Group 3 Air Pollution

of 40
-
Upload
charlton-dave-aranas -
Category
Documents
-
view
218 -
download
0
Transcript of Group 3 Air Pollution
-
8/13/2019 Group 3 Air Pollution
1/40
ALVAIRA
Combustion Efficiency
Combustion efficiency is a measure of how much of the heat available in the fuel is released and
utilized.If your calculation shows that your equipment is losing 20% of the heating energy of the fuel
through stack losses, your equipment is running at 80% efficiency.Combustion efficiency, determined
from combustion analysis, is a cost-effective way to improve equipment operation and reduce fuel
expense.
The flue heat losses can be calculated as, flue heat losses = Lg + Lh + Lm + Lco where
Lg = heat loss due to dry gas
Lh = heat loss due to moisture from burning hydrogen
Lm = heat loss due to moisture in fuel
Lco = heat loss from the formation of CO
Engine Design and Control
Selection Type
A. CycleEngine cycles may be operated as a two- or four-stroke-cycle engine. Two-stroke-cycle
enginehas a compression stroke followed by an explosion of the compressed fuel. On the return
stroke, new fuel mixture is inserted into the cylinder. Meanwhile, four-stroke-cycle enginehas one
compression stroke and one exhaust stoke. Each is followed by a return stroke.
B. Arrangement of CylindersArrangement of cylinders includes the horizontal, vertical and special configurations.
Low-speed engines and engines in which floor space does not matter are built with horizontal
cylinders. Vertical in-line cylindersare preferred for higher speeds. When the engine must be
more compact, V-typeand radial enginesmake still shorter and lighter constructions.
C. Number of CylindersHorizontal engines are built with one, two, or four cylinders, either all parallel, or, in
larger sizes, in tandemand double-tandemarrangements to obtain a better utilization of the
-
8/13/2019 Group 3 Air Pollution
2/40
running gear. Vertical engines are built form one to sixteen cylinders. In radial engines, the
number of cylinders used are3-5-7-9, and 14and 18staggered in two banks.
D. Single and Double ActionIn regard to general design, engines may be classified as single- and double-acting.
Single actionworks on one side of the piston only. Double actionacts alternately on both sides
of the piston.
Pressures
A. Compression Pressure and RatioValues for approximate compression pressures pcand average compression ratios r are
available for a wide variety of engine cycles. A higher compression ratio gives a better thermal
efficiency and increases the mean effective pressure, or power output of the engine, but at the
same time results in higher stresses in the working parts. In compression-ignition engines, the
pressure of compression must be high enough to ensure ignition at any conditions. In spark-
ignition engines, a higher compression ratio also requires special precautions in designing the
compression chamber to avoid preignition and detonation.
B. Mean Indicated PressureThe mean indicated pressure pican be assumed directly if there is a previous
experience. In a stricter sense, it can be computed using the formula
where
Ql= heat value of material
id= ideal-cycle efficiency
r= relative efficiency
ch= charge efficiency
vf= volume of one pound of fuel
a = percent theoretical air
e = percent excess air
C. Brake Mean Effective Pressure
-
8/13/2019 Group 3 Air Pollution
3/40
Brake mean effective pressure, often called simply mean effective pressure and
designated pe, can be computed as
where piis the mean indicated pressure and mis the mechanical efficiency. It is very convenient
to use the value pewhen comparing different engines or designing a new engine.
Engine Speed
A. Rotative and Piston SpeedThe selection of the rotative speed, in revolutions per minute, is often governed by the
purpose for which the engine is designed or by the speed of the machinery with which the
engine must be connected. The speed varies between 100 and 5000 rpm, and no set rules can
be given for its selection.
Piston speed in present engines varies from 650 to 3600 fpm, with a tendency toward a
further increase in some types. Its purpose is the same as the rotative speed with is to decrease
the weight of the engine. The applications of internal-combustion engines are so varied that no
general formula is possible.
B. Speed FactorEngines can be classified into several classes as to speediness; low-, medium- and high-
speed types. The use of either the rotative speed or the piston speed as a speed characteristic is
unsatisfactory, because they both are inadequate for the purpose. The rotative speed does not
take into consideration the size of the engine while piston speed is influenced excessively by the
piston stroke. A good speed characteristic commonly called now speed factor, cs can be
obtained as
where
n = rotative speed
l = length of the stroke
For the sake of classification, engines with a speed factor below 3 can be called low-
speed, with a speed factor between 3 and 9 are medium-speed, form 9 to 27 are high-speed,
and above 27 are super-high-speed-engines.
C. Stroke-bore Ratio
-
8/13/2019 Group 3 Air Pollution
4/40
The ratio of stroke to bore l/d varies between 0.9 and 1.9 with only a high-speed opposed-piston
two-stroke engine having l/d=2.5.
D. Principle of SimilitudeIn designing a new engine, the use of principle of similitude is suggested. This implies that the
dimensions and behavior of existing engines must be more or less approaching those for which the new
engine is being designed. The similarity must be geometrical, kinetical, and dynamical which means that
the engines must have the same stroke-bore ratio, speed factor and mean effective pressure.
E. Determination of Main DimensionsAfter the selection of the main characteristics stroke-bore ratio q, speed factor csand mean
effective pressurepe, the next thing is to decide about the number of cylinders. The required
horsepower N can then be computed along with the diameter d.
For two-stroke single-acting cylinder,
The diameter of the cylinder would be
For a four-stroke engine,
If the rotative speed n is given or assumed instead of the speed factor cs, then
and,
-
8/13/2019 Group 3 Air Pollution
5/40
where
where p is the number of pair of poles. Meanwhile, f is
F is the force per inch of deflection, W is the weight and k is a constant.
After the bore, stroke and speed are found, a theoretical indicator diagram must be drawn and
the dimensions of the different parts determined, taking into consideration the various acting forces
such as gas pressures, pressures acting upon the piston, forces of inertia, and other resistances and heat
stresses.
Sample Problem
Determine the main dimensions of two-stroke single-acting airless-injection 500-bhp oil engine with n
equal to 360 using fuel oil which has an elementary analysis of 85 percent carbon and 12 percent
hydrogen. The engine must be direct connected to an electrical generator with a speed of 360 rpm.
Select 4 as the number of cylinders, stroke-bore ratio of 1.25, compression ratio of 13.5, and an excess
air at 0.6. Efficiencies would be nid = 0.435, nr = 0.86 and nsc = 0.77. From fuel data, the amount of
theoretical air and fuel can be taken as 190.6 ft3/lb. Assume a mechanical efficiency of 0.75.
Solution:
(1)
(2)
(3)
-
8/13/2019 Group 3 Air Pollution
6/40
(4) mean effective pressure
(5) The horsepower per cylinder is 500/4 = 125. Adding 10 percent of overload gives 137.5 hp.
(6)
(7)
(8) speed factor
This is a medium-speed engine according to the definition.
-
8/13/2019 Group 3 Air Pollution
7/40
MANGABANG
Fuel Characteristics and Utilization
Fuel is a substance which, when burnt, i.e. on coming in contact and reacting with oxygen or air,
produces heat. Thus, the substances classified as fuel must necessarily contain one or several of the
combustible elements : carbon, hydrogen, sulphur, etc. In the process of combustion, the chemical
energy of fuel is converted into heat energy.
Fuels may broadly be classified in two ways:
(a) according to the physical state in which they exist in naturesolid, liquid
and gaseous,
(b) according to the mode of their procurementnatural and manufactured.
Solid Fuels and their Characteristics
Solid fuels are mainly classified into two categories, i.e. natural fuels, such as wood, coal, etc. and
manufactured fuels, such as charcoal, coke, briquettes, etc.
-
8/13/2019 Group 3 Air Pollution
8/40
Advantages
(a) They are easy to transport.
(b) They are convenient to store without any risk of spontaneous explosion.
(c) Their cost of production is low.
(d) They possess moderate ignition temperature.
Disadvantages
(a) Their ash content is high.
(b) Their large proportion of heat is wasted.
(c) They burn with clinker formation.
(d) Their combustion operation cannot be controlled easily.
(e) Their cost of handling is high.
Woods and their CharacteristicsThe most commonly used and easily obtainable solid fuel is wood. It is the oldest type of fuel which man
had used for centuries after the discovery of the fire itself. In India, wood is used in almost every village,
as well as in small towns and cities. In some parts of country such as Kashmir and Mysore, wood is used
for industrial purposes as well.Constituents of Wood
Wood is vegetable tissue of trees and bushes. It consists of mainly cellular tissue and lignin and lesser
parts of fat and tar, as well as sugar.
