GUIDE - Institut de Formation de l'Industrie Meunière · 3.5.2 Contrôle et enregistrement des...
64
FEDERATION NATIONALE DE LA MINOTERIE GUIDE DE BONNES PRATIQUES SANITAIRES DU SECTEUR MEUNIER
Transcript of GUIDE - Institut de Formation de l'Industrie Meunière · 3.5.2 Contrôle et enregistrement des...
FEDERATION NATIONALE DE LA MINOTERIE
GUIDE DE BONNESPRATIQUESSANITAIRESDU SECTEURMEUNIER

Institut de Formation de l’Industrie Meunière (IFIM)
Formateur d’avenir
Plus d’informations sur : www.ifim.ac.ma
L’IFIM forme des Techniciens spécialisés
dans l‘industrie meunière et céréalière
à travers un cursus de 2 ans
Des perspectives d'emploi
dans les industries des céréales
Possibilité de poursuivre les études
au Maroc et à l'étranger
d’insertionprofessionnelle100%
Lancement en décembre 2014
d’une licence professionnelle
en Industrie des céréales,
en partenariat avec le CNAM
Partenairesacadémiques
et institutionnels


2
SOMMAIRE
Guide de bonnes pratiques sanitaires du secteur meunier (GBPS) | Version 002
1. INTRODUCTION1.1 Données sur le secteur ..................................................................................................................................
1.2 Contexte de l’élaboration du guide .................................................................................................
1.3 Objectifs du guide de bonnes pratiques sanitaires du secteur meunier ................................................................................................................................................................................
1.4 Champs d’application ........................................................................................................................................1.5 Références législatives et réglementaires .............................................................................
1.6 Termes, définitions et abréviations ..................................................................................................
1.7 Diffusion, mise à jour et accès au guide ...................................................................................
2. CARACTERISTIQUES DES PRODUITS ET PROCEDES DE FABRICATION
2.1 Caractéristiques des intrants ..................................................................................................................
2.1.1 Les céréales ................................................................................................................................................
2.1.2 Les ingrédients, additifs et premix de fortification ....................................
2.1.3 L’eau .....................................................................................................................................................................
2.1.4 Les gâchis .....................................................................................................................................................
2.1.5 Les matériaux d’emballage .....................................................................................................
2.2 Procédés de fabrication .................................................................................................................................
3. BONNES PRATIQUES SANITAIRES3.1 Introduction générale .........................................................................................................................................
3.2 Implantation ...................................................................................................................................................................
3.3 Infrastructure du bâtiment ...........................................................................................................................
3.3.1 Locaux .................................................................................................................................................................
3.3.2 Equipements ................................................................................................................................................
3.4 Personnel ..........................................................................................................................................................................
3.4.1 Formation .........................................................................................................................................................
3.4.2 Hygiène ...............................................................................................................................................................
3.4.3 Matériel ...............................................................................................................................................................
3.4.4 Contrôle du programme lié au personnel ...............................................................
3.5 Nettoyage .........................................................................................................................................................................
3.5.1 Plan de nettoyage .................................................................................................................................
3.5.2 Contrôle et enregistrement des opérations de nettoyage .................
3.6 Lutte contre les nuisibles ..............................................................................................................................
3.7 Transport et Stockage ......................................................................................................................................
3.7.1 Transport ...........................................................................................................................................................
3.7.2 Stockage ...........................................................................................................................................................
4
13
18
47
788
1012
13131414151516
1818181921212222232324242425252526

3Guide de bonnes pratiques sanitaires du secteur meunier (GBPS) | Version 00 3
27
36
40
42
27282829
363738
4. IDENTIFICATION DES DANGERS ET MESURES PREVENTIVES POUR LEUR MAITRISE
4.1 Description des produits .............................................................................................................................4.2 Diagramme de fabrication ..........................................................................................................................4.3 Identification des dangers à chaque étape de fabrication ................................4.4 Mesures préventives et de maîtrise ..............................................................................................
5. GESTION DES PRODUITS5.1 Traçabilité des produits ...........................................................................................................................
5.2 Maîtrise des produits non conformes .....................................................................................
5.3 Programme de retrait/rappel et de notification .............................................................
6. DOCUMENTATION
ANNEXES (modèles de formulaires)

1
Guide de bonnes pratiques sanitaires du secteur meunier (GBPS) | Version 004
INTRODUCTION
1.1 Données sur le secteurLa minoterie industrielle est le maillon central de la filière céréalière au Maroc. Elle constitue l’outil de transformation des céréales destinées à la consommation humaine et le débouché naturel de la collecte de la récolte nationale du blé. De part l’importance des blés et dérivés dans la consommation des citoyens marocains, le secteur meunier joue un rôle capital dans la sécurité alimentaire du pays.
La filière céréalière en chiffres La filière céréalière occupe une place importante dans l’agriculture nationale, tant par la surface agricole qu’elle occupe (75% de la superficie agricole utile) que par la population active rurale qu’elle emploie (45 à 50%), que par la valeur ajoutée qu’elle génère (10 à 20% du PIB agricole) que par les activités agricoles connexes qu’elle anime (élevage, production laitière, aliments de bétail…etc.).
Par ailleurs, l’importance de cette filière peut se mesurer également par la place prépondérante des produits céréaliers dans le régime alimentaire du citoyen marocain (290 Kg de grains par an et par personne ; constitué notamment de pain, couscous et pâtes alimentaires).
La chaîne de valeur céréalière comprend un ensemble d’activités allant de la production agricole, se basant sur l’emblavement annuel d’environ 5 millions d’hectares en céréales avec un rendement moyen de 12 quintaux par hectare, jusqu’à la transformation, en passant par les activités de distribution et de logistique liées à la filière (distribution de semences, collecte de la production, commercialisation).
Le secteur meunier en chiffres En aval de la filière céréalière se trouve le secteur de la minoterie industrielle qui se compose actuellement de près de 199 unités de production dont :
• 148 moulins écrasant le blé tendre pour la fabrication des farines destinées à la boulangerie, pâtisserie, biscuiterie… etc ;
• 37 semouleries écrasant le blé dur pour la fabrication des semoules destinées à la production des pâtes alimentaires et couscous ;
• 14 orgeries écrasant l’orge destinée à la consommation humaine.
1

INTR
OD
UC
TIO
N
Guide de bonnes pratiques sanitaires du secteur meunier (GBPS) | Version 00 5
Sur le plan organisationnel
Le secteur de la minoterie industrielle, de par la loi 12-94, est représenté par des Associations Professionnelles de la Minoterie Industrielle (APMI) au nombre de 7 (selon le découpage économique de 1971). Ces associations constituent la Fédération Nationale de la Minoterie (FNM) qui a pour mission de définir les grandes orientations stratégiques du secteur, d’accompagner les unités membres dans leurs efforts de mise à niveau et de mettre en œuvre des actions de conseil et d’assistance répondant aux attentes des professionnels de la minoterie industrielle.
Le bureau de la FNM est constitué des sept présidents des APMI, ainsi que de deux représentants du secteur semoulier élus par l’Assemblée Générale.
Du fait de la proximité des zones de production et d’approvisionnement en céréales, c’est l’axe Casablanca-Fès qui connaît la plus forte concentration d’unités industrielles.
Le secteur réalise un chiffre d’affaires annuel moyen avoisinant les 20 milliards de dirhams et emploie près de 10 000 personnes.
L’équipement installé dans les minoteries a une capacité d’écrasement estimée à plus de 96 millions de quintaux. Cependant, le secteur dénote, d’année en année, une surcapacité de plus de 50%. En 2013 par exemple, l’écrasement global n’a porté que sur près de 56 millions de quintaux.
Capacité d’écrasement
en Ql
Ecrasement global
Taux d’utilisation
Centre 37 075 000,00 21 746 752,01 58,66%
Centre Nord 12 275 500,00 6 762 820,64 55,09%
Centre Sud 9 510 000,00 6 222 462,88 65,43%
Nord Ouest 12 075 000,00 6 536 298,22 54,13%
Oriental 5 094 000,00 2 363 922,99 46,41%
Sud 9 585 000,00 6 150 746,79 64,17%
Tensift 10 527 000,00 6 177 417,84 58,68%
Total 96 141 000,00 55 960 421,37 58,21%
L’utilisation moyenne de la capacité d’écrasement des unités de production par région
Le secteur de la première transformation a souvent recours à l’importation de céréales pour combler les besoins du marché national. Ces importations varient selon la production nationale (en quantité et en qualité).

Guide de bonnes pratiques sanitaires du secteur meunier (GBPS) | Version 006
1
0
5000
2007-2008 2008-2009 2009-2010 2010-2011 2011-2012
10000
15000
20000
25000
30000
35000
40000
Blé tendre Blé dur Orge
L’Evolution des importations de céréales pour les cinq dernières campagnes
Sou
rce
: ON
ICL
Blé tendre Blé dur Orge
0
5000
2007-2008 2008-2009 2009-2010 2010-2011 2011-2012
10000
15000
20000
25000
30000
35000
40000
45000
50000
L’Evolution de la production nationale de céréales pour les cinq dernières campagnes
Sou
rce
: ON
ICL

Guide de bonnes pratiques sanitaires du secteur meunier (GBPS) | Version 00
INTR
OD
UC
TIO
N
7
1.2 Contexte de l’élaboration du guideConformément aux dispositions de la loi 28-07, relative à la sécurité sanitaire des produits alimentaires, et des textes pris pour son application, les entreprises du secteur de la minoterie industrielle sont soumises à l’autorisation sanitaire et sont tenues d’appliquer et de maintenir un système d’autocontrôle basé sur un guide de bonnes pratiques sanitaires, approuvé par l’Office National de Sécurité Sanitaire des Produits Alimentaires (ONSSA), en vue de garantir la sécurité sanitaire de leurs produits et leur conformité aux exigences réglementaires.
Le guide de bonnes pratiques sanitaires du secteur meunier est un document de référence conçu sur la base d’un consensus entre les membres de la Fédération Nationale de la Minoterie (FNM). Il a pour objectif d’aider les professionnels à respecter les dispositions législatives et réglementaires en matière de sécurité sanitaire des produits alimentaires, notamment l’article 5 de la loi 28-07 relative à la sécurité sanitaire des aliments. Il prend en compte aussi, les dispositions normatives et les dispositions internationales du Codex Alimentarius.
Le présent guide tient compte des spécificités du secteur meunier et des différentes études portant sur le référentiel d’autocontrôle dans les minoteries industrielles, et du guide de bonnes pratiques de la minoterie industrielle de blé tendre (NM08.1.241), qui recommandent des moyens et des méthodes, dont la mise en œuvre doit aboutir à un système de management et des procédures permettant de maîtriser les exigences réglementaires et sanitaires, prévues par la législation et la réglementation en vigueur. Le contenu de ce document, doit être adapté à la réalité et aux particularités de chaque minoterie industrielle.
1.3 Objectifs du guide de bonnes pratiques sanitaires du secteur meunier
La loi 28-07 relative à la sécurité sanitaire des produits alimentaires stipule dans son article 5 que : « afin qu’aucun produit primaire ni produit alimentaire, ni non plus, un aliment pour animaux ne constitue un danger pour la vie ou la santé humaine ou animale, ils doivent être produits, manipulés, traités, transformés, emballés, conditionnés, transportés, entreposés, distribués et mises en œuvre ou exportés, dans des conditions d’hygiène et de salubrité propres à préserver leur qualité et à garantir leur sécurité sanitaire ».
Aussi, pour être en conformité avec les dispositions de la loi précitée, le présent guide a été élaboré pour expliciter les principales exigences hygiéniques et sanitaires, permettant aux minoteries industrielles d’assurer la sécurité sanitaire de leurs produits, et leur conformité aux exigences réglementaires tout au long du processus de fabrication.

