Gradinaru Constant In

of 29
-
Upload
prodancostel -
Category
Documents
-
view
237 -
download
0
Transcript of Gradinaru Constant In
-
8/2/2019 Gradinaru Constant In
1/29
GRUP SCOLAR DARABANI
JUD. BOTOSANI
PROIECT PENTRU EXAMEN DE CERTIFICARE A CALIFICARII
PROFESTIONALE NIVEL 3
PROFIL : TEHNIC
CALIFICARE PROFESIONALA : TEHNICIAN
MECATRONIST
COORDONATOR: CANDIDAT :
ING: Ignat Florin Gradinaru Constantin
SESIUNE: 2011
1 | P a g e
-
8/2/2019 Gradinaru Constant In
2/29
TEMA PROIECTULUI:
MASINI SI COMENZI NUMERICE
2 | P a g e
-
8/2/2019 Gradinaru Constant In
3/29
ARGUMENT
Preluare metalelor este una dintre cele mai vechi indeletniciri ale omului. De-alungul istoriei, abilitatea de prelucrare a metalelor, utilizare in special pentruconstructia de arme si unelte casnice, o condus unele civilizatii la o dezvolateeconomica accentuate.
La inceputul secolului tecut, pentru prelucarea metalelor s-au inventatmasinile-unelte care erau controlate de un operator ce realize, practice, toatemascarile sculei pentru obtinerea piesei finite. Printre operatiile tehnologice celemai importante realizate de masinile-unelte se enumera: strunjire, alezare,filetare, frezare, gaurire, finisare, slefuire, debitare etc.
In ziua de azi, prelucrarea cu masini-unelte este una dintre cele maiimportante activitati pentru sustinerea si dezvolatea industrial. Dintre industriile
beneficiare ale produselor executate cu aceste masini-unelte, cea mai importantaeste industria constructoare de masini. Industria auto, aeriana si navalautilizeaza motoare care au in compunere piese mecanice prelucrate foarte prcis.Componentele hidraulice si pneumatic, motoarele electrice, echipamentelemecanice din liniile de productie automatizate, iar in domeniul casnic: masinilede cusut si de spalat, toate aceste si multe altele sunt construite cu piese
prelucrate cu ajutorul unei masini-unelte.
3 | P a g e
-
8/2/2019 Gradinaru Constant In
4/29
CAPITOLUL I
1. Ce este tehnologia CNC (Computer Numerically Controlled)
Mainile-unelte controlate numeric se mai numesc si masinile CNC. Controlul numeric rezidaintr-un process de alimentare continua a unui controller programabil in constructia speciala,cu un set de instructiuni (formate din litere si cifre) astfel incat sa poata fi controlate miscarileunei masini-unealta.
Miscarile masinilor trebuie sa conduca o scula taietoare:
- pe un anumit traseu;
- cu o viteza precisa de rotatie a sculei;
- cu o viteza de inaintare a sculei;
CNC este abreviatia de la Computer Numerically Controlled (control numeric cucomputer). Denumirea CNC se refera intotdeauna la modul de operare al unei masini, adica, lametoda de baza pentru controlul miscarilor, si nu spune nimic despre tipul masinii: freza,strung sau altceva. O masina CNC face uz de matematica si de diverse sisteme de coordonare
pentru a intelege si procesa informatia pe care o primeste, pnetru a determina ce trebuie sa
miste, unde si cat de repede.Cea mai importanta fuctie a oricarei masini CNC este controlul prcis si riguros al masinii.
Toate echipamentele CNC au doua sau mai multe directii de miscare, numite axe. Aceste axepot fi miscate prcis si pozitionate prcis, de-a lungul intervalului de deplasare. Cele maicunoscute tipuri de axe sunt cele liniare si de rotatii (miscare curbilinie). In loc de a produceaceste miscari prin utilizare de manivele si discuri, asa cum necesita masinile clasice de
prelucrare prin aschiere, masinile CNC sunt actionate de servomotoare controlate princomputer si ghidate de un program memorat. In general, tipul de miscare (rapid,liniar, circular),axele care se misca, distantele de miscare si vitezele de miscare (de prelucrare) sunt
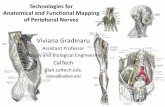
programabile la majoritate masinilor CNC. In figura 1 se arata difentele dinte o masina-unealtacoventionala si una controlata CNC.
4 | P a g e
-
8/2/2019 Gradinaru Constant In
5/29
FIG.1. Diferentele intre o masina clasica, actionata manual (a) si o masina controlata numeric(b).
Marea majoritate a masinilor CNC sunt capabile sa se miste in tri directii simultan. Acestedirectii sunt numite axele masinii. Axlele au numele coordonatelor X, Y, Z. Axa X esteintotdeauna aceea pe care masina, sau o parte a masinii, se deplaseaza (acopera) cea mai marelungime. De exmplu, axa X poate reprezenta miscare fata-spate, iar axa Y, miscare stanga-dreapta. Axa Z reprezinta miscare vertical, sus-jos. Unealta de prelucrare este montata, deobicei, pe axa Z.
O masina CNC trebuie sa fie capabila sa comunice cu ea insasi, pentru a putea opera. Ounitate central cu computer, pentru control numeric, trimite comenzi de pozitionare catremotoare. Traductoare special, fixate pe axele masinii, trebuie sa comunice inapoi, catre unitatea
centrala, faptul ca motoarele au actionat correct si au miscat axele cu distant comandata.Abilitatea unei masini de a misca un punct central (scula de prelucrare) in trei directii, inacelasi timp, primate acesteia sa urmareasca orice traiectorie sau suprafata din spatial de lucru.Toate miscarile sunt mult mai rapide si mult mai precise decat cele care pot fi realizate de unoperator uman.
Un robot industrial este format de masina cu control numeric, prin aceea ca miscarilerobotului sunt comandate cu acelasi tip de controller cu care sunt echipate si masinile-unelte.Diferenta rezida in limbajul de programare utilizat. Un robot consta, in esenta, dintr-un bratmechanic articulate, care are la capat un dispozitiv mechanic numit end-efector, cu ajutorulcaruia robotul poate apuca diverse obiecte sau poate manui un aparat de sudura, in diverse
pucte de pe caroseria unei automobile, sau un aparat de vopsit pe care il deplaseaza de-a lungulunei traectorii compleze, in vederea unei vopsiri uniforme.
Se poate spune si invers, ca o masina-unealta este un fel de robot. Oricum, ambele au incomun faptul ca functionare lor depinde de un program numeric care se poate modifica foarteusor, astgel incat, in numai cateva secunde, masina-unealta sau robotul pot sa indeplineascaaltele sarcini.
1.1. Aparitia si dezvoltarea masinilor cu control numeric
Ideea de control numeric are radacini vechi. In anul 1720 s-a inventat un dispozitiv carefolosea cartel gaurite de gartie pentru a broad pe tesaturile de panza diverse modele simple.Originar din anii 1860, pianina automata (sau flasneta mecanica) utilize o rola de hartie cusiruri de gauri pentru a controla actionarea diverselor clape, adica note musicale.