-
8/13/2019 Group 3 Air Pollution
9/40
Calorific Value
Moisture
A freshly felled tree anything from 40% to 60% of hygroscopic moisture depending upon the species of
the tree as well as the seasons of the year. On exposure to atmospheric air, the moisture dries up and
reduces to 15-20% in about 18 months. On the exposure for a longer period, no appreciable change had
been observed. When wood is seasoned in water, it absorbs nearly 150% of water by weight.
Characteristics of Flame
The nature of the flame depends on the tar content of wood. Pine and birch contain more tar and hence
burn with a thick and bright flame, while aspen and alder burn with a dim, transparent flame. The length
of the flame also depends on the tar content.
Combustion Characteristics
The lighter the wood, the more intensely it burns with a long flame. This is because air penetrates easily
throughout the whole piece during combustion. If the wood is heavy, i.e. hard, the penetration of air is
rendered difficult and a concentrated flame results with the development of more heat at the point ofburning.
Ignition Temperature
Wood ignites very easily. That is why it is used for lighting other fuels. The average ignition temperature
of different kinds of wood is given in Table 3.7.
-
8/13/2019 Group 3 Air Pollution
10/40
Manufactured Solid Fuels and their Characteristics
The manufactured solid fuels include, charcoal, coke, briquettes, etc. They are obtained from the natural
fuels, like wood, coal, etc.
Charcoal and its CharacteristicsThe charcoal occupies the first place in India. In some parts of the country, for example, Mysore, huge
quantities of charcoal are being used till today in blast furnaces for reducing iron ores, etc. and in manyhomes charcoal is used for cooking purposes. Charcoal is a produce derived from destructive distillation
of wood, being left in the shape of solid residue. Charcoal burns rapidly with a clear flame, producing no
smoke and developing heat of about 6,050 cal/kg.
Coke and its CharacteristicsIt is obtained from destructive distillation of coal, being left in the shape of solid residue. Coke can be
classified into two categories : soft coke and hard coke. Soft coke is obtained as the solid residue from
the destructive distillation of coal in the temperature range of 600-650oC. It contains 5 to 10% volatile
matter. It burns without smoke. It is extensively used as domestic fuel. Hard coke is obtained as solid
residue from the destructive distillation of coal in the temperature range of 1200-1400oC. It burns with
smoke and is a useful fuel for metallurgical process.
Liquid Fuels and their Characteristics
The liquid fuels can be classified as follows :
(a) Natural or crude oil, and
(b) Artificial or manufactured oils.
Advantages
(a) They possess higher calorific value per unit mass than solid fuels.
(b) They burn without dust, ash, clinkers, etc.
(c) Their firing is easier and also fire can be extinguished easily by stopping liquid fuel supply.
(d) They are easy to transport through pipes.(e) They can be stored indefinitely without any loss.
(f) They are clean in use and economic to handle.
(g) Loss of heat in chimney is very low due to greater cleanliness.
(h) They require less excess air for complete combustion.
(i) They require less furnace space for combustion.
Disadvantages
(a) The cost of liquid fuel is relatively much higher as compared to solid fuel.
-
8/13/2019 Group 3 Air Pollution
11/40
(b) Costly special storage tanks are required for storing liquid fuels.
(c) There is a greater risk of five hazards, particularly, in case of highly inflammable and volatile liquid
fuels.
(d) They give bad odour.
(e) For efficient burning of liquid fuels, specially constructed burners and
spraying apparatus are required.
Petroleum and its CharacteristicsPetroleum is a basic natural fuel. It is a dark greenish brown, viscous mineral oil, found deep in earths
crust. It is mainly composed of various hydrocarbons (like straight chain paraffins, cycloparaffins or
napthenes, olefins, and aromatics) together with small amount of organic compounds containing oxygen
nitrogen and sulphur. The average composition of crude petroleum is : C = 79.5 to 87.1%; H = 11.5 to
14.8%; S = 0.1 to 3.5%, N and O = 0.1 to 0.5%.
Classification of Petroleum
The chemical nature of crude petroleum varies with the part of the world in which it is found. They
appear, however, to be three principal verities.
o Paraffinic Base Type Crude PetroleumThis type of petroleum is mainly composed of the saturated hydrocarbons from CH4 to C35 H72 and a
little of the napthenes and aromatics. The hydrocarbons from H38 to C18 H38 to C35 H72 are
sometimes called waxes.
o Asphalitc Base Type Crude PetroleumIt contains mainly cycloparaffins or napthenes with smaller amount of parffins and aromatic
hydrocarbons.
o Mixed Base Type Crude PetroleumIt contains both paraffinic and asphaltic hydrocarbons and are generally rich in semi-solid waxes.
Manufactured Liquid Fuels and their Characteristics
Manufactured liquid fuels include Gasoline, Diesel oil, Kerosene, Heavy oil, Naptha, Lubricating oils, etc.
These are obtained mostly by fractional distillation of crude petroleum or liquefaction of coal.
Diesel Fuel and its CharacteristicsThe diesel fuel or gas oil is obtained between 250-320oC during the fractional distillation of crude
petroleum. This oil generally contains 85% C. 12% H. Its calorific value is about 11,000 kcal/kg. The
suitability of a diesel fuel is determined by its cetane value. Diesel fuels consist of longer hydrocarbons
and have low values of ash, sediment, water and sulphalt contents.
The main characteristics of a diesel fuel is that it should easily ignite below compression temperature.
The hydrocarbon molecules in a diesel fuel should be, as far as possible, the straight-chain ones, with a
minimum admixture of aromatic and side-chain hydrocarbon molecules. It is used in diesel engines as
heating oil and for cracking to get gasoline.
Heavy Oil and its CharacteristicsIt is a fraction obtained between 320-400oC during fractional distillation of crude petroleum. This oil on
refractionationgives :
-
8/13/2019 Group 3 Air Pollution
12/40
(a) Lubricating oils which are used as lubricants.
(b) Petroleum-jelly (Vaseline) which is used as lubricants in medicines and in cosmetics.
(c) Greases which are used as lubricants.
(d) Paraffin wax which is used in candles, boot polishes, wax paper, tarpolin cloth and for electrical
insulation purposes.
Gaseous Fuels and their Characteristics
Gaseous fuels occur in nature, besides being manufactured from solid and liquid fuels.
Advantages
Gaseous fuels due to erase and flexibility of their applications, possess the following advantages over
solid or liquid fuels :
(a) They can be conveyed easily through pipelines to the actual place of need, thereby eliminating
manual labour in transportation.
(b) They can be lighted at ease.
(c) They have high heat contents and hence help us in having higher temperatures.(d) They can be pre-heated by the heat of hot waste gases, thereby affecting economy in heat.
(e) Their combustion can readily by controlled for change in demand like oxidizing or reducing
atmosphere, length flame, temperature, etc.
(f) They are clean in use.
(g) They do not require any special burner.
(h) They burn without any shoot, or smoke and ashes.
(i) They are free from impurities found in solid and liquid fuels.
Disadvantages
(a) Very large storage tanks are needed.
(b) They are highly inflammable, so chances of fire hazards in their use is high.
Natural Gas and its CharacteristicsNatural gas is generally associated with petroleum deposits and is obtained from wells dug in the oil-
bearing regions. The approximate composition of natural gas is
CH4 = 70.9%, C2H6 = 5.10%, H2 = 3%, CO + CO2 = 22%
The calorific value varies from 12,000 to 14,000 kcal/m3. It is an excellent domestic fuel and is conveyed
in pipelines over very large distances. In America, it is available to a great extent, and so, is quite popular
as a domestic fuel. It is now used in manufacture of chemicals by synthetic process. It is a colourless gas
and is non-poisonous. Its specific gravity is usually between 0.57 to 0.7
Manufactured Gases and their Characteristics
Coal Gas its CharacteristicsCoal gas is obtained when it is carbonized or heated in absence of air at about 1300 C in either coke
ovens or gas-making retorts. In gas making retort process coal is fed in closed silica retorts, which are
then heated to about 1300oC by burning producer gas and air mixture.
-
8/13/2019 Group 3 Air Pollution
13/40
C + 1/2 O2 CO +29.5 kcal
Coal gas is a colourless gas having a characteristic odour. It is lighter than air and burns with a long
smoky flame. Its average composition is : H2 = 47%, CH4 = 32%, CO = 7%, C2H2 = 2%, C2H4 = 3%, N2 =
4%, CO2 = 1% and rest = 4%. Its calorific value is about 4,900 kcal/m3. It is used as (a) illuminant in cities
and town, (b) a fuel, and (c) in metallurgical operations for providing reducing atmosphere.
