to give a flotation feed assaying 1.3% Sn.

21.5 Practices in Beneficiation of Tin-Containing Ores 101
Table 21.6
Original reagent scheme used at the Renison flotation plant
Reagent Additions (g/t) pH
Sulphide circuit Tin circuit Sulphide Tin
Depressants and modifiers Copper sulphate (CuSO4) 200–300 – – – Sodium silicate (Na2SiO3) – 800–1500 – – Sodium fluoride (NaF) – 400–600 – – Sulphuric acid 6.0 4.5–5.0
Collectors and frother Xanthate 50–70 – – – p-Tolyl arsonic acid (PTTA)a – 400–700 – – Cresylic acid 20–30 – – –
aEmulsified with NaOH.
Product
Table 21.7
Plant results from early 1982
Weight (%) Assays (% Sn) Distribution (% Sn)
Gravity concentrate 1.7 41.6 58.3 Tin flotation concentrate 0.7 23.5 13.8 HMS float 23.2 0.17 3.1 Sulphide concentrate 45.0 0.4 14.5 Table tailing 6.8 0.48 2.7 Tn flotation tailing 17.0 0.30 4.0 Slimes 5.6 0.75 3.6 Feed 100.0 1.24 100.0
Initial flotation work was conducted with different collectors. The results obtained are summarized in Table 21.8.
The highest tin recovery was achieved using collector p-tolyl arsonic acid. Based on laboratory data, a small plant was designed where ethyl phenyl phosphonic acid was used as collector at 450 g/t additions. Depressant used included 1000 g/t Na2SiO3 and 1000 g/t NaF. The plant results are shown in Table 21.9.
Wheal Jane (UK)
The Wheal Jane plant had incorporated flotation together with gravity since start-up of this plant. The flotation development testwork was carried out at the Warren Spring laboratory. The ore treated at the Wheal Jane plant is very complex and finely disseminated. About 86% is less than 50 µm, of which 50% is less than 20 µm.

102 21. Flotation of Tin Minerals
Table 21.8
Effect of different collectors on tin flotation from the Union and Rooiberg old tailings
Collector Addition (g/t) pH value Number of Assay (% Sn) % Distribution (Sn) cleaning stages
Isohexil phosphonic 100 5 2 11 72 acid
Sodium oleate 250 p-Tolyl arsonic acid 350 4.5–5 2 25 80 Ethyl phenyl 330 4.5–5 2 25 62
phosphonic acid Dialkyl 400 2.5 2 10 70 sulphosuccinamate
Table 21.9
Plant results obtained from Union tin and Rooiberg old tailings
Product Weight (%) Assays (% Sn) % Distribution (Sn)
Tin cleaner concentrate 1.5 19.6 61.6 Sulphide concentrate 2.0 0.68 3.3 Tin flotation tailing 83.2 0.12 21.3 Slimes 13.0 0.4 13.8 Feed 100.0 0.49 100.0
Development work was carried out with different collectors. At the end, N-(1,2 dicarboxyethyl)-n octadecil sulphosuccinamate emulsified with fuel oil in a ratio of 8:1 was the final collector. The flotation flowsheet is shown in Figure 21.2. The final tin flotation reagent scheme included collector R845 (Cytec) emulsified with fuel oil as a tin collector (890 g/t); H2SO4 for pH control; citric acid (200 g/t) and Na2SiF6 (450 g/t). From the flotation feed assaying 0.87% Sn, a concentrate grade assaying 10.6% Sn at
81.5% Sn recovery was achieved. Further upgrading of the concentrate was achieved by magnetic separation.
In the early 1980s, a mixture of sodium silicate and aluminum sulphate (65:35 ratio) was used. This mixture is acidified to a pH of 2.5. No data exist on the effectiveness of this mixture.
Valkoomesky plant (Russia)
The flotation feed at the Valkoomesky plant contains tourmaline (18%), biotite (13%), muscovite (17%), limonite (2%) and sulphides (5%). Tin assays in the flotation feed averaged about 0.5% Sn, of which the bulk was contained in the –48 to +12 µm fractions. Flotation of tin was carried out with sea water using oxidized petroleum solution in kerosene (1:2 ratio). The results obtained are summarized in Table 21.10. Similar results were achieved with
the use of RV-2 collector (p-nitrobenzeneazosalicylic acid).

21.5 Practices in Beneficiation of Tin-Containing Ores 103
Table 21.10
Flotation results from the Valkoomesky plant using sea water
Product Weight (%) Assays (% Sn) % Distribution (Sn)
Tin cleaner concentrate 2.21 20.57 75.54 Tin cleaner tailing 5.14 1.08 9.25 Tin rougher concentrate 7.35 6.94 84.78 Sulphide concentrate 6.54 0.74 8.03 Slimes 1.42 0.67 1.58 Flotation tailing 84.69 0.04 5.61 Feed 100.00 0.60 100.0
Table 21.11
Huanuni plant gravity circuit results (2000)
Product Weight (%) Assays (% Sn) % Distribution (Sn)
Final gravity concentrate 3.02 54.0 65.0 Coarse tailing 48.50 0.38 7.3 Fine tailing 41.00 1.56 25.6 Sulphide concentrate 7.48 0.73 8.1 Feed 100.00 2.51 100.0
The development work on the Huanuni tin recovery from fines began in early 2002 [16]. In the initial testwork, different collector combinations were examined. The effect of these different collectors on tin flotation from the fines is shown in Table 21.11.
The above collectors showed good selectivity towards tourmaline and muscovite.
Huanuni concentrator (Bolivia)
The Huanuni plant primarily used a gravity circuit until the current operation. The gravity circuit fines assayed 1.2–1.3% Sn, which is further treated using gravity tables.
In general, the run-of-mine ore is composed of quartz and silicates, 40–50%, and sulphides (pyrite, marcasite, pyrrhotite and arsenopyrite). The principal tin mineral is cassiterite, with minor amounts of stannite. Based on liberation studies, a large portion of the tin is liberated at 300–400 µm size. A portion of the tin is liberated at–12 µm size. The generalized gravity concentration flowsheet is shown in Figure 21.9.
The final metallurgical results obtained using gravity averages about 65% Sn recovery. The results obtained during the year 2000 are shown in Table 21.12.
Depressants used in these tests included Na2SiF6, Na2SiO3 and DA663 (low-molecularweight polyacrylamide).
Collector PL520 is composed of dialkyl sulphosuccinamate (R845) and a mixture of phosphoric acid ester (SM15) modified with fatty alcohol ester sulphate in a ratio of 60:20:20.

tail
12-mm ore
con
tail con
tail tail
con tail
con con tail
tail con
+1 mm tail
tail
con middling con Final
tail
con
tail middling Sulphide concentrate
tail Final tin concentrate
con
tail
4-mm screen
Jig
Rod Mill
Spirals
Sulphide rougher
Jig
Jig
1-mm screen
Gravity table
Gravity table
Gravity table
35-mesh screen
Rod mill
Jig
Gravity table
Gravity table
Gravity table
35-mesh screen
Rod mill
Conditioner
Sulphide 1st
cleaner
Sulphide 2nd
cleaner
Sulphide scavenger
Gravity table
+35 m–35 m
+35 m –35 m
–4 mm+4 mm
–1 mm
104 21. Flotation of Tin Minerals
Figure 21.9 Generalized Huanuni gravity concentrate flowsheet.
Table 21.12
Effect of different collectors on tin flotation from the Huanuni fines
Collector Additions pH Number of cleaning Concentration Recovery (g/t) value stages (% Sn) (% Sn)
Dialkyl 350 3.5 3 12 65 sulphosuccinamate
Collector PL520 250 3.5 3 30 88 Collector LAC2 250 3.5 3 28 86 Collector TX26 250 3.5 3 25 90
Collector TX26 is composed of dialkyl sulphosuccinamate and a mixture of phosphoric acid ester modified with carbamic acid derivative (OMC123) in a ratio of 50:25:25.
Collector LAC2 is similar in composition to TX26, except that the carbamic acid is replaced with oxidized sulphonate solution in kerosene (R825).
Collector PL520 was selected as the final collector due to its low-frothing properties. After selection of the collector, a series of final locked cycle tests were conducted using the flowsheet shown in Figure 21.10. The final reagent scheme is shown in Table 21.13.

21.5 Practices in Beneficiation of Tin-Containing Ores 105
Fine tailing <8-µm slime
Cyclones
Sulphide cleaner concentrate
Tin concentrate
Conditioner
Conditioner
Sulphide rougher
Sulphide 1st cleaner
Conditioner
Conditioner
Tin rougher
Tin scavenger
Tin 1st cleaner
Tin 2nd cleaner
Tin 3rd cleaner
Conditioner
Gravity separator
Tin 1st cleaner scavenger
Tin combined tails
Figure 21.10 Final flowsheet for tin recovery from fines at the Huanuni Concentrator.
The overall results obtained in the locked cycle tests are presented in Table 21.14. By adding a flotation circuit, the overall tin recovery increased from 65% to 87%. In
2005, the project was in the feasibility study stage. It is not known if the Huanuni flotation plant, which was under construction in 2001, has been completed.

Table 21.13
Final reagent scheme
Reagent Reagent additions (g/t)
Sulphide circuit Condition Tin rougher Tin cleaners
Depressants and modifiers Na2SiO3 type ‘N’ Na2SiF6
H2SO4
DA666 (low-molecular-weight acrylic acid)
CuSO4
Collectors PL520 Amyl xanthate Methyl isobutyl carbinol
– – 400 –
250
– 30 20
500 – – –
–
– – –
600 900 To pH 4.5 150
–
320 – –
400 300 To pH 3.5 100
–
50 – –
106 21. Flotation of Tin Minerals
Table 21.14
Average metallurgical results from five continuous locked cycle tests
Product Weight (%) Assays (% Sn) % Distribution (Sn)
Flotation gravity concentrate 2.14 56.2 86.5 Tin rougher tailing 85.66 0.16 9.8 Sulphide concentrate 4.40 0.30 0.9 Slimes 7.80 0.50 2.8 Feed 100.00 1.38 100.0
San Rafael, Minsur (Peru)
The San Rafael tin mine is one of the richest ore mine in the world, with a head grade of about 5% Sn. The mine actually started in the 1960s as a copper operation, and later tin was discovered and the operation started as a tin operation. The ore is coarse grained, and a portion of the tin was recovered at a relatively coarse-grind size (i.e. 8 mm size). The main gangue minerals found in this ore were silicates, pyrite, pyrrhotite, tourmaline and minor amounts of copper and silver.
Initially, the San Rafael mine operated using a gravity circuit only. This circuit utilized jigs, spirals and tables. About 80% of the tin was recovered using the gravity circuit, at an average 54%. The gravity tailing assayed 1.3% Sn was found in a deposit near Valey.
In the early 1980s, research work was conducted to recover tin from gravity tailings. Based on the data generated in this study, a flotation plant was designed and started operation in 1985. The San Rafael flotation flowsheet is shown in Figure 21.11. The tin third cleaner concentrate, on average, assayed 36% SnO2 and was upgraded
to 54% in a Mozley drum separator. The reagent scheme used in this plant is shown in Table 21.15.

Fine gravity tail
Effluent Final slimesunderflow
Cyclones
Sulphide cleaner concentrate
Thickener
Conditioner
Sulphide rougher
Sulphide 1st cleaner
Tin 1st Cleaner scavenger
Sulphide 2nd Cleaner
Sulphide scavenger Conditioner
Tin rougher Tin
scavenger
Conditioner
Tin 1st Cleaner
Tin 2nd cleaner
Tin 3rd cleaner
Gravity concentrator (Mozley drum separator)
Tin Tin final concentrate tails
21.5 Practices in Beneficiation of Tin-Containing Ores 107
Figure 21.11 San Rafael (Peru) flotation flowsheet.
For pH control, H2SO4 was used. Tin was floated at a pH 5.0–5.5 in the roughers and 4.5–5.0 in the cleaners. One of the major operating problems arose from the excessive frothing in the roughers and cleaners using collector R845. To solve this problem, a high-intensity conditioner was installed in the cleaner feed, which effectively broke the froth and served the purpose of froth control.

108 21. Flotation of Tin Minerals
Table 21.15
San Rafael’s reagent scheme
Reagent Reagent additions (g/t)
Sulphide circuit Sn rougher + scavanger Sn cleaners
Depressants and modifiers Na2SiF6 – 300–500 200–300 Na2SiO3 200–300 800–1000 250–400 CuSO4 250 – –
Collectors R845 (Cytec) – 450 50–100 Amyl xanthate 60–80 – – Dithiophosphate (R3477) 15–20 – –
Table 21.16
Flotation metallurgical results over a 6-month period
Product Weight (%) Assays (%) % Distribution (Sn)
Sn ST
Tin final concentrate 2.0 54.4 0.1 78.2 Sulphide concentrate 9.2 0.3 40.5 2.0 Slimes 6.6 1.1 – 5.2 Tailings 82.2 0.25 – 14.6 Feed 100.0 1.39 – 100.0
The flotation results obtained during a 6-month period are shown in Table 21.16. Currently, the final concentrate grade assays 54% Sn at a 94.5% tin recovery.
It should be noted that, at present, the old tailings are being retreated and processed through gravity and flotation.
REFERENCES
1. Pryor, E.J., and Vrobel, S.A., Studies in Cassiterite Flotation, Bulletin of the Institution of Mining and Metallurgy, Vol. 532, p. 201, 1951.
2. Polkin, S.I., Flotation of Rare Metal and Tin Ores, Gosgorte-khizdat, Vol. 637, pp. 77–82, 1971, (Russian text).
3. Krasnukhina, A.V., Lepetov, S.F., and Vakhromova, S.P., Concentration of Tin Ores, Report of Scientific Research Institute on Tin, Novosibirsk, p. 35, 1971.
4. Streltsin, V.G., and Ponovich, M.N., Proceedings of Symposium on Flotation of Cassiterite, Novosibirsk, p. 15, 1973 (Russian text).
5. Bulatovic, S.M., New Collector Mixture for Tin Flotation – The Recovery of Tin from San Rafael Gravity Tailings, Report of Investigation, 2005, p. 262.

References 109
6. Zhu, J., and Zhu, Y., The Effect of Ions in Water on the Benzyl Arsonic Acid Flotation of Cassiterite Slimes, Journal of Central-South Institute of Mining and Metallurgy, Vol. 1, No. 1, pp. 29–37, 1985.
7. He, J.Z., and Liu, M.X., Innovation in Separation Technology for Fine Gravity Semi-Products, Mineral Processing and Extractive Metallurgy, IMM, London, 1984. pp. 553–562.
8. Cuyper, J., and Sales, A., Flotation of Cassiterite, Proceedings of International Tin Symposium, La Paz, Bolivia, pp. 175–182, 1977.
9. Kirchberg, H., and Wottgen, L., The Effect of Phosphorus and Antimony Surfactants on Cassiterite Flotation, Chemistry, Physics and Application of Surface Active Substances, London. pp. 693–704, 1976.
10. Arbiter, N., Beneficiation of Cassiterite Ore by Froth Flotation, British Patent 1,110,643, 1968. 11. Baldauf, H., Scoen.Herr, J., and Schubert, H., Alkane Dicarboxilic Acids and Amino Naphthol-
Sulphonic Acids – a New Reagent Regime for Cassiterite Flotation, International Journal of Mineral Processing, Vol. 15, pp. 117–133, 1985.
12. Polkin, S.J., and Korzova, R.V., The Flotation of Cassiterite and Tourmaline By Means Of DNS and High Molecular Tannins, Tsvetnie Metally, Vol. 13, No. 10, pp. 10–13.
13. Strebzyn, V.G., Selective Flotation of Cassiterite in the Presence of Iron-Bearing Minerals, Obogasthenie Rud, No. 13, pp. 3–6, 1968.
14. Topfer, G., Gruner, U., and Menzer, D., The behaviour of gangue minerals in the flotation of cassiterite, Symposium for Tin Beneficiation, Pudi, Praha, pp. 277–280, 1971.
15. Andrews, P.R.A., Flotation Characteristics of Cassiterite, Tourmaline and Topaz, MSC Thesis, University of Melbourne, Australia, 1971.
16. Bulatovic, S., Development Testwork on Tin Recovery for Huanuni Fines, Report of Investigation, 2002, p. 260.

– 22 –
Flotation of Niobium
22.1 INTRODUCTION
Niobium minerals, especially columbite, are also associated with other valuable minerals, such as tantalum, zircon and rare earth minerals. Pyrochlore and a mixture of pyrochlore and columbite have different origins, and therefore, beneficiation of pyrochlore and columbite are different from that of the mixed tantalum niobium ores. In actual plant practice, the treatment process is significantly different from that used for mixed niobium tantalum ores. This is due to the fact that the beneficiation process is largely determined by the nature of gangue minerals present in the ore. In most cases, the beneficiation process applicable for pyrochlore ore cannot be successfully applied for beneficiation of tantalum/ niobium ores.
22.2 GENERAL OVERVIEW OF PYROCHLORE-CONTAINING ORES
There are two major types of pyrochlore-containing ores: pegmatite ores and carbonatites. This classification is based on the mineral composition of these ore types. The main waste minerals contained in the pegmatite ores include quartz and nepheline. This ore type also includes granites, where pyrochlore is represented in a coarse crystalline form. Granites are composed of cryolite and topaz as the main gangue minerals.
Carbonatite ores are mainly composed of calcite, dolomite and phosphates as the main gangue minerals. The beneficiation process for pegmatites containing pyrochlore mostly includes gravity preconcentration. Such deposits are common in Africa (Kongo, Madagascar).
The major minerals contained in pyrochlore-containing ores are pyrochlore, columbite and sometimes ilmenorutile to a lesser extent. Table 22.1 shows pyrochlore minerals present in pegmatite and carbonatite ores.
The gangue composition of the various carbonatite ores varies considerably. Calcite– dolomite content in some ores ranges from 30% (Niobec, Canada) up to 70% (Panda Hills, Africa). From a mineralogical point of view, pyrochlore usually occurs in crystallized form, as well as octahedron form. Pyrochlore occurs in considerable range of colours, varying from translucent white to opaque black appearance with glassy surfaces. The Nb2O5
111

112 22. Flotation of Niobium
Table 22.1
Pyrochlore minerals contained in pegmatite and carbonatite ores
Mineral Formula Assays (%) Specific gravity Hardness
Nb2O5 Ta2O5
Pyrochlore (NaCa)2Nb2O6F 38–65 0–5.8 4.1–5.4 5.0–5.5 Columbite (FeMn)Nb2O6 23–77 1–40.0 5.3–6.6 6.0–6.5 Ilmenorutile (Ti,Nb,Fe)O2 0.3–6.6 60–72 5.94 7.0
content of pyrochlore crystals is dependent on the amount of Na/Ca content and can range from 38% to 65% Nb2O5.
It has been established that the colour of pyrochlore plays an important role in the floatability of pyrochlore.
22.3 FLOTATION PROPERTIES OF PYROCHLORE
The treatment process and flotation properties of pyrochlore are very much dependent on the gangue composition of the ore. The selective flotation of pyrochlore from carbonatite ore is not possible since calcite and dolomite have similar flotation properties as pyrochlore. In addition, in the presence of carbonates, the stable pH required for flotation of pyrochlore (i.e. 5.0–5.5) cannot be maintained.
In the case of carbonatite ores, a beneficiation process involves preflotation followed by reactivation and flotation of pyrochlore. In the case of pegmatitic ores that contain silicates, biotite, albite and limonite, as the gangue minerals, direct flotation of pyrochlore can be achieved with a variety of different collectors.
22.3.1 Flotation of pyrochlore from carbonatite ores
The successful flotation of pyrochlore from carbonatite ores depends on a number of factors:
• efficiency of removal of calcite and dolomite before pyrochlore flotation • type of pretreatment of calcite–dolomite tailing before pyrochlore flotation • type of pyrochlore collectors.
The calcite/dolomite in actual practice is recovered using fatty acid as a collector and starch or dextrin as the pyrochlore depressant during calcite–dolomite flotation.
A number of studies have been conducted [1,2] in which different fatty acid modifications were examined. High selectivity and high calcite–dolomite recoveries were obtained with emulsified fatty acid with soda ash and sodium silicate. Table 22.2 shows the results from calcite/dolomite flotation using different fatty acid type collectors and various modifications.

22.3 Flotation Properties of Pyrochlore 113
Table 22.2
Effect of different fatty acids and various modifications on calcite–dolomite recovery from carbonatite ores
Calcite–dolomite Recovery (%) Nb2O5 depressant used during % Nb2O5 in calcite Flotation collectors CaO flotation concentrate pH
CaO MgO Oleic acid 65 58 Caustic corn starch 10.0 8.5 Tall oil fatty acid 70 62 Caustic corn starch 8.4 8.0 Emulsified tall 72 66 Caustic corn starch 7.5 8.2 oil
EMF1a 88 80 Caustic corn starch 4.6 8.5 EMF2b 89 85 Caustic corn starch 4.2 8.3
aTall oil / Na2CO3 / Na2SiO3 = 60:20:20. bTall oil / Na2CO3 / Na2SiO3 = 65:15:20.
The best results were achieved using fatty acid emulsified with soda ash and sodium silicate.
The effectiveness of emulsified fatty acid EMF2 was dependent on flotation pH. Figure 22.1 illustrates the effect of pH on calcite–dolomite recovery using 400 g/t collector EMF2.
In actual plant practice, by removing the calcite–dolomite, the pyrochlore in the flotation feed is significantly upgraded. In some ores, which assay 0.4% Nb2O5 in the feed after calcite–dolomite preflotation, the pyrochlore assays in the pyrochlore flotation feed is over 1.2% Nb2O5.
100
CaO
80
MgO
60
40
20
0
Rec
over
y (%
)
7 8 9 10 11
Flotation pH
Figure 22.1 Effect of pH on calcite–dolomite recovery from carbonatite ores.

100
80
60
HCl
40
H2SO4HNO3
20
0
Nio
bium
rec
over
y (%
)
0 10 20 30 40 50 60 Niobium concentrate grade (%Nb2O5)
114 22. Flotation of Niobium
Figure 22.2 Effect of type of acid used in the pretreatment of pyrochlore flotation feed on the grade–recovery relationship.
The calcite flotation tailing in most cases is pretreated before niobium flotation. The pretreatment reagents used include acids, such as sulphuric acid and hydrochloric acid. Studies conducted on carbonate flotation tailing on the Orca (Canada) ore [3] showed that the use of hydrochloric acid in the pretreatment stage improved niobium metallurgy significantly. Sulphuric and nitric acids were less effective. Figure 22.2 shows the grade– recovery relationship using different acids in the pretreatment stage. In each experiment, about 1000 g/t of acid was used in the pretreatment stage. A conditioning time of 15 min was maintained. The use of acid in the pretreatment stage also improves removal of residual fatty acid.
Choice of modifiers and depressants
In the majority of cases, oxalic acid has been proven to be a selective gangue depressant during pyrochlore flotation. Fluorosilicic acid or hydrofluoric acid have been used in a number of operating plants as secondary gangue depressants. In fact, HF has been replaced with fluorosilicic acid. The effect of level of oxalic acid and fluorosilicic acid on pyrochlore flotation is presented in Table 22.3. The results showed that higher additions of oxalic acid improved both pyrochlore grade and recovery. Higher additions of fluorosilicic acid have a negative effect on pyrochlore recovery.
The effect of sodium hexametaphosphate (Calgon, Canada and USA) and sodium pyrophosphate on pyrochlore flotation has been investigated [4]. Small addition of Calgon (50 g/t) was found to have a beneficial effect on depressing the gangue minerals, including aegirine, whilst nearly doubling the niobium content of the froth product.