Controlul numeric, asa cum il cunoastem azi, a aparul inainte de inventareamicroproceseoarelor utilizate in cimputerele actuale. Un mare umpuls pentru dezvolarea
acestuia a fost data de US Air Force, care dispunea de suficiente resurse financiare pentru
5 | P a g e
-
8/2/2019 Gradinaru Constant In
6/29
stimularea cercetarii. US Air Force avea nevoie de imbunatatiri in constructia avioanelor cumotoare cu reactive. Datorita vitezelor mari de zbor ale acestora, structura mecanica sigeometria trebuiau imbunatatite. Acest lucru cerea prelucrari mecanice complexe la un prt decost foarte mare.
In 1952, Massachusetts Institute of Technology a construit si prezentat prima masina cucomanda numeric ace avea posibilitatea sa controleze miscarea unei freze pentru prelucrarea desuprafete complexe. Finantarea constructiei si cercetarii a fost facuta de US Air Force. Masinaa avut success, si in 1955, la targul National Machine Tool Show, au aparut sprecomercializarea masini cu comenzi numerice.
Prima gerenatie de masini CNC folosea lampi electrice cu vacuum, care produceau multacaldura si ocupau un spatiu destul de mare. Masinile nu erau prea fiabile. La a doua generatie,tuburile electrice au fost inlocuite de tranzitori, ceea ce a condus la o incalzire mai mica si ofiabilitate mai mare a etajului de control. De asemenea, controller-ul ocupa un spatiu mai mic.
Priam si a doua genratie de masini-unelte nu aveau memoria de stocare a programelor.Instructiunile erau stocate pe banda de hartie perforate si erau transmise masinilor una cate una.Masina primea o instructive, o executa si apoi cerea urmatoarea instructiune.
La a treia generatie s-au folosit circuite integrate si modulare si s-a introdus memoria destocare a programelor. Memoriile au fost, la inceput, magnetice, ce role de banda magnetic, iarapoi, electonice, cu circuite integrate.
Pe masura ce tehnologia a evoluat, s-au introdus si folosit placi imprimate cu circuite
electronice. Acestea erau proiectate pentru executarea unui program fix (pre-programate). Sefoloseau la executarea anumirot actiuni uzuale si comune: gaurire, frezare, rectificare etc.Placile se introduceau in sloturi special si, cand nu mai erau nevoie de ele, se inlocuiau. Se mainumeau si canned cycles (programe la conserva).
Astazi, se poate vorbi despre o a patra generatie de masini cu comanda numerica in carecontroller-ul masinii care la baza tehnologia microprocesoarelor si a calculatoarelor actuale.
1.2. Avantajele si dezavantajele utilizarii masinilor CNC
Primul beneficial oferit de toate tipurile de masini CNC este imbunatatirea automatizarii.Interventia operatorului in producerea pieselor poate fi redusa sau eliminata. Multe masiniCNC pot functiona nesupravegheate pe parcursul intregului ciclu de prelucrare. Acest aspectofera utilizatorul mai multe beneficii, cum ar fi: reucerea gradului de oboseala, reducereagreselilor provocate din eroare umana, un timp de ciclu constant, deci o productie previzibila.Deoarece masina ruleaza un program de control, nivelul de cunostinte necesar majoritatiioperatorilor CNC (privind tehnologia de prelucrare a metalelor) este, de asemenea, redus incomparative cu cea a unui prelucrator prin aschiere (strungar), care lucreaza pe masini clasice.
6 | P a g e
-
8/2/2019 Gradinaru Constant In
7/29
Al doilea avantaj al tehnologiei CNC este rapiditatea si precizia obtinuta pentru piesele finite.Odata cu un program este verificat si corectat, cu acceasi precizie si rapiditate se poate faceuna, zece sau o mie de piese de aceasi calitate si acelasi timp de prelucrare pentru fiecare piesa.
Al treilea beneficiu este frexibilitatea. Deoarece masinile executa programe, schimbarea
prelucarii este la fel de usor ca si incarcarea unui alt program. Odata ce un program a fostrealizat si prima piesa a fost executata correct, acesta pate fi salvat in memorie, pe dischete sau
banda magnetic si incarcat oricand mai este nevoie de el. Acest lucru impiedica un altbeneficiu: schimari rapide in productie. Deoarece punerea in functiune a unei masini CNC esteusora si rapida, productia cu astfel de masini este pretabila la diminuarea stocurilor si onorareacomenzilor imediat ce sunt primate.
Se prezinta in continuare, mai detaliat, principalele avantaje si dezavantaje ale masinilor CNCin comparatie cu masinile-unelte clasice
AVANTAJE
a) Flexibilitate
O masina CNC poate fi folosita pentru producerea unei piese conform programului incarcatin memorie. Pentru producerea unei cu totul alte piese este nevoie doar de o operatie simpla dereincarcare in memorie a noului program.
b) Masinile CNC pot face ceea ce o masina-unealta nu poate
O masina CNC poate face conturare in spatial 3D ( in trei dimensiuni), lucru imposibil cu omasina-unealta clasica. Acest lucru permite inginerilor sa proiecteze piese cu geometrii careerau prohibitive inainte, datorita costurilor foarte mari de fabricatie.
c) Repetabilitatea
O masina CNC va face 10, 100, 1000, sau mai multe piese exact la fel, fara abateri ( cuexceptia uzurii masinii si a sculei). Un strungar nu poate executa doua piese exacte la fel.Probabil 10% din piese vor trebui sa fie reajustate sau vor fi rebuturi. Repetabilitatea atinsa demasinile cu comenzi numerice nu se poate compara cu cea unui operator uman.
d) Reduce si elimina costurile aferente unei productii de stoc
Fabricatul unui automobile trebuie sa asigure clientilor sai piese de rezerva pentru o perioadade mai multi ani de zile, chiar daca marca respective de automobile nu se mai fabrica. In trecutse realizau mai multe piese si de depozitau in stocuri de rezerva. Acest lucru este neeconomicdeoarece ocupa spatiu, blocheaza bani si material. In present, cu o masina CNC, se poaterealize o piesa de rezerva imediat ce s-a primit comanda de la client. Se incarca in masina
programul, se realizeaza una sau mai multe piese si se livreaza in aceasi zi.
e) Reducerea costurilor pentru scule special si a timpilor de pregatireamasinii
7 | P a g e
-
8/2/2019 Gradinaru Constant In
8/29
Uneltele si dispozitivele cu care se fixeaza piesele pe masinile-unelte clasice sunt destul decomplexe si fabricare lor (pentru o piesa noua) poate necesita un timp de lucru insemnat. Deasemenea, sunt dificil de modificat. Acesta inseamna multi bani si multe timp pentru a incepe
productia.
