
Geometria Da Ferramenta
34
Processos de Usinagem Aula 03 Fundamentos da Usinagem - Geometria da Ferramenta Monocortante - Prof. Dr. Eng. Rodrigo Lima Stoeterau
-
Upload
gibson-bispo -
Category
Documents
-
view
112 -
download
5
Transcript of Geometria Da Ferramenta
Processos de Usinagem
Aula 03
Fundamentos da Usinagem
- Geometria da Ferramenta Monocortante -
Prof. Dr. Eng. Rodrigo Lima Stoeterau
Processos de Usinagem
Prof. Dr. Eng. Rodrigo Lima Stoeterau
Aula 03
➔ Geometria da cunha de corte
➔ Influências da Geometria da Ferramenta
➔ Solicitações na cunha de corte: mecânicas e térmicas
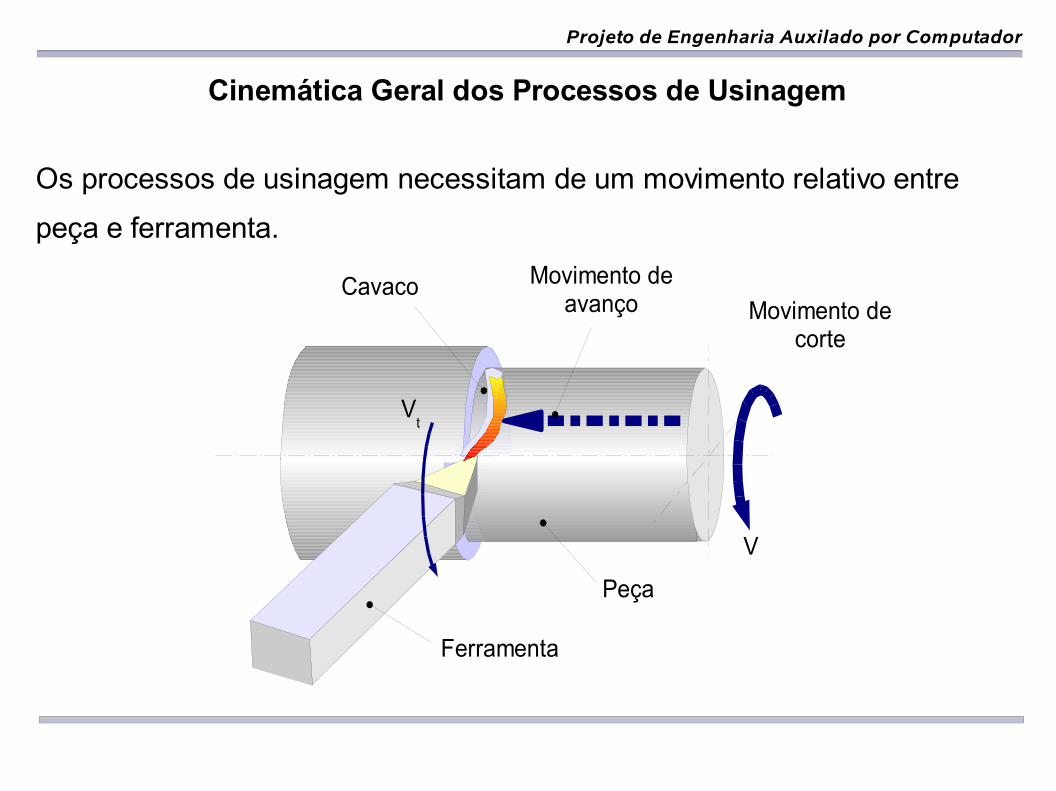
Cinemática Geral dos Processos de Usinagem
Os processos de usinagem necessitam de um movimento relativo entre
peça e ferramenta.
Peça
Movimento de corte
V
Vt
Cavaco Movimento de avanço
Ferramenta
Projeto de Engenharia Auxilado por Computador
Processos de Usinagem
Geometria da Cunha de Corte
Processos de Usinagem
Geometria da Cunha de Corte
➔ Para cada par material de ferramenta / material de peça têm uma
geometria de corte apropriada ou ótima
A geometria da ferramenta influência na:
● Formação do cavaco
● Saída do cavaco
● Forças de corte
● Desgaste da ferramenta
● Qualidade final do trabalho