Guide de bonnes pratiques sanitaires du secteur meunier (GBPS) | Version 008
11.4 Champs d’applicationLe présent guide s’applique à la fabrication, la manipulation et le conditionnement de tous les produits de la minoterie (farines,son,semoules...) destinés à l’alimentation humaine : soit en vente directe au consommateur, soit en vente aux autres secteurs de l’agroalimentaire (boulangerie, pâtisserie, biscuiterie, biscotterie, industrie des pâtes et couscous…).
Il traite des opérations allant de la réception des matières premières, jusqu’à la livraison des produits (farines, semoules et autres produits dérivés des céréales).
1.5 Références législatives et réglementaires Loi n°28-07 relative à la sécurité sanitaire des produits alimentaires, promulguée
par le dahir n°1-10-08 du 26 safar 1431 (11 février 2010) ;
Loi n°13-83 relative à la répression des fraudes sur les marchandises, promulguée par dahir n°1-83-108 du 9 moharrem 1405 (5 octobre 1984) ;
Loi n°17-88 relative à l’indication de la durée de validité sur les conserves et assimilées et les boissons conditionnées destinées à la consommation humaine ou animale, promulguée par le dahir n°1-88-479 du 22 rebia I 1414 (10 septembre 1993) ;
Décret n°2-95-908 du 18 moharrem 1420 (5 mai 1999) pris pour l’application de la loi n°17-88 relative à l’indication de la durée de validité sur les conserves et assimilées et les boissons conditionnées, destinées à la consommation humaine ou animale ;
Décret n°2-10-473 du 7 chaoual 1432 (6 septembre 2011) pris pour l’application de certaines dispositions de la loi n°28-07 relative à la sécurité sanitaire des produits alimentaires ;
Décret n°2-12-389 du 11 joumada II 1434 (22 avril 2013) fixant les conditions et les modalités d’étiquetage des produits alimentaires ;
Arrêté conjoint du ministre de l’agriculture, du développement rural et des eaux et forêts, du ministre de la pêche maritime et du ministre de la santé n°440-01 du 2 hija 1421 (26 février 2001) relatif à la durée de validité et aux conditions de conservation de certains produits ;
Arrêté du ministre de l’agriculture et de la pêche maritime n°1379-10 du 29 chaabane 1431 (11 août 2010) relatif aux produits dispensés de certaines mentions obligatoires au niveau de leur étiquetage ;
Arrêté conjoint du ministre de l’agriculture et de la pêche maritime, du ministre de l’intérieur et du ministre de la santé n°2768-12 du 12 ramadan 1433 (1er aout 2012) fixant le code de l’activité et le code de la préfecture ou de la province devant figurer dans la numérotation des autorisations et des agréments sur le plan sanitaire ;

Guide de bonnes pratiques sanitaires du secteur meunier (GBPS) | Version 00
INTR
OD
UC
TIO
N
9
Arrêté du ministre de l’agriculture et de la pêche maritime n°244-13 du 4 rabii I 1434 (16 janvier 2013) relatif à l’autorisation et l’agrément sur le plan sanitaire des établissements et entreprises du secteur de l’alimentation animale et du secteur alimentaire autres que la vente au détail et la restauration collective ;
Arrêté conjoint du ministre de l’agriculture et de la pêche maritime et du ministre de la santé n°983-13 du 9 joumada I 1434 (21 mars 2013) fixant les formes et modalités de la surveillance médicale du personnel des établissements et entreprises du secteur alimentaire ainsi que la liste des maladies et infections susceptibles de contaminer les produits alimentaires;
Décret n°2-04-52 du 29 chaoual 1426 (2 décembre 2005) relatif à l’enrichissement de la farine.
Arrêté conjoint du ministre de la santé et du ministre de l’agriculture, du développement rural et des pêches maritimes n°2232-06 du 23 ramadan 1427 (16octobre 2006) pris pour l’application du décret n°2-04-52 du 29 chaoual 1426 (2 décembre 2005) relatif à l’enrichissement de la farine ;
Arrêté n°2318-09 du 7 ramadan 1430 (28/08/2009) définissant les produits de blé tendre et de blé dur fabriqués et mis en vente par la minoterie industrielle fixant leurs caractéristiques ;
NM 08.1.241 Guide de bonnes pratiques de la minoterie industrielle de blé tendre ;
NM 08.0.000 Principes généraux d’hygiène alimentaire ;
ISO 22000 version 2005 Système de Management de la sécurité des denrées alimentaires ;
NM 08.0.002 Système de management HACCP Exigences ;
NM 03.07.001 Qualité des eaux d’alimentation humaine ;
NM 08.1.201 Echantillonnages : céréales ;
NM 08.1.218 Produits de mouture des céréales et légumineuses- Echantillonnage;
NM 08.1.234 Méthode de détermination des éléments minéraux anormaux dans la farine ;
NM 08.1.235 Guide de bonnes pratiques pour le stockage des céréales ;
NM 08.1.242 Farines enrichies- dosage du fer ;
NM 11.4.006 : Emballages en matières plastiques destinés à entrer en contact avec les denrées alimentaires- Règles de base.

Guide de bonnes pratiques sanitaires du secteur meunier (GBPS) | Version 0010
11.6 Termes, définitions et abréviations
Appareil à cylindres : Appareil comprenant plusieurs paires de rouleaux cannelés et/ou lisses, tournant à des vitesses différentes et en sens contraire. Ils écrasent le grain de blé dans le cas du broyage ou réduisent les particules d’amande dans le cas du claquage et du convertissage.
Conditionnement: Opération consistant à mettre un produit dans un emballage.
Contaminant : Tout agent biologique, physique, chimique, toute matière étrangère ou toute autre substance n’étant pas ajoutée intentionnellement au produit meunier et pouvant compromettre sa sécurité ou sa salubrité.
Contamination : Introduction ou présence d’un contaminant dans un aliment ou dans un environnement alimentaire.
Danger : Agent biologique, chimique ou physique, présent dans un produit meunier ou état de cet aliment pouvant entraîner un effet néfaste sur la santé.
Désinfection : Réduction au moyen d’agents chimiques ou de méthodes physiques du nombre de microorganismes présents dans l’environnement jusqu’à l’obtention d’un niveau ne risquant pas de compromettre la sécurité ou la salubrité des produits de la minoterie.
Désinsectiseurs : Appareils permettant la destruction de toutes formes d’infestation des insectes dans les grains des blés et produits de la minoterie.
Enregistrement : Document qui fournit des preuves tangibles effectuées ou des résultats obtenus.
Gâchis : Produit de mouture ou farine récupéré lors d’un engorgement en cours de fabrication et rapidement traité.
Hygiène alimentaire : Ensemble des conditions et mesures nécessaires pour assurer la sécurité et la salubrité des produits meuniers à toutes les étapes de la chaîne alimentaire.
Intrant : Elément entrant dans la fabrication d’un produit.
Maîtriser : Prendre toutes les mesures nécessaires pour garantir et maintenir la conformité aux exigences du présent référentiel.
Mesures de maîtrise : Actions et activités auxquelles on peut avoir recours pour prévenir un danger qui menace la sécurité des produits de la minoterie, l’éliminer ou réduire sa probabilité à un niveau acceptable.
Mesure corrective : Mesure à prendre lorsque l’évaluation d’un élément ou critère présente une non-conformité.
Minoterie industrielle : Installation de mouture qui procède à l’écrasement des céréales en vue de la commercialisation des produits en résultant.

Guide de bonnes pratiques sanitaires du secteur meunier (GBPS) | Version 00
INTR
OD
UC
TIO
N
11
Mouture : Ensemble d’opérations successives permettant la transformation des grains de blés en produits finis et sons.
Nettoyage : Ensemble d’opérations visant à séparer les grains des céréales des impuretés (pierres, autres céréales, morceaux métalliques, éléments plus légers, plus denses que le blé, grains de végétaux …) et à traiter le grain en surface avant la mouture.
Nuisibles : Insectes, oiseaux, rongeurs et tous autres agents susceptibles de contaminer directement ou indirectement les produits de la minoterie.
Plansichter : Appareil constitué par la superposition de tamis plans, animé de mouvements de rotation excentrique, permettant le classement selon la granulométrie en continu de tous les produits de mouture.
Préparation des blés à la mouture: Incorporation d’un pourcentage d’eau aux grains de blé suivi d’un temps de repos.
Procédure : Manière spécifiée d’accomplir une activité.
Processus de fabrication : Technique permettant la fabrication d’un produit.
Produits meuniers : ce sont les produits finis issus de la transformation des grains de céréales. Ils peuvent être des semoules ou farines. L’appellation farines et semoules sans spécification est réservée uniquement au blé tendre et blé dur. Par contre pour les produits des autres céréales, on doit spécifier leur origine, exemple farine d’orge, de maïs ou semoules d’orge ou de maïs.
Rappel : Toute mesure visant à empêcher, après distribution, la consommation ou l’utilisation d’un produit par l’utilisateur et/ou l’informer du danger qu’il encourt éventuellement s’il l’a déjà consommé.
Retrait : Toute action visant à empêcher la distribution et l’exposition à la vente d’un produit non conforme ainsi que son offre à la consommation.
Risque : Estimation de la probabilité d’apparition d’un danger.
Salubrité des produits de la minoterie : Assurance que les produits sont acceptables pour la consommation humaine conformément à l’usage auquel ils sont destinés.
Sasseur : Appareil de purification et de classification des semoules et finots selon la granulométrie et la densité.
Sécurité des produits de la meunerie : Assurance que les produits de la minoterie sont sans danger pour le consommateur quand ils sont préparés et/ou consommés conformément à l’usage auquel ils sont destinés.
Surveillance : Action de procéder à une séquence planifiée d’observations ou de mesures des paramètres de maîtrise destinés à évaluer si un danger est maîtrisé.

