
Gewindeprüftechnik - riwag- · PDF fileEinleitung Um eine sichere Austauschbarkeit zu...
92
Gewindeprüftechnik Gewindelehrenkatalog 134
-
Upload
hoangtuong -
Category
Documents
-
view
217 -
download
0
Transcript of Gewindeprüftechnik - riwag- · PDF fileEinleitung Um eine sichere Austauschbarkeit zu...

Gewindeprüftechnik
Gewindelehrenkatalog 134

Einleitung
Um eine sichere Austauschbarkeit zu gewährleisten, ist es unerlässlich, qualitativ hochwertige und maßhaltige Produkte zu fertigen. Dies wird erreichtdurch eine hohe Fertigungsgenauigkeit, die wiederum von der kontinuierlichen Überprüfung der gefertigten Produkte abhängt. In der Gewindeherstellungist die sicherste und schnellste Methode die Lehrung mit Gewindelehren. Um den engen Toleranzen bei der Herstellung von Gewinden gerecht zu werden,müssen Lehren mit einer extrem hohen Güte gefertigt werden. In der Lehrenfertigung von EMUGE werden die Voraussetzungen dafür bestens erfüllt.In über 60 Jahren Lehrenfertigung haben wir uns ein enormes Know-how verschafft und fertigen heute Gewindelehren auf den besten CNC-Gewindeschleif-maschinen in konkurrenzloser Qualität.
Unser Anliegen ist es, durch hohe Qualität Ihr Vertrauen in unsere Lehren zu gewinnen.
• Alle Lehren unterliegen einer 100%igen Kontrolle.
• Der Lehrenstahl unterliegt der ständigen Kontrolle unseres Werkstofflabors.
• Auf Wunsch kann die Lehre mit einer TIN-Beschichtung oder Hartverchromung versehen werden.
• Bei Lehrdornen sind an den Griffen zwei Flächen angefräst,um Platz für eigene Kennzeichnungen zu schaffen.
• Der unvollständige Gang ist entfernt.
• Lehrdorne ab 5,5 mm werden mit einer Schmutznut versehen.
• Alle konischen Gewindelehren sind zusätzlich mit einer Nennmaßstufe versehen.
• Die Lehren können auf Wunsch mit einem Werks- oder DKD-Kalibrierschein geliefert werden.
• Wir fertigen Ihnen, im Rahmen des technisch Machbaren,jede Sonderlehre nach Ihren Wünschen.
• Auf Grund unseres großen Lagers sind die meisten Lehren sofort verfügbar. Lehren die nicht auf Lager liegen werden zeitnah gefertigt.
Weiterhin bieten wir Ihnen die Möglichkeit der unabhängigen Kalibrierung Ihrer Prüfmittel bei unserem Kooperationspartner DECOM UGK GmbH.DECOM UGK GmbH ist eine DKD-Kalibrierstelle für Gewinde und weitere geometrische Größen.
Mit der Software KALIMERO, die von EMUGE für Sie entwickelt wurde, bieten wir Ihnen ein einfaches Prüfmittelmanagmentsystem,das unter anderem den Datenaustausch mit dem Kalibrierlabor ermöglicht.

1
Übersicht
EMUGE-Gewindelehren-Programm
Kalibrierdienstleistung – Lehren
„–“
„+“
Technische Informationen
Nationales Normal PTB
1. Ebene
2. Ebene
3. Ebene
4. Ebene
Bezugsnormal DKD-Kalibrierlaboratorien
Gebrauchsnormal, Werksnormal Interne/Externe Kalibrierlaboratorien
Prüfmittel des Unternehmens Alle Unternehmensbereiche
92
Allgemeine Geschäftsbedingungen
I. Allgemeines
1. Allen Lieferungen und Leistungen liegen dieseBedingungen sowie etwaige gesonderte vertrag-liche Vereinbarungen zugrunde. AbweichendeEinkaufsbedingungen des Bestellers werden auchdurch Auftragsannahme nicht Vertragsinhalt.
2. Der Lieferer behält sich an Mustern, Kostenvor-anschlägen, Zeichnungen u.ä. Informationen körperlicher und unkörperlicher Art – auch inelektronischer Form – Eigentums- und Urheber-rechte vor; sie dürfen Dritten nicht zugänglichgemacht werden. Der Lieferer verpflichtet sich,vom Besteller als vertraulich bezeichneteInformationen und Unterlagen nur mit dessenZustimmung Dritten zugänglich zu machen.
3. Die zu einem Angebot des Lieferers gehörendenUnterlagen, wie Abbildungen, Zeichnungen,Gewichts- und Maßangaben, sind nur annäherndmaßgebend, soweit sie nicht ausdrücklich als verbindlich bezeichnet sind. Der Besteller über-nimmt für die von ihm beizubringenden Unter-lagen, wie Zeichnungen, Lehren, Muster oderdgl., die alleinige Verantwortung. Der Bestellerhat dafür einzustehen, dass von ihm vorgelegteAusführungszeichnungen in Schutzrechte Dritternicht eingreifen.
4. Muster werden nur gegen Berechnung geliefert.
II. Umfang der Lieferung
1. Für den Umfang der Lieferung ist die schriftlicheAuftragsbestätigung des Lieferers maßgebend, imFalle eines Angebots des Lieferers mit zeitlicherBindung und fristgemäßer Annahme das Angebot,sofern keine rechtzeitige Auftragsbestätigung vorliegt. Nebenabreden und Änderungen bedürfender schriftlichen Bestätigung des Lieferers.
2. Werden Sonderwerkzeuge in Auftrag gegeben, sodarf die Bestellmenge um ca. 10 %, mindestensjedoch um 2 Stück über- oder unterschritten werden. Berechnet wird die Liefermenge.
III. Preis und Zahlung
1. Die Preise gelten mangels besonderer Vereinbarungab Werk einschließlich Verladung im Werk, jedochausschließlich Verpackung und Entladung. Zu denPreisen kommt die Umsatzsteuer in der jeweiligengesetzlichen Höhe hinzu.
2. Mangels besonderer Vereinbarung ist die Zahlungohne jeden Abzug frei Zahlstelle des Lieferersinnerhalb von 30 Tagen nach Rechnungsdatum(auch bei Teillieferungen) oder innerhalb 10 Tagenmit 2 % Skonto zu leisten.
3. Das Recht, Zahlungen zurückzuhalten oder mitGegenansprüchen aufzurechnen, steht dem Be-steller nur insoweit zu, als seine Gegenansprücheunbestritten oder rechtskräftig festgestellt sind.
IV. Lieferzeit, Lieferverzögerung
1. Die Lieferzeit ergibt sich aus den Vereinbarungender Vertragsparteien. Ihre Einhaltung durch denLieferer setzt voraus, dass alle kaufmännischenund technischen Fragen zwischen den Vertrags-parteien geklärt sind und der Besteller alle ihmobliegenden Verpflichtungen, wie z.B. Beibringungevtl. erforderlicher behördlicher Bescheinigungen
oder Genehmigungen oder die Leistung einerAnzahlung erfüllt hat. Ist dies nicht der Fall, so verlängert sich die Lieferzeit angemessen. Diesgilt nicht, soweit der Lieferer die Verzögerung zu vertreten hat.
2. Die Einhaltung der Lieferfrist steht unter dem Vorbehalt richtiger und rechtzeitiger Selbst-belieferung.
3. Die Lieferfrist ist eingehalten, wenn der Liefer-gegenstand bis zu ihrem Ablauf das Werk desLieferers verlassen hat oder die Versandbereit-schaft gemeldet ist. Soweit eine Abnahme zu erfolgen hat, ist – außer bei berechtigterAbnahmeverweigerung – der Abnahmeterminmaßgebend, hilfsweise die Meldung derAbnahmebereitschaft.
4. Werden der Versand bzw. die Abnahme desLiefergegenstandes aus Gründen verzögert, die der Besteller zu vertreten hat, so werden ihm,beginnend einen Monat nach Meldung der Versand- bzw. der Abnahmebereitschaft, die durchdie Verzögerung entstandenen Kosten berechnet.
5. Ist die Nichteinhaltung der Lieferzeit auf höhereGewalt, auf Arbeitskämpfe oder sonstige Ereignisse,die außerhalb des Einflussbereiches des Lieferersliegen, zurückzuführen, so verlängert sich dieLieferzeit angemessen. Der Lieferer wird demBesteller den Beginn und das Ende derartigerUmstände baldmöglichst mitteilen.
6. Der Besteller kann ohne Fristsetzung vom Vertragzurücktreten, wenn dem Lieferer die gesamteLeistung vor Gefahrübergang endgültig unmöglichwird. Der Besteller kann darüber hinaus vom Vertrag zurücktreten, wenn bei einer Bestellung die Ausführung eines Teils der Lieferung unmöglichwird und er ein berechtigtes Interesse an derAblehnung der Teillieferung hat. Ist dies nicht derFall, so hat der Besteller den auf die Teillieferungentfallenen Vertragspreis zu zahlen. Dasselbe giltbei Unvermögen des Lieferers. Im Übrigen giltAbschnitt VIII.2.Tritt die Unmöglichkeit oder das Unvermögen während des Annahmeverzuges ein oder ist derBesteller für diese Umstände allein oder weit überwiegend verantwortlich, bleibt er zur Gegen-leistung verpflichtet.
7. Gewährt der Besteller dem in Verzug befindlichenLieferer – unter Berücksichtigung der gesetzlichenAusnahmefälle – eine angemessene Frist zurLeistung und wird die Frist nicht eingehalten, istder Besteller im Rahmen der gesetzlichenVorschriften zum Rücktritt berechtigt.Weitere Ansprüche aus Lieferverzug bestimmensich ausschließlich nach Abschnitt VIII.2. dieserBedingungen.
V. Gefahrübergang, Abnahme
1. Die Gefahr geht auf den Besteller über, wenn derLiefergegenstand das Werk verlassen hat, und zwarauch dann, wenn Teillieferungen erfolgen oder derLieferer noch andere Leistungen, z.B. die Versand-kosten oder Anlieferung und Aufstellung übernom-men hat. Soweit eine Abnahme zu erfolgen hat, istdiese für den Gefahrübergang maßgebend. Siemuss unverzüglich zum Abnahmetermin, hilfs-weise nach der Meldung des Lieferers über dieAbnahmebereitschaft durchgeführt werden. DerBesteller darf die Abnahme bei Vorliegen eines nicht wesentlichen Mangels nicht verweigern.
2. Verzögert sich oder unterbleibt der Versand bzw. die Abnahme infolge von Umständen, diedem Lieferer nicht zuzurechnen sind, geht dieGefahr vom Tage der Meldung der Versand-bzw. Abnahmebereitschaft auf den Bestellerüber. Der Lieferer verpflichtet sich, auf Kostendes Bestellers die Versicherungen abzuschließen,die dieser verlangt.
3. Teillieferungen sind zulässig, soweit für denBesteller zumutbar.
VI. Eigentumsvorbehalt
1. Der Lieferer behält sich das Eigentum an demLiefergegenstand vor, bis sämtliche Forderungendes Lieferers gegen den Besteller aus derGeschäftsverbindung einschließlich der künftigentstehenden Forderungen auch aus gleichzeitigoder später abgeschlossenen Verträgen beglichensind. Dies gilt auch dann, wenn einzelne odersämtliche Forderungen des Lieferers in eine laufende Rechnung aufgenommen wurden undder Saldo gezogen ist.
2. Der Besteller ist berechtigt, den Liefergegenstandim ordentlichen Geschäftsgang weiterzuverkaufen.Er tritt jedoch dem Lieferer bereits jetzt alleForderungen mit sämtlichen Nebenrechten ab,die ihm aus der Weiterveräußerung gegen denAbnehmer oder gegen Dritte erwachsen. ZurEinziehung dieser Forderungen ist der Bestellerauch nach der Abtretung ermächtigt. Die Befugnisdes Lieferers, die Forderungen selbst einzuziehen,bleibt hiervon unberührt; jedoch verpflichtet sichder Lieferer, die Forderungen nicht einzuziehen,solange der Besteller seinen Zahlungsverpflich-tungen ordnungsgemäß nachkommt. Der Liefererkann verlangen, dass der Besteller ihm die ab-getretenen Forderungen und deren Schuldnerbekannt gibt, alle zum Einzug erforderlichenAngaben macht, die dazugehörigen Unterlagenaushändigt und den Schuldnern die Abtretungmitteilt. Wird der Liefergegenstand zusammen mit anderen Waren, die dem Lieferer nicht gehören,weiterverkauft, so gilt die Forderung des Bestellersgegen den Abnehmer in Höhe des zwischenLieferer und Besteller vereinbarten Lieferpreisesals abgetreten.Der Lieferer verpflichtet sich, die ihm zustehendenSicherungen insoweit freizugeben, als ihr Wert diezu sichernden Forderungen, soweit diese noch nichtbeglichen sind, um mehr als 20 % übersteigt.
3. Der Lieferer ist berechtigt, den Liefergegenstandauf Kosten des Bestellers gegen Diebstahl, Bruch-,Feuer-, Wasser- und sonstige Schäden zu ver-sichern, sofern nicht der Besteller selbst dieVersicherung nachweislich abgeschlossen hat.
4. Der Besteller darf den Liefergegenstand wederverpfänden noch zur Sicherung übereignen.Bei Pfändungen sowie Beschlagnahme odersonstigen Verfügungen durch Dritte hat er denLieferer unverzüglich davon zu benachrichtigen.
5. Bei vertragswidrigem Verhalten des Bestellers,insbesondere bei Zahlungsverzug, ist der Liefererzur Rücknahme des Liefergegenstandes nachMahnung berechtigt und der Besteller zur Heraus-gabe verpflichtet.
6. Der Antrag auf Eröffnung des Insolvenzverfahrensberechtigt den Lieferer vom Vertrag zurückzutretenund die sofortige Rückgabe des Liefergegenstandeszu verlangen.
10
35
4044
50
51
57
59
61/60
69
75
81
82
84
85
86
88
99
21/20
31/32
24
78
72/70 71/70
73/70
23
Messen von Gewinden
Prüfmittelüberwachung
3 - 33
34 - 35
37 - 67
69 - 78
79 - 83
Allgemeine Geschäftsbedingungen 84 - 85
EMUGE-FRANKEN-Vertretungen in Deutschland 86 - 87
Prüfmittelverwaltungs-Software KALIMERO 88
Seite
Gew
inde
lehr
en-
Prog
ram
mTe
chni
sche
Info
rmat
ione
nM
esse
nvo
nGe
win
den
Prüf
mitt
elüb
erw
achu
ngAl
lgem
eine
Gesc
häfts
bedi
ngun
gen
Vert
retu
ngen

2
Gewindelehren – Produkte und Service
EMUGE-Gewindelehren sind µ-genaue Spitzenprodukteund der Service lässt keine Wünsche offen!
Sie müssen Sicherheit haben, dass die von Ihnen hergestellten Gewinde die jeweiligen Toleranzgrenzen einhalten?
EMUGE bietet ein Programm an
• Gewinde-Lehrdornen
• Gewinde-Lehrringen
• Glatten Lehrdornen
die für Sicherheit garantieren.
Sie benötigen technische Unterstützung und Beratung im Bereich Qualitätsmanagment?
Unsere Spezialisten sind jederzeit gerne bereit,Sie zu beraten oder Schulungen zu organisieren.
Sie möchten Ihre Prüfmittel regelmäßig überprüfen lassen?
Unsere Partner, die DECOM UGK GmbH, ist ein akkreditiertes Prüflabor für Gewindelehren und weitere geometrische Größen. Damit stellen wir die Anforderungen an die Kompetenz unseres DKD-Kalibrierlabors sicher. Die messtechnische Ausstattung,das Personal und die Umgebungsbedingungen unterliegen der Überwachung durch die PTB (Physikalisch-Technische-Bundesanstalt).
Sie haben die Anforderung, Ihre Prüfmittel durchgängig zu überwachen und zu verwalten?
Mit der Prüfmittelverwaltungs-Software KALIMERO von EMUGE bieten wir Ihnen eine leistungsstarke Datenbank mit allen relevanten Leistungsmerkmalen.

Kalibrierdienstleistung – Lehren 34 - 35
Seite
M
MJ
EG M (STI)
MF
UNC
UNJC
UNF
UNJF
G
NPT
NPTF
R, Rc, Rp
BSW
Pg, MF
Rd
Tr
Tr-F
LK-M
Gewinde-Gutlehrringe
Gewinde-Ausschusslehrringe
Gewindelehrenfür kegelige Gewinde
G-GUT-LR G-AUS-LR G-GR-LD, G-GR-LR
Seite
6 - 7 7 7 8 - 9 9
10
11
12 13 13 13 13
14 14 14 15 15
15
16 16 16 17 17
17
18 18 18 19 19
20
21
22 - 23
24 24 24 25 25
26 / 27 26 / 27 26 / 27 26 / 27 26 / 27
28 28 28 28 28
29 29 29 29 29
30 30 30 30 30
31
3
Übersicht Gewindelehren
Glatte Grenz-, Gut- und Ausschusslehrdorne 32
Gewinde-Grenzlehrdorne
Gewinde-Gutlehrdorne
Gewinde-Ausschusslehrdorne
G-GR-LD G-GUT-LD G-AUS-LD
Gew
inde
lehr
en-
Prog
ram
m

4
Die Vorteile der EMUGE-Gewindelehren
• Gealterter Lehrenstahl, dadurch sehr maßstabil
• Härte deutlich über dem genormten Mindestwert
• TIN-Beschichtung zur höheren Verschleißfestigkeit der Gut-Seite möglich
• Großes Lagersortiment an Standard- und Sondertoleranzen
• Kurze Lieferzeit
• Sonderkonstruktionen auf Anfrage
• Auf Wunsch mit Werkskalibrierschein(durch neutrales Prüflabor Fa. DECOM im Hause)
• Kostenfreie Beschriftung von kundenspezifischen Angaben bei Neu-Lehren
Gewindelehren

5
5/1-
1M
20-6
H
Unvollständige Gewindegänge werden bis zum Beginn des Vollprofilsentfernt, dadurch stabiler Gewindeanfang
Lehrengriff mit 2 BeschriftungsflächenAusreichend Platz für kundenspezifische Angaben(auf Wunsch auch von EMUGE durchführbar)
Gerändelter Griff (leichte Handhabung auch mit öligen Fingern)
Rote Farbkennzeichnung der Ausschussseite,durch Freidrehung gegen Abrieb geschützt
Einführansatz zur verbesserten Einführung des Ausschusslehrenkörpers
Ab ø 5,5 mm erhält jeder Gutlehrdorn eine Schmutznut,dadurch sichere Lehrung auch unter schwierigen Einsatzbedingungen
Eindeutige Ident-Nr. jeder Gewindelehre- für die Rückführbarkeit auf nationale oder internationale Normale- stellt die notwendige EMUGE werksinterne Rückverfolgbarkeit sicher
x
Funktionsgerechte Kern-Freiarbeitung der Ausschuss-Gewindelehren
EMUGE-Gewindelehren – Prüftechnik in Perfektion
≤ ø 40 mmForm R nach DIN 2240-1 mit Einsteckkegel.Gut- und Ausschussseite auf einem Lehrengriff.
> ø 40 mm und ≤ ø 200 mm Ähnlich DIN 2240-2 mit Kugelbefestigung.Gut- und Ausschussseite auf je einem Lehrengriff.Sicherer Halt bei Lehrung und Prüfung der Lehre im 3-Draht-Messverfahren.
x
Gewindelehren
Gew
inde
lehr
en-
Prog
ram
m

6
Toleranz
Kat.-Nr.
Werkzeug-Ident ISO-6H ISO-4H ISO-6G ISO-6E ISO-6H ISO-6H
G-GR-LD G-GR-LD
„4H“
G-GR-LD
„6G“
G-GR-LD
„6E“
G-GR-LDLH
G-GR-LD
TIN
L500 L504 L505 L581 L501 L559L0100100 L0100110 L0100120 L0100130 L0100150 L0105100
Dimens.-Ident
0010001100120014001600170018002000220023002500260030003500400045005000600070008000900100011101120114011601180120012201240127013001330136013901420145014801520156016001640168
ø d1mm
Pmm
0,250,250,250,30,350,350,350,40,450,40,450,450,50,60,70,750,8111,251,251,51,51,75222,52,52,5333,53,5444,54,5555,55,566
11,11,21,41,61,71,822,22,32,52,633,544,556789
10111214161820222427303336394245485256606468
M •••••••••••••••••••••••••••••••••••
•••••••••••••••••
•••••••••••••••••
••••••
••••••••••••••••••••
•••••••••••
P60°
MMetrisches ISO-Regelgewinde DIN 13Lehrenmaße nach DIN ISO 1502
*)
*)
*)
*)
> ø 40 nur als Einzellehrdorne erhältlich (G-GUT-LD, G-AUS-LD)
*) ≤ M1,4 Tol. ISO-5H
Gewinde-Grenzlehren (Dorne)

7
ISO-4H ISO-6G ISO-6H ISO-4H ISO-6G ISO-6H
G-GR-LD
TIN „4H“
G-GR-LD
TIN „6G“
G-GR-LD
CR
G-GR-LD
CR „4H“
G-GR-LD
CR „6G“
G-GUT-LDL567 L568 L560 L569 L570 L502
L0105110 L0105120 L0101100 L0101110 L0101120 L0120100
•••••••••••
•••••••••••••••••••••••••••••••••••••••••••
ISO-6H
G-GUT-LD
TIN
L561L0125100
•••••••••••
ISO-6H
G-GUT-LD
CR
L562L0121100
•••••••••••
ISO-6H
G-AUS-LDL503
L0140100
•••••••••••••••••••••••••••••••••••••••••••
*)
*)
*)
*)
*)
*)
*)
*)
Gewinde-Grenzlehren (Dorne)
Gew
inde
lehr
en-
Prog
ram
m

ISO-4h
G-GUT-LR
„4h“
L606
ISO-6e
G-GUT-LR
„6e“
L608
P60°
8
Toleranz
Kat.-Nr.
Werkzeug-IdentISO-6g
G-GUT-LRL600
L0200500
Dimens.-Ident
0010001100120014001600170018002000220023002500260030003500400045005000600070008000900100011101120114011601180120012201240127013001330136013901420145014801520156016001640168
ø d1mm
Pmm
0,250,250,250,30,350,350,350,40,450,40,450,450,50,60,70,750,8111,251,251,51,51,75222,52,52,5333,53,5444,54,5555,55,566
11,11,21,41,61,71,822,22,32,52,633,544,556789
10111214161820222427303336394245485256606468
M •••••••••••••••••••••••••••••••••••••••••••
M
*)
*)
*)
*)
Metrisches ISO-Regelgewinde DIN 13Lehrenmaße nach DIN ISO 1502
•••••••••••••••••
•••••••••••••••••
L0200510 L0200530
*) ≤ M1,4 Tol. ISO-6h
Gewinde-Grenzlehren (Ringe)

9
ISO-6g
G-GUT-LRLH
L601L0200550
ISO-6g
G-AUS-LRL602
L0300500ISO-4h
G-AUS-LR
„4h“
L607L0300510
ISO-6e
G-AUS-LR
„6e“
L609L0300530
ISO-6g
G-AUS-LRLH
L603L0300550
••••••••••••••••••••
•••••••••••••••••••••••••••••••••••••••••••
•••••••••••••••••
•••••••••••••••••
••••••••••••••••••••
*)
*)
*)
*)
Gewinde-Grenzlehren (Ringe)
Gew
inde
lehr
en-
Prog
ram
m

