
GRANALHAS DE AÇO - Saiba Mais Jateamento 2012...
10
GRANALHAS DE AÇO - INTRODUÇÃO A SINTO BRASIL PRODUTOS LIMITADA, faz parte de um dos três maiores grupos produtores de Granalha de Aço do mundo, com fábricas nos mais importantes países da Ásia, e, do lado ocidental, no Brasil. Décadas de pesquisa e experiência garantem o melhor produto e a escolha certa para cada tipo de aplicação. FABRICAÇÃO A fabricação de Granalha de Aço, com qualidade constante e acima da média, depende de uma série de fatores, tais como a seleção correta da matéria-prima, um eficiente controle do processo de fabricação, e um rigoroso controle estatístico de qualidade, onde cada parte do processo é continuamente controlada com a finalidade de assegurar a qualidade final do produto. É com base nas décadas de experiência e constante busca por melhores processos que a SINTO se orgulha de poder apresentar o melhor produto, e a melhor orientação técnica para sua aplicação. A seguir, comentamos os principais fatores na fabricação e controle de qualidade da Granalha de Aço: - Processo de Fabricação - Controle do Processo PROCESSO DE FABRICAÇÃO A SINTO emprega as mais avançadas técnicas de fabricação e equipamentos para produzir abrasivos da mais alta qualidade, numa seqüência de etapas que basicamente é a seguinte: 1. A fabricação da granalha de aço SINTO inicia-se com a melhor matéria prima. Sucata de aço de primeira qualidade, selecionada através de seu conteúdo baixo de enxofre e fósforo, é colocada em modernos fornos a indução, onde é derretida e refinada sob controle apurado. 2. Somente após terem sido atingidas todas as especificações químicas e após a temperatura do metal ter chegado ao nível adequado, é iniciada a fabricação da granalha. O processo SINTO permite o controle dos grãos, rendimento uniforme, granalha de alta qualidade com excelente formato e solidez de partículas. 3. Com a finalidade de proporcionar máxima dureza e vida aos abrasivos SINTO, efetua-se o tratamento térmico em duas fases. Primeiro, o material que vai compor a liga metálica é homogeneizado e refinado em fornos de alta temperatura. A temperatura do forno, controlada eletronicamente, e um controle adequado de têmpera rendem ótimas micro-estruturas para posterior processamento. 4. Após o resfriamento, secagem e classificação por tamanho, a granalha é carregada em fornos de revenido contínuo, para a segunda fase do tratamento térmico. Aqui, a granalha é revenida para conseguir vida máxima e dureza uniforme, de modo a oferecer limpeza e peening (peening = tratamento superficial para aumentar a vida útil das peças, ou técnica usada para conformação de peças metálicas) econômicos. 5. Na fabricação de granalha angular SINTO, os tamanhos grandes selecionados de granalha fundida são tratados termicamente para tornarem-se duros e quebradiços. Então eles são moídos para tomar a forma de granalha angular com arestas. Após a trituração, a granalha angular é revenida para atingir o nível de dureza adequado, e peneirada por tamanho conforme as especificações SAE. www.sinto.com.br
Transcript of GRANALHAS DE AÇO - Saiba Mais Jateamento 2012...

GRANALHAS DE AÇO - INTRODUÇÃO
A SINTO BRASIL PRODUTOS LIMITADA, faz parte de um dos três maiores grupos produtores de Granalha de Aço do mundo, com fábricas nos mais importantes países da Ásia, e, do lado ocidental, no Brasil. Décadas de pesquisa e experiência garantem o melhor produto e a escolha certa para cada tipo de aplicação.
FABRICAÇÃO
A fabricação de Granalha de Aço, com qualidade constante e acima da média, depende de uma série de fatores, tais como a seleção correta da matéria-prima, um eficiente controle do processo de fabricação, e um rigoroso controle estatístico de qualidade, onde cada parte do processo é continuamente controlada com a finalidade de assegurar a qualidade final do produto. É com base nas décadas de experiência e constante busca por melhores processos que a SINTO se orgulha de poder apresentar o melhor produto, e a melhor orientação técnica para sua aplicação.