12
1
Guide de bonnes pratiques sanitaires du secteur meunier (GBPS) | Version 00
Traçabilité : La traçabilité a pour objectif d’identifier précisément et avec certitude un bien, dans le but d’obtenir le détail des informations à propos de ses éléments constitutifs, de la nature exacte des processus de transformation qu’il a subi et /ou que ses éléments constitutifs ont subi, ainsi que la connaissance exacte de sa localisation avérée à ce jour, de même que la nature, la date, les lieux et les conditions du parcours suivi jusqu’alors. Pour permettre un contrôle total, l’ensemble des informations constitutives de cette traçabilité doit être consigné sur un support stable, durable et accessible à tout moment.
Vérification : Application de méthodes, procédures, analyses et autres évaluations, en plus de la surveillance, afin de déterminer s’il y a conformité de la mise en œuvre avec les éléments de l’un et/ou l’autre des plans écrits du système de gestion de la qualité.
1.7 Diffusion, mise à jour et accès au guide A l’initiative de la FMN, le guide de bonnes pratiques sanitaires du secteur de la minoterie industrielle fera l’objet de mises à jour périodiques, en fonction des besoins des professionnels du secteur, pour tenir compte de l’évolution des données scientifiques, techniques, réglementaires et normatives. Chaque révision sera soumise pour validation à l’Office National de Sécurité Sanitaires des produits alimentaires (ONSSA).
La FNM veillera à la distribution de la version validée du guide à toutes les associations régionales et à sa publication sur son site internet www.fnm.org.ma.

CA
RA
CTE
RIS
TIQ
UE
S D
ES
PR
OD
UIT
S E
T P
RO
CE
DE
S D
E F
AB
RIC
ATIO
N
Guide de bonnes pratiques sanitaires du secteur meunier (GBPS) | Version 00
CARACTERISTIQUES DES PRODUITS ET PROCEDES DE FABRICATION
2.1 Caractéristiques des intrantsLes caractéristiques des intrants y compris les améliorants de farine, le premix et les additifs doivent faire l’objet d’une description documentée concernant:
a. La dénomination du produit ;
b. Les conditions de transport ;
c. Les conditions de stockage et de conservation ;
d. Les caractéristiques organoleptiques ;
e. Les caractéristiques physico-chimiques ;
f. Les caractéristiques rhéologiques ;
g. Les caractéristiques hygiéniques.
Les intrants doivent être conformes à la réglementation en vigueur et aux exigences propres de la minoterie. A leur réception, la minoterie doit s’assurer de leur conformité par rapport aux spécifications fixées.
Tous les documents précisant les spécifications des matières premières, établis par la minoterie ou reçus des fournisseurs doivent être conservés.
2.1.1 Les céréales Les céréales, produits agricoles bruts, peuvent être exposées à des risques de contaminations biologiques et chimiques. Et à cet effet, elles constituent la principale source de contamination dans la minoterie industrielle.
Il est nécessaire d’établir un cahier de charge définissant les critères qualitatifs attendus par le meunier et garantissant la qualité saine, loyale et marchande des céréales. Le meunier peut également exiger le respect de certaines spécificités supplémentaires liées aux exigences de ses clients.
2
13
14
2
Guide de bonnes pratiques sanitaires du secteur meunier (GBPS) | Version 00
La minoterie industrielle doit s’assurer que les céréales qu’elle utilise, respectent la réglementation en vigueur notamment en matière de contaminants (résidus de pesticides, mycotoxines, etc.). Dans cette optique, la minoterie doit exiger de ses fournisseurs des rapports d’analyse et/ou certificats de conformité des lots reçus.
La minoterie industrielle doit procéder à des vérifications périodiques des paramètres qualitatifs, phytosanitaires et des résidus de pesticides par un laboratoire spécialisé.
La minoterie industrielle doit procéder à un échantillonnage de chaque lot de blés selon la norme d’échantillonnage des céréales NM.08.1.201 en vigueur, et doit effectuer les contrôles physiques et technologiques nécessaires pour s’assurer de la conformité des matières premières par rapport aux exigences réglementaires.
Les enregistrements relatifs à ces contrôles doivent être conservés.
2.1.2 Les ingrédients, additifs et premix de fortification La minoterie industrielle peut avoir recours à l’utilisation de certains ingrédients, additifs et premix de fortification pour l’amélioration de la qualité des farines ou pour répondre à des exigences réglementaires. Toutefois, leur composition et les modalités d’incorporation doivent être conformes à la réglementation en vigueur (Circulaire n°004/97 du Ministre de l’Agriculture et de la Mise en valeur Agricole relative à l’utilisation des produits correcteurs de la qualité de farine utilisée en panification et le Décret n°2-04-52 du 29 chaoual 1426 (2 décembre 2005) relatif à l’enrichissement de la farine).
La minoterie industrielle doit exiger du fournisseur les certificats de conformité des substances achetées. Leurs conditions de stockage doivent respecter les consignes des fournisseurs, afin de préserver les caractéristiques des produits et garantir la sécurité alimentaire.
Afin d’assurer une qualité régulière et une fortification en oligoéléments essentiels conforme aux exigences réglementaires, les bonnes pratiques de fabrication en matière d’incorporation des premix doivent être observées (cf : Guide pratique de la fortification de la farine, élaboré par la FNM).
2.1.3 L’eau L’eau destinée à être en contact avec la céréale doit être de qualité potable ou rendue potable par un traitement approprié. L’eau rendue potable doit faire l’objet d’analyses bactériologiques et physico- chimiques pour s’assurer de sa potabilité, conformément à la norme marocaine NM.03.7.001.
Lorsque les résultats des analyses d’eau ne sont pas satisfaisants, la minoterie doit entreprendre des actions correctives. Dans le cas d’utilisation d’eau de puits, l’action peut consister, par exemple, à remplacer cette eau par de l’eau de distribution.
La minoterie industrielle doit disposer de dossiers sur la potabilité de l’eau (certificats d’analyse renouvelables chaque année).

CA
RA
CTE
RIS
TIQ
UE
S D
ES
PR
OD
UIT
S E
T P
RO
CE
DE
S D
E F
AB
RIC
ATIO
N
15Guide de bonnes pratiques sanitaires du secteur meunier (GBPS) | Version 00
Dans le cas où La minoterie industrielle dispose de plusieurs sources d’eau, elle doit identifier clairement le réseau d’eau non potable (utilisée pour des opérations non liées aux produits de la minoterie telles que la lutte contre les incendies), pour le distinguer de celui de l’eau utilisée dans le process de fabrication. Il ne doit y avoir aucune intercommunication entre les réseaux d’eau potable et non potable.
2.1.4 Les gâchis Lors de la récupération des gâchis, une attention particulière doit être prêtée aux conditions environnantes (nuisibles, propreté du sol, corps étrangers, etc.) et des mesures appropriées doivent être prises au moment de la collecte.
Les gâchis récupérés doivent être traités selon leur provenance, leur composition et leur contamination éventuelle. Ils sont rapidement réincorporés ou déclassés ou considérés comme des déchets.
La réincorporation doit être réalisée à une étape du procédé de fabrication de manière à ce que cette réincorporation n’introduise pas de dangers supplémentaires par rapport au procédé de fabrication normal.
Les produits considérés comme gâchis doivent être mis dans des sacs de couleurs différentes de celles des produits finis, identifiables et entreposés de manière à éviter toute contamination croisée, utilisation fortuite, ou dégradation quelconque.
2.1.5 Les matériaux d’emballage Les emballages utilisés pour le conditionnement des produits de la minoterie industrielle doivent être conformes à la réglementation relative aux matériaux au contact des aliments. Ils doivent être choisis pour convenir au type de produit et aux conditions d’entreposage prévu.
Le fabricant doit disposer de spécifications écrites pour les matériaux d’emballage et obtenir un certificat du fournisseur attestant la conformité auxdites spécifications.
Chaque lot de matériaux d’emballage doit être examiné à la réception afin de déterminer s’il y a des dommages physiques et de repérer les signes de contamination éventuelle (par exemple fientes d’oiseaux, traces d’activité de rongeurs, insectes et matières étrangères). Les matériaux d’emballage contaminés ou potentiellement contaminés ne doivent pas être utilisés.
Tous les matériaux d’emballage doivent être entreposés dans des conditions de propreté et d’hygiène.

16
2
Guide de bonnes pratiques sanitaires du secteur meunier (GBPS) | Version 00
2.2 Procédés de fabricationLe procédé de fabrication comprend les étapes suivantes :
Section de réception, pré-nettoyage et stockage de la matière première :
•Réception:
Dans cette étape les grains passent par des contrôles quantitatifs et qualitatifs: Poids spécifique, humidité, taux d’impureté,… avant de subir le pré-nettoyage.
•Pré-nettoyage:
L’objectif du pré nettoyage est d’éliminer les matières ferrugineuses, les gros déchets, une partie des fins déchets et la poussière. Le matériel installé dans cette partie est très restreint et on peut parfois se limiter à un canal d’aspiration.
•Stockage:
Les grains sont stockés dans des silos et/ ou magasin. Il s’agit d’un stockage transitaire avant de passer à la section suivante.
Section de nettoyage et de préparation :
•Nettoyage:
Les grains subissent un nettoyage de rigueur où toutes les impuretés et même leur barbe sont séparés par différentes machines. On exploite dans ce cas les propriétés physiques telles que les dimensions, la densité, la forme, la longueur, la vitesse de chute critique ainsi que la couleur, le champ magnétique,… qui existent entre les grains et les corps étrangers. L’élimination de ces impuretés est suivie de la préparation (sauf pour les grains d’orge).
•Préparation:
La préparation a pour but de faciliter la séparation des constituants des grains à savoir l’amande, les enveloppes et le germe. Ces deux dernières parties sont mélangées et donne le son. Par contre l’amande se transforme en produits finis selon la céréale écrasée. La préparation consiste en un barème : volume d’eau à ajouter au blé et le temps de repos. Ce barème est déterminé en fonction de la texture du blé.

CA
RA
CTE
RIS
TIQ
UE
S D
ES
PR
OD
UIT
S E
T P
RO
CE
DE
S D
E F
AB
RIC
ATIO
N
17Guide de bonnes pratiques sanitaires du secteur meunier (GBPS) | Version 00
Section de mouture :
Dans cette section, les trois fractions du grain sont séparées par des opérations de mouture à savoir le broyage, le convertissage, le blutage et le sassage. Cette dernière opération est facultative pour le blé tendre et est obligatoire pour la fabrication des semoules (blé dur, orge et maïs). Les produits finis du blé tendre sont tirés des plansichters alors que ceux du blé dur, de l’orge et du maïs sont extraits des sasseurs.
La mouture est réalisée d’une façon progressive pour extraire le maximum de produits finis sans enveloppes et des enveloppes exemptes d’amande.
Incorporation d’ingrédients
Les ingrédients peuvent être ajoutés au niveau des vis à farines ou au niveau des stations de mélange.
Ensachage et stockage des produits finis :
Les produits peuvent être stockés en vrac ou emballés directement.
18
3
Guide de bonnes pratiques sanitaires du secteur meunier (GBPS) | Version 00
BONNES PRATIQUES SANITAIRES
3.1 Introduction générale Les bonnes pratiques d’hygiène (BPH) doivent être traitées avant de commencer l’analyse des dangers et la définition des mesures préventives qui leur sont associées. Ces BPH permettent de minimiser l’introduction de dangers dans les produits de la meunerie à travers l’environnement du travail, le processus de production, les intrants, les équipements, l’hygiène du personnel et la contamination croisée entre les produits.
3.2 Implantation La minoterie industrielle doit être implantée dans une zone compatible avec son activité, exempte d’odeurs désagréables, de fumée, de poussières et loin de toute source polluante (stockage de débris et de déchets) et n’est pas sujette aux inondations. Les zones qui entourent la minoterie et faisant partie de son patrimoine doivent être entretenues afin d’éviter toute contamination. Cela vise, entre autres, la propreté générale, les voies d’accès, les plantations et l’écoulement des eaux.
3.3 Infrastructure du bâtiment Divers principes fondamentaux permettent de maîtriser l’hygiène générale de la minoterie industrielle, et notamment d’éviter les contaminations :
La «marche en avant» :
Progression sans croisement, ni retour en arrière du produit au cours des opérations successives ;
La minoterie doit disposer d’un plan de flux, notamment :
•Fluxdesproduits: La séparation des différentes sections de fabrication, à savoir : réception, pré - nettoyage et stockage, nettoyage, conditionnement et mouture, stockage et ensachage;

