GST 250 STAR - Eutectic Castolin - Equipamentos de Solda e ... · O retificador GST250 STAR é uma...
16
GST 250 STAR Retificador para Soldagem com Eletrodos Revestidos CÓDIGO : 0705476 MANUAL DO USUÁRIO / PARTES E PEÇAS
Transcript of GST 250 STAR - Eutectic Castolin - Equipamentos de Solda e ... · O retificador GST250 STAR é uma...

GST 250 STAR
Retificador para Soldagemcom Eletrodos Revestidos
CÓDIGO : 0705476
MANUAL DO USUÁRIO / PARTES E PEÇAS

Página em branco
GST 2502

I) DESCRIÇÃO .............................................. 05
II) MEDIDAS DE SEGURANÇA ......................... 05
III) FATOR DE TRABALHO ................................ 06
IV) CARACTERÍSTICAS TÉCNICAS ................. 06
V) CONTROLES E COMPONENTES ................. 06
VI) INSTALAÇÃO .............................................. 06
VII) OPERAÇÃO ............................................... 07
VIII) MANUTENÇÃO .......................................... 08
IX) REPARAÇÃO .............................................. 08
X) ACESSÓRIOS ............................................... 08
XI) ESQUEMA ELÉTRICO ................................. 09
XII) PEÇAS DE REPOSIÇÃO ............. 10/11/12/13/14
Retificador para Soldagem
com Eletrodos Revestidos
GST 250 STAR
Índice
MANUAL DO USUÁRIO / LISTA DE PARTES E PEÇAS
3GST 250

-
4
Página em branco
GST 250

2) PROTEÇÃO DO CORPO
Durante a soldagem use sempre luvas de couro. Emtrabalhos complexos, que requeiram muitamobilidade e posicionamento preciso da tocha,utilize luvas de couro fino. Soldagens delicadas, combaixas intensidades de corrente, permitem autilização de luvas de tecido.
Todo o corpo deve ser protegido contra a radiaçãoultravioleta do arco TIG.
3) VENTILAÇÃO
4) PRECAUÇÕES ELÉTRICAS
5) PRECAUÇÕES CONTRAFOGO
A soldagem nunca deve ser feita em ambientescompletamente fechados e sem meios para exaurirgases e fumaças. Entretanto, a soldagem TIG nãopode ser efetuada em locais com correnteza de arsobre a tocha que afete a sua cortina de gás deproteção.
Ao manipular qualquer equipamento elétrico deve-se tomar um cuidado especial para não tocar empartes “vivas”, isto é, que estão sob tensão, sem adevida proteção.
Calce sapatos de sola de borracha e, mesmo assim,nunca pise em chão molhado quando estiversoldando.
Verifique o estado do porta eletrodo, o aperto doeletrodo de tungstênio e se os cabos estão emperfeitas condições, sem partes gastas, queimadasou desfiadas.
Nunca abra o gabinete sem antes desligarcompletamente a unidade da rede de alimentaçãoelétrica. Para proteção do soldador, a máquina deveser sempre “aterrada”, através do fio terra que estájunto com o cabo de alimentação.
Papéis, palha, madeira, tecidos, estopa e qualqueroutro material combustível devem ser removidos daárea de solda. Ao soldar tanques, recipientes outubos para líquidos inflamáveis, certifique-se de quetenham sido completamente enxaguados com águaou outro solvente não inflamável e que estejamtotalmente secos e livres de vapores residuais.
Corrente de solda (A) Lente N°
8
10
12
14
30 a 75
75 a 200
200 a 400
acima de 400
I DESCRIÇÃO
Generalidades
II MEDIDAS DE SEGURANÇA
1) PROTEÇÃO DOS OLHOS
O retificador GST 250 STAR é uma fonte de energiacom característica de corrente constante destinadaà soldagem com eletrodos revestidos em correntecontínua. Pode ser utilizado também para soldagempelo processo TIG devido a sua ampla faixa decorrente.
Permite a soldagem de aços carbono, aços ligados,inoxidáveis, ferros fundidos, alumínio e suas ligas,cobre e bronze.
A corrente de soldagem é ajustada de formacontínua por meio de potenciômetro, localizado nopainel ou no controle remoto opcional, para qualqueraplicação dentro da faixa de utilização.
Equipado com instrumento digital este mantém osvalores de tensão e corrente após o término dasoldagem.
Solda eletrodos até 5,0 mm.
O gabinete do retificador GST 250 STAR é robusto efácil de ser movimentado pelo local de trabalho.
O circuito eletrônico de disparo dos tiristoresmantém constante a corrente de soldagem,comparando o sinal da corrente real com o sinal dacorrente pré-ajustado, independente da carga ouvariações da tensão da rede até ± 10%. Estacomparação de sinal permite que não ocorrasobrecarga limitando a corrente de soldagem.
Nunca inicie uma soldagem sem obedecer aosseguintes procedimentos :
Use sempre um capacete de solda com lentesapropriadas para proteger os olhos e o rosto(Tabela 1).
TABELA 1 - Proteção adequada dos olhos em função da corrente
5GST 250

