
GMAW-P (Pulsed Mig) - MillerWelds/media/miller electric/files/pdf... · A baseline weld was made...
1
MillerWelds.com © 2013 Miller Electric Mfg. Co. #263871 45 A 260 IPM 400 38 52 IPM 20 + - - Drag + Push +10° CFH 35 3/4” (Flush Tip) 45° A 249 A 278 Wire Type: 0.045 ER70S-6 (Quantum Arc 6) Transfer Mode: Pulsed Spray Shielding Gas: 90% Argon / 10% Carbon Dioxide Travel Direction: Forehand (Push) Base Metal: 1/8 in. Cold Rolled Carbon Steel Nozzle Diameter: 5/8 in. Decreased Increased A baseline weld was made using automated welding equipment. Voltage, Wire Feed Speed, Travel Speed and Contact-Tip-to-Work Distance were then adjusted individually from baseline weld settings to illustrate how each parameter affects a fillet weld when raised and lowered. Icons in grey indicate the specific parameter adjusted; in the case of amperage, the icon represents the value measured. Baseline Weld Variables Voltage A 216 1-7/8” IPM 24 IPM 460 A 290 A 270 Increased Increased Increased A 298 IPM 340 IPM 16 3/8” (FLUSH TIP RECESS) A 221 A 266 Decreased Decreased Decreased Wire Feed Speed Travel Speed Contact Tip To Work
Transcript of GMAW-P (Pulsed Mig) - MillerWelds/media/miller electric/files/pdf... · A baseline weld was made...
GMAW-P (Pulsed Mig)
MillerWelds.com© 2013 Miller Electric Mfg. Co. #263871
45
A260
IPM
400
38 52
IPM
20+-
- Drag
+ Push
+10°CFH
35 3/4” (Flush Tip)
45°
A249
A278
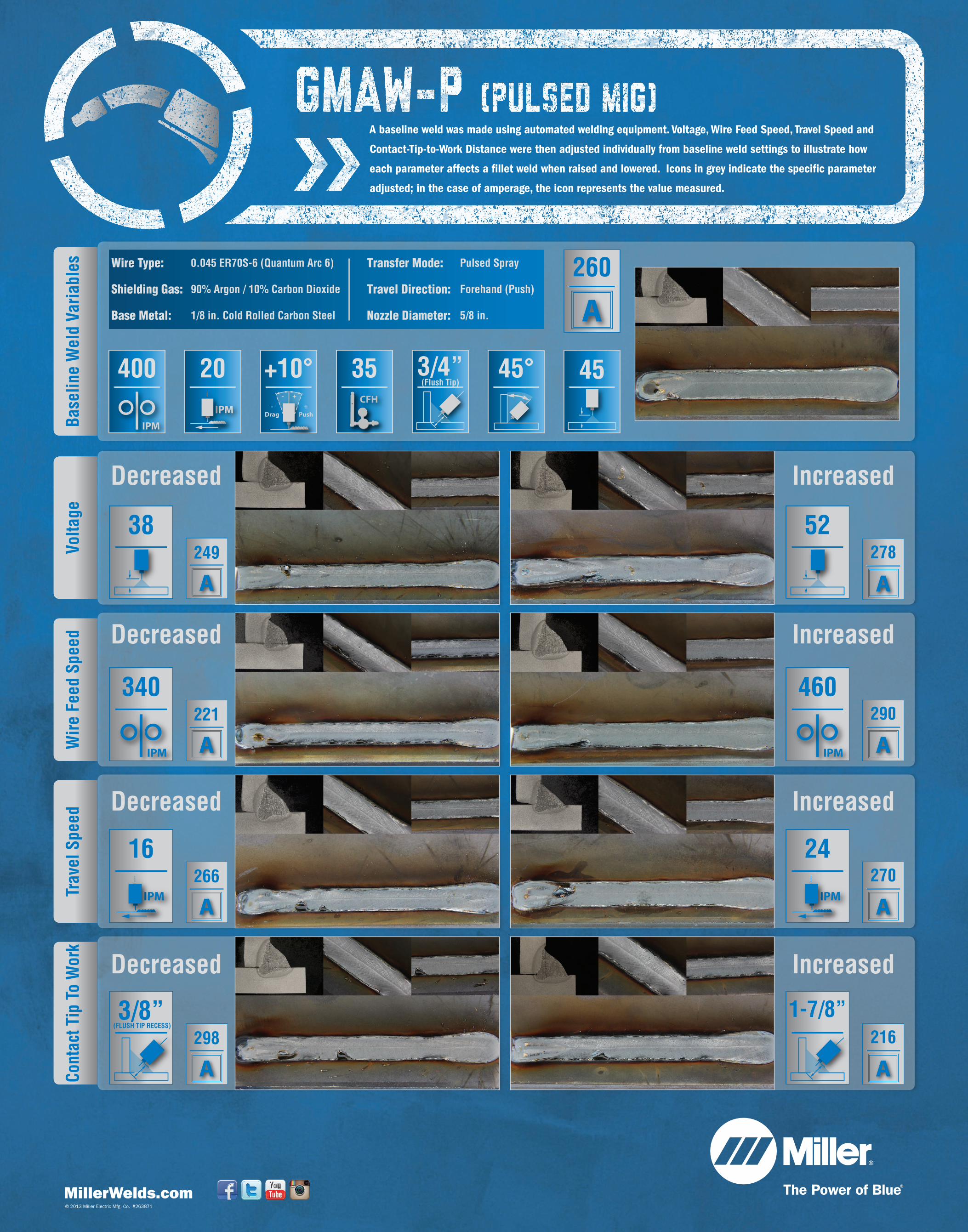
Wire Type: 0.045 ER70S-6 (Quantum Arc 6) Transfer Mode: Pulsed Spray
Shielding Gas: 90% Argon / 10% Carbon Dioxide Travel Direction: Forehand (Push)
Base Metal: 1/8 in. Cold Rolled Carbon Steel Nozzle Diameter: 5/8 in.
Decreased Increased
A baseline weld was made using automated welding equipment. Voltage, Wire Feed Speed, Travel Speed and
Contact-Tip-to-Work Distance were then adjusted individually from baseline weld settings to illustrate how
each parameter affects a fillet weld when raised and lowered. Icons in grey indicate the specific parameter
adjusted; in the case of amperage, the icon represents the value measured.
Base
line
Wel
d Va
riabl
esVo
ltage
A216
1-7/8”
IPM
24
IPM
460
A290
A270
Increased
Increased
Increased
A298
IPM
340
IPM
16
3/8” (FLUSH TIP RECESS)
A221
A266
Decreased
Decreased
Decreased
Wire
Fee
d Sp
eed
Trav
el S
peed
Cont
act T
ip T
o W
ork


