Processos de Usinagem
Geometria da Cunha de CorteDireção de
corte
HasteDireção de
avanço
Face
Gume secundário
Gume principal
Chanfro na face do gume principalChanfro na flanco do
gume secundário
Flanco principal
Flanco secundário
Quina com raio de arredondamento
Chanfro na flanco do gume secundário
Processos de Usinagem
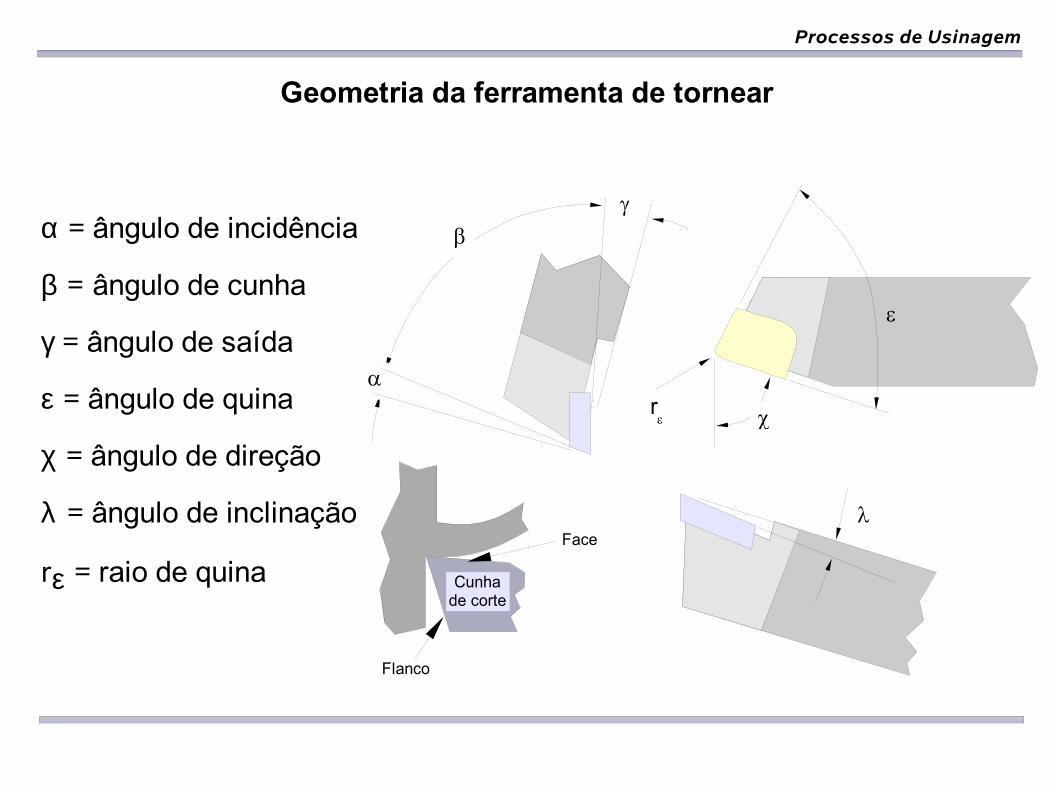
Geometria da ferramenta de tornear
α = ângulo de incidência
β = ângulo de cunha
γ = ângulo de saída
ε = ângulo de quina
χ = ângulo de direção
λ = ângulo de inclinação
rε = raio de quina
,r
Cunha de corte
Face
Flanco
Processos de Usinagem
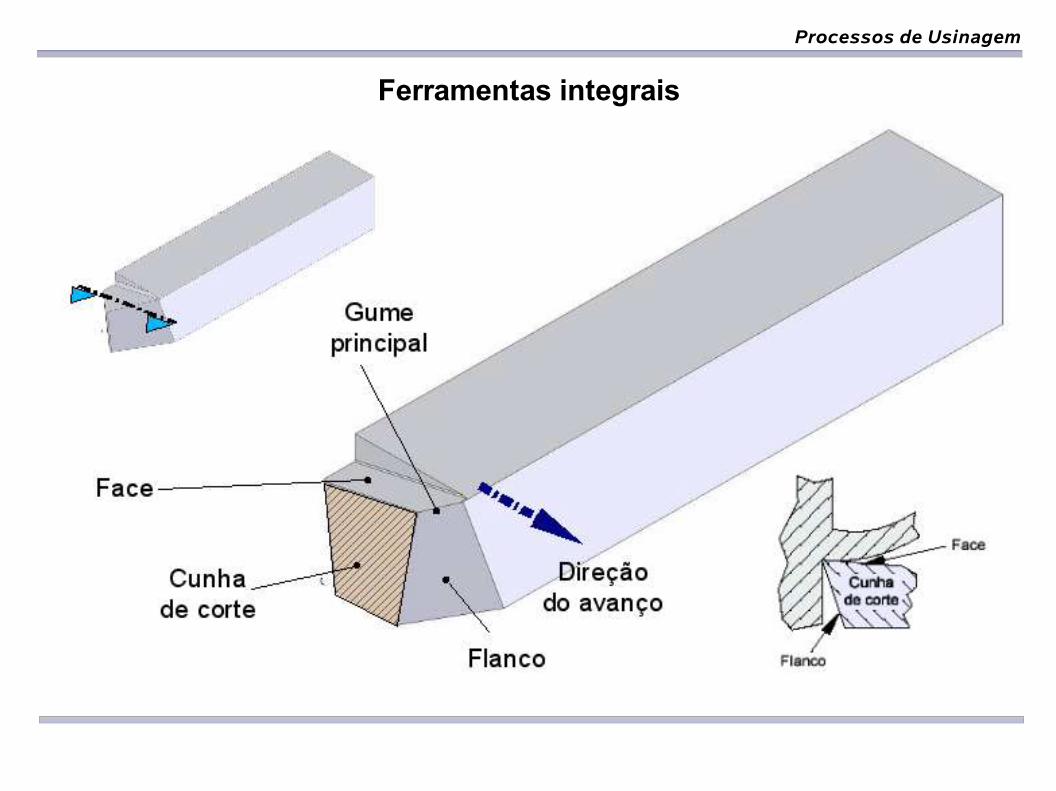
Ferramentas integrais