A seguir, comentamos os principais fatores na fabricação e controle de qualidade da Granalha de Aço:- Processo de Fabricação- Controle do Processo
PROCESSO DE FABRICAÇÃO A SINTO emprega as mais avançadas técnicas de fabricação e equipamentos para produzir abrasivos da mais alta qualidade, numa seqüência de etapas que basicamente é a seguinte:
1. A fabricação da granalha de aço SINTO inicia-se com a melhor matéria prima. Sucata de aço de primeira qualidade, selecionada através de seu conteúdo baixo de enxofre e fósforo, é colocada em modernos fornos a indução, onde é derretida e refinada sob controle apurado.
2. Somente após terem sido atingidas todas as especificações químicas e após a temperatura do metal ter chegado ao nível adequado, é iniciada a fabricação da granalha. O processo SINTO permite o controle dos grãos, rendimento uniforme, granalha de alta qualidade com excelente formato e solidez de partículas.
3. Com a finalidade de proporcionar máxima dureza e vida aos abrasivos SINTO, efetua-se o tratamento térmico em duas fases. Primeiro, o material que vai compor a liga metálica é homogeneizado e refinado em fornos de alta temperatura. A temperatura do forno, controlada eletronicamente, e um controle adequado de têmpera rendem ótimas micro-estruturas para posterior processamento.
4. Após o resfriamento, secagem e classificação por tamanho, a granalha é carregada em fornos de revenido contínuo, para a segunda fase do tratamento térmico. Aqui, a granalha é revenida para conseguir vida máxima e dureza uniforme, de modo a oferecer limpeza e peening (peening = tratamento superficial para aumentar a vida útil das peças, ou técnica usada para conformação de peças metálicas) econômicos.
5. Na fabricação de granalha angular SINTO, os tamanhos grandes selecionados de granalha fundida são tratados termicamente para tornarem-se duros e quebradiços. Então eles são moídos para tomar a forma de granalha angular com arestas. Após a trituração, a granalha angular é revenida para atingir o nível de dureza adequado, e peneirada por tamanho conforme as especificações SAE.
www.sinto.com.br

CONTROLE DE PROCESSO Um acompanhamento e controle constantes durante todas as etapas da fabricação asseguram a obtenção de uma granalha de altíssima qualidade que possibilita um desempenho superior de jateamento ou peening.
1. Um controle de qualidade preciso é vital para a fabricação de granalha de altíssima qualidade. Este controle crítico é assegurado através do uso do mais moderno instrumental para efetuar uma análise completa e precisa em questão de segundos.
2. Amostras de produção são rotineiramente verificadas durante o processo de fabricação. O instrumento usado para determinar a dureza é um Microdurômetro Shimadzu, com resultados obtidos por programa em computador. A dureza é devidamente controlada para se obter um ótimo resultado de jateamento e shot peening.
3. O microscópio computadorizado de pesquisa, equipado com uma câmera, é utilizado para determinar e registrar os dados metalográficos. As microestruturas do material fundido e tratado termicamente são examinadas rotineiramente com lentes apropriadas.
4. Através de peneiramento cuidadosamente controlado, com amostras sendo rotineiramente retiradas e testadas, as granalhas de aço SINTO são classificadas por tamanho de acordo com as especificações SAE. A granalha limpa e adequadamente classificada por tamanho é então embalada para estocagem econômica e de fácil manuseio. PRINCIPAIS EQUIPAMENTOS DE LABORATÓRIO DA SINTO ESPECTRÔMETRO Quantidade de elementos químicos analisados: 31 elementos Marca/Fabricante: Spectro-Alemanha
MICROSCÓPIO METALOGRÁFICO Características: Equipamento integrado com máquina digital e computadorMarca / Fabricante: Union - Japão
MICRODURÔMETRO ELETRÔNICO AUTOMÁTICO
Características: Equipamento integrado com máquina digital e computadorMarca / Fabricante: Shimadzu - Japão
APLICAÇÃO EM JATEAMENTO
CONTROLE DE PROCESSO A Granalha de Aço pode ser usada em diversas aplicações. As principais são:
Jateamento para limpeza de Peças metálicas, tais como fundidos, forjados, chapas, bobinas, arames, estruturas, etc.

Tratamento de Superfícies para permitir uma perfeita aderência, ou ancoragem, de tintas ou de borracha, como nas peças usadas na suspensão de veículos.
Shot Peening, ou tratamento superficial aplicado a peças que, pelo seu uso, são submetidas a esforços cíclicos, como terminais de direção, barras estabilizadoras, molas planas ou cilíndricas, coroa e pinhão dos câmbios. O tratamento de shot peening aplicado a tais peças permite um extraordinário aumento de sua vida útil assim como reduz seu preço, pela menor necessidade de material que atenda aos esforços a que ela será submetida.