Table 22.3
Effect of level of oxalic acid on pyrochlore metallurgical results
Reagent additions (g/t) Feed (% Nb2O5) Rougher concentrate Cleaner concentrate
Oxalic acid H2SiF6 Grade (% Nb2O5) Recovery (% Nb2O5) Grade (% Nb2O5) Recovery (% Nb2O5)
300 200 0.85 5.8 70.2 50.2 61.3
500 200 0.83 6.7 75.4 52.3 66.5700 200 0.85 8.5 78.8 55.6 69.6
700 300 0.89 9.3 75.6 57.4 65.4
700 400 0.85 8.3 70.3 57.2 60.0700 500 0.86 8.5 66.6 58.1 55.2
22.3 Flotation P
roperties of Pyrochlore
115

116 22. Flotation of Niobium
Sodium silicate has a strong depressing effect on pyrochlore, and it is sometimes used during calcite flotation. Sodium silicate hydrosol is prepared by reacting ferric chloride and silicate, followed by acidification of the mixture, which has a positive effect on selectivity. The addition of small quantities of hydrosol (100 g/t) resulted in significant improvement in concentrate grade.
Extensive studies have been carried out using orthodihydroxybenzene, known as catechol (commercial name). This reagent has improved the rate of fine pyrochlore flotation and also has a beneficial effect on selectivity. Research work with this reagent was conducted on carbonatite ore from Canada.
Collector choice
In the majority of cases, amines are used as pyrochlore collectors during treatment of carbonatite ores. Aliphatic mono amines, aliphatic diamines, condesates of capritic acid and partially neutralized diamines are the principal collectors for pyrochlore. Tallow diamine acetate (Duomac T, Akzo Nobel, USA and Canada) is also used as a pyrochlore collector. The effect of different amine collectors has been examined on Niobec ore from Canada
through development testwork [5]. Table 22.4 shows the results from the laboratory continuous locked-cycle tests conducted using different amine collectors manufactured by Akzo Nobel, USA, Canada – Clariant, Germany.
Depressants used in these experiments include oxalic acid and fluorosilicic acid. The use of quinolines [7] were examined with the addition of fuel oil as co-collector.
According to the data provided (Table 22.5), quinolines are effective pyrochlore flotation collectors. The number of carbons in the quinoline structure determines the grade and recovery of pyrochlore.
Quinolines have not found industrial application due to the cost of these reagents.
22.3.2 Flotation of pyrochlore from pegmatitic ores
Pegmatite-containing niobium ores can be relatively complex and may contain biotite, enargite, albite, feldspar and ziron as the main gangue minerals. Some pegmatite ores (Araxa, Brazil) have a simple gangue composition, consisting mainly of quartz.
Table 22.4
Effect of different amines on pyrochlore flotation from St. Honore Niobec ore
Collector Manufacturer Head (% Nb2O5) Final Nb2O5 concentrate
Assays (%) % Distribution
Duomac T Duomac T/Ethofat C25 CES 109 CES 109/Duomac T TAP 100
Akzo Nobel Akzo Nobel Akzo Nobel Akzo Nobel Clariant
0.92 0.90 0.89 0.90 0.91
54.3 55.4 57.4 56.6 50.0
66.4 68.0 72.0 75.4 70.2

100
Zircon
Niobium80
Albite
60 Biotite
40
20
0
Rec
over
y (%
)
0 40 80 120 160 200
Sodium oleate additions (g/t)
22.3 Flotation Properties of Pyrochlore 117
Table 22.5
Metallurgical results obtained with different quinolines
Collector Oil Head (% Nb2O5) Final Nb2O5 concentrate
Assays (%) % Distribution
8-Quinolinol Furnace oil 1.3 10.36 86.0 2-Methyl 8-quinolinol Burner oil 1.3 9.21 85.5 4-Methyl 8-quinolinol Burner oil 1.3 19.3 80.4 6-Methyl 8-quinolinol Burner oil 1.3 5.59 90.2
Research work carried out at the Mechanobre Institute in Russia involved the evaluation of cationic and anionic collectors [8]. The anionic collectors examined included sodium oleate and sodium alkyl sulphate. The results obtained indicated that with the use of sodium oleate, both zircon and pyrochlore can be floated with good recoveries (Figure 22.3).
Flotation of pyrochlore using sodium alkyl sulphate is dependent on flotation pH. At a pH above 5.5, no pyrochlore flotation is achieved. At this pH, microcline, limonite and aegirine were floated. It appears that the use of alkyl sulphate at slightly acidic to alkaline pH number of gangue minerals can be selectively floated from pyrochlore. At a pH between 1.5 and 3.0, alkyl sulphate floats pyrochlore and zircon, whereas floatability of limonite, microline and aegirine is greatly reduced (Figure 22.4).
Figure 22.3 Effect of sodium oleate on flotation of niobium from pegmatite ores.

100
Zircon
80
60
Niobium
40
Biotite20
Microcline 0
Rec
over
y (%
)
0 100 200 300 400 500
Na-alkyl sulphate additions (g/t)
118 22. Flotation of Niobium
Figure 22.4 Effect of sodium alkyl sulphate on flotation of minerals from pegmatite ores at a pH of 1.4.
Using cationic flotation (C-14 amine and amine hydrochloride) method, no selectivity between pyrochlore and gangue minerals is achieved. Amine flotation, therefore, cannot be successfully applied for flotation of pyrochlore.
In recent years, new technology has been developed for beneficiation of niobium from pegmatitic ores that contain nepheline, feldspar, fluorite and aluminosilicates [9]. A line of new collectors, known as the PLV and PM series, was developed that is highly selective for pyrochlore–zircon flotation from pegmatite ores. Collectors from the PLV series are mixtures of alkyl sulphosuccinamate and ester phosphates modified with sodium alkylsulphate. Collector PLV28 was successfully developed for the beneficiation of niobium zircon from feldspar-containing ores. The reagent scheme developed for the beneficiation of this ore is shown in Table 22.6 and the metallurgical results in Table 22.7. Good feldspar depression was achieved using oxalic acid and magnesium fluorosilicate. Small additions of a low-molecular-weight acrylic acid improved concentrate grade.
Separation of pyrochlore and zircon from the bulk concentrate was possible. The separation method is discussed in Chapter 23.
Collectors from the PM series were specifically developed for beneficiation of niobium ores that contain nepheline/cyanite as the major gangue minerals. The collector is composed of a mixture of phosphate ester collector (SM15, Clariant) and phosphonic acid treated with octanol. From an ore that assays 0.5% Nb2O5, a concentrate grade of 49% Nb2O5 at a recovery of 73% was achieved.

22.4 Refractory Niobium Ores 119
Table 22.6
Reagent scheme developed for beneficiation of niobium from feldspar-containing pegmatite ores.
Reagents Additions (g/t) pH
Roughers Cleaners
Depressants and modifiers Oxalic acid Magnesium fluorosilicate Accumer 9400
Collectors PLV28 Diesel fuel
700–900 300–400 150
80 150–200
200–300 150–200 100–200
150 50
4.5
Table 22.7
Metallurgical results obtained on feldspar-containing niobium ores from the Kanyaka deposit in Africa
Product Weight (%) Assays (%) % Distribution
Nb2O5 ZrO2 Nb2O5 ZrO2
Bulk Nb/Zr cleaner concentrate 2.85 20.5 25.6 83.5 83.9 Bulk Nb/Zr tailing 86.25 0.07 0.05 9.1 4.8 Magnetics 2.50 0.40 2.5 1.4 7.1 Slimes 8.40 0.44 1.50 6.0 4.2 Feed 100.00 0.70 2.25 100.0 100.0
22.4 REFRACTORY NIOBIUM ORES
There are several fairly large niobium deposits around the world that belong to the refractory ore type. Some of these deposits can be found in Brazil, Africa and Greenland. Typically, these ores are heavily oxidized and mostly contain iron oxides and aluminium silicates. A typical example of such a deposit is the Mrima Hill deposit found in southeast Kenya, which was a case study in which new technology was examined. The Mrima Hill deposit is considered to be one of the richest deposits in the world. The
niobium in this ore occurring as pyrochlore is concentrated in a feringinous residue formed by intense weathering of an underlying carbonatite. During the weathering process, pyrochlore has been altered to a microcrystalline form which breaks up into very fine particles. The principal gangue minerals are goethite with some hematite and magnetite, aluminosilicates and apatite.
Minor amount of barite and ilmenite are also present in the ore. Previous studies conducted on this ore [10] indicated that a saleable-grade concentrate can be produced but at a very low niobium recovery (18–20%). Most of the niobium losses occur in the

Ore
Slime
Slime
Slime
Magnetics Slimes
Bulk apatite barite concentrate
+65 m
+4 mm
–4 mm
4 - mm screen
Conditioner 1
Grind
65 - mesh screen
65 - mesh screen +65 m–65 m
Conditioner 2
Deslime 1
Deslime 2
Deslime 3
Low - intensity magnetic separation
P2O5/Ba rougher
P2O5/Ba 1st cleaner
P2O5/Ba 1st
cleaner scavenger
P2O5/Ba scavenger
Nb2O5 scavenger Nb2O5 rougher
Nb2O5 1st cleaner scavenger
Nb2O5 1st cleaner
Nb2O5 2nd cleaner
Nb2O5 3rd cleaner
Nb2O5 4th cleaner
Nb2O5
Conditioner 1 Conditioner 2
Nb2O5 cleaner concentrate tailings
120 22. Flotation of Niobium
–8 μm fraction (between 34% and 43%). Research work on the Mrima ore was conducted during 1984–1985 [11]. The research work was designed to (a) develop a flowsheet that would minimize the niobium losses in the fine fraction, and (b) develop a reagent scheme that will float ultra-fine pyrochlore.
The main task in flowsheet development is the desliming size to reduce niobium losses in the slime fraction. The generalized flowsheet used in this case study is shown in Figure 22.5.
Figure 22.5 Mrima case study flowsheet.

22.4 Refractory Niobium Ores 121
Table 22.8
Effect of desliming size on niobium losses in the slime fraction
Number of desliming Dispersant Desliming size % Nb2O5 recovered stages (µm) in the slimes
2 Na2SiO3/Calgon (1:1) 6 44 2 Na2SiO3/Calgon (1:2) 5 32 3 AQ2 4 22 3 AQ2 3 14
The apatite barite bulk flotation was accomplished with a mixture of tall oil fatty acid and sulphonate (Aero 827) at an alkaline pH. Sodium silicate and caustic tapioca starch were used for pyrochlore depression during the bulk apatite barite flotation stage.
In the desliming stage, various dispersants and a number of desliming stages were examined. The niobium losses in the slime fraction were closely related to the desliming size. Table 22.8 shows the relationship between desliming size and niobium loss in the size fraction. The niobium loss in the size fraction is significantly reduced at a 3 μm desliming size. The combined sands from the three desliming stages (Figure 22.4) was fed to the niobium flotation circuit. The successful niobium flotation was very dependent on: (a) type of dispersant used, (b) type of depressant system and (c) type of collector.
The effect of collector type on niobium rougher recovery is illustrated in Table 22.9. The results obtained indicated that cationic flotation of pyrochlore was not successful.
Dispersant AQ4 has a pronounced effect on niobium metallurgical results. Dispersant/ depressant AQ4 is composed of the following individual reagents: 60% orthodihydroxybenzene (Catacol), 30% low-molecular-weight acrylic acid (Accumer 2400) and 10% hexametaphosphate.
The AQ4 provides excellent pulp dispersion and slime depression during niobium flotation. The niobium grade–recovery relationship using different levels of AQ4 is shown in Figure 22.6.
The final metallurgical results obtained in continuous locked cycle testing are shown in Table 22.10.
Table 22.9
Effect of collector type on niobium rougher recovery.
Collector Dispersant Niobium rougher concentrate
% Grade % Recovery
Duomac T AQ4 6.6 33.5 Duomac T/Ethofat C25 AQ4 3.8 39.6 PLV28 AQ4 7.2 72.2 PLV29 AQ4 6.6 78.5

Nb 2
O5
reco
very
(%
)
100
80
60
40
20
0
400 g/t
200 g/t
noneAQ4 Concentration
⇐
0 10 20 30 40 50
Niobium concentrate grade (% Nb2O5)
122 22. Flotation of Niobium
Figure 22.6 Effect of level of dispersant/depressant AQ4 on niobium grade–recovery relationship using collector PLV29.
Table 22.10
Locked-cycle test results obtained from the Mrima Hill niobium refractory ore
Product Weight (%) % Niobium
Assays Distribution
Nb2O5 cleaner concentrate 3.37 46.3 65.1 Nb2O5 combined tails 51.5 0.71 15.9 P2O5/BaSO4 concentrate 12.0 0.20 0.1 Magnetics 18.0 0.6 4.5 Slimes 15.5 2.2 14.2 Head 100.0 2.4 100.0
22.5 PLANT PRACTICES IN BENEFICIATION OF PYROCHLORE ORES
There are several operating plants treating pyrochlore-containing ores from carbonatite and pegmatite ores. Operating plants that treat carbonatite ores described in this chapter include St. Honore Niobec, Canada, and OKa, Quebec, Canada. The operating plant that treats pegmatite ore is Araxa (Brazil).

22.5 Plant Practices in Beneficiation of Pyrochlore Ores 123
22.5.1 St. Honore Niobec operation
The research and development work began in the late 1960s and early 1970s. The Niobec plant was designed and put into operation in 1975. Early in the operation of the plant, tall oil fatty acid was used for calcite/dolomite flotation. In the niobium circuit, oxalic acid and HF depressant system was used. The pyrochlore collector used was Duomac T manufactured by Akzo Nobel. The initial flowsheet included calcite/dolomite circuit flotation and desliming the calcite tailing followed by niobium flotation and cleaning. From the niobium concentrate, pyrite was removed using a niobium depression system with starch and pyrite flotation using xanthate. In late 1970, the HF was replaced with H2SiF6.
Although good concentrate grade was achieved (i.e. 5–62% Nb), the plant recovery was relatively low and ranged from 55% to 63% Nb2O5. The major niobium losses in the plant occurred in the (a) slimes, (b) calcite concentrate and (c) cleaner tailings. A portion of coarse columbite was usually lost in the cleaner tailings. In the early 2000s, detailed research work was carried out with the objective of improving the plant’s metallurgical results. As a result of these studies, a new flowsheet was developed and introduced into the plant. The current flowsheet includes a new desliming circuit, where two desliming stages were introduced. With the use of a double desliming stage, the desliming size was reduced from a P80 of 12 μm to 5 μm. This resulted in a reduction in niobium losses in the slime fraction from 15% to 6% Nb2O5.
The niobium circuit flowsheet (Figure 22.7) was modified to include (a) thickening of the deslimed calcite tailing before flotation, and (b) retreatment of the niobium cleaner tailing for extra niobium recovery.
With respect to the reagent scheme, the following modifications were made:
• Emulsified fatty acid with soda ash and silicate was used in the calcite circuit. Xanthate was added to the emulsion, where pyrite was floated with the calcite/ dolomite concentrate. Using this calcite/dolomite system, the calcite/ dolomite recovery to the calcite concentrate increased from 55% to 80%, respectively.
• A partially neutralized aliphatic mono-amine was used (collector CES 109) in the niobium circuit instead of diamine.
The current Niobec reagent scheme is shown in Table 22.11. The metallurgical results over a 6-month period is shown in Table 22.12.
22.5.2 Oka operating plant
The Oka plant located in Quebec, Canada, has been in operation for past several years. The flowsheet and reagent scheme are similar to those used at the Niobec operation with the exception that the pyrochlore collector used involved a mixture of amines Duomac T: Ethofat C25 manufactured by Akzo Nobel.
The concentrate grade obtained assayed 57.5% Nb2O5 at a recovery of 67.3%.

Ore feed Slimes
Slimes
Slimes
o/f
u/f
Ca / Mg concentrate
Final
+65 m
Primary grinding
Ca/Mg scavenger
Thickener
–65 m65 - mesh screen
Ca/Mg rougher
Conditioner Conditioner
Deslime
sands
sands Secondary grinding
Nb2O5 rougher Nb2O5 scavenger
Nb2O5 1st cleaner Nb2O5 1st cleaner
scavenger
Nb2O5 2nd cleaner
Nb2O5 3rd cleaner
Nb2O5 scalper
Nb2O5 5th cleaner
Nb2O5 4th cleaner
Ca/Mg 2nd cleaner
Ca/Mg 1st cleaner
Deslime 1
Deslime 2
Nb2O5 cleaner concentrate tails
124 22. Flotation of Niobium
Figure 22.7 Niobium plant flowsheet.

References 125
Table 22.11
Current Niobec reagent scheme
Reagent Additions (g/t)
Calcite flot Niobium Ro Niobium Cl
Depressants and Oxalic acid H2SiF6
Na2SiO3
CuSO4
Collectors CS-109 NC3
modifiers – – 200–300 200
– 500
600–700 300–400 ––
400–500 –
300–500 100–200 – –
100–150 –
Table 22.12
Plant results obtained at the Niobec plant
Product Weight (%) Nb2O5 SiO2 Fe Recovery (% Nb2O5)
Nb2O5 final concentrate 0.92 61.2 2.2 1.8 75.4 Nb2O5 combined tails 53.38 0.14 – – 10.6 Slimes 10.20 0.33 – – 4.5 Calcite concentrate + magnetics 35.50 0.20 – – 9.5 Feed 100.00 0.75 – – 100.0
REFERENCES
1. Bulatovic, S., An Investigation into Recovery of Pyrochlore from St-Honore Niobium ore (Canada), Report of Investigation, 2003.
2. Bulatovic, S., Process Development for Beneficiation of Oka Niobium-containing (Quebec) Ore, Report of Investigation, 2006.
3. Desrochers, C., Traitement du Minerai de St-Honore, Centre de Rescherches Minerales (MRN), 1971.
3. Pavlor, D.A., Flotation of Niobium from Pegmatitic Ores, Tsvetnie Metally, No. 8, 1976. 4. Bushel, C.H.G., and Fackson, H.E., Flotation Process, US Patent 2,975,895, 1961. 5. Desrochers, C., and Dessureaux, S., Report on Pilot Plant Testing, St-Honore project, 1973,
MRN. 6. Arthur, W.L., and Kent, F.M., Columbium Flotation Process, US Patent 2,875,896, 1975. 7. Polkin, S.I., Obogaschenie Rud Redkih and Blagorodnik, Metalov Moskow, Nedra, 1987. 8. Bulatovic, S., Research and Development of Niobium Flotation from Pegmatitc Ore, SGS Report
of Investigation, 2007. 9. Harris, P.M., Investigation into Recovery of Niobium from Mrima Hill Deposit, Institution of
Mining and Metallurgical, 10, 1966. 10. Bulatovic, S., Development of a Treatment Process for Beneficiation of Mrima Hill Ore, Report
of Investigation, 1985.

– 23 –
Flotation of Tantalum/Niobium Ores
23.1 INTRODUCTION
There are approximately 130 different minerals that contain tantalum and niobium, from which about 80 are Ta/Nb only. The other minerals contain tantalum and niobium in the form of impurities. There is very little information available on beneficiation of Ta/Nbcontaining ores. In actual practice, there are three basic methods for production of Ta/Nb concentrate: (a) physical preconcentration, (b) combination of physical preconcentration and flotation and (c) direct flotation. In most cases, Ta/Nb ores contain significant quantities of zircon and rare earth ores (REO).
23.2 CHARACTERISTICS OF Ta/Nb MINERALS OF ECONOMIC VALUE
The Ta/Nb minerals of economic value can be divided into three main groups: (a) tantoloniobites, (b) titanotantaloniobites and (c) tintanotantaloniolites containing uranium. Table 23.1 lists the major Ta/Nb minerals from these three groups.
Ta/Nb minerals often occur as impurities in ilmenite, rutile, cassiterite, wolframite and perovskite, most of which contain REE. Because tantalite and columbite have similar chemical properties, they often replace each other, and are usually found as isomorph mixtures. Tantalum and niobium can also be found as separate minerals. Tantalite and microlite are primary sources of tantalum.
23.3 GEOLOGICAL AND MINERALOGICAL FEATURES OF Ta/Nb ORES
There are about five different geological identities of ores that contain tantalum and niobium. The following is a brief description of each ore type.
Ores of magnetic origin. Tantalum/columbite granites are of economic interest when the columbite content of the ore ranges from 0.001% to 0.01% and the tantalite up to 0.2%. These deposits are most common in Nigeria (Africa). Because they are a low-grade ore, they do not represent significant economic value.
127

Table 23.1
Ta/Nb minerals of economic value
Mineral Formula Assays (%) Specific gravity (g/cm3) Hardness Magnetic susceptibility
Nb2O5 Ta2O5
Tantaloniobite
Columbite (Fe,Mn)(Nb,Ta)2O6 23.7–77 1–40 5.3–6.6 6 Low
Tantalite (Mn,Fe)(Ta,Nb)2O6 2.0–4.0 44–84 6.7–8.3 6
LowSimpsonite AlTaO4 0.3–6.1 60–72 5.9–7.3 7
Low
Torolite Sn(Ta/Nb)2O7 – 72–83 7.6–7.9 6 Low
TitanotantaloniobitesIlmenorutile (Ti,Fe,Nb)O2 0.9–4.2 0.4–1.4 4.6–5.0 6 Very lowStruverite (Ti,Fe2+,Ta)O2 7.0 36 5–6 6.5 Very low
Loparite (Na,Ca,Sr,Ce)(Ni,Ti)O3 11.6 0.7 5.0 5.0 Very lowPyrochlore (Na,Ca,Th,Tr2)(Nb,Ta,Ti) 37–65 0–5.9 4–5 5–5.3 Very lowMicrolite (Na2,Ca,Th,Tr)2(Ta,Ti,Nb2)2(O,OH,F)7 7.7 68–77 5–6 – Very low
Uranium-containing pyrochlore
Gatecottolit 31.3 5.9 4.5 4–6 Non-magneticBetafite (U,Ca,Th,Ce)(Nb,Ti,Ta)O9n(H2O) 23–45 0–2.8 3.7–5 4–4 Non-magnetic
Fergusonite (Y,Er,Ce,U)(Nb,Ta,Tr)O4 47 17.3
5.5–6.8 5–6 Non-magnetic
Euxenite (Y,Ce,U,Ca,Th)(Ti,Nb,Ta)2O6 3.8–4.7 0.0–4.7 4.5–6 5.5–6.5 Non-magnetic
Eshinit (Ce,Ca,Th)(Ti,Nb)2O6 23–32 0–6.9 5.2 5–6 Non-magnetic
Samarskite (Y,Er,U,Ce,Th)4[(Ta,Nb)2O7]3 27–46 2–27 5.8 5–6 Non-magnetic
Polikraz (Y,Ce,Ca,U,Th)(Ti,Nb,Ta)2O6 7.5–20 0–23 4–7 Non-magnetic
128 23.
Flotation of Tantalum
/Niobium
Ores

100
90
80
70
Garnet 60 Tourmaline
Tantalum/Niobium Muscovite
40
50
Albite
30
20
10
0
Rec
over
y (%
)
0 100 200 300 400
Sodium oleate addition (g/t)
23.4 Flotation Characteristics of Tantalite–Columbite Minerals 129
Pegmatite deposits are the most abundant. They contain a variety of minerals including tantalum, niobium, lithium and beryllium, as well as REE and zircon.
Metasomatic deposits are altered albite and granatoids. These are low-grade ores. Of economic interest is the carbonatites, which contain up to 1% combined Ta/Nb.
Pneumatalitic-hydrothermal deposits contain Ta/Nb as isomorph impurities in cassiterite and wolframite. Ta/Nb from these ores is recovered in a tin and wolframite concentrate. Sedimentary deposits are the most important deposits of economic values. These depos
its contain tantalocolumbite, columbite, samorskite and torolite. The Ta/Nb from these deposits is recovered using a gravity concentration method.
These deposits also contain significant quantities of ZrO2 and REO.
23.4 FLOTATION CHARACTERISTICS OF TANTALITE–COLUMBITE MINERALS
There is very little information or literature on flotation properties of tantalum and columbium minerals. Also, there are only a few operating plants that treat tantalum– columbium ore by flotation. Most of the commercial plants use a gravity beneficiation method.
Studies conducted by Mechanabve Institute [1,2] indicate that tantalite and columbite can be floated using sodium oleate. Figure 23.1 shows the effect of level of sodium oleate
Figure 23.1 Effect of level of sodium oleate on recovery of tantalite, columbite and associated gangue minerals.

100
Zircon 80
60
40 Niobium
Tantalum
20
0
Rec
over
y (%
)
2 4 6 8 10
Flotation pH
130 23. Flotation of Tantalum/Niobium Ores
Figure 23.2 Effect of pH on tantalite and columbite flotation using sodium alkyl sulphonate as collector.
on recovery of tantalite, columbite and associated minerals. The data in Figure 23.1 show that tourmaline is recovered together with tantalite/columbite, while albite and muscovite remain depressed.
Sodium alkyl sulphonate is also a collector for tantalite and columbite at a pH below 3.0 (Figure 23.2). At a pH above 3.0, flotation recovery of tantalite and columbite decreased rapidly. This collector was not selective towards gangue minerals, such as tourmaline and garnet.
Cationic flotation of tantalite columbite has also been studied on several ore types that contain tourmaline, feldspar and muscovite as the major gangue minerals [3]. The effect of aliphatic mono-amine on flotation of Ta/Nb is presented in Figure 23.3.
As can be seen from Figure 23.3, tourmaline and muscovite float readily with amine collectors. Preflotation of the tourmaline and muscovite before tantalite/columbite flotation was not successful.
Mixtures of phosphate esters (SM15, Clariant, Germany) and succinamates (R845, Cytec, USA) modified with alkyl sulphate are proven to be effective tantalite–columbite collectors. These collectors (SM500 series) were examined on ore from a pegmatitc origin that contained tantalite and columbite with minor amounts of struverite. The results obtained using several collectors from the SM500 series are shown in Table 23.2. Excellent results were achieved with these collectors.