Blast Furnace Gas and its CharacteristicsIt is a by product flue gas obtained during the reduction of ion ore by coke in the blast furnace. Its
calorific value is about 1,000 kcal/m3. It contains about 20-25% carbon monoxide along with CO2, N2,
etc. About 1/3 of this gas is used for preheating air used in blast furnace itself; while the remaining 2/3rd
is available for use in boilers or after cleaning in gas engines. It is also used for burning in a special type
of stoves (called Cowpers stove) where the furnace is preheated. This gas contains much dust and is
usually cleaned before use by dust settlers, cyclones or electrolytic precipitators.
-
8/13/2019 Group 3 Air Pollution
14/40
-
8/13/2019 Group 3 Air Pollution
15/40
LUAREZ
Particulate Removal and Gravity Settlers
Particle pollution (also called particulate matter or PM)
It is the term for a mixture of solid particles and liquid droplets found in the air. Some particles, such as dust, dirt, soot, or smoke, are large or dark enough to
be seen with the naked eye. Others are so small they can only be detected using
an electron microscope.
These particles come in many sizes and shapes and can be made up of hundredsof different chemicals.
Some particulates occur naturally, originating from volcanoes, duststorms, forest and grassland fires, living vegetation, and sea spray.
Human activities, such as the burning of fossil fuels in vehicles, power plants andvarious industrial processes also generate significant amounts of particulates.
Coal combustion in developing countries is the primary method for heating
homes and supplying energy.
Two types of solids dispersoids:
Dustwhich is composed of particles larger than 1m. Dusts usually result from mechanical
disintegration of matter. They may be redispersed from the settled, or bulk, condition by an air blast.
Fumeconsists of particles generally smaller than 1m. Fumes are submicrometer dispersoids
formed by processes such as combustion, sublimation, and condensation.
Particulate Removal (Dust Removal)- concerned with the removal or collection of solid dispersoids in
gases.
Purpose of Particulate Removal (Dust removal)
1. Air pollution control, as in fly-ash removal from power-plant flue gases.2. Equipment-maintenance reduction, such as filtration of engine intake air or pyrites
furnace-gas treatment prior to its entry to a contact sulfuric acid plant.
3. Safety- or health-hazard elimination, as in collection siliceous and metallic dusts aroundgrinding and drilling equipment and in some metallurgical operations and flour dusts from
milling and bugging operation.
4. Product-quality improvement, as in air cleaning in the production of pharmaceuticalproducts and photographic film.
5. Recovery of a valuable product, as in collection of dusts fro driers and smelters.Particle Removal Devices
Fabric Filters (Baghouse) Electrostatic Precipitator ( ESP) Wet Scrubbers (Venturic Scrubber) Gravity Settlers Cyclones
-
8/13/2019 Group 3 Air Pollution
16/40
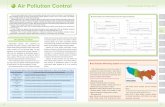
Cyclones
Is a commercially proven technology and can be refractory-lined for high temperatureoperations.
Cyclone separator is a simple mechanical device used to remove relatively large particlesfrom gas streams.
In industrial applications, cyclones are often used as precleaners for the moresophisticated pollution control equipment such as baghouse filters and electrostatic
precipitators and it is more efficient in removing particulate matters than settling
chambers.
Are relatively inexpensive to construct and operate. Cyclones uses centrifugal force and force the incoming gas to twist and turn in a spiral
fashion.
Large particles entering cannot turn with the gas due to their momentum or inertia. As aresult, they break out of the gas stream and hit the wall. The particle falls down from
the wall and collected in a hopper.
Cyclone Separator Schematic Diagram Cyclone Separator
High temperature candle filters
Have been developed and can remove particulates from raw syngas at temperaturesbetween 550F and 900F (~ 300C to 500C). Below 550F, the filters may be blinded by
deposits of ammonium chloride. Above 900F, alkali compounds may pass through thefilters at unacceptable levels, as the vapor pressures of these compounds may still be
high.
Development of candle filters that can remove particulates at high temperatures is asignificant technology development for gasification. Use of candle filters in dry solids
removal systems is now considered commercially available technology. In some current
gasification designs, candle filters are being used upstream of a wet scrubber for
effective overall solids removal.
-
8/13/2019 Group 3 Air Pollution
17/40
Operation Characteristics
Filters- 1 - 6 cfm per ft2of collection area- 46 inches H2O pressure loss- 11.3 Watts/cfm ESPs- 28 cfm per ft2of collection area- 0.20.5 inches H2O pressure loss-
0.41.0 Watts/cfm Venturi Scrubber- 600030,000 cfm per ft2of throat- 1050 inches H2O pressure loss- 4 - 12 Watts/cfm
Note:
The CFM (Cubic Feet per Minute) - is the measurement of how much air passes through the unit.
Gravity Settlers (Settling Chambers)
One of the first devices used to control particulate emissions. It is an expansion chamber in which the gas velocity is reduced, thus following the
particle to settle out under the action of gravity.
One primary feature of this device is that the external force causing separation ofparticles from the gas stream is provided free by nature.
This chambers use in industry is generally limited to the removal of larger-sizedparticles, e.g., 4060 m in diameter.
Have also been used to study the flow of particles in a gas stream.Two (2) Basic Types of Dry Gravity Settlers
-
8/13/2019 Group 3 Air Pollution
18/40
Simple Expansion Chamber- The unit is constructed in the form of a long horizontal box with an inlet, and outlet, and
dust collection hoppers.
- These units primarily depend on gravity for collection of the particles. The particle ladengas stream enters the unit at the gas inlet. The gas stream then enters the expansion
section of the duct. Expansion of the gas stream causes the gas velocity to be reduced.
All particles in the gas stream are subject to the force of gravity. However, ate reduced
gas velocities (in the range of 1.010.0 ft/s) the larger particles are acted on
preferentially by gravity and fall into the dust hopper(s).
- Theoretically, a settling chamber of infinite length could collect even the very smallparticles (
-
8/13/2019 Group 3 Air Pollution
19/40
Collection Hopperslocated at the bottom of the settler are usually designed with positive-seal
valves and must be emptied as dust buildup occurs.
Dust buildupwill vary depending on the concentration levels of particulate matter and the gas
streams, especially in the case of heavy concentrations of particles greater than 60m in
diameter.
Design and Performance Equation
For capture to occur the particle must reach collection surface a b c d during its residence time trin
the unit. For plug flow tr is equal to:
From Geankoplis, The Settling design equation is:
Where:
= free settling velocity or terminal velocity
-
8/13/2019 Group 3 Air Pollution
20/40
Dp= Diameter of the particle
g= acceleration due to gravity
p= density of the particle
=density of the fluid (in this discussion; air is equal to 1174 g/m3)
= viscosity of the fluid (in this discussion; air is equal to 0.01813 g/m-s)
For settling efficiency equation:
Where:
n= settling chamber efficiency
vt= terminal velocityLs= Length of the gravity settling chamber in direction to gas flow.
Hs= Height of the gravity settling chamber
vs= velocity of fluid or gas
The process design variables for settling chamber consist of length (L), width (B), andheight (H). These parameters are usually chosen by the chamber manufacturer in order
to remove all particles above a specified size.
The chambers design must provide conditions for sufficient particle residence time tocapture the desired particle size range. These can be accomplished by keeping the
velocity of the exhaust gas through the chamber as low as possible.
Operation and Maintenance; and Improving Performance
1. Reasonable overload can be tolerated without causing damage. Ifoperated excessive flow rates, erosion or vibration will occur.
2. Recommended maintenance of a gravity settler requires regularinspection to ensure mechanical soundness of the unit and a level
performance consistent with the original criteria.
3. Vibratory disturbance, excessive pressure drop, decreased efficiency areall signs that thorough inspection and maintenance procedures are
required.4. Complete inspection requires shutdown of the unit for access to the
internals.
5. Internals and exteriors, where accessible, should be visually inspectedfor fouling, corrosion, or damage.
6. The nature of any metal deterioration should be investigated toproperly determine the anticipated life of the equipment or possible
corrective action.
-
8/13/2019 Group 3 Air Pollution
21/40
7. General corrosion, intergranular corrosion, stress cracking, galvaniccorrosion, impingement, or erosion attacks are the possible cause of
deterioration.
ESCARE
CYCLONES, BAGHOUSEFILTER & ELECTROSTATIC PRECIPITATOR
CYCLONES
Cyclone Separators The most widely used type of dustcollection equipment is the cyclone, in which
dust-laden gas enters a cylindrical or conical chamber tangentially at one or more points and leaves
through a central opening. The dust particles, by virtue of their inertia, will tend to move toward the
outside separator wall, from which they are led into a receiver.