Peen Forming, que é a técnica de se produzir, ou conformar, uma peça metálica ao perfil desejado, pelo seu jateamento controlado. A aplicação mais comum deste uso é a fabricação, ou conformação, de asas de aviões.
O que é importante numa Granalha de Aço de qualidade, aplicada em Jateamento. Além do uso de uma Granalha de Aço de boa qualidade, para se obter os melhores resultados, tanto técnicos como de custo, é importante conhecer algumas características do correto uso do produto.
A Granalha de Aço Esférica, com sua micro-estrutura homogênea obtida por meio de um controlado processo de produção, possibilita uma tenacidade ideal, ou seja, uma composição de aço mais dura e ao mesmo tempo mais resistente ao impacto, o que proporciona um aumento na vida da granalha e uma transmissão eficiente da energia.
Para ser econômica, a granalha para jateamento deve satisfazer muitos requisitos. As granalhas de aço SINTO angulares e esféricas além de atenderem às normas, são insuperáveis em qualidade e uniformidade. Combinando o alto grau de dureza com a longa vida, é o abrasivo mais durável e de aplicação mais rápida, para a realização de um determinado trabalho.Os serviços técnicos oferecidos pelos engenheiros da SINTO, combinados com o desempenho das granalhas de aço SINTO, podem ajudá-lo a obter melhores níveis de produtividade e economia de jateamento. Vida mais longa
As granalhas de aço SINTO, angulares e esféricas, através de fundição e tratamento térmico controlados, tem uma micro-estrutura homogênea de martensita – a composição de aço mais forte e resistente a impactos jamais desenvolvida para abrasivos de jateamento.
Limpeza mais rápida
A dureza das granalhas de aço SINTO angulares e esféricas foi selecionada para fornecer limpeza rápida e econômica. Estes abrasivos resistem à deformação e quebra, além de transmitir energia cinética diretamente ao trabalho, aumentando assim a eficiência de jateamento.
Manutenção mais baixa
A granalha de aço esférica SINTO, com sua forma obtida na atomização e baixíssimo índice de ocos, resiste ao fracionamento e assegura um mínimo de arestas na mistura de operação. Como ocorre com qualquer granalha esférica para jateamento, ela poderá eventualmente quebrar após impactos repetidos. Entretanto, os fragmentos tornar-se-ão arredondados rapidamente, maximizando assim a vida útil das peças de reposição da máquina.

Resultados Uniformes
A menos que o abrasivo tenha uma qualidade uniforme, seria impossível produzir um trabalho com resultado uniforme de limpeza. A velocidade de limpeza e os custos de produção são marcadamente influenciados pelas características da mistura operacional de abrasivos.
Como as granalhas de aço SINTO angulares e esféricas têm a mesma alta qualidade em cada lote, os resultados indesejáveis de propriedades de abrasivos misturados são evitados. Os usuários das granalhas SINTO obtém os benefícios de qualidade e desempenho de um abrasivo confiável.
O Conceito do Mix de Operação, ou Impacto e Cobertura Estes conceitos são básicos para entendermos como funciona o jateamento. Quando se determina um tamanho de Granalhas, na verdade estamos determinando uma faixa de tamanho, dentro da qual existem tamanhos diferenciados, ainda que dentro de tal faixa. Isso se deve ao fato de que, ao jatearmos uma peça para efetuar sua limpeza, nós queremos não só retirar os contaminantes, carepas, óxidos ou areia de sua superfície, como também deixá-la com uma ótima aparência e, geralmente, o mais lisa possível. E é para atender essas duas necessidades, aparentemente contraditórias, que necessitamos de grãos de aço de diferentes tamanhos.
Mix de Operação
As misturas de operação eficientes com abrasivos devem conter grãos grandes, médios e pequenos, dentro de uma determinada faixa de granulometria. Os grãos grandes atacam a superfície libertando os contaminantes. As partículas abrasivas pequenas limpam os contaminantes soltos da superfície, e também proporcionam a cobertura do trabalho, aumentando bastante a velocidade de jateamento.
Ao colocarmos uma carga inicial de Granalha de Aço em uma máquina de jateamento, devemos esperar algum tempo para que, com o uso, os grãos sejam condicionados, pelas quebras normais que são parte do processo, até que o mix de operação ideal seja obtido, o que é conseguido pela regulagem do descarte da granalha fina, no separador da máquina de jateamento.