BO
NN
ES
PR
ATIQ
UE
S S
AN
ITA
IRE
S
19Guide de bonnes pratiques sanitaires du secteur meunier (GBPS) | Version 00
•Fluxdespersonnes: Circuit pour le personnel et les personnes étrangères à l’établissement; autorisation d’accès;
•Fluxdesproduits: Circuit pour les déchets.
•Fluxdeseaux (usée, pluie)
•Pointsd’eau
3.3.1 Locaux Les bâtiments et installations devraient être conçus et construits de façon à :
•Eviter toute condition pouvant mener à la contamination des produits et sous-produits,
•Permettre un nettoyage et des contrôles adéquats,
•Empêcher la pénétration des nuisibles,
•Faciliter l’hygiène et le déroulement des opérations industrielles de la réception jusqu’à l’expédition.
Sols, murs et plafonds
•Les sols, les murs et les plafonds sont construits en matériau durable, imperméable, lisse, facile à nettoyer et convenant bien aux conditions de production (c’est-à-dire un matériau n’entrainant pas de contamination de l’environnement ou des aliments) ;
•Les sols, les murs, les plafonds et toutes les structures suspendues doivent faire l’objet d’un entretien visant à prévenir la détérioration (par exemple rouille, écaillage de la peinture) et la contamination (par exemple poussière, moisissures).
Portes
•En zone de fabrication, les portes doivent être entretenues, faciles à nettoyer, en matériau lisse et non absorbant et bien ajustées et se fermant d’elles-mêmes, lorsque c’est approprié.
Fenêtresetautresouverturessurl’extérieur
•Les fenêtres doivent être impossibles à ouvrir ou pourvues de moustiquaires parfaitement ajustés et conçues de telle sorte que tout encrassement soit évité ;
•Les ouvertures des locaux de production doivent être protégées contre les nuisibles, les eaux pluviales et toute autre source de contamination.
Eclairage
•Un éclairage naturel et/ou artificiel adéquat doit être assuré dans toutes les installations de la minoterie, et doit permettre l’exécution efficace des activités de production ou de l’inspection prévue;
20
3
Guide de bonnes pratiques sanitaires du secteur meunier (GBPS) | Version 00
•L’éclairage ne doit pas altérer la couleur des produits ;
•Les ampoules suspendues dans les installations de production doivent être protégés pour empêcher toute contamination des produits en cas de bris de verre.
Air
•L’air utilisé dans le nettoyage des céréales, le transport et le classement des produits intermédiaires doit provenir d’une source appropriée (prises d’air éloignées des sources de pollution) et être dépoussiéré moyennant des systèmes opérationnels et efficaces.
Elimination des déchets :
Les systèmes d’égouts, d’effluents et d’entreposage et d’élimination des déchets doivent être conçus, construits et entretenus de manière à éviter la contamination.
•Les systèmes de drainage et d’égouts doivent être munis de siphons appropriés ;
•Les canalisations d’égouts ou d’effluents ne passent pas directement au-dessus ou à travers une aire de production, à moins qu’elles ne soient contrôlées pour éviter la contamination ;
•Des installations et un équipement adéquats sont fournis et entretenus pour l’entreposage de déchets et du matériel non comestible avant leur évacuation de la minoterie ;
•Les conteneurs utilisés pour les déchets doivent être clairement identifiés, étanches, imperméables, faciles à nettoyer et au besoin, munis d’un couvercle (Les déchets doivent être éliminés dans des sacs de couleurs différentes de ceux des produits finis) ;
•Les déchets doivent être bien identifiés, stockés hors de la zone de production, éliminés régulièrement et les contenants doivent être nettoyés et désinfectés à des intervalles adéquats pour réduire au minimum les risques de contamination.
Installations sanitaires:
Les installations sanitaires convenables et en nombre suffisant doivent être bien aérées et entretenues et répondant aux caractéristiques suivantes :
•Elles doivent être séparées des zones de production et n’y donnent pas accès directement ;
•Elles doivent être équipées de lavabos avec des robinets mains-libres (par ex. robinets poussoirs) installées aux bons endroits à la sortie des W.C;
•Les salles de toilettes et les postes de lavage des mains doivent disposer d’eau courante potable froide et chaude, de distributeurs de savon, de savon, essuie-mains sanitaires ou de sèche-mains et, s’il y a lieu, d’une poubelle que l’on peut nettoyer ;

BO
NN
ES
PR
ATIQ
UE
S S
AN
ITA
IRE
S
21Guide de bonnes pratiques sanitaires du secteur meunier (GBPS) | Version 00
•Des avis doivent être affichés à des endroits bien en vue, afin de rappeler aux employés de se laver les mains.
•Le personnel doit disposer d’installations qui permettent d’éviter la contamination des vêtements de travail par les vêtements de ville.
3.3.2 Equipements Les équipements en contact avec les produits au cours de leur transformation doivent être conçus avec des matériaux destinés aux utilisations alimentaire avec une peinture alimentaire, nettoyables et lisses. Seuls les lubrifiants de qualité alimentaire sont utilisés dans les mécanismes où un contact avec un produit est possible.
Les équipements doivent être installés de façon à permettre une bonne accessibilité pour leur nettoyage et leur entretien.
Eventuellement, la minoterie industrielle doit disposer des aires de stockage des produits finis, propres et distinctes de celles des issues en vue de minimiser les risques de contamination.
Les produits finis doivent être stockés dans des sacs propres sur des palettes et sans aucun contact contre les murs.
Maintenance préventive et étalonnage :
L’ensemble des équipements doivent faire l’objet d’un plan de maintenance préventive et d’étalonnage, et/ou vérification des équipements de mesure et de surveillance pour s’assurer qu’ils fonctionnent comme prévu. Ce plan comprend :
•Unelistedel’équipementexigeantunentretienet/ouunétalonnagerégulier;
•Desprogrammesfréquentsd’entretienetd’étalonnage,pourpermettrelasurveillance de l’équipement et des dispositifs de contrôle pouvant influer sur la salubrité des aliments, notamment éviter tout danger de nature physique ou chimique (par exemple réparations inadéquates, écaillage de la peinture et rouille ou lubrification excessive).
Les équipements, devant faire impérativement l’objet d’un étalonnage ou de vérification, sont notamment les balances et tous les dispositifs servant au contrôle de mesure.
Le plan d’entretien préventif et d’étalonnage de l’équipement, ainsi que les protocoles écrits, doivent être appliqués et suivis, et les enregistrements doivent être conservés.
3.4 Personnel Toutes les personnes, qui pénètrent à l’intérieur des zones de production et de manutention des produits de la minoterie industrielle, doivent maintenir un degré adéquat de propreté personnelle, et doivent prendre les précautions appropriées pour éviter toute contamination des aliments.
22
3
Guide de bonnes pratiques sanitaires du secteur meunier (GBPS) | Version 00
3.4.1Formation La minoterie industrielle doit former et sensibiliser tout son personnel sur les règles d’hygiène de manipulation des aliments et d’hygiène personnelle, et sur les précautions nécessaires à prendre à même de garantir la sécurité sanitaire des produits reçus, stockés et transformés tout au long du processus de fabrication.
Le minotier doit définir, par écrit, un plan de formation pour son personnel, et tient des dossiers appropriés. La formation porte sur :
•Lalégislationetlaréglementationrelativeàl’hygiène;
•Les règles générales d’hygiène, portant notamment sur l’hygiènecorporelle, et plus particulièrement le lavage des mains, la tenue de travail, les comportements, la marche en avant, etc.
•Lessourcesdecontamination;
•Lestechniquesdenettoyage,dedésinfectionetdeluttecontrelesnuisibles.
Les formations sur l’hygiène et la sécurité sanitaire, et la transmission des instructions au personnel, doivent être enregistrées ; ces dispositions doivent être appliquées également pour le personnel intérimaire et les stagiaires.
3.4.2 Hygiène
Tenue de travail :
Le personnel de la minoterie industrielle doit porter des vêtements de travail appropriés et propres (sans poches et sans boutons) ainsi qu’une coiffe dans les locaux où des denrées non emballées sont manipulées.
Les vêtements doivent être changés à une fréquence minimale.
Comportement :
•Leportdebijoux,montre, fauxongles,... etcdoit êtreproscrit dans leslocaux de production et de stockage, où il existe un risque de contamination des produits,
•Lesmainsdoiventêtrelavéesaudébutdesactivités,aprèschaquepassageaux toilettes et après chaque activité pouvant être une source potentielle de contamination,
•Tout comportement pouvant entraîner la contamination d’aliments,par exemple manger, boire, fumer ou mâcher de la gomme, et toute pratique non hygiénique, comme cracher, sont interdits dans les aires de manipulation d’aliments. Le personnel doit être informé de cette interdiction, par exemple, par des affiches.