Gewinde-Grenzlehren (Dorne)
10
Toleranz
Kat.-Nr.
Werkzeug-Ident4H5H
G-GR-LDL578
L0100110
Dimens.-Ident
12291231123212331235202612362308
ø d1mm
Pmm
0,50,70,8111,251,251,5
345688
1010
M ••••••••
´
MJ
*)
*)
*)
xxxxxxxx
Gewinde-Lehrringe MJ auf Anfrage
MJ-Gewinde DIN ISO 5855Lehrenmaße nach DIN ISO 1502
P60°
*) ≤ M5 x 0,8 Tol. 4H6H

Gewinde-Grenzlehren (Dorne)
11
Toleranz
Kat.-Nr.
Werkzeug-Ident
EG M
Dimens.-Ident
0965096609670968097009710973097509770978097909800981
0,450,50,60,70,811,251,51,75222,52,5
2,533,54568
101214161820
EG M
Metrisches ISO-Regelgewinde DIN 8140-2 für Gewindedrahteinsätze Lehrenmaße nach DIN ISO 1502
6H mod.
G-GR-LDL535
L0100100
Die Lehrung eines EG-Gewindes erfolgt vor dem Einschrauben des GewindedrahteinsatzesEG-Gewindelehren für Metrisches ISO-Feingewinde, UNC und UNF auf Anfrage
•••••••••••••
P60°
Pmm
Nenngrößeø d1
Gew
inde
lehr
en-
Prog
ram
m

Gewinde-Grenzlehren (Dorne)
12
MF
Dimens.-Ident
018601890192019601990202020502090210021402180228022902390249025002510263027502760277028803010302030303150317032903300331034303450357035903720374038803900391040404200422042304280436043804390443
ø d1mm
Pmm
0,250,250,250,350,350,350,350,350,50,50,50,50,750,750,50,75110,7511,25111,251,511,511,251,511,511,511,511,52111,52111,521
22,22,32,52,633,5444,556678889
101010111212121313141414151516161717181818192020202122222223
M xxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxx
Metrisches ISO-Feingewinde DIN 13Lehrenmaße nach DIN ISO 1502
G-GR-LDG-GR-LD „4H“G-GR-LD „6G“G-GR-LD-LHG-GR-LD-LH „4H“G-GR-LD-LH „6G“G-GR-LD-TING-GR-LD-TIN „4H“G-GR-LD-TIN „6G“G-GR-LD-CRG-GR-LD-CR „4H“G-GR-LD-CR „6G“G-GUT-LDG-GUT-LD „4H“G-GUT-LD „6G“G-GUT-LD-LHG-GUT-LD-LH „4H“G-GUT-LD-LH „6G“G-GUT-LD-TING-GUT-LD-CRG-AUS-LDG-AUS-LD „4H“G-AUS-LD „6G“G-AUS-LD-LHG-AUS-LD-LH „4H“G-AUS-LD-LH „6G“G-GUT-LRG-GUT-LR „4h“G-GUT-LR „6h“G-GUT-LR „6e“G-GUT-LR-LHG-GUT-LR-LH „4h“G-GUT-LR-LH „6h“G-GUT-LR-LH „6e“G-AUS-LRG-AUS-LR „4h“G-AUS-LR „6h“G-AUS-LR „6e“G-AUS-LR-LHG-AUS-LR-LH „4h“G-AUS-LR-LH „6h“G-AUS-LR-LH „6e“
ISO-6HISO-4HISO-6GISO-6HISO-4HISO-6GISO-6HISO-4HISO-6GISO-6HISO-4HISO-6GISO-6HISO-4HISO-6GISO-6HISO-4HISO-6GISO-6HISO-6HISO-6HISO-4HISO-6GISO-6HISO-4HISO-6GISO-6gISO-4hISO-6hISO-6eISO-6gISO-4hISO-6hISO-6eISO-6gISO-4hISO-6hISO-6eISO-6gISO-4hISO-6hISO-6e
Toleranz Kat.-Nr.Lehren-Typ
L506L510L511L507L586L587L563L571L572L564L573L574L508L582L583L588L589L590L565L566L509L584L585L591L592L593L610L616L664L618L611L666L668L670L612L617L665L619L613L667L669L671
L0100100L0100110L0100120L0100150L0100160L0100170L0105100L0105110L0105120L0101100L0101110L0101120L0120100L0120110L0120120L0120150L0120160L0120170L0125100L0121100L0140100L0140110L0140120L0140150L0140160L0140170L0200500L0200510L0200501L0200530L0200550L0200560L0200561L0200580L0300500L0300510L0300501L0300530L0300550L0300560L0300561L0300580
G-GR-LD G-GR-LD-TIN G-GR-LD-CR
Werkzeug-Ident
P60°
Bestell-Beispiel: G-GR-LD-LH „4H“, M12 x 1 = L0100160.0301
Ausführungen Abmessungen

Gewinde-Grenzlehren (Dorne und Ringe)
13
Dimens.-Ident
ø d1mm
Pmm
M xxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxx
Dimens.-Ident
ø d1mm
Pmm
M xxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxx
Dimens.-Ident
ø d1mm
Pmm
M xxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxx
G-GUT-LD G-GUT-LD-TIN G-GUT-LD-CR G-AUS-LD G-GUT-LR G-AUS-LR
242424252525262626272727282828303030303232323333333334343435353536363636383838393939394040404042
424242454545454848484850505050525252525555555556565656585858586060606062626262646464646565656568
68686870707070727272727575757576767676787878808080808282858585888890909092929595959898
100100100
11,5211,5211,5211,5211,5211,52311,5211,52311,5211,5211,52311,5211,52311,5231
1,52311,52311,52311,52311,52311,52311,52311,52311,52311,52311,52311,5231
1,52311,52311,52311,52311,52311,5211,5231,521,5231,521,5231,521,5231,521,523
057405750576059305950596059706140616061706180628063006310632064206440645064606530654065506560658065906600661066306640665066606680669067006710673067406750676067806790680068106830684068506860688
0689069006910693069406950696069907000701070207050706070707080711071207130714071707180719072307240725072607290730073407350736073907400744074507460749075007540755075607590760076407650766
045004520453045604580459046204640465046804700471047404760477048804900491049205020504050505090511051205130516051805190523052505260530053205330534054405460547055105530554055505580560056105620572
Abmessungen Abmessungen Abmessungen
> ø 40 nur als Einzellehrdorne erhältlich (G-GUT-LD, G-AUS-LD)
Gew
inde
lehr
en-
Prog
ram
m

Gewinde-Grenzlehren (Dorne)
14
Toleranz
Kat.-Nr.
Werkzeug-Ident2B 3B 2B 2B
G-GR-LD G-GR-LD
„3B“
G-GUT-LD G-AUS-LDL512 L515 L513 L514
L0100100 L0100110 L0120100 L0140100
Dimens.-Ident
5000500150025003500450055006500750085009501050115012501350145015501650175018501950205021502250235024
ø d1inch
PGg/1"
645648404032322424201816141312111098776654 1/2
Nr. 1Nr. 2Nr. 3Nr. 4Nr. 5Nr. 6Nr. 8Nr. 10Nr. 12
1/45/163/87/161/29/165/83/47/8
1"1 1/81 1/41 3/81 1/21 3/42"
•••••••••••••••••••••••
••••••
•••••••••••••••••••••••••
•••••••••••••••••••••••••
UNCUnified-Grobgewinde UNC ASME B1.1Lehrenmaße nach ANSI/ASME B1.2
> ø 11/2 nur als Einzellehrdorne erhältlich (G-GUT-LD, G-AUS-LD) Gewinde-Lehrdorne für UNEF, UN und UNS auf Anfrage
inch
0.07300.08600.09900.11200.12500.13800.16400.19000.21600.25000.31250.37500.43750.50000.56250.62500.75000.87501.00001.12501.25001.37501.50001.75002.0000
P60°

Gewinde-Grenzlehren (Ringe und Dorne)
15
2A 3A 2A 3A
G-GUT-LR G-GUT-LR
„3A“
G-AUS-LR G-AUS-LR
„3A“
L620 L624 L621 L625L0200500 L0200510 L0300500 L0300510
•••••••••••••••••••••••••
••••••
•••••••••••••••••••••••••
••••••
Toleranz
Kat.-Nr.
Werkzeug-Ident 3B
G-GR-LDL579
L0100110
Dimens.-Ident
5479548154825483548554865487
ø d1inch
PGg/1"
40323224201816
Nr. 4Nr. 6Nr. 8Nr. 10
1/45/163/8
•••••••
UNJCUnified-Grobgewinde UNJC ASME B1.15 und ISO 3161Lehrenmaße nach ANSI/ASME B1.2
inch
0.11200.13800.16400.19000.25000.31250.3750
P60°
Gewinde-Lehrringe für UNEF, UN und UNS auf Anfrage Gewinde-Lehrringe für UNJC auf AnfrageGe
win
dele
hren
-Pr
ogra
mm

Gewinde-Grenzlehren (Dorne)
16
Toleranz
Kat.-Nr.
Werkzeug-Ident2B 3B 2B 2B
G-GR-LD G-GR-LD
„3B“
G-GUT-LD G-AUS-LDL516 L519 L517 L518
L0100100 L0100110 L0120100 L0140100
Dimens.-Ident
503350345035503650375038503950405041504250435044504550465047504850495050505150525053505450555056
ø d1inch
PGg/1"
807264564844403632282824242020181816141212121212
Nr. 0Nr. 1Nr. 2Nr. 3Nr. 4Nr. 5Nr. 6Nr. 8Nr. 10Nr. 12
1/45/163/87/161/29/165/83/47/8
1"1 1/81 1/41 3/81 1/2
••••••••••••••••••••••••
••••••
••••••••••••••••••••••••
••••••••••••••••••••••••
UNFUnified-Feingewinde UNF ASME B1.1Lehrenmaße nach ANSI/ASME B1.2
inch
0.06000.07300.08600.09900.11200.12500.13800.16400.19000.21600.25000.31250.37500.43750.50000.56250.62500.75000.87501.00001.12501.25001.37501.5000
P60°
Gewinde-Lehrdorne für UNEF, UN und UNS auf Anfrage

Gewinde-Grenzlehren (Ringe und Dorne)
17
2A 3A 2A 3A
G-GUT-LR G-GUT-LR
„3A“
G-AUS-LR G-AUS-LR
„3A“
L627 L631 L628 L632L0200500 L0200510 L0300500 L0300510
••••••••••••••••••••••••
••••••
••••••••••••••••••••••••
••••••
Toleranz
Kat.-Nr.
Werkzeug-Ident3B
G-GR-LDL580
L0100110
Dimens.-Ident
5505550755085509551155125513
ø d1inch
PGg/1"
48403632282424
Nr. 4Nr. 6Nr. 8Nr. 10
1/45/163/8
•••••••
inch
0.11200.13800.16400.19000.25000.31250.3750
P60°
UNJFUnified-Feingewinde UNJF ASME B1.15 und ISO 3161Lehrenmaße nach ANSI/ASME B1.2
Gewinde-Lehrringe für UNEF, UN und UNS auf Anfrage Gewinde-Lehrringe für UNJF auf AnfrageGe
win
dele
hren
-Pr
ogra
mm

Gewinde-Grenzlehren (Dorne)
18
Toleranz
Kat.-Nr.
Werkzeug-Ident – – –
G-GR-LD G-GUT-LD G-AUS-LDL523 L524 L525
L0100100 L0120100 L0140100
Dimens.-Ident
4034403540364037403840394040404140424043404440454046404740484050
28281919141414141111111111111111
1/161/81/43/81/25/83/47/8
1"1 1/81 1/41 3/81 1/21 5/81 3/42"
••••••••••
•••••••••••••••
•••••••••••••••
GWhitworth-Rohrgewinde DIN EN ISO 228Lehrenmaße nach DIN EN ISO 228-2
7,729,73
13,1616,6620,9622,9126,4430,2033,2537,9041,9144,3247,8052,0053,7559,61
G
P55°
Nenngrößeø d1
ø d1mm
PGg/1"
> G 11/8 nur als Einzellehrdorne erhältlich (G-GUT-LD, G-AUS-LD) Gewinde-Lehrdorne für ISO 7-2 bzw. DIN EN 10226-3, siehe Seite 22

Gewinde-Grenzlehren (Ringe)
19
A A
G-GUT-LR G-AUS-LRL638 L639
L0200500 L0300500
•••••••••••••••
•••••••••••••••
Gewinde-Lehrringe für ISO 7-2 bzw. DIN EN 10226-3, siehe Seite 22
Gew
inde
lehr
en-
Prog
ram
m

Gewinde-Grenzlehren (Ausführung „3-Step“)
20
Kat.-Nr.
Werkzeug-Ident
G-GR-LD(L1)NPT
G-GR-LR(L1)NPT
L700 L702L0500100 L0600500
Dimens.-Ident
5763576457655766576757685769577057715772
27271818141411 1/211 1/211 1/211 1/2
1/161/81/43/81/23/4
1"1 1/41 1/22"
••••••••••
••••••••••
NPTAmerikanisches kegeliges Rohrgewinde Kegel 1:16, für Gewinde mit Dichtmittel nach ANSI/ASME B1.20.1Lehrensystem ähnlich ANSI/ASME B1.20.1
60°
P
Nenngrößeø d1
PGg/1"

Gewinde-Grenzlehren (Ausführung „3-Step“)
21
Kat.-Nr.
Werkzeug-Ident
G-GR-LD(L1 + L3)
NPTF
G-GR-LD(L1)
NPTF
G-GR-LD(L3)
NPTF
G-GR-LR(L1)
NPTF
L701 L704 L705 L703L0520100 L0500100 L0510100 L0600500
Dimens.-Ident
5782578357845785578657875788578957905791
27271818141411 1/211 1/211 1/211 1/2
1/161/81/43/81/23/4
1"1 1/41 1/22"
•••••••
•••
•••
••••••••••
NPTFAmerikanisches kegeliges Rohrgewinde Kegel 1:16, für Gewinde ohne Dichtmittel nach ANSI B1.20.3Lehrensystem NPTF-1 nach ASME B1.20.5
> ø 1" nur als Einzellehrdorne erhältlich (G-GR-LD (L1), G-GR-LD (L3)) Gewinde-Grenzlehrringe G-GR-LR (L2) NPTF auf Anfrage
Lehrensystem NPTF-2 nach ASME B1.20.5
für NPTF-Innengewinde
• L1-Gewinde-Lehrdorn (Ausführung „4-Step“)• L3-Gewinde-Lehrdorn (Ausführung „4-Step“)• Lehrdorn „Crest Check“ („6-Step“), zur Prüfung der Gewindespitzen am Kerndurchmesser• Lehrdorn „Root Check“ („6-Step“), zur Prüfung des Gewindegrundes am Außendurchmesser
für NPTF-Außengewinde
• L1-Gewinde-Lehrring (Ausführung „4-Step“)• L2-Gewinde-Lehrring (Ausführung „4-Step“)• Lehrring „Crest Check“ („6-Step“), zur Prüfung der Gewindespitzen am Außendurchmesser• Lehrring „Root Check“ („6-Step“), zur Prüfung des Gewindegrundes am Kerndurchmesser
Gewinde-Grenzlehren für Lehrensystem NPTF-2 auf Anfrage
60°
P
Nenngrößeø d1
PGg/1"
Gew
inde
lehr
en-
Prog
ram
m

Gewinde-Grenzlehren (Arbeitslehren)
22
Kat.-Nr.
Werkzeug-Ident
R, Rc, Rp
Dimens.-Ident
4068406940704071407240734074407540764077407840794080
Whitworth-Rohrgewinde für im Gewinde dichtende Verbindungen nach ISO 7-1, DIN EN 10226-1 und DIN EN 10226-2Lehrensystem nach ISO 7-2 und DIN EN 10226-3
Keg.G-GR-LD
L706 L707 L708 L709L1800101
1 2 1) 3 4
R, Rc Rp
•••••••••••••
L1815101
•••••••••••••
Zyl.G-GR-LR
L1850501
•••••••••••••
Keg.G-GR-LR
(glatt)
L1860501
•••••••••••••
28281919141411111111111111
1/161/81/43/81/23/4
1"1 1/41 1/22"2 1/23" 4"
R 7,729,73
13,1616,6620,9626,4432,2541,9147,8059,6175,1887,88
113,03
Keg.G-GR-LDAussp.
TIN
1) Der Lehrdorn Nr. 2 ist auf Grund der Aussparung starker Beanspruchung ausgesetzt und deshalb TIN-beschichtet
Lehre Nr.
55°
P P55°
Nenngrößeø d1
ø d1mm
PGg/1"

Gewinde-Prüflehren
23
L710 L711
5 6
Keg.G-Prüfdorn
L1830501
•••••••••••••
Keg.G-Prüfring
L1870101
•••••••••••••
Das neue Lehrensystem nach ISO 7-2 und DIN EN 10226-3Ziel der Normung war, ein weltweit akzeptiertes Lehrensystem für das kegelige Außengewinde R,das zylindrisches Innengewinde Rp und das kegelige Innengewinde Rc nach ISO 7 zu schaffen.
Die bisherige Situation ergab, dass außer dem Lehrensystem nach ISO 7-2:1982 weitere Systeme inEuropa (DIN 2999, BS 21, etc.) und Asien existierten, welche zu unterschiedlichen Prüfergebnissenführten.
Mit Zunahme des internationalen Handels ist es wichtig, dass Hersteller und Anwender von Fittingsund Rohrverschraubungen dasselbe Lehrensystem verwenden, um unnötige Differenzen zu vermei-den.
Deshalb hat auch das zuständige CEN-Normengremium beschlossen, das neue Lehrensystem nachISO 7-2:2000 schnellstmöglich als Euronorm DIN EN 10226-3 herauszugeben, um die Vereinheit-lichung auf europäischer Ebene zu beschleunigen. Bisherige Normen, z.B. die deutschen Normen DIN 2999-2 bis -6, die britische Norm BS 21, die französische Norm NF-E 03-165 und die italienischeNorm UNI ISO 7-2:1984 sind dann von einer Berücksichtigung betroffen. Alle Anwender in Europawerden sich somit sehr schnell auf das neue Lehrensystem einstellen müssen.
EMUGE fertigt standardmäßig die Gewindelehren nach ISO 7-2 bzw. DIN EN 10226-3.
Gew
inde
lehr
en-
Prog
ram
m

Gewinde-Grenzlehren (Dorne)
24
Toleranz
Kat.-Nr.
Werkzeug-Identmedium class medium class medium class
G-GR-LD G-GUT-LD G-AUS-LDL526 L527 L528
L0100100 L0120100 L0140100
Dimens.-Ident
304630483050305130523053305430553056305830603062306330643065306630683070
ø d1inch
PGg/1"
4024201816141212111098776654 1/2
1/83/161/45/163/87/161/29/165/83/47/8
1"1 1/81 1/41 3/81 1/21 3/42"
•••••••••••••••
•••••••••••••••••
•••••••••••••••••
BSWWhitworth-Gewinde BSW Norm BS 84Lehrenmaße nach BS 919-2
ø d1mm
3,1754,7636,3507,9389,525
11,11312,70014,28815,87519,05022,22525,40028,57531,75034,92538,10044,45050,800
BSW
P55°
> ø 11/2 nur als Einzellehrdorne erhältlich (G-GUT-LD, G-AUS-LD) Gewindelehren für BSF und andere Whitworth-Gewinde auf Anfrage

Gewinde-Grenzlehren (Ringe)
25
medium class *) medium class
G-GUT-LR G-AUS-LRL642 L643
L0200500 L0300500
•••••••••••••••••
•••••••••••••••••
*) ≤ 3/4 Tol. „medium class, before plating“
Gew
inde
lehr
en-
Prog
ram
m

Gewinde-Grenzlehren (Dorne und Ringe)
26
Kat.-Nr.
Werkzeug-Ident
Dimens.-Ident
4153415441554156415741584159416041614162
20181818181616161616
79
1113,5162129364248
Pg
Pg
G-GR-LD G-GUT-LD G-AUS-LD 1) G-GUT-LRL532 L533 L534 L650
L0180100 L0120100 L0190100 L0200500
•••••••
•••
•••
••••••••••
Stahlpanzerrohr-Gewinde DIN 40430Lehrenmaße nach DIN 40431
G-AUS-LR 2)L651
L0320500
••••••••••
12,515,218,620,422,528,337475459,3
P80°
Nenngrößeø d1
ø d1mm
PGg/1"
Das Stahlpanzerrohr-Gewinde nach DIN 40430 wird durch ein Metrisches Feingewinde nach DIN EN 60423 ersetzt.Das Pg-Gewinde wird nur noch für Reparaturbedarf angewendet – ein Beschluss der VDE (DKE)-Kommission.
≥ Pg 36 nur als Einzellehrdorne erhältlich (G-GUT-LD, G-AUS-LD)1) Der Ausschusslehrdorn prüft nur den Mutterkerndurchmesser und ist deshalb ein glatter Lehrdorn2) Der Ausschusslehrring prüft nur den Bolzenaußendurchmesser und ist deshalb ein glatter Lehrring

Gewinde-Grenzlehren (Dorne und Ringe)
27
Kat.-Nr.
Werkzeug-Ident
Dimens.-Ident
02510276030303590422045805040560063019750706
M
MF
G-GR-LD G-GUT-LD G-AUS-LD 1) G-GUT-LRL594 L595 L596 L672
L1200105 L1210105 L1220105 L1230505
••••••••
•••
•••
•••••••••••
Metrisches ISO-Feingewinde DIN EN 60423Lehrenmaße nach DIN EN 60423
G-AUS-LR 2)L673
L1240505
•••••••••••
P60°
Dieses Gewinde ersetzt das bisherige Pg-Gewinde (DIN 40430)
> ø 40 nur als Einzellehrdorne erhältlich (G-GUT-LD, G-AUS-LD)1) Der Ausschusslehrdorn prüft nur den Mutterkerndurchmesser und ist deshalb ein glatter Lehrdorn2) Der Ausschusslehrring prüft nur den Bolzenaußendurchmesser und ist deshalb ein glatter Lehrring
ø d1mm
Pmm
111,51,51,51,51,51,51,51,51,5
810121620253240506375
xxxxxxxxxxx
Gew
inde
lehr
en-
Prog
ram
m
Toleranz ISO-7H ISO-7H ISO-7H ISO-8g ISO-8g

28
Gewinde-Grenzlehren (Dorne und Ringe)
Toleranz
Kat.-Nr.
Werkzeug-Ident
Dimens.-Ident
728772887289729072917293729472957296
ISO-7H ISO-7H ISO-7H ISO-7h 1)
G-GR-LD G-GUT-LD G-AUS-LD G-GUT-LRL556 L557 L558 L660
L0100200 L0120200 L0140200 L0200600
•••••••••
•••••••••
•••••••••
•••••••••
ISO-7h 1)
G-AUS-LRL661
L0300600
•••••••••
ø d1mm
PGg/1"
10101010108888
89
10111214161820
Rd xxxxxxxxx
RdRundgewinde DIN 405Lehrenmaße nach DIN 405-3
30°
P
1) Toleranz ISO-7e auf Anfrage