De modo a ser mantido o mix ideal de operação, o nível do abrasivo deve ser verificado e adicionado a cada 1 (uma) hora de funcionamento, ou a períodos convenientes, para repor a quebra e escape natural. A quantidade irá variar em função dos diferentes tipos de máquina e trabalho.
Conceito de Impacto e Cobertura
A aplicação da Granalha de Aço Esférica é feita basicamente pelo equilíbrio entre a energia cinética a ser transmitida à peça a ser jateada, impacto esse determinado pelo tamanho do grão, pela velocidade de arremesso, e o acabamento desejado, ou cobertura, determinado pelo número de partículas que atingem a peça. O perfeito equilíbrio entre estes dois fatores determina o uso racional e econômico do abrasivo.Na verdade, o tamanho ideal para realizar um trabalho de limpeza, é o menor tamanho que, ainda assim, tenha massa suficiente para arrancar o contaminante da peça que queremos limpar. Isso se dá porque, quanto menor o tamanho da Granalha, maior o número de partículas arremessadas por unidade de tempo, portanto maior a cobertura, e, portanto, maior a velocidade de limpeza e menor o tempo despendido nela.
Quantidade de esferas por tamanho/quilo
Como podemos ver no tópico Mix de Operação, existe a necessidade, em aplicações de limpeza por Jateamento, de que a Granalha tenha, ao mesmo tempo, poder de impacto e também de cobertura.
Para maiores informações, ver Conceito de Impacto e Cobertura

Para visualizarmos esse efeito, apresentamos abaixo uma tabela comparativa que apresenta a quantidade de esferas por quilo, de acordo com seu respectivo tamanho. Se assumirmos que uma turbina arremessa em média 10,5 kg/minuto por HP consumido, então uma turbina de 10 HP, arremessando 105 quilos por minuto, estaria arremessando as seguintes esferas em um minuto:
Como vemos, embora o impacto da Granalha S-550 seja maior, devido a sua maior massa, do que a S-390, a cobertura da S-390, na mesma unidade de tempo é mais de três vezes superior à da S-550. Como o impacto é o responsável pela retirada do contaminante da peça, e a cobertura é a responsável pelo acabamento da peça, o melhor tamanho de granalha de aço para uma determinada aplicação, é o menor tamanho que consiga retirar a contaminação, ou carepa, pois ele será também o que oferecerá a melhor cobertura, e o que realizará o trabalho de limpeza em menor tempo.
A tabela com as respectivas quantidades de esferas por quilo é a seguinte:
Relação do Tamanho e Qualidade do Acabamento A seleção do tamanho exato do novo abrasivo a ser adicionado a uma operação nunca é fácil, devido ao grande número de fatores desconhecidos que afetam os resultados. Existem alguns fatos estabelecidos que ajudam a tornar a seleção do tamanho do abrasivo mais do que simples suposição. Dois fatores devem ser considerados : o impacto produzido pela massa de grãos maiores, e a cobertura relativa da mistura. A cobertura é importante para a velocidade de limpeza, portanto é melhor usar o tamanho menor que irá remover os contaminantes em suas peças. Por exemplo, se os grãos de tamanho S-460 forem suficientemente grandes para remover a areia ou careca de uma peça, então uma mistura de operação S-460 irá limpar melhor e mais rápido do que uma mistura de tamanhos maiores (S-660 por exemplo) devido à maior cobertura. Usando o mesmo tipo de abrasivo como uma constante, o consumo de abrasivo em qualquer operação é determinado primeiramente pelo tamanho de remoção do abrasivo adicionado. Então, o consumo de S-460, S-230 ou S-170 será aproximadamente o mesmo em uma operação de jateamento onde o abrasivo empregado é removido quando estiver com 0,0083” de diâmetro.
Quando forem iniciadas novas operações, é melhor iniciar com o tamanho menor e adicionar o abrasivo maior quando necessário, até que o tamanho adequado seja encontrado.
Características de Performance do Abrasivo A economia e o desempenho das operações de jateamento são primariamente as funções do abrasivo utilizado. Para obter-se o máximo de economia e eficiência, é importante selecionar o tamanho adequado e tipo de abrasivo para cada trabalho. Isto não é simples, e muitos fatores podem ser levados em consideração.