Masinile CNC nu necesita foarte putin (sau deloc ) timp pentru fixarea pieselor. De obicei sefolosesc dispositive simple de prindere, de tip cleste sau menghina. Din punctual de vedere alsculelor, nu este nevoie de fabricare unor scule speciale, deoarece masina poate face efficientcateva tipuri de unelte pentru mai multe operatii. Capacitatea de miscare a masinilor CNC
permite acestora sa parcurga cu precizie traiectorii de tip contur, nemaifiind neboie de uneltespecial pentru pozitionare si ghidarea sculei taietoare. O schimare de ultima ora a proiectarii
piesei nu necesita decat modificarea catorva linii de program. Acesta inseamna, pentru ingineri,posibilitatea de a imbunatati permanent calitatea produselor prin ajustari necostisitoare inproiectarea pieselor.
f) Reducerea timpului de calificare pentru operatori
Operatorii de pe masinile CNC nu controleaza operatiile. Ei doar incarca si descarca pieseledin masina, intretin si schimba sculele de lucru, apasa pe butoanele de pornire, oprire si , poate,
pe butonul de Oprire de Urgenta daca o scula este foarte uzata sau s-a rupt in timpul ciclului.Aceste activitati nu necesita mult timp de calificare. Daca operatorul este motivate siintelligent, instruirea dureaza doar cateva saptamani. Salariile operatiilor de masini CNC suntmai mici decat salariile cerute de muncitorii calificati in prelucari prin aschiere, ce lucreaza pemasini-unelte clasice.
g) Reducerea necesarului de forta de munca (a numarului de ore om-
masina)
O masina CNC poate elimina mai multi pasi de procesare (trece de la un process tehnologicla altul). Acolo unde, de exemplu, o bucata de table trebuie sa fie mutate de la un post de lucrula altul, utilizand o masina CNC, se pot realize mai multe forme tehnologice la acelasi post delucru; prin acesta se elimina timpul de demontare, transport si fixare a piesei de prelucrat intredoua posture de lucru. Cu alte cuvinte, un singur operator pe masina CNC poate face muncamai multor oameni.
Pentru a lucre corect, masinile CNC au nevoie de operatori calificati. Dar de indata ceinformatia complete pentru lucru este inregistrata in fisiere, in format electric, tehnica de
prelucrare este inglobata in masina si nu depinde de factori umani. Instruirea noilor angajati arelegatura mai mult cu modul de operare al masinii CNC si cu astepatarile companiei privindcalitatea produselor finite. Nu toti operatorii trebuie sa cunoasca, in detaliu, tehnologiile de
baza ale prelucarilor metalice prin aschiere.
h) Cresterea calitatii produselor
Nici un om nu poate egala o masina CNC in aceea ce priveste precizia miscarilor. Acestemasini lucreaza cu unitati de masura foarte mici. O masina poate face o gaura la capatul unei
8 | P a g e
-
8/2/2019 Gradinaru Constant In
9/29
mese de lucru, dupa care se poate muta la celalat capat al mesei si intoarce la aceeasi gaurapentru continuarea prelucrarii cu o eroare de pozitionare mai mica de 10 micrometri. In cuvintesimple, precizia unei masini CNC este comparabila cu a zecea parte din grosimea unei fir de
par.
i) Cresterea productivitatii
O masina CNC poate fi programata sa lucreze din lemn, cu scule specific lemnului. Unoperator uman nu se poate adapta usor la schimbarea rapida de rimuri de lucru (ca de exemplu,trecerea de la un tip de material la altul) in mod repetat, pentru perioade lungi de timp. MasinileCNC pot lucre doua sau trei schimburi pe zi, fara oprire. Singurii factori care limiteaza
productia cu masini CNC sunt: alimentarea cu material si uzura sculei.
De obicei, masinile CNC erau associate cu productia in serie mare deoarece programareamasinii, mai ales pentru piese complexe, necesita un timp mai indelungat. In prezenta,
dezvoltarea tehnologiilor de constructive a computerelor sic ea a programelor soft-ware permitprogramarea mai usoara a masinilor CNC. In fapt, abilitatea unei masini CNC de a acceptainformatii matematice precise, furnizate de un software specializat, pentru a crea un nou
produs, reduce costurile de exploatare prin reducerea erorilor de programare.
j) Cresterea sigurantei in exploatare
O masina CNC nu necesita pozitionarea manuala a sculei si, deci, nu necesita prezentaoperatorului langa zona de prelucrat. Principala preocuparea a operatorului este de a monitorizaactivitatea masinilor si de a reliza corectii. Majoritatea masinilor sunt prevazute cu un buton deOprire de Urgenta pentru oprirea complete a masinii in cazul unei erori de functionare.
DEZAVANTAJE
a) Investitii mari
Pretul unei masini CNC de dimensiui mai mici de 30-50 de mii dolari si ajunge la 500.000USD pentru o masina CNC complexa, de dimensiuni mari. Acest lucru inseamna ca masinacumparata trebuie sa lucreze cat mai mult timp, uneori in doua sau trei schimburi, pentru ameita banii investiti. Multe firme mici nu isi permit un asemenea cost, indeosebit in timpuricand dobanzile bancare sunt mari.
b) Masinile CNC trebuie programate
Programatorii sunt personal cu calificare inalta, iar cei forte buni sunt greu de gasit. Ei vorpretinde intotdeauna salarii mari. Problema costurilor cu programarea masinii poate fi partialrezolvata prin utilizarea din software CAM (computer assisted manufacturing), dar si acestesoftware-uri sunte destul de scumpe.
c) Csotrui mari de intretinere
9 | P a g e
-
8/2/2019 Gradinaru Constant In
10/29
Masinile CNC pot fi foarte complexe. Ele trebuie mentinute in forte buna stare fizica pentru aputea beneficia de avantajele controlului numeric. Desi controller-ul este un dispozitivelectronic si are fiabilitatea mare, ocazionala se poate defecta. In acest caz, reparatia trebuie safie realizata cand mai repede deoarece, s-a vazut de ce. O masina CNC trebuie sa clucreze cat
mai mult. Pentru reparatia masinipr CNC este nevoie de specialist atat in domeniul mecanic, catsi in domeniul electronic. Acesti specialist vor pretinde, de asemenea, salarii mari.
d) Costuri mari de productie pentru serii mici
Daca se executa doar una sau doua piese, atunci timpul si costurile cu realizarea programuluipot fi mai mari decat cele obtinute prin utilizare unei masini-unelte clasice. Pe masura cecomplexitatea geometriilor si numarul de piese creste, masina CNC devine mai economica.
2. Partile component ale unei masini cu comenzi numerice
O masina CNC este compusa din doua component majore pe langa care se afla diverseechipamente auxiliare. Prima componenta este masina-unealta propriu-zisa care poate fi:strung, freza, masina de gaurit, de alezat, de rectificare, rabotat sau mortezat, masina de taiatcu jet de apa sau sales etc. A doua component este controller-ul pentru coordonarea miscariisculei taietoare. Pentru fiecare din cele doua component pot exista accesorii necesare sauoptionale. De exemplu, pentru controller poate exista o consola de introducere date sau uncalculator cu conexiune permanent ape care se realizeaza programele, o imprimanta sau un
plotter pentru vericarea acuratetii programului inainte de utilizare pe masina.
Fig.2. Masina de frezat vertical cu comanda CNC
10 | P a g e
-
8/2/2019 Gradinaru Constant In
11/29
2.1. Componenta mecanica
Masina-unealta are o constructive speciala. Prima cerinta in proiectarea unei masini-unealtade calitate este rigitatea. Axele trebuie sa aiba o deflexie minima sub sarcina pentru a nuinfluenta precizia de prelucrare. Axele sunt actionate, de obicei, cu ajutorul unui mechanism detip surub-piulita cu bile recirculabile, fig.3. Acest tip de cuplaj intre axa dixa (surub) si baculmobil (piulita), itre care circula bile de otel, asigura rigiditate si o frecare mica. Bilele suntalese sa se potriveasca exact (fara jocuri mecanice) cu dimensiunile filetului, care are la baza oforma torunjita. O rotatie complete a axului produce o miscare a bacului cu distant pasuluifiletului. In unele solutii constructive, facul este fix si axa este mobila.