V CONTROLES E COMPONENTES
Painel frontal
- Chave Liga / Desliga : permite ao operador ligare desligar a máquina
- Terminal de saída negativo : para conexão do caboObra.
- Terminal de saída positivo : para conexão do caboPorta-eletrodo.
- Potenciômetro : permite ajustar o valor corrente desoldagem.
- Chave Remoto / Local : permite selecionar ocomando pelo potenciômetro do painel damáquina ou pelo controle remoto.
- Tomada : para conexão do controle remoto.
- Instrumento digital : mantém os valores de tensãoe corrente após o término da soldagem.
- Indicador de sobreaquecimento : quando acessoindica que a máquina está sobreaquecida. Asoldagem é interrompida e o ventilador continuafuncionando. Quando a temperatura da máquinavolta ao normal o indicador se apaga e asoldagem pode ser reiniciada.
a graduação da escala do potenciômetroconstitui uma referência dentro da faixa decorrente.
N.B.:
VI INSTALAÇÃO
1) Recebimento
Ao receber um retificador GST 250 STAR retirar todoo material de embalagem em volta da unidade everificar a existência de eventuais danos quepossam ter ocorrido durante o transporte. Quaisquerreclamações relativas a danificação em trânsitodevem ser dirigidas à empresa transportadora.
Remover cuidadosamente todo material que possaobstruir a passagem do ar de refrigeração.
2) Local de Trabalho
É necessário deixar um corredor de circulação emtorno de um retificador GST 250 STAR com pelomenos 700 mm de largura tanto para a suaventilação como para acesso de operação,manutenção preventiva e eventual manutençãocorretiva.
Solventes clorados como o tetracloreto de carbono eo tricloroetileno, embora não inflamáveis, devem sertotalmente secos antes de proceder a soldagem,caso contrário, geram gases altamente tóxicosquando submetidos ao arco elétrico.
Chama-se Fator de Trabalho a razão entre o tempodurante o qual uma máquina de soldar podefornecer uma determinada corrente máxima desoldagem (tempo de carga) e um tempo dereferêrencia; conforme normas internacionais, otempo de referência é igual a 10 minutos.
O Fator de Trabalho nominal de 60% significa que amáquina pode fornecer repetidamente a suacorrente de soldagem nominal durante períodos de6 min. (Carga), cada período devendo ser seguidode um período de descanso (a máquina não fornececorrente de soldagem) de 4 min. (6+4 = 10 min.),repetidamente, e sem que a temperatura dos seuscomponentes internos ultrapasse os limitesprevistos por projeto. O mesmo raciocínio se aplicapara qualquer valor do Fator de Trabalho.
Em caso defogo ou curto-circuito,
. Desligue a fonte deenergia e use um extintor de gás carbônico ou póquímico para apagar as chamas.
nunca jogue água sobrequalquer equipamento elétrico
III FATOR DE TRABALHO
IV CARACTERÍSTICAS TÉCNICAS
6
Classe ABNT
Faixa de corrente (A)
Corrente nominal (A)
Tensão em vazio máximo (V)
Cargas autorizadas :
- Fator de Trabalho (%)
- Corrente (A)
- Tensão (V)
Alimentação elétrica (V-Hz)
Potência aparente nominal (KVA)
Classe térmica
Dimensões ( l x c x a - mm )
Peso (Kg)
II
5 - 250
180
78
100 60
180 250
30
220/380/440 - 60
21
H (180 C )O
450 x 850 x 670
90
27
GST 250