BO
NN
ES
PR
ATIQ
UE
S S
AN
ITA
IRE
S
23Guide de bonnes pratiques sanitaires du secteur meunier (GBPS) | Version 00
Santé du personnel :
•Lesmembresdupersonnel, encontact avec lesmatièrespremièresoules produits finis, doivent subir un contrôle médical, conformément à la réglementation en vigueur, afin de vérifier leur aptitude à manipuler des denrées alimentaires. Les dossiers médicaux doivent être disponibles. Le personnel intérimaire (stagiaires inclus) est également soumis à cette obligation,
•Touteplaiecutanéedoitêtrecouverted’unpansementadhésif,protégésinécessaire par un gant,
•Lesmembresdupersonnel,quiparleurétatdesantésontsusceptiblesdecontaminer les denrées alimentaires, doivent être écartés. L’entreprise doit prévoir une procédure qui exige des membres du personnel d’informer leur hiérarchie s’ils pensent être une source de contamination potentielle. Cette procédure doit être connue de tous.
3.4.3 Matériel Les effets personnels et les vêtements portés à l’extérieur doivent être laissés hors des zones de manipulation d’aliments, dans des casiers prévus à cet effet, et doivent être séparés des vêtements du travail, et entreposés de manière à éviter toute contamination.
Les vestiaires doivent être bien entretenus et propres. Ils doivent être bien éclairés et ventilés et séparés des toilettes.
Un local ou un emplacement hors zone de production doit être mis à la disposition du personnel pour le stockage et la consommation des aliments.
3.4.4 Contrôle du programme lié au personnel Etant donné l’importance du personnel dans la manipulation du produit ou des équipements qui entrent en contact direct avec le produit, les points à surveiller ciblent les lacunes relatives :
•Aulavagedesmains;
•Auxinstallationssanitaires(présencedumatérielrequis:éviers,distributeursà savon et essuie-mains);
•La tenue vestimentaire (propreté des vêtements, tenue de travailappropriée);
•Auxblessures,coupuresnonrecouvertesadéquatement;
•Auxsignesapparentsdemaladieéventuel(rhume,fièvre...etc.);
•Audéplacementdesemployés(respectdelamarcheenavant).
24
3
Guide de bonnes pratiques sanitaires du secteur meunier (GBPS) | Version 00
3.5 Nettoyage Le nettoyage est une étape primordiale de la fabrication des denrées alimentaires. En effet, Le nettoyage permet d’éliminer les souillures visibles ainsi qu’une partie de la charge microbienne des surfaces nettoyées. Cependant, il reste insuffisant pour minimiser les risques de contaminations microbiologiques des denrées alimentaires par le matériel.
3.5.1 Plan de nettoyage La minoterie industrielle doit définir par écrit, et mettre en place un plan de nettoyage efficace permettant d’assurer la préservation des produits de la minoterie, et d’éviter toute contamination par les locaux et par les équipements. Ce plan doit concerner :
•Lafossederéception;
•Lessilosetmagasinsdestockagedescéréales;
•Leséquipements;
•Leschambresàfariness’ilyalieu;
•Leslocauxdestockagedesproduitsemballés;
•Lesol;
•Lesplafonds;
•Lesmurs.
Ce plan doit préciser :
•Lenomouletitredupostedelapersonneresponsable;
•Laméthodedenettoyage;
•Lafréquenceàlaquellel’activitédoitêtreeffectuée.
Les produits et équipement de nettoyage et de désinfection doivent être entreposés dans un local/ou armoire réservé(e) à cet usage. Les équipements de nettoyage doivent être codifiés, de façon à restreindre l’utilisation uniquement pour l’usage prévu (Les brosses pour nettoyage interne des machines ne devraient pas être utilisées pour le nettoyage des sols ou toute autre surface). Ces équipements doivent être fabriqués dans du matériel alimentaire (en évitant le bois) contrôlés et nettoyés de façon régulière.
3.5.2 Contrôle et enregistrement des opérations de nettoyage
•Lesopérationsdenettoyagedoiventêtreenregistrées;
•Le type et la fréquence de vérification de l’efficacité du plan doivent êtredocumentés, et au besoin, des mesures correctives adéquates doivent être apportées.

BO
NN
ES
PR
ATIQ
UE
S S
AN
ITA
IRE
S
25Guide de bonnes pratiques sanitaires du secteur meunier (GBPS) | Version 00
3.6 Lutte contre les nuisibles La minoterie industrielle doit définir par écrit et mettre en place un plan de lutte contre les nuisibles, afin de prévenir la contamination du produit.
Ce plan doit préciser :
•Le nom ou le titre du poste du responsable de la lutte contre les nuisiblesdésigné;
•Lecaséchéant,lenomdel’entrepriseengagée,parcontrat,pourexécuterle plan de lutte contre les nuisibles;
•La liste des produits chimiques utilisés, leur concentration ainsi que leslieux où ils sont appliqués, de même que la méthode et la fréquence d’application (Les produits chimiques utilisés doivent être conformes aux exigences réglementaires en vigueur, le cas échéant, ils doivent être en conformité avec les instructions du fabricant et homologués. Les fiches techniques des produits doivent être conservées);
•Unplanindiquantlesendroitsoùdespiègesontétéplacés.
L’efficacité du plan de lutte contre les nuisibles doit être contrôlée, tant en ce qui concerne la lutte contre les insectes, que celle contre les rongeurs (recherche de saletés dues aux nuisibles, recherche d’ouvertures au niveau des cloisons ou des portes, contrôle des appâts,…).
Les produits chimiques doivent être stockés dans un local ou une armoire fermant à clé. Les produits entreposés ne peuvent être une source de contamination des produits meuniers.
Toutes les opérations et actions entreprises dans ce cadre doivent faire l’objet d’un enregistrement.
3.7 Transport et Stockage
3.7.1 Transport Les contenants utilisés pour le transport des céréales et les produits finis doivent être appropriés, propres et régulièrement nettoyés.
Lorsque les mêmes contenants sont utilisés à la fois pour des aliments et pour des produits non alimentaires, des mesures sont prises pour limiter les produits non alimentaires à ceux qui ne présentent pas de risques pour les charges subséquentes d’aliments, après un nettoyage adéquat.
Avant chaque chargement, l’état de propreté, l’absence de traces des transports précédents et d’insectes vivants doivent être contrôlés par la minoterie.
26
3
Guide de bonnes pratiques sanitaires du secteur meunier (GBPS) | Version 00
Un nettoyage et une désinfection des moyens de transport doivent être effectués chaque fois que ceux-ci sont contaminés ou souillés.
Après chargement, les bennes doivent être convenablement recouvertes (par des bâches) afin d’éviter toute infiltration d’eau ou infestation par les nuisibles.
Les véhicules doivent être chargés et déchargés d’une façon qui empêche les dommages et/ou la contamination de l’aliment.
3.7.2 Stockage Le stockage des intrants (céréales, emballages, ingrédients, additifs et prémix
de fortification) doit avoir lieu dans des zones identifiées et clairement définies, sans risque de contamination croisée en respectant le principe de la marche en avant.
Le stockage doit avoir lieu dans un magasin sec à une certaine distance du sol et des murs, de façon à permettre l’accès en vue du nettoyage et du contrôle des organismes nuisibles.
Les produits défectueux ou suspects sont clairement identifiés et mis à l’écart dans une aire désignée, afin qu’on puisse les éliminer de façon appropriée.
Une bonne gestion des stocks assure un renouvellement régulier de l’ensemble des intrants, et évite leur séjour anormalement prolongé (application de la règle de FEFO). Les intrants, comportant une durée de validité, doivent être obligatoirement utilisés avant leur expiration.
Les produits chimiques (produits d’entretien et de nettoyage, de lutte contre les nuisibles et de laboratoire) doivent être stockés dans un local bien aéré et fermé à clé, sous la responsabilité d’une personne désignée, pour éviter les risques de contamination chimique des céréales ou des produits meuniers.
Les produits finis sont entreposés à une certaine distance du sol et des murs, afin de permettre l’accès en vue du nettoyage et du contrôle des organismes nuisibles.
La rotation des stocks doit être contrôlée pour prévenir la détérioration et la dégradation des produits qui pourraient faire naître un risque pour la santé (par exemple, des produits dont la date de péremption a été dépassée).
Les produits défectueux ou suspects retournés sont clairement identifiés et mis à l’écart dans une aire désignée, afin qu’ils puissent être éliminés de façon appropriée.

IDE
NTI
FIC
ATIO
N D
ES
DA
NG
ER
S E
T M
ES
UR
ES
PR
EV
EN
TIV
ES
PO
UR
LE
UR
MA
ITR
ISE
Guide de bonnes pratiques sanitaires du secteur meunier (GBPS) | Version 00
4.1 Description des produits La description de chaque produit fini et catégorie de produits finis doit être disponible.
Les renseignements relatifs aux éléments suivants doivent être intégrés lorsqu’ils sont liés à l’évaluation des dangers :
a. Le nom du produit ou une identification similaire;
b. La composition;
c. Les caractéristiques biologiques, chimiques et physiques pertinentes pour la sécurité des denrées alimentaires;
d. La durée de vie et les conditions de conservation prévues;
e. Le conditionnement;
f. L’étiquetage relatif à la sécurité des denrées alimentaires et/ou les instructions pour la manipulation, la préparation et l’utilisation;
g. Les méthodes de distribution;
h. Les utilisateurs et consommateurs potentiels doivent être identifiés pour chaque produit et catégorie de produit. Les groupes de consommateurs, reconnus comme étant particulièrement vulnérables, doivent être pris en considération.
L’usage prévu, les conditions de manipulation, stockage et préparation, raisonnablement attendues du produit fini, doivent faire l’objet d’une description documentée, dans la mesure des besoins de la réalisation de l’analyse des dangers.
Afin de garantir la sécurité du consommateur, la manipulation et l’utilisation erronées ou fautives, raisonnablement prévisibles du produit, doivent être prises en considération. Les descriptions doivent être mises à jour lorsque cela est exigé.
4IDENTIFICATION DES DANGERS ET MESURES PREVENTIVES POUR LEUR MAITRISE
27

28
4
Guide de bonnes pratiques sanitaires du secteur meunier (GBPS) | Version 00
4.2 Diagramme de fabrication L’objet du diagramme est de préciser et de documenter les procédés et, en fin de compte, d’aider la minoterie industrielle à déterminer à quelles étapes du procédé les mesures et les procédures de surveillance seraient les plus efficaces.
Par conséquent, le diagramme de fabrication inclut toutes les étapes du procédé, et fait ressortir celles qui sont importantes pour la salubrité du produit :
• Etablir un diagramme de fabrication pour chacun des produits ou groupes de produits transformés dans la minoterie. Un diagramme simple et synoptique est suffisant.
• Lorsque le diagramme de fabrication est terminé, il faut faire systèmatiquement des tournées dans le moulin afin de vérifier si ce diagramme est complet et exact.
Le diagramme de fabrication doit indiquer toutes les étapes, et aider à déterminer celles qui sont importantes pour la production d’un produit sûr.
4.3 Identification des dangers à chaque étape de fabrication
La minoterie industrielle doit disposer de procédures et dispositifs, visant la maîtrise des risques sanitaires à chaque étape du procédé de fabrication. Les types de dangers et les risques qu’ils présentent doivent être décrits, et les mesures préventives à mettre en place pour assurer la sécurité sanitaire des produits doivent être indiquées.
Les dangers sont classés par type (physique, chimique et biologique) et par étape de production (réception, stockage, mouture,…). Les dangers potentiels sont liés essentiellement aux matières premières, au processus de fabrication et au transport. Ils sont inventoriés selon la nature comme suit :
•Dangersbiologiques:florebanaleetpathogène,ergot;
•Dangers chimiques : mycotoxines, résidus de pesticides (herbicides,fongicides, insecticides), résidus de produits de nettoyage, de lutte contre les nuisibles (insecticides de stockage, fumigation, rodenticides), de maintenance (lubrifiants, fluides colporteurs, hydrocarbures) et les métaux lourds (plomb, cadmium);
•Dangers physiques : corps étrangers magnétiques (objets utilisés ouappartenant au personnel, particules métalliques dues au fonctionnement du matériel) et corps étrangers non magnétiques (bois, cailloux, verre, graines étrangères, polis de balai, etc.).