Fig.3. Mecanis surub-piulita cu bile recirculabile
Masinile CNC mari se numeste centre de prelucrare sau masina-unealta universal si pot fi detp freza sau strung.
Frazele CNC universal au sisteme automate pentru schimbarea sculei si sunt dotate cu omagazine de scule cu zeci sau chiar o suta de scule diferite. Deseori, axul de rotatie a sculei estevertical. Unele masini au cate patru sau cinci axe. Ultimele doua sunt axe de rotatie si permitmasinii sa efectueze in piesa gauri si suprafete sub unghiuri diferite. Pot cinci axe poate
prelucra singura o elice de vapor.
Strungurile CNC universal, fig.4. au, de asemenea, system automat de schimbare a sculei sisunt dotate cu turele port-scule pe care pot fi montate zece pana la douazeci de scule diferite.Ele se pot folosi pentru operatii de strunjit, filetat, gaurit etc.
11 | P a g e
-
8/2/2019 Gradinaru Constant In
12/29
Fig.4. Strung CNC universal
2.2. Actionarea masinilor-unelte
Pentru miscarea de pozitionare a axelor se folosesc tri tipuri de actionari:
a) electrice
b) hidraulice
c) pneumo-hidraulice
La freze, pentru miscare de rotatie a sculei se folosesc motoare asincrone sau de currentcontinuu, deseori insotite de angrenaje de tip cutie de viteza pentru schimbarea domeniului
de viteze de rotatie.
Actionarile electrice folosesc motoare electrice:
a) pas-cu-pas,
b) de current continuu,
c) servomotoare de current alternative,
In orice miscare de pozitionare, controller-ul trebuie sa cunoasca locatia precisa a sculei
taietoare. Acest lucru se poate realize prin comanda (system in bucla deschisa) sau reglare(system in bucla inchisa).
Fig.5. Componente ale motorului pas-cu-pas
Comanda: se foloseste in combinative cu motoarele electrice pas-cu-pas, fig.5. La motoarelepas-cu-pas, pe stator exista doua, patru sau cinci infasurari (bobine) distinct. Rotorul esteformat din magneti permanenti. Alimentand cu current o bobina, rotorul se aliniaza in directive
perpendicular pe acea bobina, polul nord al magnetului permanent fiind orientat catre polul sud
12 | P a g e
-
8/2/2019 Gradinaru Constant In
13/29
al electromagnetului (bobina parcursa de current intr-un anumit sens). La un impuls provenit dela controller se comuta curentul prin alta bobina a statorului, determinand astfel deplasarearotorului cu un pas. La unele motoare, o rotatie complete a rotorului se realizeaza in 500 de
pasi, adica de impulsuri.Controller-ul este capabil sa genereze impulsuri cu frecvente maxime
de ordinal kilo-hertilor. Deoarece fiecare impuls este contorizat, controller-ul stie inpermanenta unde sa afla axa. Nu exista posibilitatea de a verifica daca motorul executa, intr-adevar, un pas la fiecare impuls. In general, nu sepierd pasi decat daca axa se blocheaza dincause accidentale sau de avarie (coliziune). Precizia unui system cu motor pas-cu-pas si axa cusurub poate atinge 0,01mm precizia unui pas. Cu reglare (system in bucla inchisa) se poateobtine o precizie cu un ordin de marime mai mare, 0,001mm. Sistemele de pozitionare cumotoare pas-cu-pas se folosesc in deosebi la constructia masinilor CNC de marime mica. Suntsimple si mai ieftine de intretinut.
Reglarea: este utilizata in combinative cu servomotoarele de current continuu (sau de current
alternative) si un traductor de deplasare (sau de rotatie). Traductoarele de rotatie se numescresolver-e si sunt montate pe axul motorului sau la celalat capat al axei. Un resolver transforma
pozitia unghiulara intr-un semnal electric, care este transmis la controller. Traducatoarele dedeplasare se monteaza paralele cu axa. Pe traductor poate culisa un cursor care se fixeaza desania mobile a axei. Traductorul masoara exact pozitia sculei, si elimina astfel erorile datorate
jocului dintre surub si sanie (piulita) si, de asemenea, erorile datorate uzurii surubului. Pozitiacursorului este convertita intr-un semnal electric, transmis la controller. Primind informatii dela traductoarele de pozitie, controller-ul poate corecta imediat eroarea de pozitionare princomenzi catre servomotoare.
Fig.6. Resolver actionat de axa. Fig.7. Traductor de deplasare liniar
Este important ca un utilizator de masina CNC sa cunoasca toate componentele din caremasina este construita. Acest lucru il ajuta la indentificare posibilitatilor de exploatare alemasinii. De exemplu, pentru o masina-unealta universal CNC, utilizatorul trebuie sa cunoascadimensiunile maxime ale zonei de lucru, modul de alimentare si de fixare a pieselor, numarulde scule, sistemul de prindere pe dispozitivul post-scula, domeniul vitezelor de rotatie ale
axului principal etc.
13 | P a g e
-
8/2/2019 Gradinaru Constant In
14/29
Multe informatii legate de constructia masinii se pof afla din cartea tehnica a masinii si dindesenele tehnice de executie a masinii. Din acest documente, utilizatorul trebuie sa afletraspunsurile la urmatoarele intrebari:
1) Care este viteza maxima de rotatie a masinii, RPM?
2) Cate domenii de viteze de rotatie are axul principal si care sunt maximele pentru fiecaredomeniu?
3) Ce putere are motorul sculei si ce puteri au motoarele axelor?
4) Care este distant maxima de miscare pe fiecare axa?
5) Cate scule poate utilize masina?
6) Care este modul de prindere al sculei?
7) Care este viteza maxima de pozitionare a masinii?
8) Care este viteza maxima de aschiere a masinii?
Aceste sunt numai cateva intrebari la care utilizatorul unei masini CNC trebuie sa siteraspunsurile, ori de cate ori are de-a face cu noua masina CNC.
2.3. Accesoriile unei masini CNC
Pentru a oferi flexibilitatea utilizatorilor, majoritatea producatorilor de masini CNC vandseparate mai multe accesorii necesare masinilor-unelte. Unii utilizatori pot cumpara o masinade la un producator si echipamentele accesorii de la alt producator. Cunoasterea accesoriilordisponibil pentru o masina CNC este foarte importanta. Importanta anumitor accesorii este atatde mare, incat existent sau nu a acestora poate insemna diferenta dintre success si esec al uneiafaceri. In cataloagele firmelor sunt prezentate accesorii standard (incluse din fabricatie) siaccesorii optionale (ce pot fi comandate contra cost la livrarea masinii sau dupa livrare).
Exemple de accesorii standard ale masinilor CNC:
- sisteme de ungere, racier, ventilatie;
- support port-scula si mecanisme de prindere piesa pe masa de lucru (frezare) sau in mandrina(strunjire);
- scule de mana;
- lampa de lucru;
- diverse tipuri de scule;
14 | P a g e
-
8/2/2019 Gradinaru Constant In
15/29
- accesorii de siguranta (blocaj mecanic al usii, acoperire totala a zonei de lucru,vizier dinmaterial transparent rezistenta la impact etc.)