S-550: 70.000 esferas por quilo x 105 kg/minuto = 7.350.000 impactos por minuto
S-390: 205.000 esferas por quilo x 105 kg/minuto = 21.525.000 impactos por minuto
Tamanho Quantidade de Esferas por Kg
S-780 25.000
S-660 42.000
S-550 70.000
S-460 120.000
S-390 205.000
S-330 335.000
S-280 550.000
S-230 925.000
S-170 2.640.000
S-110 7.480.000
S-70 26.400.000

O valor de qualquer abrasivo é determinado por três fatores : a) a quantidade de trabalho a ser efetuada em um determinado tempo; b) a qualidade do trabalho produzido; e c) o custo de se efetuar um determinado trabalho.
O equilíbrio destes três fatores é vital. Alguns abrasivos limpam muito rapidamente, dão um bom acabamento e tem um preço unitário baixo. Porém, o seu uso é proibitivo pelo custo operacional extremamente elevado. Isto é causado pelo consumo excessivo de abrasivo e desgaste prematuro de peças, com altos custos de manutenção e paradas do equipamento.
Ao contrário, outros abrasivos têm um preço baixo e pouco desgaste, porém não são adequados porque provocam ciclos de limpeza demasiadamente longos e taxas de produção dispendiosas, desperdiçando o tempo precioso tanto da máquina como da mão de obra.
Para ser verdadeiramente eficiente, um abrasivo deve limpar rapidamente e render um acabamento de alta qualidade, fazendo ambos com um custo operacional mínimo. Três fatores principais determinam quanto um abrasivo atende a estes requisitos:
1.) As características de quebra do abrasivo 2.) A dureza do abrasivo 3.) O tamanho do abrasivo
Para determinar qual o abrasivo a ser usado no seu equipamento de jateamento, deve-se avaliar cuidadosamente cada um dos fatores acima. Alguns princípios que governam a avaliação científica destes fatores são explicados nos parágrafos seguintes.
As características de quebra do abrasivo afetam os custos de manutenção bem como o acabamento.
As características de quebra dos abrasivos são de importância primordial na determinação do desempenho e economia de jateamento. Sua influência é muito grande no custo do abrasivo, desgaste de peças e custo de manutenção, bem como no acabamento.
O desgaste por abrasão nos grãos de abrasivo é irrisório, e não é um fator na redução do tamanho do abrasivo. A redução do tamanho do abrasivo é causada pela fadiga da estrutura do grão e sua posterior quebra em pequenos fragmentos.
Nos equipamentos modernos de jateamento, os grãos de abrasivo são lançados por uma turbina com palhetas girando a uma velocidade extremamente alta, sobre a superfície de trabalho, desempenhando o trabalho básico de limpar a areia, carepa ou outros contaminantes da superfície, ou martelamento da superfície para melhorar a resistência à fadiga. Os grãos são automaticamente coletados, limpos dos contaminantes, e então reciclados através da turbina.
A cada impacto na superfície de trabalho, os grãos ficam altamente tensionados e suportam uma certa quantidade de perda por fadiga. Através da reciclagem contínua e impactos repetidos, a perda por fadiga na estrutura do grão forma um ponto onde o grão é super tensionado, e literalmente explode em duas ou mais partículas.
O impacto contínuo destes fragmentos de abrasivo, conforme recirculam através do sistema, causa o seu arredondamento em pequenas esferas, as quais, após algum tempo, também explodem na forma de fragmentos ainda menores. Este processo repete-se até que os grãos quebrados atinjam tamanhos tão pequenos que não mais possam ser usados, quando são removidos do sistema pelo separador da máquina de jateamento.
Como Reduzir o Custo de Jateamento O uso de uma Granalha de Aço de Qualidade é um dos fatores mais importantes na redução dos custos de limpeza por jateamento. Vamos ver agora os demais fatores que devem ser levados em conta para reduzirmos os custos de Jateamento:

A taxa de desgaste das peças afeta os custos de manutenção:
Já está provado que a taxa de desgaste das peças no equipamento de jateamento é acelerada pela presença de arestas agudas na mistura de operação. Isto é ilustrado pelo fato de que mesmo a presença de pequenas quantidades de areia ou contaminantes em uma mistura de operação irá reduzir a vida das peças. Desde que a taxa de quebra de um abrasivo determina o número de novas arestas agudas formadas em uma mistura de operação, torna-se também um fator importante na determinação do tempo de vida das peças correspondentes. Portanto, benefícios adicionais são atingidos quando forem usados os abrasivos de vida mais longa. A dureza do abrasivo afeta a velocidade e a qualidade de limpeza.