29
Gewinde-Grenzlehren (Dorne und Ringe)
Toleranz
Kat.-Nr.
Werkzeug-Ident
Dimens.-Ident
704070427043704470457046704770487051705270537054705570577058705970607061706270637064706570667067706870697070
ISO-7H ISO-7H ISO-7H ISO-7e
G-GR-LD G-GUT-LD G-AUS-LD G-GUT-LRL550 L551 L552 L652
L0100100 L0120100 L0140100 L0200500
•••••••••••••••••••••
•••••••••••••••••••••••••••
•••••••••••••••••••••••••••
•••••••••••••••••••••••••••
ISO-7e
G-AUS-LRL653
L0300500
•••••••••••••••••••••••••••
ø d1mm
Pmm
1,522333344445555666677778888
89
10101112141416182022242628303234363840424446485052
Tr xxxxxxxxxxxxxxxxxxxxxxxxxxx
TrMetrisches ISO-Trapez-Regelgewinde DIN 103Lehrenmaße nach DIN 103-9
30°
P
> ø 40 nur als Einzellehrdorne erhältlich (G-GUT-LD, G-AUS-LD)Ge
win
dele
hren
-Pr
ogra
mm

30
Gewinde-Grenzlehren (Dorne und Ringe)
Toleranz
Kat.-Nr.
Werkzeug-Ident
Dimens.-Ident
7111711271287129713071327133713471567157715971607161
ISO-7H ISO-7H ISO-7H ISO-7e
G-GR-LD G-GUT-LD G-AUS-LD G-GUT-LRL553 L554 L555 L656
L0100100 L0120100 L0140100 L0200500
•••••••••••••
•••••••••••••
•••••••••••••
•••••••••••••
ISO-7e
G-AUS-LRL657
L0300500
•••••••••••••
ø d1mm
Pmm
1,51,522222233333
9101112141618202224262830
Tr xxxxxxxxxxxxx
Tr-FMetrisches ISO-Trapez-Feingewinde DIN 103Lehrenmaße nach DIN 103-9
30°
P

31
Gewinde-Grenzlehren für SELF-LOCK-Gewinde
Ausführung
Kat.-Nr.
Werkzeug-IdentBT
G-GR-LDL544
L0100100
•••••••••••
ø d1mm
Pmm
0,50,70,811,251,51,75222,53
34568
101214162024
LK-M
LK-MMetrisches SELF-LOCK-RegelgewindeEMUGE-Norm
P ≤ 0,7 mm P > 0,7 mm
Dimens.-Ident
10461048105010521054105610581059106010621064
Die Lehrung des EMUGE SELF-LOCK-GewindesWir empfehlen unser zweiteiliges Lehrensystem, das der gängigen Praxis der GUT- und AUSSCHUSS-Lehre entspricht und vollkommen für die Gewindeprüfung ausreicht,wenn sichergestellt ist, dass das LK-Gewinde mit unseren profilgetreuen Gewindebohrern hergestellt wird. Es gibt keine allgemein gültige Norm (z.B. DIN-Norm) über dasEMUGE SELF-LOCK-Gewinde. Andere Werkzeughersteller könnten daher mit anderen Gewinde-Grenzmaßen arbeiten. Daher empfehlen wir, EMUGE SELF-LOCK-Gewindeausschließlich mit EMUGE SELF-LOCK-Gewindelehren zu prüfen.
P60°
BT
P90°
30° 60°
P ≤ 0,7mm
Die Lehrung des Sägezahn-Profils beruht auf dem gleichen Prinzip, jedoch ist bei Gut- und Ausschusslehrdorn auf die richtige Einschraubseite zu achten.
Gew
inde
lehr
en-
Prog
ram
m

32
Glatte Grenz-, Gut- und Ausschusslehrdorne
ToleranzWerkzeug-Ident
Kat.-Nr.
H7
GR-LDDIN 2245Form Z
L14000H7
Dimens.-Ident
0030003500400045005000550060007000800090010001100120013001400150016001700180019002000210022002300240025002600270028003000320033003400350036003700400044004500460047004800500052005500580060006200650068007000720075007800800
Nenndurchmesser
33,544,555,56789
101112131415161718192021222324252627283032333435363740444546474850525558606265687072757880
•••••••••••••••••••••••••••••••••••••••••••••••••
••••••
••••••
H7
GUT-LDDIN 2246Form ZG
L14200H7H7
AUS-LDDIN 2247Form ZA
L14400H7
> ø 65 nur als Einzellehrdorne erhältlich (GUT-LD, AUS-LD) Andere Toleranzen auf Anfrage
L575 L576 L577
Lehrenmaße nach DIN 7162

33
Sonderlehren
Gew
inde
lehr
en-
Prog
ram
m
Tiefenlehren
Maschinenlehren

DECOM-Kalibrierlabor im Hause EMUGEEMUGE bietet Ihnen umfangreiche Leistungen zur Kalibrierung Ihrer Lehrendurch unseren Kooperationspartner DECOM UGK GmbH, ein unabhängiges DKD-Kalibrierlabor, ansässig im Hause EMUGE.Die DECOM UGK GmbH ist ein seit 1998 DKD-akkreditiertes Prüflabor fürGewinde und weitere geometrische Größen gemäß EN/ISO/IEC 17025.Die messtechnische Ausstattung, das Personal und die Umgebungs-bedingungen unterliegen somit der Überwachung durch die PTB (Physikalisch-Technische-Bundesanstalt).
Kalibrierdienstleistung
Messen des Flankendurchmessers am Innengewinde
Messen der Kontur am AußengewindeDAR-Akkreditierung
DECOM-Kalibrierlabor
34
Kalibrierdienstleistung – Lehren

35
Kalibrierdienstleistung – Lehren
Die Überwachungsprüfung erfolgt in Anlehnung an diePrüfmittelüberwachungsrichtlinien VDI/VDE/DGQ 2618
Beachten Sie auch unsere weiteren Kalibrierdienstleistungen:
• DKD-Kalibrierung für Länge und weitere geometische Größen (Gewinde)• Prüfmittelüberwachung-Vollservice• Laserbeschriftung Ihrer Prüfmittel nach Ihren Angaben• Leihbehältnisse für den Transport Ihrer Prüfmittel• Kalibrierung ortsfester Messeinrichtungen• Entwicklung und Vertrieb der Prüfmittel-Verwaltungssoftware KALIMERO
(siehe Seite 88)• Schulungen zum Thema Prüfmittelüberwachung und zu aktuellen QM-Themen
Alle erforderlichen Daten undMessergebnisse werden in einemWerkskalibrierschein dokumentiert
Kalibrierdienstleistung
Prüfmittelüberwachung
Preisliste PMÜ 04 - EURO
by
Desweiteren bieten wir Ihnen eine 0-Preisliste für die Prüfmittelüberwachung an.Diese können Sie bei dem für Sie zuständigen Vertriebspartner anfordern.
Gew
inde
lehr
en-
Prog
ram
m

36
Sonderlehren

37
Technische Informationen
38
3939
41
4646
47
4848
49
49
50
51
51
51
53
54
54
55
56
60
63
66
44
Seite
1. Allgemeines
2. Beschreibung der Lehren für zylindrische Gewinde2.1 Gewindelehren für Innengewinde und glatte Lehren für Gewindekerndurchmesser
2.2 Gewindelehren für Außengewinde und glatte Lehren für Gewindeaußendurchmesser
3. Lage der Herstelltoleranzen für den Flankendurchmesser der Gewindelehren für Metrisches ISO-Gewinde
4. Beschreibung der glatten Lehren4.1 Glatte Lehren für Bohrungen
4.2 Glatte Lehren für Wellen
5. Lehrung von Sondergewinden 5.1 Lehrung des EMUGE SELF-LOCK-Gewindes
5.2 Amerikanisches Rohrgewinde, Flankenwinkel 60°
5.2.1 Rohrgewinde für allgemeine Anwendung (mit Dichtmittel) nach ANSI/ASME B1.20.1
5.2.2 Rohrgewinde für trockendichtende Verbindungen (ohne Dichtmittel) nach ANSI B1.20.3
5.3 Whitworth-Rohrgewinde, Flankenwinkel 55°
5.3.1 Rohrgewinde für allgemeine Anwendung
5.3.2 Whitworth-Rohrgewinde für spezielle Verschraubungen (DIN 3858, DIN 477)
5.4 Metrisches Kegelgewinde DIN 158, Flankenwinkel 60°
5.5 Bildliche Darstellung verschiedener kegeliger Lehrensysteme
5.5.1 Lehrung des amerikanischen NPT-Gewindes nach ANSI/ASME B1.20.1
5.5.2 Lehrung des amerikanischen NPTF-Gewindes nach ANSI B1.20.3
5.5.3 Das Lehrensystem nach ISO 7-2:2000 und DIN EN 10226-3
5.5.4 Das Lehrensystem für Gasflaschengewinde nach DIN EN ISO 11116-2 und DIN EN 629-2
5.5.5 Das Lehrensystem für Gasflaschenventilgewinde W 31,3 x 1/14 nach DIN 477-7
5.5.6 Das Lehrensystem für Metrisches kegeliges Außengewinde mit zugehörigem zylindrischen Innengewindenach DIN 158-2
Tech
nisc
he
Info
rmat
ione
n

38
Technische Informationen
1. Allgemeines
Für das Metrische ISO-Gewinde ist in DIN ISO 1502 ein Lehrensystem festgelegt mit dem Zweck,eine uneingeschränkte Austauschbarkeit der Werkstückgewinde zu gewährleisten.
Es gelten folgende Grundsätze:
1. Der Hersteller darf kein Werkstückgewinde liefern,dessen Gewinde-Istmaß außerhalb der festgelegten Grenzen liegt (z.B. der Flankendurchmesser und der Paarungsflankendurchmesser).
2. Der Besteller darf kein Werkstückgewinde zurückweisen,dessen Gewinde-Istmaß innerhalb der festgelegten Grenzen liegt (z.B. der Flankendurchmesser und der Paarungsflankendurchmesser).
Natürlich werden heute in der modernen Gewindefertigung auch andere Prüfmethoden angewandt, z.B. Messen mit anzeigenden Messgeräten.Bei Anwendung anderer Methoden ist darauf zu achten, dass diese zu gleichen Ergebnissen führen.
In Zweifelsfällen sind die in der Norm DIN ISO 1502 empfohlenen Lehren für die Prüfung entscheidend.
Wird in der Fertigung hauptsächlich durch Messen geprüft, so ist es unumgänglich,dass eine stichprobenmäßige Prüfung mit den genormten Lehren durchgeführt wird.Die Bezugstemperatur für die Maße der Lehren und Werkstücke ist 20 °C.Wird bei anderen Temperaturen geprüft, sind die Ausdehnungskoeffizienten zu berücksichtigen.
Nachstehend werden nur die Lehren beschrieben, welche sich in der Praxis bewährt haben und handelsüblich erhältlich sind.

39
Technische Informationen
2. Beschreibung der Lehren für zylindrische Gewinde
2.1 Gewindelehren für Innengewinde und glatte Lehren für Gewindekerndurchmesser
Für die Lehrung des Innengewindes werden der Gewinde-Gutlehrdorn und der Gewinde-Ausschusslehrdorn verwendet. Bis Gewindedurchmesser 40 mmsind Gut- und Ausschusslehrdorn auf einen gemeinsamen Griff montiert und werden als Gewinde-Grenzlehrdorn bezeichnet. Für Ausnahmefälle sind Griffefür Gewinde-Grenzlehrdorne bis Gewindedurchmesser 62 mm nach DIN 2240-2 genormt. Zur Lehrung des Innengewinde-Kerndurchmessers wird ein(glatter) Gut- und Ausschusslehrdorn empfohlen.
Gewinde-Gutlehrdorn (G-GUT-LD)
Beschreibung: • Der Gewinde-Gutlehrdorn prüft das sogenannte Paarungsmaß des Innengewindes und die Einschraubbarkeit.Er prüft hierbei das Kleinstmaß des Innengewinde-Flankendurchmessers D2 einschließlich gewisser Formab-weichungen im Gewinde, z.B. Steigungs- und Gewindeprofilwinkel-Abweichungen. Außerdem prüft er auch das Kleinstmaß des Außendurchmessers. Nicht geprüft wird der Kerndurchmesser D1 des Innengewindes.
• Der Gewinde-Gutlehrdorn muss sich von Hand ohne Anwendung besonderer Kraft auf ganze Länge des Werkstück-gewindes einschrauben lassen. Die zulässige Abnutzung des Gewinde-Gutlehrdorns wird durch Messen nach derDrei-Draht-Methode festgestellt (siehe Kapitel 6.2, Seite 74). Der Gewinde-Gutlehrdorn unterliegt stärkerer Ab-nutzung und soll regelmäßig überprüft werden. EMUGE empfiehlt deshalb, die Gewinde-Gutlehrdorne in hart-verchromter oder TIN-beschichteter Ausführung zu verwenden.
• Baumaße der Gewinde-Gutlehrdorne nach DIN 2281 und DIN 2282.
• Der Gewinde-Gutlehrdorn hat volles Gewindeprofil auf seiner Gewindelänge. Es ist zu beachten, dass die Gewinde-länge nicht kleiner als 80% der Einschraublänge des Werkstückgewindes ist. Gewinde-Gutlehrdorne ab Gewinde-durchmesser 5,5 mm werden von EMUGE mit einer Schmutznut versehen.
• Nach DIN ISO 1502 sind keine sogenannten Abnahme-Gutlehrdorne genormt.
• Es ist empfehlenswert, die neuen Lehrdorne immer in der Fertigung zu benutzen und diejenigen, welche an derAbnutzungsgrenze liegen, für die Abnahme vorzusehen.
Gewinde-Ausschusslehrdorn (G-AUS-LD)
Beschreibung: • Der Gewinde-Ausschusslehrdorn prüft, ob der Istflankendurchmesser des Werkstück-Innengewindes das vorge-schriebene Größtmaß überschreitet. Der Innengewinde-Außendurchmesser und Innengewinde-Kerndurchmesserwird nicht geprüft.
• Der Gewinde-Ausschusslehrdorn darf sich von Hand ohne Anwendung besonderer Kraft in das Werkstückgewinde(von beiden Seiten) nicht mehr als zwei Umdrehungen einschrauben lassen. Die zwei Umdrehungen werden beimAusschrauben des Lehrdorns festgestellt.
• Der Gewinde-Ausschusslehrdorn hat eine Gewindelänge von mindestens drei Gängen. Das Gewindeprofil hat ver-kürzte Flanken.
• Die Lehren sind mit einem roten Farbring markiert.
• Baumaße nach DIN 2283 und DIN 2284.
Tech
nisc
he
Info
rmat
ione
n

40
Technische Informationen
Lehren für den Innengewinde-Kerndurchmesser (Glatt-GR-LD)
Beschreibung: • Der Innengewinde-Kerndurchmesser D1 wird mit einem glatten, zylindrischen Gut- und Ausschusslehrdorn bzw.Grenzlehrdorn geprüft. Da sich der Kerndurchmesser durch das Gewindebohren verändern kann, ist eineÜberprüfung nach der Gewindefertigstellung notwendig.Grundsätzlich soll vor Lehrung des Innengewinde-Flankendurchmessers eine Prüfung des Innengewinde-Kerndurchmessers erfolgen.
• Der glatte Gutlehrdorn muss sich von Hand ohne Anwendung besonderer Kraft durch das Werkstückgewinde führenlassen.
• Der glatte Ausschusslehrdorn darf sich in das Werkstückgewinde von beiden Seiten nicht tiefer als eine Steigung (1 x P), vom Gewindeanfang aus, einführen lassen.
Gewinde-Grenzlehrdorn (G-GR-LD)
Beschreibung: • Der Gewinde-Grenzlehrdorn ist die Kombination von Gewinde-Gutlehrdorn und Gewinde-Ausschusslehrdorn aufeinem Griff.
• Die Baumaße der Gewinde-Grenzlehrdorne sind bis Nennmaßdurchmesser 40 mm nach DIN 2280 festgelegt.Die Funktionsweise entspricht den vorher beschriebenen Gewinde-Gut- und -Ausschusslehrdornen.

41
Technische Informationen
2.2 Gewindelehren für Außengewinde und glatte Lehren für Gewindeaußendurchmesser
Für die Lehrung des Außengewindes zur Gutseite soll vorzugsweise ein Gewinde-Gutlehrring verwendet werden. Bei Verwendung der Gewinde-Gut-Rachenlehre wird eine Verkürzung der Prüfzeit erreicht, jedoch werden nicht alle möglichen Abweichungen erfasst. Es wird grundsätzlich empfohlen, dasseine Lehrung mit der Gewinde-Gut-Rachenlehre durch eine stichprobenweise Lehrung mit dem Gewinde-Gutlehrring ergänzt wird. Für nicht formstabileund dünnwandige Werkstücke werden nur Lehrringe verwendet.Zur Lehrung des Außengewindes zur Auschussseite bringt die Verwendung der Gewinde-Ausschuss-Rachenlehre eine Verkürzung der Prüfzeit. Für diestichprobenweise Lehrung ist ein Gewinde-Ausschusslehrring erforderlich.Die Gewinde-Rachenlehren werden handelsüblich als sogenannte Gewinde-Grenz-Rollenrachenlehren angeboten. Zur Einstellung auf die Sollmaße sindGewinde-Einstell-Lehrdorne erforderlich.Die Gewinde-Lehrringe sollen mit Gewinde-Abnutzungs-Prüfdornen regelmäßig überwacht werden. Zur Prüfung, insbesondere von neuen Lehrringen,werden Gut- und Ausschuss-Prüfdorne (Gegenlehrdorne) verwendet. Der Gewinde-Außendurchmesser d wird mit glatten Gut- und Ausschusslehrringenoder Gut- und Ausschuss-Rachenlehren geprüft.
Gewinde-Gutlehrring (G-GUT-LR)
Beschreibung: • Der Gewinde-Gutlehrring prüft das sogenannte Paarungsmaß des Außengewindes und die Aufschraubbarkeit.Er prüft dabei das Größtmaß des Außengewinde-Flankendurchmessers d2 einschließlich gewisser Formab-weichungen im Gewinde, z.B. Steigungs- und Gewindeprofilwinkel-Abweichungen. Außerdem prüft er, ob das gerade Flankenstück genügend lang ist, d.h., ob die Rundung am Außengewinde-Kern nicht zu weit in die Profil-flanke hineinreicht. Die Kernrundung selbst wird dabei nicht geprüft. Auch der Außendurchmesser wird von dieserLehre nicht geprüft.
• Der Gewinde-Gutlehrring muss sich von Hand ohne Anwendung besonderer Kraft über die ganze Länge auf dasWerkstückgewinde aufschrauben lassen.
• Der Gewinde-Gutlehrring unterliegt stärkerer Abnutzung und sollte mit dem Abnutzungs-Prüfdorn regelmäßigüberprüft werden.
• Es ist zu beachten, dass die Gewindelänge nicht kleiner als 80% der Einschraublänge des Werkstückgewindes ist.
• Baumaße der Gewinde-Gutlehrringe nach DIN 2285.
• Gewinde-Gutlehrringe in der Standardausführung ohne Schmutznut(Außengewinde lässt sich vor der Lehrung besser reinigen als Innengewinde).
Tech
nisc
he
Info
rmat
ione
n

42
Technische Informationen
Gewinde-Abnutzungs-Prüfdorn (P-AP-...)
Beschreibung: • Gewinde-Abnutzungs-Prüfdorne für Gewinde-Gutlehrringe (P-AP-G) bzw. Gewinde-Ausschusslehrringe (P-AP-A)werden verwendet, um festzustellen, ob der Flankendurchmesser der Lehrringe die Abnutzungsgrenze über-schritten hat. Besonders bei Gewinde-Gutlehrringen kann auf diese Art der raschen Überprüfung nicht verzichtetwerden.
• Gewinde-Abnutzungs-Prüfdorne dürfen sich von Hand ohne Anwendung besonderer Kraft von beiden Seiten nur eineUmdrehung einschrauben lassen. Ist ein Einschrauben um mehr als einen Gewindegang gegeben, dann ist die Ab-nutzungsgrenze überschritten und der Lehrring genügt nicht mehr den Anforderungen.
• Baumaße nach DIN 2283 und DIN 2284.
Gewinde-Gut- und -Ausschuss-Prüfdorn (Gegenlehrdorn) (P-GUT-... und P-AUS-...)
Beschreibung: • Gewinde-Gut- (P-GUT-G, P-GUT-A) und -Ausschuss-Prüfdorne (P-AUS-G, P-AUS-A) werden zum Prüfen der neuenGewinde-Gutlehrringe bzw. Gewinde-Ausschusslehrringe verwendet. Auch bei der Fertigung der Gewinde-Lehrringewerden sie angewendet. Sie prüfen dabei die Grenzmaße des Lehrenflankendurchmessers. Der Gewinde-Ausschuss-Prüfdorn prüft dabei auch die gerade Flanke und stellt sicher, dass der Außendurchmesser des Lehrringes nicht zuklein ist.
• Der Gewinde-Gut-Prüfdorn soll sich noch von Hand durch den neuen Lehrring schrauben lassen. Der Gewinde-Ausschuss-Prüfdorn darf sich von beiden Seiten nicht mehr als eine Umdrehung einschrauben lassen.
• Baumaße des Gewinde-Gut-Prüfdornes nach DIN 2281 und DIN 2282,Baumaße des Gewinde-Ausschuss-Prüfdornes nach DIN 2283 und DIN 2284.
Gewinde-Ausschusslehrring (G-AUS-LR)
Beschreibung: • Der Gewinde-Ausschusslehrring soll prüfen, ob der Istflankendurchmesser des Werkstück-Außengewindes dasvorgeschriebene Kleinstmaß unterschreitet. Der Außengewinde-Außendurchmesser und -Kerndurchmesser wirddabei nicht geprüft.
• Der Gewinde-Ausschusslehrring darf sich von Hand ohne Anwendung besonderer Kraft nicht mehr als zwei Gewinde-gänge auf das Werkstückgewinde (von beiden Seiten) schrauben lassen. Die zwei Umdrehungen werden beimAbschrauben des Lehrringes festgestellt.
• Der Gewinde-Ausschusslehrring muss regelmäßig mit dem Abnutzungsprüfdorn überwacht werden.
• Der Gewinde-Ausschusslehrring hat eine Gewindelänge von mindestens drei Gängen. Das Gewindeprofil hatverkürzte Flanken.
• Die Lehrringe haben eine rote Markierung.
• Baumaße nach DIN 2299.