A instalação de qualquer dispositivo de filtragem doar ambiente restringe o volume de ar disponível pararef r igeração da máquina e leva a umsobreaquecimento dos seus componentes internos.
A instalação de qualquer dispositivo de filtragem nãoautorizado pelo fornecedor anula a garantia dada aoequipamento.
3) ALIMENTAÇÃO ELÉTRICA
Os requisitos de tensão de alimentação elétrica sãoindicados na placa nominal. O retificador GST 250STAR é projetado para operar em redes trifásicas de220, 380 ou 440 V em 60 Hz.
Para a alimentação elétrica de um retificador GST250 STAR, pode ser usado o cabo de entradafornecido (4 condutores, sendo 3 de alimentação e 1de aterramento) ou um cabo próprio com a bitolacorrespondente ao comprimento desejado e com 4condutores, sendo 3 de alimentação e 1 deaterramento. Em todos os casos, a alimentaçãoelétrica deve ser feita através de uma chave deparede exclusiva com fusíveis ou disjuntores deproteção adequadamente dimensionados.
A tabela abaixo fornece orientação para odimensionamento dos casos e dos fusíveis de linha;eventualmente, consultar as normas vigentes.
Tensão deAlimentação
(V)
220
380
440
Consumo nacarga nominal
(A)
44
24
22
Condutores deAlimentação(cobre - mm )2
10
10
10
Fusíveisretardados
(A)
60
35
30
O retificador GST 250 STAR é fornecido para ligaçãoa uma rede de alimentação de 440 V. Caso a tensãode alimentação seja diferente, as conexõesprimárias deverão ser modificadas como indicadono esquema elétrico. A remoção da lateral direitaproporciona acesso direto à barra de terminais dasconexões primárias.
O terminal de aterramento está ligado ao chassi doretificador GST 250 STAR. Ele deve estar ligado aum ponto eficiente de aterramento da instalaçãoelétrica geral. Não ligar o condutor de aterramentodo cabo de entrada a qualquer um dos bornes dachave Liga/Desliga, o que colocaria o chassi damáquina sob tensão elétrica.
IMPORTANTE !
Todas as conexões elétricas devem sercompletamente apertadas de forma a não haverrisco de faiscamento, sobreaquecimento ou quedade tensão nos circuitos.
NÃO USAR O NEUTRO DA REDE ELÉTRICAPARAATERRAMENTO.
4) Circuito de soldagem
O bom funcionamento de um retificador GST 250STAR depende de se usar um cabo “Obra” de cobreisolado, com o menor comprimento possível ecompatível com a(s) aplicação(ões) considerada(s),em bom estado e firmemente preso nos seusterminais; ainda, as conexões na peça a soldar ou nabancada de trabalho e no terminal “Negativo” doconjunto devem ser firmes.
Qualquer que seja o seu comprimento total (o qualdeve sempre ser o menor possível) e qualquer queseja a corrente de soldagem empregada, a seção docabo “Obra” deve corresponder à corrente máximaque o retificador GST 250 STAR para fornecer noFator de Trabalho de 60%.
A resistência elétrica do circuito de soldagemprovoca quedas de tensão que se somam à quedainterna natural do próprio retificador, reduzindo atensão de arco e a corrente máxima disponíveis etornando o arco instável.
VII OPERAÇÃO
A DEFINIÇÃO DO PROCESSO E RESPECTIVOPROCEDIMENTO DE SOLDAGEM DOSCONSUMÍVEIS (ELETRODOS, ARAME, ETC.) ECORTE ASSIM COMO OS RESULTADOS DAOPERAÇÃO E APLICAÇÃO DOS MESMOS SÃODE RESPONSABILIDADE DO USUÁRIO.
Estando o GST 250 STAR ligado à rede elétrica, ocabo Porta-eletrodo e o cabo “Obra” conectados :
1) Colocar a chave Liga / Desliga na posição “Liga”;o motor do exaustor passa a girar criando o fluxode ar necessário à refrigeração da máquina.
2) Pré-regular a corrente de soldagem pelopotenciômetro do painel ou do controle remoto. Arotação do potenciômetro no sentido horárioaumenta o valor da corrente; a rotação no sentidoanti-horário diminui o valor da corrente.
7GST 250