A dureza do abrasivo afeta a velocidade de limpeza, o ricochete do abrasivo e o acabamento do trabalho. Quando os grãos de abrasivo, em alta velocidade, batem na superfície de trabalho, sua energia cinética, a partir da turbina, pode ser dissipada de várias formas. O ideal é que toda a energia cinética dos grãos em movimento seja transmitida à superfície com o impacto, desempenhando a função de remoção de areia, carepa e outros contaminantes. Nas aplicações de shot peening, esta energia é utilizada para produzir tensionamentos de compressão subsuperficial. A força instantânea de impacto é tão grande que o limite de elasticidade do abrasivo é excedido. Assim, uma parte da energia é sempre dissipada na deformação permanente do grão de abrasivo. Esta energia é desperdiçada, visto que não desempenha nenhuma função útil.
A quantidade de energia desperdiçada é, em grande parte, devida pela dureza do abrasivo. Dureza, por definição, é a resistência à deformação. Quanto mais duro o abrasivo, maior a resistência à deformação, e maior a porcentagem de energia transmitida à superfície de trabalho. Controle da taxa de fluxo de abrasivo:
Para equipamento de jateamento centrífugo, o amperímetro conectado à turbina pode ser usado para medir a quantidade de abrasivo lançada. É importante que a capacidade total da turbina seja usada para a quantidade máxima de jateamento ao menor custo turbina/hora. Peças desgastadas da turbina, obstruções na linha alimentadora, funis mal carregados, instalação incorreta da calha de alimentação, devem ser evitados, ou corrigidos, para se obter um ótimo desempenho. Controle da Direção de Jateamento:
A direção de jateamento varia com os ajustes da caixa de controle, e com o desgaste das partes internas da turbina. São necessárias verificações periódicas do padrão de jateamento e a substituição imediata dos componentes desgastados. Controle das perdas dispendiosas:
Além das perdas da descarga do separador e coletor de pó, devem ser controladas as perdas de abrasivo durante o serviço de limpeza, ou perdas na cabine ou funis. Estas perdas aumentam o consumo geral e podem ser um perigo para a segurança. As causas destes tipos de perdas devem ser eliminadas e o abrasivo desperdiçado deve ser devolvido à máquina. Controle da Condição do abrasivo na máquina:
Uma análise com peneira da mistura de abrasivo, da descarga do separador e do coletor de pó, é o melhor método para diagnosticar a condição geral de operação da máquina de jateamento. Qualquer desvio do perfil de tamanho prescrito deve sofrer imediata ação corretiva. Se o abrasivo for adicionado à mesma proporção do que for quebrado e removido, se o separador estiver devidamente ajustado para remover o abrasivo gasto e os contaminantes, se não houver perdas devido à inadequada ventilação da cabine, então a mistura de operação irá conter uma variação de tamanhos estabilizada e irá fornecer a mais eficiente limpeza.
A análise por peneira é sem dúvida uma das mais importantes ferramentas para controle da operação de jateamento ou shot peening.

Controle da mistura de operação de abrasivo:
1. Através de adições adequadas de abrasivo: Adições = taxa de consumo.
2. Ajuste correto do tamanho.
3. Controle de ventilação adequadoa. Separadorb. Coletor de pó.
4. Controle das perdas:a. Com o trabalho, no abrasivo que sai da máquina junto às peças jateadasb. Vazamentos da máquina.
Como únicos fabricantes não só de Granalha de Aço, mas também de máquinas de jateamento, a SINTO encontra-se numa posição especial em relação ao melhor uso e aplicação desses produtos, dispondo da experiência de campo necessária à determinação da melhor regulagem da máquina de jateamento. Abaixo seguem algumas recomendações básicas: 4 passos para cortar as perdas de abrasivos:
1. Ajustar o equipamento para evitar a saída de abrasivo aproveitável na descarga do separador ou no coletor de pó.
2. Recuperar o abrasivo desperdiçado.
3. Prevenir que o trabalho leve o abrasivo para fora.
4. Verificar vazamentos na cabine
NORMAS TÉCNICAS
Uma Granalha de Aço de qualidade é produzida obedecendo-se a Normas Técnicas de abrangência mundial. A fiel observância a tais normas possibilita a repetibilidade do produto, e também atender à expectativa do consumidor quanto à repetibilidade também da performance do produto.