43
Technische Informationen
Lehren für Außengewinde-Außendurchmesser (Glatt-GUT-LR, Glatt-AUS-LR)
Beschreibung: • Der Außengewinde-Außendurchmesser wird mit Gut- und Ausschuss-Rachenlehren oder glatten Gut- undAusschusslehrringen geprüft. Für nicht formstabile Werkstücke sollen nur Lehrringe angewendet werden.
• Da sich der Außendurchmesser durch das Gewindeschneiden verändern kann, ist eine Überprüfung nach derGewindefertigstellung notwendig.
• Grundsätzlich soll vor Lehrung des Außengewinde-Flankendurchmessers eine Lehrung oder Prüfung desAußengewinde-Außendurchmessers erfolgen.
• Der glatte Gutlehrring für den Außengewinde-Außendurchmesser muss sich über die ganze Gewindelänge ohneAnwendung besonderer Kraft schieben lassen.
• Der glatte Ausschusslehrring für den Außengewinde-Außendurchmesser darf sich nicht mehr als zwei Steigungen (2 x P), vom Gewindeanfang aus, über das Werkstückgewinde schieben lassen.
Gewinde-Grenz-Rollenrachenlehre (G-Roll-L-GR)
Gewinde-Grenz-Einstelllehre (G-GR-Einst-LD)
Tech
nisc
he
Info
rmat
ione
n

44
Technische Informationen
3. Lage der Herstelltoleranzen für den Flankendurchmesser derGewindelehren für Metrisches ISO-Gewinde (Auszug aus DIN ISO 1502)
Schema für die vorher beschriebenen Gewindelehren
Toleranzfelder für den Flankendurchmesser der Lehren zum Prüfen des Innengewindes
Toleranzfelder für den Flankendurchmesser der Lehren zum Prüfen des Außengewindes
T D2
D 2 +
EI
Werkstück LML (Ausschuss)
Werkstück MML (Gut)
Abnutzungsgrenze für Gewinde-Gut-Lehrdorn
WNG
T PL
____
2
Abnutzungsgrenze für Gewinde-Ausschuss-Lehrdorn
Gewinde-Ausschuss-Lehrdorn
Gewinde-Gut-Lehrdorn
WGO
T PL
____
2
Z PL
TD2 Toleranz für denFlankendurchmesser desWerkstück-Innengewindes
Td2 Toleranz für den Flankendurchmesser desWerkstück-Außengewindes
TR Toleranz für den Flanken-durchmesser der Lehrringe
TCP Toleranz für den Flankendurchmesser der Prüfdorne, Abnutzungsprüfdorneund Einstelldorne
TPL Toleranz für den Flankendurchmesser der Gewinde-Gut- und -Ausschusslehrdorne
WGO Betrag der zulässigen Abnutzungfür Gut-Lehren
WNG Betrag der zulässigen Abnutzungfür Ausschuss-Lehren
ZR Abstand der Gewinde-Gutlehrringe vom oberen Werkstückgrenzmaß
m Abstand der Mitten derToleranzfelder der Toleranz TR desGewinde-Lehrringes und TCP des Gewinde-Gut-Prüfdornes
ZPL Abstand der Mitte desToleranzfeldes der Toleranz TPLdes Gewinde-Gutlehrdornes vom unteren Grenzmaß des Werkstückgewindes
EI Grundabmaß eines Werkstück-Innengewindes (Null für Toleranzlage H)
es Grundabmaß des Werkstück-Außengewindes (Null für Toleranzlage h)
MML Maximum-Material-Grenze
LML Minimum-Material-Grenze
Werkstück MML (Gut)
Abnutzungsgrenze für
Gewinde-Gut-Lehrring
Z RT R
__
__
2
Gewinde-Gut-Lehrring
T CP
____
2
T CP
____
2
T CP
____
2
m
WGO
Gut-Prüfdorn für neuen
Gewinde-Gut-Lehrring
Abnutzungs-Prüfdorn für neuen
Gewinde-Gut-LehrringAusschuss-Prüfdorn für neuen
Gewinde-Gut-Lehrring
Abnutzungsgrenze für
Gewinde-Ausschuss-Lehrring
T R
____
2
Gewinde-Ausschuss-Lehrring
T CP
____
2
T CP
____
2
T CP
____
2
m
WNG
Gut-Prüfdorn für neuen
Gewinde-Ausschuss-Lehrring
Abnutzungs-Prüfdorn für neuen
Gewinde-Ausschuss-Lehrring
Ausschuss-Prüfdorn für neuen
Gewinde-Ausschuss-Lehrring
Werkstück LML (Ausschuss)
T d2
d 2 -
es
T CP
____
2
T CP
____
2
Einstelldorn für
Gewinde-Gut-Rachenlehre
Einstelldorn für
Gewinde-Ausschuss-Rachenlehre

45
Technische Informationen
Zulässige Abnutzung für den Flankendurchmesser der Gewinde-Gut- und -Ausschusslehrdorne und Gewinde-Gut- und -Ausschusslehrringe (siehe Abbildungen Seite 44)
Toleranz für Werkstückgewinde
Td2 bzw. TD2
über bis
WGO
Gewinde- Gewinde-Gut- Gut-
Lehrring Lehrdorn
WNG
Gewinde- Gewinde-Ausschuss- Ausschuss-
Lehrring Lehrdorn
–– 50 10 8 7 6
50 80 12 9,5 9 7,5
80 125 16 12,5 12 9,5
125 200 21 17,5 15 11,5
200 315 25,5 21 19,5 15
315 500 33 27 25 19
500 670 41 33 31 23
Toleranzen für die Gewindeflankenwinkel β und γ
der Gewindelehren
SteigungP
mm
Tβ1, Tγ1
1)
Tβ2, Tγ2
2)
0,2 ± 60' ± 60'
0,25 ± 48' ± 48'
0,3 ± 40' ± 40'
0,35 ± 35' ± 35'
0,4 ± 31' ± 31'
0,45 ± 26' ± 26'
0,5 ± 25' ± 25'
0,6 ± 21' ± 21'
0,7 ± 18' ± 18'
0,75 ± 17' ± 17'
0,8 ± 16' ± 16'
1 ± 15' ± 16'
1,25 ± 13' ± 16'
1,5 ± 12' ± 16'
1,75 ± 11' ± 16'
2 ± 10' ± 14'
2,5 ± 10' ± 14'
3 ± 9' ± 13'
3,5 ± 9' ± 12'
4 ± 8' ± 11'
4,5 ± 8' ± 11'
5 ± 8' ± 11'
5,5 ± 8' ± 10'
6 ± 8' ± 10'
Werte in µm
1) Tβ1, Tγ1 = Toleranz für jeden Gewindeflankenwinkel des Profils mitvollen Flanken
2) Tβ2, Tγ2 = Toleranz für jeden Gewindeflankenwinkel des Profils mitverkürzten Flanken
Toleranzen und Toleranzfeldabstände für Gewindelehren
Toleranz für Werkstückgewinde
Td2 bzw. TD2
über bis
TR TPL TCP m ZR1) ZPL
–– 50 8 6 6 10 -4 0
50 80 10 7 7 12 -2 2
80 125 14 9 8 15 2 6
125 200 18 11 9 18 8 12
200 315 23 14 12 22 12 16
315 500 30 18 15 27 20 24
500 670 38 22 18 33 28 321) Der Einsatz von Minus-Werten Werte in µm
in die Formel ergibt Plus-Werte.
Literatur-Hinweis: Metrisches ISO-Gewinde, Gewinde-Lehrenmaße, Tabellen, berechnet nach DIN ISO 1502, zu beziehen beim Beuth-Verlag, Berlin.
Tech
nisc
he
Info
rmat
ione
n

46
Technische Informationen
Glatter Gutlehrdorn (Glatt-GUT-LD)
Beschreibung: • Der glatte Gutlehrdorn prüft das Bohrungskleinstmaß einschließlich gewisser Formabweichungen, z.B. Rundheit undZylindrizität.
• Der glatte Gutlehrdorn muss sich von Hand ohne Anwendung besonderer Kraft auf die ganze Länge der Bohrungeinschieben lassen.
• Um eine höhere Verschleißfestigkeit zu erreichen, empfiehlt EMUGE, den glatten Gutlehrdorn in hartverchromterAusführung oder Hartmetall-Ausführung zu verwenden.
• Baumaße des glatten Gutlehrdornes nach DIN 2246 und DIN 2248.
Glatter Ausschusslehrdorn (Glatt-AUS-LD)
Beschreibung: • Der glatte Ausschusslehrdorn prüft, ob der Bohrungsdurchmesser das vorgeschriebene Größtmaß überschreitet.
• Der glatte Ausschusslehrdorn darf sich von Hand ohne Anwendung besonderer Kraft nicht in die Bohrung einführenlassen.
• Der glatte Ausschusslehrdorn ist mit einem roten Farbring markiert.
• Baumaße des glatten Ausschusslehrdornes nach DIN 2247 und DIN 2249.
4. Beschreibung der glatten Lehren
4.1 Glatte Lehren für Bohrungen nach DIN 7162
Für die Lehrung von Passbohrungen wird der glatte Gutlehrdorn und der glatte Ausschusslehrdorn verwendet. Bis Bohrungsdurchmesser 40 mm sind Gut- und Ausschusslehrdorn auf einem Griff montiert und werden als glatter Grenzlehrdorn bezeichnet.

47
Technische Informationen
4.2 Glatte Lehren für Wellen nach DIN 7162
Für die Lehrung von Wellendurchmessern, besonders für leicht verformbare Teile, wird der glatte Gutlehrring und der glatte Ausschusslehrring verwendet.
Glatter Gutlehrring (Glatt-GUT-LR)
Beschreibung: • Der glatte Gutlehrring prüft das Wellengrößtmaß einschließlich gewisser Formabweichungen, z.B. Rundlauf undZylindrizität.
• Ein glatter, zylindrischer Gutlehrring soll über die ganze Länge mit der Welle gepaart werden können, und zwar vonHand ohne besonderen Kraftaufwand.
• Baumaße der glatten Gutlehrringe nach DIN 2250 Form G.
Glatter Ausschusslehrring (Glatt-AUS-LR)
Beschreibung: • Der glatte Ausschusslehrring prüft, ob die Welle das vorgeschriebene Wellenkleinstmaß unterschreitet.
• Ein glatter, zylindrischer Ausschusslehrring soll nicht mit der Welle gepaart werden können, wenn er von Hand ohnebesonderen Kraftaufwand angewendet wird, d.h., er darf sich nicht auf die Welle aufschieben lassen.
• Baumaße der glatten Ausschusslehrringe nach DIN 2254.
Glatte Einstellringe (Glatt-Einst-LR)
Beschreibung: Es wird unterschieden zwischen:• Einstellringe für pneumatische Längenmessgeräte nach DIN 2250 Form B und• Einstellringe für Reibahlen und für allgemeine Anwendung nach DIN 2250 Form C.
Tech
nisc
he
Info
rmat
ione
n

48
Technische Informationen
5. Lehrung von Sondergewinden
Gewindelehren für Sondergewinde (Dichtgewinde, Festsitzgewinde, SELF-LOCK-Gewinde, u.a.) weichen oft von der allgemeinen Lehrenform erheblich ab.Sie sind meist auf die spezielle Art und Funktion dieser Gewinde abgestimmt. Ein markantes Beispiel sind die Gewindelehren für Dichtgewinde, z.B. NPT-und NPTF-Gewinde oder Gewinde nach EN 10226 / ISO 7. In solchen Fällen sind die Vorschriften über die Lehrung dieser Gewinde genau zu beachten.Gewindelehren für SELF-LOCK-Gewinde siehe Kapitel 5.1.
5.1 Lehrung des EMUGE SELF-LOCK-Gewindes
Hier empfiehlt sich das zweiteilige Lehrensystem von EMUGE, das der gängigen Praxis der Gut- und Ausschuss-Lehre entspricht und für die Gewinde-prüfung ausreicht, wenn sichergestellt ist, dass das SELF-LOCK-Gewinde mit profilgetreuen EMUGE-Gewindebohrern hergestellt wurde.Es gibt keine allgemein gültige Norm (z.B. DIN-Norm) über das EMUGE SELF-LOCK-Gewinde. Andere Werkzeughersteller könnten daher mit anderenGewinde-Grenzmaßen arbeiten. Deshalb ist es empfehlenswert, EMUGE SELF-LOCK-Gewinde ausschließlich mit EMUGE SELF-LOCK-Gewindelehren zuprüfen.Beim Gutlehrdorn ist auf die richtige Einschraubseite zu achten. Die Ausschussseite ist für beide Einschraubrichtungen geeignet.
Grenzlehrdorn für das EMUGE SELF-LOCK-Gewinde
Werden Strehler oder Gewindefräser eingesetzt, ist die zusätzliche Verwendung der EMUGE HRPG-Lehre empfehlenswert. Diese prüft den unterenRampenpunkt, bzw. eventuelle Rampenwinkelfehler.
HRPG-Ausschusslehrdorn für das EMUGE SELF-LOCK-Gewinde
Die Lehrung des Sägezahn-Profils beruht auf dem gleichen Prinzip, jedoch ist bei Gut- und Ausschusslehrdorn auf die richtige Einschraubseite (BT, TT) zu achten.
Grenzlehrdorn für das EMUGE SELF-LOCK-Sägezahn-Gewinde
P > 0,7 mm
P ≤ 0,7 mm
P > 0,7 mm

49
Technische Informationen
5.2 Amerikanisches Rohrgewinde, Flankenwinkel 60°
5.2.1 Rohrgewinde für allgemeine Anwendung (mit Dichtmittel) nach ANSI/ASME B1.20.1
Übersicht: NPTNPSCNPTRNPSMNPSLNPSH
Jeder Buchstabe in der Bezeichnung hat folgende Beschreibung:
Das Gewindeprofil ist symmetrisch und senkrecht zur Gewindeachse!
NPT-Gewinde (Bildliche Beschreibung der Lehrung, siehe Seite 54)
NPSC-Gewinde
NPTR-Gewinde
NPSM-Gewinde
NPSL-Gewinde
NPSH-Gewinde
N = National (American) Standard
P = Pipe = Rohr
T = Taper = Kegelig
C = Coupling = Verschraubung/Kupplung
S = Straight = Zylindrisch
M = Mechanical = Mechanisch
L = Locknut = Gegenmutter
H = Hose Coupling = Schlauchkupplung
R = Railing Fittings = Geländerfittings
• Kegeliges Innengewinde und kegeliges Außengewinde
• Kegelige Lehrdorne L1 mit 3 Messstufen (Min., Basis, Max.) – Kat.-Nr. L700
• Kegelige Lehrringe L1 mit 3 Messstufen (Min., Basis, Max.) – Kat.-Nr. L702
• Zylindrisches Innengewinde für druckfeste Verbindungen, wird mit kegeligem Außengewinde NPT und einer zusätzlichen Abdichtung verschraubt
• Kegelige Lehrdorne L1 mit 3 Messstufen (Min., Basis, Max.)
• Kegeliges Innengewinde und kegeliges Außengewinde zur starren mechanischen Geländerverschraubung (ähnlich NPT)
• Zylindrisches Innengewinde und Außengewinde für mechanische „Free-Fitting“-Verbindungen und Befestigungen, vorwiegend beiVerbindungen von Rohren ohne inneren Druck
• Gut- und Ausschusslehrringe und -Lehrdorne sind zylindrisch!
• Zylindrisches Innengewinde und Außengewinde für mechanische „Loose-Fitting“-Verbindungen mit Gegenmuttern, z.B. durch Behälterwändegeführt und beidseitig mit Gegenmuttern befestigt
• Gut- und Ausschusslehrringe und -Lehrdorne sind zylindrisch!
• Zylindrisches Innengewinde und Außengewinde für mechanische „Loose-Fitting“-Verbindungen für Schlauchkupplungen
• Gut- und Ausschusslehrringe und -Lehrdorne sind zylindrisch!
Tech
nisc
he
Info
rmat
ione
n
siehe Seite 20

50
Technische Informationen
5.2.2 Rohrgewinde für trockendichtende Verbindungen (ohne Dichtmittel) nach ANSI B1.20.3
Übersicht: NPTFPTF-SAE-SHORTNPSFNPSI
Jeder Buchstabe in der Bezeichnung hat folgende Beschreibung:
Das Gewindeprofil ist unsymmetrisch!
NPTF-Gewinde (Ausführliche Beschreibung der beiden Lehrensysteme, siehe Seite 55)
NPTF-1 Lehrensystem
NPTF-2 Lehrensystem nach ASME B1.20.5
PTF-SAE-SHORT-Gewinde
NPSF-Gewinde
NPSI-Gewinde
N = National (American) Standard
P = Pipe = Rohr
T = Taper = Kegelig
S = Straight = Zylindrisch
F = Fuel and Oil = Treibstoff/Öl
I = Intermediate = mittelfein
• Kegeliges Innengewinde und kegeliges Außengewinde
• Kegelige Lehrdorne L1 mit 3 Messstufen (Min., Basis, Max.) – Kat.-Nr. L704
• Kegelige Lehrdorne L3 mit 3 Messstufen (Min., Basis, Max.) – Kat.-Nr. L705
• Kegelige Lehrringe L1 mit 3 Messstufen (Min., Basis, Max.) – Kat.-Nr. L703
• Kegelige Lehrringe L2 mit 3 Messstufen (Min., Basis, Max.)
• Kegeliger Gewinde-Lehrdorn L1 mit 4 Messstufen
• Kegeliger Gewinde-Lehrdorn L3 mit 4 Messstufen
• Kegeliger glatter Lehrdorn „Crest Check“ mit 6 Messstufen für Mutterkerndurchmesser
• Kegeliger Gewinde-Lehrdorn „Root Check“, Flankenwinkel 50°, mit 6 Messstufen für Mutteraußendurchmesser
• Kegeliger Gewinde-Lehrring L1 mit 4 Messstufen
• Kegeliger Gewinde-Lehrring L2 mit 4 Messstufen
• Kegeliger glatter Lehrring „Crest Check“ mit 6 Messstufen für Bolzenaußendurchmesser
• Kegeliger Gewinde-Lehrring „Root Check“, Flankenwinkel 50°, mit 6 Messstufen für Bolzenkerndurchmesser
• Kegeliges Innengewinde PTF-SAE-SHORT, wird gepaart mit kegeligem NPTF-Außengewinde
• Kegelige Lehrdorne L1 mit 3 Messstufen (Min., Basis, Max.)
• Kegelige Lehrdorne L3 mit 3 Messstufen (Min., Basis, Max.)
• Zylindrisches Innengewinde, wird mit kegeligem Außengewinde NPTF verschraubt
• Kegelige Lehrdorne L1 mit 3 Messstufen (Min., Basis, Max.)
• Zylindrisches Innengewinde, wird mit kegeligem Außengewinde NPTF verschraubt
• Kegelige Lehrdorne L1 mit 3 Messstufen (Min., Basis, Max.)
siehe Seite 21

51
Technische Informationen
5.3 Whitworth-Rohrgewinde, Flankenwinkel 55°
5.3.1 Rohrgewinde für allgemeine Anwendung (Bildliche Beschreibung der beiden Lehrensysteme, siehe Seite 56-59)
Das Gewindeprofil ist symmetrisch mit Außen- und Kernrundung!
Die Bolzen- und Muttergewindemaße sind in mehreren nationalen und internationalen Normen festgelegt.z. B.: ISO 7/1 -1994
DIN 2999 - 1983 ungültig!BS 21 - 1985NF-E 03-004u.s.w
Innengewinde Rp und Rc Die Lehrung erfolgt nach ISO 7/2:2000 und DIN EN 10226-3
Kegeliges Außengewinde R Die Lehrung erfolgt nach ISO 7/2:2000 und DIN EN 10226-3
5.3.2 Whitworth-Rohrgewinde für spezielle Verschraubungen
DIN 3858Zylindrisches Innengewinde für Rohrverschraubung mit kurzer Gewindelänge, wird mit kegeligem Außengewinde verschraubt!
Rp = Zylindrisches Rohr-Innengewinde (parallel)
Rc = Kegeliges Rohr-Innengewinde (conical)
R = Kegeliges Rohr-Außengewinde
• Kegelige Lehrdorne Nr. 1 mit 1 Messstufe ( „+“, „–“ ) für Standardverschraubung
• Kegelige Lehrdorne Nr. 2 mit 1 Messstufe ( „+“, „–“ ) zur Prüfung der Einschraubtiefe
• Zylindrischer Prüfring Nr. 6 ohne Messstufe zur Prüfung der Lehren Nr. 1 und Nr. 2
• Zylindrischer Lehrring Nr. 3 mit 1 Messstufe ( „+“, „–“ )
• Kegeliger glatter Lehrring Nr. 4 mit 1 Messstufe ( „+“, „–“ ) zur Prüfung des Bolzenaußendurchmesser
• Kegeliger Prüfdorn Nr. 5 mit 1 Messstufe zur Prüfung der Lehre Nr. 3
• Kegelige Lehrringe mit 3 Messstufen (Min., Nenn, Max.) für Regelausführung (Toleranzfeldlage 1)
• Kegelige Lehrringe mit 2 Messstufen (Min., Max.) für Kurzausführung (Toleranzfeldlage 2)
• Zylindrischer Grenzlehrdorn mit Gut- und Ausschussseite zur Prüfung des Rp-Innengewindes
• DIN 3858 = kürzere Gewindelängen
• DIN 477, DIN EN 144-1, DIN EN 11116-1, DIN EN 629-1 = Gasflaschenventile
Tech
nisc
he
Info
rmat
ione
n

52
Technische Informationen
DIN 477
In der DIN 477 sind sowohl zylindrische als auch kegelige Verschraubungen genormt. Diese werden für Gasflaschenverschraubungen, Ventile,Seitenstutzen und Zubehör verwendet.
Zylindrische Verschraubungen
W 21,8 x 1/14, nur in DIN 477 genormt
W 24,32 x 1/14, nur in DIN 477 genormt
1"-8 BSW medium class, Standardabmessung nach BS 84 genormt
Kegelige Verschraubungen
W 19,8 x 1/14 keg. (17E), zusätzlich in DIN EN ISO11116-1 und -2 genormt (Bildliche Beschreibung des Lehrensystems, siehe Seite 60-62)
W 28,8 x 1/14 keg. (25E), zusätzlich in DIN EN 629-1 und -2 genormt (Bildliche Beschreibung des Lehrensystems, siehe Seite 60-62)
W 31,3 x 1/14 keg. nur in DIN 477-1 und -7 genormt (Bildliche Beschreibung des Lehrensystems, siehe Seite 63-65)
• Zylindrisches Innen- und Außengewinde für Seitenstutzen und Zubehör
• Lehrensystem wie W 19,8 x 1/14
• Lehrensystem wie W 19,8 x 1/14
Einteiliges Lehrensystem
• Zylindrischer Grenzlehrdorn mit Gut- und Ausschussseite
• Zylindrischer Gut- und Ausschusslehrring
• Zylindrischer Grenzlehrdorn mit Gut- und Ausschussseite
• Zylindrischer Gut- und Ausschusslehrring
• Zylindrischer Grenzlehrdorn mit Gut- und Ausschussseite
• Zylindrischer Gut- und Ausschusslehrring
• Kegeliges Innen- und Außengewinde für Einschraubstutzen und Flaschenhals
• Kegelverhältnis 3:25, Gewindeprofil senkrecht zum Kegelmantel
• I-1 = Glatter Grenzlehrdorn kegelig für Mutter-Kerndurchmesser
• I-2 = Gewinde-Grenzlehrdorn kegelig
• I-7 = Glatter Grenzlehrring kegelig für Bolzen-Außendurchmesser
• I-8 = Gewinde-Grenzlehrring kegelig
Zweiteiliges Lehrensystem
• I-3 = Glatter Grenzlehrdorn kegelig für Mutter-Kerndurchmesser (kleiner Durchmesser)
• I-5 = Glatter Grenzlehrdorn kegelig für Mutter-Kerndurchmesser (großer Durchmesser)
• I-4 = Gewinde-Grenzlehrdorn kegelig (kleiner Durchmesser)
• I-6 = Gewinde-Grenzlehrdorn kegelig (großer Durchmesser)
• I-9 = Glatter Grenzlehrring kegelig für Bolzen-Außendurchmesser (kleiner Durchmesser)
• I-11 = Glatter Grenzlehrring kegelig für Bolzen-Außendurchmesser (großer Durchmesser)
• I-10 = Gewinde-Grenzlehrring kegelig (kleiner Durchmesser)
• I-12 = Gewinde-Grenzlehrring kegelig (großer Durchmesser)

