GUÍA DE EJERCICIOS.docx
27
GUÍA DE EJERCICIOS PROCESOS DE SOLDADURA Ing. Jorge Vera Alvarado 1) ¿Qué función cumple el recubrimiento de los electrodos en la soldadura? Indique la función del polvo de Fe. De ejemplos de electrodos. CUMPLE TRES FUNCIONES: ELECTRICOS: Permite el empleo de corriente eléctrica continua y alterna, facilita el encendido y estabiliza el arco, No todo electrodo fabricado para corriente continua (CC) puede utilizarse para corriente alterna(CA) METALURGICA: Proteger al metal fundido de los gases dañinos del medio ambiente. Formar gases inertes y activos (CO2), evita formación de óxidos, nitruros que provocan baja resistencia, fragilidad, porosidad. Retardan el enfriamiento, entregan elementos de aleación para mejorar propiedades, formar la escoria protectora del metal fundido; reemplazar a los elementos del metal base por acción de la temperatura elevada del arco eléctrico. MECANICA – FISICA: facilita la soldadura en cualquier posición, permite el depósito de cordones arrastrando el electrodo. Evita el arco errático, concentración de flujo gaseoso Electrodo de hierro en polvo (revestimiento oxidante): relleno rápido de las juntas de soldadura. El mayor rendimiento que se logra con estos electrodos es el resultado de la utilización más eficiente del calor generado por el arco eléctrico, la temperatura alta del arco funde simultáneamente la pieza a soldar, la varilla del electrodo y también el hierro en polvo del revestimiento, como consecuencia se deposita mayor cantidad de material por amperaje, ahorrándose energía. Ejemplos electrodos en polvo: ferrocito 24(AWS E7024), ferrocito27 (AWS E6027), ferrocito27-G (AWS E6027-G). 2) ¿Cuáles de las siguientes características dependen del tipo de recubrimiento del electrodo?
-
Upload
justo-estanislao-perez-castillo -
Category
Documents
-
view
490 -
download
7
Transcript of GUÍA DE EJERCICIOS.docx
GUÍA DE EJERCICIOS PROCESOS DE SOLDADURA
Ing. Jorge Vera Alvarado1) ¿Qué función cumple el recubrimiento de los electrodos en la soldadura? Indique la
función del polvo de Fe. De ejemplos de electrodos.
CUMPLE TRES FUNCIONES:
ELECTRICOS: Permite el empleo de corriente eléctrica continua y alterna, facilita el encendido y estabiliza el arco, No todo electrodo fabricado para corriente continua (CC) puede utilizarse para corriente alterna(CA) METALURGICA: Proteger al metal fundido de los gases dañinos del medio ambiente. Formar gases inertes y activos (CO2), evita formación de óxidos, nitruros que provocan baja resistencia, fragilidad, porosidad. Retardan el enfriamiento, entregan elementos de aleación para mejorar propiedades, formar la escoria protectora del metal fundido; reemplazar a los elementos del metal base por acción de la temperatura elevada del arco eléctrico.
MECANICA – FISICA: facilita la soldadura en cualquier posición, permite el depósito de cordones arrastrando el electrodo. Evita el arco errático, concentración de flujo gaseoso
Electrodo de hierro en polvo (revestimiento oxidante): relleno rápido de las juntas de soldadura. El mayor rendimiento que se logra con estos electrodos es el resultado de la utilización más eficiente del calor generado por el arco eléctrico, la temperatura alta del arco funde simultáneamente la pieza a soldar, la varilla del electrodo y también el hierro en polvo del revestimiento, como consecuencia se deposita mayor cantidad de material por amperaje, ahorrándose energía.
Ejemplos electrodos en polvo: ferrocito 24(AWS E7024), ferrocito27 (AWS E6027), ferrocito27-G (AWS E6027-G).
2) ¿Cuáles de las siguientes características dependen del tipo de recubrimiento del electrodo?
a] Penetración.b] Diseño de junta.c] Forma del cordón obtenido.d] Posición de soldadura para la que es apta.e] Tipo de corriente en que opera correctamente.
RESPUESTA: SON TODAS LAS ATERNATIVAS.
3) ¿Cuál es el motivo de resecar los electrodos revestidos? De ejemplos en los cuales se realiza y especifique temperatura y tiempo recomendado.
El motivo es que el revestimiento no pierda sus mejores propiedades ya que cuando los electrodos son expuesto al medio ambiente (después de sacarlos de su envase) tienden a humedecerse y esto perjudica a la soldadura como los electrodos de bajo hidrogeno que se resecan como: E7015, E7018, E7016, en caso de humedad excesiva o cuando los envases han permanecido abiertos secar entre (T° = 150 – 400 °C) durante un t = 1.5 h.
4) Describir el papel del revestimiento del electrodo o del fundente en la soldadura protegida por escoria y mencionar algunos procesos de estas características.
Su función es proteger el material fundido contra la entrada de O2 y N2 del aire. Lo consiguen tapando al baño de fusión mediante una capa de escoria que debe retrasar así mismo la solidificación del material y en consecuencia revenir el temple no deseado y al mismo tiempo facilitar la fusión y expulsión de gases del metal fundido.Procesos: SMAW y SAW
5) De ejemplos de electrodos revestidos que posean alta penetración y sus respectivas especificaciones según AWS.
Son electrodos celulósicos el E6010 (cellocord P), E6011 (cellocord AP) y E7010-A1 (cellocord 70).
Soldadura en cualquier posición Buena penetración Arco enérgico Escoria orgánica T° fluencia 380 - 430°C Resistencia a la Tracción mínima 400 – 500 (60klb/pulg2) Elongación 25 – 30% J a 29°C es 50 J CC (6010) Y CC, CA (6011)
6) Seleccionar posibles electrodos revestidos para soldar una chapa de 3 mm de espesor de acero de bajo carbono.
E6011, E6010; como es una chapa de espesor delgado se debe escoger ele electrodo E6011. Según la clasificación AWS Norma A5.1-91 de 1/8” de diámetro del electrodo con A = 90 – 100.
7) Seleccionar un electrodo revestido para soldar un acero ASTM A 36 (acero al carbono para usos estructurales).
Según AWS Norma A5.1-91: E6011, E6012, E6013, E7014 E7018 y E7024.
8) Seleccionar un electrodo revestido para soldar un acero SAE 4140.
Según AWS Norma A5.1-91: E7016, E7018, E7010, E10018-G
9) Seleccionar un electrodo revestido para soldar un acero al C-Mn. El metal depositado deberá poseer una tensión de fluencia de aproximadamente 520 N/mm2 y sea resistente a la fisuración en frío. Será utilizado con una intensidad de corriente (CC) de 150 amp.