100
Muscovite
Tourmaline80 Niobium
Tantalum 60
40
20
0
Rec
over
y (%
)
0 50 100 150 200 250
Amine additions (g/t)
23.5 Practices in Beneficiation of Ta/Nb Ores 131
Figure 23.3 Effect of amine on Ta/Nb flotation from complex ore.
Table 23.2
Effect of collectors from the SM500 series on tantalum flotation and upgrading
Collector Depressant Rougher concentrate Cleaner concentrate
Assays (%) % Distribution Assays (%) % Distribution
Ta2O5 Nb2O5 Ta2O5 Nb2O5 Ta2O5 Nb2O5 Ta2O5 Nb2O5
500 g/t Citric acid, MgSiF6 1.1 5.5 82.0 86.5 7.2 42.2 70.0 77.5 SM502 500 g/t Citric acid, MgSiF6 0.9 4.6 84.0 88.3 6.1 37.3 75.5 78.2 SM504 500 g/t Citric acid, MgSiF6 2.1 8.5 75.5 82.1 9.2 46.6 70.2 75.2 SM510 500 g/t Citric acid, MgSiF6 1.2 6.0 87.0 90.0 6.8 37.0 77.5 82.0 SM515
23.5 PRACTICES IN BENEFICIATION OF Ta/Nb ORES
23.5.1 Introduction
A large portion of Ta/Nb concentrate production at industrial scale comes from gravity concentrating plants. Using gravity preconcentration, the fine Ta/Nb (i.e. −150 mesh) is not recovered and the recovery of Ta/Nb using gravity concentration is relatively low, ranging

132 23. Flotation of Tantalum/Niobium Ores
from 55% to about 65%. With the development of new technology, it is possible to float Ta/ Nb from gravity tailings with a significant increase in overall metallurgy. Another major problem with beneficiation of Ta/Nb-containing ores is the presence of zircon in the ore, or in the gravity concentrate. There is now an effective process for Ta/Nb–Zr separation, which is developed after extensive research work.
Beneficiation of Ta/Nb ores containing REEs belong to a group of complex ores. Beneficiation of these ores presents a challenge. The REEs are of primary value from this ore type, whereas Ta/Nb is of secondary value.
23.5.2 Gravity concentration
The principal method for beneficiation of Ta/Nb ores is gravity concentration. In principle, most of the Ta/Nb ores contain low-specific-gravity minerals of about 2.8–3.0 specific gravity (SG) (quartz, calcite, aluminosilicates, feldspar, etc.), whereas heavy minerals (Ta/Nb and other Ta/Nb mineral carriers) have SGs of 4–4.4, which is suitable for gravity preconcentration.
A typical flowsheet used for gravity preconcentration [4] is shown in Figure 23.4. The ground ore is usually sized after grinding and gravity concentration is performed on
the different size fractions. Examples of gravity concentration of Ta/Nb are the Green Bushes operation in Australia and the Bernic Lake deposit in Canada. These plants are still in operation, and are using a flowsheet similar to that shown in Figure 23.4.
Results from the Green Bushes (Australia) operation are shown in Table 23.3. Most of the Ta/Nb losses in the tailing occurred in the fine −200 mesh fraction and cyclone overflow slimes.
Bernic Lake (Canada) operates a gravity circuit using a flowsheet similar to that shown in Figure 23.4. The results obtained from this operation are presented in Table 23.4. The results obtained are slightly better than those obtained in the Western Australia concentrators.
23.6 FLOTATION
23.6.1 Background
Direct flotation of Ta/Nb from mainly tantalum-containing ore is not practiced in operating plants. Only a few currently operating plants have tested the possibility of using flotation to recover tantalum from gravity tailings.
Although in recent years new technology has been developed, it has yet to be introduced into any operating plants.
23.6.2 Bernic Lake Ta/Nb flotation from gravity tails
In 1980, Bernic Lake introduced a flotation circuit to float Ta/Nb from the gravity tailings using succinamate collector at a pH of about 4.5 controlled by hydrochloric acid. The main depressants used included Na2SiF6 and oxalic acid.

Ore
–6 m –48 m –100 m
+6 m +48 m +100 m
tail tail
slime concentrate concentrate
tail
concentrate
–100 m
+100 m
tail
tail
Gravity concentrate Final tail
6-mesh screen 48-mesh screen
Grinding
100-mesh screen
Gravity table Gravity table
Gravity table
Deslimer
Regrinding Classifier 100 mesh
Gravity cleaner
Gravity recleaner
23.6 Flotation 133
Figure 23.4 Generalized gravity concentration flowsheet.
Table 23.3
Greenbushes gravity circuit results
Product Weight (%) Assays (%) % Distribution
Ta2O5 Nb2O5 Ta2O5 Nb2O5
Gravity Gravity Feed
combined tailings
concentrate 0.84 99.16
100.00
25.4 0.12 0.33
11.97 0.10 0.20
64.5 35.5 100.0
50.3 49.7 100.0
Using a flotation method, about 30% Ta2O5 was recovered at a concentrate grade of about 6%. This concentrate was returned to the gravity circuit.

134 23. Flotation of Tantalum/Niobium Ores
Table 23.4
Bernic Lake gravity circuit results
Product Weight (%) Assays (%) % Distribution
Ta2O5 Nb2O5 Ta2O5 Nb2O5
Gravity combined concentrate 0.78 34.8 9. 68.2 47.3 Gravity tailings 99.22 0.13 0.08 31.8 52.7 Feed 100.00 0.40 0.15 100.0 100.0
23.6.3 Flotation of Ta/Nb from Greenbushes gravity tailing
Extensive laboratory testing was performed on the Greenbushes gravity tailing, followed by pilot plant testing at the mine site. The generalized final flowsheet, evaluated in the pilot plant tests, is shown in Figure 23.5.
The reagent scheme used in the pilot plant included oxalic acid–acidified silicate Na2SiF6 gangue depressant system and collector composed of a mixture of phosphoric esters and alkyl sulphate modified with mineral oil. The metallurgical results obtained are presented in Table 23.5.
23.7 BENEFICIATION OF Ta/Nb ORES CONTAINING ZIRCON
There are a number of fairly large deposits that contain Ta/Nb associated with zircon in a complex gangue matrix.
Over the past 10 years, extensive laboratory testwork has been performed on several deposits from the Middle East (Arabia), Africa (Malawi) and Brazil. A description of the new processes used for beneficiation of these ores is presented in the following section.
23.7.1 Development of a beneficiation process for Ta/Nb recovery from Ghurayyah ore – Saudi Arabia
The ore
The Ghurayyah ore has a complex mineral composition, and is a relatively fine-grained ore. The niobium present in the ore is represented by a variety of minerals, including pyrochlore, yttro-pyrochlore and columbite. The tantalum in the ore was associated with niobium and had a high Nb:Ta ratio. Based on the available mineralogical data, grinding between 100 and 50 µm would liberate the majority of tantalum and niobium minerals. This was confirmed during a laboratory testwork. The zircon present in the ore had a subhedral, non-crystalline structure, common to some volcanogenic deposits. An association of the zircon with silica and feldspar was observed. The gangue minerals in this ore were represented by silica and feldspars.

23.7 Beneficiation of Ta/Nb Ores Containing Zircon 135
Combined gravity tailings
–100 Slime
mesh +100 mesh
Final tailGravity concentrate
Deslimer
Ta/Nb rougher Ta/Nb scavenger
Ta/Nb 1st cleaner
Ta/Nb 2nd cleaner
Conditioner 2
100-mesh screen
Regrind
Ta/Nb 3rd cleaner
NaOH conditioner
Ta/Nb cleaner scavenger
Gravity cleaner
Figure 23.5 Final flotation flowsheet for Ta/Nb flotation from gravity tailings.
23.7.2 Beneficiation studies
Throughout the development testwork, emphasis was placed on finding an effective reagent scheme that would produce a bulk concentrate with satisfactory tantalum, niobium and zircon recoveries. The Ta/Nb–Zr separation study concentrated mainly on magnetic separation. The floatability of Ta/Nb and Zr depend on type of collector, modifier and depressant system used.

136 23. Flotation of Tantalum/Niobium Ores
Table 23.5
Plant metallurgical results [5]
Product Weight (%) Assays (%) % Distribution
Ta2O5 Nb2O5 Ta2O5 Nb2O5
Concentrate 0.45 14.8 8.00 55.3 36.0 Tailings 99.55 0.053 0.064 44.7 64.0 Feed (plant gravity tails) 100.00 0.12 0.10 100.0 100.0
The cationic flotation of Ta/Nb was not effective, as they tend to float feldspar-bearing minerals. The effect of some amines on Ta/Nb–Zr bulk flotation is illustrated in Table 23.6.
The results showed that amines normally used for pyrochlore flotation did not work for flotation of Ta/Nb. Therefore, collector selection is very dependent on the type of niobium minerals present in the ore.
Fatty acids and their variations were examined for selective flotation of zircon from Ta/Nb. No selectivity or zirconium flotation was achieved using fatty acids.
The use of a blend of succinamate and phosphoric acid esters, modified with phosphonic acid, produced good results. These collectors are known as collectors from the PL500 series.
Performance of the flotation circuit was related to the flotation pH. The effect of pH on Ta/Nb recovery is illustrated in Figure 23.6.
The levels of collector were examined in several series of flotation tests. These results from the tests using different levels of collector is shown in Table 23.7.
In order to achieve high bulk concentrate recoveries, relatively high additions of collector are required.
A depressant system developed for beneficiation of Ta/Nb–Zr ores involves oxalic acid– hydrofluorosilicic acid and depressant SHQ. SHQ is a mixture of a low-molecular-weight acrylic acid and condensation product of disulphonic acid (Suspendol PKK, manufactured by Cognis, Germany). After the development of the final reagent scheme, a series of locked-cycle tests were performed using the flowsheet shown in Figure 23.7.
Table 23.6
Effect of different amines on Ta/Nb recovery
Product Assays (%) % Distribution
Ta2O5 Nb2O5 Ta2O5 Nb2O5
Hydrogenated tallow amine 0.02 0.33 10.4 15.48 I-H imidazole-amine 0.04 0.45 15.8 25.2 N-tallow amine acetate 0.009 0.11 8.4 15.3 Coco amine acetate 0.01 0.12 5.5 8.9 Tallow diamine 0.01 0.13 4.8 9.5

23.7 Beneficiation of Ta/Nb Ores Containing Zircon 137
2 4 6 8 10
Flotation pH
0
20
40
60
80
100
Rec
over
y (%
)
Niobium
Tantalum
Zircon
Figure 23.6 Effect of pH on Ta/Nb rougher recoveries using collector PL519.
Table 23.7
Effect of level of collector PL519 on Ta/Nb–Zr flotation
Collector additions (g/t) Assays (%) % Distribution
Ta2O5 Nb2O5 ZrO2 Ta2O5 Nb2O5 ZrO2
200 0.18 2.62 9.7 48.5 49.3 55.5 400 0.11 1.69 5.75 70.9 77.8 84.2 600 0.08 1.10 2.60 78.4 83.2 92.3 800 0.10 1.22 3.80 82.5 86.6 96.0
The results obtained from the continuous locked-cycle tests are shown in Table 23.8. The beneficiation process developed for a Saudi Arabian Ta/Nb–Zr ore is considered as a
new technology.
23.7.3 Separation of Ta/Nb and Zr
Due to the nature of Ta/Nb–Zr, separation using a flotation method is not possible. Research using magnetic separation was carried out under different operating conditions. The efficiency of the Ta/Nb–Zr separation was a function of a number of factors, including

Ore
–200 mesh
+200 mesh
–200 mesh+200
mesh
Cyclones
tail
tail
Bulk
Conditioner
Conditioner 1
Bulk rougher 1
Bulk 1st cleaner
Bulk rougher 2
Slime
200-mesh screen
Grind Rod Mill
200-mesh screen
Conditioner 2
Bulk scavenger
Bulk cleaner scavenger
Bulk 2nd cleaner
Bulk 3rd cleaner
Bulk 4th cleaner
combinedBulk cleaner tailsconcentrate
138 23. Flotation of Tantalum/Niobium Ores
Figure 23.7 Final flotation flowsheet used in the continuous locked-cycle tests.

23.7 Beneficiation of Ta/Nb Ores Containing Zircon 139
100
Tantalum/ Niobium
80
60
40
20 Zircon
0
Rec
over
y (%
)
0 2 4 6 8 10
HCl addition (kg/t)
Figure 23.8 Effect of level of hydrochloric acid on Zr removal using high-gradient magnetic separation (HGMS).
• Acid pretreatment pH • Stage separation at different magnetic field strengths • Separate treatment of slime and sand fractions.
The acid pretreatment with HCl was the most critical parameter. The effect of level of HCl on zircon rejection is shown in Figure 23.8.
Table 23.8
Results from the continuous locked-cycle tests
Product Weight (%) Assays (%) % Distribution
Ta2O5 Nb2O5 ZrO2 Ta2O5 Nb2O5 ZrO2
Bulk cleaner concentrate 4.34 0.45 5.49 16.3 86.8 82.9 93.7 Bulk combined tail 89.98 0.002 0.033 0.033 7.6 10.4 3.9 Slimes 5.68 0.022 0.34 0.32 5.6 6.7 2.4 Head (calc) 100.00 0.022 0.27 0.78 100.0 100.0 100.0 Bulk cleaner concentrate 3.58 0.46 6.22 23.5 84.3 80.8 95.3 Bulk combined tail 90.49 0.002 0.035 0.024 8.7 11.5 2.4 Slimes 5.93 0.023 0.36 0.33 7.0 7.8 2.2 Head (calc) 100.00 0.020 0.28 0.84 100.0 100.0 100.0

140 23. Flotation of Tantalum/Niobium Ores
Table 23.9
Ta/Nb separation results using HGMS after acid treatment
Product Weight (%) Assays (%) % Distribution
Ta2O5 Nb2O5 ZrO2 Ta2O5 Nb2O5 ZrO2
Ind O’all Ind O’all Ind O’all
30A magnetic cleaner concentrate
30A magnetic rougher concentrate
30A combined non-magnetic
Feed (calc)
21.27
28.57
71.43
100.00
1.82
1.42
0.07
0.46
24.5
19.1
1.47
6.49
6.05
12.2
30.6
25.4
84.7
88.7
11.3
100.0
71.4
74.8
9.8
86.4
80.3
83.9
16.1
100.0
64.9
67.8
13.0
80.8
51.1
13.8
86.2
100.0
4.8
13.1
82.2
95.3
The use of separate treatments for the sand and slime fractions was also beneficial for separation efficiency. The final Ta/Nb–Zr separation results are shown in Table 23.9.
23.8 BENEFICIATION OF Ta/Nb ORE FROM MALAWI, AFRICA
The ore used in this example contained a mixture of pyrochlore and columbite as the major niobium minerals. The tantalum is mainly associated with columbite. The major gangue minerals present in this ore were soda and potassium feldspars with small amounts of mica and quartz. Beneficiation of this ore using cationic flotation, normally employed for flotation of niobium, was not applicable for this particular ore, since most of the mica and feldspar floated with the niobium and tantalum. The effect of amine on Ta/Nb flotation is illustrated in Figure 23.9. The selectivity between Ta/Nb and gangue minerals using a cationic collector was very poor.
23.8.1 Experimental development testwork using alternative collectors
A number of different collectors, rather than cationic and anionic collectors, which did not perform well, were examined. The new collectors evaluated included (a) alkaline sulphates, (b) alkyl sulphates, (c) sulphosuccinamates and (d) phosphoric acid esters. Mixtures of these collectors, modified with branched alcohols or 1-octane sulphonic acid, gave good metallurgical results. The results obtained with the different collectors are illustrated in Table 23.10. Collector mixtures PLV26 and PLV28 achieved good rougher–scavenger bulk recoveries.
23.8.2 Effect of different depressant systems on Ta/Nb flotation
A number of different depressant combinations were examined during a laboratory development test programme. Oxalic acid, citric acid and fluorosilicic acid were among the

23.8 Beneficiation of Ta/Nb Ore from Malawi, Africa 141
100 200 300 400
Amine addition (g/t)
0
20
40
60
80
100
Rec
over
y (%
) Feldspar
Tantalum/ Niobium
Albite
Figure 23.9 Effect of amine acetate on the flotation of individual minerals.
Table 23.10
Effect of different collectors on Ta/Nb–Zr bulk flotation
Collector Assays (%) % Distribution
Ta2O5 Nb2O5 ZrO2 Ta2O5 Nb2O5 ZrO2
Alkaline sulphonate 0.2 2.5 6.6 33.4 41.5 48.8 Sulphosuccinamate 0.3 3.3 8.2 40.5 50.6 55.5 Phosphonic acid ester 0.35 3.80 8.8 45.5 55.7 60.2 Collector PLV26 0.44 6.20 12.8 75.5 78.3 90.2 Collector PLV28 0.50 6.90 14.3 85.5 88.6 95.3
depressants included in this evaluation, at different pH values. Combinations of oxalic acid and fluorosilicic acid were found to perform the best. Usually, fluorosilicic acid is added in the rougher flotation stage, at fixed additions only. An excess of H2SiF6 reduces Ta/Nb and Zr recoveries. Figure 23.10 shows the effect of levels of H2SiF6 on individual mineral recoveries.
The optimum dosage of H2SiF6 was between 200 and 300 g/t. Floatability of niobium was the most sensitive mineral to the level of H2SiF6.
The performance of oxalic acid was related to pH. The effect of pH on the grade– recovery relationship is shown in Figure 23.11.
A pH above 5.0 was detrimental to Ta/Nb cleaning efficiency.

142 23. Flotation of Tantalum/Niobium Ores
0
20
40
60
80
100
Rec
over
y (%
) Zircon
Tantalum
Niobium
100 300 500 700 900
H2SiF6 addition (g/t)
Figure 23.10 Effect of levels of fluorosilicic acid on individual mineral recoveries.
0
20
40
60
80
100
Rec
over
y (%
)(av
erag
e T
a/N
b) pH = 3
pH = 6
pH = 4
0 4 8 12 16 20 24 28
Concentrate grade (%Ta+Nb)
Figure 23.11 Effect of pH on Ta/Nb on the grade–recovery relationship using 800 g/t oxalic acid.

ground, deslimed
Bulk
Conditioner 1
Bulk rougher 1 Bulk rougher 2
Conditioner 2
400 kg/t oxalic acid
200 g/t oxalic acid
100 g/t oxalic acid
200 g/t H2SiF6
400 g/t PLV28
200 g/t PLV 28
Bulk scavenger
100 g/t oxalic acid 200 g/t PLV 28
Bulk cleaner scavenger
100 g/t H2SiF6
200 g/t oxalic acid
50 g/t PLV 28
Bulk 4th cleaner
Bulk 3rd cleaner
Bulk 2nd cleaner
Bulk 1st cleaner
100 g/t oxalic acid
100 g/t oxalic acid
Bulk cleaner final concentrate tail
23.8 Beneficiation of Ta/Nb Ore from Malawi, Africa 143
23.8.3 The treatment flowsheet, reagent additions and metallurgical results
The treatment flowsheet and reagent additions developed under laboratory conditions are presented in Figure 23.12.
The results obtained in a continuous locked-cycle test are shown in Table 23.11. In spite of the number of attempts to selectively float Ta/Nb and Zr, it was not possible to
either float Ta/Nb and depress the zircon or float the zircon and depress the Ta/Nb. In fact, it was found that the recovery of Ta/Nb in the bulk rougher–scavenger concentrate was strongly related to the recovery of zircon. Figure 23.13 shows this relationship.
Feed Ore
Figure 23.12 Final treatment flowsheet and reagent scheme for beneficiation of Ta/Nb–Zr ores.

100
95
90
Tantalum
Niobium 85
80
75
70
Zirc
on r
ecov
ery
(%)
50 60 70 80 90 100
Ta or Nb recovery (%)
144 23. Flotation of Tantalum/Niobium Ores
Table 23.11
Bulk metallurgical results obtained in a continuous locked-cycle test
Product Weight (%) Assays (%) % Distribution
Ta2O5 Nb2O5 ZrO2 Ta2O5 Nb2O5 ZrO2
Bulk cleaner concentrate 1.92 1.17 23.5 20.36 75.0 82.2 93.1 Bulk combined tails 92.07 0.007 0.08 0.02 21.0 12.8 4.5 Slimes 6.01 0.02 0.46 0.17 4.0 5.0 2.4 Feed 100.00 0.03 0.55 0.42 100.0 100.0 100.0
Figure 23.13 Relationship between Ta/Nb and Zr recovery in the bulk rougher–scavenger concentrate.
23.9 Ta/Nb–Zr SEPARATION FROM THE BULK CONCENTRATE
A method involving Ta/Nb depression and Zr flotation was developed, by which Ta/Nb depression and Zr flotation was performed. This method is illustrated in Figure 23.14.
The metallurgical results obtained are presented in Table 23.12. The results indicated that good separation efficiency can be achieved using a heat starch separation method. The zircon collector used in this test programme (CES3) was a mixture of primary and secondary amines.
Corn caustic cooked starch was used as a Ta/Nb depression during zircon flotation.

Bulk Concentrate
Ta/Nb concentrate
Effluent
Conditioner (Heat 80°C)
ZrO2 rougher ZrO2 scavenger
ZrO2 1st cleaner
ZrO2 2nd cleaner
Dewatering / Washing
Conditioner
500 g/t caustic starch
3 kg/t Na2SiO3
100 g/t CES3 collector 50 g/t CES2
collector
250 g/t caustic starch
200 g/t caustic starch
ZrO2 1st cleaner tail
ZrO2 2nd cleaner tail
ZrO2 cleaner concentrate
23.9 Ta/Nb–Zr Separation from the Bulk Concentrate 145
Figure 23.14 Flowsheet and reagent scheme used in Ta/Nb separation.
Table 23.12
Preliminary batch Ta/Nb–Zr separation test results
Product Weight (%) Assays (%) % Distribution
Ta2O5 Nb2O5 ZrO2 Ta2O5 Nb2O5 ZrO2
Ta/Nb concentrate–ZrO2 tails ZrO2 combined Cl tails ZrO2 concentrate froth product Feed (bulk cleaner concentrate)
46.19 6.70 47.11 100.00
2.10 0.1 0.50 1.21
42.2 3.82 0.16 22.8
0.47 7.7
32.8 21.3
80.1 0.6
19.3 100.0
85.5 11.2 3.3
100.0
10.2 22.6 67.2 100.0

146 23. Flotation of Tantalum/Niobium Ores
23.10 Ta/Nb SEPARATION FROM REFRACTORY TIN GRAVITY INTERMEDIATE PRODUCTS
The Pitinga tin operation, located in Brazil [6], produces an appreciable amount of intermediate gravity product containing Ta/Nb and Zr. This intermediate product is highly refractory and contains a relatively large quantity of Fe-hydroxides, which are coated on the mineral surfaces of zircon, tantalum and niobium, making Ta/Nb–Zr separation using flotation difficult. Extensive laboratory testwork was conducted on this intermediate product resulting in the development of a new separation process, based on zircon depression and Ta/Nb flotation. The process consists of two distinct steps:
1. decoating the Ta/Nb–Zr minerals, and 2. Ta/Nb flotation from the decoated Ta/Nb–Zr product.
23.10.1 Fe-hydroxide decoating
A number of different reagent combinations were examined, along with different flowsheet combinations. The Ta/Nb–Zr separation was strongly related to the amount of Fe-hydroxide decoated. Figure 23.15 shows the relationship between Fe-hydroxide removed, Ta/Nb concentrate grade and Zr content of the Ta/Nb concentrate.
50 25
45
40 20
35
30 15
25
20 10
15
10
5
0 0
Con
cent
rate
gra
de (
%T
a+N
b)
0 20 40 60 80 100
Fe(OH)2 removed (%)
ZrO
2 Content of T
a/Nb concentrate 5
Figure 23.15 Effect of amount of Fe-hydroxide removed on Ta/Nb grade and Zr content of the Ta/Nb concentrate.

23.10 Ta/Nb Separation from Refractory Tin Gravity Intermediate Products 147
Feed
+
–
Slime
sand
Slime
sand
Slime
1 kg/t NaOH
Grinding
Screening (100 mesh)
Scrubbing 1
Desliming
Scrubbing 2
Desliming
Scrubbing 3
Desliming
200 g/t AQ4
1 kg/t NaOH 200 g/t AQ4
1 kg/t H2SO4
200 g/t AQ4
Sand to flotation Slimes
Figure 23.16 Grinding, scrubbing and desliming flowsheet.
on efficiency was achieved after >80% of the Fe-hydroxide was rGood separati emoved. Good Fe-hydroxide removal was achieved with the use of alkaline acid scrubbing and desliming. The final decoating flowsheet is shown in Figure 23.16.
23.10.2 Ta/Nb–Zr separation
The reagent scheme developed for Ta/Nb–Zr separation (Table 23.13) involved oxalic acid–H2SiF6 –AAC10 depressant system for zircon. Depressant AAC10 is a mixture of alginic acid, a low-molecular-weight acrylic acid and citric acid. This depressant is specifically designed to depress iron-containing gangue minerals.

148 23. Flotation of Tantalum/Niobium Ores
Table 23.13
Reagent scheme developed for Ta/Nb–Zr separation
Reagent Additions (g/t)
Pretreatment Ta/Nb rougher Ta/Nb cleaning
Modifiers and depressants NaOH 3000 – – H2SO4 1000 – – H2SiF6 – 1500 800 Oxalic acid – 1300 800 AQ4 500 – – AAC10 – 100 350
Collectors RS702 – 600 250
Table 23.14
Results obtained using the reagent scheme shown in Table 23.13
Product Weight (%) Assays (%) % Distribution
Ta2O3 Nb2O5 ZrO2 Ta2O3 Nb2O5 ZrO2
Ta/Nb cleaner concentrate 5.62 4.93 38.6 1.6 76.9 77.5 0.3 Magnetics 1.87 0.13 1.55 6.65 0.9 1.0 0.4 Ta/Nb combined tail 92.51 0.09 0.64 36.8 22.2 21.5 99.3 Feed (washed sand) 100.00 0.36 2.80 34.3 100.0 100.0 100.0
The Ta/Nb flotation was accomplished using collector RS702. This collector is composed of amine acetate, phosphoric acid esters and hydroxamate. Collector RS702 is a powerful collector, capable of floating a variety of niobium minerals that are contained in the flotation feed. Metallurgical results obtained from a continuous locked-cycle test are shown in Table 23.14.
Using this new separation method, over 99% of the total zircon in the feed was rejected in the Ta/Nb final tailing.
REFERENCES
1. Polkin, C.I., and Glatkin, U.F., Concentration of Tantalum Niobium Ores, M. Gosgortexizdat, 1963, 160–85.
2. Polkin, C.I., Concentration of Rare Earth Ores from Sedimentary Deposits, Obogaschenie Rud Retkih and Blagovodish Metalov (eds.), Izdatelstvo Nedra Moskva, pp. 268–275, 1987.
3. Bulatovic, S., Tantalum niobium flotation from complex ores, Report of Investigation, p. 185, 1989.