Processos de Usinagem
Ferramentas integrais

Influências da Geometria da Ferramenta
Processos de Usinagem
Aumento da estabilidade do gume
Desgastemenor
Maiores forças passivasAumento da estabilidade do gume
Redução da vibraçãoRedução da Força de corte
= 6° até 12°
Elevada estabilidade do gume
= 10° até 100°
Redução da vibraçãoRedução da forçade corte
Fase da face
Desgaste menor
Aumento da estabilidade do gume
Baixa espessura de usinagem
Melhor formação do cavacoMelhor superfícieRedução da força de corteDesgaste menor
Aumento da qualidadesuperficial
= +6° até -6°
Guia dofluxo docavaco
= -10° até + 20°
r = 0,4 até 2 mm
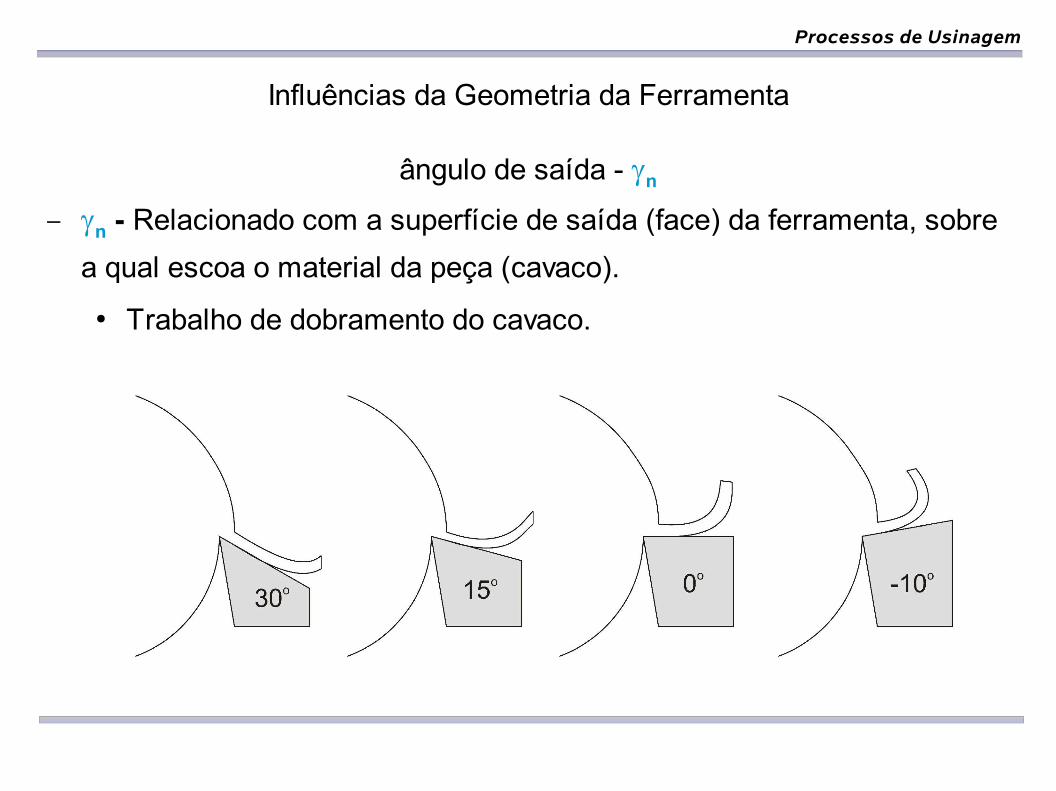
Influências da Geometria da Ferramenta
ângulo de saída - n
– n - Relacionado com a superfície de saída (face) da ferramenta, sobre a qual escoa o material da peça (cavaco).● Trabalho de dobramento do cavaco.
Processos de Usinagem

Processos de Usinagem
Tipos de quinas
Interseção efetiva dos gumes
Quina aredondada Quina chanfrada
b
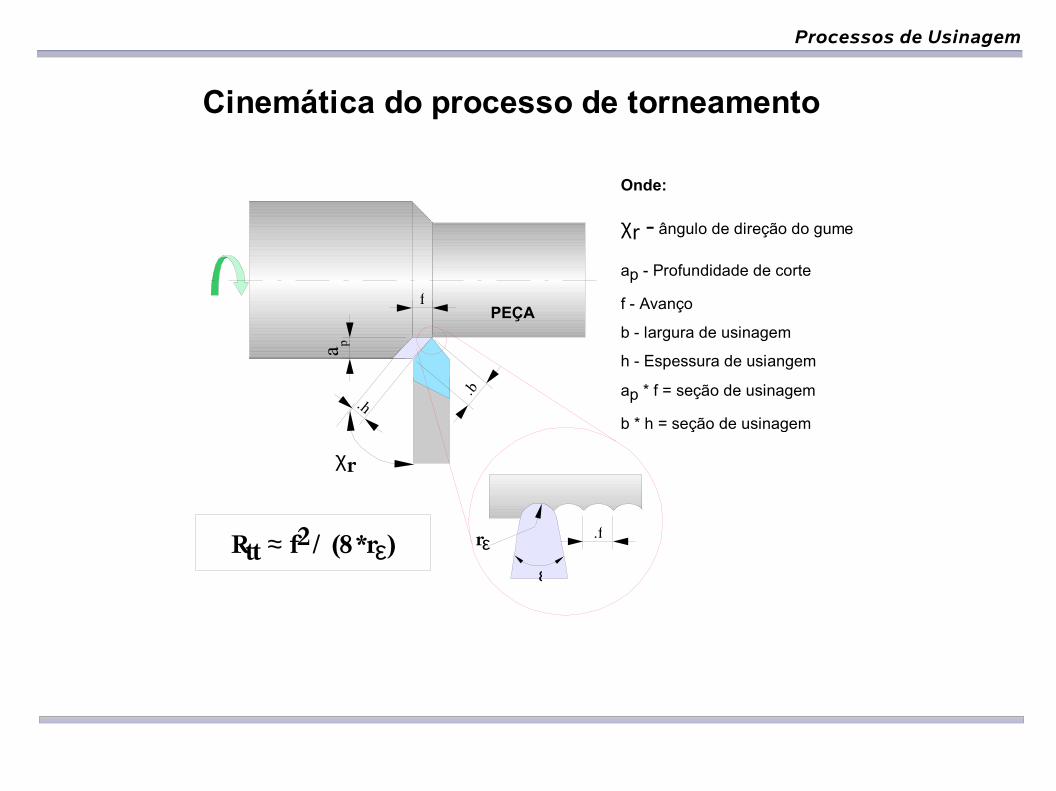
Cinemática do processo de torneamento
PEÇA
χr
Rtt ≈ f2/ (8*rε)
a p
f
.b.h
rε .f
ε
Onde:
χr - ângulo de direção do gume
ap - Profundidade de corte
f - Avanço
b - largura de usinagem
h - Espessura de usiangem
ap * f = seção de usinagem
b * h = seção de usinagem
Processos de Usinagem