IDE
NTI
FIC
ATIO
N D
ES
DA
NG
ER
S E
T M
ES
UR
ES
PR
EV
EN
TIV
ES
PO
UR
LE
UR
MA
ITR
ISE
29Guide de bonnes pratiques sanitaires du secteur meunier (GBPS) | Version 00
Sur le plan documentaire, la minoterie doit mettre en place un système documentaire regroupant toutes les informations concernant la maîtrise des dangers et les mesures préventives mises en place. Toutes les dispositions, mises en place, doivent être documentées, enregistrées et conservées.
4.4 Mesures préventives et de maîtrise
Type de dangers Danger Mesures préventives pour la maîtrise
Physique Elément ferreux,corps d’oiseaux,insectes vivants, corps étrangers (Pierres,morceau de bois, verres, grains indésirables…)
• Sensibilisationdesstockeurssurles Bonnes Pratiques de Stockage
• Sélectiondesfournisseurs
• Respectdesnormessanitairesrelatives aux céréales
Incorporation des corps étrangers, rongeurs, reptiles
• S’assurerdel’intégritédelagrillede couverture de la fosse
• S’assurerdelacouverturedelafosse en cas de non utilisation
•Mettreenplaceunplanefficacedelutte contre les nuisibles
Chimique Leptospirose provenant de l’urine des rongeurs
• Procéduredeluttecontrelesnuisibles
Fuite de lubrifiants des camions
• Supervisionparl’opérateurFosse
•Cahierdeschargestransporteurs
Biologique Mycotoxines(afltoxines, ochratoxine)
• A l’import :
Sélection des fournisseurs; Exiger les certificats de conformités
• Blélocal:
- Sensibilisation aux respects des BPS pour les stockeurs
- Transport à l’abri des intempéries
Alcaloïdes de l’ergot Contrôle sensoriel à la réception
Fichen°1:Plandemaîtrisedesdangersau niveau de la réception

30
4
Guide de bonnes pratiques sanitaires du secteur meunier (GBPS) | Version 00
Type de dangers Danger Mesures préventives pour la maîtrise
Physique • Lesinsectesmortset fragments d’insectes, poils de rongeurs, excréments
• Accumulationdepoussières
•Applicationd’unplandenettoyagedes silos et magasins
Chimique Résidus desinsecticides
Produits homologués, doses et durées de rémanence respectées
Biologique •Mycotoxines(aflatoxines, ochratoxines)
• Insectesvivants
Maitrise des conditions de stockage
Plan de nettoyage et de lutte contre les nuisibles au niveau des silos et magasins
Fichen°2:Plandemaîtrisedesdangersauniveaudustockage

IDE
NTI
FIC
ATIO
N D
ES
DA
NG
ER
S E
T M
ES
UR
ES
PR
EV
EN
TIV
ES
PO
UR
LE
UR
MA
ITR
ISE
31Guide de bonnes pratiques sanitaires du secteur meunier (GBPS) | Version 00
Type de dangers Danger Mesures préventives pour la maîtrise
Physique • Introductiondecorps étrangers au niveau du canal d’aspiration
• Passaged’élémentsferreux
• Passagedespierreset des gros déchets
• Passagedesgrainsindésirables
• Fermetureducanalparunegrilledeprotection
• SensibilisationdupersonnelauxBPH
• Accèslimitéauxopérateursdésignés et contrôleurs
• Réglage,entretienetvérificationdes machines de nettoyage de séparateur et de l’épierreur
• Contrôledescéréalesàl’entréeetàla sortie des machines
Introduction des fines particules (Sables)provenant de l’eau
Filtration de l’eau + entretien des filtres
Chimique Contaminationchimique par l’eau
Usage de l’eau potable (assurer la conformité à la norme NM 03.07.001)
Contamination par deslubrifiants
Usage des lubrifiants alimentaires
Biologique Passage d’ergots et des grains infestés
Réglage des machines
Respect du programme de nettoyage des équipements
Contrôle des équipements de nettoyage
Développementmicrobien
Calcul théorique de la quantité d’eau à ajouter; arrêt de mouillage par électrovanne et manuelEtalonnage du mouilleur selon le plan d’étalonnage
Adapter la durée de repos en fonction de variétés des céréales
Assurer la propreté des vis de mouillage, des cellules de repos et des laveuses le cas échéant.
Fichen°3:Plandemaîtrisedesdangersauniveaudunettoyageet du conditionnement

32
4
Guide de bonnes pratiques sanitaires du secteur meunier (GBPS) | Version 00
Type de dangers Danger Mesures préventives pour la maîtrise
Physique Introduction des corps étrangers à travers les portes d’inspection
Limitation d’accès (chef meunier, chefs d’équipes) respect des bonnes pratiques d’hygiène.
Contamination par les débris de brosse des appareils à cylindres et des tapotins
Contrôle d’état et changement si nécessaire
Particules résultants d’un mauvais net-toyage et d’usure du matériel
•Nettoyageefficacedescéréales•Contrôledesaimants
Introduction des corps étrangers au niveau des sasseurs
Protection des sasseurs
Contamination par les débris de brosse de dégommage des tamis
Contrôle d’état et changement si nécessaire
Chimique Contamination par des lubrifiants
Utilisation des lubrifiants alimentaire dans les zones à risque
Contamination par la lubrification au niveau des vis à farine
Usage de lubrifiant alimentaire
Biologique Contamination par les plumes de brosses (nids d’insectes)
Nettoyage et désinsectisation périodiques des plumes
développement micro-bien et des insectes au niveau des globes (moisissures)
Nettoyage des équipements
Contamination par le personnel
Limitation d’accès (chef meunier, chefs d’équipe) respect des BPH
Fichen°4:Plandemaîtrisedesdangersauniveaudelamouture(Broyageetconvertissage,sassageetblutage)

IDE
NTI
FIC
ATIO
N D
ES
DA
NG
ER
S E
T M
ES
UR
ES
PR
EV
EN
TIV
ES
PO
UR
LE
UR
MA
ITR
ISE
33Guide de bonnes pratiques sanitaires du secteur meunier (GBPS) | Version 00
Type de dangers Danger Mesures préventives pour la maîtrise
Physique Introduction de corps étrangers par la porte de cellule au moment de prise de mesure ou durant le process
Respect des BPH, limitation de l’accès
Ecaillement du revêtement des cellules
Usage de revêtement avec peinture alimentaire
Chimique Contamination par un composant chimique incorporé (ingrédients, améliorants, prémix de fortification)
• Respecterlesdosesprescritespar les fournisseurs (pour le fer et vitamines)
• RespecterlaNM08.1.242
• Dosageréaliséparunpersonnelqualifié
• Disponibilitéd’instructiondedosage
• Entretienetétalonnagedumicrodoseur
Biologique Contamination par les parois des cellules
Nettoyage et désinfection des cellules
Développement microbien d’insectes
Limiter la durée de stockage à 15jours dans les cellules
Fichen°5:Plandemaîtrisedesdangersauniveaududosageet mise en cellule

34
4
Guide de bonnes pratiques sanitaires du secteur meunier (GBPS) | Version 00
Type de dangers Danger Mesures préventives pour la maîtrise
Physique Contamination par les corps étrangers ramenés par les emballages
• Sélectiondefournisseurs,respectdes bonnes conditions de stockage en interne
• RespectduFEFO
•Contrôledesemballagesavantchaque utilisation
Corps étranger présent dans les produits finis
Etablir un système de contrôle fréquent des tamis de sureté et des aimants
Introduction des débris de l’aiguille cassée
En cas de casse d’aiguille, éliminer les sacs contaminés
Bris de verre Protéger le dispositif d’ensachage
Chimique Contamination des lubrifiants des machines à coudre
Usage de lubrifiant alimentaire, s’assurer de l’intégrité des arrêts d’huile
Contamination par l’encre d’impression et l’encre de marquage
Demander les certificats d’alimentarité de l’encre
Biologique Contamination par le personnel
Sensibilisation du personnel de poste sur le respect des bonnes pratiques d’hygiène
Contamination par les sacs
Sélection de fournisseurs, respect des bonnes conditions de stockage en interne
Fichen°6:Plandemaîtrisedesdangersauniveaude l’ensachage

IDE
NTI
FIC
ATIO
N D
ES
DA
NG
ER
S E
T M
ES
UR
ES
PR
EV
EN
TIV
ES
PO
UR
LE
UR
MA
ITR
ISE
35Guide de bonnes pratiques sanitaires du secteur meunier (GBPS) | Version 00
Type de dangers Danger Mesures préventives pour la maîtrise
Biologique Développementmicrobien
Maitriser les bonnes conditions de stockage et respect des bonnespratiques d’hygiène
Développement des insectes
Contamination par lepersonnel
Fichen°7:Plandemaîtrisedesdangersauniveaudes produits finis

36
5
Guide de bonnes pratiques sanitaires du secteur meunier (GBPS) | Version 00
GESTIONDES PRODUITS
5.1 Traçabilité des produits La minoterie industrielle doit établir et appliquer un système de traçabilité, qui permet d’identifier les lots de produits et leur relation avec les lots de matières premières, ainsi que les enregistrements relatifs à la transformation et à la livraison. Pour chaque lot de produits, ce système doit indiquer comment sont consignés les renseignements suivants :
• La nature des produits (matières premières, additifs, emballages, etc.) ;
• L’origine (identité du fournisseur) des produits ;
• La date de réception des produits ;
• La quantité des produits ;
• Le n° de lot ;
• La méthode de transport, et toutes données pouvant servir à identifier ou retracer l’emplacement des produits ;
• La date de transformation des produits;
• Le nom et l’adresse du destinataire;
• La date de livraison des produits finis.
Le système doit être testé au moins une fois par an (par exemple, sur l’identification du lot du produit fini) et les résultats du test, en ce qui concerne son efficacité et sa rapidité de mise en œuvre, doivent faire l’objet d’un enregistrement.
L’ensemble des documents importants pour la traçabilité, notamment tous les enregistrements y afférents, doit être conservé pendant une période supérieure à la durée de validité du produit de la minoterie, ou selon les exigences réglementaires.