A cyclone is essentially a settling chamber in which gravitational acceleration is replaced by centrifugal
acceleration. At operating conditions commonly employed, the centrifugal separating force or
acceleration may range from 5 times gravity in very large diameter, low-resistance cyclones, to 2500
times gravity in very small, high-resistance units. The immediate entrance to a cyclone is usually
rectangular.
Fields of ApplicationWithin the range of their performance capabilities, cyclone collectors offer one of
the least expensive means of dust collection from the standpoint of both investment and operation.
Their major limitation is that unless very small units are used, their efficiency is low for collection of
particles smaller than 5 mm.
Although cyclones may be used to collect particles larger than 200 mm, gravity settling chambers or
simple inertial separators (such as gas-reversal chambers) are usually satisfactory and less subject to
abrasion. In special cases in which the dust is highly flocculated or high dust concentrations (over 230
g/m3, or 100 gr/ft3) are encountered, cyclones will remove dusts having small particle sizes. In certain
instances efficiencies as high as 98 percent have been attained on dusts having ultimate particle sizes of0.1 to 2.0 mm because of the predominant effect of flocculation. Cyclones are used to remove both
solids and liquids from gases and have been operated at temperatures as high as 1000C and pressures
as high as 50,700 kPa (500 atm).
Flow PatternIn a cyclone the gas path involves a double vortex with the gas spiraling downward at the
outside and upward at the inside. When the gas enters the cyclone, its velocity undergoes a
redistribution so that the tangential component of velocity increases with decreasing radius as
expressed by Vct~ r-n. The spiral velocity in a cyclone may reach a value several times the average inlet-
gas velocity.
Cyclone EfficiencyCyclones work by using centrifugal force to increase the gravity field experienced by
the solids. They then settle to the wall under the influence of their increased weight. Settling is
improved as the path the solids traverse under centrifugal flow is increased. This path is equated with
the number of spirals the solids make in the cyclone barrel. The figure below gives the number of spirals
Ns as a function of themaximum velocity in the cyclone. The maximum velocity may be seen either at
the inlet or outlet depending on design.
-
8/13/2019 Group 3 Air Pollution
22/40
The equation for Dpth, the theoretical size particle removed by the cyclone, is
The equation contains effects of cyclone size, velocity,viscosity, and density of solids. In practice, a
design curve as given in the figure below uses Dpth as the size at which 50 percent of solids of a given
size are collected by the cyclone. The material entering the cyclone is divided into fractional sizes, and
the collection efficiency for each size is determined. The total efficiency of collection is the sum of thecollection efficiencies of the cuts. The above applies for very dilute systems, usually on the order of 1
grain/ft3, or 2.3 g/m3 where a grain equals 1/7000 of a pound. When an appreciable amount of solids
are present, the efficiency increases dramatically. This may be due to the coarse particles colliding with
fines as they settle, which takes the fines to the wall more quickly. Other explanations are that the solids
have a lower drag coefficient or tend to flocculate in multiparticle environments. At very high loadings, it
is believed the gas simply cannot hold that much solid material in suspension at high gravities, and the
bulk of the solids simply condenses out of the gas stream.
-
8/13/2019 Group 3 Air Pollution
23/40
Cyclone Design Factors Cyclones are generally designed to meet specified pressure-drop limitations. For
ordinary installations,operating at approximately atmospheric pressure, fan limitations generally dictate
a maximum allowable pressure drop corresponding to a cyclone inlet velocity in the range of 8 to 30 m/s
(25 to 100 ft/s). Consequently, cyclones are usually designed for an inlet velocity of 15 m/s (50 ft/s),
though this need not be strictly adhered to. In the removal of dusts, collection efficiency can be changed
by only a relatively small amount by a variation in operating conditions.
The primary design factor that can be utilized to control collection efficiency is the cyclone diameter, a
smaller-diameter unit operating at a fixed pressure drop having the higher efficiency. Small diameter
cyclones, however, will require a multiple of units in parallel for a specified capacity. In such cases the
individual cyclones can discharge the dust into a common receiving hopper. The final design involves a
compromise between collection efficiency and complexity of equipment. It iscustomary to design a
single cyclone for a given capacity, resorting tomultiple parallel units only if the predicted collection
efficiency is inadequate for a single unit. Reducing the gas outlet diameter will increase both collection
efficiency and pressure drop. To exit the cyclone, gas must enter the cyclonic flow associated with theoutlet tube. If the outlet diameter is reduced, the outlet vortex increases in length to compensate.
Therefore, when the outlet area is less than the inlet area, the length of the cyclone must increase. Too
short a cyclone is associated with erosion of the cone and reentrainment of solids into the exit flow.
Table below gives this increase as a function of outlet-to-inlet area. The length is measured centrally
along a cylinder 10 cm larger than the inner diameter of the outlet tube to prevent interference with the
cone. If the cone interferes, the barrel must be lengthened. The minimum cone angle should be 60 or
greater with steeper angles appropriate to materials that are cohesive.
-
8/13/2019 Group 3 Air Pollution
24/40
The inlet is usually rectangular and sometimes circular. In either case, projection of the flow path should
never interfere with the outlet tube. If a very heavy solids loading is anticipated, the barrel diameter
should be increased slightly.
Collection efficiency is normally increased by increasing the gas throughput. However, if the entering
dust is flocculated, increased gas velocities may cause deflocculation in the cyclone, so that efficiency
remains the same or actually decreases. Also, variations in design proportions that result in increasedcollection efficiency with dispersed dusts may be detrimental with flocculated dusts. Kalen and Zenz
report that collection efficiency increases with increasing gas inlet velocity up to a minimum tangential
velocity at which dust is either re-entrained or not deposited because of saltation. Koch and Licht
estimate that for typical cyclones the saltation velocity is consistent with cyclone inlet velocities in the
range of 15 to 27 m/s (50 to 90 ft/s). C. E. Lapple (private communication) reports that in cyclone tests
with talc dust collection efficiency increased steadily as the inlet velocity was increased up to the
maximum of 52 m/s (170 ft/s). With ilmenite dust, which was much more strongly flocculated, efficiency
decreased over the same inlet-velocity range. In later experiments with well-dispersed talc dust,
collection efficiency continued to increase at inlet velocities up to the maximum used, 82 m/s (270 ft/s).
Another effect of increasing the cyclone inlet gas velocity is that friable materials may disintegrate as
they hit the cyclone wall at high velocity. Thus, the increase in efficiency associated with increased
velocity may be more than lost due to generation of fine attrited material that the cyclone cannot
contain.
BAGHOUSE FILTER/FABRIC FILTERS
Fabric Filters Fabric filters, commonly termed bag filters or baghouses, are collectors in which dust
is removed from the gas stream by passing the dust-laden gas through a fabric of some type (e.g., woven
cloth, felt, or porous membrane). These devices are surface filters in that dust collects in a layer on the
surface of the filter medium, and the dust layer itself becomes the effective filter medium. The pores in
the medium (particularly in woven cloth) are usually many times the size of the dust particles, so that
collection efficiency is low until sufficient particles have been collected to build up a precoat in the
fabric pores. During this initial period, particle deposition takes place mainly by inertial and flow-lineinterception, diffusion, and gravity. Once the dust layer has been fully established, sieving is probably
the dominant deposition mechanism, penetration is usually extremely low except during the fabric-
cleaning cycle, and only limited additional means remain for influencing collection efficiency by filter
design. Filter design is related mainly to choices of gas filtration velocities and pressure drops and of
fabric-cleaning cycles.
-
8/13/2019 Group 3 Air Pollution
25/40
Because of their inherently high efficiency on dusts in all particlesize ranges, fabric filters have been
used for collection of fine dusts and fumes for over 100 years. The greatest limitation on filter
application has been imposed by the temperature limits of available fabric materials. The upper limit for
natural fibers is about 90C (200F). The major new developments in filter technology that have been
made since 1945 have followed the development of fabrics made from glass and synthetic fibers, which
has extended the temperature limits to about 230 to 260C (450 to 500F). The capabilities of available
fibers to resist high temperatures are still among the most severe limitations on the possible
applications of fabric filters.
Types of Filters Current fabric-filter designs fall into three types, depending on the method of cleaning
used: (1) shaker-cleaned, (2) reverse-flow-cleaned, and (3) reverse-pulse-cleaned.