520 N /mm2 = 75 Klb/pulg2.E751X – D (E7515 – D)
10) Seleccionar un electrodo revestido para soldar un acero resistente al calor utilizado en las industrias químicas (Cr/Mo).
- E5xx - 15- E5xx – 16
11) ¿Qué es el soplo o desviación del arco? ¿Cómo podría evitarlo?
Son líneas magnéticas que se generan en el arco eléctrico y el electrodo, estas líneas de fuerza hacen que el electrodo se pegue hacia los bordes metálicos ocasionando que se desvié el arco.
Medidas de corrección:
- Utilizar un arco lo más corto posible, la fuerza del arco puede neutralizar o contrarrestar al soplo magnético.
- Reducir el amperaje que se está utilizando, para eso utilizar electrodo de menor diámetro y en consecuencia rebajar la velocidad de trabajo.
- soldar en dirección de un cordón o punto efectuado de antemano.- Colocar la grampa de tierra lo más lejos posible de la junta a soldar.
12) a] ¿Qué parámetros y condiciones de soldadura modificaría para aumentar el calor aportado?.b] En la mayoría de los procesos de soldadura por fusión, la velocidad de soldadura es independiente de la energía de aportación. ¿Cuál de los procesos es una excepción a lo anterior?. Explique porque.
La polaridad, el amperaje velocidad de avance y voltaje adecuada.
13) Se ha indicado que la velocidad de enfriamiento es mayor en el proceso GMAW que en el SMAW y que es mayor la probabilidad de que ocurra fisuras en la ZAC en los aceros templables. ¿Cuál es la razón principal por lo que la velocidad de enfriamiento del metal de soldadura es mayor en GMAW que en SMAW?
La velocidad de enfriamiento en el proceso GMAW es más rápida porque la ZAC es mas angosta, ya que el encendido del arco es más puntual y concentrado que en proceso y también porque la alimentación es constante.Al no existir escoria en el proceso GMAW no hay protección en el metal fundido de la entrada del O2 y N2 del aire, estos elementos reacción con el metal fundido formando óxidos que van actuar como enfriadores en la solidificación del metal lo que generaría un temple.
14) a] ¿Por qué no se recomienda CO2 como gas de protección en la soldadura de aceros inoxidables?. b] Dar las condiciones y características de los distintos tipos de transferencias en el proceso GMAW?
a) El gas CO2 tiende a oxidar los metales presentes en el arco, al tratarse d un acero inoxidable con 1% de aleantes su soldadura con gas CO2 ocasionaría que se formen óxidos con esos aleantes haciendo que la soldadura quede con menos propiedades que el material base.
b) Tipos de transferencia:
Corto circuito: baja energía; la transferencia ocurre cuando el metal toma contacto con la parte liquida; cualquier posición.
Globular: gas de protección CO2 o He; abundante salpicadura, el cual se miniza usando CO2.
Espray: con gas mínimo de 30% de Ar; tamaño de gota igual o menor al diámetro del electrodo, arco estable.
15) En el proceso GMAW la corriente de soldadura se regula mediante:
a) El diámetro del alambre.B) La fuente de poderc) La velocidad del alambre.d) Caudal de gas.
Respuesta: B) la fuente de poder
16) De acuerdo con la Norma AWS A5.20 que especifica los requerimientos que deben cumplir los electrodos tubulares para soldadura de aceros al C, estos se clasifican según (cual o cuales del siguiente ítem):
a] Se usan con protección gaseosa o sin ella.b] Se usan en una o multipasadas.c] Las posiciones de soldadura para las que son aptas.d] Las propiedades mecánicas del metal de aporte puro.e] Se usan en CC (+) o CC (-).
17) ¿Qué es la corriente de transición en el proceso GMAW?.
18) ¿Por qué se usa la corriente alterna para soldar Aluminio y sus aleaciones?
Debido a que se posee estabilidad en el arco y a la acción de limpieza para mejorar la calidad.
19) ¿Por qué se usa Tungsteno en el proceso GTAW?
Se usa debido a su alto punto de fusión porque el arco alcanza temperatura de 1920°C (por lo que no es consumible). El electrodo de W solo sirve para formarlo y si se requiere de material de aporte (metal) tiene que adicionarse externamente además se una por su capacidad ionizante incrementándose con elementos aleantes.
20) ¿Cuándo utilizaría el proceso GTAW con aporte y cuando sin aporte?
La utilización es deacuerdo al espesor del metal al soldar. GTAW sin aporte: cuando se quiere unir dos piezas de un metal solo necesitas fundirla para
su unión. GTAW con aporte: cuando aparte de unir dos piezas del metal también se quiere reforzar la
unión con un metal de aporte.21) A qué tipo de electrodo de tungsteno corresponde un color naranja en la punta. Cuál es la
corriente y diámetro de boquilla recomendado para un electrodo de 3,2mm de diámetro utilizado en DCEN y DCEP.
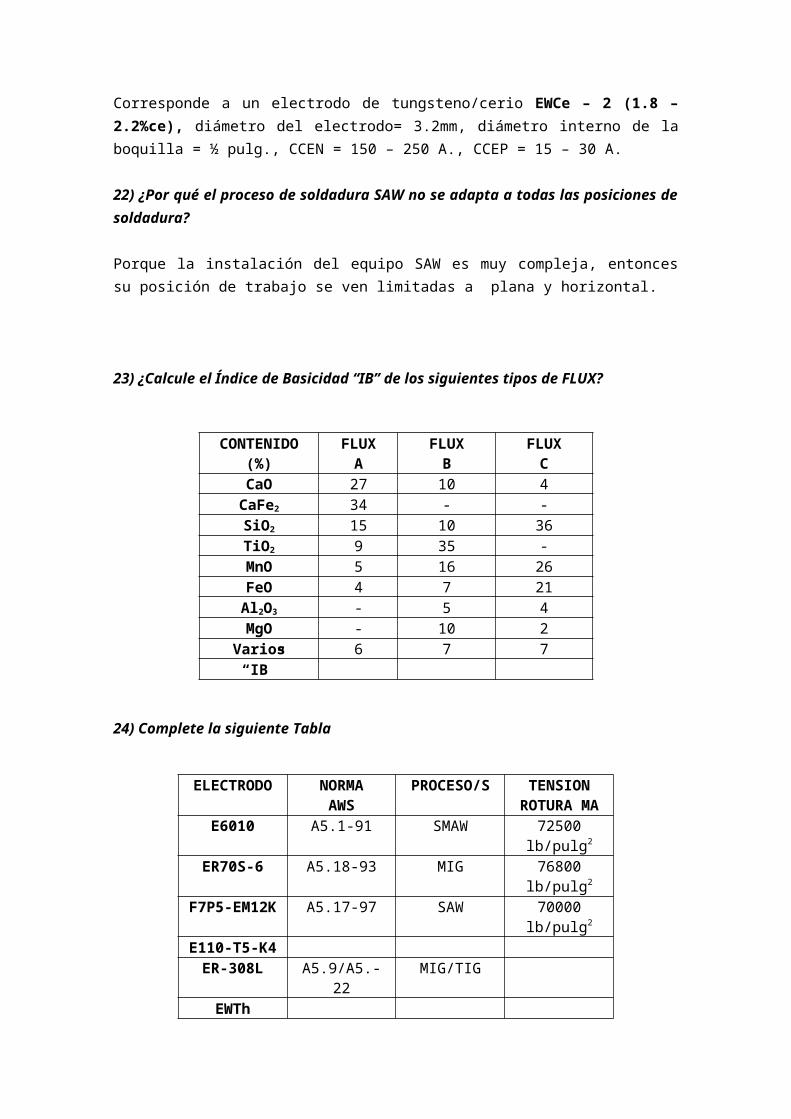
Corresponde a un electrodo de tungsteno/cerio EWCe – 2 (1.8 – 2.2%ce), diámetro del electrodo= 3.2mm, diámetro interno de la boquilla = ½ pulg., CCEN = 150 – 250 A., CCEP = 15 – 30 A.