GE
STI
ON
DE
S P
RO
DU
ITS
37Guide de bonnes pratiques sanitaires du secteur meunier (GBPS) | Version 00
5.2 Maitrise des produits non conformes La minoterie industrielle doit élaborer, documenter et mettre en œuvre les programmes de surveillance requis pour garantir la conformité des produits de la minoterie aux exigences des textes réglementaires en vigueur et/ou normes cités au point 1.5.
Les programmes de surveillance doivent spécifier, pour chacune des denrées alimentaires élaborées, les mesures à mettre en œuvre pour assurer que :
a. L’usage de matières premières et additives alimentaires,
b. Les emballages et matériaux entrant en contact avec les denrées alimentaires (matières premières, produits intermédiaires et produits finis),
c. Les indications et mentions figurant sur les produits finis, par marquage direct des conditionnements et/ou au moyen d’étiquettes ou tout autre support approprié,
d. Et les qualités organoleptiques, physico-chimiques et microbiologiques des denrées alimentaires proposées à la consommation,
d. Satisfont aux exigences réglementaires et normatives à caractère obligatoire en vigueur.
A cet effet, la minoterie industrielle doit spécifier les exigences réglementaires en :
• Constituant et tenant à jour un (des) recueil(s) des exigences réglementaires et normatives à caractère obligatoire, couvrant la (les) denrée(s) fabriquée(s),
• Identifiant, pour chaque produit, les dispositions réglementaires et spécifications normatives à caractère obligatoire et les traduire, le cas échéant, en critères d’acceptation objectivement mesurables.
La minoterie industrielle doit procéder, périodiquement, à des prélèvements et analyses ciblés d’échantillons en tant qu’outils d’appui aux résultats des observations, des inspections et d’autres activités de vérification. La minoterie doit surveiller et mesurer les caractéristiques du produit, afin de vérifier que les exigences relatives à la conformité et à la sécurité des denrées alimentaires sont satisfaites.
Les analyses peuvent être effectuées en interne ou sous-traitées à des laboratoires externes accrédités et/ou reconnus par l’ONSSA. Les laboratoires internes doivent participer aux essais inter laboratoires, organisés à l’échelle nationale et/ou à l’échelle internationale, pour démontrer et garantir la fiabilité de leurs résultats.
Les enregistrements nécessaires, pour apporter la preuve que le produit satisfait aux exigences réglementaires, doivent être conservés.
La minoterie industrielle doit garantir, à travers une procédure documentée, que les produits non-conformes et les gâchis sont identifiés, isolés et traités de manière à empêcher leur livraison ou utilisation non intentionnelle.
Les enregistrements, relatifs à la maîtrise du produit non-conforme et gâchis, doivent être conservés.
38
5
Guide de bonnes pratiques sanitaires du secteur meunier (GBPS) | Version 00
Dans le cas où le produit de la minoterie industrielle présente des écarts par rapport aux exigences réglementaires, la minoterie doit :
• Mener les actions nécessaires permettant d’empêcher sa livraison au client/consommateur ;
• Mener les actions permettant d’éliminer cette non-conformité.
Tous les enregistrements, concernant la nature et la maîtrise des non-conformités, doivent être conservés.
Lorsqu’un produit non-conforme est corrigé, il doit être vérifié pour prouver sa conformité aux exigences prédéfinies, avant sa livraison aux clients/consommateurs.
Dans la mesure où la non-conformité du produit est détectée après sa livraison, la minoterie industrielle doit notifier cette non-conformité aux consommateurs/clients et aux autorités, et mener les actions nécessaires pour rappeler le produit non-conforme.
5.3 Programme de retrait/rappel et de notification La minoterie industrielle doit établir, mettre en œuvre et conserver une procédure documentée pour le retrait/rappel des produits identifiés comme présentant un risque sanitaire.
Ces procédures doivent pouvoir être mises en œuvre à tout moment opportun.
L’efficacité du retrait/rappel doit être vérifiée de façon périodique à l’aide d’essais.
Le fabricant établit par écrit une procédure à suivre pour permettre le retrait/rappel rapide et complet de tout lot d’aliments sur le marché.
La minoterie industrielle doit désigner la ou les personnes responsables d’un retrait/rappel (par exemple coordonnateurs de rappel), et les rôles et responsabilités des personnes chargées de coordonner et d’exécuter un retrait/rappel.
La procédure de retrait/rappel doit comprendre :
a. La séquence des actions à entreprendre,
b. Les ressources affectées à l’exécution efficace du retrait/rappel,
c. Le mode et le contenu de la notification aux parties concernées, autorités compétentes, consommateurs, distributeurs et détaillants, en fonction de la gravité des dangers identifiés. L’information des autorités compétentes porte sur les éléments suivants :
• Quantité de produits fabriqués, en stock et distribués;
• Dénomination, conditionnement, numéros de lot des aliments rappelés;

GE
STI
ON
DE
S P
RO
DU
ITS
39Guide de bonnes pratiques sanitaires du secteur meunier (GBPS) | Version 00
• Zone de distribution du produit (locale, nationale ou internationale);
• Motif du retrait/rappel.
d. Les mesures de sécurisation ou de maintenance sous contrôle des denrées alimentaires identifiées, en fonction de leur localisation,
e. La définition du devenir des produits faisant l’objet du retrait :
• Leur destruction;
• Leur utilisation à des fins autres que celles initialement prévues;
• Leur détermination comme sûres pour l’usage prévu, qu’il soit identique ou différent;
• Une nouvelle transformation assurant leur innocuité.
f. La mesure et l’enregistrement de l’efficacité du programme de retrait/rappel.
La procédure de retrait/rappel doit être testée périodiquement, pour vérifier la rapidité de sa mise en œuvre, et son efficacité en ce qui concerne l’identification et le retrait/rappel du produit rapidement du marché. Les résultats de ces tests doivent être enregistrés.

40
6
Guide de bonnes pratiques sanitaires du secteur meunier (GBPS) | Version 00
DOCUMENTATION
La minoterie industrielle doit établir un système de documentation, destiné à fournir la preuve de la conformité aux exigences réglementaires, en matière de sécurité sanitaire et aux dispositions du présent guide de bonnes pratiques sanitaires.
La documentation du système de sécurité sanitaire doit comprendre les documents exigés par la réglementation en vigueur et les procédures documentées, et les enregistrements exigés par le guide.
Des procédures documentées doivent être établies pour maîtriser la documentation interne et externe, et pour maîtriser les enregistrements.
Liste de documents
Partie concernée duGBPS
Documents
Implantation etlocaux
• Plan de situation
•Pland’ensembledulocalobjetdelademande(Echellede1/100 à 1/300) précisant son lieu d’implantation, sa situation, ses délimitations, la disposition et le dimensionnement des espaces de travail et des lieux d’entreposage, les circuits d’arrivée d’eau potable et d’évacuation des eaux résiduaires, l’emplacement des locaux à usage du personnel et des sanitaires, ainsi que des équipements et des points d’eau. Ces plans doivent indiquer le cheminement des produits, les sens de déplacement du personnel et les circuits d’évacuation des déchets
•Procéduredegestiondesdéchets
Caractéristiques des intrants
•Spécificationsdesintrants
•Listedesfournisseurs
•Procédured’évaluationdesfournisseurs
•Résultatsd’analysedel’eau
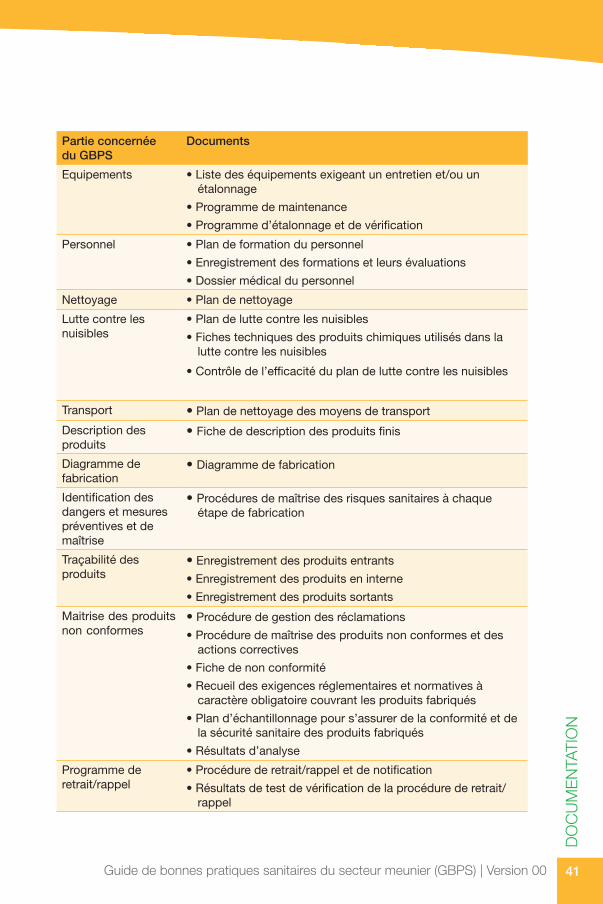
DO
CU
ME
NTA
TIO
N
41Guide de bonnes pratiques sanitaires du secteur meunier (GBPS) | Version 00
Partie concernée duGBPS
Documents
Equipements •Listedeséquipementsexigeantunentretienet/ouunétalonnage
•Programmedemaintenance
•Programmed’étalonnageetdevérification
Personnel •Plandeformationdupersonnel
•Enregistrementdesformationsetleursévaluations
•Dossiermédicaldupersonnel
Nettoyage •Plandenettoyage
Lutte contre lesnuisibles
•Plandeluttecontrelesnuisibles
•Fichestechniquesdesproduitschimiquesutilisésdanslalutte contre les nuisibles
•Contrôledel’efficacitéduplandeluttecontrelesnuisibles
Transport • Plan de nettoyage des moyens de transport
Description des produits
•Fiche de description des produits finis
Diagramme de fabrication
•Diagramme de fabrication
Identification des dangers et mesures préventives et de maîtrise
•Procédures de maîtrise des risques sanitaires à chaque étape de fabrication
Traçabilité des produits
• Enregistrement des produits entrants
•Enregistrementdesproduitseninterne
•Enregistrementdesproduitssortants
Maitrise des produits non conformes
• Procédure de gestion des réclamations
•Procéduredemaîtrisedesproduitsnonconformesetdesactions correctives
•Fichedenonconformité
•Recueildesexigencesréglementairesetnormativesàcaractère obligatoire couvrant les produits fabriqués
•Pland’échantillonnagepours’assurerdelaconformitéetdela sécurité sanitaire des produits fabriqués
•Résultatsd’analyse
Programme de retrait/rappel
•Procédurederetrait/rappeletdenotification
•Résultatsdetestdevérificationdelaprocédurederetrait/rappel

42 Guide de bonnes pratiques sanitaires du secteur meunier (GBPS) | Version 00
ANNEXES (Modèles de formulaires)

AN
NE
XES
(Mod
èles
de
form
ulai
res)
43Guide de bonnes pratiques sanitaires du secteur meunier (GBPS) | Version 00
Date Opérations effectuéesRéalisé par :
Opérateur interne ouentreprise externe
Visa
FichedemaintenancedeséquipementsEquipement :

44 Guide de bonnes pratiques sanitaires du secteur meunier (GBPS) | Version 00
N° ............................................
DESCRIPTION DE L’ANOMALIE (Personne confrontée au problème) :
EVALUATION DE LA NON-CONFORMITE (Responsable concerné) :
ACTION CURATIVE A METTRE EN ŒUVRE (Responsable concerné) :
ACTION CORRECTIVEAnalyse des causes (Responsable concerné) :
Action corrective décidée (Responsable concerné) :
Contrôle de l’éf�cacité de l’action corrective (Responsable qualité) :
Véri�cation de la mise en œuvre de l’action corrective(Responsable qualité)
Action corrective à mettre en place :
Ouverte par : Date :
Nom :
Décision : Information du client : OUI :
Date : Visa :
Nom : Date : Visa :
Nom : Date : Visa :
Nom : Date : Visa :
Nom : Date : Visa :
Nom : Date : Visa :
Nom : Date : Visa :
Non-conformité concernant :
Risque mineur(à dé�nir)
Risque majeur(à dé�nir)
Risque critique(à dé�nir)
NON :
OUI : NON :
Date prévue de la mise en place :
Fichedenonconformité