Exemple de accesorii optionale ale masinilor CNC:
- sisteme de verificare a dimensiunilor piesei cu senzori de contact;
- sisteme cu senzori de contact pentru determinarea automata a lungimii unei noi scule;
- system de incarcare/descarcare automata a pieselor;
- evacuator de aschii;
- usi automate;
- scule special pentru material speciale;
- functionarea special pentru programare CNC, cum or fi: inerpolare in coordinate polare saucilindrice, rotirea sistemului de coordinate scalare, managementul durabilitatii sculei etc.
- capacitate marite de stocare programe.
2.4. Cheia succesului pe orice masina CNC-experienta practica in
prelucrare prin aschiere
Prima sarcina a unui programare CNC incepator este de a ingelege notiunile de baza aletehnologiei de prelucrare prin aschiere. Daca aceste notiuni sunt cunoscute, atunci utilizatorulstie ce vrea sa obtina cu masina CNC, in acest punct este relative simplu de invatat masinacum sa faca ceea ce vrea utilizatorul, adica programarea masinii. Din acest motiv, cei mai buni
programatori CNC devin persoanele care au practica pe masinile clasice de prelucrat prinaschiere (strung,freza).
Un programator CNC incepator trebuie sa aiba cunostinta despre notiuni ca: frezare dedegrasare si frezare de finisare, gaurire primara si de finisare, debavurare, filetare, alezare,slefuire etc. Deoarece o masina CNC poate executa mai multe operatii in acelasi ciclu, un
utilizator incepator trebuie sa cunoasca bazele prelucrarii complete pentru o piesa. Doar in acestfel poate dezvolta programe CNC care sa conduca la functionarea optima a masinii, prin optimintelegand aici viteza si calitate.
3. Programarea unei masini cu comenzi numerice
La o comanda CNC de pozitionare, controller-ul transmite motorului o comanda de executiea unui numar de rotatii. Motorul antreneaza un surub cu bile care transforma miscarea de rotatie
in deplasare liniara. Un traductor de la celalat capat al surubului cu bile piermite controlulprcis al numarului de rotatii realizate de motor si confirma terminarea executiei comenzii.
15 | P a g e
-
8/2/2019 Gradinaru Constant In
16/29
3.1. Structura limbajelor NC. Exemplu de program NC
Majoritatea controller-elor CNC ulizieaza pentru programare instructiuni sub forma unor linii
de text, fiecare linie de text avand o adresa unica. Fiecare linie de text continua o comandaformata dintr-o litera si un numar. In afara de comanda, o linie de text mai poate citine si data,adica informatii care sunt necesare pentru executarea comenzii. De exemplu, o linie de program
poate contine comanda de miscare rapida. In acest caz trebuie date infromatii suplimentaredespre axa(sau axele) care se doreste a fi miscata si trebuie data noua pozitie, in care miscare setermina.
Programele se executa strict secvential, adica linie dula linie, in ordine in care acestea au fostscrise. Numai dupa executia complete a comenzii actuale se trece la citirea, interpretarea siexecutia urmatoarei comenzi.
In Statele Unite, un format standar de comenzi CNC a fost dezvoltat de institutia EIA(Electronics Idusties Association) si aprobat de Institutul National American pentru Standarde(ANSI- American National Standards Institute). Acest standard se numeste ANSI/EIA-274-D.Toti producatorii informant de masini CNC se straduiesc s ail respecte. Standardul impuneutilizare de litere pentru a se face referire la diversi registry ai controller-ul. Literele, impreunacu functiile associate, sunt prezentate in tabelul.1.
Functii literelor folosite in comenzi CNC
Tabel.1.Litera Functie
A Rotatia in jurul axei X
B Rotatia in jurul axei Y
C Rotatia in jurul axei Z
F Comenzi vitezei de avans
G Comenzi de pregatire a miscariiI Interpolare circulara offset pentru axa X
J Interpolare circulara offset pentru axa Y
K Interpolare circulara offset pentru axa Z
M Comenzi diverse
N Numarul linie de program
R Raza arc de cerc
S Viteza de rotatie scula (ax principal)
16 | P a g e
-
8/2/2019 Gradinaru Constant In
17/29
T Numar scula
X Date pentru axa X
Y Date pentru axa Y
Z Date pentru axa Z
H Indicare distant de corectie (offset) a lungimii sculei
D Indicare distant de corectie a razei (diametru/2)sculei
O Numarul program (identificare programelor)*
*Ocazional literaO este utilizata pentru idicare numarului de litere deprogram pentru comenzi ale axei secundare
Litera exprima timpul de comanda. Pentru a fi comenzi valide, toate literele trebuie urmate deun numar intreg sau real. Programele sunt realizate din linii de text ce contin comenzi. Fiecarelinie incepe cu litere N urmata de linie ( unic in interiorul programului) si de o comanda demiscare.
Liniile de text de mai jos, insotite de comentarii , sunt un exemplu de program CNC pentruexecutarea a doua gauri la coodronate (X1, Y1) si (X3,Y1).
O0001 (Numarul program)
N005 G54 G90 S400 M03 (Selecteaza sistemul de coordonare, modul de pozitionare absolutesi stabileste viteza de rotatie a sculei 400 rpm)
N010 G00 X.1. Y1. (Miscarea rapida XY la locatia primei gauri)
N015 G43 H01 Z.1 M08 (Incarca factorul de compensare a lungimii sculei, miscarea rapida peaxa Z pana deasupra locului de gaurire, porneste lichidul de racire)
N020 G01 Z-1.25 F3.5 (Avand pe axa Z pentru prima gaurire cu viteza de 3.5mm/minut)N025 G00 Z.1 (Retragere rapida a sculei de gaura)
N030 X3. (Miscare rapida la coordonate X3 pentru a doua gaura)
N035 G01 Z-1.25 ( Avand pentru executarea celei de-a doua gauri)
N040 G00 Z.1 M09 (Retragere rapida din gaura a doua, oprire lichid de racire)
N045 G91 G28 Z0 (Intoarcere la pozitia de referinta pentru axa Z)
N050 M30 (Sfarsit de program)
17 | P a g e
-
8/2/2019 Gradinaru Constant In
18/29
Diferiti producatori de masini CNC pot folosi litere diferite pentru acceasi comanda.Utilizatorii vor trebui totdeauna sa faca referire la documentatia tehnica a masinii pe care vorlucra.
4. Forme de compensare pentru masini CNC
Toate tipurile de masini-unealta au nevoie de factori de compensare ( sau de corectie) dincauza dimensiunilor aleatoare ale sculelor, cat si din cauza necesitatii de eliminare unor erori.Compesarea dimensiunilor sculei se refera la: corectia lungimii sculei, a razei acesteia si uzuriiin timp. Compesarea erorilor se aplica pentru: erori de liniaritate (linierea azelor), erori dederiva tehnica (dilatarea unor piese ale masinii din cauza cresterii temperaturii), erori de
rigiditate (flambare si torsiune a axului principal).
Tehnica corectiei prin compensare la masinile CNC se bazeaza pe memorarea de valorinumerice (offset-uri) in anumite registrii din memoria controller-ului. Aceste valori pot fimoodificate de operator. In functionarea normal, masina CNC foloseste valorile din resigtre deoffset pentru a le aduna cu (sau scadea din) alte valori numerice, rezultatul fiind folosit pentrucalculul pozitiei sculei. De exemplu, la toate masinile CNC exista cel putin un offset pentrufiecare scula, numit offset pentru corectia lungimii sculei.