References 149
4. Fishman, M.A., and Sobolev, D.C., Practices in Concentration of Sulphide and Oxide Minerals, Gornoe Delo, Vol. 4, pp. 283–305.
5. Bulatovic, S., Pilot Plant tests on Greenbushes (Australia) Gravity Tailing, Report of Investigation, 2003.
6. Bulatovic, S., New process for Ta/Nb-Zr separation from Paranapanema (Pitinga) gravity intermediate, Report of Investigation, 2006.

– 24 –
Flotation of REO Minerals
24.1 ORE AND MINERALS CONTAINING RARE EARTH OXIDE ELEMENTS (REOE)
There are about 250 minerals that contain REOEs, but only a few of these minerals are of any economic value. Most of them contain uranium, titanium, tantalum and niobium. Based on the composition of the REOE minerals, they are classified into two main groups [1]. These are:
1. The cerium group of REOEs, in which loparit, bastnaesite, parisit, monazite, eshipit and ortit are included.
2. The yttrium group of REOEs, this group includes ytroparisite, fergusonite, samarskite, priorit, kenotime, gadolinite, amongst others.
Table 24.1 lists the major REO minerals of economic value. REO minerals are also divided into two sub-groups, complex and selective complex minerals, all containing lantanoids (from cerium to lutecium). The selective group contains elements from onto or the other group.
Most of the products that come from REOEs are monacite, bastnaesite and euxenite. Monazite belongs to the phosphate group of REOEs, with low magnetic properties and
bright yellow colour. Usually it is found in pegmatites and granites and also entrained in zircon, magneite and ilmenite. During decomposition of hard rock ores, monazite, due to its chemical stability, is contained in sand deposits together with ilmenite, zircon, magneite and other minerals. The minimum content of monazite found in a sand deposit is about 1%.
Bastnaesite belongs to the carbonatite group of minerals that contain REOEs. Beside the cerium group of elements, bastnaesite also contains yttrium and europium. Typically, it contains 65–75% REOE. Bastnaesite is usually found in pegmatites, carbonatite and hydrothermal ore bodies in alkaline gangue minerals. Because it is poor chemically and stable, it is not found in mineral sand deposits.
Euxenite is a titanotantalum/niobium-containing mineral and has a complex formula (Table 24.1) with variable chemical composition. It is usually found in sand deposits together with monazite, xenotime, zircon, beryl, columbite and other minerals.
The major minerals that contain REOE include apatite, phosphates, sfen, perovskite, eudialite, pyrochlore and ortit, some of which contain significant quantities of REOE.
151

REO
Table 24.1
minerals of economic
value
Mineral Formula Relative REOE content
Monazite
Bastnaesite
Xenotime
Parasite
Yttrocerite
Gadolinite
Ortit
Loparit
Esxenit
Fergusonite
Samarskit
Priorit
Eschynite
(Ce,La…)PO4
(Ce,La,Pr)[CO3]F
YPO4
Ca(Ce,La…)2[CO3]3F2
(Ca,Y,Ce,Er)F2-3H2O
(Y,Ce2)Fe,BeSi2O10
(Ca,Ce)2(Al,Fe)3SiO2[O,OH]
(Na,Ca,Ce,Sr)2(Ti,Ta,Nb)2O6
(Y,Ce,Ca,U,Th)(Ti,Nb,Ta)2O6
(Y,Sr,Ce,U)(Nb,Ta,Ti)O4
(Y,Er,U,Ce,Th)4(Nb,Ta)6O21
(Y,Er,Ca,Th)(Ti,Nb)2O6
(Ce,Ca,Th)(Ti,Nb)2O6
50–68% (Ca,La…)2O3, 22–31% P2O5, 4–12% ThO2, �7% ZrO2, �6% SiO2
36–40% Ce2O3, 36% (La…Pr)2O3, 19–20% CO3, 6–8% F
52–62% Y2O3, Ce, Er as impurities, Th, �5% U, 3% ZrO2 �, 9% SiO2
11% CaO, 26–31% Ce2O3, 27–30% (La,Nd)2O3, 24% CO2, 6% F
19–32% Ca, 8–11% Ce, 14–37% Y, 37–42% F
10–13% FeO, 30–46% YO3, 25% SiO2, 5% (Ce,La…)2O2, 9–10% BeO
6% Ce2O3, 7%(La…)O3, 4% BeO, 8% Y2O3
39–40% TiO2, 34% (Ce,La…)2O3, 8–11% (Ta,Nb)2O5,
5% CaO, Cr,Th as
impurities
18–28% (Y,Er)2O3, 0.2–3% (CeLa…)2O3, 16–30%
TiO2, 4–47% Nb2O5,
1.3–33% Ta2O5, 0.4–12% U3O8
46–57% (Nb,Ta)2O5, 31–42% Y2O3, 14% Er2O3, 1–4% ThO2, 1–6% UO2
6–14% Y2O3, 2–13% Er2O3, 3% Ce2O3, 0.7–4% (Pr,Nd)2O3, 27–46%
Nb2O5, 1.8–27% Ta2O5, Sn, U, Fe as impurities
21–28% (Y,Er)2O3, 3–4% Ce2O3, 21–34% TiO2, 15–36% Nb2O5, 0.6–7%
ThO2, 0–5% UO2
15–19% Ce2O3, 0.9–4.5% (Y,Er)2O3, 21–24% TiO2, 23–32% Nb2O5, 0–7%
Ta2O5, 11–17% ThO2
4.9
4.5
4.6
4.3
3.8
4–4.5
4.8
4.9
5.6-6.2
5.6–5.8
7.8–5
5.5
4.5
4.5
4.5
4.5
6.5–7
6
5.5
5.5–6.5
5–6
5.6
152 24.
Flotation of R
EO
Minerals

24.2 Flotation Properties of Cerium Group of Reoe Minerals 153
Loparite (Nb-mineral) contains, for example, three times more REOE than niobium. It represents titanotantalo-niobium REOE ore. Loparite is found in pegmatites and nepheline-containing ores.
Monazite, bastnaesite and loparite contain exclusively cerium group of REOEs. Other minerals containing REOE, such as fergusonite, priorite and samerskite are usually
accessory minerals that contain tantalum, niobium, uranium and thorium.
24.2 FLOTATION PROPERTIES OF CERIUM GROUP OF REOE MINERALS
24.2.1 Flotation properties of monazite and bastnaesite
From disseminated ores contained in mineral lenses, the recovery of bastnaesite and monazite is accomplished using flotation. The flotation properties of bastnaesite and monazite are similar to the gangue minerals contained in the bastnaesite and monazite, such as calcite, barite, apatite, tourmaline, pyrochlore and others, which represent difficulties in selective flotation. However, in recent years, significant progress has been made in the flotation of both monazite and bastnaesite [2,3].
Monazite is readily floatable using cationic collectors such as oleic acid and sodium oleate in the pH region of 7–11. Monazite does not float readily using, for example, laurel amine or anionic collectors. Adsorption of the sodium oleate on the monazite increases with an increase in pH, indicating that monazite does not float in acid pH, while pyrochlore is readily floatable and is depressed at a pH greater than 10. Figure 24.1 shows the effect of pH on flotation of monazite, pyrochlore and zircon.
100
Monazite
80
60
40
Zircon 20
Pyrochlore 0
Rec
over
y (%
)
4 6 8 10 12Flotation pH
Figure 24.1 Effect of pH on flotation of monazite, zircon and pyrochlore.

O
R S R
O
154 24. Flotation of REO Minerals
Rec
over
y (%
)
100
80
60
40
20
0
ZirconPyrochlore
Monazite
0.0 0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0 Na2S addition (g/t)
Figure 24.2 Effect of Na2S on the recovery of monazite, zircon and pyrochlore.
It was found that Na2S�9H2O is a selective regulating agent during monazite flotation at additions of 2–3 kg/t Na2S, both zircon and pyrochlore are depressed while monazite floatability remains unchanged or, in the case of some ores, improves. Figure 24.2 [4] shows the effect of Na2S on the flotation of zircon, pyrochlore and monazite.
Flotation properties of bastnaesite depend largely on the gangue composition of the ore and the impurities present in the mineral itself. Bastnaesite found in a carbonatite ore is recovered using fatty acid collector after heat pretreatment of the flotation feed. The effect of heat temperature on bastnaesite grade–recovery is illustrated in Figure 24.3.
Floatability of bastnaesite found in barite–fluorite ores is extremely poor using either fatty acid flotation or sodium oleate. Research work conducted on an ore from Central Asia showed that the floatability of bastnaesite improved significantly after barite preflotation [5]. The flotation of bastnaesite from a carbonatite ore improved with the use of oleic acid modified with phosphate ester. The flotation of bastnaesite from deposits of pegmatitic origin can be successfully accomplished with several types of collectors, including tall oil modified with secondary amine, and tall oil modified with petroleum sulphonate-encompassing group.
The effect of the tall oil modification on bastnaesite metallurgical results is presented in Table 24.2. Data shown in this table indicates that the use of a modified tall oil resulted in significant improvement in the metallurgical results of bastnaesite.

24.2 Flotation Properties of Cerium Group of Reoe Minerals 155
10 20 30 40 50 60 70 Concentrate grade (% REO)
0
20
40
60
80
100
RE
O r
ecov
ery
(%)
Heated to 40°C
Heated, ambient 85°C
Unheated to 18°C
Figure 24.3 Effect of heat temperature on bastnaesite grade–recovery relationship.
Table 24.2
Effect of tall oil modifications on bastnaesite flotation from pegmatitic ores
Collector Product Weight (%) Total % REO assays % REO recovery
Tall oil fatty acid REO concentrate 10.77 48.5 73.8 REO combined tail 89.23 2.07 26.2 Feed 100.00 7.08 100.0
Tall oil modified with REO concentrate 10.59 60.1 90.5 Secondary amine REO combined tail 89.41 0.74 9.5 (amine acetate) Feed 100.00 7.02 100.0 Tall oil modified with REO concentrate 10.45 62.2 92.3 Petroleum sulphonate REO combined tail 89.55 0.61 7.7
Feed 100.00 7.05 100.0
24.2.2 Flotation properties of REO-containing yttrium
There is very little literature relevant to flotation of REO-containing yttrium. Yttrocerite, gadolinite, fergusonite and priorit are often found in relatively complex ores containing quartz, chlorite and sericite. Two or all of the above minerals are found together in some deposits. Some of the complex deposits of hydrothermal origin contain zircon together with REO from yttrium groups. Usually the ores that contain yttrium group minerals belong to

156 24. Flotation of REO Minerals
disseminated ores where liberation occurs at <74 µm size, so the only method available for beneficiation of these ores is flotation.
Limited research studies [6] show that the minerals from the yttrium groups can be recovered using alkyl hydroxamate collectors which form complex reactions with REO.
It has been found that yttrocerite and gadolinite readily float with hydrohamic acid at a pH of 9–10. The proposed treatment flowsheet for beneficiation of REO-containing yttrium is presented in Figure 24.4.
Using the flowsheet shown above, a concentrate grade of 65% REO+Y2O3 at a 72–75% Y2O3 recovery can be achieved on some ores. Research work has shown that the efficiency
Feed
Slimes Slimes
Sand
Total
Desliming 1
Conditioning 1
Grinding Desliming 2
Conditioning 2
Y2O3/REO rougher
Y2O3/REO scavenger
Conditioning
Y2O3/REO 1st cleaner
Conditioning
Y2O3/REO 3rd cleaner
Y2O3/REO 4th cleaner
Y2O3/REO 2nd cleaner
Y2O3/REO cleaner scavenger
Y2O3/REO scalper
Y2O3/REO concentrate tailings
Figure 24.4 Generalized flowsheet for beneficiation of yttrium group of minerals using flotation.

CH (CH2)3 CH CH2 CH CH2OH
C2H2 C2H5
100
Collector KBX3
80
FA3 fatty acid
60
Sodium oleate 40
20
0
RE
O r
ecov
ery
(%)
0 100 200 300 400 500 600
Collector addition (g/t)
24.2 Flotation Properties of Cerium Group of Reoe Minerals 157
of alkyl hydroxamate for flotation of yttrium group REO can be improved by changing the alkyl group to iso-alcohol of fraction C12 –C16, for example, isododecil alcohol:
This hydroxamate is selective towards calcite, fluorite and sericite. The yttrium group minerals that contain zircon also have highly complex mineral compositions. These ores contain fergusonite, euxenite and priorit besides other minerals that contain REO. Such deposits are found in Northern Canada (Thor Lake).
Limited research work has been conducted on these ores, but have indicated that REO cannot be recovered using either fatty acid or sodium oleate. It was, however, found that a mixture of sulphosuccinamate and phosphate ester modified with alkylsulphate can recover REO and zircon efficiently. Figure 24.5 shows the effect of above collector mixture (KBX3) on REO recovery from complex REO–ZrO2 ores. Oxalic acid and fatty acid (FA3) were not so effective compared to collector KBX3.
As can be seen from the data shown in Figure 24.5, poor results were achieved using either fatty acid or sodium oleate collector.
In the case of REO-containing zircon, there is a strong relationship between zircon recovery and the recovery of REO from the yttrium group of REOs. This relationship is illustrated in Figure 24.6.
Figure 24.5 Effect of different collectors on REO recovery from complex REO–ZrO2 ores.

158 24. Flotation of REO Minerals
RE
O r
ecov
ery
(%)
100
80
60
40
20
0 0 20 40 60 80 100
Zircon recovery (%)
Figure 24.6 Relationship between zircon and REO recovery in the bulk zircon REO concentrate.
This is due to the fact that zircon present in these ores contains a portion of REO as inclusions in the mineral itself.
In a number of cases, the REO from the yttrium group contains significant amounts of pyrochlore and/or tantalum columbite. Both minerals usually float with the zircon and REO minerals.
24.3 FLOTATION PRACTICES AND RESEARCH WORK ON BENEFICIATION OF REO MINERALS
24.3.1 Introduction
A large portion of the REOs are produced from monazite- and bastnaesite-containing ores. In the majority of cases, bastnaesite and monazite ores are relatively complex and contain gangue minerals (calcite, barite, fluorite and apatite) with similar flotation properties as the monazite and bastnaesite.
Monazite is also found in heavy mineral sands, which are usually recovered using physical concentration methods, such as gravity, magnetic and electrostatic separation.
Some deposits in addition to REO contain zircon and titanium minerals. From these ores, REO and zircon can be recovered in bulk concentrate suitable for hydrometallurgical treatment.

24.3 Flotation Practices and Research Work on Beneficiation of Reo Minerals 159
24.3.2 Flotation practice in the beneficiation of bastnaesite-containing ores
The Mountain Pass (USA) operation treats a relatively complex ore. The major REO mineral is bastaenesite with minor amounts of synchisite, parasite and monazite. The major gangue minerals are calcite, barite, silicates, and dolomite. The amount of the individual gangue minerals in this ore are variable and change on a yearly basis. There are two major ore types treated at the Mountain Pass concentrator: (a) high calcite ore (35–45% CaO) and (b) a high barite–dolomite ore (so-called brown ore). Barite also contains significant quantities of strontium.
Liberation of the Mountain Pass ore has been extensively studied on the mill feed ore and on the plant product. Grinding the ore to a K80 of about 56 µm is required to achieve liberation. Locking between the bastnaesite and calcite above 50 µm is common. Usually calcite/bastnaesite middlings reports to the final concentrate.
Over the past 20 years, extensive studies were conducted in which different reagent schemes were evaluated. The following is a brief summary of the findings:
• Hydroxamic acid used as a collector has shown to give better selectivity than fatty acid. However, it has yet to be tested in an operating plant.
• Extensive work has been carried out to evaluate different fatty acids. There are contradictory conclusions among different researchers regarding the performance of different fatty acids. Studies performed by the US Bureau of Mines (Reno, NV, USA) confirmed that distilled acid gave results superior to those of linoleic acid or fatty acid containing rosin acid. Studies conducted at the University of New Mexico and at the Molycorp laboratory showed that distilled tall oil containing rosin acid gave results better than those of pure oleic acid. These differences are likely due to different flotation responses related to a variation in the mineralogy.
• With respect to different depressant studies, only a limited amount of work has been performed with Quebracho, tanic acid and different lignin sulphonates. Lignon sulphonates with a medium molecular weight were superior.
• Flotation temperature was the subject of numerous studies. It was concluded that heating the pulp with collector is the only way to selectively float bastnaesite. Heating the pulp with collector is believed to result in selective aggregation of bastnaesite in the form of repellent droplets, which may result in improved selectivity and in a reduction in slime interference.
The flowsheet used in the Mountain Pass, with reagent additions, is shown in Figure 24.7. The plant reagent scheme that is currently being used is presented in Table 24.3.
Weslig is a lignon sulphonate with a molecular weight of about 20,000 and also contains ethylene oxide. Ethylene oxide serves the purpose of reducing the frothing properties of the Weslig and improves the Weslig depression efficiency, in particular, for barite.
A typical example of metallurgical results obtained in the plant is shown below (Table 24.4).
It should be noted that the plant results are variable and depend on the type of ore being treated. Typical distributions of REO in the Mountain Pass concentrate are shown in Table 24.5.

160 24. Flotation of REO Minerals
Feed ore
Thermal conditioning
Rougher Scavenger
1st cleaner
2nd cleaner
Thermal conditioning
Na2SiF6
Collector
Na2CO3
Weslig
1st cleaner scavenger
3rd cleaner
Collector
Thermal conditioning
Weslig
Na2SiF6
Conditioning
Collector
Weslig
Weslig
Concentrate Tailings
Figure 24.7 Mountain Pass (USA) plant flowsheet.

24.3 Flotation Practices and Research Work on Beneficiation of Reo Minerals 161
Table 24.3
Reagent scheme used at the Mountain Pass concentrator
Reagent Additions (g/t)
Soda ash (Na2CO3) 3000–4500 Sodium fluorosilicate (Na2SiF6) 300–600 Lignin sulphonate (Weslig) 2400–3500 Tall oil fatty acid (P25A) 200–400
Table 24.4
Molycorp plant metallurgical results
Product Weight (%) Assays (%) % Distribution
REO Ce2O3 La2O3 BaSO4 CaO REO Ce2O3
Final bastnaesite concentrate Final bastnaesite tailing Feed
9.38 90.62 100.00
64.1 2.28 8.09
31.4 1.06 3.9
22.2 0.74 2.76
2.7 26.3 26.3
3.1 16.9 15.6
75.6 24.4 100.0
75.5 24.5 100.0
Table 24.5
Distribution of the REO in the Mountain Pass concentrate
Element % of Total REO content Element % of Total REO content
Lanthanum 33.2 Dysprosium 0.0312 Cerium 49.1 Holmium 0.0051 Praseodymium 4.34 Erbium 0.0035 Neodymium 12.0 Thulium 0.0009 Samarium 0.790 Ytterbium 0.0006 Europium 0.118 Lutetium 0.0001 Gadolinium 0.166 Yttrium 0.0913 Terbium 0.0159
Beneficiation of barite, fluorite and bastnaesite from the Dong Pao deposit in Vietnam
This ore is heavily weathered ore, with more than 30% of the bastnaesite contained in the –7 µm fraction. The major host minerals present in this ore are barite and fluorite. Table 24.6 shows the chemical analyses of the ore used in various research studies.
The ore deposit is located in the Lai Chan Province of Vietnam, and was developed by Sumitomo Metal Mining Company (Japan).

162 24. Flotation of REO Minerals
Table 24.6
Chemical analyses of the Dong Pao ore
Element Assays (%)
Total REO 8.72 Cerium (Ce2O3) 3.76 Lanthanum (La2O3) 3.18 Barite (BaSO4) 62.5 Fluorite (CaF2) 5.54 Silica (SiO2) 8.85 Alumina (Al2O3) 0.97 Iron (Fe2O3) 2.69 Calcium (CaO) 0.15 Sodium (Na2O) 0.54 Potassium (K2O) 0.11 Titanium (TiO2) 0.09 Phosphorus (P2O5) 0.13 Manganese (MnO) 0.64 Chromium (Cr2O3) 0.22 Vanadium (V2O5) 0.03 LOI 10.6
Because this ore was high in barite and fluorite, direct flotation of bastnaesite from the ore was not possible. It should be pointed out that fluorite has similar flotation properties as bastnaesite and depression of fluorite during bastnaesite flotation is difficult.
Extensive research work [7] has been conducted on this ore, aimed at developing a commercial treatment process that would produce a high-grade REO concentrate. As a result, a unique flowsheet and reagent scheme were developed.
The flowsheet that was developed for beneficiation of the Dong Pao ore involves sequential barite–fluorite–bastnaesite flotation. The flowsheet is presented in Figure 24.8.
The ore was washed and deslimed before grinding. The fines from the washing contained over 30% of the total bastnaesite present in the ore.
The ground ore was first subjected to barite flotation followed by fluorite flotation. By floating the barite and fluorite ahead of the bastnaesite, about 70% of the total weight was removed from bastnaesite flotation feed. The bastnaesite flotation feed was upgraded from 8.5% REO to about 30% REO.
The reagent scheme developed during extensive laboratory testing is presented in Table 24.7. This reagent scheme is unique in such a way that the collector and number of depressants involved are composed of a number of chemicals that provide improved selectivity during sequential flotation of barite and fluorite from bastnaesite.
For flotation of barite, sodium silicate was used as a depressant and barium chlorite as a barite activator. Barite collector SR82 was composed of petroleum sulphonate, sodium alkyl sulphate and succinamate mixture. The collector was selective towards both fluorite and bastnaesite. Over 96% of the barite was recovered in a relatively high-grade concentrate.

24.3 Flotation Practices and Research Work on Beneficiation of Reo Minerals 163
Feed
CaF2 concentrate
BaSO4 concentrate
REO tailings
Conditioning
Grinding Conditioning
BaSO4 rougher BaSO4 scavenger
BaSO4 1st cleaner
BaSO4 1st cleaner
scavenger
BaSO4 2nd cleaner
BaSO4 3rd cleaner
BaSO4 4th cleaner
CaF2 rougher CaF2 scavenger
CaF2 1st cleaner
CaF2 2nd cleaner
CaF2 3rd cleaner
REO rougher REO scavenger
REO 1st cleaner
REO 2nd cleaner
REO 3rd cleaner
Thermal conditioning
Thermal conditioning
Thermal conditioning (75°C)
REO concentrate
Figure 24.8 Flowsheet developed for beneficiation of the Dong Pao ore.
During fluorite flotation, Quebracho and lignin sulphonate mixture (MESB) was used with collector composed of a mixture of oleic acid and phosphoric ester. Collectors used for bastnaesite flotation included tall oil fatty acid modified with three ethylene tetra

164 24. Flotation of REO Minerals
Table 24.7
Reagent scheme developed for beneficiation of the Dong Pao ore
Reagent Additions (g/t)
BaSO4 circuit CaF2 circuit REO circuit
Ro Cl Ro Cl Ro Cl
Depressants and modifiers Na2SiO3 2500 1200 1500 1100 – – BaCl2 500 400 – – – – NaF – – 300 400 – – Al2(SO4)3 – – 600 400 – – MESB – – 20 200 – – Na2CO3 – – – – 4000 1400 Citric acid – – – – 1000 3500 MM4 – – – – 1000 1300 Collectors SR82 850 – – – – – AKF2 – – 300 – – – KV3 – – – – 900 200 Fuel oil – – – – 200 –
amine. Depressant MM4 was a mixture of lignin sulphonate with a molecular weight ranging from 9000 to 20,000.
The results obtained from the continuous locked-cycle tests are summarized in Table 24.8. The major contaminant of the bastnaesite concentrate was fluorite. Complete fluorite flotation was not possible without heavy losses of bastnaesite in the fluorite concentrate.
Table 24.8
Continuous locked-cycle test results
Product Weight (%) Assays (%) % Distribution
BaSO4 CaF2 REO BaSO4 CaF2 REO
BaSO4 Cl concentrate CaF2 Cl concentrate REO Cl concentrate REO combined tail Head (calc) BaSO4 Cl concentrate CaF2 Cl concentrate REO Cl concentrate REO combined tail Head (calc)
62.83 7.36
13.72 16.09 100.00 62.83 7.36
12.97 16.84 100.00
95.8 3.11 8.55 3.47 62.2 95.8 3.11 6.55 4.00 62.0
0.67 44.4 14.8 0.50 5.80 0.67 44.4 16.6 0.61 5.94
0.61 7.57
45.9 6.79 8.33 0.61 7.57
48.4 6.13 8.25
96.8 0.4 1.9 0.9
100.0 97.2 1.4 1.4 1.1
100.0
7.3 56.3 35.0 1.4
100.0 7.1 54.9 36.2 1.7
100.0
4.6 6.7
75.6 13.1 100.0 4.7 6.7
76.1 12.5 100.0