IX REPARAÇÃO
Para assegurar o funcionamento e o desempenhoótimos de um equipamento Eutectic usar somentepeças de reposição originais fornecidas por Eutecticdo Brasil ou por ela aprovadas. O emprego de peçasnão originais ou não aprovadas leva aocancelamento da garantia dada.
VIII MANUTENÇÃO
Em condições normais de ambiente e de operação,o retificador GST 250 STAR não requer qualquerserviço especial de manutenção, é apenasnecessário limpar internamente a máquina uma vezpor mês com ar comprimido sob baixa pressão, secoe isento de óleo.
Após a limpeza com ar comprimido, verificar oaperto das conexões elétricas e a fixação doscomponentes. Verificar a eventual existência derachaduras na isolação de fios ou cabos elétricos,inclusive de soldagem, ou em outros isolantes esubstituí-los se defeituosos.
Se sobrecarregado por falta de refrigeração ou usodo retificador em condições não previstas porEutectic do Brasil , a ponte retificadora poderádanificar-se, abrindo-se ou entrando em curto-circuito. Em tais circunstâncias, a tensão em vazio éinferior ao valor previsto; proceder à substituição daponte retificadora.
X ACESSÓRIOS
8
ATENÇÃO !
Os valores dos parâmetros de soldagem dependem,basicamente, do material e do diâmetro do eletrodousado, da espessura a ser soldada e da posição desoldagem.
3)Abrir o arco e, se necessário, reajustar a corrente.
GST 250
Controle remoto
Cabo do controle remoto - 10 metros
Cabo do controle remoto - 5 metros
Cabo do controle remoto - 15 metros
Cabo do controle remoto - 20 metros
0705557
0705888
0705588
0705889
0705910