Motive pentru existent offset-urilor:
- Pentru a se putea specifica lungimea fiecarei scule. Cand programul CNC este scris, nu se iain considerare o scula anume. Lungimea sculei va avea importanta de-abia la momentul deincepere a productiei. Scula noua poate fi de lungime diferita. Pentru utilizarea acesteia, nutrebuie modificat programul CNC. Este suficienta modificarea unei offset pentru lungimeasculei.
- Pentru a se putea specifica raza (sau diamentrul) fiecarei scule. La masinile CNC de frezare,cuniasterea razei sculei este formata inportanta. Programului va corecta traseul centrului sculeiin functie de raza sculei, pentru a se obtine aceeasi dimensiune a piesei, indifferent de scula
folosita. Folosind offset-ul de raza a sculei, programul nu trebuie modificat.- Pentru a se putea modifica originea axelor (punctual de zero al programului). Multe masiniCNC lucreaza cu offset de origine pentru a putea corecta punctil de unde incepe prelucrarea
piesei. La unele masini, fiecare program, sau subprogram, poate avea offset-uri proprii decorectie a originii. Aceste corectii se aplica fata de punctual zero al masinii, adica fata de
punctele de prezenta identificate la pornirea masinii, pentru fiecare axa.
- Pentru a se putea controla precizia de prelucrarea. Multe masini de frezat, cate prelucreaza pecontur, pot folosi offset-uri mai mari in timpul verificarii unui nou program, pentru a nu risca
obtinerea unui rebut. O dimensiune mai mare a piesei poate fi rectificata ulterior, si acest lucrueste de preferat in comparative cu obtinerea unui rebut, la incercarea unui nou program. Se pot
18 | P a g e
-
8/2/2019 Gradinaru Constant In
19/29
evita situatii in care o freza (scula) nu a fost montata perfect centrat. De asemenea, se poatecorecta uzura sculei, pe toate durata de viata a acesteia.
Organizarea inregistrarilor de offset
Masinile CNC cu mgazie de scule au fiecare scula numerotata. In acest fel se poate gandi untable cu offset-uri asociate fiecarei scule. Masinile CNc din ultima generatie ofera posibilitateade a gestiona usor o tablet de offset-uri. Modificarea acestora se poate face de la panouloperator sau de pe un calculator, acu ajutorul unor meniuri si cu suficient text explicative. Candse comanda utilizatea unei scule, se vor utilize, in mod automat, offset-urile referitoare la aceascula (cu acelasi numar ca al sculei).
Totusi, la masinile mai vechi, tablet de offset-uri nu este usor de inteles. Trebuie introduce
anumite valori in anumiti registry definite prin numere. In aceste cazuri operatorul trebuie saalcatuiasca tabele cu offset-uri sis a pastreze , in ordine, aceste tablet, intr-un dosar. Deasemenea. Tabletele trebuie actualizate la schimbarea unei scule uzate sau avariate.
# X Z R T
1
2
3
99
Tipuri de tabele pentru inregistrarea offset-urilor
19 | P a g e
# Lungime Diametru
1
2
3
99
-
8/2/2019 Gradinaru Constant In
20/29
4.1.Compensarea lungimii sculei
Utilizarea offset-ului de lungime a sculei reduce eforturile de programare deoarece la scriereaprogramului, utilizatorului ce trebuie sa tina seama de dismesiunile sculei. In timpul pregatiriimasinii pentru lucru, operatorul va intoduce offset-ul pentru corectia lungimii sculelor pe carele va folosi in ciclul de lucru. Lungimile sculelor trebuie mai intai masurate. Masurarealungimilor ascestora se face manual sau cu echipamente automatizate (cu senzori de contact).
O comanda uzuala pentru impunerea unui offset de lungime a sculei este g43. In comandaG43, utilizatorul trebuie sa introduca si un indicator de memorie cu ajutorul literei H. Litera H,urmata de un numar, indica un registru de unde poate citi offset-ul, in acest caz, de corectie alungimii sculei. Un exemplu de astfel de utilizare se da in programul de mai jos. Liniile de
program N015 si N055 cse incarca offset-urile din resistrii H01, respective H02.
4.2. Compensarea razei sculei
La fel ca offset-ul de corectie a lungimii sculei, offset-ul de corectie a razei sculei se poateneglija atunci cand se realizeaza programe de frezare pe contur. Compensarea razei sculei sefoloseste numai pentru operatii de frezare. Acest offset nu se utilizeaza in operatii de gaurire,tesire sau alte operatii pentru executarea de gauri.
Compesarea razei sculei este importanta din patru motive:
a) permite programarea simpla programatorul va urmari liniile piesei si nu va face culculecomplicate care sa tina seama de raza sculei;
b) permite folosirea mai multor tipuri de scule, de diferite marimi;
c) permite ajustarea preciziei de frezare, care poate sa tina cont si de presiunea sculei(flambajul axului principal);
d) permite utilizarea aceluiasi program atat pentru degrosare, cat si pentru finisare ( cu offset-uri diferite pentru scule diferite).
In programare, offset-ul de compensare a razei sculei se foloseste impreuna cu comenzileG41 si G42. Multe controller-e folosesc litera D pentru a indica un registru din memorie, undese afla valoarea razei sculei.
4.3. Ajustarea originii axelor
Offset-ul de ajustare a originii permite programatorului sa nu tina cont de locul exact in carese fixeaza pies ape masa de lucru. Aceasta ajustare se face in final dup ace programul a fostrealizat si se pregateste masina pentru lucru.
20 | P a g e
-
8/2/2019 Gradinaru Constant In
21/29
Modul de utilizate a offset-urilor de origine (pentru fiecare axa) difera semnificatia de lamasina CNC la alta. La unele controller-e este permis un offset de origine pentru fiecate
program. La altele se permi multiple offset-uri de origine cate se incarga explicit cu comenzi G.Comenzile G54 pana la G59 sunt utilizate frecvent. G54 incarca offset-ul de origine numarul 1,
G55 pe numarul 2, , pana la G59 pentru offset-ul numarul 6.
5. Metode de programare CN
Exista trei metode de baza pentru programarea unei masini CNC:
a) programarea manuala;
b) programarea asistata (pe baza de intrebari si raspunsuri cu ajutorul unor meniuri);
c) programarea cu software CAM (Computer Aided Manufacturing).
Fiecare dintre aceste metode are avantaje si dezavantaje. Programarea manuala produce celemai compacte si optimizate programe. Programarea asistata este mai usor de realizat, chiar si deutilizatori incepatori; totusi ,ea se foloseste pentru producerea de piese simple, combinate dinforme de baza existente intr-o biblioteca de date.
Cu programarea CAM se pot realiza relative repede piese foarte compleze. In schimb, unsoftware CAM poate produce 1000 de linii de program care sa fie echivalate din punct devedere al efectului cu 4 linii de program realizat in mod manual. La utilizate unui software
CAM la generare de programe CNC in vederea realizarii unei piese mai complexe, programelepot avea dimensiuni de zeci de MB.
Programele cu software CAM permite utilizatorului atingerea unui nivel de performanta multmai mare decat programare manuala. In ultimii ani, acest mode de lucru a devenit destul de
populat. Un system CAM ajuta utilizatorul in trei directii:
a) Nu mai trebuie effectuate multe calculi matematice (le face calculatorul);
b) permite programare unor prelucari de acelasi tip cu ajutorul unui limbaj de baza;
c) Ajuta utilizatorul cu functii practice de baza pentru prelucrare.