Embora estas Normas Técnicas tenham sido desenvolvidas para Granalha de Aço a ser utilizada em Jateamento, ou Shot Peening, e na Granalha de Aço para Corte de Granito seja usual cada fabricante ter a sua própria norma, a SINTO BRASIL orgulha-se em seguir estritamente as Normas Internacionais para uso em Jateamento, e utilizá-las também em Corte de Granito, de modo a sempre manter a consistência de seus produtos. A seguir, informamos as Normas preparadas pela SAE, Society of Automotive Engineering, com referência a Granulometria, Composição Química, Dureza.
GRANULOMETRIA
O tamanho da Granalha de Aço é definido pela norma SAE J444, revisão de Julho de 2005.
COMPOSIÇÃO QUÍMICA
A Composição Química da Granalha de Aço deve seguir a Norma SAE J1993, revisão Setembro/1996:
Além desta Composição Química, a Granalha de Aço deve apresentar as seguintes características:
% em peso do Produto Final
Carbono 0,80% a 1,20%
Manganês 0,60% a 1,20%
Silício 0,40% mínimo
Enxofre 0,05% máximo
Fósforo 0,05% máximo
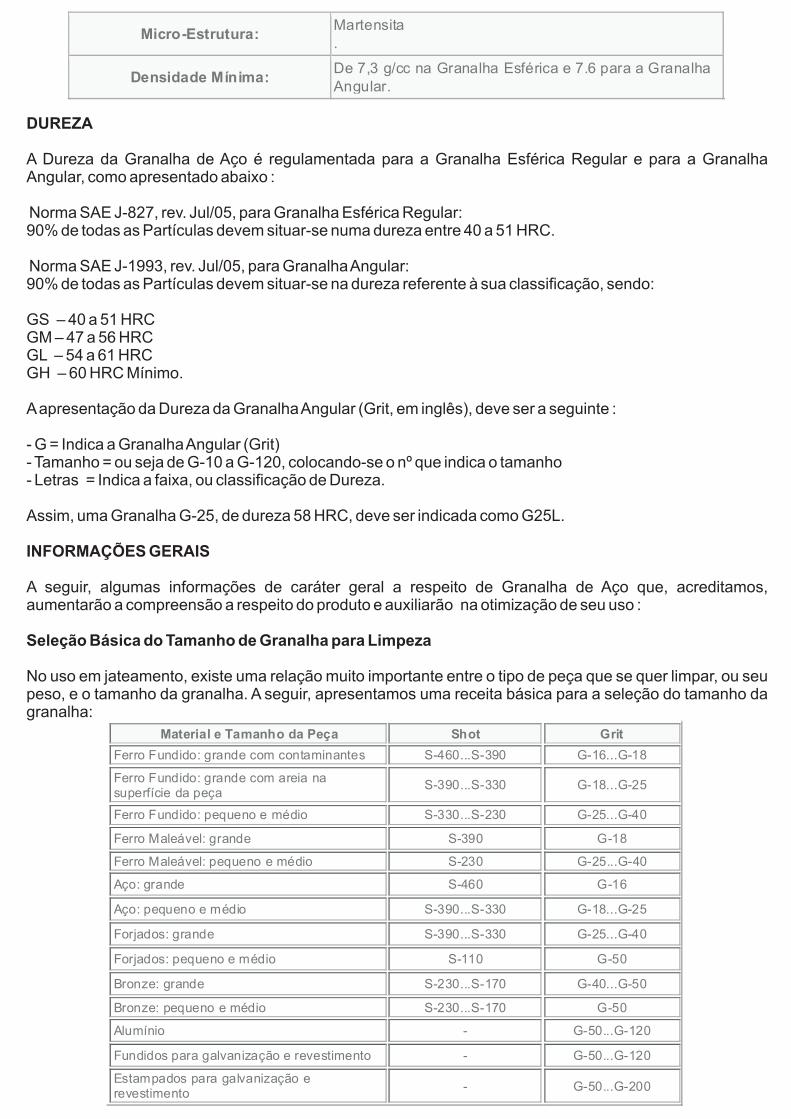
Micro-Estrutura: Martensita .
Densidade Mínima: De 7,3 g/cc na Granalha Esférica e 7.6 para a Granalha Angular.
DUREZA
A Dureza da Granalha de Aço é regulamentada para a Granalha Esférica Regular e para a Granalha Angular, como apresentado abaixo :
Norma SAE J-827, rev. Jul/05, para Granalha Esférica Regular:90% de todas as Partículas devem situar-se numa dureza entre 40 a 51 HRC.