22) ¿Por qué el proceso de soldadura SAW no se adapta a todas las posiciones de soldadura?
Porque la instalación del equipo SAW es muy compleja, entonces su posición de trabajo se ven limitadas a plana y horizontal.
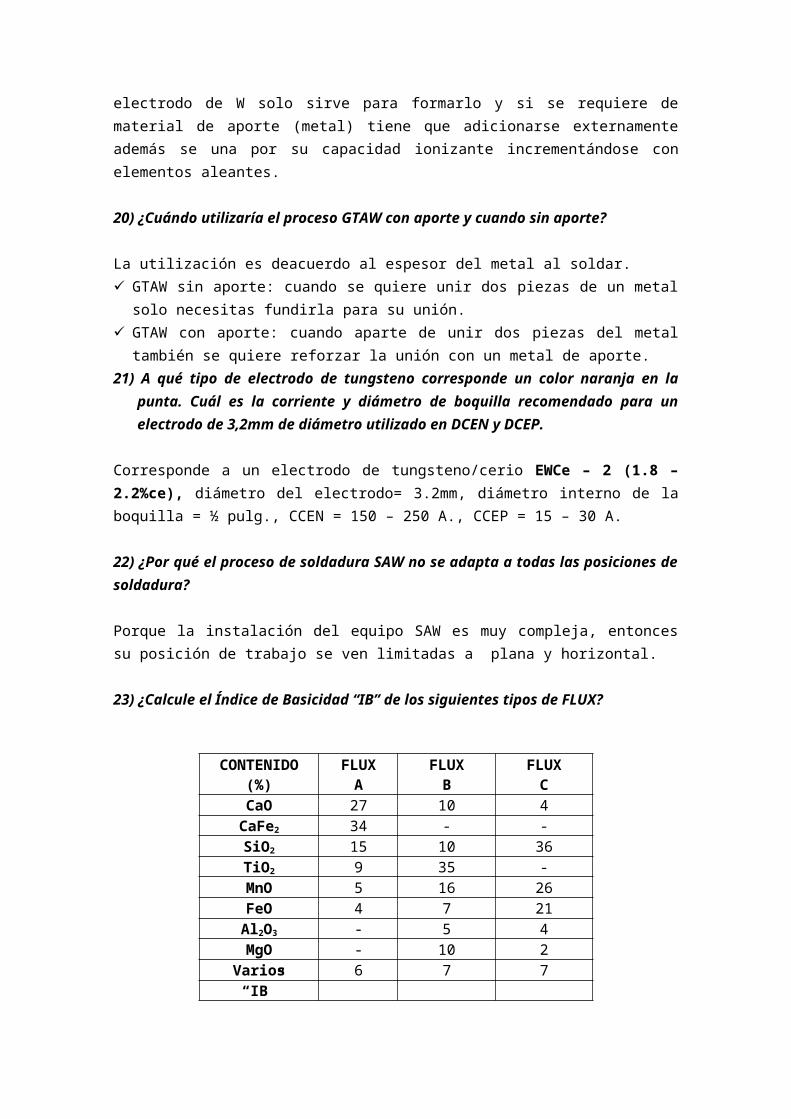
23) ¿Calcule el Índice de Basicidad “IB” de los siguientes tipos de FLUX?
CONTENIDO(%)
FLUXA
FLUXB
FLUXC
CaO 27 10 4CaFe2 34 - -SiO2 15 10 36TiO2 9 35 -MnO 5 16 26FeO 4 7 21
Al2O3 - 5 4MgO - 10 2
Varios 6 7 7“IB”
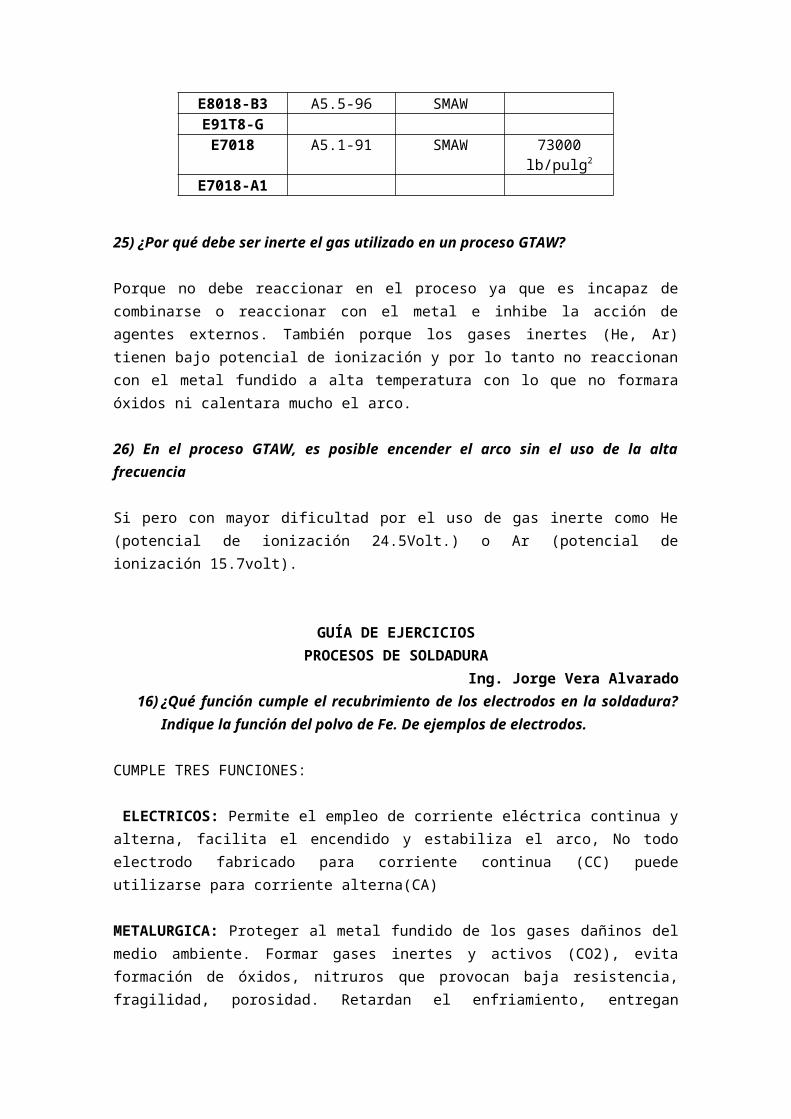
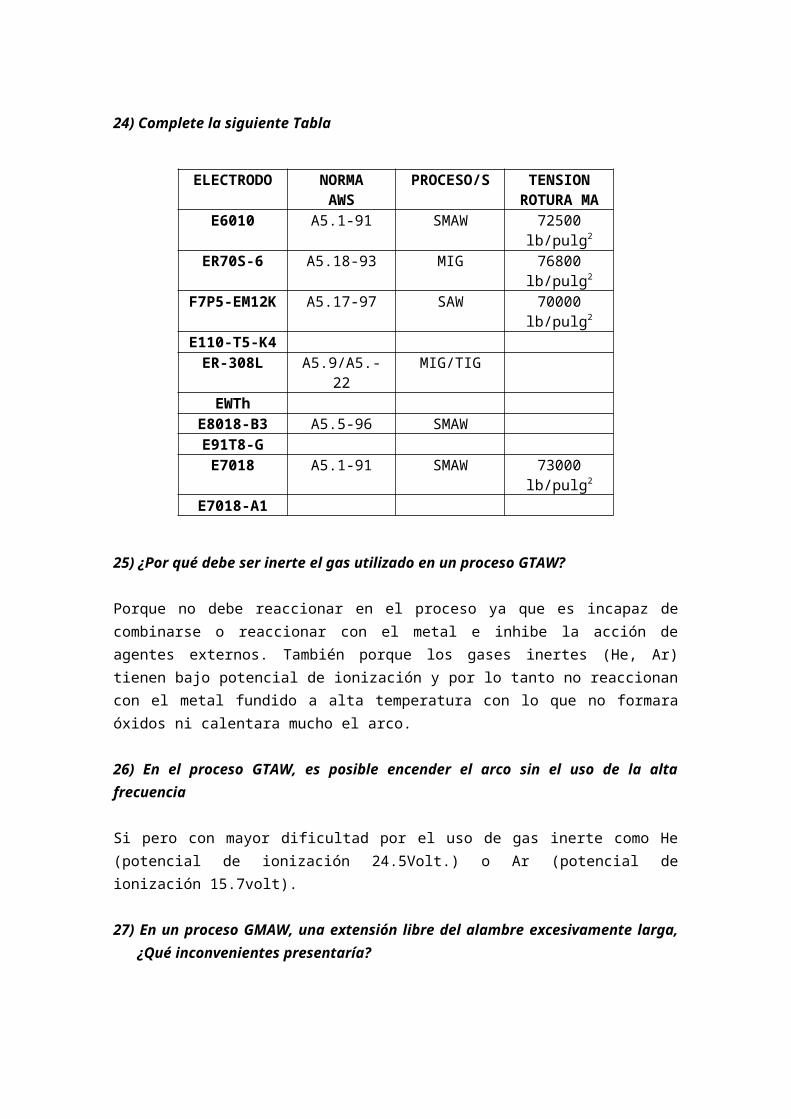
24) Complete la siguiente Tabla
ELECTRODO NORMAAWS
PROCESO/S TENSIONROTURA MA
E6010 A5.1-91 SMAW 72500 lb/pulg2
ER70S-6 A5.18-93 MIG 76800 lb/pulg2
F7P5-EM12K A5.17-97 SAW 70000 lb/pulg2
E110-T5-K4ER-308L A5.9/A5.-22 MIG/TIGEWTh
E8018-B3 A5.5-96 SMAWE91T8-G
E7018 A5.1-91 SMAW 73000 lb/pulg2
E7018-A1
25) ¿Por qué debe ser inerte el gas utilizado en un proceso GTAW?
Porque no debe reaccionar en el proceso ya que es incapaz de combinarse o reaccionar con el metal e inhibe la acción de agentes externos. También porque los gases inertes (He, Ar) tienen bajo potencial de ionización y por lo tanto no reaccionan con el metal fundido a alta temperatura con lo que no formara óxidos ni calentara mucho el arco.
26) En el proceso GTAW, es posible encender el arco sin el uso de la alta frecuencia
Si pero con mayor dificultad por el uso de gas inerte como He (potencial de ionización 24.5Volt.) o Ar (potencial de ionización 15.7volt).
GUÍA DE EJERCICIOS PROCESOS DE SOLDADURA
Ing. Jorge Vera Alvarado16) ¿Qué función cumple el recubrimiento de los electrodos en la soldadura? Indique la
función del polvo de Fe. De ejemplos de electrodos.