XI ESQUEMA ELÉTRICO
9GST 250
7-1
0
3-6
1-42-5
1
GN
D
CH
AV
EL
IG/D
ES
L.
T
5
K6
6
1
SR
3
2 4
BR
AN
CO
MO
TO
RD
OV
EN
TIL
AD
OR K28
PRETO2
0
14
7
K1
.6
58
2
69
3
22
0V
7
PL
AC
AD
EL
IGA
ÇÃ
O
K1
4
41
K1
.3(B
OB
INA
C)
85
9
6
S
K1
.5
T
K1
.4
R
K1
.1(B
OB
INA
A)
K1
.2(B
OB
INA
B)
23
K1
.2
97
K1
.1
108
K1
.35
6
PL
AC
AD
EL
IGA
ÇÃ
O
MU
DA
NÇ
AD
ET
EN
SÃ
O
440V
415
728
15
93
69K14
TR
AN
SF
OR
MA
DO
R
74 380V
82
15
74 220V
82
63
96
3
LIG
AÇ
ÃO
DA
CH
AV
E
K1
3
K1
.2
1
K1
.1
4
2
RE
MO
TO
/LO
CA
L
13914
1615
K7
10
ES
QU
EM
AD
E
22nFx1000V
C4
SINALEIRO TEMPERATURA
IND
UT
ORFILTRO SAIDA K625
FIL
TR
OD
OG
AT
EK
61
G2
K2
47
PO
NT
ER
ET
IFIC
AD
OR
A
46
K12
4746
765
TE
RM
OS
TAT
O
111
2
43
G3
54 5
3
56
G2
55
.01
uF
x25
0V
9
3
8
1
.01
uF
x25
0V
24
250A
X100m
V
K1
3S
HU
NT
8
57
58
G1
2
41
41 4443
4321
7
K70
22
22
CN
2G
4
51
55
54
52
53G
3
12
K4
34K3
K1
5
45
45
TR
AN
SF.
AU
XIL
IAR
10
R1
00
.01uFx250V
SH
UN
T
K8
1
81
9V
83
86
K9
22
0V81
-DO
VO
LT/A
MP.
082
0
.01uFx250V
42
10
0+
85
83
12
86
56
K8
0
34
82
85V
OLT
/AM
P.
58
56
57
7
G1
6
K2
8K1
12
3
CN
1
45
33
31
32
CN
5
PL
AC
AD
EC
ON
TR
OL
E
K60
CH
AV
ER
EM
OT
O/L
OC
AL
6 5
K57
POTENCIOMETRO
1615
15K2
13
2
22nFx1000V
22nFx1000V
C3
C2
22nFx1000V
C1
15
2
18
7
4
2
3
65
14
22
3 9
K7
21
2112
10
10 119
12 21
CN
22
2
1110
14
9
6543
876
87
54
TOMADA 21
K19
21
CN
1
1234
32 3133
GS
T425
STA
R
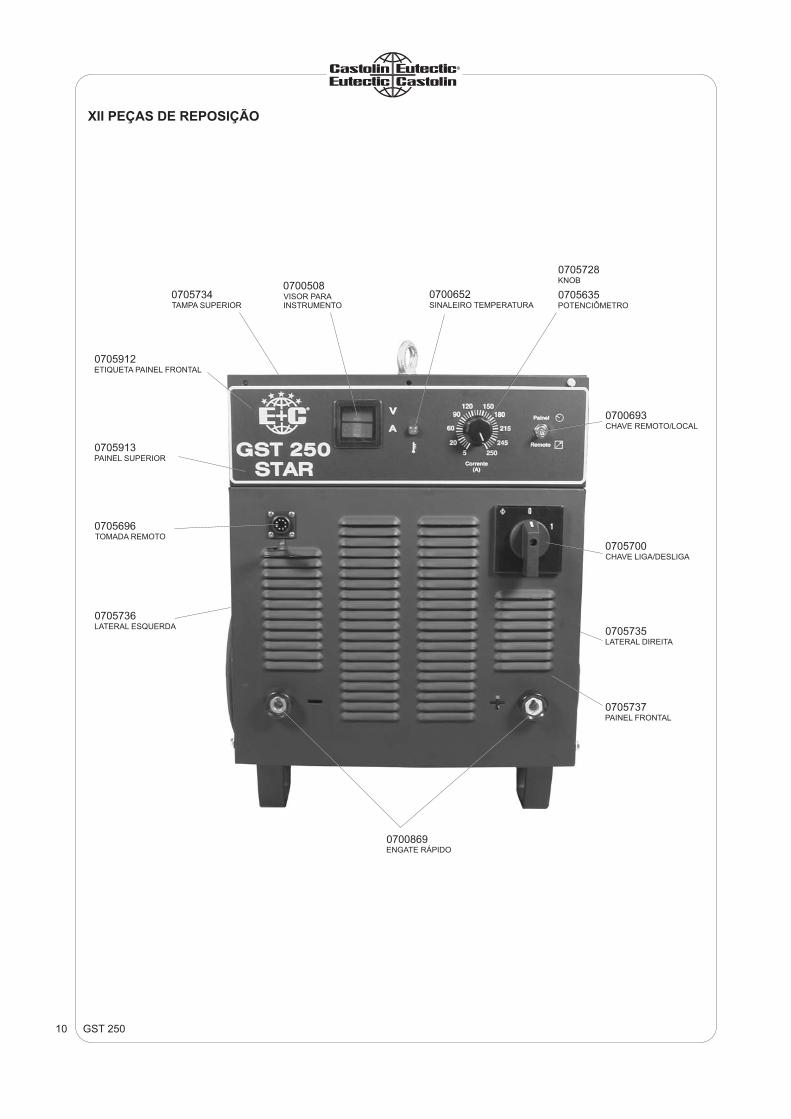
XII PEÇAS DE REPOSIÇÃO
10 GST 250
LATERAL ESQUERDA0705736
TOMADA REMOTO0705696
ETIQUETA PAINEL FRONTAL0705912
PAINEL SUPERIOR0705913
SINALEIRO TEMPERATURA0700652VISOR PARA
INSTRUMENTO
0700508
POTENCIÔMETRO0705635
KNOB0705728
TAMPA SUPERIOR0705734
CHAVE REMOTO/LOCAL0700693
CHAVE LIGA/DESLIGA0705700
LATERAL DIREITA0705735
PAINEL FRONTAL0705737
ENGATE RÁPIDO0700869