Un software CAM va genera programul in cod G si il va transfera direct in memoriacontroller-ului masinii CNC.
Sistemele CAM sunt de doua tipuri:
a) cu programare in limbaj de nivel inalt: BASIC, Pascal, C etc;
b) grafice utilizatorul are verificare vizuala in timpul dezvoltarii piesei.
21 | P a g e
-
8/2/2019 Gradinaru Constant In
22/29
6. Modul de operare ale unei masini CN
Masinile CNC permit mai multe regimuri de functionare. Controller-ele sunt proiectate astfelincat sa permita operatorului utilizare masinii in cel putin trei moduri de functionare diferie.Aceste regimuri de functionare au utilizari practice, existent lor fiind impusa de practicaindustrial.
6.1. Modul de functionare Manual
In modul Manual, masina CNC se comporta ca o masina-unealta clasica. In acest mod defunctionare, operatorul poate face pozitionari manual (de la tastatura sau cu o manivela), poateda comanda axelor de cautare a referintelor (puctul de zero), poate porni si opri rotatia sculeisau lichidul de racire etc. In general, in modul manual, operatorul va actiona diverse butoane si
meniuri pentru a realize operatiile dorite. Orice comanda va avea raspuns imediat din parteamasinii.
6.2. Modul de functionare Editare
Unele comenzi care nu se pot executa in modul Manual pot fi executate in modul Editare.Acest regim de frunctionare permite operatorului sa introduca date in controller-ul masiniiCNC. Datele introduce pot fi de doua feluri, astfel evidentiindu-se doua submoduri ale
regimului de Editare:Editarea de programe sau modificai ale acestora (Edit Mode)
In modul de Editare, operatorul poate crea si modifica programe CNC. Programele suntmemorate in controller. Editarea unui program incepe prin alegerea unui numai de programcare se doreste a fi creat. Modificare unui program incepe prin selectarea unui numai de
program existent. Orice program, odata terminat, poate fi setat sa fie cel active, adica cel carese va executa la comanda de start in regim automat. Modul de Editare include si posibilitatea dea incarca programe in memoria controller-ului de la un calculator sau de pe dischete. Functie de
complexitatea masinii, pentru editare pot fi disponibile functii de cautare si de tipul cut-copy-paste, pentru a ajuta operatorul in realizatea mai rapida a programelor,
Introducerea de la tastatura a unor comenzi care vor fi executate (Manual Data Input MDI)
Acest submod, operatorul introduce comenzi numai la tastatura. Comanda introdusa poate fiexecutata de mai multe ori,fara reintroducerea ei de la tastatura.
Pe masinile CNC de ultima generatie se foloseste, indeosebi, tehnica MDI pentru a realizecomenzi de actionare manuala. Folosind comenzi date de la tastatura, se elimina necesitatea deutilizate a unei panou cu multe butoane si becuri. Toate informatiile se afiseaza pe display-ul
consolei de programare. Oricum, trebuie ca operatorul sa fie precaut cand introduce o comanda
22 | P a g e
-
8/2/2019 Gradinaru Constant In
23/29
in modul MDI, deoarece comanda va fi executata fara sa fie validate datele de intrare, astfelexistand pericol de coliziune.
6.3. Modul de functionare Automat (Program Operation Mode)
In acest regim de functionare, masina CNC executa programe in mod automat. Este regimulde functionare normal. Programul poate fi citit din memories au de pe banda magnetic. Usual,citirea se face din memoria controller-ului, dar, pentru programe foarte mari, se poate folosi
banda magnetica.
Pornirea masinii in mod automat se poate face:
- pentru un singru ciclu de functionare;
- pentru functionare continua, cilu dupa ciclu.
La apasarea butonului de Start Ciclu se va executa un singur program, programul setatactive de catre operator (in modul de editare). In timpul executiei, pe display-ul operatorului se
poate vizualiza comanda care se executa in fiecare moment de timp.
7. Serveste de operare cu masini CNC
Operatorul unei masini CNC trebuie sa memorize secventele de operare cu masina si ordineade executie a acestora, pentu a pune masina in functiune si pentru operatiile critice cu masina.Pentru incercatori este indicat sa aiba la dispozitie un manual de utilizare, sau tabele cuindicatii, in care secventele de operare sa fie complete si exacte.
Cele mai importante secvente de operatii se refera la:
- pornire si oprire masina (verificare tensiuni, presiuni, conditii de siguranta);
- schimbarea sculelor;
- masurarea si introducerea offset-urilor pentru compensatiilor si corectii;- editarea programelor si verificarea acestora
- etc.
Desi aceste operatii sunt foarte importante, nu toti constructorii de masini CNC ofera manualde utilizate complete. In aceste cazuri, operatorii vor trebui sa-si completeze anumite fise delucru si sa se organizeze siguri.
Urmatoarele operatii sunt exemple generale care se aplica la toate timpurile de masini CNC
sip e care un utilizator efficient de masina CNC trebuie sa le stapaneasca foarte bine.Procedurile se pot imparti in sapte catergorii logice:
23 | P a g e
-
8/2/2019 Gradinaru Constant In
24/29
1) Serveste de actionare manuala:
a. pornire masina;
b. miscarea de referinta;
c. pornire rotatie ax principal ( scula sau piesa);
d. miscare axe in mod manual;
e. miscare axe cu manivele;
f. montarea manuala a sculei in port-scula;
g. montarea manuala a lichidului de racire;
i. setarea originii axelor;
j. introducerea de offset-uri lungime- scula si raza-scula;
k. selectarea modului metric: mm sau inch.
2) Secvente de actionare in modul Manual Data Imput (MDI):
a. utlizate MDI pentru schimbare scula;
b. utlizate MDI pentru pornire rotatie ax principal;
c. utlizate MDI pentru miscare de referinta;d. utlizate MDI pentru miscare axe.
3) Secvente pentru incarcarea si salvarea programelor:
a. incarcare program in memorie cu banda magnetic;
b. incarcare program in memorie cu comunicatie RS-232;
c. incarcare program in memorie cu ajutorul consolei de programare;
d.salvarea unui program din controller pe banda magnetic sau intr-un PC.
4) Secvente de vizualizate si editare programe:
a. cautare programe in directoare;
b. stergere programe din memorie;
c. cautare programe in memorie;
d. modificare stergere si inserare linii de program.
5) Secvente de punere in functiune:
24 | P a g e
-
8/2/2019 Gradinaru Constant In
25/29
a. masurare pozitii si distante pentru axe;
b. masurare lungimi scule si diameter.
6) Secvente de rulare programe:
a. verificare programe;
b. rulare programe verificate in productie;
c. rulare sectiuni de program pentru o scula anume.