The shaker-cleaned filteris the earliest form of bag filter (Fig. 17-58). The open lower ends of the bags
are fastened over openings in the tube sheet that separates the lower dirty-gas inlet chamber from the
upper clean gas chamber. The bag supports from which the bags are suspended are connected to a
shaking mechanism. The dirty gas flows upward into the filter bags, and the dust collects on the inside
surfaces of the bags. When the gas pressure drop rises to a chosen upper limit as the result of dust
accumulation, the gas flow is stopped and the shaker is operated, giving a whipping motion to the bags.The dislodged dust falls into the dust hopper located below the tube sheet. If the filter is to be operated
continuously, it must be constructed with multiple compartments, so that the individual compartments
can be sequentially taken off line for cleaning while the other compartments continue in operation.
Reverse-flow-cleaned filtersare generally similar to the shaker-cleaned filters except for the elimination
of the shaker. After the flow of dirty gas has stopped, a fanis used to force clean gas through the bags
from the clean-gas side. This flow of gas partly collapses the bags and dislodges the collected dust,
which falls to the dust hopper. Rings are usually sewn into the bags at intervals along the length to
prevent complete collapse, which would obstruct the fall of the dislodged dust. The principal
applications of reverse-flow cleaning are in units using fiberglass fabric bags for dust collection at
temperatures above 150C (300F). Collapsing and reinflation of the bags can be made sufficiently gentleto avoid putting excessive stresses on the fiberglass fabrics. As with shaker-cleaned filters,
compartments of the baghouse are taken off line sequentially for bag cleaning. The gas for reverse-flow
cleaning is commonly supplied in an amount necessary to give a superficial velocity through the bags of
0.5 to 0.6 m/min (1.5 to 2.0 ft/min), which is the same range as the filtrationvelocities frequently used.
In the reverse-pulse filter (frequently termed a reverse-jet filter), the filter bag forms a sleeve that is
drawn over a wire cage, which is usually cylindrical. The cage supports the fabric on the clean-gas side,
and the dust is collected on the outside of the bag. A venturi nozzle is located in the clean-gas outlet
from the bag. For cleaning, a jet of high-velocity air is directed through the venturi nozzle and into the
bag, inducing a flow of cleaned gas to enter the bag and flow through the fabric to the dirty-gas side.
The high-velocity jet is released in a sudden, short pulse (typical duration 100 ms or less) from a
compressed-air line by a solenoid valve. The pulse of air and clean gas expands the bag and dislodges
the collected dust. Rows of bags are cleaned in a timed sequence by programmed operation of the
solenoid valves. The pressure of the pulse is sufficient to dislodge the dust without cessation of the gas
flow through the filter unit. Reverse-pulse filters are typically operated at higher filtration velocities (air-
to-cloth ratios) than shaker or reverse-flow filters designed for the same duty. Filtration velocities may
range from 1 to 4.5 m/min (3 to 15 ft/min), depending on the dust being collected, but for most dusts
the commonly used range is about 1.2 to 2.5 m/min (4 to 8 ft/min). The frequency of cleaningis also
-
8/13/2019 Group 3 Air Pollution
26/40
dependent on the nature and concentration of the dust, with the intervals between pulses varying from
about 2 to 15 min.
ELECTROSTATIC PRECIPITATOR
Electrical Precipitators When particles suspended in a gas are exposed to gas ions in an electrostatic
field, they will become charged and migrate under the action of the field. The functional mechanisms of
electrical precipitation may be listed as follows:
1. Gas ionization
2. Particle collection
a. Production of electrostatic field to cause charging and migration of dust particles
b. Gas retention to permit particle migration to a collection surface
c. Prevention of re-entrainment of collected particles
d. Removal of collected particles from the equipment
There are two general classes of electrical precipitators:
(1) singlestage, in which ionization and collection are combined;(2) two-stage, in which ionization is achieved in one portion of the equipment, followed by collection in
another.
Field Strength Whereas the applied potential or voltage is the quantity commonly known, it is the field
strength that determinesbehavior in an electrostatic field. The field strength is uniform between parallel
plates, whereas it varies in the space between concentric cylinders, being highest at the surface of the
central cylinder. After corona sets in, the current flow will become appreciable. The field strength near
the center electrode will be less than and that in the major portion of the clearance space will be greater
and more uniform.
Potential and Ionization In order to obtain gas ionization it is necessary to exceed, at least locally, theelectrical breakdown strength of the gas. Corona is the name applied to such a local discharge that fails
to propagate itself. Sparking is essentially an advanced stage of corona in which complete breakdown of
the gas occurs along a given path. Since corona represents a local breakdown, it can occur only in a non-
uniform electrical field.
Current Flow Corona discharge is accompanied by a relatively small flow of electric current, typically 0.1
to 0.5 mA/m2 of collectingelectrodearea (projected, rather than actual area). Sparking usually involves a
considerably larger flow of current which cannot be tolerated except for occasional periods of a fraction
of a second duration, and then only when suitable electrical controls are provided to limit the current.
Electric Wind By virtue of the momentum transfer from gas ions moving in the electrical field to the
surrounding gas molecules, a gas circulation, known as the electric or ionic wind, is set up between
the electrodes. For conditions encountered in electrical precipitators, the velocity of this circulation is on
the order of 0.6 m/s (2 ft/s). Also, as a result of this momentum transfer, the pressure at the collecting
electrode is slightly higher than at the discharge electrode.
Charging of Particles Three forces act on a gas ion in the vicinity of a particle: attractive forces due to
the field strength and the ionic image; and repulsive forces due to the Coulomb effect.
-
8/13/2019 Group 3 Air Pollution
27/40
Collection Efficiency Although actual particle mobilities may be considerably greater than would be
calculated on the basis given inthe preceding paragraph because of the action of the electric wind in
single-stage precipitators, the latter acts in a compensating fashion, and the overall effect of the electric
wind is probably to provide an equalization of particle concentration between the electrodes similar to
the action of normal turbulence.
Application The theoretical considerations that have been expounded should be used only for order-of-
magnitude estimates, since a number of extraneous factors may enter into actual performance. In actual
installations rectified alternating current is employed. Hence the electric field is not fixed but varies
continuously, depending on the waveform of the rectifier.
Resistivity Problems Optimum performance of electrostatic precipitators is achieved when the electrical
resistivity of the collected dust is sufficiently high to result in electrostatic pinning of the particles to the
collecting surface, but not so high that dielectric breakdown of the dust layer occurs as the corona
current passes through it. The optimum resistivity range is generally considered to be from 108 to 1010
Wcm, measured at operating conditions. As the dust builds up on the collecting electrode, it impedesthe flow of current.
DURANO
Absorptionis a mass transfer process in which a vapor solute A in a gas mixture is absorbed by means of
a liquid in which the solute is more or less soluble. The gas mixture consists mainly of an inert gas and
the solute. The liquid is primarily immiscible in the gas phase.
Plate Tower. In order to efficiently contact the vapor and liquid in absorption, tray (plate) towers are
often used.
1. Sieve tray. In the sieve tray, vapor bubbles up through simple holes in the tray through theflowing liquid. Hole sizes range from 3 to 12 mm in diameter, with 5mm a common size. Thevapor area of the holes varies between 5 to 15% of the tray area.
2. Valve tray. A modification of the sieve tray is the valve tray, which consists of openings in thetray and a lift-valve cover for each opening, providing a variable open area which is varied by the
vapor flow inhibiting leakage of liquid down the opening at low vapor rates. Hence, this type of
tray can operate at a great range of flow rates than the sieve tray.
3. Bubble-cap tray. In the bubble tray, the vapor or gas rises through the opening in the tray intothe bubble caps. Then the gas flows through slots in the periphery of each cap and bubbles
upward through the flowing liquid.
Packed Towers.Packed towers are used for continuous countercurrent contacting of gas and liquid in
absorption. The tower consists of a cylindrical column containing a gas inlet and distributing space at thebottom, a liquid inlet and distributing device at the top, a liquid outlet at the bottom, and a packing or
filling in the tower. A large area of intimate contact between the liquid gas is provided by the packing.
Most of the tower packings are made of inert and cheap materials such as clay, porcelain, graphite or
plastic. High void spaces of 60 to 90% are characteristics of good packings. Typical tower packings that
are used are the Raschig ring,Lessing ring, Berl saddleand Pall ring.
Flooding velocitythe limit to the rate of gas flow.
-
8/13/2019 Group 3 Air Pollution
28/40
Loading pointa gas flow rate in which the gas starts to hinder the liquid downfall. Flooding pointthe liquid can no longer flow down the packing and is blown out with the gas.
In actual operating tower the gas velocity is well below flooding. The optimum economic gas velocity is
about one half or so of the flooding velocity.