5.4 Metrisches Kegelgewinde DIN 158, Flankenwinkel 60°
Zylindrisches Innengewinde
Kegeliges Außengewinde (Bildliche Beschreibung des Lehrensystems, siehe Seite 66)
Kegeliges Außengewinde – Regelausführung
Kegeliges Außengewinde – Kurzausführung
53
Technische Informationen
• Das zylindrisches Innengewinde (4H) wird mit kegeligem Außengewinde gepaart!
• Das zylindrische Innengewinde nach DIN 158 ist identisch mit dem Innengewinde nach ISO 965, Toleranz-Klasse 4H
• Die Lehrung erfolgt mit Gewinde-Grenzlehrdornen mit Gut- und Ausschussseite nach DIN ISO 1502
• Beim kegeligen Außengewinde unterscheidet man zwei Toleranzlagen:
Regelausführung und Kurzausführung!
• Das kegelige Außengewinde wird gelehrt mit zylindrischem Gewinde-Grenzlehrring mit Messstufe
Beschriftungs-Beispiel: DIN158-Z-M18x1,5 keg
• Das kegelige Außengewinde wird gelehrt mit zylindrischem Gewinde-Grenzlehrring mit Messstufe
Beschriftungs-Beispiel: DIN158-Z-M18x1,5 keg-kurz
Tech
nisc
he
Info
rmat
ione
n

5.5 Bildliche Darstellung verschiedener kegeliger Lehrensysteme
5.5.1 Lehrung des amerikanischen NPT-Gewindes nach ANSI/ASME B1.20.1
Beim amerikanischen NPT-Gewinde ist das Innen- und Außengewinde kegelig 1:16. Eine weitere Paarungsvariante ist kegeliges Außengewinde NPT undzylindrisches Innengewinde NPSC. Für diese beiden Paarungsvarianten werden kegelige Gewinde-Grenzlehren mit Messstufen, wie abgebildet, empfohlen.Die Toleranz für das NPT-Gewinde ist mit ± 1 Gewindegang festgelegt. Die hier beschriebenen Gewinde-Grenzlehren mit Min.- und Max.-Stufen verkörperndiese Grenzen. Diese Lehren prüfen aber nicht unbedingt das Maß der Spitzenabflachung oder den Kegel. Maßgebend für die Profilabflachung sind deshalbauch die verwendeten Profilwerkzeuge.
Kegeliger Gewinde-Grenzlehrdorn (L1) NPT mit 3 Messstufen (Basis, Min. und Max.) für kegeliges Innengewinde NPT und zylindrischesInnengewinde NPSC
Kegeliger Gewinde-Grenzlehrring (L1) NPT mit 3 Messstufen (Min., Basis, Max.) für kegeliges Außengewinde NPT
54
Technische Informationen
Basi
s
Werkstück Gewinde-Grenzlehrdorn (L1)
Lehrung des kegeligen Innengewindes NPT
Nennmaß Kleinstmaß GrößtmaßMin.
Basi
s
Werkstück Gewinde-Grenzlehrdorn (L1)
Max.
Basi
s
Werkstück Gewinde-Grenzlehrdorn (L1)
Max. Werkstück
Gewinde-Grenz-Lehrring
Basis
Lehrung des kegeligen Außengewindes NPT
Größtmaß Nennmaß Kleinstmaß
Basis
Werkstück
Gewinde-Grenz-Lehrring
Min.
Werkstück
Gewinde-Grenz-Lehrring
Basis

55
Technische Informationen
5.5.2 Lehrung des amerikanischen NPTF-Gewindes nach ANSI B1.20.3
Beim NPTF-Gewinde ist die Lehrung ähnlich wie beim NPT-Gewinde. Dabei ist zu beachten, dass die Lehrung des NPTF-Innengewindes die Anwendungvon zwei Lehrdornen erfordert:
• L1-Gewinde-Lehrdorn zur Prüfung des wirksamen Flankendurchmessers der Handeinschraublänge L1 (großer Kegeldurchmesser),
• L3-Gewinde-Lehrdorn zur Prüfung des wirksamen Flankendurchmessers über den Rest der voll ausgeschnittenen Gewindelänge (kleiner Kegeldurchmesser) und zur Prüfung des Kegels.
Kegeliger Gewinde-Grenzlehrdorn NPTF, Klasse 1, mit L1- und L3-Lehrdorn
Das NPTF-Außengewinde wird analog mit zwei Lehrringen geprüft:
• L1-Gewinde-Lehrring (kleiner Kegeldurchmesser),
• L2-Gewinde-Lehrring (großer Kegeldurchmesser). Auf den L2-Gewinde-Lehrring kann verzichtet werden, wenn durch andere Prüfmethoden das gleicheErgebnis erzielt wird.
Kegeliger Gewinde-Grenzlehrring NPTF, Klasse 1, L1-Lehrring
Die Anwendung der vorher genannten Lehrung entspricht der so genannten NPTF-Klasse 1-Prüfung (NPTF-1).Wird die NPTF-Klasse 2-Prüfung (NPTF-2) verlangt, so ist das neue Lehrensystem nach ASME B1.20.5, wie nachstehend beschrieben, komplett an-zuwenden. Falls keine Klasse angegeben, gilt NPTF-1.
Für NPTF-Klasse 2 nach ASME B1.20.5 sind anzuwenden
für NPTF-Innengewinde für NPTF-Außengewinde
• L1-Gewinde-Lehrring (4-Step-Ausführung)• L2-Gewinde-Lehrring (4-Step-Ausführung)• Lehrring „Crest Check“ (6-Step) zur Prüfung
der Gewindespitzen am Außendurchmesser• Lehrring „Root Check“ (6-Step), zur Prüfung
des Gewindegrundes am Kerndurchmesser
• L1-Gewinde-Lehrdorn (4-Step-Ausführung)• L3-Gewinde-Lehrdorn (4-Step-Ausführung)• Lehrdorn „Crest Check“ (6-Step), zur Prüfung
der Gewindespitzen am Kerndurchmesser• Lehrdorn „Root Check“ (6-Step), zur Prüfung
des Gewindegrundes am Außendurchmesser
Tech
nisc
he
Info
rmat
ione
n

56
Technische Informationen
5.5.3 Das Lehrensystem nach ISO 7-2:2000 und DIN EN 10226-3
Ziel der Normung war, ein weltweit akzeptiertes Lehrensystem für das kegelige Außengewinde R, das zylindrische Innengewinde Rp und daskegelige Innengewinde Rc nach ISO 7 zu schaffen. Die bisherige Situation ergab, dass außer dem Lehrensystem nach ISO 7-2:1982 weitere Systeme inEuropa (DIN 2999, BS 21, etc.) und Asien existierten, welche zu unterschiedlichen Prüfergebnissen führten. Mit Zunahme des internationalen Handels ist eswichtig, dass Hersteller und Anwender von Fittings und Rohrverschraubungen dasselbe Lehrensystem verwenden, um unnötige Differenzen zu vermeiden.Deshalb hat auch das zuständige CEN-Normengremium beschlossen, das neue Lehrensystem nach ISO 7-2:2000 schnellstmöglich als Euronorm EN 10226-3herauszugeben, um die Vereinheitlichung auf europäischer Ebene zu beschleunigen.Bisherige Normen, z.B. die deutsche Norm DIN 2999, die englische Norm BS 21, die französische Norm NF-E-03-165 und die italienische Norm UNI ISO 7-2/1984sind dann von der Umstellung betroffen. Alle Anwender in Europa werden sich somit sehr schnell auf das neue Lehrensystem einstellen müssen.
Der maßgebende Unterschied gegenüber den in Europa angewandten Normen für das Whitworth-Rohrdichtgewinde ist die Verschiebung der Prüfebene um0,5 x P. Die Auswirkung der Fase (Senkung) beim Innengewinde ist dadurch berücksichtigt.Diese Änderung wurde bereits in ISO 7-1:1994 eingearbeitet, konnte jedoch durch die fehlende Lehrennorm nicht umgesetzt werden. Mit den EuronormenEN 10226-1 und -2 wird in Europa die Übernahme der ISO 7-1:1994 forciert. Die deutsche Norm DIN EN 10226-3 ist im Mai 2005 erschienen.
Wichtiger Hinweis: In die EN 10226 wird der Vollständigkeit wegen auch das kegelige Innengewinde Rc aufgenommen. Die Vorzugspaarung ist jedochweiterhin zylindrisches Innengewinde Rp und kegeliges Außengewinde R, wie bisher in DIN 2999 festgelegt!
Whitworth-Rohrdichtgewinde
nach bisherigen NormenDIN 2999, NF-E-03-004, BS 21, etc.
ISO 7-1:1982UNI-ISO 7 Parte 1 (1984)
ISO 7-1:1994
nach neuen NormenEN 10226-1 und EN 10226-2
Prüfebene
Fase
Fase
Referenzstirnseite
Referenzstirnseite
Referenzstirnseite
zylindrisches InnengewindeRp
Rc
R
kegeliges Innengewinde
kegeliges Außengewinde
0,5P
0,5P
nutzbare Gewindelänge
nutzbare Gewindelänge
nutzbare Gewindelänge
T2 – ––
2T2
+ –– 2
nutzbare Gewindelänge
Prüfebene
zylindrisches Innengewinde
Rp
Rc
R
kegeliges Innengewinde
kegeliges Außengewinde
T2 – ––
2T2
+ –– 2
nutzbare Gewindelänge
nutzbare Gewindelänge

57
Technische Informationen
Gewinde-Arbeitslehren nach ISO 7-2:2000 bzw. DIN EN 10226-3
Gewinde-Arbeitslehren sind sogenannte Gewinde-Grenzlehren und haben Toleranzstufen (mit „+“ bzw. „–“ gekennzeichnet), um die Höchst- und Mindest-maße des Gewindes zu erfassen.Die Prüfverfahren sind in den Normen ISO 7-2:2000 und DIN EN 10226-3 beschrieben.
Kegeliger Gewinde-Grenzlehrdorn Lehre Nr. 1
• Der kegelige Gewinde-Grenzlehrdorn (1) lehrt das zylindrische Innengewinde Rp und das kegelige Innengewinde Rc.
• Gelehrt wird der Flankendurchmesser zusammen mit dem Außendurchmesser in der Prüfebene (siehe Abbildung Seite 56).
• Das Innengewinde Rp oder Rc (Stirnseite) schließt mit der Toleranzstufe „–“ ab.
• Das Gewinde ist am Mindestmaß.
„–“
„+“
Kegeliger Gewinde-Grenzlehrdorn mit Gewindeaussparung Lehre Nr. 2
• Der kegelige Gewinde-Grenzlehrdorn mit Gewindeaussparung (2) lehrt das zylindrische Innengewinde Rp und daskegelige Innengewinde Rc in der Prüfebene (Abbildung Seite 56) und zusätzlich die Einschraublänge und ist somiteine Ergänzung zur Lehre Nr. 1.
• Die Gewindeaussparung soll den Einfluss der Gewindesteigungsfehler auf die Lehrung reduzieren.
• Die Lehre Nr. 2 darf entfallen, wenn sichergestellt ist, dass eine ausreichende Einschraublänge vorhanden ist.
• Das Innengewinde Rp oder Rc (Stirnseite) schließt mit der Toleranzstufe „+“ ab.
• Das Gewinde ist am Höchstmaß.
• Eine ausreichende Einschraublänge ist vorhanden.
„–“
„+“ Te
chni
sche
In
form
atio
nen

58
Technische Informationen
Glatter kegeliger Grenzlehrring Lehre Nr. 4
• Der glatte kegelige Grenzlehrring (4) lehrt den Gewinde-Außendurchmesser des kegeligen Außengewindes R auf Lehrenlänge.
• Das Vorarbeitsmaß des Außendurchmessers ist mit der Lehre Nr. 4 bereits zu lehren.
• Das kegelige Außengewinde R schließt mit der Toleranzstufe „–“ des glatten Lehrrings ab.
• Der Gewinde-Außendurchmesser ist am Höchstmaß.
„–“
„+“
Zylindrischer Gewinde-Grenzlehrring Lehre Nr. 3
• Der zylindrische Gewinde-Grenzlehrring (3) lehrt das kegelige Außengewinde R in der Prüfebene (siehe Abbildung Seite 56).
• Gelehrt wird der Flankendurchmesser zusammen mit dem Kerndurchmesser in der Prüfebene.
• Da das Lehrengewinde zylindrisch ist, können Abweichungen im Kegel das Prüfergebnis kaum beeinflussen.
• Der Kegel soll mit anderen Mitteln sichergestellt werden.
• Das kegelige Außengewinde R schließt mit der Toleranzstufe „–“ ab.
• Das Gewinde ist am Höchstmaß.
„–“
„+“

59
Technische Informationen
Gewinde-Prüflehren nach ISO 7-2:2000 bzw. DIN EN 10226-3
Für die Anwendung der Gewinde-Prüflehren sind die Normen ISO 7-2:2000 bzw. DIN EN 10226-3 zu beachten!
Hinweis: Zur sicheren Anwendung sind die Gewindelehren, außer den üblichen Angaben, mit der Lehren-Nummer beschriftet.
Kegeliger Gewinde-Prüfdorn mit verkürzten Flanken Lehre Nr. 5
• Der kegelige Gewinde-Prüfdorn mit verkürzten Flanken (5) prüft den zylindrischen Gewinde-Grenzlehrring (Lehre Nr. 3) im Neuzustand und auf Abnutzung nach Gebrauch.
Zylindrischer Gewinde-Prüfring mit verkürzten Flanken Lehre Nr. 6
• Der zylindrische Gewinde-Prüfring mit verkürzten Flanken (6) prüft die kegeligen Gewinde-Grenzlehrdorne (Lehren Nr. 1 und Nr. 2) im Neuzustand und auf Abnutzung nach Gebrauch.
• Die Anwendung dieser Prüfringe ist zu vereinbaren, da Gewinde-Lehrdorne in der Regel durch anzeigendesMessen geprüft werden.
Tech
nisc
he
Info
rmat
ione
n

60
Technische Informationen
5.5.4 Das Lehrensystem für Gasflaschengewinde nach DIN EN ISO 11116-2 und DIN EN 629-2
Die DIN EN ISO 11116-2 ersetzt die Gewindelehren W 19,8 x 1/14 nach DIN 477-7. Die Gewindelehren W 28,8 x 1/14 keg. DIN 477 sind ersetzt durch dieNorm DIN EN 629-2. Das Lehrensystem ist identisch mit dem der DIN EN ISO 11116-2. In dieser Norm wird ein kegeliges Gewinde zum Anschluss vonVentilen an Gasflaschen beschrieben. Dieses kegelige Gewinde unterscheidet sich hauptsächlich dadurch stark von anderen kegeligen Gewinden, dass das Gewindeprofil senkrecht zum Kegelmantel und nicht zur Kegelachse liegt. Das Kegelverhältnis beträgt 3:25. Die Steigung beträgt 1,814, hergeleitet 25,4 mm/14 Gang. Das Innen- und Außengewinde ist kegelig.Die Norm teilt das Lehrensystem auf in ein- und zweiteilige Lehren und in Mess- und Prüflehren. Messlehren dienen der Überprüfung des Flaschenhals-bzw. des Ventilstutzen-Gewindes. Prüflehren dienen der Überprüfung der Maßhaltigkeit der Messlehren.
Messlehren
Flaschenhalsgewinde
Einteilige Lehrdorne
• Lehrdorn „I-1“Der Lehrdorn „I-1“ ist ein glatter Lehrdorn, der den Kerndurchmesser des Flaschenhals-Gewindes lehrt.
• Lehrdorn „I-2“Der Lehrdorn „I-2“ ist ein Gewinde-Lehrdorn, der den Flankendurchmesser des Flaschenhals-Gewindes lehrt.
Kennzeichnung nach DIN EN ISO 11116-2 Kennzeichnung nach DIN EN 629-2
• Kennzeichnung von Messlehren: z.B. EN 629 – 25E I-3
• Kennzeichnung von Prüflehren: z.B. EN 629 – 25E M-2
• Kennzeichnung von Messlehren: z.B. ISO 11116 – 17E I-3
• Kennzeichnung von Prüflehren: z.B. ISO 11116 – 17E M-3
Zweiteilige Lehrdorne
• Lehrdorn „I-3“Der Lehrdorn „I-3“ ist ein glatter Lehrdorn, der den Kerndurchmesser des Flaschenhals-Gewindes am kleinenDurchmesser lehrt.
• Lehrdorn „I-4“Der Lehrdorn „I-4“ ist ein Gewinde-Lehrdorn, der den Flankendurchmesser des Flaschenhals-Gewindes amkleinen Durchmesser lehrt.
• Lehrdorn „I-5“Der Lehrdorn „I-5“ ist ein glatter Lehrdorn, der den Kerndurchmesser des Flaschenhals-Gewindes am großenDurchmesser lehrt.
• Lehrdorn „I-6“Der Lehrdorn „I-6“ ist ein Gewinde-Lehrdorn, der den Flankendurchmesser des Flaschenhals-Gewindes am großenDurchmesser lehrt.

61
Technische Informationen
Zweiteilige Lehrringe
• Lehrring „I-9“Der Lehrring „I-9“ ist ein glatter Lehrring, der den Außendurchmesser des Ventilstutzen-Gewindes am kleinenDurchmesser lehrt.
• Lehrring „I-10“Der Lehrring „I-10“ ist ein Gewinde-Lehrring, der den Flankendurchmesser der Ventilstutzen-Gewindes am kleinenDurchmesser lehrt.
• Lehrring „I-11“Der Lehrring „I-11“ ist ein glatter Lehrring, der den Außendurchmesser des Ventilstutzen-Gewindes am großenDurchmesser lehrt.
• Lehrring „I-12“Der Lehrring „I-12“ ist ein Gewinde-Lehrring, der den Flankendurchmesser der Ventilstutzen-Gewindes am großenDurchmesser lehrt.
Einteilige Lehrringe
• Lehrring „I-7“Der Lehrring „I-7“ ist ein glatter Lehrring, der den Außendurchmesser des Ventilstutzen-Gewindes lehrt.
Das gelehrte Gewinde gilt als „i.O.“, wenn sich bei eingeführter Lehre die obere Fläche des Flaschenhals-Gewindes in gleicher Ebene oder zwischen den Prüfflächen der Lehre befindet.
• Lehrring „I-8“Der Lehrring „I-8“ ist ein Gewinde-Lehrring, der den Flankendurchmesser des Ventilstutzen-Gewindes lehrt.
Das gelehrte Gewinde gilt als „i.O.“, wenn sich bei aufgeschobener oder geschraubter Lehre die untere Fläche desVentilstutzens in gleicher Ebene oder zwischen den Prüfflächen der Lehre befindet.
Ventilstutzen-Gewinde
Tech
nisc
he
Info
rmat
ione
n

a
b
c
62
Technische Informationen
Prüflehren
• Lehrdorn „M-1“Der Lehrdorn „M-1“ ist ein glatter Lehrdorn, der die Messlehre „I-1“ lehrt.
• Lehrdorn „M-2“Der Lehrdorn „M-2“ ist ein Gewinde-Lehrdorn, der die Messlehre „I-2“ lehrt.
Verwendung von Prüflehren
Die Messlehre gilt as „i.O.“, wenn die innere abgestufte Fläche des Messringes sich in gleicher Ebene oder zwischen den zwei Pfrüfflächen des Prüfdornes befindet.a. Prüfdornb. Mess-Lehrringc. Prüfflächen

63
Technische Informationen
5.5.5 Das Lehrensystem für Gasflaschenventilgewinde W 31,3 x 1/14 nach DIN 477-7
Diese Norm beschreibt ein kegeliges Gewinde zum Anschluss von Ventilen an Gasflaschen. Dieses kegelige Gewinde unterscheidet sich hauptsächlichdadurch stark von anderen kegeligen Gewinden, dass das Gewindeprofil senkrecht zum Kegelmantel und nicht zur Kegelachse liegt. Das Kegelverhältnisbeträgt 3:25. Die Steigung beträgt 1,814, hergeleitet 25,4 mm/14 Gang. Das Innen- und Außengewinde ist kegelig.Die Norm teilt das Lehrensystem auf in ein- und zweiteilige Lehren, wobei das zweiteilige Lehrensystem die Regelausführung ist.
Einteilige Lehrdorne
• Lehrdorn „F1“Der Lehrdorn „F1“ ist ein glatter Lehrdorn, der den Kerndurchmesser des Flaschenhals-Gewindes lehrt.
• Lehrdorn „F2“Der Lehrdorn „F2“ ist ein Gewinde-Lehrdorn, der den Flankendurchmesser des Flaschenhals-Gewindes lehrt.
Kennzeichnung von Lehrdornen: Kennzeichnung von Lehrringen:
• z.B. DIN 477 – F4 - 28 – 313Zweiteiliger Gewinde-Grenzlehrring (F4) mit D9 = 28,23 mm für dieGewindegröße W 31,3 x 1/14 keg (313)
• z.B. DIN 477 – F2 - 27 – 313Zweiteiliger Gewinde-Grenzlehrdorn (F2) mit d9 = 27,33 mm für dieGewindegröße W 31,3 x 1/14 keg (313)
Zweiteilige Lehrdorne (Regelausführung)
• Lehrdorn „F1“Der zweiteilige Lehrdorn „F1“ ist ein glatter Lehrdorn. Der eine Lehrdorn lehrt den Kerndurchmesser desFlaschenhals-Gewindes am kleinen Durchmesser, der andere den Kerndurchmesser am großen Durchmesser.
• Lehrdorn „F2“Der zweiteilige Lehrdorn „F2“ ist ein Gewinde-Lehrdorn. Der eine Lehrdorn lehrt den Flankendurchmesser desFlaschenhals-Gewindes am kleinen Durchmesser, der andere den Kerndurchmesser am großen Durchmesser.
Das gelehrte Gewinde gilt als „i.O.“, wenn sich bei eingeführter Lehre die obere Fläche des Flaschenhalsgewindes ingleicher Ebene oder zwischen den Prüfflächen der Lehre befindet.
Tech
nisc
he
Info
rmat
ione
n