24.3 Flotation Practices and Research Work on Beneficiation of Reo Minerals 165
24.3.3 Flotation practices in beneficiation of monazite
A large portion of monazite production comes from mineral sand deposits. In the beneficiation of monazite from mineral sand deposits that contain garnet, ilmenite, shell and silicates, the physical concentration and combination of physical preconcentration–flotation is used. Several reagent schemes using flotation were developed throughout various studies [8–10] and some have been confirmed in continuous pilot plants.
Flotation of the Indian beach sand (monazite)
India has very large deposits of monazite on the coastal shores of Kerala and Chennai. A typical mineral composition of this type of deposit is 60% ilmenite, 1.2% rutile, 5% zircon, 6.4% garnet, 4% silinanite, 16% quartz, 2.5–5% monazite and 1–7% shell. Research work involved different anionic collectors and pH during monazite flotation, along with the level of sodium silicate used as depressant.
Experimental work conducted at different levels of sodium silicate (Table 24.9) indicates that sodium silicate is an excellent depressant for titanium, zircon and other gangue minerals while the monazite flotation is not affected.
The collector used in this experiment was sodium oleate at additions of 300 g/t. In addition to sodium oleate, other fatty acid collectors were examined. The results are given in Table 24.10. From these data, the saturated fatty acid soap was a poor collector for monazite, as well as sodium laurate.
The acintols (mixture of oleic and linoleic acids) were found to give better results compared to sodium oleate. This can be attributed to the presence of linoleic acid, which has two double bonds. Furthermore, the rate of monazite flotation increased with the acintol than with the sodium oleate.
The monazite concentrate in these experiments contained some garnet and sillinmanite. In conclusion, it can be noted that the effect of pH on flotation of beach sand minerals is
critical in selective flotation of monazite from other minerals.
Table 24.9
Effect of sodium silicate on monazite flotation from Kerala and Chennai beach sand (India)
Reagent Flotation Monazite concentrate Monazite tailings additions (kg/t) pH
Na2SiO3 NaOH Weight % Grade % Recovery Weight % Grade % Recovery (%) (%)
1 2.2 9.2 3.2 23.9 13.3 96.8 2.54 33.7 3 3.0 9.4 10.4 33.3 37.5 89.6 0.95 62.5 5 5.5 9.6 8.3 66.2 88.4 91.7 0.28 11.6 7 6.5 9.7 6.6 76.2 92.3 93.4 0.24 8.3 9 9.0 9.8 5.6 84.4 85.7 94.4 0.24 5.6 11 8.5 9.8 4.8 94.3 83.6 95.2 0.40 4.8

166 24. Flotation of REO Minerals
Table 24.10
Effect of different collectors on monazite flotation from the Chennai beach sand
Collector type Addition Monazite concentrate Monazite tailings (kg/t)
Weight % Grade % Recovery Weight (%) % Grade % Recovery (%)
Sodium laurate 11.4 5.0 21.4 20.0 95.0 4.6 80.0 Sodium oleate 5.5 8.3 66.2 88.4 91.7 0.28 11.6 Neofat 140 5.5 9.0 57.0 89.0 91.0 0.12 11.0 Acintol FA1 5.0 6.1 75.5 86.4 93.9 0.23 13.6 Acintol FA2 5.0 5.6 81.6 89.2 94.4 0.16 10.8 Acintol FAX 5.0 5.8 71.0 77.0 94.2 0.16 23.0
The monazite can be selectively floated from other minerals when using Na2O:SiO2
(1:1) at relatively high doses (i.e. 5 kg/t).
Processing of the black sand monazite at Rosetta
The mineralogy of the Rosetta Nile black sand monazite is relatively complex and contains a variety of different minerals. Table 24.11 shows the chemical analysis of the run-of-mine ore.
The size distributions of the black sand ranged from 80 to 100 µm. Development test-work on the black sand included an examination of anionic and cationic collectors. Cationic collectors, such as Amine 22, Armac and Armac T, gave poor results. Selectivity was poor, even when using modified starches as gangue depressants.
Testwork using monazite depression with lactic acid and flotation of the residual minerals with 3-lauril amine hydrochloride achieved a concentrate grading 75.5% monazite at a recovery of about 70%.
Table 24.11
Analyses of the run-of-mine black sand
Element Assays (%)
Silica (SiO2) 13.35 Titanium (TiO2) 25.8 Calcium (CaO) 2.71 Magnesium (MgO) 1.75 Zircon (ZrO2) 3.72 Manganese (MnO) 2.82 Iron (Fe2O3) 39.84 Alumina (Al2O3) 9.24 Sodium (Na2O) 0.21 Potassium (K2O) 0.02 Phosphorus (P2O5) 0.10 Monazite (REO) 2.20

24.3 Flotation Practices and Research Work on Beneficiation of Reo Minerals 167
Carboxylic collectors from the carboxylate group
These collectors were examined at a pH of 10 (Cyanamid 700 series) and diluted pulp to about 15% solids. A monazite recovery of over 95% was obtained when using Cyanamid collector 710.
Monazite activation using oxalate
Experimental work was carried out on black sand in which the effect of sodium oxalate on monazite activation was examined. It should be noted that monazite is essentially a phosphate of cerium and lanthanum, where the possibility exists that sodium oxalate has an activating effect on monazite [11]. The use of sodium oleate as activator was studied with different sulphonate collectors (Table 24.12).
It was shown that with the use of sulphonate collectors, sodium oxalate had a positive effect on monazite grade and recovery. Conditioning time with oxalate had a pronounced effect on monazite recovery. Figure 24.9 shows the effect of conditioning time with oxalic acid on monazite recovery.
The data from the figure show that 2–4 min of conditioning time was sufficient to achieve maximum recovery of monazite using different monazite collectors.
Flotation of Brazilian monazite ore
The Brazilian monazite ore is found as beach sand along rivers in the Sao Goncalodo Sapucai region. As mentioned earlier, the flotation characteristics of monazite, zircon and rutile are similar, and separation of these minerals is difficult. The objective of this research work was to find a reagent scheme that would selectively float the monazite from the associated minerals (zircon) and rutile. Sao Goncalo ore assayed approximately 2.9% total ROE, 36.6% TiO2, 7.68% ZrO2, 15.6% SiO2 and 24.6% FeT. Experimental testing was performed with hydroxamate and sodium oleate as collectors. The only depressant used was sodium meta-silicate. Comparison of results with the different collectors is shown in Table 24.13. Hydroxamate was more selective compared to the results obtained using sodium oxalate. Sodium oxalate, however, gave better recoveries.
Table 24.12
Effect of different collectors on flotation of monazite using sodium oleate as the activator
Collector Additions (g/t) % Monazite concentration % Monazite recovery
Sulphonate 231 900 91.0 90.9 Aeropromoter 710 4000 92.1 98.5 R260 600 85.1 96.5 R376 650 90.5 85.0 R276R 700 85.5 90.5 R376 900 90.2 93.3

168 24. Flotation of REO Minerals
Mon
azite
rec
over
y (%
)
100
80
60
40
20
0
R260H
R276F
R231
Collector
0 1 2 3 4 5 6 7 Conditioning time (min)
Figure 24.9 Effect of conditioning time with sodium oxalate on monazite recovery using different collectors.
Table 24.13
Effect of different collectors on monazite flotation using Brazilian beach sand
Reagents Product Weight (%) Assays (%) % Distribution
RE2O3 RE2O3
Hydroxamate = 140 g/t Na2SiO3 = 1200 g/t
Sodium oleate = 525 g/t Na2SiO3 = 1398 g/t
Feed Rougher Rougher Feed Rougher Rougher
Conc Tail
Conc Tail
100.00 4.90 95.10
100.00 5.66 94.34
3.15 57.69 0.34 2.92
49.07 0.16
100.0 89.77 10.23
100.0 94.98 5.02
Monazite flotation from complex ores
There are several large deposits of complex monazite ores, some of which are located in South Africa and Western Australia. Major research and development testwork has been performed on the Mount Weld ore from Western Australia.
The Mount Weld ore is highly complex with about 50% of the monazite being contained in the –25 µm fines. Haematite, Fe-hydroxides, phosphates and alumosilicates are the principal gangue minerals present in this ore.

24.3 Flotation Practices and Research Work on Beneficiation of Reo Minerals 169
Table 24.14
Head analyses of the Mount Weld ore
Element Assays (%)
Total REO 15.50 Cerium (Ce2O3) 9.54 Lanthanum (La2O3) 4.21 Samarium (Sm2O3) 0.39 Yttrium (Y2O3) 0.30 Iron (Fe2O3) 60.5 Alumina (Al2O3) 15.5 Magnesia (MgO) 4.60 Calcium (CaO) 10.8 Phosphorus (P2O5) 2.66
The head analyses of the ore are shown in Table 24.14.
Research studies – Ore preparation
The major task involved during ore preparation is to remove the maximum amount of primary slimes with minimum loss of REO minerals to the slime fraction. The REO losses in the slime fraction are dependent on the desliming size. Minimum loss of REO to the slime fraction occurs when desliming is done at a K80 of about 4 µm. Figure 24.10 shows the effect of desliming size on REO loss in the size fraction.
50
40
30
20
10
0
Mon
azite
rec
over
y in
slim
es (
%)
2 4 6 8 10 12 14Desliming size K80 (µm)
Figure 24.10 Effect of desliming size on monazite losses in the slime fraction using dispersant DQ4.

100
4 kg/t
80 2 kg/t
60 0 kg/t
40
20
0
Mon
azite
rec
over
y (%
)
0 10 20 30 40 50 60 Monazite concentrate grade (% REO)
170 24. Flotation of REO Minerals
Table 24.15
Effect of different dispersants from the DQ series on monazite loss in the slime fraction
Desliming size Dispersant Slime fraction (µm)
Type Additions Weight % Monazite % Monazite (g/t) (%) assay recovery
4 None – 25.0 17.8 28.7 4.2 DQ2 800 23.3 15.6 23.4 4.1 DQ3 800 23.1 13.3 19.8 4.0 DQ4 800 21.5 9.4 13.0 4.3 DQ6 800 22.2 12.0 17.1 4.0 DQ8 800 23.4 11.8 17.8
The use of DQ4 in the desliming stage has a significant impact on monazite loss to the slime fraction. Table 24.15 shows the effect of different dispersants on monazite loss in the slime fraction, using dispersants from the DQ series. These dispersants are a mixture of low-molecular-weight acrylic acids modified with surfactant.
The lower monazite losses in the slime fraction were achieved using dispersant DQ4. Mineralogical examination of the slime fraction, in which dispersants were used,
revealed that about 80% of the slime was composed of Fe-hydroxides and ultrafine 2–3 µm clay.
Figure 24.11 Effect of Na2S on the monazite rade–recovery relationship.

Feed
Coarse
Fines Fines
DQ4 300 g/t
to flotation
Washing
Scrubbing
Grinding
Conditioning
Final slito tailing
Cyclones
24.3 Flotation Practices and Research Work on Beneficiation of Reo Minerals 171
Flotation studies
Flotation studies were carried out on ground, deslimed ore. The optimum grinding fineness was about K80 = 65 µm. A variety of collectors and depressant systems were examined. Modified fatty acid collectors performed the best on the Mount Weld ore. The use of Na2S�9H2O in the conditioning had a significant effect on monazite grade and recovery. Figure 24.11 shows the relationship between monazite grade and recovery at different levels of Na2S additions.
The final flowsheet and reagent scheme developed for beneficiation of the Mount Weld ore is shown in Figure 24.12 for grinding and desliming, and in Figure 24.13 for flotation. The desliming was performed in three stages at 15% pulp density to the desliming feed cyclone. During flotation, the pulp was conditioned with reagents at about 60% solids.
Collector CB110 is composed of a mixture of fatty acids modified with hydrocarbon oil and then oxidized. The final results obtained in continuous operation are presented below (Table 24.16).
mes s
Figure 24.12 Final grinding and desliming flowsheet.

172 24. Flotation of REO Minerals
Ground deslimed ore
REO
100 g/t DA663
Conditioning 1
REO 1st cleaner
REO 2nd cleaner
Conditioning
Conditioning
1000 g/t Na2SiO3
600 g/t Na2CO3
Conditioning 2
500 g/t dextrose/quebracho 600 g/t collector CB110
2000 g/t Na2S
Conditioning 3
REO rougher REO scavenger
200 g/t collector CB110
200 g/t dextrose/quebracho
1000 g/t Na2S
200 g/t collector CB110
REO 1st cleaner scavenger
200 g/t dextrose/quebracho 2000 g/t Na2S
200 g/t dextrose/quebracho 100 g/t Na2S
REO 3rd cleaner
Conditioning
REO cleaner combined concentrate tailings
Figure 24.13 Final flotation flowsheet with points and levels of reagent additions.

References 173
Table 24.16
Overall metallurgical results obtained on the Mount Weld ore
Product Weight (%) % Monazite assay % Monazite recovery
Cleaner concentrate Combined tail Slimes Feed
20.89 54.51 24.6 100.00
58.5 2.55 8.8 15.8
77.5 8.8 13.7 100.0
REFERENCES
1. Ginsburg, I.E., Zuravleva, L.N., and Ivanov, E.B., Rare Earth Elements and their Origin, USSR Research Institute of Mineral Raw Materials, Moscow, 1959.
2. Polkin, C.I., Beneficiation of Precious Metals and Rare Mineral Ores, Publisher Nedra, Moscow, pp. 336–370, 1987.
3. Bulatovic, S, US Patent 4,772,238, Froth flotation of bastnaesite, September 20, 1988. 4. Bulatovic, S., Process Development for Beneficiation of Mount Weld REO Ore, Report of
Investigation, 1990. 5. Bulatovic, S., Process Development for Beneficiation of Barite, Fluorite, Bastnaesite Ore from
the Dong Pao Deposit, Vietnam, Report of Investigation, 1995. 6. Fishman, M.A., Sobolev, D.C., Practices in Beneficiation of Sulphide and Rare Metals, vol. V,
Gosudarstvenie Naucno-tehnicheskie Lzdatelstro Nanche Literature Moskra, pp. 330–380, 1963. 7. Bulatovic, S., Process Development for Beneficiation of the Dong Pao Ore (Vietnam), Report of
Investigation, April 2002. 8. Viswanathan, K.V., Madhavan, T.R., and Majumdar, K.K., Selective Flotation of Beach Sand
Monazite, Mining Magazine, Vol. 13, No. 1, 1965. 9. Farah, M.Y., and Fayed, L.A., Oxalate Activation in the Flotation of Monazite by Heavy
Sulphonate Collector, Egypt Journal of Chemistry, Vol. 1, p. 2363, 1958. 10. Pavez, O., and Perez, A.E.C., Bench Scale Flotation of Brazilian Monazite, Mineral Engineering,
Vol. 7, No. 12, pp. 1561–1564, 1994. 11. Plaksin, I.N., Study of Superficial Layers of Flotation Reagents on Minerals and the Influence of
the Structure of Minerals on their Interactions with Minerals, International Mineral Processing Congress, paper #13, London, 1960.

– 25 –
Flotation of Titanium Minerals
25.1 INTRODUCTION
Titanium is the most abundant metal in the earth crust, and is present in excess of 0.62%. It can be found as dioxy titanium and the salts of titanium acids. Titanium is capable of forming complex anions representing simple titanites. It can also be found in association with niobium, silicates, zircon and other minerals. A total of �70 titanium minerals are known, as mixtures with other minerals and also impurities. Only a few of these minerals are of any economic importance.
This chapter discusses flotation properties of major titanium minerals and beneficiation methods used in some operating plants. In recent years, a new technology has been developed for beneficiation of hard rock titanium minerals. This is also discussed in this chapter.
25.2 TITANIUM-BEARING ORES AND MINERALS
Out of the 70 known titanium minerals, only a few have any economic value. Table 25.1 shows the major titanium minerals of value.
The most important titanium minerals are ilmenite, rutile and perovskie. Loparite is a major mineral for production of niobium and REO.
25.2.1 Ilmenite
Ilmenite has variable titanium content, depending on the iron content and other impurities, and ranges from 45% to 52% TiO2. It can be found in a variety of ore types, along with rutile, apatite, zircon, columbite, etc.
25.2.2 Ilmenorutile
This mineral contains up to 53% TiO2 and 32% Nb2O5 along with 14.5% Ta2O5. The composition of ilmenorutile is variable, and often is considered to be a niobium mineral.
175

176 25. Flotation of Titanium Minerals
Table 25.1
Important titanium minerals of economic value
Mineral Formula Theoretical Specific gravity Hardness grade % TiO2 (g/cm3)
Ilmenite FeTiO3 52.6 4.6–5.2 5–6 Rutile TiO2 100.0 4.3 6 Ilmenorutilea (Ti,Nb,Fe)O2 53 4.6–5.1 6 Perovskite CaTiO3 58.9 4.0 5.5–6 Sphene CaO�TiO2�SiO2 40.8 3.3–3.6 5.6 Loparite (Na,Ce,Sr,Ca)(Nb,Ti)O2 39.2 4.7–5.0 5.5–6 Lucoxene TiO2.TiO2.SiO2 50–95 3.3–4.3 5–6 Titanomagnetiteb Fe3O4�FeTiO3
b 2–30 4.5–5 5.5–6
aIf Nb content is high, this mineral belongs to a group of niobium minerals. bOr Fe3O4�TiO2.
25.2.3 Rutile
Rutile is the most stable of all the titanium minerals. In a number of cases, rutile may contain impurities such as iron oxides, tin, chromium and vanadium. The rutile grade can range from 95% to 99% TiO2.
25.2.4 Perovskite
Perovskite is a calcium–titanium mineral and usually contains impurities of iron, chromium and aluminium. The theoretical grade can vary from 50% to 57% TiO2. Also, sometimes contains niobium (up to 11%) and tantalum.
25.2.5 Leucoxene
Leucoxene has a composition similar to that of rutile, and is a product of alterations of a number of titanium minerals, most often ilmenite and sphene. It contains higher amounts of titanium, compared to ilmenite, and can range from 61% to 75% TiO2.
25.3 CLASSIFICATION OF TITANIUM DEPOSITS
Titanium minerals have been recovered from both hard rock and sand deposits. Until 1945, most of the ilmenite and rutile produced commercially came from sand deposits, but nowadays, the production of ilmenite from rock deposits exceeds that of sand deposits. Rutile, however, is exclusively produced from sand deposits, although a new technology exists that recovers rutile from rock deposits.

25.4 Flotation Properties of Major Titanium Minerals 177
25.3.1 Rock deposits
Anorthositic deposits – nearly all of the known commercially important rock deposits of titanium minerals are associated with anorthositic or gabbroic rocks. There are three main types: (a) ilmenite–magnetite (titanoferous magnetite), (b) ilmenite–haematite, and (c) ilmenite–rutile.
The ilmenite–magnetite deposits usually contain ilmenite and magnetite as granular intergrowths, which can be separated readily to yield ilmenite and magnetite concentrates. The ilmenite–haematite deposits usually contain these minerals in intimate intergrowths,
and hemo-ilmenite concentrates can be produced from these ores. Miscellaneous deposits – there are a number of deposits around the world (USA,
Canada, Brazil, Chile, etc.) with a variety of ore types, some of which have been extensively studied. Such deposits include (a) deposits of ilmenite disseminated in schist, (b) complex deposits of apatite–ilmenite (Canada) and (c) deposits of rutile, anastase and brookite in a pegmatic phase of alkaline rocks (USA, Chile).
The major occurrence of anatase and ilmenite, found in weathered carbonatite bodies, are found in Brazil. Occurrences of rutile and ilmenite in carbonatite–feldspar rocks are found in Mexico and Chile, and in recent years have been subject to extensive investigations.
25.3.2 Sand deposits of titanium minerals
The most abundant titanium sand deposits are black sands in streams and on beaches of volcanic regions. The principal black minerals are magnetite, titanoferous magnetite and black silicates, chiefly angite and hornblend. It is quite difficult to produce an ilmenite suitable for pigment product from black sand, but other sand deposits that contain rutile, ilmenite and often monazite are found in Australia, USA, India and Africa. These deposits are either alluvial or marine in origin.
From a beneficiation point of view, formation of hard rock and sand deposits, and their mineral composition, determines the beneficiation method.
25.4 FLOTATION PROPERTIES OF MAJOR TITANIUM MINERALS
Extensive research has been carried out mainly on ilmenite and, to a lesser degree, on flotation of rutile and perovskite. Flotation studies have been performed on titanium minerals from both hard rock and fine-grained sand deposits.
25.4.1 Flotation properties of ilmenite
Extensive research work has been carried out on ilmenite flotation from different ores [1–3], including hard rock and sand deposits. Because the chemical composition of ilmenite is unstable, flotation processing characteristics of ilmenite varies from one ore type to another. Figure 25.1 shows the flotation of ilmenite from different ore types at different pH levels using 200 g/t of oleic acid.

178 25. Flotation of Titanium Minerals
TiO
2 re
cove
ry (
%)
100
80
60
40
20
0
1
2
3
Ore type
2 3 4 5 6 7 8 9 10
Flotation pH
Figure 25.1 Effect of pH on ilmenite flotation from different ore types using oleic acid as collector.
The data from Figure 25.1 indicate that ilmenite can be recovered at a wide pH range. There is, however, a difference in the floatability of ilmenite from different ore types. Ilmenite can be successfully floated using fatty acid tall oil collectors at alkaline pH or with sodium alkyl sulphate (C16H33OSO3Na) at acidic pH. Figure 25.2 shows the effect of pH on ilmenite flotation from a sand deposit using alkyl sulphate collector.
Acid pretreatment of the ore before flotation had a positive effect on ilmenite flotation. Figure 25.3 shows the effect of different acids used in the pretreatment on ilmenite recovery in the rougher concentrate. The best metallurgical results were achieved using sulphuric acid in the pretreatment stage.
Another collector examined for flotation of ilmenite was dodecylammonium chloride. Using this collector, ilmenite readily floated at a pH region between 3.5 and 6.5. The type of gangue depressant and modifier used during ilmenite flotation depends
on the type of gangue present in the ore. Sodium silicate is commonly used as a gangue depressant. In a recent study [4], it was demonstrated that the effectiveness of silicates as depressants improved significantly with the use of acidified silicate. Figure 25.4 shows the effect of acidified silicate on the ilmenite grade–recovery relationship.
Acidified silicate gave significantly better concentrate grades, compared to that obtained using silicate alone.
It has been found that the use of Pb(NO3)2 as an ilmenite activator improved ilmenite floatability and selectivity towards gangue minerals. Experimental work was conducted on

40
50
60
70
80
90
100
TiO
2 re
cove
ry (
%)
H2SO4
HCl
HNO3
0 500 1000 1500 2000 2500 3000
Acid addition (g/t)
25.4 Flotation Properties of Major Titanium Minerals 179
0
20
40
60
80
100
Rec
over
y (%
)
Sphene
Ilmenite
Fluorite
1 2 3 4 5 6 7 8 9 10 Flotation pH
Figure 25.2 Effect of pH on ilmenite flotation from mineral sands using alkyl sulphate as collector.
Figure 25.3 Effect of type and level of acid in the acid pretreatment stage on titanium rougher flotation.

180 25. Flotation of Titanium Minerals
TiO
2 re
cove
ry (
%)
100
80
60
40
0 g/t
200 g/t
400 g/t
Acidified
addition Na2SiO3
20
0 10 20 30 40 50 60
TiO2 concentrate grade (%)
Figure 25.4 Effect of acidified silicate additions on the ilmenite grade–recovery relationship.
Table 25.2
Results of ilmenite activation flotation using Pb(NO3)2
Product Pb(NO3)2 (g/t) Weight (%) % TiO2 Assay % TiO2 Distribution
Concentrate 60 49.4 36.7 83.0 Middling 1 Middling 2 Middling 3 Tailings Feed
18.7 14.3 9.3 8.3
100.0
5.8 8.4 5.7 10.7 21.8
5.0 5.5 2.5 4.0
100.0
Concentrate 0 38.4 36.1 65.0 Middling 1 Middling 2 Middling 3 Tailings Feed
15.7 13.7 9.3 22.9
100.0
14.6 12.4 8.5 11.8 21.4
10.7 7.9 3.7 12.7
100.0
both beach sand and hard rock ilmenite. Table 25.2 compares batch test results obtained with and without the addition of Pb(NO3)2. Significant improvement in ilmenite recovery was realized when using small additions of Pb(NO3)2. The concentrate grade was similar in both experiments.

