GTAW and Power Sources

of 18
-
Upload
ravi-kumar-singh -
Category
Documents
-
view
248 -
download
0
Transcript of GTAW and Power Sources
-
8/16/2019 GTAW and Power Sources
1/18
GTAW Welding
-
8/16/2019 GTAW and Power Sources
2/18
GTAW
•Also referred to as “TIG” Welding
•Uses a shield gas, a non-consumable tungsten
electrode and a hand fed filler rod
•Excellent for welding thin metals, ielinewelding and exotic metals
•!ighl" s#illed labor needed for this rocess
-
8/16/2019 GTAW and Power Sources
3/18
Gas Tungsten-Arc
WeldingThe gas tungsten-arc welding process, formerly knownas TIG (for tungsten inert gas) welding.
Equipment for gas tungsten-arc weldingoperations. Source !merican "elding#ociety.
-
8/16/2019 GTAW and Power Sources
4/18
Comparison of Laser-Beam and
Tungsten-Arc Welding$igure %&.'omparison of thesi*e of weld +eads in(a) electron-+eam orlaser-+eam weldingto that in (+)conentional(tungsten-arc)
welding. Source!merican "elding#ociety, Welding Handbook (th ed.),''.
-
8/16/2019 GTAW and Power Sources
5/18
General Characteristics of
Fusion Welding ProcessesTABLE 27.1
Joining process Operation Advantage
Skill level
required
Welding
position
Current
type Distortion*
Cost of
equipment
Shielded metal-arc Manual Portable and
flexible
High All ac, dc 1 to 2 Low
Submerged arc Automatic High
deposition
Low to
medium
Flat and
horizontal
ac, dc 1 to 2 Medium
Gas metal-arc Semiautomatic
or automatic
Most metals Low to
high
All dc 2 to 3 Medium to
high
Gas tungsten-arc Manual or
automatic
Most metals Low to
high
All ac, dc 2 to 3 Medium
Flux-cored arc Semiautomatic
or automatic
High
deposition
Low to
high
All dc 1 to 3 Medium
Oxyfuel Manual Portable and
flexible
High All — 2 to 4 Low
Electron-beam,
Laser-beam
Semiautomatic
or automatic
Most metals Medium
to high
All — 3 to 5 High
* 1, highest; 5, lowest.
-
8/16/2019 GTAW and Power Sources
6/18
-
8/16/2019 GTAW and Power Sources
7/18
-
8/16/2019 GTAW and Power Sources
8/18
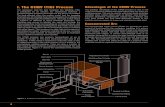
The GTAW (TIG) Process
Temperatures of up to /0,1112 $3 ',4%2 .
The torch contri+utes only heat to the work piece.
Advantagesweld more kinds of metals and metal alloys
stainless steel, nickel alloys such as 5onel and Inconel,
titanium, aluminum, magnesium, copper, +rass, +ron*e, andeen gold.
dissimilar metals
-
8/16/2019 GTAW and Power Sources
9/18
Concentrated Arc pin point control of heat input to the work piece resulting in a
narrow heat-affected *one.
adantage when welding metals with high heat conductiity
such as aluminum and copper.
No Slag- welder6s ision of the molten weld pool.
The finished weld will not hae slag to remoe +etween
passes.
-
8/16/2019 GTAW and Power Sources
10/18
No Sparks or Spatterno transfer of metal across the arc.
no sparks produced if the material +eing welded is free of
contaminants.
GTAW Disadvantages
low filler metal deposition rate.hand-eye coordination necessaryThe arc +righter than those produced +y #5!" and G5!".
-
8/16/2019 GTAW and Power Sources
11/18
-
8/16/2019 GTAW and Power Sources
12/18
-
8/16/2019 GTAW and Power Sources
13/18
Polarity
Direct Crrent !lectrode Negative (DC!N)
practically all metals.
appro7imately &18 of the heat will +e concentrated into the
workpiece.
deep penetration
The electrode receies a smaller portion of the heat energy than
when using !lternating urrent (!) or 9irect urrent Electrode
:ositie polarity (9E:).
This accounts for the higher current carrying capacity of a
gien si*e tungsten electrode with 9E; than with 9E: or !.
-
8/16/2019 GTAW and Power Sources
14/18
-
8/16/2019 GTAW and Power Sources
15/18
Direct Crrent !lectrode Positive (DC!P)"
!ppro7imately &18 of the heat will +e concentrated at the
positie side of the arc.
electrode receies the greatest amount of heat and +ecomes ery
hot, the electrode must +e ery large een when low amperages are
used, to preent oerheating and possi+le melting.
shallow penetration.
disadantage - magnetic forces the arc will sometimes wander
from side to side when making a fillet weld when two pieces ofmetal are at a close angle to one another.
-
8/16/2019 GTAW and Power Sources
16/18
DC!P
cleaning done continuously while the welding
o7ide can +e remoed +y the welding arc
positiely charged gas ions strike the work piece with sufficient
force to +reak up and chip away the +rittle aluminum o7ide
-
8/16/2019 GTAW and Power Sources
17/18
Why G#AW ses $ostly DC!P
sta+le arc, smooth metal transfer, relatiely low spatter,
good weld +ead characteristics and deep penetration for a
wide range of welding currents.
9E;
The molten droplet si*e tends to increase and the droplet
transfer +ecomes irregular, there+y increasing large grainspatter.
-
8/16/2019 GTAW and Power Sources
18/18
S#AW is the $ost versatile %elding process in ter$s o& polarity
The $a'ority o& covered electrodes se either AC or DC!P
So$e electrodes" speci&ically !*+, (.-/)" !*+0 (.-+1) and !1*/2(3!4D!-
2,5) o&&er good per&or$ance %ith AC" DC!P or DC!N
In contrast" high celllose type electrodes sch as !*+* (64.!-*+*)" !1*+*-P+
(64.!-1*+*S)" and !7*+*-P+ (64.!-7*+*S) &or pipe %elding are designed &or
se %ith DC!P only &or s$oother droplet trans&er
8o% car9on type Cr-#o electrodes sch as !1*+:-./8 (C#.-0:) and !7*+:-.,8
(C#.-+*:) are also designed &or se %ith DC!P only" &or 9etter per&or$ance
So$e speci&ic electrodes sch as 8.-7*;8 &or high strength steels and N.-+S &or
lo% te$peratre steels are reco$$ended to se AC only in order to garantee
strict re