64
Technische Informationen
Ventilstutzen-Gewinde
Einteilige Lehrringe
• Grenzlehrring „F3“Der Grenzlehrring „F3“ ist ein glatter Lehrring, der den Außendurchmesser des Ventilstutzen-Gewindes lehrt.
• Gewinde-Grenzlehrring „F4“Der Gewinde-Grenzlehrring „F4“ ist ein Gewinde-Lehrring, der den Flankendurchmesser des Ventilstutzen-Gewindes lehrt.
Zweiteilige Lehrringe (Regelausführung)
• Grenzlehrring „F3“Der zweiteilige Lehrring „F3“ ist ein glatter Lehrring. Der eine Lehrring lehrt den Außendurchmesser desVentilstutzen-Gewindes am kleinen Durchmesser, der andere den Außendurchmesser am großen Duchmesser.
• Gewinde-Grenzlehrring „F4“Der zweiteilige Lehrring „F4“ ist ein Gewinde-Lehrring. Der eine Lehrring lehrt den Flankendurchmesser derVentilstutzen-Gewindes am kleinen Durchmesser, der andere den Flankendurchmesser am großen Durchmesser.
Das gelehrte Gewinde gilt als „i.O.“, wenn sich bei aufgeschobener oder geschraubter Lehre die untere Fläche desVentilstutzens in gleicher Ebene oder zwischen den Prüfflächen der Lehre befindet.

a
b
c
65
Technische Informationen
Prüflehren
• Prüfdorn „M1“Der Prüfdorn „M1“ ist ein glatter Lehrdorn, der die Lehrringe „F3“ lehrt.Kennzeichnung: z.B. Dorn DIN 477 – M1 – 313
• Prüfdorn „M2“Der Prüfdorn „M2“ ist ein Gewinde-Lehrdorn, der die Gewinde-Lehrringe „F4“ lehrt.Kennzeichnung: z.B. Dorn DIN 477 – M2 – 313
Verwendung von Prüflehren
Die Messlehre gilt als „i.O.“, wenn die innere abgestufte Fläche des Messringes sich in gleicher Ebene oder zwischenden zwei Prüfflächen des Prüfdornes befindet.a. Prüfdornb. Lehrringc. Prüfflächen
Tech
nisc
he
Info
rmat
ione
n

66
Technische Informationen
5.5.6 Das Lehrensystem für Metrisches kegeliges Außengewinde mit zugehörigem zylindrischen Innengewinde nach DIN 158-2
Metrische kegelige Außengewinde nach dieser Norm werden für selbstdichtende Verbindungen angewendet, wie sie z.B. an Verschluss-Schrauben, Ein-schraubstutzen und Schmiernippeln vorkommen. Dieses Gewinde kann überall dort eingesetzt werden, wo eine zylindrische Gewindeverbindung mitDichtring aus technischen und wirtschaftlichen Gründen nachteilig ist.Für das Metrische kegelige Außengewinde sind die Varianten Regelausführung und Kurzausführung festgelegt, welche mit einem zylindrischen Innen-gewinde Toleranzklasse 4H für den Flankendurchmesser und 5H für den Kerndurchmesser nach DIN ISO 965-1 gepaart werden.
Lehrung des kegeligen Außengewindes
Prüflehre für den zylindrischen Gewinde-Grenzlehrring
Prüfung des Gewinde-Grenzlehrringes auf Abnutzung
Auf der Stirnseite des Gewinde-Prüfdornes ist eine Strichmarke angebracht. Eine mit dieser übereinstimmende Strichmarke an der Stirnfläche des Gewinde-Grenzlehringes ist vom Anwender bei der Abnahme oder vor der Erstanwendung anzubringen.Der zylindrische Gewinde-Grenzlehrring wird mit dem dazugehörigen kegeligen Prüfdorn auf Abnutzung geprüft. Der Gewinde-Grenzlehrring gilt als abge-nutzt, wenn der kegelige Gewinde-Prüfdorn sich mit mehr als einer 1/4 Umdrehung = P/4 über die Strichmarke des Gewinde-Grenzlehrringes einschraubenlässt.
Lehrung des zylindrischen Innengewindes
Das zylindrische Innengewinde wird aus wirtschaftlichen Gründen mit einem zylindrischen Gewinde-Lehrdorn nach DIN ISO 1502 gelehrt. Die Lehrung mitkegeligen Gewinde-Lehrdornen ist zu vereinbaren.
Zylindrischer Gewinde-Grenzlehrring
• Der zylindrischen Gewinde-Grenzlehrring lehrt das kegelige Außengewinde in der Prüfebene.
• Gelehrt wird der Flankendurchmesser zusammen mit dem Kerndurchmesser in der Prüfebene.
• Da das Lehrengewinde zylindrisch ist, können Abweichungen im Kegel das Prüfergebnis kaum beeinflussen.
• Das kegelige Außengewinde schließt mit der Toleranzstufe ab.
• Das Gewinde ist am Größtmaß.
„–“
„+“
Kegeliger Gewinde-Prüfdorn
• Der kegelige Gewinde-Prüfdorn prüft den zylindrischen Gewinde-Grenzlehrring.

67
Sonderlehren
Tech
nisc
he
Info
rmat
ione
n

68
Sonderlehren

69
Messen von Gewinden
7070
70
70
72
72
74
74
75
76
76
76
77
Seite
6. Messen von Gewinden und Gewindelehren6.1 Messunsicherheit
6.1.1 Spezifikation
6.1.2 Theorie zur Ermittlung der Messunsicherheit
6.1.3 Angabe der Messunsicherheit
6.1.4 Messunsicherheit am Beispiel einer Außengewindekalibrierung
6.2 Flankendurchmesser am Außengewinde (Drei-Draht-Methode)
6.2.1 Grundlagen zur Drei-Draht-Methode
6.2.2 Flankendurchmesser-Messung am Außengewinde
6.3 Flankendurchmesser am Innengewinde (Drei-Punkt-Methode)
6.3.1 Grundlagen der Drei-Punkt-Methode
6.3.2 Flankendurchmesser-Messung am Innengewinde
6.3.3 Grundlagen der Zwei-Punkt-Methode
787. Normen- und Literaturverweise
Mes
sen
von
Gew
inde
n

70
Messen von Gewinden
6. Messen von Gewinden und Gewindelehren
6.1 Messunsicherheit
Begriffsdefinition:Die Messunsicherheit stellt den Wertebereich dar, innerhalb dessen der wahre Wert der Messgröße liegt.
6.1.1 Spezifikation
Ein Messergebnis wird mit Soll-Messgrößen verglichen. Dadurch wird die Entscheidung, ob eine Übereinstimmung mit den festgelegten Soll-Messgrößen(Spezifikationen) besteht, getroffen.
Für die Aussage der Übereinstimmung werden drei Bereiche definiert:
• der Bereich der Übereinstimmung• der Bereich der Nichtübereinstimmung• der Unsicherheitsbereich
Spezifikation
6.1.2 Theorie zur Ermittlung der Messunsicherheit
Aus der vorhergehenden Abbildung erkennt man, dass die z.B. gegebene Toleranz durch die Messunsicherheit eingeschränkt wird. Beispielsweise kann esim Bereich der Gewindelehrenfertigung bei kleinen Toleranzen (4-6 µm) schnell zu Schwierigkeiten bei der Einhaltung der Spezifikationen kommen. Bei derFertigung von Gewindelehren bedeutet dies eine Einschränkung der tatsächlich zu nutzenden Toleranzen um die Messunsicherheit.
Die Messunsicherheit nimmt somit eine zentrale Rolle in der Fertigung und Abnahmeprüfung von Produkten ein. Die Messunsicherheit muss bewertet undabgeschätzt werden können. Ein Verfahren dazu bietet die Ermittlung der Messunsicherheit nach GUM. Es liefert ein konsistentes, schrittweise abarbeit-bares Verfahren zur Bewertung und Angabe der Messunsicherheit.
stei
gend
e M
essu
nsic
herh
eit
Spezifikationsbereich
Bereich der Übereinstimmung
Bereich der Nichtübereinstimmung
Bereich der Nichtübereinstimmung
Unsicherheitsbereich Unsicherheitsbereich
Einschränkung der Übereinstimmung durch messunsicherheitsbedingte Grenzen

71
Messen von Gewinden
Eine Messgröße ist von vielen Einflussgrößen abhängig:
Die Summe aller Einflussgrößen ist die Messunsicherheit.In der Praxis können die Einflussgrößen über Messreihen mit wechselnden Eingangsgrößen bestimmt werden. Dabei gilt:Die best geschätzte Messgröße ist immer der arithmetische Mittelwert m— aus den Einzelmessgrößen mi.
Die Standardmessunsicherheit ergibt sich aus der Häufigkeitsverteilung der Einzelmessgrößen einer Messreihe. Diese Häufigkeitsverteilung wird durch dieVarianz der Messgrößen geschätzt.
Die Quadratwurzel dieses Wertes ist die Standardabweichung der Einzelmessung. Die Varianz s2 für das arithmetische Mittel einer Messreihe wäre dann:
Die Standardmessunsicherheit u ist die Standardabweichung s (m—
) des Mittelwertes aus der Einzelmess-reihe (Quadratwurzel aus [3]).
Die Gesamtmessunsicherheit setzt sich nun aus der Quadratwurzel der Summe der Quadrate der einzelnen Standardmessunsicherheiten zusammen.
ci ist der so genannte Sensitivitätskoeffizient, er dient als Faktor für die unterschiedliche Gewichtung der Einflussgrößen. Die Gewichtung kann ausModellrechnungen, als Schätzwert oder aus einem Datenblatt eines Messmittelherstellers entnommen werden.
Die Angabe der Messunsicherheit u erfolgt in vielen Fällen als so genannte erweiterte Messunsicherheit u2, d.h., die Messunsicherheit wird um den Faktor k = 2 erweitert
u2 = k · u
k = 2 bewirkt, dass die Bandbreite der Messunsicherheit mit einer höheren Wahrscheinlichkeit den wahren Wert beinhaltet(Überdeckungswahrscheinlichkeit ca. 95%).
¨ n1m = mi [1]Σn1
¨ s2 (m)s2 (m) = [3]n–1
¨ ¨u (m) = s (m)
n
u2(y) = ci2 u2 (mi)Σ [ ]
i=1
n ¨1s2 = (mi – m)2 [2]Σn–1i=1
• Temperatur-� schwankung�• Temperatur-� strahlung�• Schwingungen�
• Schmutz�• Luftfeuchte�• Luftdruck
• Längenmesssystem�• Auswertesoftware�• Messbereich�• Auflösung
• Kalibrierung�• Justierung�• Beständigkeit
• Verteilung der Messpunkte�• Anzahl der Messpunkte�• Auswerteverfahren�• Antastmethode
• Rauheit�• Formabweichungen�• Maß des � Werkstücks�
• Masse des � Werkstücks�• Zugänglichkeit
• Sorgfalt�• Sauberkeit�• Messablaufplan�• Einsatz von Hilfsmitteln
• Qualifikation�• Motivation�• Disziplin
Mensch
Messbedingungen Messmittel
Messgegenstand
Messmethode
Mess-
ergebnis
Mes
sen
von
Gew
inde
n

72
Messen von Gewinden
6.1.3 Angabe der Messunsicherheit
Ein Kalibrierschein muss die Anforderungen des Dokumentes DKD-5 (EAL-R1) erfüllen. Der Kalibrierschein muss u.a. generelle Angaben zur Rückführungder Messergebnisse und die damit verbundene Messunsicherheit enthalten.In DKD-5 heißt es ausdrücklich, dass die Bewertung der Messergebnisse unter Einschluss der Messunsicherheit zu erfolgen hat (siehe auch Abbildung in Kapitel 6.1.1, Seite 70).
Beispiel:„Die Messwerte liegen unter den vorgenannten Mess- und Umgebungsbedingungen und unter Berücksichtigung der Messunsicherheit innerhalb der DIN 103-9 vorgegebenen Toleranzen für die Lehrenmaße.“
Dies bedeutet, die Toleranzgrenzen können durchaus durch die Messunsicherheit erweitert werden. Eine entsprechende Vereinbarung ist mit demAbnehmer und dem Partner zu treffen, welcher die Messung durchführt (siehe DIN EN ISO 14253-1).An dieser Stelle sei darauf hingewiesen, dass die genannte Vorgehensweise bis zu einem Verhältnis Toleranz zu Messunsicherheit (3:1) in der Praxis ausfertigungs- und messtechnischen Gründen oft unumgänglich ist.
6.1.4 Messunsicherheit am Beispiel einer Außengewindekalibrierung
Die Messung des Flankendurchmessers d2 am Außengewinde wird, wie in Kapitel 6.2 (Seite 74) erläutert, durchgeführt:
M = PrüfmaßdD = Drahtdurchmesser
Es werden folgende Eingangsgrößen ui zur Bestimmung der Messunsicherheit herangezogen:
uM = Standardunsicherheit der gemessenen Länge (Prüfmaß)uD = Standardunsicherheit des kalibrierten Wertes des MessdrahtesuK = Unsicherheit der Messkraftua = Standardunsicherheit des GewindeflankenwinkelsuP = Standardunsicherheit der SteigungsmessunguF = Formabweichungen des Gewinde-Lehrdornes
Die Fehlereinflüsse für den Flankendurchmesser d2 ergeben sich aus der partiellen Ableitung der vorhergehenden Formel.
Standardunsicherheit für das gemessene Prüfmaß:
Fehler infolge von Abweichungen der Messdrähte vom Sollwert, mit welchem die Prüfmaßformel berechnet wird:
Dies bedeutet, dass jede Abweichung des Drahtdurchmessers bei metrischen Gewinden mit 60° Gewindeprofilwinkel mit dem Faktor 3 als Fehler in das Messergebnis einfließt:
Fehler infolge einer Gewindeprofilwinkel-Abweichung:
1 1d2 = M – dD – (1 + ——— )+ — · P · cotan β + uisin β 2
1∆d2dD = – (1 + ———) · ∆dD = – 3∆dDsin β
uM = δ (∆M)
udD = δ (∆dD)
u2 β = δ (β)
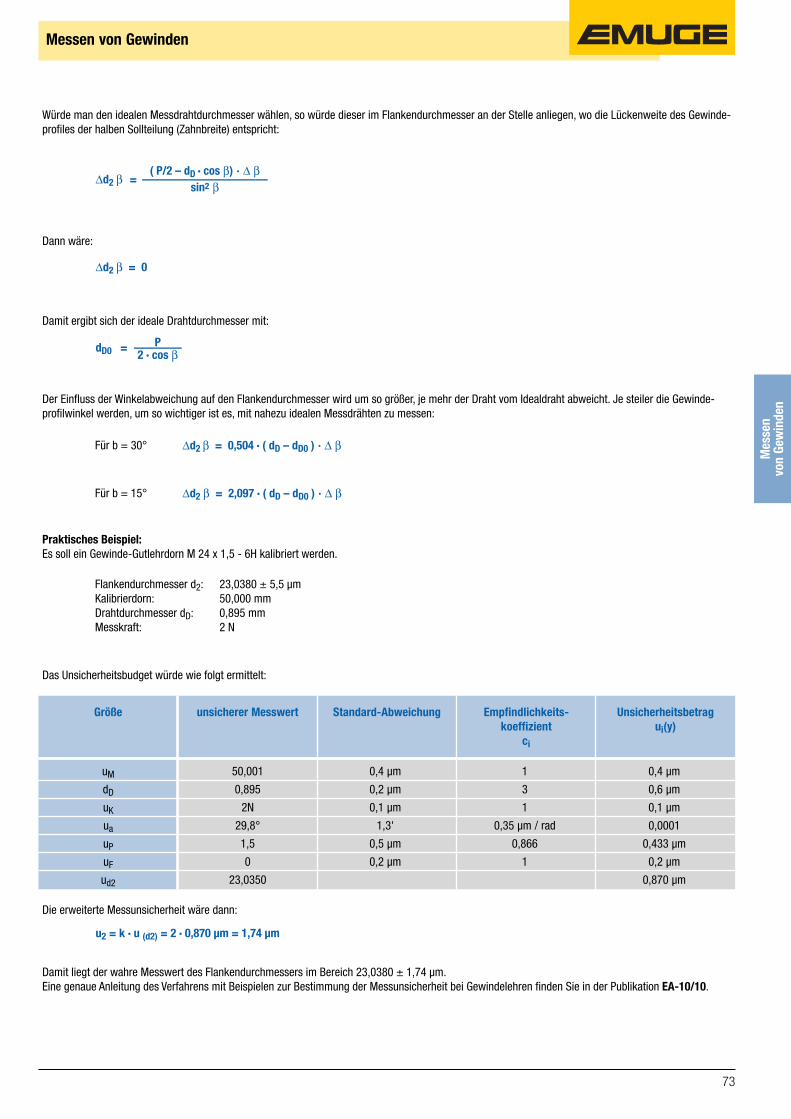
Würde man den idealen Messdrahtdurchmesser wählen, so würde dieser im Flankendurchmesser an der Stelle anliegen, wo die Lückenweite des Gewinde-profiles der halben Sollteilung (Zahnbreite) entspricht:
Dann wäre:
Damit ergibt sich der ideale Drahtdurchmesser mit:
Der Einfluss der Winkelabweichung auf den Flankendurchmesser wird um so größer, je mehr der Draht vom Idealdraht abweicht. Je steiler die Gewinde-profilwinkel werden, um so wichtiger ist es, mit nahezu idealen Messdrähten zu messen:
Für b = 30°
Für b = 15°
Praktisches Beispiel:Es soll ein Gewinde-Gutlehrdorn M 24 x 1,5 - 6H kalibriert werden.
Flankendurchmesser d2: 23,0380 ± 5,5 µmKalibrierdorn: 50,000 mmDrahtdurchmesser dD: 0,895 mmMesskraft: 2 N
Das Unsicherheitsbudget würde wie folgt ermittelt:
Die erweiterte Messunsicherheit wäre dann:
Damit liegt der wahre Messwert des Flankendurchmessers im Bereich 23,0380 ± 1,74 µm.Eine genaue Anleitung des Verfahrens mit Beispielen zur Bestimmung der Messunsicherheit bei Gewindelehren finden Sie in der Publikation EA-10/10.
73
Messen von Gewinden
Größe unsicherer Messwert Standard-Abweichung Empfindlichkeits-koeffizient
ci
Unsicherheitsbetragui(y)
uM 50,001 0,4 µm 1 0,4 µm
dD 0,895 0,2 µm 3 0,6 µm
uK 2N 0,1 µm 1 0,1 µm
ua 29,8° 1,3' 0,35 µm / rad 0,0001
uP 1,5 0,5 µm 0,866 0,433 µm
uF 0 0,2 µm 1 0,2 µm
ud2 23,0350 0,870 µm
∆d2 β = 0
PdD0 = ————2 · cos β
∆d2 β = 0,504 · ( dD – dD0 ) · ∆ β
∆d2 β = 2,097 · ( dD – dD0 ) · ∆ β
u2 = k · u (d2) = 2 · 0,870 µm = 1,74 µm
( P/2 – dD · cos β) · ∆ β∆d2 β = —————————–—
sin2 β
Mes
sen
von
Gew
inde
n

74
Messen von Gewinden
6.2 Flankendurchmesser am Außengewinde (Drei-Draht-Methode)
6.2.1 Grundlagen zur Drei-Draht-Methode
Ein Außengewinde (Gewinde-Lehrdorn) wird am häufigsten zwischen flachen Tastern mit drei Drähten als Tastelement gemessen. Ist der Zylindermantel zurMessachse exakt senkrecht ausgerichtet, können zwei Messdrähte verwendet werden.
Kalibrierung eines Außengewindes mit drei Messdrähten:
Der Flankendurchmesser d2 nach obenstehender Abbildung wäre wie folgt herzuleiten:
Berechnungsformel des Flankendurchmessers:
Die in der Formel angenommenen Verhältnisse beziehen sich auf den Axialschnitt des Gewindes. Es wird angenommen, dass der Messdraht an zweigegenüberliegenden Punkten im Axialsschnitt in der Gewindeflanke anliegt. Im realen Gewinde liegt der Messdraht unter dem Steigungswinkel, aber vor und hinter dem Axialschnitt an.
Anlageverhältnisse Messdraht:
Somit muss in der Formel zur Berechnung des Flankendurchmessers dieser Fehler korrigiert werden. Man spricht hier von der Messdrahtanlagenkorrektur.In einer Näherungsformel lässt sich die Anlagenkorrektur bestimmen:
Berechnungsformel der Anlagenkorrektur:
d 2 M
d 2
A
C
B
M
d D__
_2
β
P/4
d 2
P
β
dK
1 1d2 = M – dD – 2AB + 2BC = M – dD · (1 + ——— ) + — · P · cotan βsin β 2
dD · P2 · cos β · cotan βA = ———————————
2 2 · d22

75
Messen von Gewinden
F2 [mm]δk = 4 · 3 ————— · µm
dD [kp]2
Für Messdrähte, welche nicht von den gebräuchlichen Messdrahtreihen abweichen und somit nahe dem theoretischen Flankendurchmesser liegen, reichtdiese Näherung völlig aus.Die Anlagenkorrektur ist der Berechnungsformel des Flankendurchmessers zu addieren. In Prüfmaßtabellen ist die Anlagenkorrektur bereits eingerechnet.Wegen der Messkraft werden die Messdrähte am Gewinde abgeplattet. Dies bedeutet eine weitere Korrektur der Berechnungsformel des Flanken-durchmessers. Das Prüfmaß wird um die Messdrahtabplattung kleiner.Die Berechnungsformel der Messdrahtabplattung δk ist nach Dr. Ing. Hellmuth Bochmann:
Die üblichen Messkräfte F für Gewindemessungen auf Längenmessmaschinen beträgt 2 N. Bei Handmessschrauben liegen die Messkräfte zwischen 5 N und 9 N.Die einzelnen Ableitungen nach den Fehlerfaktoren ergeben Fehlereinflüsse für den Flankendurchmesser (siehe Kapitel 6.1.4, Seite 72).
6.2.2 Flankendurchmesser-Messung am Außengewinde
Die Bestimmung des Prüfmaßes für die Berechnung des Flankendurchmessers bei Außengewinden erfolgt mittels der Drei-Draht-Methode (senkrecht zur Gewindeachse) und mittels Zwei-Draht-Methode (geneigt zur Gewindeachse).
Bei der Messung mit dem Längenmessgerät nach der Drei-Draht-Methode ist wie folgt vorzugehen:
1. Gegebenenfalls Kalibrieren der Messeinrichtung.2. Einlegen der ausgewählten Gewinde-Messdrähte in die Gewindegänge im vorderen Bereich.3. Ermitteln des Umkehrpunktes. Dazu Gewindeachse solange parallel verschieben, bis bei Anlage
sämtlicher Prüfstifte ein größtmöglicher Messwert angezeigt wird. Danach Winkellage zwischen Messrichtung des Messelementes und der Gewindeachse verändern, bis ein geringstmöglicher Abstand von Messamboss und Messspindel angezeigt wird.
4. Übernahme des am Längenmessgerät angezeigten Wertes.5. Wiederholen der Schritte 3 und 4 für letzten Gewindegang.6. Drehen des Kalibriergegenstandes um 90° um die Gewindeachse und Wiederholen
der Schritte 2 bis 5.
In Kapitel 6.1.2 (Seite 70-71) ist die Berechnung der Messunsicherheit dargestellt.
ABBB F2 [mm]4 · 3 ————— · µm
10 dD [N]2ABBB;
Mes
sen
von
Gew
inde
n