Design of Plate Absorption Tower
where:
= molar flow rate of inert solvent, kg mol/s = molar flow rate of inert air, kg mol/s= mole fraction A in the liquid= mole fraction of A in the gas= concentration of A in the exit gas stream= concentration of A in the exit liquid stream=initial concentration of A in the liquid stream= initial concentration of A in the gas stream
Example:
A tray tower is to be designed to absorb SO2from an air stream by using pure water at 293 K (68F). The
entering gas contains 20 mol% SO2and that leaving 2% mol at a total pressure of 101.3 kPa. The inert air
flow rate is 150 kg air/ hm2, and the entering water flow rate is 6000 kg water/hm2. Assuming an
overall tray efficiency of 25%, how many theoretical trays and actual trays are needed? Assume that the
tower operates at 293 K (20C).
Given:
=0.2=0.02=0air= 150 kg air/hm
2
water= 6000 kg water/hm2
=0.25
Soln:
-
8/13/2019 Group 3 Air Pollution
29/40
From graph, the theoretical trays is determined to be 2.4 theoretical trays. The actual number of trays is
2.4/0.25 = 9.6 trays = 10 trays.
ENRIQUEZ
Gas Removal Measurement Monitoring
Monitoring Objectives
Determine the highest concentration expected to occur in the area covered by the network. Measure typical concentrations in areas of high population density. Determine the impact of significant sources or source categories on air quality. Determine background concentration levels. Determine the extent of regional pollutant transport among populated areas. Measure air pollution impacts on visibility, vegetation damage, or welfare-based impacts.
Sampling equipment requirements are generally divided into three categories, consistent with the
desired averaging times:
Continuous - Pollutant concentrations determined with automated methods, and recorded ordisplayed continuously.
Integrated - Pollutant concentrations determined with manual or automated methods fromintegrated hourly or daily samples on a fixed schedule.
Static - Pollutant estimates or effects determined from long-term (weekly or monthly) exposureto qualitative measurement devices or materials.
Measurement Procedures
Measurement procedures for inorganic gaseso Manual procedures
In the case of manual measurement procedures for inorganic gases, the substance to be
measured is normally adsorbed during the sampling in a solution or solid material. In
most cases a photometric determination is made after an appropriate colour reaction.
Several manual measurement procedures have special significance as reference
procedures. Because of the relatively high personnel cost, these manual procedures are
-
8/13/2019 Group 3 Air Pollution
30/40
conducted only rarely for field measurements today, when alternative automatic
procedures are available.
Manual measurement procedures for inorganic gases
Material Procedure Execution Comments
SO2 TCM procedure Absorption in tetrachloromercuratesolution (wash bottle); reaction with
formaldehyde and pararosaniline to
red-violet sulphonic acid; photometric
determination
DL = 0.2 g SO2;s = 0.03 mg/m3at 0.5
mg/m3
SO2 Silica gel procedure Removal of interfering substances by
concentrated H3PO4; adsorption on
silica gel; thermal desorption in H2-
stream and reduction to H2S; reaction
to molybdenum-blue; photometric
determination
DL = 0.3 g SO2;
s = 0.03 mg/m3at 0.5
mg/m3
NO2 Saltzman
procedure
Absorption in reaction solution while
forming a red azo dye (wash bottle);
photometric determination
Calibration with sodium
nitrite;
DL = 3 g/m3
O3 Potassium iodide
procedure
Formation of iodine from aqueous
potassium iodide solution (wash
bottle); photometric determination
DL = 20 g/m3;
rel. s = 3.5% at 390 g/m3
F Silver bead
procedure;
variant 1
Sampling with dust preseparator;
enrichment of Fon sodium carbonate-
coated silver beads; elution and
measurement with ion-sensitive
lanthanum fluoride-electrode chain
Inclusion of an
undetermined portion of
particulate fluoride
emissions
F Silver bead
procedure;
variant 2
Sampling with heated membrane filter;
enrichment of Fon sodium carbonate-
coated silver beads; determination by
electrochemical (variant 1) or
photometric (alizarin-complexone)
procedure
Danger of lower findings
due to partial sorption of
gaseous fluoride emissions
on membrane filter;
DL = 0.5 g/m3
Cl Mercury rhodanide
procedure
Absorption in 0.1 N sodium hydroxide
solution (wash bottle); reaction with
mercury rhodanide and Fe(III) ions to
iron thiocyanato complex; photometric
determination
DL = 9 g/m3
Cl2 Methyl-orange
procedure
Bleaching reaction with methyl-orange
solution (wash bottle); photometricdetermination
DL = 0.015 mg/m3
NH3 Indophenol
procedure
Absorption in dilute
H2SO4(Impinger/wash bottle);
conversion with phenol and
hypochlorite to indophenol dye;
photometric determination
DL = 3 g/m3(impinger);
partial
inclusion of compounds
and amines
NH3 Nessler procedure Absorption in dilute DL = 2.5 g/m3(impinger);
-
8/13/2019 Group 3 Air Pollution
31/40
H2SO4(Impinger/wash bottle);
distillation and reaction with Nesslers
reagent, photometric determination
partial
inclusion of compounds
and amines
H2S Molybdenum-blue
procedure
Absorption as silver sulphide on glass
beads treated with silver sulphate and
potassium hydrogen sulphate (sorption
tube); released as hydrogen sulphide
and conversion to molybdenum blue;
photometric determination
DL = 0.4 g/m3
H2S Methylene blue
procedure
Absorption in cadmium hydroxide
suspension while forming CdS;
conversion to methylene blue;
photometric determination
DL = 0.3 g/m3
DL = detection limit; s = standard deviation; rel. s = relative s.
o Automated proceduresThere are numerous different continuous measuring monitors for sulphur dioxide,
nitrogen oxides, carbon monoxide and ozone. For the most part they are used
particularly in measurement networks. The most important features of the individual
methods are:
Automated measurement procedures for inorganic gases
Material Measuring principle Comments
SO2 Conductometry reaction of SO2with
H2O2in dilute H2SO4; measurement of
increased conductivity
Exclusion of interferences with selective
filter (KHSO4/AgNO3)
SO2 UV fluorescence; excitationof
SO2molecules with UV radiation (190
230 nm); measurement of fluorescence
radiation
Interferences, e.g., by hydrocarbons,
must be eliminated with appropriate
filter systems
NO/NO2 Chemiluminescence; reaction of NO with
O3to NO2; detection of
chemiluminescence radiation with
photomultiplier
NO2only indirectly measurable; use of
converters for reduction of NO2to NO;
measurement of NO and NOx
(=NO+NO2) in separate channels
CO Non-dispersive infrared absorption;
measurement of IR absorption with
specific detector against reference cell
Reference: (a) cell with N2; (b) ambient
air after removal of CO; (c) optical
removal of CO absorption (gas filter
correlation)
O3 UV absorption; low-pressure Hg lamp asradiation source (253.7 nm); registration
of UV absorption in accordance with
Lambert-Beers law; detector: vacuum
photodiode, photosensitive valve
Reference: ambient air after removal ofozone (e.g., Cu/MnO2)
O3 Chemiluminescence; reaction of O3with
ethene to formaldehyde; detection of
chemiluminescence radiation with
Good selectivity; ethylene necessary as
reagent gas
-
8/13/2019 Group 3 Air Pollution
32/40
photomultiplier
Measurement of suspended particulate matter and metallic compounds in SPMAs is the case with measurements of gaseous air pollutants, continuous and discontinuous
measurement procedures for SPM can be differentiated. As a rule, SPM is first separated on
glass fibre or membrane filters. It follows a gravimetric or radiometric determination. Dependingon the sampling, a distinction can be made between a procedure to measure the total SPM
without fractionation according to the size of the particles and a fractionation procedure to
measure the fine dust.