Processos de Usinagem
Planos da ferramenta de corte
Plano passivo da ferramenta – Pp
Plano de trabalho convencional – Pf
Plano de referência da ferramenta – Pr
Direção presumida do movimento de
avanço
Direção presumida do movimento de corte
Ponto selecionado no gume
Planos no sistema ferramenta na mão

Processos de Usinagem
Planos da ferramenta de corte
Plano do gume da ferramenta – Ps
Plano ortogonal da ferramenta – Po
Plano de referência da ferramenta – Pr
Direção presumida do movimento de
avanço
Direção presumida do movimento de corte
Ponto selecionado no gume
Plano nprmal do gume – Pn
Planos no sistema ferramenta na máquina

Processos de Usinagem
Fatores a serem considerados na escolha da geometria da ferramenta:
➔ Material da ferramenta
➔ Material da peça
➔ Condições de corte
➔ Tipo de operação
➔ Geometria da peça

Processos de Usinagem
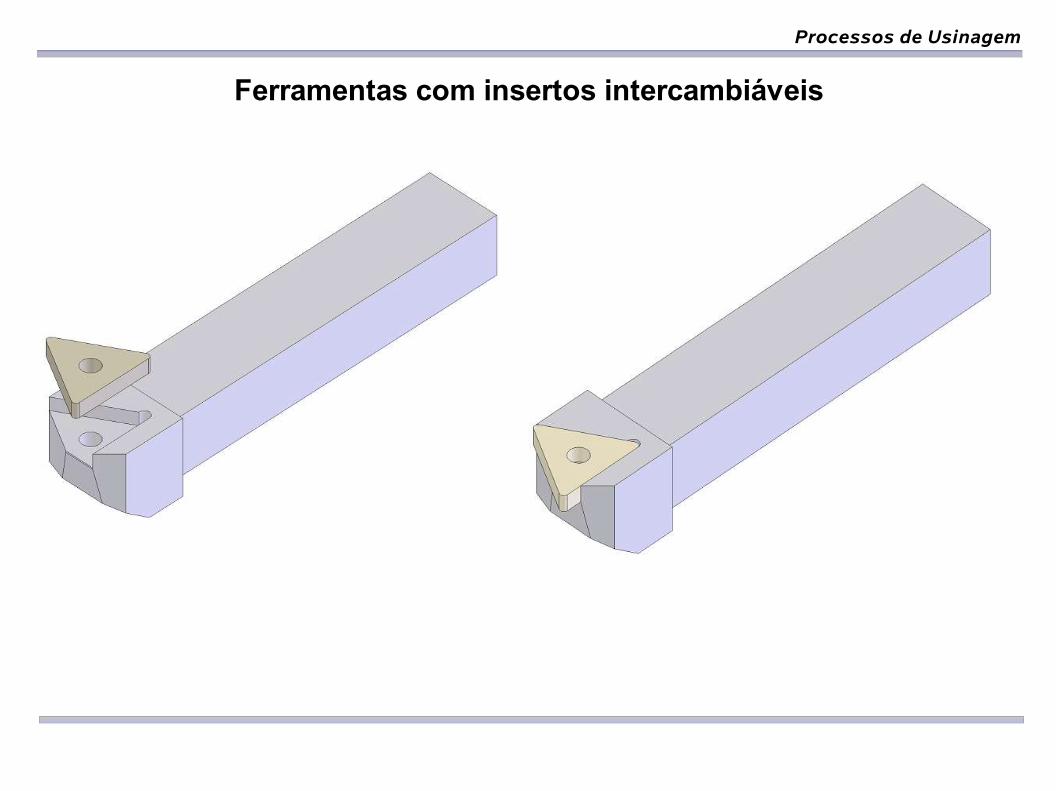
Ferramentas com insertos intercambiáveis
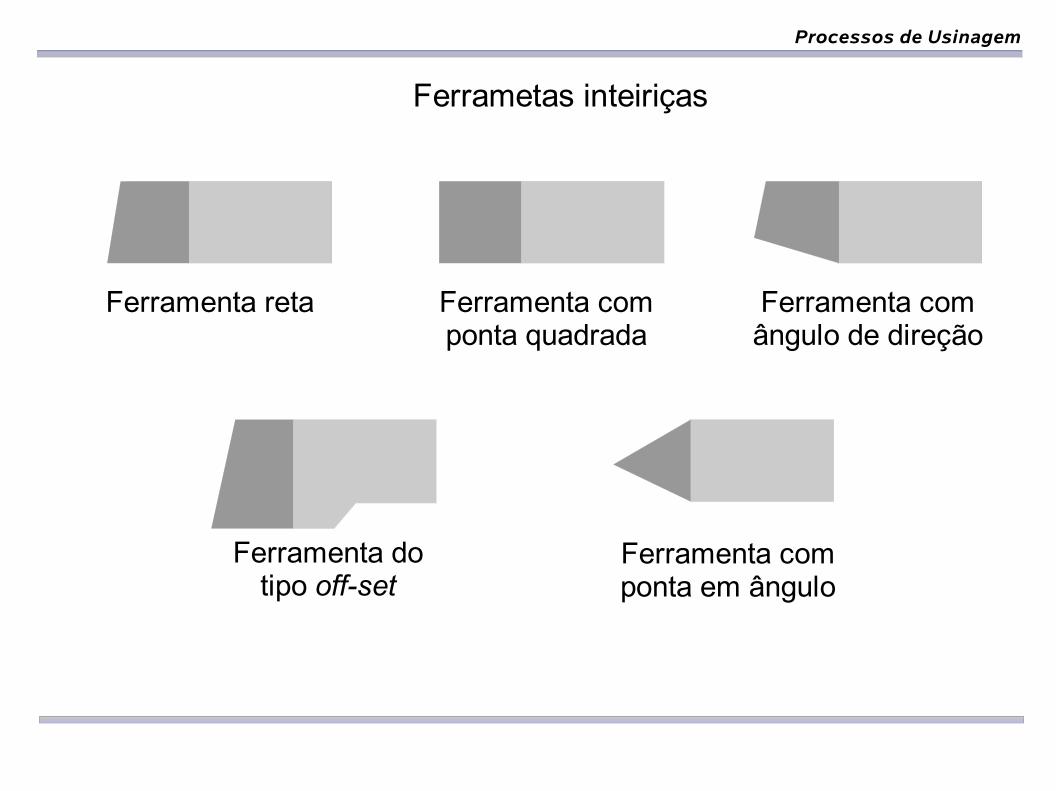
Ferrametas inteiriças
Ferramenta reta Ferramenta com ponta quadrada
Ferramenta com ponta em ângulo
Ferramenta com ângulo de direção
Ferramenta do tipo off-set
Processos de Usinagem
Processos de Usinagem
Ferramentas com insertos intercambiáveis
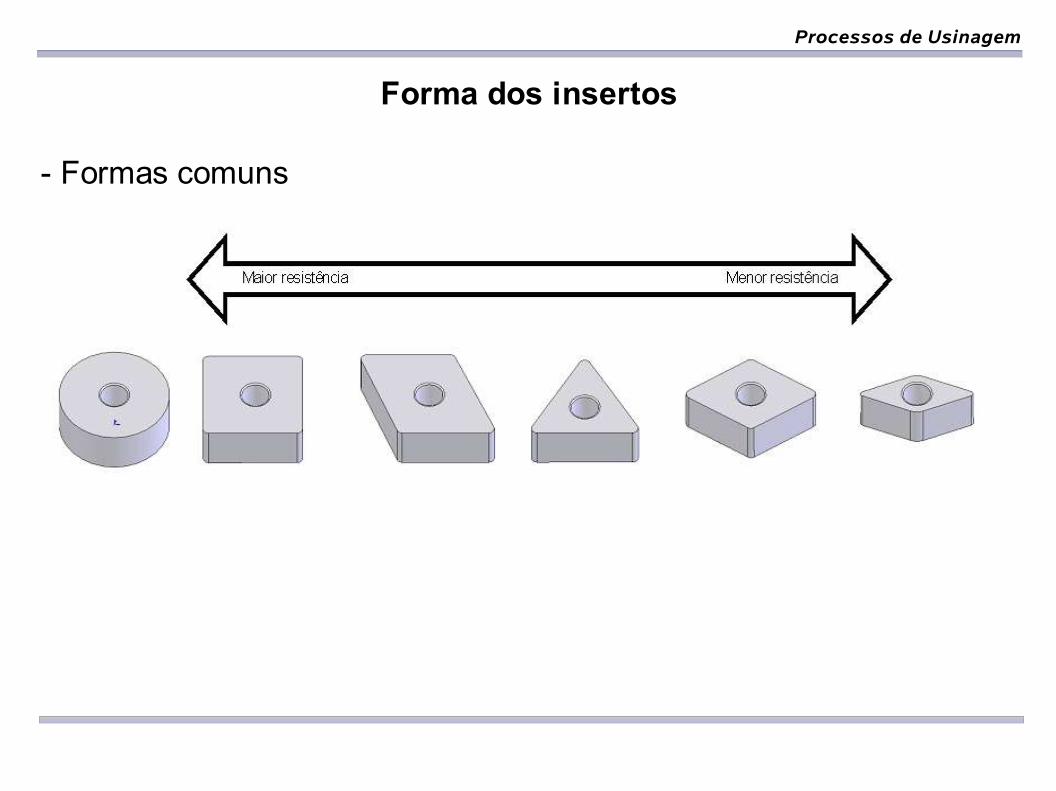
Forma dos insertos
- Formas comuns
Processos de Usinagem
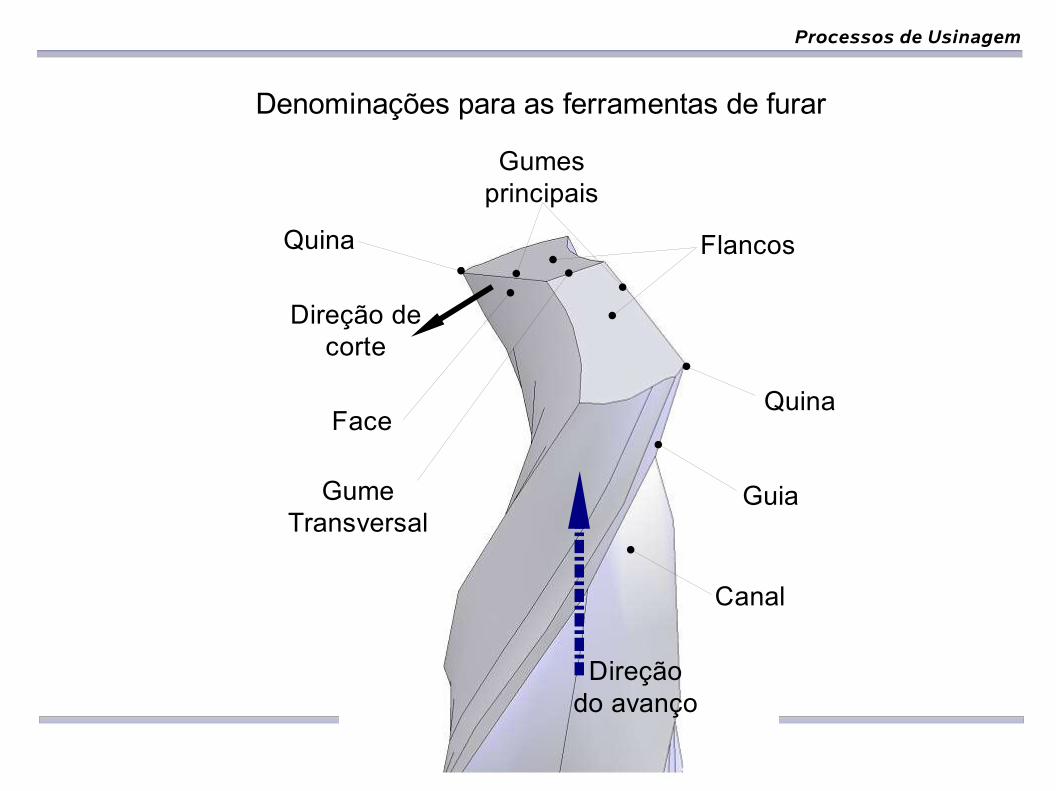
Denominações para as ferramentas de furar
Processos de Usinagem
Quina
Face
Guia
Flancos
Gumes principais
Canal
Gume Transversal
Direção do avanço
Direção de corte
Quina