25.4 Flotation Properties of Major Titanium Minerals 181
25.4.2 Flotation properties of rutile
Flotation processing characteristics of rutile from hard rock ore and sand deposits are very much dependent on two major factors: (a) mineral composition of the ore and (b) impurities present in the rutile. Although it has been pointed out by some researchers that rutile can be floated using oleic acid, sodium oleate or other fatty acids in neutral pH, this is not the case when the ore contains calcite, feldspars and olivine. Most recently, a study of rutile ore from Chile containing feldspar indicated that rutile cannot be recovered using fatty acid as collector. Table 25.3 shows the effect of different collectors on rutile from an ore that contains calcite, feldspar and silicate as the major gangue minerals. The results indicated that modified sulphosuccinamate and a mixture of phosphate esters and sulphosuccinamate gave good results. However, using fatty acid did not effectively float the rutile.
The sulphosuccinamate collector was extremely effective in flotation of rutile, as well as ilmenite and zircon from a fine sand deposit. Laboratory testing conducted on Wimmera heavy mineral sand from Australia indicated that the use of sulphosuccinamate achieved a high titanium recovery in the bulk cleaner concentrate. Table 25.4 shows the results obtained on the Wimmera heavy mineral sand. The sand was scrubbed and deslimed before flotation. Between 90% and 95% TiO2 was recovered using a 60 g/t addition of succinamate collector.
Research has also been conducted in which steryl phosphonic acid (SPA) was examined in place of benzyl arsonic acid (BAA), which was used in an operating plant in China [5]. In this study, several collectors were examined, including sodium laurate, sodium dodecyl sulphate, amino acids, diphosphonic acid (SPA). It was discovered that SPA was the most effective and that aliphatic alcohol (i.e. octanol) was required to maintain the effectiveness of SPA. The use of emulsifier in the mixture was required to provide a suitable emulsion of the composite collector.
A composite collector blended with a 1:1 ratio of SPA and octanol was found to be an effective collector for flotation of hard rock rutile ores.
Table 25.3
Effect of different collectors on rutile flotation from the Cerro Blanco rutile ore from Chile
Collector Addition Feed Rougher concentrate Rougher tailing (g/t) (% TiO2)
% TiO2 % TiO2 % TiO2 % TiO2
Assay Recovery Assay Recovery
Oleic acid 3.31 25.5 48.5 1.81 51.5 Tall oil fatty 3.22 20.8 44.3 1.90 55.7 acid Sodium oleate 3.10 18.6 39.5 2.01 60.5 Succinamate 3.28 40.5 88.6 0.40 11.4 Phosphoric acid 3.10 46.6 96.5 0.11 3.5 mixture

182 25. Flotation of Titanium Minerals
Table 25.4
Effect of succinamate collector on titanium rutile flotation using Wimmera heavy mineral sand from Australia
Sand type Product Weight (%) Assays (%) % Distribution
TiO2 ZrO2 TiO2 ZrO2
East pit sand
South pit sand
Bulk cleaner concentrate Bulk rougher concentrate Bulk rougher tail Head (calc)
Bulk cleaner concentrate Bulk rougher concentrate Bulk rougher tail Head (calc)
7.81 10.29 89.71 100.00
8.36 9.00 91.00 100.00
34.2 26.07 0.31 2.96
42.29 39.44 0.16 3.70
11.11 8.43 0.026 0.89
11.74 10.29 <0.01 0.99
90.3 90.6 9.4
100.0
95.7 96.1 3.9
100.0
97.0 97.4 2.6
100.0
99.0 99.1 0.9
100.0
25.4.3 Flotation properties of perovskite
A large deposit of perovskite was found recently in the USA (Powderhorn). Perovskite deposits are also known to be found in Russia (Cola Pennisula). There is little information available on research into flotation of perovskite conducted on ores from some Russian deposits [6]. These ores are relatively complex and contain a variety of gangue minerals including pyroxene, amphibole, olivine, nepheline, biotite and calcite.
Flotation of perovskite was achieved with pretreatment of the flotation feed with H2SO4
followed by perovskite flotation with oleaic acid at a pH of 6.5–7.5. The use of sodium silicate as a depressant resulted in an increase in concentrate grade, up to �47% TiO2.
Pilot plant tests on a perovskite ore showed that a perovskite concentrate assaying 48.5% TiO2 can be readily produced using distilled tall oil as collector.
Most recently, development testwork was performed on a large perovskite deposit (Powderhorn) located in the USA. An effective beneficiation process was developed, where a concentrate assaying >50% TiO2 was achieved in the pilot plant confirmation tests [7]. During this development testwork, a number of different collectors were examined at different pH values. Figure 25.5 shows the effect of the different collectors on perovsikte flotation. The most effective collector was phosphoric acid ester modified with either fatty alcohol sulphate or petroleum sulphonate.
25.5 PRACTICES IN BENEFICIATION OF TITANIUM ORES
A large portion of titanium minerals (ilmenite, rutile) are produced from heavy mineral sands using physical preconcentration methods including gravity, magnetic and electrostatic separation. Over the past 30 years, advances have been made using flotation, where ilmenite, rutile and perovskite can be effectively recovered from both heavy mineral sands and hard rock ores using flotation methods.

25.5 Practices in Beneficiation of Titanium Ores 183
TiO
2 re
cove
ry (
%)
100
80
60
40
20
0
Phosporic acid ester modified with fatty alcohol sulphate
Phosphoric acid ester, unmodified Tall oil fatty acid Sodium oleate
1 2 3 4 5 6 7 8 9 10 11 12 Flotation pH
Figure 25.5 Effect of different collectors on perovskite flotation at different pHs (Powderhorn ore from the USA).
25.5.1 Practices in beneficiation of ilmenite ores using flotation
Titania A/S, Norway
This is one of the oldest operations in the world. The mine and plant are located in the southern part of Norway. This ore can be classified as an ilmenorutile, with ilmenite and magnetite as the valuable minerals. The gangue consists mainly of feldspar, hypersthene and biotite. The secondary minerals present in this ore include pyrite, olivine and pyrrhotite.
There are two major ore bodies: the Stogargen (old deposit) and Zellnes deposits. These two deposits are quite different in mineral composition. Numerous studies have been carried out on these two ore types to provide support for the operating plant. Over a period of years, the Titania A/S flowsheet has changed as the ore in the plant
changed. The flowsheet that is currently being used is shown in Figure 25.6. This flowsheet utilizes a two-stage flotation method, where in stage 1, pyrite and apatite are recovered, followed by ilmenite flotation in stage 2.
Before sulphide flotation, magnetite was removed using a low-intensity magnetic separation method.
The reagent scheme used at the Titania A/S plant is shown in Table 25.5. The major problem associated with beneficiation of this ore was the fact that the apatite tended to float with the ilmenite concentrate. Two options were examined to control apatite flotation: (a) apatite flotation in the pyrite circuit using small amounts of tall oil, and (b) use of NaF to

184 25. Flotation of Titanium Minerals
Feed
Non-magnetics
Magnetics
to magnetics plant
Pyrite concentrate
P2O5 concentrate
Slimes
TiO2 cleaner concentrate Tailings
Magnetic separation
Grinding
Conditioning
Pyrite flotation
Conditioning
Pyrite cleaner
P2O5 flotation
P2O5 cleaner
Desliming
Conditioning
TiO2 rougher TiO2 scavenger
TiO2 1st cleaner
scavengerTiO2 1st cleaner
TiO2 2nd cleaner
TiO2 3rd cleaner
Figure 25.6 Titania A/S generalized plant flowsheet.

25.5 Practices in Beneficiation of Titanium Ores 185
Reagent
Table 25.5
Titania A/S reagent scheme
Reagent additions (g/t)
Pyrite-apatite Ilmenite
pH
Pyrite Ilmenite
Depressants and modifiers Sodium carbonate 0–200 – 9 5.5 NaF – 200–300 – – Nafaril emulsifier 5 60–100 – – Fuel oil 75 500–600 – –
Collectors Tall oil (refined) 50–75 600–1300 – – Ethyl xanthate 50 – – –
depress the apatite during the ilmenite cleaning operation. Both methods were capable of lowering the apatite content of the ilmenite concentrate, with an appreciable loss of ilmenite.
In the early 1980s, Nobel (a reagent manufacturing company) developed selective apatite collectors (Lilaflot series) based on modified fatty acids, which were capable of removing apatite without any loss of ilmenite. The pH in the ilmenite circuit was controlled with the use of sulphuric acid. In 1980, the tall oil used in the pyrite circuit was replaced with Lilaflot 100 (modified fatty acid).
The metallurgical results obtained in the plant are variable with respect to ilmenite recovery. The concentrate grade is usually maintained constant at about 44% TiO2, while ilmenite recovery ranges from 66% to 75% TiO2.
Otanmaki, Finland
The Otanmaki ore contains about 35% magnetite, 28% ilmenite, 1% pyrite and 35% silicate minerals. This ore contains an appreciable amount of fine ilmenite, most of which reports to the slime fraction. About 10–12% of the total ilmenite in this ore reports to the slime fraction.
Initially, this plant was operated using a standard flowsheet involving three-stage desliming followed by pyrite flotation and ilmenite flotation from the pyrite tailing. Research work was carried out [8] to examine possible recovery of ilmenite using an agglomerated flotation method. The major objective of this study was to float the ilmenite without desliming using an agglomeration process. The major variables examined in this study included conditioning time and type of emulsifying agent. The conditioning time and conditioning power were critical in achieving high ilmenite recoveries. Figure 25.7 shows the effect of conditioning time and conditioning power on ilmenite recovery.
Good results were achieved using attrition conditioning at reduced time. With the standard long conditioning time, up to 50 min was required to achieve a recovery of 90% TiO2.

186 25. Flotation of Titanium Minerals
TiO
2 re
cove
ry (
%)
100
90
80
70
60
50
Attritioning
Standard
Conditioner
0 10 20 30 40 50 60
Conditioning time (min)
Figure 25.7 Effect of conditioning time and power on ilmenite recovery using agglomeration flotation.
From the various emulsifiers examined, an anionic emulsifier from the sulphonic acid group of polyglycol-ether of fatty alcohol and alkylphenol-polyglycol esters was used. The best results were achieved with the use of alkylphenol-polyglycol ester (Berol EMU27).
The Otanamki ilmenite flowsheet without desliming is shown in Figure 25.8. This flowsheet has replaced the flowsheet that incorporated the desliming stage in late 1959. The reagent scheme used in this plant for agglomeration flotation included 800 g/t tall
oil, 1500 g/t fuel oil, 800 g/t tall oil emulsion, 60 g/t Etoxol P19 and 50 g/t xanthate. The pH in the rougher flotation was maintained at 4.5 and the cleaners at 3.5 using
H2SO4. A concentrate grade of 44% TiO2 at a recovery of 88% was produced using agglomera
tion flotation, compared to a concentrate grade of 44% TiO2 with a recovery of 74% without agglomeration flotation.
25.5.2 Beneficiation of apatite–ilmenite ores (Sept Iles Mine, Canada)
In the late 1990s, extensive research work was carried out on a number of complex ilmenite ores resulting in the development of new technology capable of producing good-quality ilmenite concentrate with a respectable recovery. This section describes the treatment process that was developed for apatite–ilmenite ores using new technology [9].

Feed
Magnetics
Non magnetics
Final tailTiO2 cleaner concentrate
Magnetic separation Grinding
Pyrite flotation
Conditioning 1
TiO2 rougher TiO2 scavenger
TiO2 1st cleaner
TiO2 2nd cleaner
TiO2 3rd cleaner
Conditioning 2
Conditioning 3
TiO2 4th cleaner
25.5 Practices in Beneficiation of Titanium Ores 187
Figure 25.8 Generalized Otanamki plant flowsheet.
The Sept Iles ore contains economic quantities of apatite and ilmenite. About 6% of the titanium in this ore is represented by titanomagnetite. The major gangue minerals include feldspar, olivine, dolomite and aluminosilicate. This ore assayed 7.2% TiO2 and 4.25% P2O5.
During research development testing, a fairly large number of collectors were examined, mainly phosphoric acid esters that were modified with different secondary collectors. Figure 25.9 shows the effect of different collectors and pHs on ilmenite flotation.

188 25. Flotation of Titanium Minerals
TiO
2 re
cove
ry (
%)
100
80
60
40
20
0 2 3 4 5 6 7 8 9
Flotation pH
SM14 phosphoric acid ester modified with alkyl sulphate SM15 phosphoric acid ester modified with petroleum sulphonate Mixture of phosphoric acid ester with succinamate
R260H
R276F
R231
Collector
Figure 25.9 Effect of different collectors and pHs on ilmenite flotation.
Based on data shown in Figure 25.9, ilmenite recovery was a function of both pH and collector modifications. The optimum flotation pH was between 3 and 5. Phosphoric acid esters modified with petroleum sulphonate gave the highest recovery.
Tall oils were also tested, but without success, as they were unselective towards olivine. A number of different depressants were also examined, mainly organic and inorganic
mixtures, some of which had a pronounced effect on both apatite and ilmenite. The flowsheet used for apatite flotation is shown in Figure 25.10. The ore was ground to
a K80 of 80 μm, followed by magnetic separation. The non-magnetic fraction was subjected to apatite flotation and upgrading.
The ilmenite flowsheet is shown in Figure 25.11 and was specifically designed to reduce recirculation loads of gangue during cleaning operations.
The reagent scheme that was developed for beneficiation of this apatite–ilmenite ore is shown in Table 25.6.
The following is a description and function of the individual reagents:
• Caustic tapioca starch was used for depression of ilmenite and iron oxides during flotation of apatite.
• Soda ash was used for pH control. • Depressant A4 was used for depression of silicates, feldspar and olivine. This mixture
consists of acidified silicate and ferrous sulphate (FeSO4) in a 90:10 ratio. This mixture is also highly effective in depressing silicates and olivine.
• Fatty acid (FA2) was used as an apatite collector in saponified form.

Ore Combined non-magnetics
Magnetics
Cleaner magnetics
Magnetic separation
Grinding
Mgnetic separation
Regrinding
Sand
Slime
P2O5 final tailP2O5 cleaner concentrate
P2O5 rougher P2O5 scavenger
P2O5 1st cleaner
P2O5 2nd Cleaner
P2O5 3rd cleaner
P2O5 4th cleaner
Conditioning 1
Conditioning 2
Regrinding
P2O5 1st cleaner
scavenger
Desliming
25.5 Practices in Beneficiation of Titanium Ores 189
Figure 25.10 Grinding, magnetic separation and apatite flotation flowsheet.
• Oxalic acid was used for gangue depression during ilmenite flotation as a primary depressant.
• Depressant SHQ was used as a tertiary depressant, mainly for magnesium-bearing minerals in the final TiO2-cleaning stages. It consisted of a mixture of Calgon glass, sodium silicate and Quebracho in a ratio of 40:40:20.
• Acidified silica/AQ55D mixture was used as primary depressant during ilmenite flotation. This mixture consisted of 70% acidified silicate a 30% AQ55D reagent.
• NaOH was used in the alkaline conditioning pulp pretreatment stage. • HCl was used in the acid pretreatment stage as pH modifier in the ilmenite flotation
and cleaning stages. • Collector mixture D consisted of SM15/R845/R825 in a ratio of 45:45:10 and was
used as the primary ilmenite collector.

Feed
Slime 1 Slime 2
Total tail
Slime 3
Desliming
Ti rougher Ti scavenger
Ti 2nd cleaner
Ti 3rd cleaner
Ti 4th cleaner
Ti 5th cleaner
Desliming Acid
conditioning
Conditioning 1
Conditioning 2
NaOH conditioning
Ti 1st cleaner Ti 1st cleaner
scavenger
Ti 6th cleaner
Acid conditioning
Desliming
Ti scalper
Ti cleaner concentrate
190 25. Flotation of Titanium Minerals
Figure 25.11 Ilmenite flotation flowsheet.
The metallurgical results obtained in a continuous pilot plant operation are presented in Table 25.7.
Excellent apatite results were achieved. An ilmenite concentrate was produced suitable for pigment production.

25.5 Practices in Beneficiation of Titanium Ores 191
Reagent scheme developed for
Table 25.6
beneficiation of apatite–ilmenite ore from the Sept Iles mine
Reagent Additions (g/t)
P2O5 circuit TiO2 circuit Total
Depressants and modifiers Caustic starch Na2CO3
A4 HCl Oxalic acid Acidified silicate/AQ55D NaOH SHQ
Collectors and frothers FA2 (saponified) SM15/CA540/R825 MIBC
1200 1000 300 – – – – –
1200 – –
– – –
2500 800 700 500 20
– 200 5
1200 1000 300
2500 800 700 500 20
1200 200 5
Table 25.7
Pilot plant results
Product
P2O5 cleaner concentrate
TiO2 cleaner concentrate
TiO2 combined tail
Head (calc)
Weight (%)
9.78
7.66
82.56
100.00
Assays (%) % Distribution
TiO2
Overall Circ P2O5 Fe2O3 SiO2 TiO2 P2O5 Fe2O3 SiO2 MgO
0.52
47.6
3.16
6.31
40.7
0.06
0.32
4.25
0.92
53.3
41.6
38.52
0.40
1.65
35.0
29.1
0.08
1.06
–
–
0.8 –
60.0 67.3
40.0 32.7
100.0 100.0
93.6
0.1
6.3
100.0
0.2
10.6
89.2
100.0
0.1
0.4
99.5
100.0
25.5.3 Ilmenite production from heavy mineral sands and chromium problems
The ilmenite production from heavy mineral sands exclusively utilizes a physical separation method using magnetic separation, gravity concentration and electrostatic separation. Flotation is practiced mainly for beneficiation of fine mineral sands containing rutile, ilmenite and zircon. The ilmenite that is produced in a number of operations in Western Australia, India and the USA is high in chromium, which makes the ilmenite unusable. This section discusses a new process that was developed for chromium removal from ilmenite concentrates.

192 25. Flotation of Titanium Minerals
A sample used for testing was an ilmenite concentrate from Western Australia that assayed 0.4% Cr2O3 and about 58% TiO2, where the chromium in the concentrate was in the form of chromspinel with small quantities of chromite. Another sample used in the development testwork was ilmenite concentrate that only contained chromite.
It was a known fact that flotation properties of both chromite and ilmenite are similar and they float equally well using either tall oil or amine collectors. Development testwork involved the examination of different ilmenite depressants and different chromium collectors. Depressants examined in this study included corn starch, NaF and H2SiF6 at a low pH. Good ilmenite depression was achieved using H2SiF6, while the chromium was not affected. Similar results were achieved using NaF.
A number of different chromium collectors were also examined, including R84, which is a sulphonate collector as the primary collector, and amine acetate as the secondary collector was found to be effective for chromium flotation. The most critical parameter for selective chromium flotation was the pH. Selective chromium flotation occurs at a very narrow pH region, 1–2.5. Figure 25.12 shows the effect of pH on chromium flotation.
The final flowsheet that was developed for chromium removal is shown in Figure 25.13. The concentrate was scrubbed with alkaline followed by desliming. The deslimed concentrate was subjected to chromium flotation followed by a single cleaning stage.
The reagent scheme that was developed for chromium flotation is shown in Table 25.8. The pH control was achieved using nitric acid. The presence of nitric acid appeared to improve selectivity. The results obtained with HCl and H2SO4 were not as good as those achieved using HNO3.
Final metallurgical results obtained using selective chromium flotation, from an ilmenite concentrate, are shown in Table 25.9.
An average of 80% Cr2O3 was removed from the ilmenite concentrate. The chromium assays of the ilmenite concentrate were reduced from 0.4% to 0.09% Cr2O3.
100
80
60
40
20
0
Cr 2
O3
reco
very
to it
s co
ncen
trat
e (%
)
1 2 3 4 5 Flotation pH
Figure 25.12 Effect of pH on chromium flotation from an ilmenite concentrate.

Ilmenite Concentrate
Slimes
Cr2O3 product
Desliming
Cr2O3 rougher Cr2O3 scavenger
Conditioning 1
Conditioning 2
Scrubbing
Cr2O3 cleaner
Conditioning
Conditioning
TiO2
product
25.5 Practices in Beneficiation of Titanium Ores 193
Figure 25.13 Chromium flotation flowsheet.
Table 25.8
Chromium removal reagent scheme
Reagent Additions (g/t) pH
Scrubbing Cr2O3 Flotation Ro Cl
Depressants and NaOH HNO3
H2SiF6
Corn starch
Collectors R840 Armac C
modifiers 200 – – –
– –
– 500–800 800–1200 100–150
250 40
1.3 –––
––
1.2 – – –
– –

194 25. Flotation of Titanium Minerals
Test no.
A
B
Table 25.9
Chromium flotation metallurgical results
Product Weight (%) Assays (%)
Cr2O3 TiO2
Cr2O3 concentrate 11.34 2.50 51.6 Cr2O3 tailing 88.66 0.086 59.4 Head (calc) 100.00 0.36 58.5
Cr2O3 concentrate 10.73 3.37 51.7 Cr2O3 tailing 89.27 0.093 60.8 Head (calc) 100.00 0.44 59.8
% Distribution
Cr2O3 TiO2
78.7 10.0 21.3 90.0
100.0 100.0
81.3 9.3 18.7 90.7
100.0 100.0
25.6 PRACTICES IN RUTILE FLOTATION
In the past, most of the rutile was produced from heavy mineral sands using physical concentration, involving gravity, magnetic separation and electrostatic concentration. The physical preconcentration method cannot be applied to a fine heavy mineral sand or hard ore. In some cases, heavy mineral sand contains zircon, tantalum, niobium and other heavy minerals, where in most cases a flotation method is used.
Over the past 20 years, a new technology was developed that can produce a high-grade rutile concentrate from hard rock ores. In addition, different methods have been developed by which rutile from bulk gravity concentrates containing zircon and other heavy minerals can be successfully separated.
This section discusses methods of beneficiation of rutile from hard rock and fine heavy mineral sands.
25.6.1 Development and operation of zircon flotation at sierra rutile limited
Mining and mineral processing operations at the Sierra Leone (Africa) mine are based on a series of relatively large, highly complex ore bodies characterized by a wide variation in mineral composition and mineral size distributions.
Over the years, Sierra Leone Limited has produced rutile concentrate and ilmenite concentrate using gravity, magnetic and electrostatic separation from the +250-mesh fraction. There is a large portion of rutile and zircon contained in the –250-mesh fraction, which cannot be separated by physical concentration and the fine material is stockpiled over the years. In the early 1990s, development testwork was conducted by Hazen Research (USA) to develop a process for treatment of fine rutile/zircon sand using a flotation method [11]. After the development testwork was completed, the separation process was introduced into the Seirra Leone plant.
Description of the zircon flotation process
The fine –250-mesh product was preconcentrated using gravity (tabling) followed by zircon flotation and magnetic separation to produce rutile and ilmenite concentrate. The process flowsheet with points of reagent additions is presented in Figure 25.14. Using

–100 mesh table concentrate
1 min/stage 3 min total
1 min/stage 30 min total 35% solids
Tailing
1 min Tailing
retention
1 min/stage 5 stages Tailing
Concentrate
Magnetics Non- magnetics
Zircon concentrate Tailing Ilmenite Rutile
0.64 kg/t starch ~0.57 kg/t H2SO4
Conditioning 1 30 sec
Dry and induced roll
0.18 kg/t starch ~0.05 kg/t H2SO4
Conditioning 2 30 sec, 3 stages
pH 7.5
0.11 kg/t ARMAC "C"
concentrate (quartz)
SiO2 rougher
0.61 kg/t Armac "C"
0.91 kg/t NaF
Conditioning 1 30 sec
Zircon rougher Conditioning 30 sec/stage
Zircon rougher (continued)
Zircon 1st cleaner
0.05 kg/t Armac "C"
25.6 Practices in Rutile Flotation 195
Figure 25.14 Plant flowsheet with reagent additions for production of zircon, rutile and ilmenite from the Sierra Leone fines.
this flowsheet, the following concentrates were produced: (a) zircon concentrate that assayed 58% ZrO2, 0.8% TiO2 at a recovery of 85%; (b) rutile concentrate that assayed 0.8% ZrO2, 95.2% TiO2 at a recovery of 40% and (c) ilmenite concentrate assaying 0.65% ZrO2, 56% TiO2 at a recovery of 30%.
Rutile/ilmenite-zircon bulk flotation and separation
Several large deposits of fine mineral sands containing rutile, ilmenite and zircon exist in Australia (Wimmera mine) and in the Soviet Union. The rutile, ilmenite and zircon cannot be preconcentrated. In most cases, flotation was used which involved bulk flotation followed by titanium–zircon separation. Over the years, several effective processes have been developed for bulk flotation followed by titanium–zirconium separation. The type of

196 25. Flotation of Titanium Minerals
method used is dependent on the type and mineralogy of the fine sand. The following section describes three major methods developed for bulk Ta/Zr flotation and separation. Method 1 – This method has been successfully used in the Soviet Union. The flowsheet
with the type and levels of reagent additions is shown in Figure 25.15.
Sand
ZrO2
concentrate
2000 g/t oxidized fuel oil H2SO4 to pH 6.5
5000 g/t Na2SiO3
ZrO2 flotation
Scrubbing
Desliming
100 g/t oleic acid
Bulk flotation
Thickening
Conditioning heating
400 g/t CuSO4
Conditioning heating, 60°C
Thickening
Tabling
Rutile concentrate
Slimes
Silica
Effluent
Tails
Tailings
Figure 25.15 Flowsheet with reagent additions for beneficiation of fine mineral sands (Kola Peninsula, Soviet Union).