76
Messen von Gewinden
6.3 Flankendurchmesser am Innengewinde (Drei-Punkt-Methode)
6.3.1 Grundlagen der Drei-Punkt-Methode
Das Verfahren nutzt eine doppelendige, kugelförmige Tastnadel. Die gemessene Verschiebung ist der Mittelwert zwischen Position 1 bis 2 und Position 2 bis 3.Werden alle drei Punkte angefahren, ist die Ausrichtung des Wälzzylinders (Gewindeachse) unerheblich. Ist die Gewindeachse exakt ausgerichtet,kann auch die Zwei-Punkt-Methode ausreichen.
Die Größe M entspricht dem Abstand der Mittelpunkte der Tastkugeln (Tasterkonstante).
Die Berechnung des Flankendurchmessers aus dem Prüfmaß, den Istparametern des Gewindes, sowie den Kugeldurchmessern erfolgt nach den ange-gebenen Berechnungsformeln des Flankendurchmessers und der Anlagenkorrektur, die Korrektur der Abplattung erfolgt nach der Berechnungsformel derMessdrahtabplattung (siehe Kapitel 6.2.1 Seite 74).
Prüfmaß:
Bestimmung des Flankendurchmessers D2 am Innengewinde ohne Korrekturen:
6.3.2 Flankendurchmesser-Messung am Innengewinde
Die Bestimmung des Prüfmaßes für die Berechnung des Flankendurchmessers bei Innengewinden erfolgt mittels Drei-Punkt-Methode (senkrecht undgeneigt zur Gewindeachse). Die Drei-Punkt-Methode mit senkrechter Gewindeachse wird auch als Drei-Kugel-Methode bezeichnet.
Bei der Messung mit dem Längenmessgerät ist wie folgt vorzugehen:
1. Ermitteln der Tasterkonstanten M des Messtasters am Einstellring mit bekanntem Durchmesser.2. Messebene in der Nähe des ersten Gewindeganges einstellen.3. Aufnehmen von drei Messwerten im Gewindegang gemäß o.a. Abbildung. Es ist unbedingt darauf zu achten,
dass die Antastungen in einem Achsschnitt erfolgen. Die Umkehrpunktsuche erfolgt durch Verfahren des Messtisches senkrecht zur Messrichtung.
4. Flankendurchmesser aus den drei Messwerten unter Berücksichtigung der Tasterkonstanten berechnen.5. Schritt 3 und 4 für den gesamten Bereich des Gewindes wiederholen.6. Drehen des Kalibriergegenstandes um 90° um die Gewindeachse und Wiederholen
der Schritte 2 bis 5.
m = ∆L + M – dk
1 1D2 = ∆L + M + dk – (1 + ——— ) + — · P · cotan βsin β 2
D2
M
P/2
dk
∆L
β
13
2

77
Messen von Gewinden
Beim Messen ist auf eine korrekte Anlage der Messkugel im Flankendurchmesser zu achten.
In Kapitel 6.1.2 (Seite 70) ist die Berechnung der Messunsicherheit dargestellt.
6.3.3 Grundlagen der Zwei-Punkt-Methode
Das Verfahren der Zwei-Punkt-Methode, oder auch Zwei-Kugel-Methode genannt, nutzt zwei Messbügel mit je einer angebrachten Messkugel, welchebeide in der Messachse liegen.
Die Messkugelanlage ist in gegenüberliegenden Gewindeflanken um die halbe Steigung versetzt. Bei dieser Messmethode ist wichtig, dass sich das zumessende Gewinde zwangsfrei zur Messrichtung einstellen kann. Der Flankendurchmesser ist durch die Suche des Umkehrpunktes (Heben und Senken)des Messtisches zu bestimmen.Für dieses Verfahren gelten die gleichen Berechnungsformeln des Flankendurchmessers und der Anlagenkorrektur wie in Kapitel 6.2.1 (Seite 74) ange-geben.
Mes
sen
von
Gew
inde
n

78
Literaturverweise
7. Normen- und Literaturverweise
1. DIN 1319-3 Grundlagen der MesstechnikTeil 3: Auswertung von Messungen einer einzelnen Messgröße - Messunsicherheit DIN Deutsches Institut für Normung
2. DIN 1319-4 Grundlagen der MesstechnikBehandlung von Unsicherheiten bei der Auswertung von MessungenDIN Deutsches Institut für Normung
2. DIN EN 13005 Leitfaden zur Angabe der Messunsicherheit beim MessenDeutsche Übersetzung des Guide to the Expression of Uncertainty in Measurement (GUM)
4. DIN 55350-13 Begriffe der Qualitätssicherung und StatistikBegriffe zur Genauigkeit von Ermittlungsverfahren und Ermittlungsergebnissen
5. DKD-3 Angabe der Messunsicherheit bei Kalibrierungen(Übersetzung der Publikation EAL-R2)
6. DKD-3-E1 Angabe der Messunsicherheit bei KalibrierungenErgänzung 1: Beispiele. (Übersetzung der Publikation EA-4/02-S1: “Supplement 1 to EAL-R2Expression of the Uncertainty of Measurement in Calibration”, Examples) PTB Braunschweig
7. DKD-3-E2 Angabe der Messunsicherheit bei KalibrierungenErgänzung 2: Zusätzliche Beispiele. (Übersetzung des Abschnittes “Supplement 2, Examples”der Publikation EA-4/02, “Expression of the Uncertainty of Measurement in Calibration”)PTB Braunschweig
8. DKD-5 Anleitung zum Erstellen eines DKD-KalibrierscheinesDeutsche Fassung der Publikation EAL-R1Herausgegeben von der Physikalischen-Technischen-Bundesanstalt, Braunschweig
9. EA-10/10 Guidelines on the Determination of Pitch Diameter of Parallel Thread Gauges by Mechanical ProbingEuropean Cooperation for Accreditation
10. DIN EN ISO14253-1 Geometrische Produktspezifikation (GPS) – Prüfung von Werkstücken und Messgeräten durch MessenTeil 1: Entscheidungsregeln für die Feststellung von Übereinstimmung oder Nicht-Übereinstimmung mit Spezifikationen (ISO 14253-1)
11. ISO/TR 14253-2 Geometrische Produktspezifikation (GPS) – Prüfung von Werkstücken und Messgeräten durch MessenLeitfaden zur Schätzung der Unsicherheit von GPS-Messungen bei der Kalibrierung von Messgeräten und bei der Produktprüfung
12. „Messen von Gewinden“ W. Langsdorf Springer Verlag, Berlin 1974
13. Mordhorst 2001 Mordhorst, H.-J.: Wissensforum – Prüfmittelmanagement Grützner, U.; VDI-Seminar 474501, VDI-Wissensforum GmbH Düsseldorf 2001
14. VDI/VDE/DGQ 2618 Blatt 1.2 PrüfmittelüberwachungAnweisung zur Überwachung von Messmitteln für geometrische Größen, MessunsicherheitBeuth Verlag GmbH, Berlin
15. VIM 1994 DIN Internationales Wörterbuch der MetrologieBeuth Verlag GmbH, Berlin
16. International vocabulary of basic and general terms in metrology 2nd ed.ISO 1993

79
Prüfmittelüberwachung
8080
80
80
81
82
82
83
8. Prüfmittelüberwachung8.1 Übersicht
8.1.1 Begriffsdefinitionen
8.1.2 Normenverweise
8.2 Prüfmittelmanagement
8.3 Rückführbarkeit von Prüfergebnissen
8.3.1 National
8.3.2 International
Seite
Prüf
mitt
elüb
erw
achu
ng

80
Prüfmittelüberwachung
8.1 Übersicht
8.1.1 Begriffsdefinitionen
Prüfmittelüberwachung:Ausreichende Überwachung aller Messsysteme, um Vertrauen in Entscheidungen oder Maßnahmen herbeizuführen, die auf Messergebnissen beruhen.
Kalibrieren:Kalibrieren ist das Bestimmen der Abweichung der Anzeige eines Messgerätes vom wahren Wert bzw. die Abweichung vom angegebenen Wert (Aufschriftoder Sollwert) einer Maßverkörperung.
Maßverkörperung:Eine Maßverkörperung in der Längenmesstechnik stellt Längen bzw. Winkel durch die festen Abstände bzw. Winkel zwischen Flächen oder Linien dar.Einstellringe oder Gewinde-Einstelllehren sind Maßverkörperungen.
Normal:Ein Normal dient der Bewertung und Weitergabe einer physikalischen Größe an andere Messmittel (z.B. Maßstab, Längenmesser, Endmaß, usw.).
8.1.2 Normenverweise
EN ISO 9001Qualitätsmanagementsysteme – Anforderungen
DIN 32937-1PrüfmittelüberwachungTeil1: Längenprüftechnik
VDI/VDE/DGQ 2618-1Prüfanweisungen zur Prüfmittelüberwachung. Einführung,Beuth-Verlag, Berlin
DIN 2257-1Begriffe der Längenmesstechnik
Die Prüfmittelüberwachung ist eines der wichtigsten Elemente von Qualitätsmanagementsystemen wie der ISO 9000-Familie, QS 9000, VDA 6.x, usw.Zur Sicherstellung der Genauigkeit, Zuverlässigkeit und Einsatzfähigkeit aller in Entwicklung, Fertigung und Service eingesetzten Prüfmittel ist derenÜberwachung und Rückführung eine unumgängliche Notwendigkeit.
Man spricht heute vom Prüfmittelmanagement, da nicht nur die Kalibrierung, sondern auch die rechtzeitige Beschaffung und Bereitstellung,die Untersuchung seiner Eignung und die Verwaltung eines Prüfmittels während des betrieblichen Einsatzes wichtige Aufgaben sind.

81
Prüfmittelüberwachung
8.2 Prüfmittelmanagement
Die Aufgaben des Prüfmittelmanagements lassen sich untergliedern in
• Prüfmittelplanung• Prüfmittelverwaltung• Prüfmittelüberwachung
Dabei umfasst insbesondere die Prüfmittelüberwachung alle Tätigkeiten und Maßnahmen, welche
• Genauigkeit,• Zuverlässigkeit und• Einsatzfähigkeit
von Prüfmitteln gewährleistet.
Die internationale Norm EN ISO 9001 fordert
• die zum Nachweis der Produktkonformität notwendigen Überwachungs- und Messmittel festzulegen,• die Einführung von Prozessen zur Überwachung und Messung, welche sicherstellen, dass die festgelegten
Spezifikationen erfüllt werden können.
Soweit es zur Sicherstellung der Spezifikationen erforderlich ist, müssen die Messmittel
• in festgelegten Abständen anhand von Messnormalen kalibriert werden.Die Messnormale müssen auf internationale und nationale Messnormale zurückgeführt sein (siehe Kapitel 8.3, Seite 82),
• bei Bedarf justiert oder nachjustiert werden,• gekennzeichnet werden, damit der Kalibrierstatus erkennbar ist,• gegen Verstellung gesichert werden,• gegen Beschädigung und Verschlechterung während der Handhabung und Lagerung
geschützt werden.
Hinzu kommt, dass jedes Unternehmen die Messergebnisse früherer Messungen hinsichtlich Messmittel und Produkt bewerten muss, wenn festgestelltwird, dass ein Messmittel die Anforderungen nicht mehr erfüllt. Aufzeichnungen über Kalibrierergebnisse müssen geführt werden.
EMUGE bietet die unabhängige Kalibrierung von Messmitteln als Dienstleistung durch den Kooperationspartner DECOM UGK GmbH an.DECOM UGK GmbH ist DKD-Kalibrierstelle für Gewinde und weitere geometrische Größen (siehe Kapitel 8.3, Seite 82).
Um eine einfache Möglichkeit des Prüfmittelmanagementsystems zu bieten, hat EMUGE die Software „KALIMERO“ als Kundenservice-Software zurangebotenen Kalibrierdienstleistung entwickelt. Weitere Informationen zu „KALIMERO“ und der Kalibrierdienstleistung sind im Internet unterwww.emuge.de zu finden.
Prüf
mitt
elüb
erw
achu
ng

82
Prüfmittelüberwachung
8.3 Rückführbarkeit von Prüfergebnissen
Unter Rückführbarkeit versteht man den Vergleich eines Messwertes mit dem nationalen Normal für die betreffende Messgröße über einen oder mehrereSchritte. Bei jedem Schritt wird ein Messgerät mit einem Normal verglichen, dessen Messabweichung zuvor durch Kalibrierung mit einem höherrangigenNormal ermittelt wurde. Die Werte für die Messunsicherheit nehmen dabei innerhalb der Kalibrierhierarchie von oben nach unten zu.
Jedes Messgerät oder Normal sollte unter Beachtung der Anforderung an die Messunsicherheit in regelmäßigen Abständen mit Normalen einer höherenHierarchieebene kalibriert werden. Als Richtwert kann für das höherrangige Normal 1⁄3 der Unsicherheit des nachfolgenden Normals dienen.
8.3.1 National
Die Hierarchie der Kalibrierung kann national wie folgt dargestellt werden:
1. Ebene PTB (Physikalisch-Technische Bundesanstalt)Nationales Normal
Die PTB ist die technische Oberbehörde für das Messwesen in Deutschland. Sie entwickelt und bewahrt die nationalen Normale zur Dar-stellung der SI-Einheiten (System International) und sichert durch Zusammenarbeit mit Staatsinstitutionen anderer Länder die Vergleich-barkeit im internationalen Rahmen. Ihre Aufgabe ist außerdem die Weitergabe der nationalen Normale und gesetzlichen Einheiten anBenutzer aus Wissenschaft, Behörden und Industrie.Für Bezugsnormale wird ein PTB-Kalibrierschein erstellt.
2. Ebene DKD-Kalibrierlaboratorien (Deutscher Kalibrierdienst)Bezugsnormal
DKD-Kalibrierlaboratorien zeichen sich dadurch aus, dass sie von der PTB nach festgelegten Kriterien akkreditiert und überwacht werdenund somit einen PTB-Kalibrierschein vorweisen können. Sie sind verantwortlich für die Sicherung der metrologischen Infrastruktur imindustriellen Messwesen und verpflichten sich, ihre Tätigkeit unparteiisch auszuüben.Für die Kalibrierung von Gebrauchs- oder Werksnormalen wird ein DKD-Kalibrierschein ausgestellt.
Nationales Normal PTB
1. Ebene
2. Ebene
3. Ebene
4. Ebene
Bezugsnormal DKD-Kalibrierlaboratorien
Gebrauchsnormal, Werksnormal Interne/Externe Kalibrierlaboratorien
Prüfmittel des Unternehmens Alle Unternehmensbereiche

83
Prüfmittelüberwachung
3. Ebene Interne/Externe KalibrierlaboratorienGebrauchsnormal, Werksnormal
Das interne/externe Kalibrierlabor überwacht die eingesetzten Prüfmittel des Unternehmens mittels eines Gebrauchs- oder Werksnormals(Prüfmittelüberwachung). Die Überwachung des Gebrauchs- oder Werksnormals erfolgt durch Vergleich mit dem Bezugsnormal des Unter-nehmens oder gegebenenfalls direkt mit dem Bezugsnormal des DKD-Kalibrierlabors.Für die Kalibrierung von Prüfmitteln wird ein Werkskalibrierschein ausgestellt und/oder ein Kalibrierzeichen am Prüfmittel angebracht.
4. Ebene Alle UnternehmensbereichePrüfmittel des Unternehmens
Die Mitarbeiter, die für Messungen und Prüfungen im Rahmen von Qualitätssicherungsmaßnahmen zuständig sind, nutzen hierfür Prüfmittel,die mit Kalibrierzeichen versehen sind, um die Rückführbarkeit ihrer Messergebnisse gewährleisten zu können.
Beispiel: Ebenen der Kalibrierhierarchie für Längenmessgeräte (Quelle: PTB)
8.3.2 International
Die internationale gegenseitige Anerkennung von Kalibrierscheinen und Prüfberichten beruht auf einer Harmonisierung der Akkreditierungskriterien und -verfahrensweisen, auf einem Programm von Ringvergleichen, sowie auf gegenseitigen Evaluierungsbesuchen der Unterzeichner eines multilateralenAbkommens innerhalb Europas und bilateraler Übereinkommen weltweit.
Die Unterzeichner des europaweiten multilateralen Abkommens findet man im Internet unter
www.european-accreditation.org oderwww.dkd.ptb.de/de/_akkreditierung_k5.htm.
Die gemeinsamen Kriterien orientieren sich an den europäischen Normen für Kalibrier- und Prüflaboratorien, sowie für deren Begutachtung und Akkreditierung(EN ISO/IEC 17025 und Serie EN 45 000) bzw. entsprechenden ISO/IEC Guides.Die Schaffung eines weltweiten Netzes von Abkommen zur gegenseitigen Anerkennung von Kalibrier- und Prüfzertifikaten akkreditierter Laboratorien istdas Hauptziel der International Laboratory Accreditation Cooperation (ILAC). Dieses Netz soll insbesondere die Akzeptanz dieser Zertifikate durch Mitglieds-länder der Welthandelsorganisation (WTO) im Rahmen der Vereinbahrung über den Abbau technischer Handelshemmnisse (TBT Agreement) fördern.
Der DKD ist europaweit Mitglied in der European Cooperation for Accreditation (EA) und weltweit Unterzeichner des „ILAC Mutual Recognition Arrangement“zur gegenseitigen Anerkennung von Kalibrierscheinen und Prüfberichten, das inzwischen von 38 Akkreditierungsstellen unterzeichnet ist.
Eine Liste der Unterzeichner findet man im Internet unter www.ilac.org.
Nationales Normal
Bezugsnormal
Gebrauchsnormal Werksnormal
Prüfmittel des Unternehmens
Interferenz- komparator
Wellenlängennormal
Laser-Interferometer
Messuhren/Feinzeiger Prüfgerät
Messuhr Feinzeiger
Endmaßmessgerät Unterschiedsmessung
Endmaß Genauigkeit 0/i
Längenmesstaster elektr., opt., pneumat.
Prüf
mitt
elüb
erw
achu
ng

84
Allgemeine Geschäftsbedingungen
I. Allgemeines
1. Allen Lieferungen und Leistungen liegen dieseBedingungen sowie etwaige gesonderte vertrag-liche Vereinbarungen zugrunde. AbweichendeEinkaufsbedingungen des Bestellers werden auchdurch Auftragsannahme nicht Vertragsinhalt.
2. Der Lieferer behält sich an Mustern, Kostenvor-anschlägen, Zeichnungen u.ä. Informationen körperlicher und unkörperlicher Art – auch inelektronischer Form – Eigentums- und Urheber-rechte vor; sie dürfen Dritten nicht zugänglichgemacht werden. Der Lieferer verpflichtet sich,vom Besteller als vertraulich bezeichneteInformationen und Unterlagen nur mit dessenZustimmung Dritten zugänglich zu machen.
3. Die zu einem Angebot des Lieferers gehörendenUnterlagen, wie Abbildungen, Zeichnungen,Gewichts- und Maßangaben, sind nur annäherndmaßgebend, soweit sie nicht ausdrücklich als verbindlich bezeichnet sind. Der Besteller über-nimmt für die von ihm beizubringenden Unter-lagen, wie Zeichnungen, Lehren, Muster oderdgl., die alleinige Verantwortung. Der Bestellerhat dafür einzustehen, dass von ihm vorgelegteAusführungszeichnungen in Schutzrechte Dritternicht eingreifen.
4. Muster werden nur gegen Berechnung geliefert.
II. Umfang der Lieferung
1. Für den Umfang der Lieferung ist die schriftlicheAuftragsbestätigung des Lieferers maßgebend, imFalle eines Angebots des Lieferers mit zeitlicherBindung und fristgemäßer Annahme das Angebot,sofern keine rechtzeitige Auftragsbestätigung vorliegt. Nebenabreden und Änderungen bedürfender schriftlichen Bestätigung des Lieferers.
2. Werden Sonderwerkzeuge in Auftrag gegeben, sodarf die Bestellmenge um ca. 10 %, mindestensjedoch um 2 Stück über- oder unterschritten werden. Berechnet wird die Liefermenge.
III. Preis und Zahlung
1. Die Preise gelten mangels besonderer Vereinbarungab Werk einschließlich Verladung im Werk, jedochausschließlich Verpackung und Entladung. Zu denPreisen kommt die Umsatzsteuer in der jeweiligengesetzlichen Höhe hinzu.
2. Mangels besonderer Vereinbarung ist die Zahlungohne jeden Abzug frei Zahlstelle des Lieferersinnerhalb von 30 Tagen nach Rechnungsdatum(auch bei Teillieferungen) oder innerhalb 10 Tagenmit 2 % Skonto zu leisten.
3. Das Recht, Zahlungen zurückzuhalten oder mitGegenansprüchen aufzurechnen, steht dem Be-steller nur insoweit zu, als seine Gegenansprücheunbestritten oder rechtskräftig festgestellt sind.
IV. Lieferzeit, Lieferverzögerung
1. Die Lieferzeit ergibt sich aus den Vereinbarungender Vertragsparteien. Ihre Einhaltung durch denLieferer setzt voraus, dass alle kaufmännischenund technischen Fragen zwischen den Vertrags-parteien geklärt sind und der Besteller alle ihmobliegenden Verpflichtungen, wie z.B. Beibringungevtl. erforderlicher behördlicher Bescheinigungen
oder Genehmigungen oder die Leistung einerAnzahlung erfüllt hat. Ist dies nicht der Fall, so verlängert sich die Lieferzeit angemessen. Diesgilt nicht, soweit der Lieferer die Verzögerung zu vertreten hat.
2. Die Einhaltung der Lieferfrist steht unter dem Vorbehalt richtiger und rechtzeitiger Selbst-belieferung.
3. Die Lieferfrist ist eingehalten, wenn der Liefer-gegenstand bis zu ihrem Ablauf das Werk desLieferers verlassen hat oder die Versandbereit-schaft gemeldet ist. Soweit eine Abnahme zu erfolgen hat, ist – außer bei berechtigterAbnahmeverweigerung – der Abnahmeterminmaßgebend, hilfsweise die Meldung derAbnahmebereitschaft.
4. Werden der Versand bzw. die Abnahme desLiefergegenstandes aus Gründen verzögert, die der Besteller zu vertreten hat, so werden ihm,beginnend einen Monat nach Meldung der Versand- bzw. der Abnahmebereitschaft, die durchdie Verzögerung entstandenen Kosten berechnet.
5. Ist die Nichteinhaltung der Lieferzeit auf höhereGewalt, auf Arbeitskämpfe oder sonstige Ereignisse,die außerhalb des Einflussbereiches des Lieferersliegen, zurückzuführen, so verlängert sich dieLieferzeit angemessen. Der Lieferer wird demBesteller den Beginn und das Ende derartigerUmstände baldmöglichst mitteilen.
6. Der Besteller kann ohne Fristsetzung vom Vertragzurücktreten, wenn dem Lieferer die gesamteLeistung vor Gefahrübergang endgültig unmöglichwird. Der Besteller kann darüber hinaus vom Vertrag zurücktreten, wenn bei einer Bestellung die Ausführung eines Teils der Lieferung unmöglichwird und er ein berechtigtes Interesse an derAblehnung der Teillieferung hat. Ist dies nicht derFall, so hat der Besteller den auf die Teillieferungentfallenen Vertragspreis zu zahlen. Dasselbe giltbei Unvermögen des Lieferers. Im Übrigen giltAbschnitt VIII.2.Tritt die Unmöglichkeit oder das Unvermögen während des Annahmeverzuges ein oder ist derBesteller für diese Umstände allein oder weit überwiegend verantwortlich, bleibt er zur Gegen-leistung verpflichtet.
7. Gewährt der Besteller dem in Verzug befindlichenLieferer – unter Berücksichtigung der gesetzlichenAusnahmefälle – eine angemessene Frist zurLeistung und wird die Frist nicht eingehalten, istder Besteller im Rahmen der gesetzlichenVorschriften zum Rücktritt berechtigt.Weitere Ansprüche aus Lieferverzug bestimmensich ausschließlich nach Abschnitt VIII.2. dieserBedingungen.
V. Gefahrübergang, Abnahme
1. Die Gefahr geht auf den Besteller über, wenn derLiefergegenstand das Werk verlassen hat, und zwarauch dann, wenn Teillieferungen erfolgen oder derLieferer noch andere Leistungen, z.B. die Versand-kosten oder Anlieferung und Aufstellung übernom-men hat. Soweit eine Abnahme zu erfolgen hat, istdiese für den Gefahrübergang maßgebend. Siemuss unverzüglich zum Abnahmetermin, hilfs-weise nach der Meldung des Lieferers über dieAbnahmebereitschaft durchgeführt werden. DerBesteller darf die Abnahme bei Vorliegen eines nicht wesentlichen Mangels nicht verweigern.
2. Verzögert sich oder unterbleibt der Versand bzw. die Abnahme infolge von Umständen, diedem Lieferer nicht zuzurechnen sind, geht dieGefahr vom Tage der Meldung der Versand-bzw. Abnahmebereitschaft auf den Bestellerüber. Der Lieferer verpflichtet sich, auf Kostendes Bestellers die Versicherungen abzuschließen,die dieser verlangt.
3. Teillieferungen sind zulässig, soweit für denBesteller zumutbar.
VI. Eigentumsvorbehalt
1. Der Lieferer behält sich das Eigentum an demLiefergegenstand vor, bis sämtliche Forderungendes Lieferers gegen den Besteller aus derGeschäftsverbindung einschließlich der künftigentstehenden Forderungen auch aus gleichzeitigoder später abgeschlossenen Verträgen beglichensind. Dies gilt auch dann, wenn einzelne odersämtliche Forderungen des Lieferers in eine laufende Rechnung aufgenommen wurden undder Saldo gezogen ist.
2. Der Besteller ist berechtigt, den Liefergegenstandim ordentlichen Geschäftsgang weiterzuverkaufen.Er tritt jedoch dem Lieferer bereits jetzt alleForderungen mit sämtlichen Nebenrechten ab,die ihm aus der Weiterveräußerung gegen denAbnehmer oder gegen Dritte erwachsen. ZurEinziehung dieser Forderungen ist der Bestellerauch nach der Abtretung ermächtigt. Die Befugnisdes Lieferers, die Forderungen selbst einzuziehen,bleibt hiervon unberührt; jedoch verpflichtet sichder Lieferer, die Forderungen nicht einzuziehen,solange der Besteller seinen Zahlungsverpflich-tungen ordnungsgemäß nachkommt. Der Liefererkann verlangen, dass der Besteller ihm die ab-getretenen Forderungen und deren Schuldnerbekannt gibt, alle zum Einzug erforderlichenAngaben macht, die dazugehörigen Unterlagenaushändigt und den Schuldnern die Abtretungmitteilt. Wird der Liefergegenstand zusammen mit anderen Waren, die dem Lieferer nicht gehören,weiterverkauft, so gilt die Forderung des Bestellersgegen den Abnehmer in Höhe des zwischenLieferer und Besteller vereinbarten Lieferpreisesals abgetreten.Der Lieferer verpflichtet sich, die ihm zustehendenSicherungen insoweit freizugeben, als ihr Wert diezu sichernden Forderungen, soweit diese noch nichtbeglichen sind, um mehr als 20 % übersteigt.
3. Der Lieferer ist berechtigt, den Liefergegenstandauf Kosten des Bestellers gegen Diebstahl, Bruch-,Feuer-, Wasser- und sonstige Schäden zu ver-sichern, sofern nicht der Besteller selbst dieVersicherung nachweislich abgeschlossen hat.
4. Der Besteller darf den Liefergegenstand wederverpfänden noch zur Sicherung übereignen.Bei Pfändungen sowie Beschlagnahme odersonstigen Verfügungen durch Dritte hat er denLieferer unverzüglich davon zu benachrichtigen.
5. Bei vertragswidrigem Verhalten des Bestellers,insbesondere bei Zahlungsverzug, ist der Liefererzur Rücknahme des Liefergegenstandes nachMahnung berechtigt und der Besteller zur Heraus-gabe verpflichtet.
6. Der Antrag auf Eröffnung des Insolvenzverfahrensberechtigt den Lieferer vom Vertrag zurückzutretenund die sofortige Rückgabe des Liefergegenstandeszu verlangen.