,r
= ângulo de incidência = ângulo de cunha = ângulo de saída = ângulo de ponta = ângulo do gume transversal = ângulo de quina r
= raio de quina
Broca helicoidal
Geometria das brocas helicoidais
Processos de Usinagem

Ferramenta de furar
Relação com a ferramenta de tornear
Processos de Usinagem

Fresamento - Generalidades
O fresamento se diferencia do torneamento pela sua:● cinemática
● torneamento peça rotaciona e ferramenta translada● fresamento peça translada e ferramenta gira
Peça
Ferramenta
,n
Cavaco
Rotaçao
,fTranslaçao
Vc
Peça
Ferramenta
,f
Translação
Cavaco
Projeto de Engenharia Auxilado por Computador

Denominações para as ferramenta de fresar
Processos de Usinagem
Direção de avanço
Face
Gume secundário
1o Flanco principal
Flanco principalFlanco secundário
Gume principal2o Flanco principal
Corpo da ferramenta
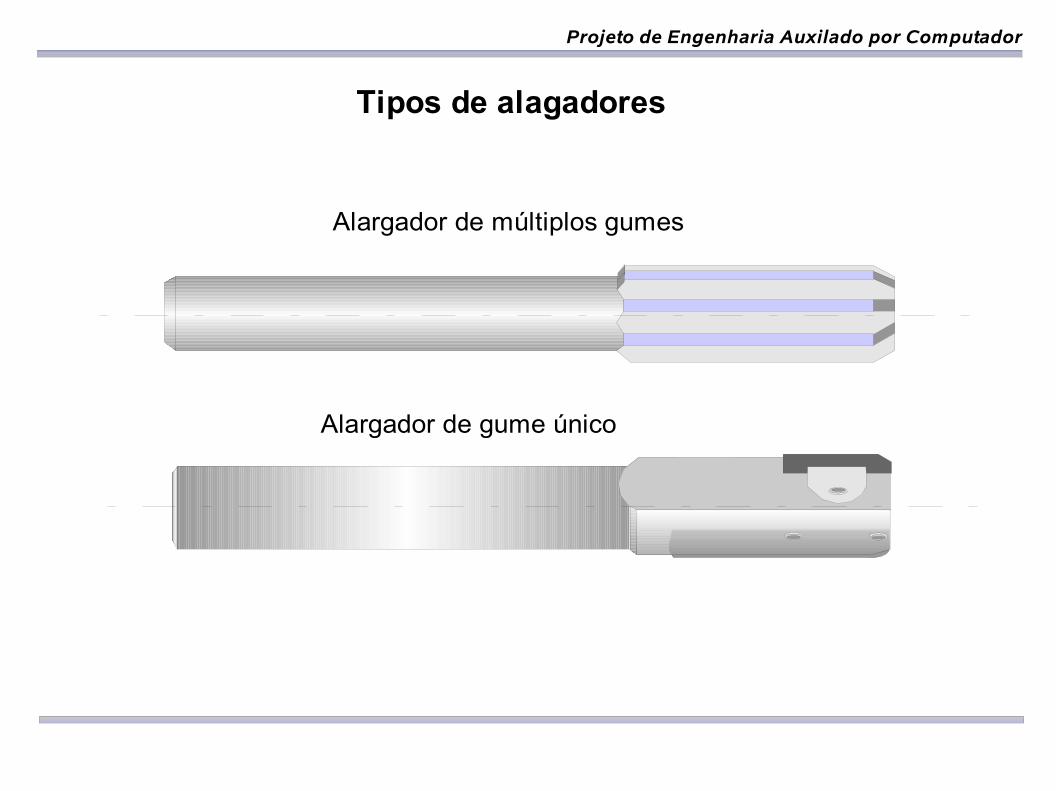
Tipos de alagadores
Alargador de múltiplos gumes
Alargador de gume único
Projeto de Engenharia Auxilado por Computador