Measurement procedures for suspended particulate matter (SPM)
Procedure Measuring principle Comments
Small filter device Non-fractionated sampling; air
flow rate 2.72.8 m3/h; filter
diameter 50 mm; gravimetric
analysis
Easy handling; control clock;
device operable with PM-10
preseparator
LIB device Non-fractionated sampling; air
flow rate 15-16 m3/h; filter
diameter 120 mm; gravimetric
analysis
Separation of large dust
quantities; advantageous for
analysis of dust components;
control clock
High-Volume-Sampler Inclusion of particles up to
approx. 30 m diameter; air flow
rate approx. 100 m3/h; filter
diameter 257 mm; gravimetric
analysis
Separation of large dust
quantities, advantageous for
analysis of dust components;
relatively high noise level
FH 62 I Continuous, radiometric
dust measuring device; non-
fractionating sampling; air flow
rate 1 or 3 m3/h; registration of
dust mass separated on a filter
band by measuring attenuation
of -radiation (krypton 85) in
passage through exposed filter
(ionization chamber)
Gravimetric calibration by dusting
of single filters; device also
operable with PM-10
preseparator
BETA dust meter F 703 Continuous, radiometric
dust measuring device; non-
fractionated sampling; air flow
rate 3 m3/h; registration of
dust mass separated on a filter
band by measuring attenuationof -radiation (carbon 14) in
passage through exposed filter
(Geiger Mller counter tube)
Gravimetric calibration by dusting
of single filters; device also
operable with PM-10
preseparator
TEOM 1400 Continuous dust measuring
device; non-fractionated
sampling; air flow rate 1 m3/h;
dust collected on a filter, which
Relationship between frequency
lowering and dust mass must be
established through calibration
-
8/13/2019 Group 3 Air Pollution
33/40
is part of a self-resonating,
vibrating system, in side stream
(3 l/min); registration of the
frequency lowering by
increased dust load on the filter
Measurement Procedures for Organic Air PollutantsThe measurement of air pollution containing organic components is complicated primarily by
the range of materials in this class of compounds. Several hundred individual components with
very different toxicological, chemical and physical characteristics are covered under the general
title organic air pollutants in the emissions registers and air quality plans of congested areas.
Especially due to the great differences in potential impact, collecting relevant individual
components has more and more taken the place of previously used summation procedures
(e.g., Flame Ionization Detector, total carbon procedure), the results of which cannot be
assessed toxicologically. The FID method, however, has retained certain significance inconnection with a short separation column to separate out methane, which is photochemically
not very reactive, and for collecting the precursor volatile organic compounds (VOC) for the
formation of photo-oxidants.
The frequent necessity of separating the complex mixtures of the organic compounds into
relevant individual components makes measuring it virtually an exercise in applied
chromatography. Chromatographic procedures are the methods of choice when the organic
compounds are sufficiently stable, thermally and chemically. For organic materials with reactive
functional groups, separate procedures that use the functional groups physical characteristics
or chemical reactions for detection continue to hold their ground.
Among chromatographic procedures, gas chromatography (GC) and high-pressure liquid
chromatography (HPLC) are most frequently employed for separating the often complex
mixtures. For gas chromatography, separation columns with very narrow diameters (approx. 0.2
to 0.3 mm, and approx. 30 to 100 m long), so-called high-resolution capillary columns (HRGC),
are almost exclusively utilized today. A series of detectors are available for finding the individual
components after the separation column, such as the above-mentioned FID, the ECD (electron
capture detector, specifically for electrophilic substitutes such as halogen), the PID (photo-
ionization detector, which is especially sensitive to aromatic hydrocarbons and other p-electron
systems), and the NPD (thermo-ionic detector specifically for nitrogen and phosphorus
compounds). The HPLC uses special through-flow detectors which, for example, are designed as
the through-flow cuvette of a UV spectrometer.
Overview of common chromatographic air quality measurement procedures of organic compounds
(with examples of applications)
Material group Concentration
range
Sampling, preparation Final analytical
step
Hydrocarbons C1C9 g/m3 Gas mice (rapid sampling), gas-tight GC/FID
-
8/13/2019 Group 3 Air Pollution
34/40
syringe, cold trapping in front of
capillary column (focusing), thermal
desorption
Low-boiling
hydrocarbons, highly
volatile halogenated
hydrocarbons
ng/m3g/m3 Evacuated, passivated high-grade
steel cylinder (also for clean air
measurements)
Sampling dispatch through gas loops,
cold trapping, thermal desorption
GC/FID/ECD/PID
Organic compounds in
boiling point
range C6-C30(60350
C)
g/m3 Adsorption on activated carbon, (a)
desorption with CS2 (b) desorption
with solvents (c) headspace analysis
Capillary
GC/FID
Organic compounds in
boiling point
range 20300 C
ng/m3g/m3 Adsorption on organic polymers (e.g.,
Tenax) or molecular carbon sieve
(carbopack), thermal desorption with
cold trapping in front of capillary
column (focusing) or solvent
extraction
Capillary
GC/FID/ECD/MS
Modification for low-
boiling
compounds (from 120
C)
ng/m3g/m3 Adsorption on cooled polymers (e.g.
thermogradient tube), cooled to120
C, use of carbopack
Capillary
GC/FID/ECD/MS
High boiling organic
compounds
partially attached to
particles
(esp. PAH, PCB,
PCDD/PCDF),
high sampling volume
fg/m3ng/m3 Sampling on filters (e.g., small filter
device or high volume sampler) with
subsequent polyurethane cartridges
for gaseous portion, solvent
desorption of filter and polyurethane,
various purification and preparatory
steps, for PAH also sublimation
Capillary
GC-GCMS
(PCDD/PCDF),
capillary GC-FID or
MS (PAH), HPLC
fluorescence
detector (PAH)High boiling organic
compounds,
esp. PCDD, PCDF, PBDD,
PBDF,
low sampling volume
fg/m3ng/m3 Adsorption on organic polymers (e.g.,
polyurethane foam cylinder) with
prior filters (e.g., glass fibre) or inorg.
adsorp. (e.g., silica gel), extraction
with solvents, various purification
and preparatory steps, (including
multicolumn chromatography),
derivatizing for chlorophenols
HRGC/ECD
High boiling organic
compounds
bound to particles, e.g.,components
of organic aerosols,
deposition
samples
ng/m3
ngg/g
aerosolpgng/m2day
Separation of aerosols on glass fibre
filters (e.g., high or low volume
sampler) or dust collection onstandardized surfaces, extraction
with solvents (for deposition also of
remaining filtered water), various
purification and preparation steps
HRGC/MS
HPLC (for PAHs)
GC = gas chromatography; GCMS = GC/mass spectroscopy; FID = flame ionization detector; HRGC/ECD =
high resolution GC/ECD; ECD = electron capture detector; HPLC = high performance liquid
chromatography. PID = photo-ionization detector.
-
8/13/2019 Group 3 Air Pollution
35/40
ARES
PHILIPPINE CLEAN AIR ACT OF 1999 (RA 8749)
The Philippine Clean Air Act of 1999, otherwise known as Republic Act 8749, is a provisionapproved by 23 June, 1999 which is set to provide a comprehensive air pollution control policy and for
other purposes.
RESTRICTIONS
Ban on Incineration- (burning of municipal, bio-medical and hazardous wastes, which process emits poisonous
and toxic fumes) however it does not apply to traditional small-scale method of
community/neighborhood sanitation "siga", traditional, agricultural, cultural, health, and
food preparation and crematoria.
Pollution from Smoking-
(Smoking inside a public building or anenclosed public place including public vehicles andother means of transport or in anyenclosed area outside of one's private residence, private
place of work or any dulydesignated smoking area)
Fuels and AdditivesNo person shall manufacture, import, sell, supply, offer for sale, dispense, transport or
introduce into
a. commerce unleaded premium gasoline fuel which has an antiknock index (AKI) of not lessthan 87.5 and Reid vapor pressure of not more than 9 psi. Unleaded gasoline fuel shall
contain aromatics not to exceed forty-five percent (45%) by volume and benzene not to
exceed four percent (4%) by volume.
b. commerce industrial diesel fuel which contains a concentration of sulfur in excess of 0.30%(by weight).
c. commerce automotive diesel fuel which contains a concentration of sulfur in excess of0.20% by weight with a cetane number or index of not less than forty-eight (48).