CUMPLE TRES FUNCIONES:
ELECTRICOS: Permite el empleo de corriente eléctrica continua y alterna, facilita el encendido y estabiliza el arco, No todo electrodo fabricado para corriente continua (CC) puede utilizarse para corriente alterna(CA) METALURGICA: Proteger al metal fundido de los gases dañinos del medio ambiente. Formar gases inertes y activos (CO2), evita formación de óxidos, nitruros que provocan baja resistencia, fragilidad, porosidad. Retardan el enfriamiento, entregan elementos de aleación para mejorar propiedades, formar la escoria protectora del metal fundido; reemplazar a los elementos del metal base por acción de la temperatura elevada del arco eléctrico.
MECANICA – FISICA: facilita la soldadura en cualquier posición, permite el depósito de cordones arrastrando el electrodo. Evita el arco errático, concentración de flujo gaseoso
Electrodo de hierro en polvo (revestimiento oxidante): relleno rápido de las juntas de soldadura. El mayor rendimiento que se logra con estos electrodos es el resultado de la utilización más eficiente del calor generado por el arco eléctrico, la temperatura alta del arco funde simultáneamente la pieza a soldar, la varilla del electrodo y también el hierro en polvo del revestimiento, como consecuencia se deposita mayor cantidad de material por amperaje, ahorrándose energía.
Ejemplos electrodos en polvo: ferrocito 24(AWS E7024), ferrocito27 (AWS E6027), ferrocito27-G (AWS E6027-G).
17) ¿Cuáles de las siguientes características dependen del tipo de recubrimiento del electrodo?
a] Penetración.b] Diseño de junta.c] Forma del cordón obtenido.d] Posición de soldadura para la que es apta.e] Tipo de corriente en que opera correctamente.