Classificação dos alargadores
Quanto ao tipo de dentes
Projeto de Engenharia Auxilado por Computador

corte P-P
guia
'p
p'
corte M-M
o
of
gumesecund'ario
P
M
MP
gumeprincipal
r
Geometria dos alargadores
onde:
0 - Ângulo de saída ortogonal
r - Ângulo de direção do gume
’p - Ângulo de saída passivo do gume secundário
f - Ângulo de saída lateral (ângulo de hélice)
a0- Ângulo de incidência ortogonal
a’p - Ângulo de incidência passivo do gume secundário
Projeto de Engenharia Auxilado por Computador
Processos de Usinagem
Solicitações na cunha de corte
Processos de Usinagem
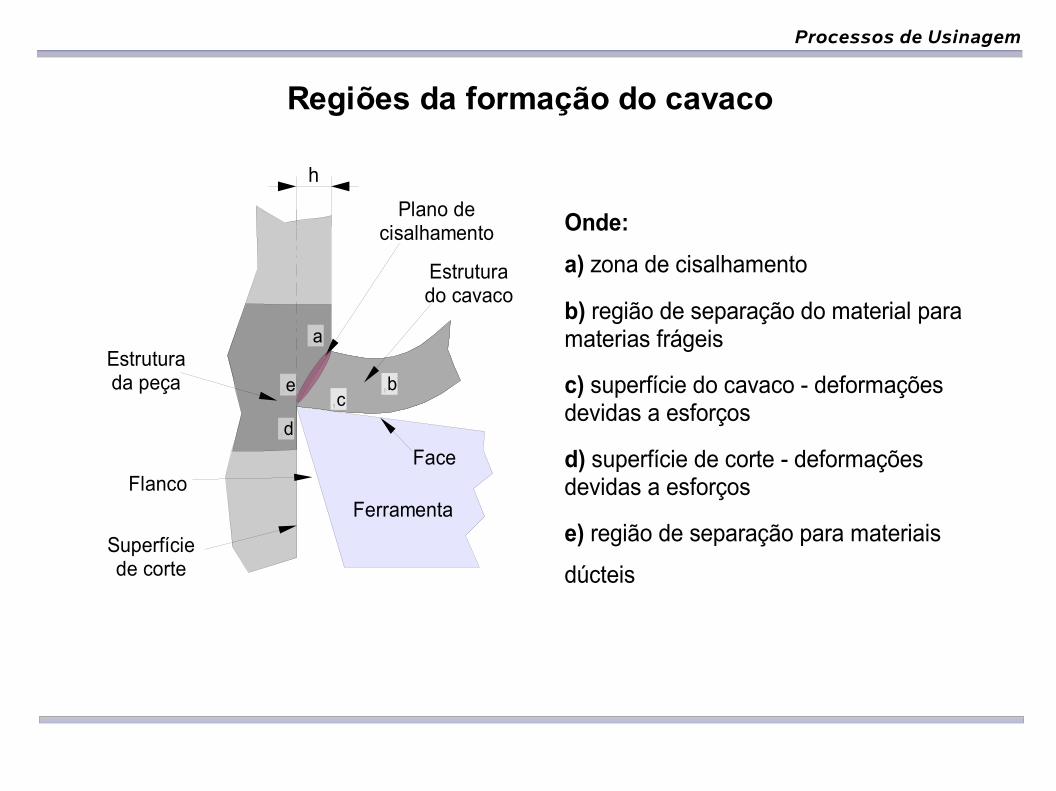
Regiões da formação do cavaco
FlancoFace
Estrutura da peça
h
Estrutura do cavaco
Plano de cisalhamento
Ferramenta
Superfície de corte
,a
,b,e
,d,c
Onde: a) zona de cisalhamento
b) região de separação do material para materias frágeis
c) superfície do cavaco - deformações devidas a esforços
d) superfície de corte - deformações devidas a esforços
e) região de separação para materiais
dúcteis