11GST 250
MOTOR DO VENTILADOR0705697
HÉLICE
0705699
RESISTOR0705695
INDUTOR0705702
RODA0700521
SHUNT MEDIÇÃO0705740
PONTERETIFICADORA
0705689
PÉ DE APOIO0705911

12 GST 250
OLHAL DE LEVANTAMENTO0700501
PLACA DE LIGAÇÃO0705694
PAINEL TRASEIRO0705738
PRENSA CABO0705898
CABO DE ENTRADA0705727
SHUNT CONTROLE0705692
TRANSFORMADOR0705682

13GST 250
TRANSFORMADOR PARA INSTRUMENTO0705739
AMPERÍMETRO/VOLTÍMETRO0700799
CIRCUITO FILTRO GATE0705641
CIRCUITO FILTRO DE SAÍDA0705640
CIRCUITO DE CONTROLE0705698

14
TRANSFORMADOR
VISTA FRONTAL
GST 250
BOBINA PRIMÁRIA "A"
0705683BOBINA PRIMÁRIA "C"0705685
BOBINA PRIMÁRIA "B"
0705684
BOBINA SECUNDÁRIA “A”
0705686BOBINA SECUNDÁRIA “B”
0705687BOBINA SECUNDÁRIA “C”
0705688
A
A B
B C
C
15
Página em branco
GST 250

EUTECTIC DO BRASILRua Ferreira Viana, 146 - CEP: 04761-010 - Tool Free : 0800 115655 - Tel.: 0(XX)11-5687-5655 - FAX: 0(XX)11-5521-0545 -
Tel.: 0(XX)31-3369-4488 - FAX: 0(XX)31-3369-4491 • Tel.: 0(XX)41-323-3100 - FAX: 0(XX)41-223-9731Tel.: 0(XX)51-3241-6070 - FAX: 0(XX)51-3241-6070 • Tel.: 0(XX)16-624-6486 - FAX: 0(XX)16-624-6116
Tel.: 0(XX)81-3441-6458 - FAX: 0(XX)81-3441-8956 Tel.: 0(XX)21-2589-4552 - FAX: 0(XX)21-2589-5252Tel.: 0(XX)71-374-6691 - FAX: 0(XX)71-374-6703
• BELO HORIZONTE: CURITIBA:• PORTO ALEGRE: RIBEIRÃO PRETO:• RECIFE: • RIO DE JANEIRO:
• SALVADOR:Internet: http://www.eutectic.com.br
São Paulo - SP
Publicação: 0204622 rev 0