RESPUESTA: SON TODAS LAS ATERNATIVAS.
18) ¿Cuál es el motivo de resecar los electrodos revestidos? De ejemplos en los cuales se realiza y especifique temperatura y tiempo recomendado.
El motivo es que el revestimiento no pierda sus mejores propiedades ya que cuando los electrodos son expuesto al medio ambiente (después de sacarlos de su envase) tienden a
humedecerse y esto perjudica a la soldadura como los electrodos de bajo hidrogeno que se resecan como: E7015, E7018, E7016, en caso de humedad excesiva o cuando los envases han permanecido abiertos secar entre (T° = 150 – 400 °C) durante un t = 1.5 h.
19) Describir el papel del revestimiento del electrodo o del fundente en la soldadura protegida por escoria y mencionar algunos procesos de estas características.
Su función es proteger el material fundido contra la entrada de O2 y N2 del aire. Lo consiguen tapando al baño de fusión mediante una capa de escoria que debe retrasar así mismo la solidificación del material y en consecuencia revenir el temple no deseado y al mismo tiempo facilitar la fusión y expulsión de gases del metal fundido.Procesos: SMAW y SAW
20) De ejemplos de electrodos revestidos que posean alta penetración y sus respectivas especificaciones según AWS.
Son electrodos celulósicos el E6010 (cellocord P), E6011 (cellocord AP) y E7010-A1 (cellocord 70).
Soldadura en cualquier posición Buena penetración Arco enérgico Escoria orgánica T° fluencia 380 - 430°C Resistencia a la Tracción mínima 400 – 500 (60klb/pulg2) Elongación 25 – 30% J a 29°C es 50 J CC (6010) Y CC, CA (6011)
21) Seleccionar posibles electrodos revestidos para soldar una chapa de 3 mm de espesor de acero de bajo carbono.
E6011, E6010; como es una chapa de espesor delgado se debe escoger ele electrodo E6011. Según la clasificación AWS Norma A5.1-91 de 1/8” de diámetro del electrodo con A = 90 – 100.
22) Seleccionar un electrodo revestido para soldar un acero ASTM A 36 (acero al carbono para usos estructurales).
Según AWS Norma A5.1-91: E6011, E6012, E6013, E7014 E7018 y E7024.
23) Seleccionar un electrodo revestido para soldar un acero SAE 4140.
Según AWS Norma A5.1-91: E7016, E7018, E7010, E10018-G
24) Seleccionar un electrodo revestido para soldar un acero al C-Mn. El metal depositado deberá poseer una tensión de fluencia de aproximadamente 520 N/mm2 y sea resistente a la fisuración en frío. Será utilizado con una intensidad de corriente (CC) de 150 amp.
520 N /mm2 = 75 Klb/pulg2.E751X – D (E7515 – D)
25) Seleccionar un electrodo revestido para soldar un acero resistente al calor utilizado en las industrias químicas (Cr/Mo).
- E5xx - 15- E5xx – 16
26) ¿Qué es el soplo o desviación del arco? ¿Cómo podría evitarlo?
Son líneas magnéticas que se generan en el arco eléctrico y el electrodo, estas líneas de fuerza hacen que el electrodo se pegue hacia los bordes metálicos ocasionando que se desvié el arco.
Medidas de corrección:
- Utilizar un arco lo más corto posible, la fuerza del arco puede neutralizar o contrarrestar al soplo magnético.
- Reducir el amperaje que se está utilizando, para eso utilizar electrodo de menor diámetro y en consecuencia rebajar la velocidad de trabajo.
- soldar en dirección de un cordón o punto efectuado de antemano.- Colocar la grampa de tierra lo más lejos posible de la junta a soldar.
27) a] ¿Qué parámetros y condiciones de soldadura modificaría para aumentar el calor aportado?.b] En la mayoría de los procesos de soldadura por fusión, la velocidad de soldadura es independiente de la energía de aportación. ¿Cuál de los procesos es una excepción a lo anterior?. Explique porque.
La polaridad, el amperaje velocidad de avance y voltaje adecuada.
28) Se ha indicado que la velocidad de enfriamiento es mayor en el proceso GMAW que en el SMAW y que es mayor la probabilidad de que ocurra fisuras en la ZAC en los aceros templables. ¿Cuál es la razón principal por lo que la velocidad de enfriamiento del metal de soldadura es mayor en GMAW que en SMAW?
La velocidad de enfriamiento en el proceso GMAW es más rápida porque la ZAC es mas angosta, ya que el encendido del arco es más puntual y concentrado que en proceso y también porque la alimentación es constante.
Al no existir escoria en el proceso GMAW no hay protección en el metal fundido de la entrada del O2 y N2 del aire, estos elementos reacción con el metal fundido formando óxidos que van actuar como enfriadores en la solidificación del metal lo que generaría un temple.
29) a] ¿Por qué no se recomienda CO2 como gas de protección en la soldadura de aceros inoxidables?. b] Dar las condiciones y características de los distintos tipos de transferencias en el proceso GMAW?
c) El gas CO2 tiende a oxidar los metales presentes en el arco, al tratarse d un acero inoxidable con 1% de aleantes su soldadura con gas CO2 ocasionaría que se formen óxidos con esos aleantes haciendo que la soldadura quede con menos propiedades que el material base.
d) Tipos de transferencia:
Corto circuito: baja energía; la transferencia ocurre cuando el metal toma contacto con la parte liquida; cualquier posición.
Globular: gas de protección CO2 o He; abundante salpicadura, el cual se miniza usando CO2.
Espray: con gas mínimo de 30% de Ar; tamaño de gota igual o menor al diámetro del electrodo, arco estable.
30) En el proceso GMAW la corriente de soldadura se regula mediante:
a) El diámetro del alambre.B) La fuente de poderc) La velocidad del alambre.d) Caudal de gas.
Respuesta: B) la fuente de poder
16) De acuerdo con la Norma AWS A5.20 que especifica los requerimientos que deben cumplir los electrodos tubulares para soldadura de aceros al C, estos se clasifican según (cual o cuales del siguiente ítem):
a] Se usan con protección gaseosa o sin ella.b] Se usan en una o multipasadas.c] Las posiciones de soldadura para las que son aptas.d] Las propiedades mecánicas del metal de aporte puro.e] Se usan en CC (+) o CC (-).
17) ¿Qué es la corriente de transición en el proceso GMAW?.
18) ¿Por qué se usa la corriente alterna para soldar Aluminio y sus aleaciones?
Debido a que se posee estabilidad en el arco y a la acción de limpieza para mejorar la calidad.
19) ¿Por qué se usa Tungsteno en el proceso GTAW?