25.6 Practices in Rutile Flotation 197
The bulk flotation can be accomplished with the addition of small doses of oleic acid plus oxidized emulsion of fuel oil. The fuel oil is treated with 10% solution of NaOH at a temperature of 60–80°C for 1 h. The following method was used for rutile–zircon separation; the concentrate was thickened, followed by heat conditioning to 60°C. After the heat treatment, the zircon was floated without the addition of collector. The zirconium tailing is the rutile concentrate. The zircon concentrate was thickened, followed by gravity cleaning. In some cases, the heat-treated pulp is washed before zircon flotation. The following metallurgical results were obtained:
Rutile product – 92.5% TiO2 at 90% recovery Zircon concentrate – 0.2% TiO2, 63% ZrO2 at 94% ZrO2 recovery. Method 2 – It involves bulk flotation of rutile, ilmenite and zircon followed by selective
flotation of rutile and ilmenite and depression of zircon. Figure 25.16 shows the flowsheet with type of reagent additions used in selective flotation of titanium from zircon.
The collector used was a mixture of oleic acid and kerosene in a ratio of 1:1. The mixture was aerated with oxygen during a period of 2 h before using. The advantage of using the oxidized mixture is that it desorbs easily from the mineral surfaces during separation. The metallurgical results obtained using Method 2 are shown in Table 25.10.
Method 3 – It involves bulk titanium/zircon flotation using succinamate collector followed by bulk concentrate pretreatment and selective zircon flotation. This method was developed for beneficiation of the Wimmera heavy mineral sand from Australia [12]. The beneficiation flowsheet with type and level of reagents is shown in Figure 25.17.
The sand preparation method had a significant impact on both collector consumption, as well as quality of the bulk concentrate. It was found that the mixture of Na2SiO3/tall oil addition to the scrubbing stage before desliming improved the slime decoating from the heavy mineral surface resulting in a significant improvement in concentrate grade. In addition, collector consumption was reduced by 50%. The mixture consisted of 70% Na2SiO3 and 30% tall oil fatty acid.
The effect of the levels of silicate tall oil additions and conditioning times are presented in Table 25.11.
In these tests, the mixture of Na2SiO3/tall oil was added to the scrubber before desliming. Collector used in the bulk circuit was sulphosuccinate. In the rutile circuit, phosphoric acid ester was used. Silica was rejected in a bulk talking. The overall metallurgical results obtained in the continuous operation are shown in Table 25.12.
25.6.2 Rutile flotation from hard rock ore
Over the past 10 years, new technology has been developed that allows flotation of rutile from complex hard rock ores. This new technology has been confirmed in continuous pilot plant operation. During the development testwork, ores from Mexico, Chile and Australia were studied.
Guadalajara (Mexico) rutile ilmenite ore
The Guadalajara titanium-bearing ore comes from a hard rock deposit consisting principally rutile and ilmenite. Over 85% of the rutile and ilmenite are liberated at relatively

198 25. Flotation of Titanium Minerals
Sand
400 g/t Na2SiF6
550 g/t collector H2SO4 to pH 6.2
1500 g/t Na2SiF6
H2SO4 to pH 4.5
500 g/t oxalic acid
H2SO4 to pH 4.5
TiO2/ZrO2 flotation
Scrubbing
Desliming
Conditioning
Conditioning
TiO2 flotation
Conditioning
Rutile flotation
Slimes
Rutile Ilmenite ZrO2 combined concentrate concentrate concentrate tailings
Figure 25.16 Flowsheet and reagent additions used in selective titanium flotation and zircon depression.
coarse grind, while the remaining 15% appears in the form of middlings, as complex intergrowths with non-opaque minerals. The major gangue minerals were plagioclase, feldspar, quartz, calcite and some apatite. The removal of apatite before titanium flotation along with calcite dolomite was required since the apatite tends to float with the titanium.
The flowsheet (Figure 25.18) shows the final flowsheet developed for the beneficiation of the Guadalajara ore. This flowsheet consists of two flotation circuits: (a) gangue prefloat circuit, where the apatite and calcite are recovered, and (b) titanium flotation circuit, where

25.6 Practices in Rutile Flotation 199
Table 25.10
Results obtained using sequential rutile, ilmenite, and zircon flotation from bulk concentrate
Product Assays (%) % Distribution
TiO2 ZrO2 TiO2 ZrO2
Rutile concentrate 90.1 0.4 40.0 1.0 Ilmenite concentrate 48.76 0.2 55.0 1.0 Zircon concentrate 0.57 64.0 0.5 95.0 Tailings 0.48 0.1 4.5 3.0 Head (calc) 8.8 2.8 100.0 100.0
a high-grade rutile and ilmenite concentrate were produced. The rutile concentrate produced was free of apatite and silicate.
The reagent scheme developed for beneficiation of the Guadalajara ore is shown in Table 25.13.
During gangue flotation, caustic corn starch was used to depress the titanium. Gangue flotation was accomplished using emulsified tall oil DO2. Over 87% of the apatite was recovered in a gangue concentrate. The gangue tailings were treated with acid followed by titanium flotation using oxalic acid + H2SiF6 as the gangue depressants. A new titanium collector composed of a mixture of fatty acid ester and sulphosuccinamate modified surfactant was used (PL519). This collector provides a high rate of titanium flotation and is selective towards the gangue minerals.
Metallurgical results obtained in a continuous operation are shown in Table 25.14. A high-grade rutile and ilmenite concentrate were produced with respectable recoveries.
25.6.3 White Mountain titanium (Chile)
A large hard rock rutile deposit was discovered in central Chile. This ore is relatively complex with variable head grade of rutile ranging from 2% to 4% TiO2. The liberation of rutile occurs at about 100 mesh nominal size. The major gangue minerals present in this ore include feldspars, calcite and some silicates.
Development work conducted over the past 3 years has identified a treatment process that will produce a high-grade rutile concentrate. The initial flowsheet is similar to that used for the Guadalajara ore. However, using this flowsheet, only a portion of the calcite was recovered and an appreciable amount of the rutile was lost in the gangue concentrate. An alternative, effective treatment process has been developed that produces excellent results.
The flowsheet developed for beneficiation of the White Mountain titanium ore consist of two distinct circuits: (a) grinding, sizing and gravity preconcentration of the ore, and (b) rutile flotation from the gravity concentrate. This flowsheet includes gravity preconcentrate and flotation as shown in Figure 25.19.
It should be noted that gravity preconcentration on the sized ground ore improved gravity performance. The flotation flowsheet included a triple open-circuit flotation and

Sand
Slimes
Slimes
Effluent Slimes
ZrO2
concentrate Magnetics Non-magnetics Ilmenite Rutile Tailings
50 g/t F2875 H2SO4 to pH 3.5
400 g/t amine
ZrO2 rougher
Scrubbing Desliming
Bulk rougher flotation
Conditioning
Conditioning
Scrubbing
Desliming
20 g/t
Bulk scavenger flotation
Bulk cleaner flotation
H2SO4 to pH 3.5
500 g/t NaOH
Dewatering
600 g/t starch 300 g/t NaF
H2SO4 to pH 3.0
ZrO2 cleaner
100 g/t starch H2SO4 to pH 3.0
Desliming
800 g/t H2SiF6 300 g/t oxalic acid
TiO2 rougher
Conditioning
30 g/t SM15
TiO2 scavenger
20 g/t SM15
100 g/t oxalic acid
TiO2 cleaner
Magnetic separation
100 g/t Na2SiO3 / D40LR
200 g/t Na2SiO3 / D40LR
200 25. Flotation of Titanium Minerals
Figure 25.17 Flowsheet and reagent scheme for beneficiation of the Wimmera heavy mineral sand.

Table 25.11
Effect of level of silicate tall oil mixture and conditioning time on bulk Ti/Zr bulk flotation
Test no. Na2SiO3/D40LR (g/t) Conditioning time (min) Collector (g/t) Bulk rougher concentrate
Weight (%) Assays (%) % Distribution
TiO2 ZrO2 TiO2 ZrO2
185 200 5 + 5 50 7.7 42.3 12.4 90.7 98.1
186 200 5 + 5 70 8.8 39.7 11.4 96.5 99.1187 200 5 + 5 80 9.3 38.1 10.6 97.5 99.1
188 400 5 + 5 50 8.5 40.7 11.4 96.0 99.1190 400 5 + 5 70 9.0 38.7 11.2 97.2 99.1
191 400 5 + 5 80 10.7 32.4 9.1 98.0 99.1
195 400 5 + 5 40 7.9 41.9 12.7 90.9 99.0
193 400 5 + 5 50 8.6 40.6 11.5 96.0 99.1
184 400 5 + 5 60 8.7 40.9 11.8 96.5 99.1198 400 10 + 10 30 7.6 41.9 12.9 88.5 99.1
196 400 10 + 10 40 8.4 41.5 11.9 95.5 99.1
197 400 10 + 10 50 8.8 40.8 11.8 96.6 99.1
25.6 Practices in R
utile Flotation
201

202 25. Flotation of Titanium Minerals
Table 25.12
Results obtained on the Wimmera fine mineral sand (WIM150 ore)
Product Weight (%) Assays (%) % Distribution
TiO2 ZrO2 TiO2 ZrO2
Zircon concentrate Rutile concentrate Ilmenite concentrate Combined tails Feed (calc)
1.55 2.86 2.57
93.02 100.00
0.20 89.6 46.6 0.11 3.87
63.4 0.1 0.5 0.036 1.03
0.1 66.3 31.0 2.6
100.0
95.2 0.3 1.2 3.3
100.0
Ground deslimed ore
Slimes
Gangue cleaner concentrate
TiO2 cleaner concentrate
Acid conditioning
Desliming
High intensity magnetic separation
Gangue 1st cleaner
Conditioning 1
Conditioning 2
Gangue rougher
Gangue scavenger
Gangue cleaner
Gangue 2nd cleaner
TiO2 rougher
TiO2 1st cleaner TiO2 1
st cleaner scavenger
TiO2 2nd cleaner
TiO2 3rd cleaner
TiO2 4th cleaner
Magnetics Non-magnetics TiO2
Ilmenite Rutile tailing
Figure 25.18 Flowsheet developed for beneficiation of the Guadalajara (Mexico) hard rock rutile ilmenite ore.

25.6 Practices in Rutile Flotation 203
Reagent
Table 25.13
Reagent scheme
Additions (g/t)
Gangue prefloat Acid treatment Titanium circuit
Depressants and modifiers Caustic corn starch 900 – – Sulphuric acid (H2SO4) – 2000 – Hydrofluorosilicic acid (H2SiF6) – – 450 Oxalic acid – – 400 Sodium silicate (Na2SiO3) acid – – 600
Collectors and frothers Fatty acid DO2 180 – – Collector PL519 – – 120 MIBC – – 20
Table 25.14
Overall results obtained in continuous operation
Product Weight (%) Assays (%) % Distribution
TiO2 SiO2 Fe2O3 P2O5 TiO2 SiO2 Fe2O3 P2O5
TiO2 rutile concentrate 7.62 96.4 1.14 0.77 0.02 57.0 0.2 0.8 0.2 (12 AN M)
TiO2 ilmenite concentrate 7.48 54.2 2.17 46.65 0.01 31.5 0.3 49.2 0.1 (12 AMAG)
TiO2 combined concentrate 15.10 75.5 1.69 23.5 0.01 88.5 0.5 50.0 0.3 Gangue D concentrate 19.90 3.6 54.91 6.10 2.03 5.5 21.4 17.1 87.9 TiO2 combined tails 56.10 0.32 65.8 2.38 0.04 1.5 70.0 18.8 4.8 Primary slimes 7.80 5.5 47.0 10.9 0.37 3.3 7.2 12.0 0.3 Acid slimes 1.10 14.0 42.2 13.8 0.30 1.2 0.9 2.1 0.7 Feed 100.00 12.88 51.1 7.1 0.46 100.0 100.0 100.0 100.0
cleaning. This flowsheet was designed to provide a more effective rejection of gangue during rutile cleaning.
The reagent scheme developed for the White Mountain titanium ore is shown in Table 25.15. Gangue depressants H2SiF6, oxalic acid and DAX1 were used. Depressant DAX2 is a mixture of low-molecular-weight acrylic acids designed specifically to depress calcite.
A highly selective collector, KBX2, is a mixture of succinamate (Cytec’s R845) and phosphoric acid ester (Clariant’s SM15) modified with alkyl sulphate.
The metallurgical results from the gravity preconcentration continuous pilot plant are shown in Table 25.16.

204 25. Flotation of Titanium Minerals
Feed
C M T
C M T
−35m −35m
−200m
C M
C M
Final gravity tails
Slimes
To flotation
O/S
RM
BM
RM
+65m
−65m
−100m
Figure 25.19 White mountain titanium flowsheet.
Over 56% of the feed was rejected in the gravity tailing with about 9% loss of the total titanium in the ore. The overall results, including gravity and flotation, are summarized in Table 25.17.
A premium-grade rutile concentrate assaying 97.3% TiO2 was produced at an average recovery of 96% TiO2. This was a premium-grade rutile concentrate.

25.6 Practices in Rutile Flotation 205
Table 25.15
Reagent scheme for the White Mountain titanium rutile ore
Reagent Additions (g/t)
TiO2 rougher TiO2 cleaner
Depressants and modifiers Hydrofluorosilicic acid (H2SiF6) Oxalic acid DAX1
300 200 –
400 275 250
Collectors KBX1 Fuel oil
600 300–500
50 –
Results from
Table 25.16
the gravity preconcentration tests
Test number
Product Weight (%)
Assays (%) % Distribution
TiO2 SiO2 Fe2O3 CaO TiO2 SiO2 Fe2O3 CaO
T1
T2
Combined –200 m and +200 m table concentrate +middlings
Combined –200 m and +200 m table tails
Slime Head (calc)
Combined –200 m and +200 m table concentrate +middlings
Combined –200 m and +200 m table tails
Slime Head (calc)
42.28
56.23
1.49 100.0
41.98
56.24
1.78 100.00
8.05
0.53
2.13 3.73
7.92
0.59
2.67 3.70
63.0
64.8
56.5 63.94
64.0
62.3
57.8 62.9
0.85
1.32
2.38 1.14
0.90
1.48
2.23 1.25
0.28
0.29
0.31 0.29
0.31
0.30
0.38 0.31
91.2
8.0
0.9 100.0
89.8
9.0
1.3 100.0
41.7
57.0
1.3 100.0
42.7
55.7
1.6 100.0
31.5
65.4
3.1 100.0
30.2
66.6
3.2 100.0
41.7
56.7
1.6 100.0
42.6
55.2
2.2 100.0

Table 25.17
Overall results obtained in a continuous pilot plant operation
Test number Product Weight (%) Assays (%) % Distribution
TiO2 SiO2 Fe2O3 CaO TiO2 SiO2 Fe2O3 CaO
F-3 TiO2 concentrate non-magnetic 3.37 97.2 0.74 0.72 0.06 87.9 0.04 2.0 0.8Combined overall tails + slime 96.63 0.47 65.4 1.23 0.28 12.1 99.96 98.0 99.2
Head (calc) 100.00 3.17 64.7 1.17 0.29 100.0 100.0 100.0 100.0
F-4 TiO2 concentrate non-magnetic 3.22 97.4 0.79 0.80 0.27 84.7 0.04 1.8 2.9
Combined overall tails + slime 96.78 0.61 62.84 1.45 0.30 15.7 99.9 98.2 97.1Head (calc) 100.00 3.72 60.8 1.43 0.30 100.0 100.0 100.0 100.0
206 25.
Flotation of T
itanium M
inerals

References 207
REFERENCES
1. Polkin, S.I., Concentration of Ores from Sand Deposits and Hard Rock, Izdatelstro Nedra 1987, pp. 1180–23.
2. Fan, X., and Rawson, N.A., The Effect of pb(NO3)2 on Ilmenite Flotation, Minerals Engineering, Vol. 13, No. 2, pp. 205–213, 1999.
3. Bulatovic, S., and Wyslouzil, D.M., Process Development for Treatment of Complex Perovskite, Ilmenite and Rutile Ore, Minerals Engineering, Vol. 12, No. 12, pp. 1407–1417, 1999.
4. Bulatovic, S., Process Development for Beneficiation of Apatite, Ilmenite Ore from Quebec, Canada, Report of Investigation, p. 320, July 2001.
5. Liu, Q.I., and Peng, Y., Development of Composite Collector for the Flotation of Rutile, Minerals Engineering, Vol. 12, No. 12, pp. 1419–1430, 1999.
6. Belash, F.N., and Gamilow, M.A., Perovskite Flotation Using Acid Pretreatment, Bulletin CIN Cvetnie Metaly, No. 21, 1959.
7. Bulatovic, S., Pilot Plant test on Perovskite Recovery from Powderhorn USA ore, Report of Investigation, 1987.
8. Runolima, U., How Otammaki Floats Ilmenite from Fnland Titaniferous Magnetite, Mining World San Francisco, pp. 49–55, 1957.
9. Bulatovic, S., Process Development for beneficiation of Complex Apatite–Ilmenite Ore from Quebec, Canada, Laboratory and Pilot Plant Studies, Report of Investigation, 1997.
10. Bulatovic, S., Chromium Removal from the Ilmenite Concentrate by Flotation from RZM Western Australia, Report of Investigation, 1993.
11. Davis, J.P., Wonday, S., and Keilj, A.K., Developoment and Operation fo Zircon Flotation at Sierra Rutile, 10th Industrial Mineral International Congress, San Francisco, pp. 65–71, 1992.
12. Bulatovic, S., Laboratory and pilot plant development testwork on recovery of titanium and zircon from Wimmera heavy mineral sand, Report of Investigation, p. 330, 1992.

Index
A
AAC10, for tantalum/niobium and zirconseparation, 147, 148t
Acid pretreatment, for ilmenite flotation, 178, 179fAcidified silica/AQ55D, for apatite-ilmenite ore
beneficiation, 189Acintols, for Indian beach sand flotation, 165,
166tAcrylate, for oxide zinc ore flotation, 82, 82tAlaskan-type deposits, of PGM, 22Alkyl hydroxamate, for yttrium group of REOE
beneficiation, 156–157, 157fAlluvial deposits, of PGM, 22Aluminum sulphate, as tin ore collector, 102Aminesfor fluorite flotation, 163–164for oxide zinc ore flotation, 72–73, 72t, 81, 81tfor pyrochlore flotation, in carbonatite ores,
116, 116tfor tantalite-columbite flotation, 130, 131ffor tantalum/niobium recoveryin Ghurayyah ore, 136, 136tin Malawi, Africa ores, 140, 141f
Anglesite, flotation of, 70–72, 71fAnorthositic deposits, of titanium, 177Antimony ore, flotation ofgold-antimony ores, 10–11, 11tgold-containing, 5, 6f, 6t
Apatite-ilmenite ores, beneficiation of, 186–190,187f, 188f, 189f, 190f, 191t
collectors for, 187–188, 188fAQ4, in niobium recovery, 121, 121t, 122fArmac C, for oxide zinc ore flotation, 72t, 73Arsenical gold ores, flotation of, 11–13, 12fArsenopyrite, pyrite separation from,
12–13, 12fArsonic acid collector, for tin
ores, 93, 93f, 94fAtacamate, flotation of, 51Azurite, flotation of, 51
B
BAA. See Benzyl arsonic acidBarite, flotation of, 162Barite-calcite gangue, for mixed sulphide
oxide lead zinc ore beneficiation,77, 77t, 78t
Barite-fluorite ores, bastnaesite flotation in, 154,161–164, 162t, 163f, 164t
Barium chlorite, for barite flotation, 162Barium sulfide (BaS), for oxide lead ore, 70BaS. See Barium sulfideBase metal sulphide ores, gold flotation from,
13–15, 14f, 14tBastnaesite, 151, 152t, 153
flotation of, 153–154, 153f, 154f, 155f, 155t,159–164
from Dong Pao deposit, 161–164, 162t,163f, 164t
in Mountain Pass operation, 159, 160f, 161tBeneficiation
of apatite-ilmenite ores, 186–190, 187f, 188f,189f, 190f, 191t
of cassiterite. See Cassiterite, beneficiation ofof ilmenite. See Ilmenite, beneficiation ofof oxide lead ores, 78, 80tof oxide zinc ores, 78–83, 79f, 80t, 81t, 82t, 83tof pyrochlore ores. See Pyrochlore ores,
beneficiation plant practices forof tantalum/niobium ores. See Tantalum/
niobium ores, beneficiation ofof tin ores. See Tin ores, beneficiation ofof titanium minerals. See Titanium minerals,
beneficiation ofBenzyl arsonic acid (BAA), for rutile
flotation, 181Bernic Lake, tantalum/niobium flotation at,
132–133, 134tBornite, 62Brazilian monazite ore, flotation of, 167, 168tBusheld Complex, 21
209

C
Calcite gangue, for mixed sulphide oxide leadzinc ore beneficiation, 75, 75t
Carbon, preflotation of, 7Carbonaceous clay ores, gold-containing,
flotation of, 5, 7, 7tCarbonaceous gangue, preflotation of, 7Carbonatite ores, 111–112, 112tbastnaesite flotation in, 154, 155fpyrochlore flotation from, 112–116, 113f,
113t, 114f, 115t, 116t, 117tCarboxylic collectors, for monazite flotation,
167Carboxymethyl cellulose (CMC), for PGM
recovery, 27, 30, 31fCassiterite, 87beneficiation of, 89–97
gravity method, 89–91, 90fgravity-flotation combination, 91, 92fpractices in, 98–108treatment process selection, 98
deposits of, 88–89flotation of, 91–93collectors and chemistry of, 93–96, 93f,94f, 94t, 95f, 96f
depressants for, 96–97, 97tfloatability of, 98introduction to, 87, 91–93plant development and operation for,98–108
at Renison, 99, 99t, 100f, 101tat Union, 100–101, 102t
with gravity concentration, 90–91CB110, in monazite flotation, 171, 173tCerium group, of rare earth oxide elements, 151,
152tflotation properties of, 153–158. See also
Bastnaesite, flotation of; Monazite,flotation of
Cerussite, flotation of, 70–72, 71fChalcopyrite, 26, 26fChloritic tourmaline ore types, 89Chromium, flotation of, 192, 192f, 193f, 193t, 194tChromium depositschemical analyses of, 35, 35twith PGM, 24, 25tflowsheet for, 40, 42freagent practice in flotation of, 33, 35–38,35t, 36f, 37t, 38t
Chrysocolla, flotation of, 51Clastic sedimentary deposits, gold recovery
from, 2, 2tCMC. See Carboxymethyl celluloseCoarse-grained tin ores, 88Cobalt ores. See Copper cobalt oresCollector mixture D, for apatite-ilmenite ore
beneficiation, 189Collectors
for apatite-ilmenite ore beneficiation,187–188, 188f
for Brazilian monazite ore flotation, 167, 168tfor chromium flotation, 192for fluorite flotation, 163–164for gold recovery, 15, 16tfor ilmenite production from heavy mineral
sands, 192for Indian beach sand flotation, 165, 166tfor Malawi, Africa tantalum/niobium ores,
140, 141tfor mixed sulphide oxide lead zinc ore
beneficiation, 75, 75tfor monazite flotation, 153, 153f, 167for oxide copper ores, 55–58, 57t, 58f, 58tfor oxide lead ore flotation, 71–72for oxide zinc ore flotation, 72–73, 72t, 73f,
74f, 81, 81tfor perovskite flotation, 182, 183fPGM recovery andin chromium ores, 35–38, 36f, 37t, 38tin copper-nickel deposits, 32, 33f, 34t
for pyrochlore flotation, in carbonatite ores,116, 116t, 117t
for rutile flotation, 181, 181tfor tantalite-columbite flotation, 130, 131tfor tantalum/niobium and zircon separation,
148, 148tfor tantalum/niobium recovery, 136, 137tfor tin ore flotation, 93–96, 93f, 94f, 94t, 95f,
96fat Huanuni concentrator, 103–105, 104t,106t
for White Mountain titanium ore, 203, 205fColumbite minerals, 111–112, 112t
flotation characteristics of, 129–130, 129f,130f, 131f, 131t
Conditioning power, for Otanmaki ore ilmenitebeneficiation, 185–186, 186f
Conditioning time, for Otanmaki ore ilmenitebeneficiation, 185–186, 186f
210 Index

Copper Cliff plant, platinum recovery in, 31–32,33t
Copper cobalt ores, 51–52flotation ofindustrial practice in, 59–61, 59t,60f, 61t, 62t
introduction to, 47Copper ores. See also Copper oxide gold ores;
Mixed copper sulphide oxide ores; Oxidecopper ores
gold-containing, flotation of, 8–9, 8f, 9f, 9tCopper oxide gold ores, 48, 48tflotation of, 10, 10t
Copper oxide mixed ore – type 1, 48, 48tCopper oxide mixed ore – type 2, 48, 48tCopper sulfate (CuSO4)for oxide zinc mineral activation, 80–81as PGM activator, 27, 28f, 28t
Copper sulphide oxide ores, mixed, 48, 48tCopper-lead-zinc ores, flotation of gold from,
15, 16tCopper-nickel deposits, PGM from, 23–24flowsheet for, 39–40, 41freagent practice in flotation of, 31–33, 32f,
33f, 33tCopper-zinc ores, flotation of gold from,
13–14, 14tCovellite, 62Cuprite, flotation of, 50Cyanidation, for gold recovery, 1–2
D
DAX1, for White Mountain titanium ore, 203,205f
Depressant A4, for apatite-ilmenite orebeneficiation, 188
Depressant SHQ, for apatite-ilmenite orebeneficiation, 189
Depressantsfor apatite-ilmenite ore beneficiation, 188for bastnaesite-containing ore
flotation, 159for chromium flotation, 192for fluorite flotation, 164gold recovery from copper and, 14, 14tat Huanuni concentrator, 103for ilmenite production from heavy mineral
sands, 192for Indian beach sand flotation, 165, 165t
for Malawi, Africa tantalum/niobium ores,140–141, 142f
for mixed sulphide oxide lead zinc orebeneficiation, 75, 75t
for oxide copper ores, 54–55, 55f, 56tfor oxide zinc ore flotation, 73, 81–82, 82tPGM recovery and, in chromium ores, 35–38,
36f, 37t, 38tfor pyrochlore flotation, in carbonatite ores,
114–116, 115tfor Rosetta Nile black sand flotation, 166for tantalum/niobium and zircon separation,
147, 148tfor tantalum/niobium recovery, 136for tin ore flotation, 96–97, 97t
at Huanuni concentrator, 104, 106tfor White Mountain titanium ore, 203, 205f
Desliminginmonazite ore preparation, 169–170, 169f, 170tin niobium recovery, 120–121, 120f, 121t
Dicarboxilic acids, for tin ores, 96, 96fDisseminated deposits, of tin, 88Dithiophosphate collectors
for gold recovery, 4–5, 15, 16tfor PGM recovery, 31
Dodecylammonium chloride, for ilmeniteflotation, 178
Dolomitic gangue, for mixed sulphide oxide leadzinc ore beneficiation, 75, 75t
Dolomitic oxide ores, recovery of, 60f, 61, 61t,62t, 63f
Dong Pao deposit, bastnaesite flotation in,161–164, 162t, 163f, 164t
DQ4, for monazite desliming, 170, 170t
E
EMF2, for pyrochlore flotation, 113, 113tEmulsifiers, for Otanmaki ore ilmenite
beneficiation, 186Eschynite, 152tEuxenite, 151, 152t
F
Fatty acid flotation methodfor apatite-ilmenite ore beneficiation, 188for bastnaesite-containing ores, 159for carbonatite ore flotation, 112–113,
113f, 113t
Index 211