85
Allgemeine Geschäftsbedingungen
VII. Gewährleistung
Für Sach- und Rechtsmängel der Lieferung leitstetder Lieferer unter Ausschluss weiterer Ansprüche – vorbehaltlich Abschnitt VIII – Gewähr wie folgt:
Sachmängel
1. Alle diejenigen Teile sind unentgeltlich nach Wahldes Lieferers nachzubessern oder neu zu liefern,die sich infolge eines vor dem Gefahrübergang liegenden Umstandes als mangelhaft herauszu-stellen. Die Feststellung solcher Mängel ist demLieferer unverzüglich schriftlich zu melden.Ersetzte Teile werden Eigentum des Lieferers.
2. Zur Vornahme aller dem Lieferer notwendigerscheinenden Nachbesserungen und Ersatz-lieferungen hat der Besteller nach Verständigungmit dem Lieferer die erforderliche Zeit undGelegenheit zu geben; andernfalls ist der Lieferervon der Haftung für die daraus entstehendenFolgen befreit. Nur in dringenden Fällen derGefährdung der Betriebssicherheit bzw. zur Abwehrunverhältnismäßig großer Schäden,wobei der Lieferer sofort zu verständigen ist,hat der Besteller das Recht, den Mangel selbstoder durch Dritte beseitigen zu lassen und vomLieferer Ersatz der erforderlichen Aufwendungen zuverlangen.
3. Von den durch die Nachbesserung bzw.Ersatzlieferung entstehenden Kosten trägt derLieferer – soweit sich die Beanstandung alsberechtigt herausstellt – die Kosten des Ersatz-stückes einschließlich des Versandes sowie dieangemessenen Kosten des Aus- und Einbaus,ferner, falls dies nach Lage des Einzelfallesbilligerweise verlangt werden kann, die Kostender etwa erforderlichen Gestellung seinerMonteure und Hilfskräfte.
4. Der Besteller hat im Rahmen der gesetzlichenVorschriften ein Recht zum Rücktritt vom Vertrag,wenn der Lieferer – unter Berücksichtigung dergesetzlichen Ausnahmefälle – eine ihm gesetzteangemessene Frist für die Nachbesserung oderErsatzlieferung wegen eines Sachmangels fruchtlosverstreichen lässt. Liegt nur ein unerheblicherMangel vor, steht dem Besteller lediglich ein Rechtzur Minderung des Vertragspreises zu. Das Rechtauf Minderung des Vertragspreises bleibt ansonstenausgeschlossen.
5. Keine Gewähr wird insbesondere in folgendenFällen übernommen:Ungeeignete oder unsachgemäße Verwendung,fehlerhafte Montage bzw. Inbetriebsetzung durchden Besteller oder Dritte, natürliche Abnutzung,fehlerhafte oder nachlässige Behandlung, nichtordnungsgemäße Wartung, ungeeignete Betriebs-mittel, chemische, elektrochemische oder elek-trische Einflüsse – sofern sie nicht vom Liefererzu verantworten sind.
6. Bessert der Besteller oder ein Dritter unsachgemäßnach, besteht keine Haftung des Lieferers für diedaraus entstehenden Folgen. Gleiches gilt für ohnevorherige Zustimmung des Lieferers vorgenommeneÄnderungen des Liefergegenstandes.
Rechtsmängel
7. Führt die Benutzung des Liefergegenstandes zurVerletzung von gewerblichen Schutzrechten oderUrheberrechten im Inland, wird der Lieferer auf
seine Kosten dem Besteller grundsätzlich das Rechtzum weiteren Gebrauch verschaffen oder denLiefergegenstand in für den Besteller zumutbarerWeise derart modifizieren, dass die Schutzrechts-verletzung nicht mehr besteht. Ist dies zu wirt-schaftlich angemessenen Bedingungen oder inangemessener Frist nicht möglich, ist der Bestellerzum Rücktritt vom Vertrag berechtigt. Unter dengenannten Voraussetzungen steht auch demLieferer ein Recht zum Rücktritt vom Vertrag zu.
8. Die in Abschnitt VII.7. genannten Verpflichtungendes Lieferers sind vorbehaltlich Abschnitt VIII.2. fürden Fall der Schutz- oder Urheberrechtsverletzungabschließend.
Sie bestehen nur, wenn
– der Besteller den Lieferer unverzüglich vongeltend gemachten Schutz- oder Urheberrechts-verletzungen unterrichtet,
– der Besteller den Lieferer in angemessenemUmfang bei der Abwehr der geltend gemachtenAnsprüche unterstützt bzw. dem Lieferer dieDurchführung der Modifizierungsmaßnahmengemäß Abschnitt VII.7. ermöglicht,
– dem Lieferer alle Abwehrmaßnahmen einschließlich außergerichtlicher Regelungen vorbehalten bleiben,
– der Rechtsmangel nicht auf einer Anweisungdes Bestellers beruht und
– die Rechtsverletzung nicht dadurch verursachtwurde, dass der Besteller den Liefergegenstandeigenmächtig geändert oder in einer nicht vertragsgemäßen Weise verwendet hat.
VIII. Haftung
1. Wenn der Liefergegenstand durch Verschuldendes Lieferers infolge unterlassener oder fehler-hafter Ausführung von vor oder nach Vertrags-abschluss erfolgten Vorschlägen und Beratungenoder durch die Verletzung anderer vertraglicherNebenverpflichtungen – insbesondere Anleitungfür Bedienung und Wartung des Liefergegen-standes – vom Besteller nicht vertragsgemäßverwendet werden kann, so gelten unter Aus-schluss weiterer Ansprüche des Bestellers dieRegelungen der Abschnitte VII und VIII.2 ent-sprechend.
2. Für Schäden, die nicht am Liefergegenstand selbstentstanden sind, haftet der Lieferer – aus welchenRechtsgründen auch immer – nur
– bei Vorsatz,
– bei grober Fahrlässigkeit des Inhabers/derOrgane oder leitender Angestellter,
– bei schuldhafter Verletzung von Leben, Körper,Gesundheit,
– bei Mängeln, die er arglistig verschwiegen oderderen Abwesenheit er garantiert hat,
– bei Mängeln des Liefergegenstandes, soweitnach Produktionshaftungsgesetz für Personen-oder Sachschäden an privat genutzten Gegen-ständen gehaftet wird.
Bei schuldhafter Verletzung wesentlicher Vertrags-pflichten haftet der Lieferer auch bei grober Fahr-lässigkeit nicht leitender Angestellter und beileichter Fahrlässigkeit, in letzterem Fall begrenztauf den vertragstypischen, vernünftigerweise vorhersehbaren Schaden.Weitere Ansprüche sind ausgeschlossen.
IX. Verjährung
Alle Ansprüche des Bestellers – aus welchenRechtsansprüchen auch immer – verjähren in 12 Monaten. Für vorsätzliches oder arglistigesVerhalten sowie bei Ansprüchen nach demProduktionshaftungsgesetz gelten die gesetz-lichen Fristen.
X. Softwarenutzung
Soweit im Lieferumfang Software enthalten ist,wird dem Besteller ein nicht ausschließlichesRecht eingeräumt, die gelieferte Software ein-schließlich ihrer Dokumentationen zu nutzen.Sie wird zur Verwendung auf dem dafür be-stimmten Liefergegenstand überlassen. EineNutzung der Software auf mehr als einemSystem ist untersagt.Der Besteller darf die Software nur im gesetzlichzulässigen Umfang (§§ 69 a ff. UrhG) vervielfäl-tigen, überarbeiten, übersetzen oder von demObjektcode in den Quellcode umwandeln. DerBesteller verpflichtet sich, Herstellerangaben – insbesondere Copyright-Vermerke – nicht zu entfernen oder ohne vorherige ausdrücklicheZustimmung des Lieferers zu verändern.
Alle sonstigen Rechte an der Software und denDokumentationen einschließlich der Kopienbleiben beim Lieferer bzw. beim Software-lieferanten. Die Vergabe von Unterlizenzen istnicht zulässig.
XI. Anwendbares Recht, Gerichtsstand
1. Für alle Rechtsbeziehungen zwischen demLieferer und dem Besteller gilt ausschließlich das für die Rechtsbeziehungen inländischerParteien untereinander maßgebliche Recht derBundesrepublik Deutschland.
2. Gerichtsstand ist das für den Sitz des Liefererszuständige Gericht. Der Lieferer ist jedochberechtigt, am Hauptsitz des Bestellers Klage zu erheben.
Allg
emei
neGe
schä
ftsbe
ding
unge
n

86
EMUGE-FRANKEN-Vertretungen in Deutschland (Stand Februar 2005)
10 Klaus-Dieter Hibsch Friedrichsberger Str. 210243 Berlin
Telefon (0 30) 24 72 36 44Telefax (0 30) 24 72 36 43Mobil (01 71) 8 14 37 20
20 Hartmut Corinth Alte Heerstr. 8431789 Hameln
Telefon (0 51 51) 5 17 02Telefax (0 51 51) 1 53 22Mobil (0170) 8 09 29 22
21 Carsten Oblong Diekenhoper Ring 621762 Otterndorf
Telefon (0 47 51) 99 90 68Telefax (0 47 51) 99 93 46Mobil (01 70) 4 42 49 64
23 Ragotzky & Gätje GmbH Holtenauer Str. 28824106 Kiel
Telefon (04 31) 38 90 80Telefax (04 31) 33 61 06
24 Hans Treiber GmbHLars Büßinger
Lohplatz 225486 Alveslohe
Telefon (0 41 93) 77 94-3Telefax (0 41 93) 77 94 48
31 Christoph Fischer (EMUGE) Wellensiek 3933619 Bielefeld
Telefon (05 21) 7 85 56 71Telefax (05 21) 7 85 56 80Mobil (01 77) 5 27 21 23
32 Mark Copeland (FRANKEN) Dürerstr. 6433615 Bielefeld
Telefon (05 21) 9 89 14 72Telefax (05 21) 9 89 14 73Mobil (01 75) 4 00 04 63
35 Uwe Albert Vockestr. 137235 Hessisch Lichtenau-Reichenbach
Telefon (0 56 02) 91 58 48Telefax (0 56 02) 91 58 49Mobil (01 72) 5 62 09 37
40 Wolfgang Rabczynski Gedulderweg 64b45549 Sprockhövel
Telefon (0 23 24) 68 54 26Telefax (0 23 24) 68 54 27Mobil (01 72) 2 72 93 38
44 Heinz Bollmann Kalkumer Str. 1247249 Duisburg
Telefon (02 03) 70 23 05Telefax (02 03) 79 06 54Mobil (01 71) 5 27 15 71
50 Andreas Ruibat Obere Heide 1841849 Wassenberg
Telefon (0 24 32) 89 07 80Telefax (0 24 32) 89 07 81Mobil (01 75) 5 98 64 54
51 Jürgen Wenzel Linde 8542287 Wuppertal
Telefon (02 02) 46 38 63Telefax (02 02) 4 66 08 25Mobil (01 77) 7 43 76 08
57 Dirk Gerson Otto Gässelweg 16a64572 Büttelborn
Telefon (0 61 52) 91 03 30Telefax (0 61 52) 91 03 31Mobil (01 71) 7 70 12 34
59 Bernd Both Zum Schlüchtern 2757482 Wenden - Schönau
Telefon (0 27 62) 28 81Telefax (0 27 62) 27 88Mobil (01 71) 3 62 14 60
60 Bernd BodeWerkzeuge GmbH
Feldbergblick 2865817 Eppstein
Telefon (0 61 98) 28 00Telefax (0 61 98) 28 35Mobil (01 72) 9 17 57 89
61 Michael Schmidt Emdener Str. 1363073 Offenbach
Telefon (0 69) 86 00 36 87Telefax (0 69) 86 00 36 88Mobil (01 75) 4 00 04 62
69 Wortmann & Günther GmbH Gewerbegebiet NordIm Camisch 4207768 Kahla
Telefon (03 64 24) 2 41 58Telefax (03 64 24) 78 49 49
70 R. u. W. Fromm GmbH & Co. KGHans-Georg Engelhardt
Hertichstr. 7071229 Leonberg
Telefon (0 71 52) 97 39-0Telefax (0 71 52) 97 39-10Mobil (01 74) 3 02 45 32
71 Martin Rößner Rotkehlchenstr. 15/170794 Filderstadt
Telefon (07 11) 6 74 58 11Telefax (07 11) 6 74 58 12Mobil (01 70) 4 49 15 76
72 Thomas Greff Leimenstr. 3672461 Albstadt-Tailfingen
Telefon (0 74 32) 2 20 32 77Telefax (0 74 32) 2 20 32 78Mobil (01 74) 2 08 29 05
73 Uwe Schmid Im Wörth 173529 Schwäbisch Gmünd
Telefon (0 71 71) 99 77 18Telefax (0 71 71) 99 77 19Mobil (01 75) 4 05 24 94
75 Peter Söhnle Ensinger Str. 571665 Vaihingen-Enz
Telefon (0 70 42) 1 31 32Telefax (0 70 42) 1 31 32Mobil (01 71) 6 24 63 25
78 Michael Sischka Weinstr. 2479361 Sasbach a.Kaiserstuhl
Telefon (0 76 42) 92 55 24Telefax (0 76 42) 92 55 23Mobil (01 60) 96 36 63 67
81 Robert RaafVertriebs GmbH
Am Nohl 9789173 Lonsee
Telefon (0 73 36) 56 66Telefax (0 73 36) 54 82Mobil (01 71) 5 78 79 89
82 Lutz Richter Am Birkenhain 601689 Weinböhla
Telefon (03 52 43) 3 27 13Telefax (03 52 43) 3 27 38Mobil (01 72) 9 44 50 28
84 Armin Kusch Buchhofstr. 3182319 Starnberg
Telefon (0 81 51) 95 93 07Telefax (0 81 51) 95 93 08Mobil (01 78) 4 76 70 06
85 Bernd Eckstein GmbH Florian-Geyer-Str. 6090513 Zirndorf
Telefon (09 11) 60 72 44Telefax (09 11) 60 30 85
86 Hans Bittner Fichtenstr. 1190547 Stein
Telefon (09 11) 6 88 04 65Telefax (09 11) 6 88 06 62Mobil (01 77) 5 85 23 18
88 Franz Josef Bauer GmbH Auf dem Leihen 3272534 Hayingen
Telefon (0 73 86) 6 91Telefax (0 73 86) 7 55Mobil (01 70) 2 78 01 61
99 Anke & Söhne Gunoldstr. 3508525 Plauen
Telefon (0 37 41) 52 35 80Telefax (0 37 41) 52 73 11Mobil (01 73) 5 41 59 93

87
EMUGE-FRANKEN-Vertretungen in Deutschland (Stand Februar 2005)
10
35
4044
50
51
57
59
61/60
69
75
81
82
84
85
86
88
99
21/20
31/32
24
78
72/70 71/70
73/70
23
EMUGE Präzisionswerkzeuge GmbH Pummerinplatz 24490 St. Florian
Tel. +43-7224-80001Fax +43-7224-80004
AUSTRIA
EMUGE-FRANKEN-Vertretungen in Österreich und der Schweiz
Riwag Präzisionswerkzeuge AG Winkelbüel 46043 Adligenswil
Tel. +41-41-3708494Fax +41-41-3708220
SWITZERLAND
Weitere Informationen unter www.emuge-franken.com
Vert
retu
ngen

88
Was ist KALIMERO?KALIMERO bietet Ihnen Prüfmittelverwaltung auf einfachste Art und Weise im Datenaustausch mit unserem Kalibrierlabor DECOM UGK GmbH.
Welche Funktionen beinhaltet KALIMERO?• KALIMERO stellt Ihnen eine Prüfmittelkartei zur Speicherung Ihrer Stammdaten zur Verfügung, mit welcher sich die Prüfintervalle Ihrer Prüfmittel
hinterlegen lassen.
• Sie können eigene Katalogdaten wie Prüfer, Hersteller, Standorte der Prüfmittel, Prüfmerkmale, Maßeinheiten usw. selbst pflegen.
• KALIMERO bietet die Erstellung von Prüfplänen, sowie eine einfache Datenerfassung für intern zu kalibrierende Prüfmittel an.
• Über die KALIMERO-Prüfmittelhistorie haben Sie Zugriff auf die letzten Prüfungen bzw. Prüfentscheide.
• KALIMERO ermöglicht umfangreiche Filter- und Suchfunktionen nach Prüfmitteltypen, Prüfentscheid, Status, Datum, Fälligkeit und Standort.
• Vorgefertigte Druckformulare lassen, je nach Filter, beliebige Prüfmittellisten ausdrucken oder als Seitenvorschau ausgeben.
• Mit KALIMERO können Sie eine automatische Überwachung von Prüffälligkeiten einstellen. Damit erinnert Sie das Programm an anstehendeKalibrieraufträge.
• KALIMERO erlaubt Ihnen, den Prüfmittelstatus festzulegen. Damit lassen sich z.B. die in Verwendung befindlichen von gesperrten Prüfmitteln unterscheiden.
• KALIMERO stellt Ihnen den Prüfdatenaustausch mit unserem Kalibrierlabor zur Verfügung. Nach erfolgter Kalibrierung durch das DECOM-Prüflaborbrauchen Sie nur noch die Daten von der Diskette zu importieren.
• KALIMERO besitzt eine einfache Importfunktion.
• KALIMERO ist netzwerkfähig. Zur Netzwerkkonfiguration beachten Sie bitte die Bedienerhilfe.
Weitere Leistungen• Eine Bedienerhilfe erklärt Ihnen die verschiedenen Programmfunktionen.
• KALIMERO beinhaltet bereits ein umfangreiches Prüfmitteltypen- und Herstellerverzeichnis.
• Eine offene ACCESS-Datenbankstruktur lässt Zugriffe für erfahrene Bediener zu.
• KALIMERO ist optional erweiterbar und wird im Interesse unserer Kunden weiter gepflegt.
Prüfmittelverwaltungs-Software KALIMERO


FRANKEN GmbH & Co. KG · Fabrik für PräzisionswerkzeugeFrankenstraße 7/9a · 90607 Rückersdorf · GERMANY · Telefon +49 (0) 911 / 9575-5 · Telefax +49 (0) 911 / 9575-327
[email protected] · www.emuge.de
EMUGE-Werk Richard Glimpel GmbH & Co. KG · Fabrik für PräzisionswerkzeugeNürnberger Straße 96-100 · 91207 Lauf · GERMANY · Telefon +49 (0) 9123 / 186-0 · Telefax +49 (0) 9123 / 14313
ZK
1000
2 . D
E3,
3T 0
6200
5 D
O ·
Rev
. A