Se usa debido a su alto punto de fusión porque el arco alcanza temperatura de 1920°C (por lo que no es consumible). El electrodo de W solo sirve para formarlo y si se requiere de material de aporte (metal) tiene que adicionarse externamente además se una por su capacidad ionizante incrementándose con elementos aleantes.
20) ¿Cuándo utilizaría el proceso GTAW con aporte y cuando sin aporte?
La utilización es deacuerdo al espesor del metal al soldar. GTAW sin aporte: cuando se quiere unir dos piezas de un metal solo necesitas fundirla para
su unión. GTAW con aporte: cuando aparte de unir dos piezas del metal también se quiere reforzar la
unión con un metal de aporte.21) A qué tipo de electrodo de tungsteno corresponde un color naranja en la punta. Cuál es la
corriente y diámetro de boquilla recomendado para un electrodo de 3,2mm de diámetro utilizado en DCEN y DCEP.
Corresponde a un electrodo de tungsteno/cerio EWCe – 2 (1.8 – 2.2%ce), diámetro del electrodo= 3.2mm, diámetro interno de la boquilla = ½ pulg., CCEN = 150 – 250 A., CCEP = 15 – 30 A.
22) ¿Por qué el proceso de soldadura SAW no se adapta a todas las posiciones de soldadura?
Porque la instalación del equipo SAW es muy compleja, entonces su posición de trabajo se ven limitadas a plana y horizontal.
23) ¿Calcule el Índice de Basicidad “IB” de los siguientes tipos de FLUX?
CONTENIDO(%)
FLUXA
FLUXB
FLUXC
CaO 27 10 4CaFe2 34 - -SiO2 15 10 36TiO2 9 35 -MnO 5 16 26FeO 4 7 21
Al2O3 - 5 4MgO - 10 2
Varios 6 7 7“IB”
24) Complete la siguiente Tabla
ELECTRODO NORMAAWS
PROCESO/S TENSIONROTURA MA
E6010 A5.1-91 SMAW 72500 lb/pulg2
ER70S-6 A5.18-93 MIG 76800 lb/pulg2
F7P5-EM12K A5.17-97 SAW 70000 lb/pulg2
E110-T5-K4ER-308L A5.9/A5.-22 MIG/TIGEWTh
E8018-B3 A5.5-96 SMAWE91T8-G
E7018 A5.1-91 SMAW 73000 lb/pulg2
E7018-A1
25) ¿Por qué debe ser inerte el gas utilizado en un proceso GTAW?
Porque no debe reaccionar en el proceso ya que es incapaz de combinarse o reaccionar con el metal e inhibe la acción de agentes externos. También porque los gases inertes (He, Ar) tienen bajo potencial de ionización y por lo tanto no reaccionan con el metal fundido a alta temperatura con lo que no formara óxidos ni calentara mucho el arco.
26) En el proceso GTAW, es posible encender el arco sin el uso de la alta frecuencia
Si pero con mayor dificultad por el uso de gas inerte como He (potencial de ionización 24.5Volt.) o Ar (potencial de ionización 15.7volt).
27) En un proceso GMAW, una extensión libre del alambre excesivamente larga, ¿Qué inconvenientes presentaría?
Un arco inestable, posible cortocircuito, podría formar una longitud de arco muy grande perjudicial para la ZAC. También presentaría problemas en el stickout, por favor a distancias más grandes la intensidad de corriente para soldadura cae y no se produce una buena soldadura de los materiales.
28) ¿En qué se diferencia el proceso GMAW del FCAW?
El proceso FCAW posee un nivel mayor de contaminación del metal base que en el proceso GMAW, este es un proceso más limpio sin escoria y libre de impurezas. En el proceso GMAW se utiliza gas de protección aplicado externamente sin presión, en cambio en el FCAW puede tener un gas de protección externo o producto de desintegración de un electrodo (ambos generan una escoria que protegen al cordón)
29) Un proceso semiautomático de soldadura, ¿requiere mayor habilidad del soldador?
Sí, porque es él quien regula los parámetros de soldadura y es semiautomático solo porque regula la alimentación pero él es quien aporta el metal de aporte. También porque depende de la habilidad media del soldador, ya que de él depende de la posición de la torcha la velocidad de avance , etc.
30) ¿Cuáles son las variables operativas que maneja el soldador en un proceso manual?
Elección del electrodo, elección de intensidad corriente, altura apropiada del arco, velocidad de avance, longitud de arco, la polaridad.
31) ¿Cuáles son las variables operativas que maneja el soldador en un proceso semiautomático?
Guía y posición de la torcha y velocidad de avance, voltaje.
32) ¿Es importante la altura o espesor de la capa de fundente en el proceso SAW?
Si es importante, porque un espesor finito produciría porosidades, mientras que en un espesor alto complicaría la extracción de la escoria.
33) Un electrodo descentrado, ¿En qué puede afectar a la soldadura?
Produce desviaciones en el cordón (soplo magnético) dando lugar a zonas irregulares.
GUÍA DE EJERCICIOS PROCESOS DE SOLDADURA
Ing. Jorge Vera Alvarado31) ¿Qué función cumple el recubrimiento de los electrodos en la soldadura? Indique la
función del polvo de Fe. De ejemplos de electrodos.
CUMPLE TRES FUNCIONES:
ELECTRICOS: Permite el empleo de corriente eléctrica continua y alterna, facilita el encendido y estabiliza el arco, No todo electrodo fabricado para corriente continua (CC) puede utilizarse para corriente alterna(CA) METALURGICA: Proteger al metal fundido de los gases dañinos del medio ambiente. Formar gases inertes y activos (CO2), evita formación de óxidos, nitruros que provocan baja resistencia, fragilidad, porosidad. Retardan el enfriamiento, entregan elementos de aleación para mejorar propiedades, formar la escoria protectora del metal fundido; reemplazar a los elementos del metal base por acción de la temperatura elevada del arco eléctrico.
MECANICA – FISICA: facilita la soldadura en cualquier posición, permite el depósito de cordones arrastrando el electrodo. Evita el arco errático, concentración de flujo gaseoso
Electrodo de hierro en polvo (revestimiento oxidante): relleno rápido de las juntas de soldadura. El mayor rendimiento que se logra con estos electrodos es el resultado de la utilización más eficiente del calor generado por el arco eléctrico, la temperatura alta del arco funde simultáneamente la pieza a soldar, la varilla del electrodo y también el hierro en polvo del revestimiento, como consecuencia se deposita mayor cantidad de material por amperaje, ahorrándose energía.
Ejemplos electrodos en polvo: ferrocito 24(AWS E7024), ferrocito27 (AWS E6027), ferrocito27-G (AWS E6027-G).
32) ¿Cuáles de las siguientes características dependen del tipo de recubrimiento del electrodo?
a] Penetración.b] Diseño de junta.c] Forma del cordón obtenido.d] Posición de soldadura para la que es apta.e] Tipo de corriente en que opera correctamente.