CAPITOLUL II
NORME DE TEHNICA SECURITATII MUNCII
Fiecare lucrtor trebuie s i desfoare activitatea n conformitate cu pregtirea iinstruireasa, precum i cu instruciunile primite din partea angajatorului, astfel nct s nuexpun la
pericol de accidentare sau mbolnvire profesional att propria persoan, ct i altepersoane
care pot fi afectate de aciunile sau omisiunile sale n timpul procesului de munc.1) n mod deosebit, n scopul realizrii obiectivelor prezentate, lucrtorii au urmtoareleobligaii:a) s utilizeze corect mainile, aparatura, uneltele, substanele periculoase, echipamentele detransport i alte mijloace de producie;
b) s utilizeze corect echipamentul individual de protecie acordat i, dup utilizare, s lnapoieze sau s l pun la locul destinat pentru pstrare;c) s nu procedeze la scoaterea din funciune, la modificarea, schimbarea saunlturarea arbitrar a dispozitivelor de securitate proprii, n special ale mainilor,aparaturii,uneltelor, instalaiilor tehnice i cldirilor, i s utilizeze corect aceste dispozitive;d) s comunice imediat angajatorului i/sau lucrtorilor desemnai orice situaie demuncdespre care au motive ntemeiate s o considere un pericol pentru securitatea i sntatealucrtorilor, precum i orice deficien a sistemelor de protecie;e) s aduc la cunotin conductorului locului de munc i/sau angajatoruluiaccidentele suferite de propria persoan;f) s coopereze cu angajatorul i/sau cu lucrtorii desemnai, att timp ct estenecesar, pentru a face posibil realizarea oricror msuri sau cerine dispuse de ctreinspectoriide munc i inspectorii sanitari, pentru protecia sntii i securitii lucrtorilor;g) s coopereze, att timp ct este necesar, cu angajatorul i/sau cu lucrtoriidesemnai, pentru a permite angajatorului s se asigure c mediul de munc i condiiiledelucru sunt sigure i fr riscuri pentru securitate i sntate, n domeniul su de activitate;
h) s i nsueasc i s respecte prevederile legislaiei din domeniul securitii i sntii nmunc i msurile de aplicare a acestora;
25 | P a g e
-
8/2/2019 Gradinaru Constant In
26/29
i) s dea relaiile solicitate de ctre inspectorii de munc i inspectorii sanitari.
2) Obligaiile prevzute la alin. (1) se aplic, dup caz, i celorlali participani laprocesul de munc, potrivit activitilor pe care acetia le desfoar.Pentru a evita apariia accidentrilor n timpul lucrului i pentru realizarea operailor n condiii
optime de precizie i siguran trebuie respectate urmtoarele norme:- sudorii trebuie s cunoasc modul de manipulare al utilajului de sudare, procesul
tehnologic si normele de protecia muncii;- pentru a evita electrocutarea tensiunile de mers in gol ale surselor de curent pentru
sudare nu trebuie s depeasc 80 V;- carcasele aparatelor, dispozitivelor i construciilor ca re se sudeaz trebuie s fie legate
la pmnt;- nu se vor folosi conductori improvizai, cu contacte i legturi slbite i
necorespunztoare intensitii curentului electric;- port electrodul va fi izolat iar resturile de electrozi ndeprtate imediat ce operaia a fost
ncheiat;
- surele de curent electric se scot de sub tensiune chiar n pauzele de lucru;- n timpul lucrului se vor purta mnui izolante iar daca se lucreaz pe sol umed se vor
folosi covoare din cauciuc;- n zona de lucru vor fi ndeprtate materialele inflamabile pentru a ndeprta pericolul
izbucnirii incendiilor;- pentru ca emisia de raze ultraviolete este periculoas pentru ochi si pentru piele se va
folosi echipament de protecie format din mti i ecrane, mnui, oruri i jambieredin piele sau azbest;
- pentru protecia mpotriva gazelor nocive i a fumului emis n timpul procesuluitehnologic atelierul trebuie prevzut cu o bun ventilaie i aspiraie local;
- carbidul se depoziteaz n ncperi uscate, iluminate i nclzite din afar evitndu-seori ce surs de apa, umiditate sau foc pentru a evita pericolul de explozie;
- buteliile de oxigen se manipuleaz cu grij, evitndu-se lovirea, trntirea sau nclzirea
lor peste 50 C precum i evitarea contactului lor cu orice urm de grsime pentru a nuaprea pericolul de exploziei;
- la terminarea lucrului acetilena care este format va fi evacuat n atmosfera;- nu este permis deplasarea, urcarea sau coborrea cu arztor aprins i cu tuburile de
cauciuc purtate sub bra sau pe umeri;
nu este permis sudarea pieselor cu grsimi si vopsele pe linia de sudare, curirea, de fiecareparte a rostului, trebuie fcut pe o lime de cel puin 100 mm. Pentru sudarea rezervoarelor n
care au fost depozitate substane inflamabile, acestea vor fi curate cu abur suflat.
26 | P a g e
-
8/2/2019 Gradinaru Constant In
27/29
BIBLIOGRAFIE
- Vistean Maties, Dan Mandru, Olimpiu Tatar, Radu Balan, Calin Rusu.
- Tehnologie si educatie mecatronica, editura Todesco, Cluj Napoza 2001
- Cisrian Maties, s.c. Mirescu, Dan Mandru, Olimpiu Tatar, Radu Balan, Calin Rusu:Tehnolofie si educatie mecatronica auxiliary curricular editura Economica, Bucuresti 2002
- Mihai Avram: Echipamente hidraulice pentru reglarea si comtrolul presiunii- RevistaMecatronica Nr.1/2003
- Dr.ing. Vsevolod Radcenco, Dr.ing.Nicolae Alexandrescu, Ing.emil ionescu, Ing.MihaiIonescu:Calculul si proiectarea elemetelor si schemelor pneumatic de automatizare ed.
Tehnica, Bucuresti 1985
- D.Basescu, H.Panaitopol, D.M.Bacescu. L.Bogatu: Senzor optoelectronic pentru urmarirea sicomanda adaptive a unui minirobot Revista Mecatronica nr.1/2003
- Constantin Nitu Analiza comportarii dinamice a actuatorilor electomagnetici revistaMecatronica nr.1/2003
- Fundamentals Of Control Tehnology festo didactic Esslingen 1998.
27 | P a g e
-
8/2/2019 Gradinaru Constant In
28/29
CUPRINS
PROIECT PENTRU EXAMENUL DE CERTIFICARE A CALIFICARI PROFESIONAL
NIVEL 3.....................................................................................................................................1
TEMA PROIECTULUI ............................................................................................................2
ARGUMENT.............................................................................................................................3
CAPITOLUL I...........................................................................................................................4
1. Ce este tehnologia CNC (Computer Numerically Controlled)..............................................4
1.1. Aparitia si dezvoltarea masinilor cu control numeric.6
1.2. Avantajele si dezavantajele utilizarii masinilor CNC.7
2. Partile component ale unei masini cu comenzi numerice10
2.1. Componenta mecanica..11
2.2. Actionarea masinilor-unelte..12
2.3. Accesoriile unei masini CNC15
2.4. Cheia succesului pe orice masina CNC-experienta practica in prelucrare prinaschiere.16
4. Forme de compensare pentru masini CNC..18
4.1.Compensarea lungimii sculei.20
4.2. Compensarea razei sculei..20
4.3. Ajustarea originii axelor21
5. Metode de programare CN...21
6. Modul de operare ale unei masini CN..22
6.1. Modul de functionare Manual...22
6.2. Modul de functionare Editare22
6.3. Modul de functionare Automat (Program Operation Mode)23
7. Serveste de operare cu masini CNC.24
CAPITOLUL II........................................................................................................................26
28 | P a g e
-
8/2/2019 Gradinaru Constant In
29/29
NORME DE TEHNICA SECURITATII MUNCII.................................................................26
BIBLIOGRAFIE......................................................................................................................28