Norma SAE J-1993, rev. Jul/05, para Granalha Angular:90% de todas as Partículas devem situar-se na dureza referente à sua classificação, sendo:
GS – 40 a 51 HRC GM – 47 a 56 HRC GL – 54 a 61 HRCGH – 60 HRC Mínimo.
A apresentação da Dureza da Granalha Angular (Grit, em inglês), deve ser a seguinte :
- G = Indica a Granalha Angular (Grit) - Tamanho = ou seja de G-10 a G-120, colocando-se o nº que indica o tamanho - Letras = Indica a faixa, ou classificação de Dureza.
Assim, uma Granalha G-25, de dureza 58 HRC, deve ser indicada como G25L.
INFORMAÇÕES GERAIS
A seguir, algumas informações de caráter geral a respeito de Granalha de Aço que, acreditamos, aumentarão a compreensão a respeito do produto e auxiliarão na otimização de seu uso :
Seleção Básica do Tamanho de Granalha para Limpeza
No uso em jateamento, existe uma relação muito importante entre o tipo de peça que se quer limpar, ou seu peso, e o tamanho da granalha. A seguir, apresentamos uma receita básica para a seleção do tamanho da granalha:
Material e Tamanho da Peça Shot Grit
Ferro Fundido: grande com contaminantes S-460...S-390 G-16...G-18
Ferro Fundido: grande com areia na superfície da peça
S-390...S-330 G-18...G-25
Ferro Fundido: pequeno e médio S-330...S-230 G-25...G-40
Ferro Maleável: grande S-390 G-18
Ferro Maleável: pequeno e médio S-230 G-25...G-40
Aço: grande S-460 G-16
Aço: pequeno e médio S-390...S-330 G-18...G-25
Forjados: grande S-390...S-330 G-25...G-40
Forjados: pequeno e médio S-110 G-50
Bronze: grande S-230...S-170 G-40...G-50
Bronze: pequeno e médio S-230...S-170 G-50
Alumínio - G-50...G-120
Fundidos para galvanização e revestimento - G-50...G-120
Estampados para galvanização e revestimento
- G-50...G-200

Esta tabela pode ser usada como um guia para início de operação, quando testes anteriores não forem feitos para determinar o tamanho correto do abrasivo. No entanto, a determinação do tamanho ideal sempre será obtida pela experiência prática.
O abrasivo esférico é mais utilizado para remover areia e carepa pesada de peças fundidas e forjadas. O acabamento superficial é mais liso.
O acabamento superficial com granalha angular pesada é rugoso.
Variações no acabamento podem ser obtidas pela utilização de dois tamanhos de granalha esféricas ou angulares, ou ainda misturando granalhas angulares em uma composição de granalhas esféricas.
Tamanhos da Granalha e Relações Esférica e Angular
Muitas vezes, para se obter o melhor resultado na limpeza de algum produto, é necessário utilizar-se uma mistura de Granalha de Aço Esférica com Angular. De um modo geral, a Granalha Esférica, pela sua maior massa, quebra a carepa do produto a ser limpo e diminui a rugosidade da superfície. A Granalha Angular é mais efetiva na remoção de óxidos (ferrugem) incrustados na superfície, e para provocar superfícies mais rugosas, com o objetivo de melhorar a aderência de substâncias a serem aplicadas nas superfícies preparadas. Nestes casos, é importante que os tamanhos de Granalha sejam equivalentes, ou tenham massas equivalentes, permitindo terem as mesmas taxas de descarte no separador da máquina de jateamento.
A seguir, apresentamos uma tabela comparativa entre a Granalha de Aço Esférica e Angular.
Tamanho Nominal em mm Granalha Esférica Granalha Angular
2.00 S-780 G-10
1.70 S-660 G-12
1.40 S-550 G-14
1.18 S-460 G-16
1.00 S-390 G-18
0.85 S-330
0.71 S-280 G-25
0.60 S-230
0.42 S-170 G-40
0.30 S-110 G-50
0.18 S-70 G-80
SINTO BRASIL PRODUTOS LIMITADA
Rua Costa Barros, 3021 - São Paulo - SP - Brasil - CEP 03210-001
Tel +55 11 3321-9513 Fax +55 11 3321-9616
www.sinto.com.br [email protected]
SINTOKOGIO GROUP


