RESPUESTA: SON TODAS LAS ATERNATIVAS.
33) ¿Cuál es el motivo de resecar los electrodos revestidos? De ejemplos en los cuales se realiza y especifique temperatura y tiempo recomendado.
El motivo es que el revestimiento no pierda sus mejores propiedades ya que cuando los electrodos son expuesto al medio ambiente (después de sacarlos de su envase) tienden a humedecerse y esto perjudica a la soldadura como los electrodos de bajo hidrogeno que se resecan como: E7015, E7018, E7016, en caso de humedad excesiva o cuando los envases han permanecido abiertos secar entre (T° = 150 – 400 °C) durante un t = 1.5 h.
34) Describir el papel del revestimiento del electrodo o del fundente en la soldadura protegida por escoria y mencionar algunos procesos de estas características.
Su función es proteger el material fundido contra la entrada de O2 y N2 del aire. Lo consiguen tapando al baño de fusión mediante una capa de escoria que debe retrasar así mismo la solidificación del material y en consecuencia revenir el temple no deseado y al mismo tiempo facilitar la fusión y expulsión de gases del metal fundido.Procesos: SMAW y SAW
35) De ejemplos de electrodos revestidos que posean alta penetración y sus respectivas especificaciones según AWS.
Son electrodos celulósicos el E6010 (cellocord P), E6011 (cellocord AP) y E7010-A1 (cellocord 70).
Soldadura en cualquier posición Buena penetración Arco enérgico Escoria orgánica T° fluencia 380 - 430°C Resistencia a la Tracción mínima 400 – 500 (60klb/pulg2) Elongación 25 – 30% J a 29°C es 50 J CC (6010) Y CC, CA (6011)
36) Seleccionar posibles electrodos revestidos para soldar una chapa de 3 mm de espesor de acero de bajo carbono.
E6011, E6010; como es una chapa de espesor delgado se debe escoger ele electrodo E6011. Según la clasificación AWS Norma A5.1-91 de 1/8” de diámetro del electrodo con A = 90 – 100.
37) Seleccionar un electrodo revestido para soldar un acero ASTM A 36 (acero al carbono para usos estructurales).
Según AWS Norma A5.1-91: E6011, E6012, E6013, E7014 E7018 y E7024.
38) Seleccionar un electrodo revestido para soldar un acero SAE 4140.
Según AWS Norma A5.1-91: E7016, E7018, E7010, E10018-G
39) Seleccionar un electrodo revestido para soldar un acero al C-Mn. El metal depositado deberá poseer una tensión de fluencia de aproximadamente 520 N/mm2 y sea resistente a la fisuración en frío. Será utilizado con una intensidad de corriente (CC) de 150 amp.
520 N /mm2 = 75 Klb/pulg2.E751X – D (E7515 – D)
40) Seleccionar un electrodo revestido para soldar un acero resistente al calor utilizado en las industrias químicas (Cr/Mo).
- E5xx - 15- E5xx – 16
41) ¿Qué es el soplo o desviación del arco? ¿Cómo podría evitarlo?
Son líneas magnéticas que se generan en el arco eléctrico y el electrodo, estas líneas de fuerza hacen que el electrodo se pegue hacia los bordes metálicos ocasionando que se desvié el arco.
Medidas de corrección:
- Utilizar un arco lo más corto posible, la fuerza del arco puede neutralizar o contrarrestar al soplo magnético.
- Reducir el amperaje que se está utilizando, para eso utilizar electrodo de menor diámetro y en consecuencia rebajar la velocidad de trabajo.
- soldar en dirección de un cordón o punto efectuado de antemano.- Colocar la grampa de tierra lo más lejos posible de la junta a soldar.
42) a] ¿Qué parámetros y condiciones de soldadura modificaría para aumentar el calor aportado?.b] En la mayoría de los procesos de soldadura por fusión, la velocidad de soldadura es independiente de la energía de aportación. ¿Cuál de los procesos es una excepción a lo anterior?. Explique porque.
La polaridad, el amperaje velocidad de avance y voltaje adecuada.
43) Se ha indicado que la velocidad de enfriamiento es mayor en el proceso GMAW que en el SMAW y que es mayor la probabilidad de que ocurra fisuras en la ZAC en los aceros templables. ¿Cuál es la razón principal por lo que la velocidad de enfriamiento del metal de soldadura es mayor en GMAW que en SMAW?
La velocidad de enfriamiento en el proceso GMAW es más rápida porque la ZAC es mas angosta, ya que el encendido del arco es más puntual y concentrado que en proceso y también porque la alimentación es constante.Al no existir escoria en el proceso GMAW no hay protección en el metal fundido de la entrada del O2 y N2 del aire, estos elementos reacción con el metal fundido formando óxidos que van actuar como enfriadores en la solidificación del metal lo que generaría un temple.
44) a] ¿Por qué no se recomienda CO2 como gas de protección en la soldadura de aceros inoxidables?. b] Dar las condiciones y características de los distintos tipos de transferencias en el proceso GMAW?
e) El gas CO2 tiende a oxidar los metales presentes en el arco, al tratarse d un acero inoxidable con 1% de aleantes su soldadura con gas CO2 ocasionaría que se formen óxidos con esos aleantes haciendo que la soldadura quede con menos propiedades que el material base.
f) Tipos de transferencia:
Corto circuito: baja energía; la transferencia ocurre cuando el metal toma contacto con la parte liquida; cualquier posición.
Globular: gas de protección CO2 o He; abundante salpicadura, el cual se miniza usando CO2.
Espray: con gas mínimo de 30% de Ar; tamaño de gota igual o menor al diámetro del electrodo, arco estable.
45) En el proceso GMAW la corriente de soldadura se regula mediante:
a) El diámetro del alambre.B) La fuente de poderc) La velocidad del alambre.d) Caudal de gas.
Respuesta: B) la fuente de poder
16) De acuerdo con la Norma AWS A5.20 que especifica los requerimientos que deben cumplir los electrodos tubulares para soldadura de aceros al C, estos se clasifican según (cual o cuales del siguiente ítem):
a] Se usan con protección gaseosa o sin ella.b] Se usan en una o multipasadas.c] Las posiciones de soldadura para las que son aptas.d] Las propiedades mecánicas del metal de aporte puro.e] Se usan en CC (+) o CC (-).
17) ¿Qué es la corriente de transición en el proceso GMAW?.
18) ¿Por qué se usa la corriente alterna para soldar Aluminio y sus aleaciones?
Debido a que se posee estabilidad en el arco y a la acción de limpieza para mejorar la calidad.
19) ¿Por qué se usa Tungsteno en el proceso GTAW?