AN
NE
XES
(Mod
èles
de
form
ulai
res)
45Guide de bonnes pratiques sanitaires du secteur meunier (GBPS) | Version 00
Date
1/
Retour N°
Type farine :
Référence du produit :
Quantité :
Client et coordonnées :
N° de commande :
Description du problème :
2/
Caractéristiques
Observations
Type produit
3/ Commentaires/ Visa
4/ Action corrective
Date et visa du RQ et CM
RMQSA CM
Fichederetour

46 Guide de bonnes pratiques sanitaires du secteur meunier (GBPS) | Version 00
Date Code Nbre heures
Fréquence :Emplacement :
Travaux à faire /Remarques
ValidationNom & Visaopérateur
Maintenance des compresseurs Référence :

AN
NE
XES
(Mod
èles
de
form
ulai
res)
47Guide de bonnes pratiques sanitaires du secteur meunier (GBPS) | Version 00
Date Code Nbre heures
Fréquence :Emplacement :
Travaux à faire /Remarques
ValidationNom & Visaopérateur
Maintenance des suppresseurs Référence :

48 Guide de bonnes pratiques sanitaires du secteur meunier (GBPS) | Version 00
Date sortie
Analyses du produit emballé
Libéré par :
-
-
Caractéristiques/Type
Références du produit
FicheProduitFini

AN
NE
XES
(Mod
èles
de
form
ulai
res)
49Guide de bonnes pratiques sanitaires du secteur meunier (GBPS) | Version 00
N° Désignation Béné�ciaires ObservationsDurée
Programme de formation
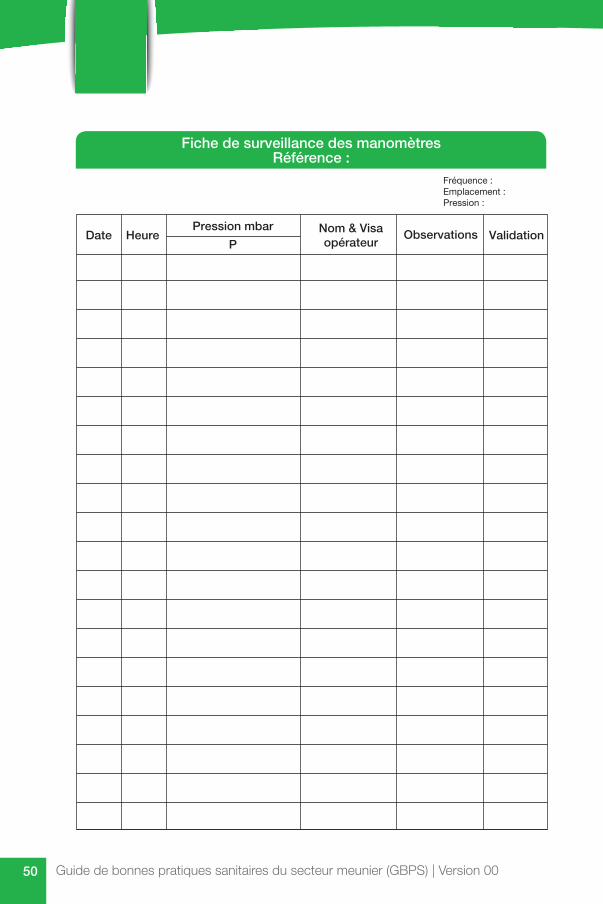
50 Guide de bonnes pratiques sanitaires du secteur meunier (GBPS) | Version 00
Date HeurePression mbar
P
Fréquence :Emplacement :Pression :
Nom & Visaopérateur
ValidationObservations
FichedesurveillancedesmanomètresRéférence :
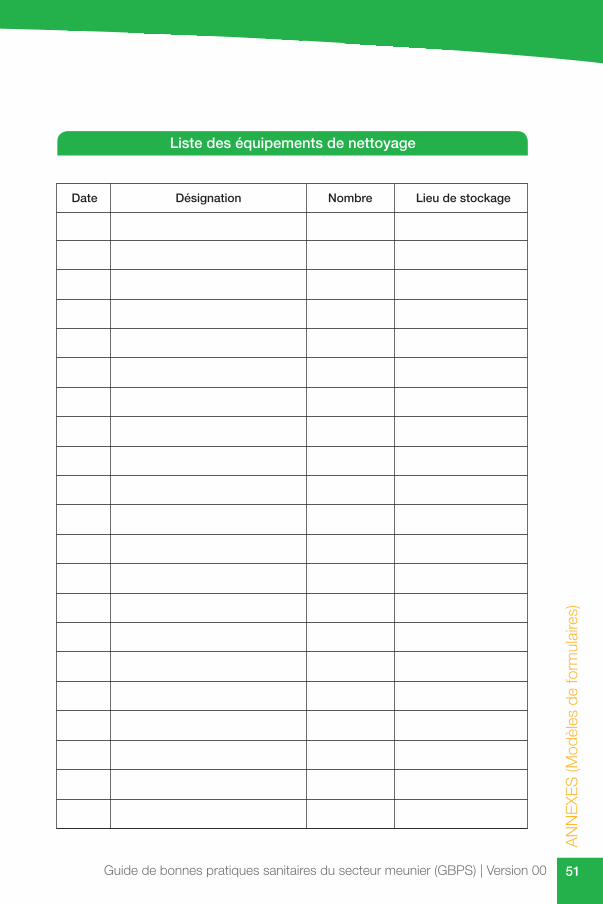
AN
NE
XES
(Mod
èles
de
form
ulai
res)
51Guide de bonnes pratiques sanitaires du secteur meunier (GBPS) | Version 00
Date Désignation Lieu de stockageNombre
Liste des équipements de nettoyage

52 Guide de bonnes pratiques sanitaires du secteur meunier (GBPS) | Version 00
Ronde de surveillance hebdomadaire
Date Constats Suggestions Délais de correction
Savon & Essuie mains
Etat des casiers
Douches, lavabos WC
Propreté des locaux
Etat des regards extérieurs
Sacs spécifique dédiés aux déchets
Propreté des bennes
Lavage des camions
Entretien des camions
Bâchages jour de pluit
Déballage
Dépoussiérage
Emballage /conditionnement
Réfectoire
Eau chaude
Fosse
Nuisible
Rongeur
Tenue de travail
Inspection sacs PF
Le : / /
Nom/Visa Resp

AN
NE
XES
(Mod
èles
de
form
ulai
res)
53Guide de bonnes pratiques sanitaires du secteur meunier (GBPS) | Version 00
Ann
ée
Pro
dui
t à
anal
yser
Par
amèt
re à
cont
rôle
r
Réa
lisat
ion
des
ana
lyse
s
12
34
56
78
910
1112
Lab
ora
toir
e ch
arg
éd
e l’a
naly
se(in
tern
e o
uex
tern
e)
Fré
que
nce
des
anal
yses
Pla
nnin
g d
es a
naly
ses

54 Guide de bonnes pratiques sanitaires du secteur meunier (GBPS) | Version 00
Dat
eP
rod
uit
Ech
antil
lon
pré
levé
par
Lieu
de
pré
lève
men
tP
aram
ètre
cont
rôle
Rés
ulta
tA
ctio
nF
iche
de
non-
conf
orm
itéN
°
Réf
éren
ceré
gle
men
tair
eo
u no
rme
Sui
vi d
es a
naly
ses

AN
NE
XES
(Mod
èles
de
form
ulai
res)
55Guide de bonnes pratiques sanitaires du secteur meunier (GBPS) | Version 00
Dat
eZ
one
Vér
i�ca
tion
Act
ion
corr
ectiv
e im
méd
iate
No
m &
vis
aO
pér
ateu
rN
om
& v
isa
Vér
i�ca
teur
Fiche
devé
rific
ationdune
ttoya
geetd’hyg
iène
56 Guide de bonnes pratiques sanitaires du secteur meunier (GBPS) | Version 00
Iden
ti�ca
tion
de
l’ins
trum
ent
de
mes
ure
Fré
que
nce
d’é
talo
nnag
eO
rgan
ism
ed
’éta
lonn
age
Dat
ed
’éta
lonn
age
Fai
tV
isa
Res
po
nsab
leQ
ualit
éD
ate
du
pro
chai
nét
alo
nnag
eO
uiN
on
Fiche
d’étalonn
agedes
équipem
ents

AN
NE
XES
(Mod
èles
de
form
ulai
res)
57Guide de bonnes pratiques sanitaires du secteur meunier (GBPS) | Version 00
Dat
eS
ite à
trai
ter
Pro
dui
tsU
tilis
ésT
ype
de
trai
tem
ent
Co
mm
enta
ires
Rec
om
man
dat
ion
Tra
item
ent
effe
ctué
par
No
m &
Vis
aO
pér
ateu
rN
om
& V
isa
Vér
i�ca
teur
Fiche
traite
men
tsa
nitaire
58 Guide de bonnes pratiques sanitaires du secteur meunier (GBPS) | Version 00
Dat
eP
rod
uits
util
isés
Rés
ulta
ts c
ons
taté
s le
(dat
e)M
esur
es c
orr
ectiv
esC
ont
rôlé
par
Form
ulairerelatifau
contrôledel’é
ffica
citédelalu
tteco
ntrele
snu
isibles

AN
NE
XES
(Mod
èles
de
form
ulai
res)
59Guide de bonnes pratiques sanitaires du secteur meunier (GBPS) | Version 00
ZO
NE
Loca
l/m
atér
iel
Fré
que
nce
Pro
dui
tM
étho
de
Co
nsig
nes
sécu
rité
Res
po
nsab
le(d
ate
et v
isa)
Dat
e d
e ne
tto
yag
e
Pro
gra
mm
e d
e ne
tto
yag
e
60 Guide de bonnes pratiques sanitaires du secteur meunier (GBPS) | Version 00
Typ
e p
rod
uit
Fin
iN
° Lo
t
Dat
e :
Nom
bre
Sac
Con
diti
onne
men
tQ
uant
itéN
° B
on
Enl
évem
ent
N°
Bo
nE
tatiq
ueN
om
Clie
ntM
atri
cule
Cam
ion
So
rtie
des
pro
dui
ts fi
nis

IFIM, ancienne route principale de Rabat, Km 11,5 Sidi Bernoussi, Casablanca - MarocTél. : +212 522 73 98 46 / +212 522 76 81 96 Fax : +212 522 74 07 38
E-mail : [email protected] - www.ifim.ac.ma
Centre d’excellencede l’industrie meunièreet des activités céréalières
Longue expérience dans l’organisation de cycles et séminaires de formation en technologie meunière, maintenance, contrôle qualité, systèmes qualité (HACCP, ISO), boulangerie, techniques de stockage…
Laboratoire de contrôle qualité au service de la filière céréalière blé - farine - pain, offrant des prestations d’analyses et de contrôle Qualité fiables, répondant aux normes nationales et internationales (IMANOR , BIPEA…) Laboratoire accrédité selon la norme NM ISO 17025
Conseil, assistance et accompagnement des industries céréalières, à travers un réseau de consultants et d’experts nationaux et internationaux en meunerie, contrôle qualité, boulangerie, alimentation animale, stockage des blés et farines …
FORMATION CONTINUE
CONTROLE QUALITE
ASSISTANCE TECHNIQUE