Processos de Usinagem
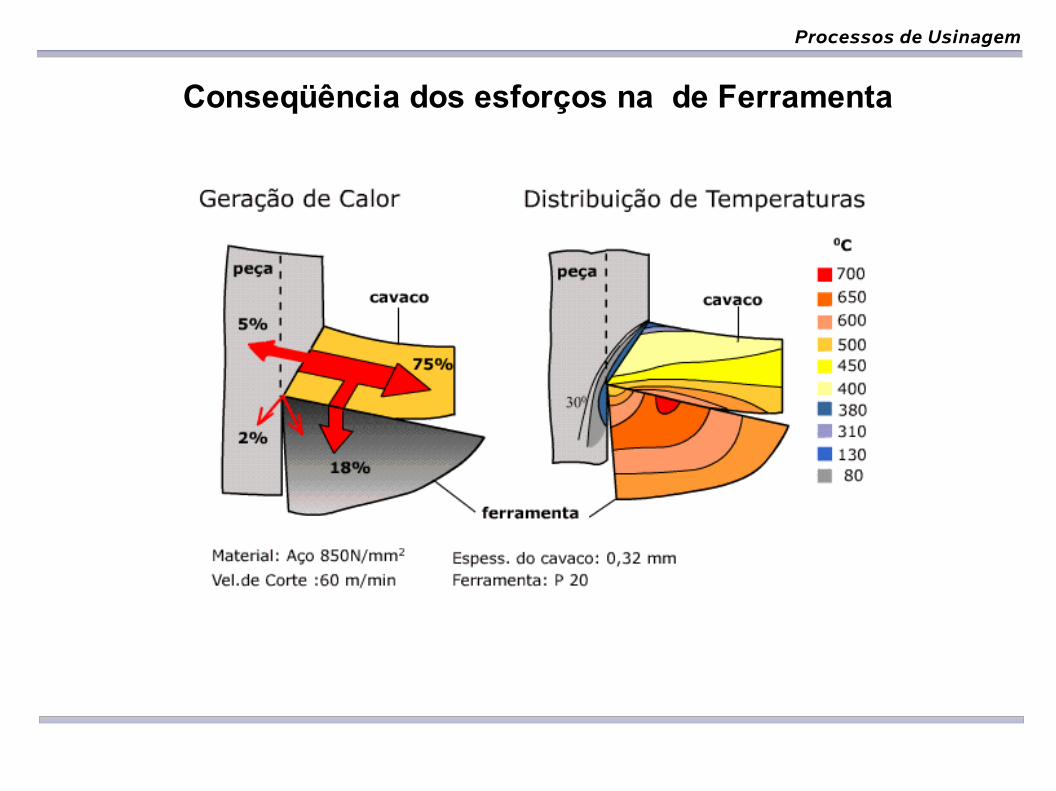
Conseqüência dos esforços na de Ferramenta
Peça
Ferramenta
,n
Cavaco
,f
Atrito
ForcaMovimento
relativo
Calor
Desgaste
Material peça /
material ferramenta
Processos de Usinagem
Conseqüência dos esforços na de Ferramenta
Processos de Usinagem
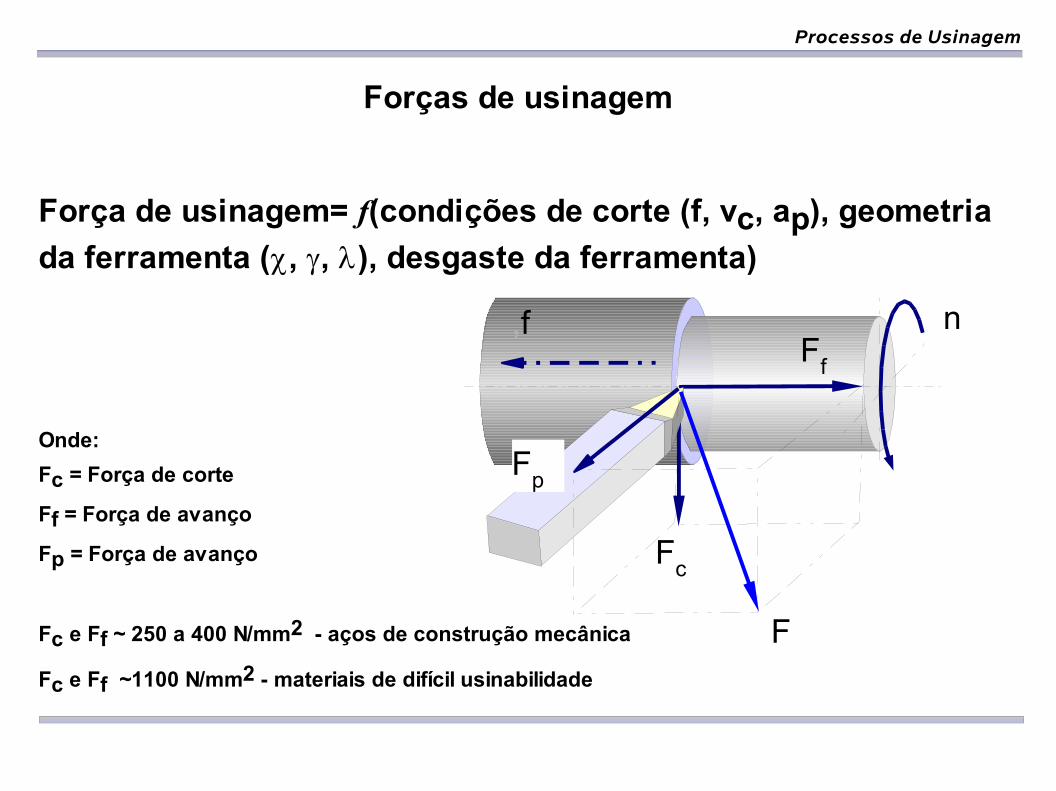
Forças de usinagem
Força de usinagem= f(condições de corte (f, vc, ap), geometria da ferramenta (, , ), desgaste da ferramenta)
Onde:Fc = Força de corte
Ff = Força de avanço
Fp = Força de avanço
Fc e Ff ~ 250 a 400 N/mm2 - aços de construção mecânica
Fc e Ff ~1100 N/mm2 - materiais de difícil usinabilidade
,f ,nFf
Fp
Fc
F

VeVc
Vf
Peça
Ferramenta
Mov. Efetivo
Mov.de Avanço
Mov.de Corte
Peça
Ferramenta
Ve
Vc
VfMov. EfetivoMov.de Avanço
Mov.de Corte
Vc
Mov.de Avanço
Mov.de Corte
Ve
Vf
Mov. Efetivo
Peça
Ferramenta
Ve
Vc
VfMov.de Avanço
Mov.de CorteMov. Efetivo
Peça
Ferramenta
Movimentos nos processos de usinagem
Processos de Usinagem


