Se usa debido a su alto punto de fusión porque el arco alcanza temperatura de 1920°C (por lo que no es consumible). El electrodo de W solo sirve para formarlo y si se requiere de material de aporte (metal) tiene que adicionarse externamente además se una por su capacidad ionizante incrementándose con elementos aleantes.
20) ¿Cuándo utilizaría el proceso GTAW con aporte y cuando sin aporte?
La utilización es deacuerdo al espesor del metal al soldar. GTAW sin aporte: cuando se quiere unir dos piezas de un metal solo necesitas fundirla para
su unión.
GTAW con aporte: cuando aparte de unir dos piezas del metal también se quiere reforzar la unión con un metal de aporte.
21) A qué tipo de electrodo de tungsteno corresponde un color naranja en la punta. Cuál es la corriente y diámetro de boquilla recomendado para un electrodo de 3,2mm de diámetro utilizado en DCEN y DCEP.
Corresponde a un electrodo de tungsteno/cerio EWCe – 2 (1.8 – 2.2%ce), diámetro del electrodo= 3.2mm, diámetro interno de la boquilla = ½ pulg., CCEN = 150 – 250 A., CCEP = 15 – 30 A.
22) ¿Por qué el proceso de soldadura SAW no se adapta a todas las posiciones de soldadura?
Porque la instalación del equipo SAW es muy compleja, entonces su posición de trabajo se ven limitadas a plana y horizontal.
23) ¿Calcule el Índice de Basicidad “IB” de los siguientes tipos de FLUX?
CONTENIDO(%)
FLUXA
FLUXB
FLUXC
CaO 27 10 4CaFe2 34 - -SiO2 15 10 36TiO2 9 35 -MnO 5 16 26FeO 4 7 21
Al2O3 - 5 4MgO - 10 2
Varios 6 7 7“IB”
24) Complete la siguiente Tabla
ELECTRODO NORMAAWS
PROCESO/S TENSIONROTURA MA
E6010 A5.1-91 SMAW 72500 lb/pulg2
ER70S-6 A5.18-93 MIG 76800 lb/pulg2
F7P5-EM12K A5.17-97 SAW 70000 lb/pulg2
E110-T5-K4ER-308L A5.9/A5.-22 MIG/TIGEWTh
E8018-B3 A5.5-96 SMAWE91T8-G
E7018 A5.1-91 SMAW 73000 lb/pulg2
E7018-A1
25) ¿Por qué debe ser inerte el gas utilizado en un proceso GTAW?
Porque no debe reaccionar en el proceso ya que es incapaz de combinarse o reaccionar con el metal e inhibe la acción de agentes externos. También porque los gases inertes (He, Ar) tienen bajo potencial de ionización y por lo tanto no reaccionan con el metal fundido a alta temperatura con lo que no formara óxidos ni calentara mucho el arco.
26) En el proceso GTAW, es posible encender el arco sin el uso de la alta frecuencia
Si pero con mayor dificultad por el uso de gas inerte como He (potencial de ionización 24.5Volt.) o Ar (potencial de ionización 15.7volt).
27) En un proceso GMAW, una extensión libre del alambre excesivamente larga, ¿Qué inconvenientes presentaría?
Un arco inestable, posible cortocircuito, podría formar una longitud de arco muy grande perjudicial para la ZAC. También presentaría problemas en el stickout, por favor a distancias más grandes la intensidad de corriente para soldadura cae y no se produce una buena soldadura de los materiales.
28) ¿En qué se diferencia el proceso GMAW del FCAW?
El proceso FCAW posee un nivel mayor de contaminación del metal base que en el proceso GMAW, este es un proceso más limpio sin escoria y libre de impurezas. En el proceso GMAW se utiliza gas de protección aplicado externamente sin presión, en cambio en el FCAW puede tener un gas de protección externo o producto de desintegración de un electrodo (ambos generan una escoria que protegen al cordón)
29) Un proceso semiautomático de soldadura, ¿requiere mayor habilidad del soldador?
Sí, porque es él quien regula los parámetros de soldadura y es semiautomático solo porque regula la alimentación pero él es quien aporta el metal de aporte. También porque depende de la habilidad media del soldador, ya que de él depende de la posición de la torcha la velocidad de avance , etc.
30) ¿Cuáles son las variables operativas que maneja el soldador en un proceso manual?
Elección del electrodo, elección de intensidad corriente, altura apropiada del arco, velocidad de avance, longitud de arco, la polaridad.
31) ¿Cuáles son las variables operativas que maneja el soldador en un proceso semiautomático?
Guía y posición de la torcha y velocidad de avance, voltaje.
32) ¿Es importante la altura o espesor de la capa de fundente en el proceso SAW?
Si es importante, porque un espesor finito produciría porosidades, mientras que en un espesor alto complicaría la extracción de la escoria.
33) Un electrodo descentrado, ¿En qué puede afectar a la soldadura?
Produce desviaciones en el cordón (soplo magnético) dando lugar a zonas irregulares.
27) En un proceso GMAW, una extensión libre del alambre excesivamente larga, ¿Qué inconvenientes presentaría?
Un arco inestable, posible cortocircuito, podría formar una longitud de arco muy grande perjudicial para la ZAC. También presentaría problemas en el stickout, por favor a distancias más grandes la intensidad de corriente para soldadura cae y no se produce una buena soldadura de los materiales.
28) ¿En qué se diferencia el proceso GMAW del FCAW?
El proceso FCAW posee un nivel mayor de contaminación del metal base que en el proceso GMAW, este es un proceso más limpio sin escoria y libre de impurezas. En el proceso GMAW se utiliza gas de protección aplicado externamente sin presión, en cambio en el FCAW puede tener un gas de protección externo o producto de desintegración de un electrodo (ambos generan una escoria que protegen al cordón)
29) Un proceso semiautomático de soldadura, ¿requiere mayor habilidad del soldador?
Sí, porque es él quien regula los parámetros de soldadura y es semiautomático solo porque regula la alimentación pero él es quien aporta el metal de aporte. También porque depende de la habilidad media del soldador, ya que de él depende de la posición de la torcha la velocidad de avance , etc.
30) ¿Cuáles son las variables operativas que maneja el soldador en un proceso manual?
Elección del electrodo, elección de intensidad corriente, altura apropiada del arco, velocidad de avance, longitud de arco, la polaridad.
31) ¿Cuáles son las variables operativas que maneja el soldador en un proceso semiautomático?
Guía y posición de la torcha y velocidad de avance, voltaje.
32) ¿Es importante la altura o espesor de la capa de fundente en el proceso SAW?
Si es importante, porque un espesor finito produciría porosidades, mientras que en un espesor alto complicaría la extracción de la escoria.
33) Un electrodo descentrado, ¿En qué puede afectar a la soldadura?
Produce desviaciones en el cordón (soplo magnético) dando lugar a zonas irregulares.