Fatty acid flotation method (Continued)for monazite ores, 171for oxide zinc ores, 79–80for tantalum/niobium recovery, 136for yttrium group of REOE beneficiation, 157,
157fFatty acid modification, of xanthate collectors,
56–58, 57t, 58f, 58tFergusonite, 152t, 155Flotationof bastnaesite. See also Bastnaesite, flotation ofof cerium group of rare earth oxide elements,
153–158of chromium, 192, 192f, 193f, 193t, 194tof gold ores. See Gold ores, flotation ofof monazite. See also Monazite, flotation ofof niobium. See niobium, flotation ofnitrogen atmosphere method, for gold
recovery, 7of oxide copper ores. See Oxide copper ores,
flotation ofof oxide lead ores, properties of, 70–72,
71f, 71tof oxide lead silver ores, 83–86, 84f, 85f,
85t, 86tof oxide zinc ores, properties of, 72–74,
72t, 73f, 74fof PGM ores. See Platinum group metals,
flotation ofof pyrochlore. See Pyrochlore, flotation ofof rare earth oxide elements. See Rare earth
oxide elements, flotation ofof tin. See Tin ores, flotation oftwo-stage method, for gold recovery, 7, 7t
Flowsheetfor apatite-ilmenite ore beneficiation, 188, 189ffor chromium PGM-containing ores, 40, 42ffor chromium removal, 192, 193ffor Cu–Ni-containing PGM ores, 39–40, 41ffor dolomitic copper oxide ores, 60f, 61, 61t,
62t, 63ffor gold-containing copper ore, 9ffor gold-containing mercury-antimony ore, 6ffor Guadalajara rutile ilmenite ore flotation,
198–199, 202ffor ilmenite ore beneficiation, 188, 190ffor Inco metal PGM recovery, 32ffor iron-hydroxide decoating, 147, 147ffor mixed sulphide oxide lead zinc ore
beneficiation, 75, 76f
for Mrima case study, 120, 120ffor niobium beneficiation, 123, 124ffor Otanmaki ore ilmenite beneficiation,
185–186, 187ffor oxide siliceous ore, 59, 60ffor oxide zinc ore beneficiation practices,
78, 79ffor REOEfor Dong Pao deposit, 162, 163fat Mount Weld, 171, 171fat Mountain Pass operation, 159, 160f
for sulphide-dominated PGM ores, 39, 40ffor tantalum/niobium flotationin Ghurayyah ore, 136, 138ffrom gravity tailings, 134, 135fin Malawi, Africa ore, 143, 143fzircon separation from, 144, 145f
for tin oresgravity beneficiation, 90fgravity-flotation beneficiation, 92fat Huanuni concentrator, 104t, 105tat Renison, 100fat San Rafael tin mine, 107t
for Titania A/S plant ilmenite beneficiation,183, 184f
for White Mountain titanium ore, 199, 204ffor yttrium group of REOE beneficiation,
156–157, 156ffor zircon, rutile and ilmenite production,
194–195, 195fFluorite, flotation of, 163–164Fossil placer deposits, of PGM, 22–23
G
Gadolinite, 152t, 155–156Gangue constituents
of mixed sulphide oxide lead zinc ore, 74–75of oxide copper ores, 49
Gangue flotation, for Guadalajara rutile ilmeniteore flotation, 199
Geology, of gold ores, 2–3, 2t, 3tGhurayyah ore, tantalum/niobium recovery
from, 134–140, 136t, 137f, 137t, 138f,139f, 139t, 140t
Gold, recovery of, 1–2Gold ores
flotation ofarsenical, 11–13, 12fcarbonaceous clay-containing, 5, 7, 7t
212 Index

concluding remarks on, 15in copper ores, 8–9, 8f, 9f, 9tcopper-lead-zinc ores, 15, 16tcopper-zinc ores, 13–14, 14tgold-antimony ores, 10–11, 11tintroduction to, 1–2lead-zinc ores, 13, 14flow-sulphide-containing, 4–5in mercury/antimony ores, 5, 6f, 6toxide copper-gold ores, 10, 10tproperties for, 3–4, 4f
geology and mineralogy of, 2–3, 2t, 3tGold-antimony ores, flotation of, 10–11, 11tGravity methodfor tantalum/niobium ore beneficiation, 132,
133f, 133t, 134tfor tin ore beneficiation, 89–91, 90fat Huanuni concentrator, 103–105, 104fat San Rafael tin mine, 106
Gravity preconcentration methodfor gold recovery, 1–2for PGM recovery, 22–23for White Mountain titanium ore, 199, 203,
204fGravity-flotation combination, for tin ore
beneficiation, 91, 92fGreenbushes gravity tailing, tantalum/niobium
flotation from, 134, 135f, 136tGrind-flotation techniques, metallurgical results
of, 6tGuadalajara rutile ilmenite ore, rutile flotation of,
197–199, 202f, 203t
H
H2SiF6. See Hydrofluorosilicic acidHard rock lodge deposits, of tin, 91Hard rock ore, rutile flotation from, 197–199Heavy mineral sands, ilmenite production from,
191–192, 192f, 193f, 193t, 194tHemimorphite ore type, 68t, 69Huanuni concentrator, tin ore flotation at,
103–105, 104f, 104t, 105f, 106tHydrochloric acidfor niobium flotation, 114, 114ffor tantalum/niobium separation from zircon,
114, 114fHydrofluorosilicic acid (H2SiF6)for Malawi, Africa tantalum/niobium ores,
140–141, 142f
for tantalum/niobium and zircon separation,147, 148t
for White Mountain titanium ore, 203, 205fHydrometallurgical method, for gold recovery,
1–2Hydrophobic gangue depressants, for PGM
recovery, 30–31, 31fHydrothermal deposits, of PGM, 21Hydroxamic acid
for bastnaesite-containing ores, 159for Brazilian monazite ore flotation,
167, 168tfor oxide copper flotation, 49, 49f, 50f
I
Ilmenite, 175, 176t. See also Apatite-ilmeniteores
beneficiation of, 183–186, 184f, 185t, 186f,187f
in Otanmaki ore, 185–186, 185f, 186fTitania A/S plant, 183–185, 184f, 185t
flotation ofproperties of, 177–180, 178f, 179f, 180f,180t
at Sierra Leone mine, 194–197, 195f, 196f,198f, 199t, 200f, 201t, 202t
production from heavy mineral sands,191–192, 192f, 193f, 193t, 194t
Ilmenite-haematite, 177Ilmenite-magnetite, 177Ilmenite-rutile, 177Ilmenorutile, 111–112, 112t, 175, 176tIndian beach sand, monazite flotation of,
165–166, 165t, 166tIridium. See Platinum group metalsIron-hydroxide decoating, 146–147, 146f, 147f
K
KBX1, for White Mountain titanium ore, 205tKBX2, for White Mountain titanium ore, 203KM3 depressant, in PGM recovery, 35–37, 37tKokoamine KK, for oxide zinc ore flotation,
72t, 73Kolwezi concentrator, 57–58
dolomitic oxide ore at, 61, 62toxide siliceous ore at, 59–60, 59t, 60f, 61t
Komoto plant, 58mixed copper sulphide oxide ores at, 62
Index 213

L
LAC2, 104, 104tLead ores. See Copper-lead-zinc ores; Oxide
lead oresLead-zinc ores, flotation of gold from,
13, 14fLeucoxene, 176, 176tLoparite, 152t, 153Low-sulphide-containing gold ores, flotation
of, 4–5
M
Magnetic ores, of tantalum/niobium, 127Malachite, floatability of, 49–50, 50f, 51fMalawi, Africa tantalum/niobium ores,
beneficiation of, 140–143, 141f, 141t,142f, 143f, 144f, 144t
Medium-coarse-grained tin ores, 88Mercaptan, for oxide zinc ore flotation, 81, 81tMercury ore, gold-containing, flotation
of, 5, 6f, 6tMESB, for fluorite flotation, 163Metasomatic deposits, of tantalum/niobium, 129Mineralogy, of gold ores, 2–3, 2t, 3tMixed copper sulphide oxide ores, 48, 48tindustrial practice in beneficiation of, 62–63,
62t, 63f, 64tMixed sulphide oxide lead zinc oresgeological and mineralogical features of,
67–68reagent scheme and plant practice for
beneficiation of, 74–78, 75t, 76f, 77t, 78tMM4, for fluorite flotation, 164Modifiersfor oxide zinc ore flotation, 81–82for pyrochlore flotation, in carbonatite ores,
114–116, 115tfor tin ore flotation, at Huanuni concentrator,
104, 106tMonazite, 151, 152t, 153flotation of, 153–154, 153f, 154f, 155f, 155t,
165–173Brazilian ore, 167, 168tfrom complex ores, 168–169, 169tof Indian beach sand, 165–166, 165t, 166tore preparation for, 169–170, 169f, 170tof Rosetta Nile black sand, 166, 166tstudies for, 170f, 171, 171f, 172f, 173t
Morensky Reef operation, flotation rates from,26–27, 26f
Morensky-type deposits, of PGM, 21Mount Weld ore, monazite flotation from,
168–169, 169t, 171, 171fMountain Pass operation, bastnaesite flotation
in, 159, 160f, 161tMozley drum separators, 89, 106MrimaHill deposit, 119–121, 120f, 121t, 122f, 122tMuscovite, with amine collectors, 130, 131f
N
Na2S. See Sodium sulfideNaOH. See Sodium hydroxideNchanga concentrator
dolomitic oxide ore at, 61, 62tmixed copper sulphide oxide ores at, 62
Nickel sulphide deposits, PGM from, 23–24reagent practice in flotation of, 31–33, 32f,
33f, 33tNiobium. See also Tantalum/niobium ores
flotation of, 111–125. See also Pyrochloreores, flotation of
refractory ores of, 119–121, 120f, 121t, 122f,122t
Nitric acid, for niobium flotation, 114, 114fNitrogen atmosphere flotation method, for gold
recovery, 7Norilsk Talnakh ore, 24
O
Oka operating plant, pyrochlore orebeneficiation at, 123
Orthodihydroxybenzene, for pyrochloreflotation, in carbonatite ores, 116
Ortit, 152tOsmium. See Platinum group metalsOtanmaki ore, ilmenite beneficiation of,
185–186, 185f, 186fOxalic acid
for apatite-ilmenite ore beneficiation, 189for Malawi, Africa tantalum/niobium ores,
140–141, 142ffor pyrochlore flotation, in carbonatite ores,
114, 115tfor tantalum/niobium and zircon separation,
147, 148tfor White Mountain titanium ore, 203, 205f
214 Index

Oxide cobalt ores, 51–52Oxide copper oreschemical composition and physical structure
of, 49depressants for, 54–55, 55f, 56tflotation ofindustrial practice in, 59–61, 59t, 60f, 61t, 62tintroduction to, 47practice in beneficiation of, 52–58, 54f, 55f,56t, 57t, 58f, 58t
properties of, 49–51, 49f, 50f, 51f, 52fminerals and, 47–48, 48tsulphidizers for, 53–54, 54fsurface layer mechanical strength of, 49
Oxide lead oresbeneficiation practices for, 78, 80tof economic value, 69–70, 69tflotation properties of, 70–72, 71f, 71tgeological and mineralogical features of, 68
Oxide lead silver oresflotation of, 83–86, 84f, 85f, 85t, 86tplant metallurgical results for, 85–86, 86tplant reagent scheme for, 84–85, 85tprocessing characteristics of, 83properties of, 83research and development on, 84, 84f, 85f
Oxide ores, PGM flotation of, 38Oxide siliceous ore, recovery of, 59–60, 59t, 60f,
61tOxide zinc oresbeneficiation practices for, 78–83, 79f, 80t,
81t, 82t, 83tof economic value, 69–70, 69tflotation ofcollectors for, 72–73, 72t, 73f, 74f, 81, 81tproperties of, 72–74, 72t, 73f, 74f
geological and mineralogical features of,68–69, 68t
reagent schemes for, 82–83, 82t, 83tOxygen, xanthate absorption and, 4, 4f
P
Palladium. See Platinum group metalsParisite, 152tPechenga Cala Peninsula, 24Pegmatite ores, 111–112, 112tpyrochlore flotation from, 116–118, 117f,
118f, 119tof tantalum/niobium, 129
Pentlandite, 26, 26fPerovskite, 176, 176t
flotation properties of, 182, 183fPetrosol 845, for copper recovery, 59, 60fPGE. See Platinum group elementsPGM. See Platinum group metalspH
chromium flotation and, 192, 192filmenite flotation and, 178, 178f, 179fmalachite floatability and, 49, 50fmonazite flotation and, 153, 153fOtanmaki ore ilmenite beneficiation and, 186tantalum/niobium recovery andin Ghurayyah ore, 136, 137f, 137tin Malawi, Africa ore, 141, 142f
Phosphonic acid, for tin ores, 93, 93f, 94fPhosphoric acid ester, for perovskite flotation,
182, 183fPL519, for tantalum/niobium recovery, 136, 137tPL520, 103, 104tPlacer deposits
of PGM, 21–22of tin, 89–91
Platinum group elements (PGE), 19deposits of, 23
Platinum group metals (PGM)chromium deposits with, 24, 25tflowsheet for, 40, 42freagent practice in flotation of, 33, 35–38,35t, 36f, 37t, 38t
classification of, 19–20, 20tcopper-nickel and nickel sulphide deposits
with, 23–24flowsheet for, 39–40, 41freagent practice in flotation of, 31–33, 32f,33f, 33t
description of deposits of, 21–22flotation ofintroduction to, 25ores amenable to, 23of oxide ores, 38
gold associated with, 3, 3tflotation of, 4
introduction to, 19mineralogy and recovery of, 22–23minerals of, 19–20, 20tplant practice in treatment of, 38–40, 39f, 40f,
41f, 42freagent schemes for, 41, 42–44tsulphide-dominated deposits of, 23
Index 215

Platinum group metals (PGM) (Continued)flotation properties of, 25–27, 26fflowsheet for, 39, 40freagent practice in flotation of, 27–31, 28f,28t, 29t, 30t, 31f
PlV28, for pyrochlore flotation, in pegmatiteores, 118, 119t
PM230, for gold recovery, 10, 10tPM303, for PGM recovery, 37–38, 38tPM306, for PGM recovery, 30, 30tPneumatalitic-hydrothermal deposits, of
tantalum/niobium, 129Priorit, 152t, 155Pyritearsenopyrite separation from, 12–13, 12fgold recovery v., 8, 8f
Pyrochlore oresbeneficiation plant practices for, 122–125,
124f, 125tat Oka operating plant, 123at St. Honore Niobec operation, 123,124f, 125t
flotation of, 112–119from carbonatite ores, 112–116, 113f, 113t,114f, 115t, 116t, 117t
frompegmatite ores, 116–118, 117f, 118f, 119tpH and, 153, 153f
general overview of, 111–112, 112tPyrometallurgical method, for gold recovery, 1–2Pyrophyllite, in cassiterite flotation, 97Pyrrhotite, 26, 26f
Q
Quinolines, for pyrochlore flotation, incarbonatite ores, 116, 117t
R
R845, 107Rare earth oxide elements (REOE)cerium group of, 151, 152tflotation properties of, 153–158
flotation of, 158–173of bastnaesite-containing ores, 159–164,160f, 161t, 162t, 163f, 164t
introduction to, 158of monazite, 165–173, 165t, 166t, 167t,168f, 168t, 169f, 169t, 170f, 170t, 171f,172f, 173t
ore and minerals containing, 151–153,152t
yttrium group of, 151, 152tflotation properties of, 155–158, 156f, 157f,158f
Reagent schemesfor apatite-ilmenite ore beneficiation, 188,
191tfor cassiterite, 98for chromium flotation, 192, 193tfor Guadalajara rutile ilmenite ore flotation,
199, 203tfor mixed sulphide oxide lead zinc ore
beneficiation, 74–78, 75t, 76f, 77t, 78tfor Mountain Pass operation, 159, 161tfor Otanmaki ore ilmenite beneficiation, 186for oxide copper ores, 52–58, 54f, 55f, 56t,
57t, 58f, 58tdolomitic ores, 61, 61t
for oxide lead silver ores, 84–85, 85tfor oxide zinc ores, 82–83, 82t, 83tfor PGM-containing ores, 41, 42–44t
from chromium deposits, 33, 35–38, 35t,36f, 37t, 38t
from Cu-Ni and Ni ores, 31–33, 32f, 33f,33t
in sulphide-dominated ores, 27–30, 28f,28t, 29t, 30t
for REOEfor Dong Pao deposit, 162, 164tat Mount Weld, 171, 171f, 172f
for siliceous oxide ores, 59, 59tat St. Honore Niobec operation, 123, 125tfor tantalum/niobium flotationin Malawi, Africa ore, 143, 144twith zircon, 147–148, 148t
for tin ore flotationat Huanuni concentrator, 104, 106tat San Rafael tin mine, 106, 108t
for Titania A/S plant ilmenite beneficiation,183–185, 185t
for White Mountain titanium ore, 203, 205tRenison Bell tin mine, tin ore flotation at, 99,
99t, 100f, 101tREOE. See Rare earth oxide elementsReverse flotation method, for oxide zinc ores, 80Rhodium. See Platinum group metalsRock deposits, of titanium, 177Rooiberg mill, tin ore flotation at,
100–101, 102t
216 Index

Rosetta Nile black sand, monazite flotation of,166, 166t
RS702, for tantalum/niobium and zirconseparation, 148, 148t
Ruthenium. See Platinum group metalsRutile, 176, 176tflotation ofGuadalajara rutile ilmenite ore, 197–199,202f, 203t
from hard rock ore, 197–199practices in, 194–204properties of, 181, 181t, 182tWhite Mountain titanium, 199, 203–204,204f, 205t, 206t
with zircon flotation at Sierra Leone mine,194–197, 195f, 196f, 198f, 199t, 200f,201t, 202t
S
Samarskit, 152tSan Rafael tin mine, tin ore flotation at,
106–108, 107f, 108tSand deposits, of titanium, 177Sea water, as tin ore collector, 102–103, 103tSedimentary deposits, of tantalum/niobium, 129Sierra Leone mine, zircon flotation at, 194–197,
195f, 196f, 198f, 199t, 200f, 201t, 202tSilver ores. See Oxide lead silver oresSM500 collectors, for tantalum/niobium
flotation, 130, 130tSmithsonite ore type, 68–69, 68tSoda ash, for apatite-ilmenite ore beneficiation,
188Sodium alkyl sulphatefor pyrochlore flotation, in pegmatite ores,
117, 118ffor tantalite-columbite flotation, 130, 130f
Sodium fluoride, for Titania A/S plant ilmenitebeneficiation, 183, 185
Sodium hexametaphosphate, for pyrochloreflotation, in carbonatite ores, 114
Sodium hydroxide (NaOH), for apatite-ilmeniteore beneficiation, 189
Sodium oleatefor Indian beach sand flotation, 165, 166tfor monazite flotation, 153, 153f, 167, 167tfor perovskite flotation, 182, 183ffor pyrochlore flotation, in pegmatite ores,
117, 117f
for tantalite-columbite flotation, 129–130, 129ffor yttrium group of REOE beneficiation, 157,
157fSodium oxalate
for Brazilian monazite ore flotation, 167, 168tfor monazite flotation, 167, 167t, 168f
Sodium pyrophosphate, for pyrochlore flotation,in carbonatite ores, 114
Sodium silicate (Na2SiO3)for barite flotation, 162for ilmenite flotation, 178, 180ffor Indian beach sand flotation, 165, 165tfor oxide copper ore flotation, 54for oxide zinc ore flotation, 81, 82tfor pyrochlore flotation, in carbonatite ores,
116as tin ore collector, 102
Sodium sulfide (Na2S)for monazite flotation, 154, 154f, 170f, 171for oxide lead ore, 70, 71f, 71tfor oxide zinc ore flotation, 81, 81t
SPA. See Steryl phosphonic acidSR82, for barite flotation, 162St. Honore Niobec operation, pyrochlore ore
beneficiation at, 123, 124f, 125tStanin, 88Steryl phosphonic acid (SPA), for rutile flotation,
181Stillwater Complex, 21Stogargen deposit, 183Sudbury area, 23Sulfuric acid
for ilmenite flotation, 178, 179ffor niobium flotation, 114, 114ffor perovskite flotation, 182
Sulphide oresgold recovery from, 2platinum group metals in, 23flotation properties of, 25–27, 26fflowsheet for, 39, 40freagent practice in flotation of, 27–31, 28f,28t, 29t, 30t, 31f
Sulphidization - amine flotation, for oxide zincores, 81
Sulphidization process, for oxide copperores, 49, 53–58, 54f, 55f, 56t, 57t,58f, 58t
Sulphidizersfor oxide copper ores, 53–54, 54ffor oxide lead ore flotation, 70, 71t
Index 217

Sulphosuccinamate collectorsfor rutile flotation, 181, 182tfor tin ores, 95–96, 96f
Surface layer mechanical strength, of oxidecopper ores, 49
T
Tall oil modificationsfor apatite-ilmenite ore beneficiation, 188bastnaesite flotation and, 154, 155tfor perovskite flotation, 182, 183f
Tall oil modifications (Continued)for Titania A/S plant ilmenite beneficiation,
183, 184fTantalite minerals, flotation characteristics of,
129–130, 129f, 130f, 131f, 131tTantalum/niobium ores. See also Columbite
minerals; Tantalite mineralsbeneficiation offrom Ghurayyah ore, 134–140, 136t, 137f,137t, 138f, 139f, 139t, 140t
from Malawi, Africa, 140–143, 141f, 141t,142f, 143f, 144f, 144t
practices for, 131–132, 133f, 133t, 134tzircon containing, 134–140, 136t, 137f,137t, 138f, 139f, 139t, 140t
flotation of, 132–134at Bernic Lake, 132–133, 134tat Greenbushes gravity tailing, 134, 135f,136t
geological and mineralogical features of, 127,129
introduction to, 127minerals of economic value, 127, 128ttin gravity intermediate product separation of,
146–148, 146f, 147f, 148tzircon separation from, 137, 139–140, 139f,
139t, 140tfrom bulk concentrate, 144, 145f, 145t
Tapioca starch, caustic, for apatite-ilmenite orebeneficiation, 188
Tellurides, of gold, 3, 3tflotation of, 3
Temperature, for bastnaesite-containing oreflotation, 159
Tenorite, flotation of, 503XD, for oxide copper ore flotation, 54Tin oresbeneficiation of, 89–97
gravity method, 89–91, 90fgravity-flotation combination, 91, 92fpractices in, 98–108treatment process selection, 98
deposits of, 88–89flotation of, 87–108collectors and chemistry of, 93–96, 93f,94f, 94t, 95f, 96f
depressants for, 96–97, 97tat Huanuni concentrator, 103–105, 104f,104t, 105f, 106t
introduction to, 87, 91–93plant development and operation for,98–108
at Renison, 99, 99t, 100f, 101tat San Rafael tin mine, 106–108, 107f, 108tat Union, 100–101, 102tat Valkoomesky plant, 102–103, 103tat Wheal Jane, 92f, 101–102, 102t
mineral composition of, 87–88, 88ttantalum/niobium separation from, 146–148,
146f, 147f, 148tTitania A/S plant, ilmenite beneficiation at,
183–185, 184f, 185tTitanium minerals
beneficiation of, 182–192apatite-ilmenite ores, 186–190, 187f, 188f,189f, 190f, 191t
from heavy mineral sands with chromiumproblems, 191–192, 192f, 193f, 193t,194t
ilmenite ores, 183–186, 184f, 185t, 186f, 187frutile ores, 194–204
deposit classification of, 176–177flotation properties of, 177–182
ilmenite, 177–180, 178f, 179f, 180f, 180tperovskite, 182, 183frutile, 181, 181t, 182t
introduction to, 175ores of, 175–176, 176t
Topaz, in cassiterite flotation, 96–97Tourmaline
with amine collectors, 130, 131fin cassiterite flotation, 96–97
2MD, for oxide copper ore flotation, 54Two-stage flotation method, for gold
recovery, 7, 7tTX26, 104, 104tTY3 collector, for oxide copper ore recovery,
57–58, 57t, 58t
218 Index

U
Union, tin ore flotation at, 100–101, 102t
V
Valkoomesky plant, tin ore flotation at, 102–103,103t
Violarite, 26, 26f
W
Water, cassiterite flotation and, 98Wheal Jane Concentrator, tin ore flotation at, 91,
92f, 101–102, 102tWhite Mountain titanium ore, rutile flotation of,
199, 203–204, 204f, 205t, 206tWillemite ore type, 68t, 69
X
Xanthate collectorsfor gold recovery, 3–5, 4f, 15, 16tPM230 v., 10, 10t
for oxide copper ore recovery, 55–58, 57tfor oxide lead ore flotation, 71–72for oxide zinc ore flotation, 81, 81t
for PGM recovery, 27–30, 29t, 30tXenotime, 152t
Y
Yttrium group, of rare earth oxide elements, 151,152t
flotation properties of, 155–158, 156f, 157f,158f
Yttrocerite, 152t, 155–156
Z
Zellness deposit, 183Zinc ores. See Copper-lead-zinc ores; Copper-
zinc ores; Lead-zinc ores; Oxide zinc oresZircon
flotation of, at Sierra Leone mine, 194–197,195f, 196f, 198f, 199t, 200f, 201t, 202t
REOE-containing, recovery of, 157–158, 158fin tantalum/niobium oresbeneficiation of, 134–140, 136t, 137f, 137t,138f, 139f, 139t, 140t
separation from bulk concentrate, 144,145f, 145t
separation of, 137, 139–140, 139f, 139t,140t, 147–148, 148t
Index 219


