POLLUTANT LIMITATIONS
Ambient Air Quality Guideline Values and Standards.
a. For National Ambient Air Quality Guideline for Criteria Pollutants:Short Term
a Long Term b
Pollutants g/NCM ppm Averaging
Time
g/NCM ppm Averaging
Time
Suspended Particulate 230d
24 hours 90 -- 1 yearc
Matterc -TSP 150f 24 hours 60 -- 1 year e
-PM-10 180 0.07 24 hours 80 0.03 1 year
Sulfur Dioxide c 150 0.08 24 hours -- -- --
Nitrogen Dioxide 140 0.07 1 hour -- -- --
Photochemical
Oxidants
60 0.03 8 hours -- -- --
As Ozone 35 30 1 hour -- -- --
-
8/13/2019 Group 3 Air Pollution
36/40
mg/NCM
Carbon Monoxide 10
mg/NCM
9 8 hours -- -- --
aMaximum limits represented by ninety-eight percentile (98%) values not to be exceeded more
than once a year.bArithmetic mean.cSO2and Suspended Particulate Matter are sampled once every six days when using the manual
methods. A minimum of twelve sampling days per quarter or forty-eight sampling days each
year is required for these methods. Daily sampling may be done in the future once continuous
analyzers are procured and become available.dLimits for Total Suspended Particulate Matter with mass median diameter less than 25-50 m.eAnnual Geometric Mean.fProvisional limits for Suspended Particulate Matter with mass median diameter less than 10
microns and below until sufficient monitoring data are gathered to base a proper guideline.
b. For National Ambient Air Quality Standards for Source Specific Air Pollutants from IndustrialSources/Operations:
Pollutants1 Concentration2 Averaging
g/NCM ppm Time (min)
Ammonia 200 0.28 30
Carbon Disulfide 30 0.01 30
Chlorine and Chlorine compounds expressed as Cl2 100 0.03 5
Formaldehyde 50 0.04 30
Hydrogen Chloride 200 0.13 30
Hydrogen Sulfide 100 0.07 30
Lead 20 30
Nitrogen Dioxide 375 0.20 30
260 0.14 60Phenol 100 0.03 30
Sulfur Dioxide 470 0.18 60
340 0.13 60
Suspended Particulate 300 --
Matter -TSP 200 -- 60
-PM101 Pertinent ambient standards for Antimony, Arsenic, Cadmium, Asbestos, Nitric Acid and
Sulfuric Acid Mists in the 1978 NPCC Rules and Regulations may be considered as guides in
determining compliance.2 Ninety-eight percentile (98%) values of 30-minute sampling measured at 25C and one
atmosphere pressure.
Pollution from Stationary Sources.
With respect to any trade, industry, process and fuel-burning equipment or industrial plant
emitting air pollutants, the concentration at the point of emission shall not exceed the following limits:
Pollutants Standard Applicable to Source Maximum
Permissible Limits
(mg/NCM)
Antimony and its Any source 10 as Sb
-
8/13/2019 Group 3 Air Pollution
37/40
compounds
Arsenic and its
compounds
Any source 10 as As
Cadmium and its
compounds
Any source 10 as Cd
Carbon Monoxide Any industrial source 500 as COCopper and its
compounds
Any industrial source 100 as Cu
Hydrofluoric Acid
and Fluoride
compounds
Any source other than the manufacture of
Aluminum from Alumina
50 as HF
Hydrogen Sulfide i) Geothermal power plantsii) Geothermal exploration and well-
testing
iii) Any source other than (i) and (ii)
a, b
c
7 as H2S
Lead Any trade, industry or process 10 as Pb
Mercury Any source 5 as elemental Hg
Nickel and its
compounds, except
Nickel Carbonyl d
Any source 20 as Ni
NOx i) Manufacture of Nitric Acidii) Fuel burning steam
generators
Existing SourceNew Source
Coal-fired Oil-fired
iii) Any Other source than (i)and (ii)
Existing Source
New Source
2000 as acid and
NOxand calculated
as NO2
1500 as NO2
1000 as NO2
500 as NO2
1000 as NO2
500 as NO2
PhosphorusPentoxidee
Any Source 200 as P2O5
Zinc and its
compounds
Any Source 100 as Zn
aAll new geothermal power plants starting construction by 01 January 1995 shall control H 2S emissions
to not more than 150 g/GMW-Hr.b All existing geothermal power plants shall control H2S emissions to not more than 200 g/GMW-Hr
within 5 years from the date of effectivity of these revised regulations.
-
8/13/2019 Group 3 Air Pollution
38/40
c Best practicable control technology for air emissions and liquid discharges. Compliance with air and
water quality standards is required.dEmission limit of Nickel Carbonyl shall not exceed 0.5 mg/NCM.
eProvisional Guideline
Provided, that the maximum limits in mg/NCM particulates in said sources shall be:
1. Fuel Burning Equipmenta. Urban or Industrial Areab. Other Area 150 mg/NCM200 mg/NCM
2. Cement Plants (Kilns, etc.) 150 mg/NCM3. Smelting Furnaces 150 mg/NCM4. Other Stationary Sourcesa 200 mg/NCM
aOther Stationary Sources means a trade, process, industrial plant, or fuel burning equipment
other than thermal power plants, industrial boilers, cement plants, incinerators and smelting
furnaces
Provided, further, that the maximum limits for sulfur oxides in said sources shall be:
1. Existing Sourcesi. Manufacture of Sulfuric
Acid and Sulf(on)ation
Process
ii. Fuel Burning Equipmentiii. Other Stationary Sources
2.0 gm/NCM as SO3
1.5 gm/NCM as SO2
1.0 gm/NCM as SO3
2. New Sourcesi. Manufacture of Sulfuric
Acid and Sulf(on)ationProcess
ii. Fuel Burning Equipmentiii. Other Stationary Sources a
1.5 gm/NCM as SO3
0.7 gm/NCM as SO2
0.2 gm/NCM as SO3
a Other Stationary Sources refer to existing and new stationary sources other than those caused
by the manufacture of sulfuric acid and sulfonation process, fuel burning equipment and
incineration.
For stationary sources of pollution not specifically included in the immediately preceding paragraph, the
following emission standards shall not be exceeded in the exhaust gas:
I. Daily And Half Hourly Average ValuesDaily Average Values
(mg/m3)
Half Hourly Average Values
(mg/m3)
Total Dust 10 30
Gaseous and vaporous
organic substances,
expressed as total organic
carbon
10 20
Hydrogen chloride (HCl) 10 60
Hydrogen Fluoride (HF) 1 4
-
8/13/2019 Group 3 Air Pollution
39/40
Sulfur dioxide (SO2) 50 200
Nitrogen monoxide (NO) and
nitrogen dioxide (NO2),
expressed as nitrogen
dioxide for incineration
plants with a capacity of 3
tonnes per hour or less
200 400
Nitorgen monoxide (NO) and
nitrogen dioxide (NO2),
expressed as nitrogen for
incineration plants with a
capacity of 3 tonnes per hour
or less
300
Ammonia 10 20
II. All Average Values over the Sample Period of a Minimum of 4 and Maximum of 8 HoursCadmium and its compounds, expressed as
cadmium (Cd)
Thallium and its compounds, expressed as
thallium (Tl)
Mercury and its compounds, expressed as
mercury (Hg)
Antimony and its compounds, expressed as
antimony (Sb)
Arsenic and its compounds, expressed as
arsenic (As)
Lead and its compounds, expressed as lead(pb)
Chromium and its compounds, expressed as
(Cr)
Total 0.05 mg/m3
Cobalt and its compounds, expressed as
cobalt (Co)
Copper and its compounds, expressed as
copper (Cu)
Manganese and its compounds, expressed as
manganese (Mn)
Nickel and its compounds, expressed as
nickel (Ni)Vanadium and its compounds, expressed as
vanadium (V)
Tin and its compounds, expressed as tin (Sn)
Total 0.5 mg/m3
Pollution from Motor Vehicles.
a. For light duty vehicles, the exhaust emission limits for gaseous pollutants shall be:
-
8/13/2019 Group 3 Air Pollution
40/40
CO
(g/km)
HC + NOx
(g/km)
PMa
(g/km)
2.72 0.97 0.14
b. For light commercial vehicles, the exhaust emission limit of gaseous pollutants as a function ofthe given reference mass shall be:
Reference weight
(kg)
CO
(g/km)
HC + NOx
(g/km)
PMa
(g/km)
Category 1 1250 < RW 2.72 0.97 0.14
Category 2 1250 < RW 1700 6.9 1.7 0.25
c. For heavy duty vehicles, the exhaust emission limits of gaseous pollutants shall be:CO
(g/kWh)
HC
(g/kWh)
NOx
(g/kWh)
PMb
(g/kWh)
4.5 1.1 8.0 0.36a
afor compression-ignition engines onlybIn the case of engines of 85kW or less, the limit value for particular emissions is increased by
multiplying the quoted limit by a coefficient of 1.7
VIOLATION PENALTIES
Violation of Standards for Stationary Sources
- One hundred thousand pesos (100,000.00) for every day of violation against the owner oroperator of a stationary source until such time that the standards have been complied with.
The fines shall increase by at least ten percent (10%) every three (3) years to compensate
for inflation and to maintain the deterrent function of such fines.
Violation of Standards for Motor Vehicles
a. First offense - a fine not to exceed 2,000.00b. Second offense - a fine not less than 2,000.00 and not to exceed 4,000.00c. Third offense - one (1) year suspension of the Motor Vehicle Registration (MVR) and a fine of
not less than 4,000.00 and not more than 6,000.00.